Page 1
3
CUPRINS
CAPITOLUL I .................................................................................................................... 6
INTRODUCERE ................................................................................................................ 6
1.1. Berea- definire, clasificare ..................................................................................... 6
1.2. Materii prime ........................................................................................................ 11
1.2.1. MALŢUL ......................................................................................................... 11
1.2.2. HAMEIUL ....................................................................................................... 12
Grupa C.......................................................................................................................... 13
1.2.3. APA .................................................................................................................. 13
1.2.4. DROJDIA DE BERE ....................................................................................... 15
1.2.5. ORZUL............................................................................................................. 15
1.2.6. Materialele auxiliare folosite în industria berii ................................................ 17
CAPITOLUL II ................................................................................................................. 18
Fluxul tehnologic .............................................................................................................. 18
2.1. Recepţia şi depozitarea malţului ......................................................................... 19
2.2. Recepţia şi depozitarea hameiului....................................................................... 19
2.3. Măcinarea malţului .............................................................................................. 20
Partea stângă .................................................................................................................. 21
2.4. Plămădirea- zaharificarea (brasajul).................................................................. 22
2.4.1. Plămădirea ........................................................................................................ 23
2.4.2. Zaharificarea..................................................................................................... 23
2.5. Fierberea mustului cu hamei ............................................................................... 24
2.6. Separarea trubului fierbinte ................................................................................ 25
2.7. Filtrarea- spălarea borhotului ............................................................................. 26
2.8. Răcirea mustului de malţ ..................................................................................... 26
2.9. Fermentarea mustului de bere ............................................................................ 26
2.9.1. Fermentarea primară ........................................................................................ 27
2.9.2. Fermentarea secundară ..................................................................................... 28
2.9.3. Fermentarea continuă- procedee ...................................................................... 28
2.10. Filtrarea berii ...................................................................................................... 29
2.11. Îmbutelierea berii ............................................................................................... 30
2.12. Pasteurizarea berii .............................................................................................. 32
CAPITOLUL III ............................................................................................................... 33
LINIA TEHNOLOGICĂ PENTRU FABRICAREA BERII ............................................ 33
3.1. Construcţia morilor de malţ ................................................................................ 34
3.2.Instalaţia de plămădire zaharificare .................................................................... 38
3.3. Utilaje folosite pentru fierberea mustului cu hamei .......................................... 39
3.4. Instalaţii pentru filtrarea mustului de malţ ....................................................... 40
3.5. Instalaţii bloc de obţinere a mustului de malţ .................................................... 43
3.6. Instalaţii pentru răcirea mustului de malţ ......................................................... 45
3.6.1. Instalaţii clasice pentru răcirea mustului de malţ ............................................. 45
3.6.2. Instalaţii de răcire tip schimbătoare de căldură cu plăci .................................. 45
3.6.3. Instalaţii moderne de răcire a mustului de malţ ............................................... 47
3.8. Instalaţii de fermentare continuă a berii ............................................................ 49
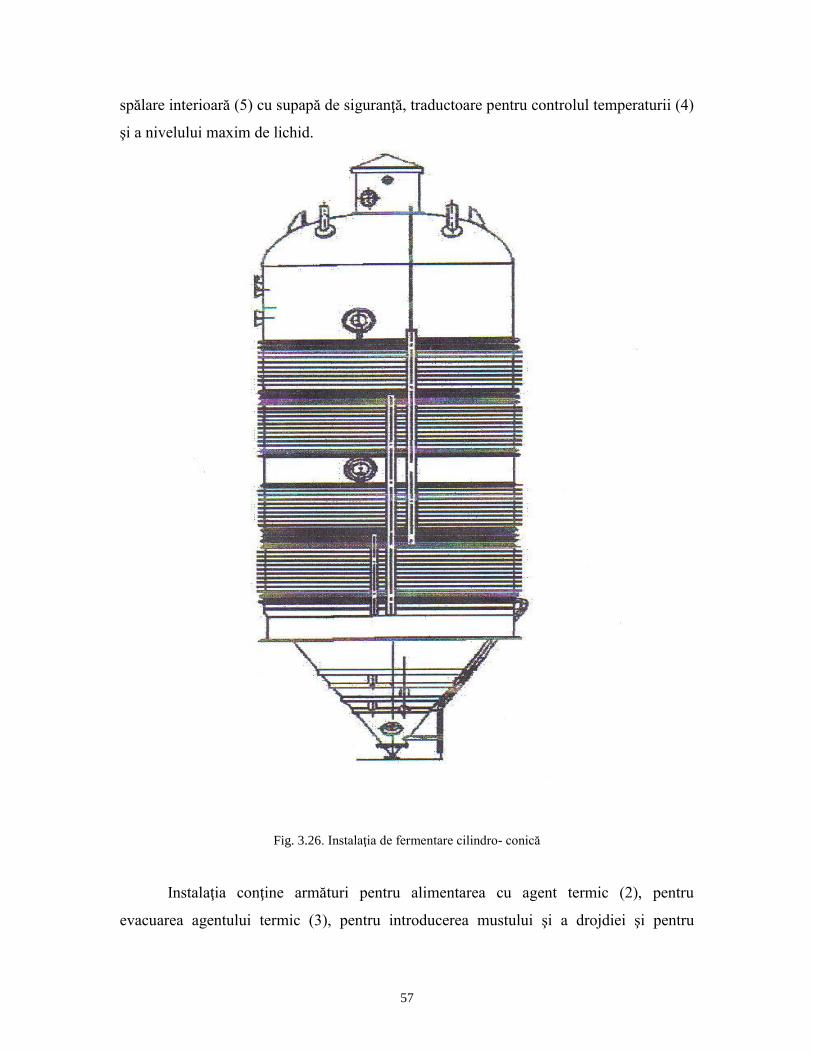
3.9. Instalaţii de fermentare cilindro- conice ............................................................ 55
Page 2
4
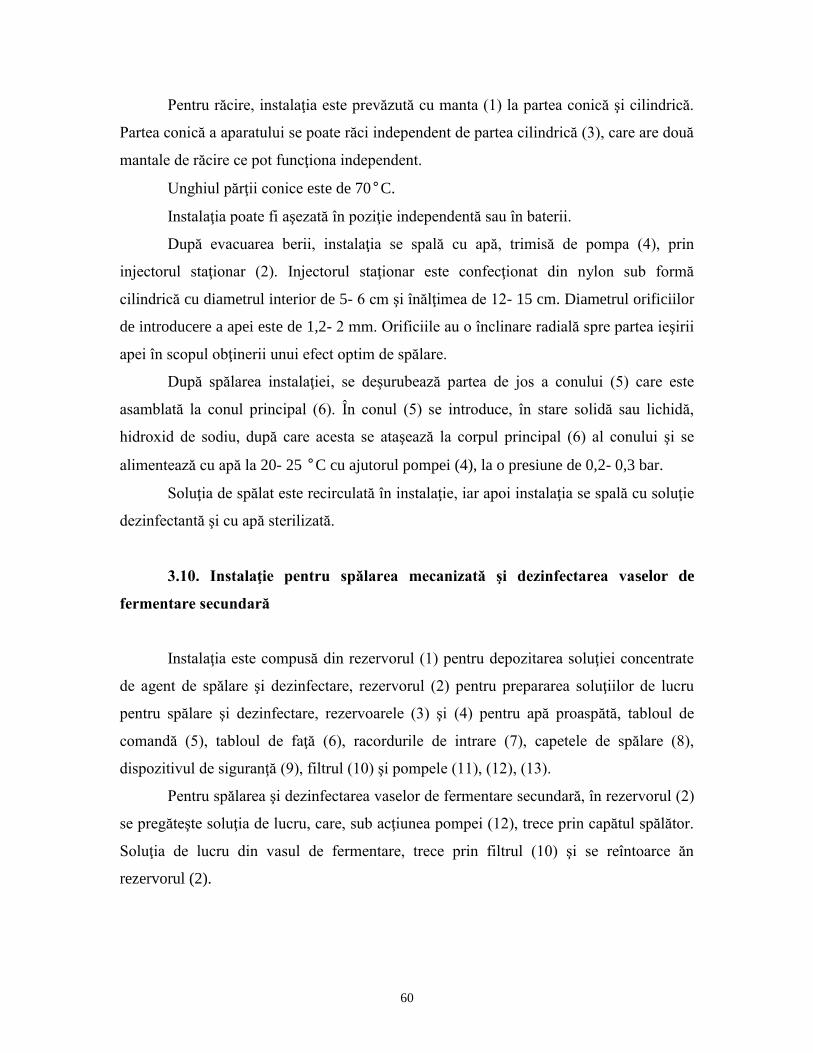
3.10. Instalaţie pentru spălarea mecanizată şi dezinfectarea vaselor de fermentare
secundară ...................................................................................................................... 59
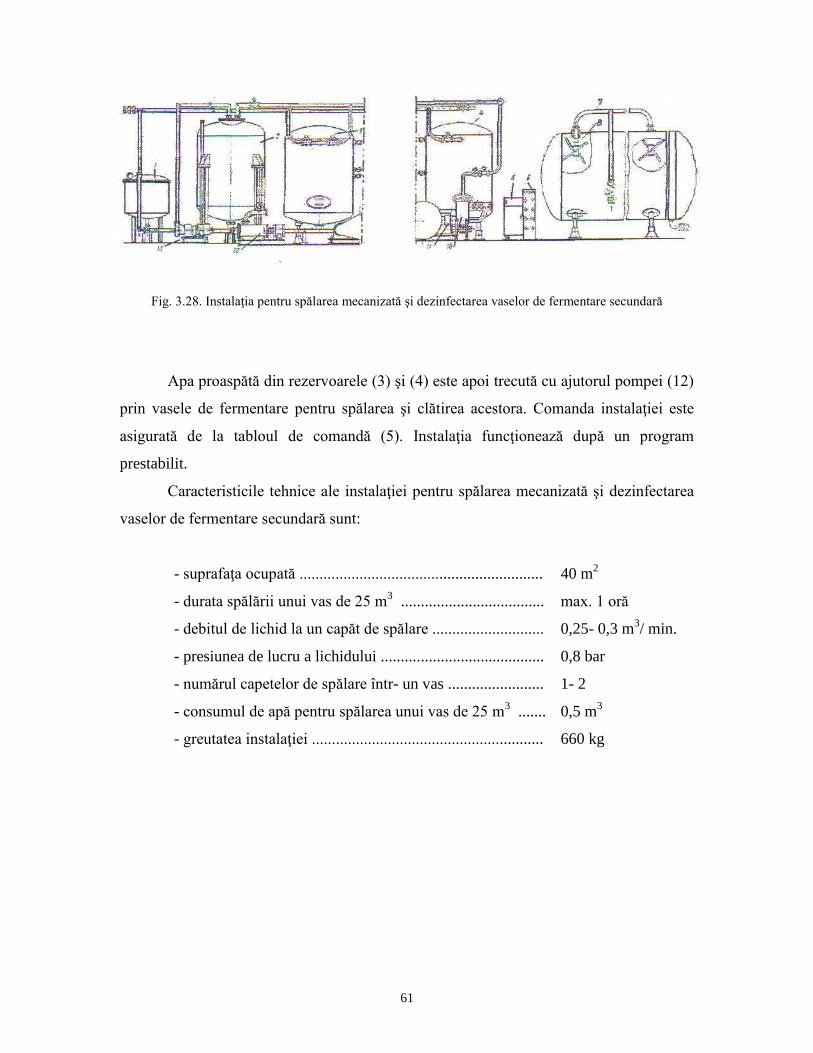
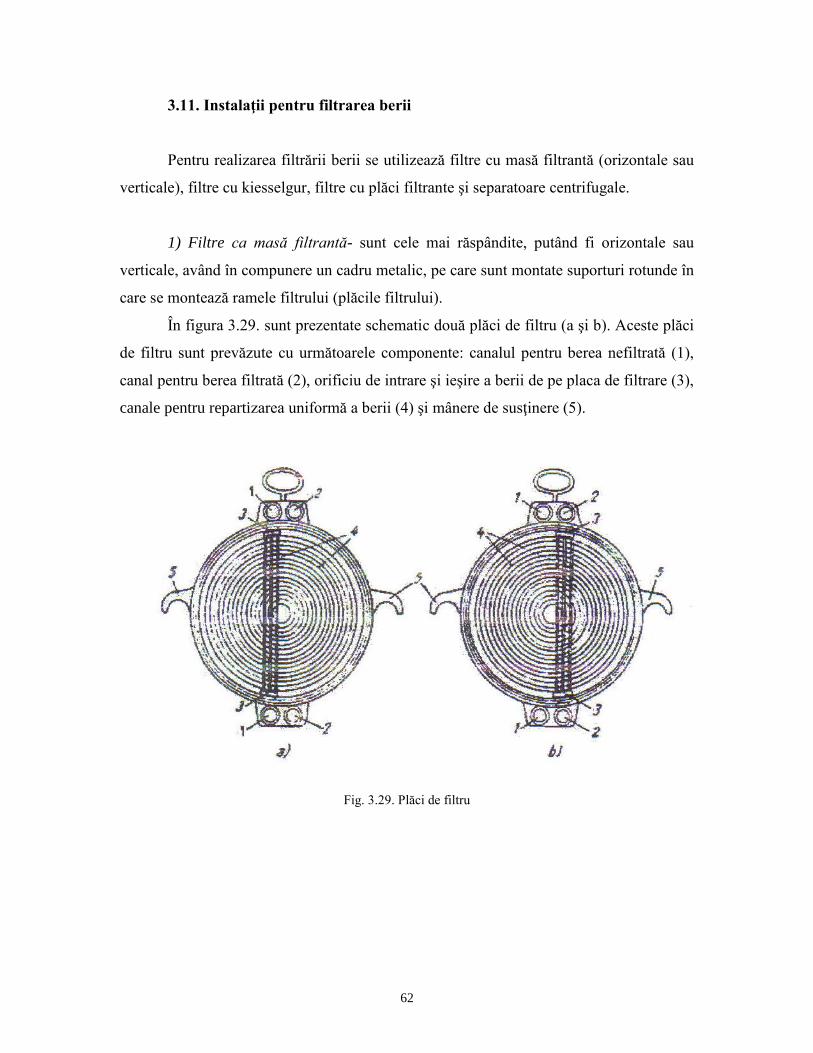
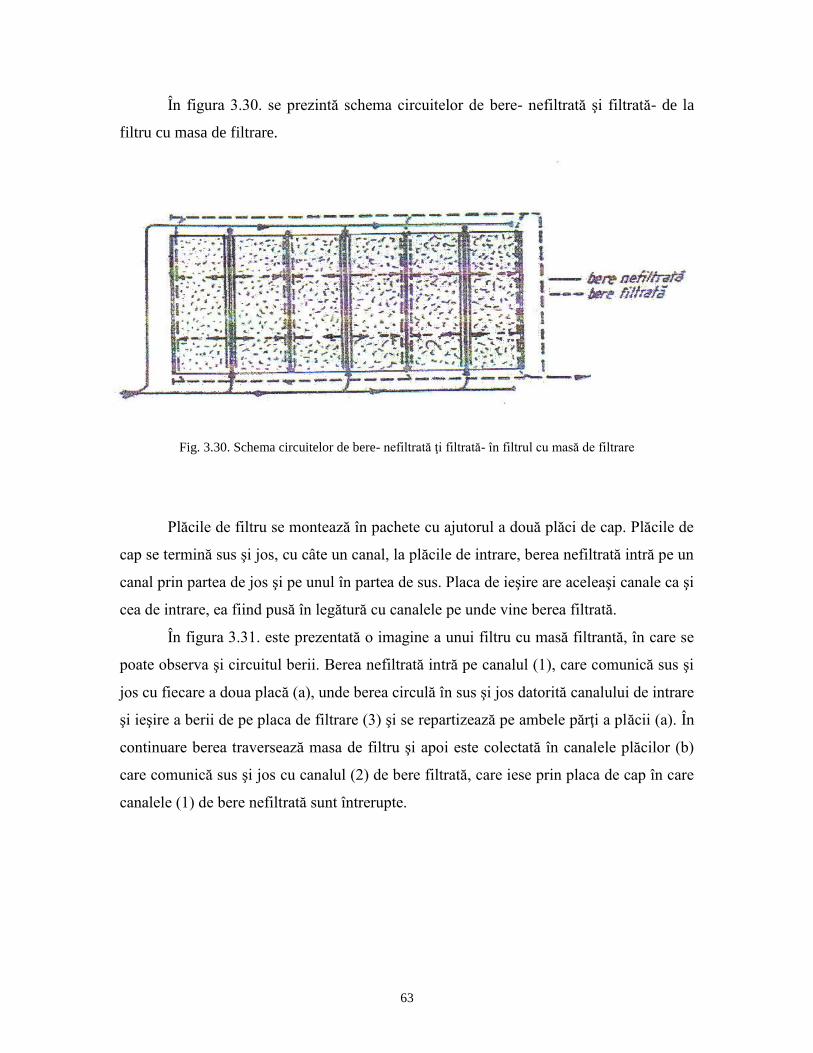
3.11. Instalaţii pentru filtrarea berii .......................................................................... 61
3.12. Instalaţii de îmbuteliere a berii ......................................................................... 67
3.13. Instalaţiile de pasteurizare a berii ..................................................................... 75
CAPITOLUL 4 .................................................................. Error! Bookmark not defined.
CALCULUL ŞI PROIECTAREA VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
............................................................................................ Error! Bookmark not defined.
4.1. Descrierea vasului de plămădire-zaharificare. ... Error! Bookmark not defined.
4.2. Proprietăţile fizico-mecanice pentru materialele din care este realizat vasul de
plămădire-zaharificare. ................................................ Error! Bookmark not defined.
4.3. Dimensionarea corpului, capacului şi mantalei vasului de plămădire-
zaharificare .................................................................... Error! Bookmark not defined. 4.3.1.Dimensionarea fundului utilajului. ..................... Error! Bookmark not defined.
4.3.2.Dimensionarea mantalei semicilindrice a vasului de plămădire-zaharificare
..................................................................................... Error! Bookmark not defined. 4.3.3.Dimensionarea capacului utilajului .................... Error! Bookmark not defined.
4.3.4.Calculul pereţilor plani ai utilajului ................... Error! Bookmark not defined.
4.4.Calculul dispozitivului de agitare al vasului de plămădire-zaharificare ... Error!
Bookmark not defined. 4.4.1.Stabilirea puterii de agitare ................................ Error! Bookmark not defined.
4.4.2.Calculul arborelui agitatorului ........................... Error! Bookmark not defined.
4.4.3.Calculul penei paralele ....................................... Error! Bookmark not defined.
5.4.4.Verificarea ţevii centrale a dispozitivului de agitare ........ Error! Bookmark not
defined.
4.5. Calculul procesului de transfer termic în vasul de plămădire-zaharificare
........................................................................................ Error! Bookmark not defined. 4.5.1.Calculul suprafeţei de transfer termic ................ Error! Bookmark not defined.
4.5.2.Calculul şi construcţia mantalei ......................... Error! Bookmark not defined.
4.5.3. Calculul debitului de abur ................................. Error! Bookmark not defined.
4.5.4. Calculul grosimii izolaţiei pentru o temperatură dată la suprafaţa acesteia
..................................................................................... Error! Bookmark not defined. CAPITOLUL 5 .................................................................. Error! Bookmark not defined.
CALCULUL SI PROIECTAREA VASULUI DE FERMENTARE...... Error! Bookmark
not defined.
5.1.Descrierea vasului de fermentare primară .......... Error! Bookmark not defined.
5.1.2 Dimensionarea geometrică a vasului. ................ Error! Bookmark not defined. 5.1.3.Dimensionarea mecanică a fundului vasului. ..... Error! Bookmark not defined.
5.2.Vas de fermentare secundară ................................ Error! Bookmark not defined. 5.2.1.Prezentarea utilajului. ......................................... Error! Bookmark not defined.
5.2.2.Soluţii tehnice în ţară şi străinătate .................... Error! Bookmark not defined.
5.3. Memoriu de calcul la vasul de fermentare secundară...... Error! Bookmark not
defined. 5.3.1. Dimensionarea corpului vasului ........................ Error! Bookmark not defined.
5.3.2. Construcţia corpului. ......................................... Error! Bookmark not defined.
5.3.3. Dimensionare racorduri. .................................... Error! Bookmark not defined.
Page 3
5
5.4. Calculul sistemului de rezemare. ......................... Error! Bookmark not defined. 5.3.5. Calculul sudurilor la corpul vasului. ................. Error! Bookmark not defined.
CAPITOLUL 6 .................................................................. Error! Bookmark not defined.
CALCULUL SI PROIECTAREA VASULUI TAMPON PENTRU BERE ............. Error!
Bookmark not defined.
6.1. Descrierea vasului tampon pentru bere. .............. Error! Bookmark not defined.
6.2. Calculul grosimii peretelui virolei cilindrice şi a fundurilor elipsoidale. . Error!
Bookmark not defined.
6.3. Calculul presiunii de încercare hidraulică şi verificarea la presiunea de
încercare hidraulică. ..................................................... Error! Bookmark not defined.
6.4. Alegerea fundurilor şi a capacelor. ...................... Error! Bookmark not defined. CAPITOLUL 7 .................................................................. Error! Bookmark not defined.
ANALIZA DISTRIBUŢIEI TENSIUNILOR ŞI DEFORMAŢIILOR DIN SUPORTUL
VASULUI DE FERMENTARE SECUNDARĂ UTILIZÂND METODA
ELEMENTELOR FINITE ................................................. Error! Bookmark not defined.
CAPITOLUL 8 .................................................................. Error! Bookmark not defined.
REGULI DE ÎNTREŢINERE, EXPLOATARE ŞI REGLARE ..... Error! Bookmark not
defined.
8.1. Montarea utilajului în instalaţie. .......................... Error! Bookmark not defined.
8.2. Materiale utilizate pentru realizarea utilajului. . Error! Bookmark not defined.
8.3. Execuţia utilajului.................................................. Error! Bookmark not defined.
8.4. Probe şi încercări. .................................................. Error! Bookmark not defined. 8.4.1. Condiţii generale. .............................................. Error! Bookmark not defined.
8.4.2.Prescripţii de ungere. .......................................... Error! Bookmark not defined.
8.4.3. Probe la întreprinderea constructoare. .............. Error! Bookmark not defined.
8.4.4. Probe la beneficiar. ............................................ Error! Bookmark not defined.
8.4.5. Reguli de exploatare şi întreţinere. .................... Error! Bookmark not defined.
8.4.6. Apele reziduale de la fabricile de bere şi malţ. . Error! Bookmark not defined.
8.5. Probleme de protecţia şi securitatea muncii. ...... Error! Bookmark not defined.
Page 4
6
CAPITOLUL I
INTRODUCERE
1.1. Berea- definire, clasificare
Berea este o băutură slab alcoolică, obţinută prin fermentarea mustului de malţ,
aromatizat cu hamei şi însămânţat cu drojdie de bere.
Fiind o băutură nedistilată şi cu fermentaţie neterminată, berea conţine o serie de
substanţe provenite atât din materia primă, cât şi din procesul de fermentaţie, care îi
conferă un gust plăcut, răcoritor precum şi o valoare nutritivă ridicată. Valoarea
energetică a berii este de 450 kcal/ litru şi este completată de prezenţa vitaminelor B1, B2,
B3, B6, PP.
Deşi a fost cunoscută din epoca asirienilor şi egiptenilor, fabricarea berii este
urmărită numai de aproximativ 100 de ani şi nici până în momentul de faţă nu au fost
clarificate toate fenomenele ce se produc în acest proces. Din acest motiv, tehnologia
fabricării berii se bazează în parte pe cunoştiinţe ştiinţifice şi parţial pe experienţa
practică.
La o concentraţie iniţială a mustului de malţ de 12 % valoarea energetică de cca.
450 kcal/ litru provine în proporţie de 50% din conţinutul de alcool la berea de culoare
închisă şi de 75% la berea blondă.
Compoziţia chimică a berii blonde obţinută prin fermentarea unui must de malţ de
12% extract iniţial este următoarea:
- Conţinut de alcool .............................................. 3,7 %
Page 5
7
- Extract real ......................................................... 4,64 %
- Conţinut de proteine .......................................... 3,00 g/ litru
- Aminoacizi totali liberi ...................................... 32 mg/ litru
- Conţinut de potasiu ............................................ 487 mg/ litru
- Conţinut de sodiu ............................................... 76 mg/ litru
- Conţinut de fosfor .............................................. 164 mg/ litru
- Conţinut de mangan ........................................... 0,25 mg/ litru
- Conţinut de zinc ................................................. 0,15 mg/ litru
- Conţinut de tiamină ........................................... 42 microgr./ litru
- Conţinut de riboflavină ...................................... 417 microgr./ litru
- Conţinut de piridoxină ....................................... 515 microgr./ litru
- Conţinut de acid pantotenic ............................... 1500 microgr./ litru
- Conţinut de niacină ............................................ 2933 microgr./ litru
- Conţinut de biotină ............................................ 5 microgr./ litru
- Conţinut de polifenoli ....................................... 112 microgr./ litru
- Conţinut de antocianogeni ................................. 28 microgr./ litru
- Conţinut de valoare amară ................................. 19 unit. BE/ litru
- Conţinut de dioxid de carbon ............................. 0,35- 0,4 g/ 100 ml
- Conţinut de diacetil ............................................ 0,02 mg/ litru
- Conţinut de 2,3 pentadionă ................................ 0,01 mg/ litru
- Grad final de fermentare .................................... 80%
Alcoolul formează 7,1 kcal/ g, dar neparticipând la formarea de noi ţesuturi nu
este considerat un element nutritiv, ci energetic.
Concentraţiile alcoolice de până la 4 % (gravimetric) nu necesită diluări
suplimentare în tractul digestiv.
Extractul, format în principal din hidraţi de carbon şi compuşi cu azot, împreună
cu fosfaţii şi vitaminele, formează 4,0 kcal/ g, este uşor digestibil şi exercită acţiune
diuretică de deshidratare a ţesuturilor.
Page 6
8
La un consum zilnic de 2 litri de bere (cca. 70 g alcool), concentraţia de alcool în
sânge creşte cu 1 %, la aceasta contribuind şi alţi factori ca: alimentaţia, oboseala,
predispoziţia consumatorului.
Pentru asigurarea necesarului zilnic de vitamine, un om matur poate consuma 2,5
litri de bere.
Ansamblul componenţilor şi în special dioxidul de carbon conferă un efect
răcoritor şi stimulează digestia. Prin degajarea dioxidului de carbon în cavitatea bucală şi
în tractul digestiv, se măreşte efectul răcoritor şi se stimulează secreţia de suc gastric.
Substanţele amare din hamei exercită un efort uşor de liniştire. Substanţele
minerale măresc capacitatea de acceptare de către organism a alcoolului înglobat în bere
şi stimulează activitatea ficatului, împiedicând o aglomerare a depunerilor de grăsimi în
celulele ficatului.
Berea de calitate superioară trebuie să aibă un gust specific şi un miros de malţ şi
de hamei, un caracter de prospeţime şi un efect răcoritor, datorită acizilor organici, a
fosfaţilor şi a dioxidului de carbon.
Gustul trebuie să fie plăcut, fără gusturi străine, îmbinând armonios gustul dulce,
amar, acid, aromatizat, caracteristic plăcut, fiecărui tip de bere.
Gustul “plin” al berii depinde de cantitatea de extract. Dacă berea este saturată în
dioxid de carbon, nu se percep gusturi străine. În practică se consideră că gustul şi aroma
berii sunt determinate de:
- concentarţia iniţială a mustului de malţ;
- compoziţia mustului de malţ;
- calitatea malţului;
- doza şi soiul de hamei folosit;
- drojdia folosită pentru fermentare.
Gusturile străine sunt datorate în special:
- trubului (sediment proteic);
- culturii de drojdie;
- calităţii materiei prime;
- dificultăţile întâmpinate în desfăşurarea procesului tehnologic şi lipsa de igienă.
Pentru aprecierea gustului sunt luate în considerare următoarele:
Page 7
9
- plinătatea gustului;
- perlarea bulelor de dioxid de carbon;
- persistenţa şi fineţea gustului amar.
Spuma, capacitatea de spumare şi persistenţa spumei, deosebeşte berea de alte
băuturi. O spumă bună, frumoasă, albă şi stabilă în timp este garanţia calităţii berii şi
reflectă faptul că s- a lucrat corect. Caracteristicile spumei sunt: volumul, densitatea,
persistenţa.
Păstrarea cât mai îndelungată a însuşirilor specifice berii, deci a echilibrului
coloidal, este denumită stabilitate şi este una din însuşirile principale ale berii, fiind
determinată de factori care implică:
- tehnologia de fabricare;
- calitatea materiei prime;
- respectarea condiţiilor de igienă;
- factori psiho- sociali.
În condiţiile actuale, datorită deficitului de produse alimantare, generat de lipsa de
materii prime agroalimentare şi de cheltuielile ridicate de transport, atât pentru materia
primă cât şi pentru produsul finit, a apărut necesitatea realizării unor instalaţii de
capacitate mică pentru fabricarea berii, care să asigure şi vizualizarea procesului de
producţie. În felul acesta consumatorul poate observa direct modul de desfăşurare al
procesului tehnologic şi să constate calitatea organoleptică a berii consumate.
Instalaţia de capacitate mică are ca scop fabricarea de cantităţi mici de bere în
diferite sortimente (bere blondă slab alcoolică, brună, caramel) care să fie livrată-
consumată la locul de producţie. De asemenea, prin realizarea acestor instalaţii se are în
vedere evitarea oscilaţiilor care apar în producţia şi desfacerea de bere în diferite perioade
ale anului.
Diferite anotimpuri au influenţă asupra sortimentului de bere produs, deci şi
asupra cererii de bere, fapt care trebuie avut în vederea proiectării şi la construcţia
unităţilor de producţie. De asemenea, nesiguranţa unor previziuni de lungă durată are un
caracter de probabilitate care poate fi evitat prin realizarea unor instalaţii de capacitate
mică capabile să- şi moduleze producţia funcţie de cererile momentului.
Page 8
10
La formarea unor concepţii de lungă durată privind producţia şi desfacerea berii
se are în vedere un parametru hotărâtor care este “vârful de sezon”. Secţia de producţie
trebuie să se orienteze spre un astfel de program care să permită acoperirea cerinţelor ca
volum, structură şi calitate pe întreaga perioadă a anului.
În cadrul instalaţiei de capacitate mică producţia zilnică poate varia între 700-
6000 l de bere, funcţie de cerinţe, fără modificări ale instalaţiei şi ale tehnologiei de
fabricare.
Într- o instalaţie de capacitate mică pot fi realizate sortimente de bere solicitate în
funcţie de sezon, aşa cum este berea blondă pentru perioada caldă şi beri speciale sau
bere neagră pentru perioada rece.
Factorii care determină caracterul sezonier al producţiei şi desfacerii berii sunt
următorii:
- Vremea este factor hotărâtor care determină caracterul sezonier al producţiei de
bere. Berea fiind o băutură care satisface o serie de necesităţi ale omului pe plan
fiziologic, psihologic şi sociologic asigură funcţia permanent elementară, fiziologică de
stingere a setei, completarea nivelului scăzut de lichid din organism şi stimulează
organismul după un efort intelectual sau fizic.
- Capacitatea fabricilor de bere. Cu toate că importanţa fabricilor de mare
capacitate (1 mil.- 2 mil. hl/ an) este recunoscută, în ultima vreme fabricile de capacitate
mică au căpătat o amploare deosebită datorită posibilităţilor de diversificare a
sortimentelor de bere şi de consum a unui produs care nu a suferit operaţii de
denaturalizare (filtrarea, pasteurizarea). Gradul de folosire sau acoperirea cerinţelor mai
mari de sezon depinde de utilizarea capacitivă a fabricii de bere.
- Amplasarea geografică. Este de ştiut faptul că vârful de cereri de bere şi alte
băuturi reconfortante este mai mare la sate şi în staţiunile de odihnă şi recreare,
comparativ cu marile oraşe şi aglomerări industriale. Aceste solicitări sunt în legătură
directă cu funcţia fiziologică de bază a băuturilor menţionate şi necesitatea mai mare de
completare a lichidelor la locuitorii care lucrează în agricultură precum şi factorul
migrării temporare în timpul verii spre state şi staţiuni de odihnă.
- Mărimea fabricilor de bere. Între mărimea fabricilor de bere şi vârful de
producţie s- a constatat o corelaţie negativă statistic importantă. La fabricile de bere mai
Page 9
11
mari există o anumită tendinţă spre vârf de producţie mai redus. Realitatea constatată
poate fi printre altele în legătură cu faptul că fabricile de bere mai mari sunt de regulă
amplasate în oraşe mai mari sau în imediata lor apropiere.
1.2. Materii prime
Materiile prime folosite la fabricarea berii sunt:
- malţul din orz sau/ şi orzoaică;
- hameiul;
- drojdia de bere;
- apa.
1.2.1. MALŢUL
Este un produs realizat prin malţificarea orzului sau/ şi orzoaicei, fiind materia
primă principală folosită la fabricarea berii. Caracteristicile fizico- chimice şi tehnologice
ale malţului variază între anumite limite şi depinde de o serie de factori aşa cum sunt:
- calitatea orzului şi orzoaicei folosită la fabricarea malţului;
- procesul tehnologic folosit în secţia de malţificare;
- maturarea şi depozitarea corectă a malţului uscat.
Indicatorii de calitate ai malţului blond, produs în condiţii normale şi dintr- o
materie primă de calitate bună sunt:
- umiditatea .......................................................... 5,6- 6,0 %
- greutatea hectolitrică .......................................... 54,0- 57,0 kg
- masa a 1000 boabe ............................................. 31,0- 34,0 g
- conţinut de boabe sparte .................................... 0,2- 1,2 %
- conţinut de boabe mucegăite ............................. 0,5- 1,0 %
- corpuri străine .................................................... 0,2- 0,5 %
- boabe făinoase ................................................... 90- 95 %
Page 10
12
- boabe sticloase şi semisticloase ........................ 5- 10 %
- durata de zaharificare ......................................... 10- 15 minute
- randament în extract .......................................... 77- 82 % s. U.
- activitate enzimatică .......................................... 250- 300 WK
- indicator Hartong ............................................... 3,5- 5,0
- indicator Kolbach .............................................. 39- 41 %
Din punct de vedere organoleptic, malţul se caracterizează prin:
- aspectul- mărimea şi uniformitatea boabelor de malţ: boabele trebuind să fie cât
mai mari, aspectuoase şi uniforme, pentru a putea da un conţinut de extract cât mai mare;
- culoarea: boabele de malţ blond trebuie să aibă o culoare gălbuie uniformă;
- mirosul: trebuie să fie caracteristic şi plăcut, fără iz de mucegai;
- gustul: trebuie să fie caracteristic şi plăcut;
- rezistenţa la spargerea între dinţi: un malţ bine dezagregat se sfarmă uşor. Prin
această probă se mai poate verifica dacă malţul este prea umed.
1.2.2. HAMEIUL
Hameiul este folosit la fabricarea berii pentru:
- imprimarea aromei specifice şi a gustului amar;
- acţiunea antiseptică pe parcursul fermentaţiei mustului.
Principalii indicatori de calitate ai hameiului sunt:
- conţinutul în acizi mari (alfa acizi);
- conţinutul în substanţe care imprimă valoarea amară.
Sunt cunoscute următoarele grupe de hamei:
- grupa A- hamei aromatic, foarte fin (soiurile SAAZ, SPALT, TETTNAANG)
care în prezent nu se cultivă în ţară;
- grupa B- cuprinde soiuri de hamei aromatic (de exemplu soiul HALLERTAU-
soi care se cultivă şi în ţară);
- grupa C- cuprinde soiuri de hamei comune (ca de exemplu soiul Sighişorean-
care se cultivă şi în ţară);
Page 11
13
- grupa D- cuprinde soiuri de hamei amar (ca de exemplu NORTHERN
BREWERS şi BREWERS GOLD, cultivate şi în ţară).
Conţinutul în alfa acizi şi valoarea amară universală a acestor 4 grupe de hamei
sunt:
Grupa de hamei Acizi amari
% s. u.
Valoarea amară universală
%
Grupa A 3,8 4,5
Grupa B 5,5 6,0
Grupa C 5,1 6,2
Grupa D 9,7 10,3
Valoarea amară a hameiului se calculează cu formulele:
Va=αβ/ 9 (după Wollmer)
Sau:
Va=14,4 (α+12,24)(după Schiller)
Unde:
α – conţinutul de acizi alfa;
β – conţinutul de acizi beta.
1.2.3. APA
Apa este unul din factorii care determină calitatea berii. În prezent sunt cunoscute
procedee de tratare a apei care folosesc schimbători de ioni care corectează indicatorii de
calitate ai apei pentru fabricarea berii, la următoarele valori optime:
- miros .................................................................. intensitatea 0
Page 12
14
- gust ..................................................................... intensitatea 0
- gradul de tulburare ............................................. max. 5,0 mg SiO2/ l
- pH ...................................................................... 6,8- 8,6
- consum de KmnPO4 ........................................... max. 25,0 mg/ l
- ioni de clor ......................................................... max. 250 mg/ l
- ioni de fluor ....................................................... max. 1,0 mg/ l
- ioni de fosfat ...................................................... absent
- nitriţi .................................................................. absent
- nitraţi .................................................................. max. 2 mg/ l
- amoniu ............................................................... absent
- ioni de potasiu .................................................... max. 10 mg/ l
- ioni de sodiu ....................................................... max. 80 mg/ l
- ioni de calciu ...................................................... max. 10 mg/ l
- ioni de magneziu ................................................ max. 70 mg/ l
- oxigen dizolvat .................................................. 6- 10 mg/ l
- fier total .............................................................. max. 0,1 mg/ l
- mangan ............................................................... max. 0,05 mg/ l
- aluminiu, arsen, plumb ...................................... absent
- cupru .................................................................. absent
- zinc ..................................................................... max. 2 mg/ l
- reziduu după evaporare ...................................... max. 1000 mg/ l
- fenol ................................................................... absent
- hidrogen sulfurat ................................................ absent
- detergenţi organici ............................................. absent
- radionucleide ..................................................... absent
- nr. de germeni psihrofili ................................... max. 50/ml
- nr. de germeni mezofili ...................................... max. 5/ml
- enterococi ........................................................... max. 100/ml
- specii coliforme ................................................. max. 100/ml
- bacterii patogene ................................................ absent
Page 13
15
Apa potabilă nu trebuie să aibă miros şi gust străin. Substanţele care provoacă
tulburarea apei trebuie să lipsească pe cât posibil, iar valorile de pH trebuie să se
încadreze în limitele de echilibru menţionate.
Ionii de clor indică creşterea bruscă a gradului de murdărire a apei, iar prezenţa
ionilor de fluor într- o doză mai mare decât cea admisă, poate conduce a apariţii
fluoritice.
Ionii de sulf în doze mari pot avea efect laxativ, iar prezenţa ionilor de nitrit şi
amoniu, caracterizează apa contaminată cu dejecţii.
Un conţinut de magneziu mai mare de 70 mg/ l poate conduce la modificarea
gustului apei, iar un conţinut mai mare de fier decât cel menţionat va influenţa negativ
culoarea berii.
Prezenţa zincului în apă, în doze mai mari de 2 mg/ l conferă apei un gust
astringent.
Criteriile de apreciere bacteorologică reprezintă un indicator de siguranţă, care
depistează cu o mare exactitate infecţiile datorate germenilor patogeni.
1.2.4. DROJDIA DE BERE
Drojdiile folosite în industria berii sunt descendenţii drojdiilor folosite cu sute de
ani în urmă şi asupra cărora au acţionat timp îndelungat mutaţia şi selecţia naturală,
tulpinile supravieţuitoare fiind cele mai bine adaptate pentru fabricarea berii.
Drojdia utilizată în procesul de fermentare a berii face parte din:
- genul Saccharomyces;
- specia uvarum (Karlsbergensis).
În conformitate cu diametrul celulelor, tulpinile de drojdie de bere pot fi încadrate
în trei grupe morfologice:
- celule mari: (4X10) – (5,5X16,25) microni;
- celule mici: (2,5X6,5) – (5,11X22) microni;
- celule intermediare: (3,5X8,0) – (5,0X20,0) microni.
Page 14
16
1.2.5. ORZUL
Orzul reprezintă materia primă folosită pentru fabricarea malţului datorită faptului
că grăunţele sale au peliculele păioase sau gumele, aderente la bob chiar şi după recoltare.
Aceste învelişuri păioase protejează germenul (embrionul) în timpul malţificării,
respectiv la întoarcerea stratului de boabe în timpul germinării. Dacă prin aceste
întoarceri, germenele este smuls sau rupt, germinarea va fi împiedicată.
În timpul filtrării mustului de malţ, în cadrul operaţiilor de plămădire-
zaharificare, învelişurile păioase ale boabelor formează stratul filtrant şi favorizează
separarea mustului de borhot.
Orzul este o cereală foarte răspândită, puţin pretenţioasă din punct de vedere al
climei şi solului.
Cu mijloacele tehnice actuale, pot germina bine şi în condiţii bune şi alte cereale
ca: grâul, secara, ovăzul, sorgul, dar se consideră că berea din orz este cea mai autentică.
Planta de orz poate fi cu două sau şase rânduri de boabe în spic, determinând
astfel o clasificare a acestora pe două grupuri mari:
- orzul la două rânduri;
- orzul la şase rânduri.
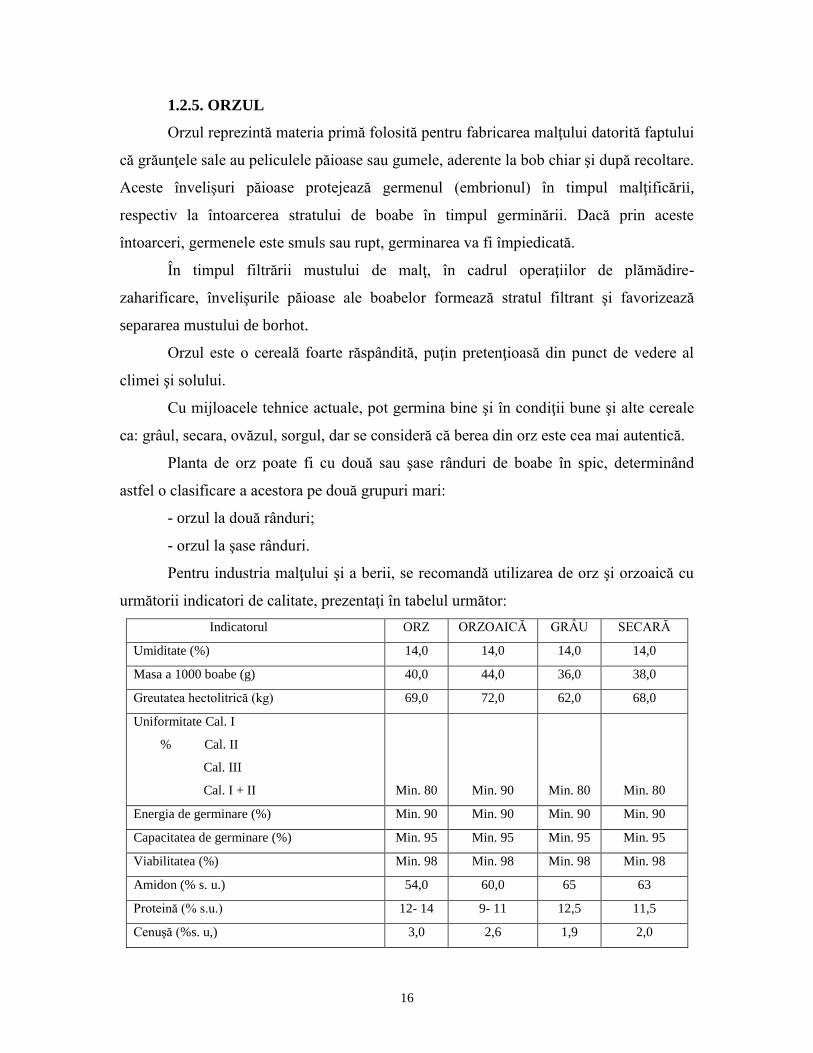
Pentru industria malţului şi a berii, se recomandă utilizarea de orz şi orzoaică cu
următorii indicatori de calitate, prezentaţi în tabelul următor:
Indicatorul ORZ ORZOAICĂ GRÂU SECARĂ
Umiditate (%) 14,0 14,0 14,0 14,0
Masa a 1000 boabe (g) 40,0 44,0 36,0 38,0
Greutatea hectolitrică (kg) 69,0 72,0 62,0 68,0
Uniformitate Cal. I
% Cal. II
Cal. III
Cal. I + II
Min. 80
Min. 90
Min. 80
Min. 80
Energia de germinare (%) Min. 90 Min. 90 Min. 90 Min. 90
Capacitatea de germinare (%) Min. 95 Min. 95 Min. 95 Min. 95
Viabilitatea (%) Min. 98 Min. 98 Min. 98 Min. 98
Amidon (% s. u.) 54,0 60,0 65 63
Proteină (% s.u.) 12- 14 9- 11 12,5 11,5
Cenuşă (%s. u,) 3,0 2,6 1,9 2,0
Page 15
17
Coajă (%s. u,) 9- 16 6- 11 6- 10 9- 16
Substanţe groase (%s. u,) 2,3 2,1 1,7 1,7
Celuloză (%s. u,) 5,3 4,8 2,2 2,5
Principalii factori care influenţează cultura orzului şi orzoaicei sunt: clima, solul,
durata de vegetaţie, rezistenţa la maladii, volumul recoltei.
1.2.6. Materialele auxiliare folosite în industria berii
Aceste materiale sunt utilizate pentru igienizare:
- hidroxidul de sodiu (soda caustică) se foloseşte sub formă de soluţie 3 % pentru
curăţirea şi dezinfectarea vaselor metalice şi a conductelor (cu excepţia celor din
aluminiu); sub formă de soluţie 0,5- 2 % se foloseşte pentru curăţirea şi dezinfectarea
furtunurilor din cauciuc;
- carbonatul de sodiu anhidru (soda calcinată) se foloseşte sub formă de soluţie 5-
10 % pentru curăţirea şi dezinfectarea butoaielor; în amestec cu soda caustică se foloseşte
pentru curăţirea şi dezinfectarea furtunurilor de cauciuc;
- varul este un antiseptic ieftin şi se foloseşte pentru curăţirea şi dezinfectarea
pardoselilor;
- clorura de var, sub formă de soluţie 3,5 g/ l, se foloseşte pentru curăţirea
pardoselilor;
- cloramina, se foloseşte sub formă de soluţie 0,5- 1 % pentru curăţirea şi
dezinfectarea vaselor şi conductelor metalice, inclusiv cele de aluminiu, a furtunurilor de
cauciuc;
- formaldehidă, se foloseşte în soluţie 0,5 % pentru curăţirea şi dezinfectarea
furtunurilor de cauciuc, a vaselor şi conductelor metalice şi pentru dezinfectări generale;
- almocidul alcalin, se foloseşte sub formă de soluţie pentru curăţirea şi
dezinfectarea vaselor şi conductelor metalice;
- sulful, se foloseşte pentru dezinfectarea încăperilor (prin ardere în calitate de
2,0- 2,5 g sulf la 1 hl capacitate);
- almocidul acid este cel mai important detergent şi dezinfectant pentru
recipientele din aluminiu. Ajută la îndepărtarea pietrei de bere de pe vasul respectiv.
Page 16
18
CAPITOLUL II
Fluxul tehnologic
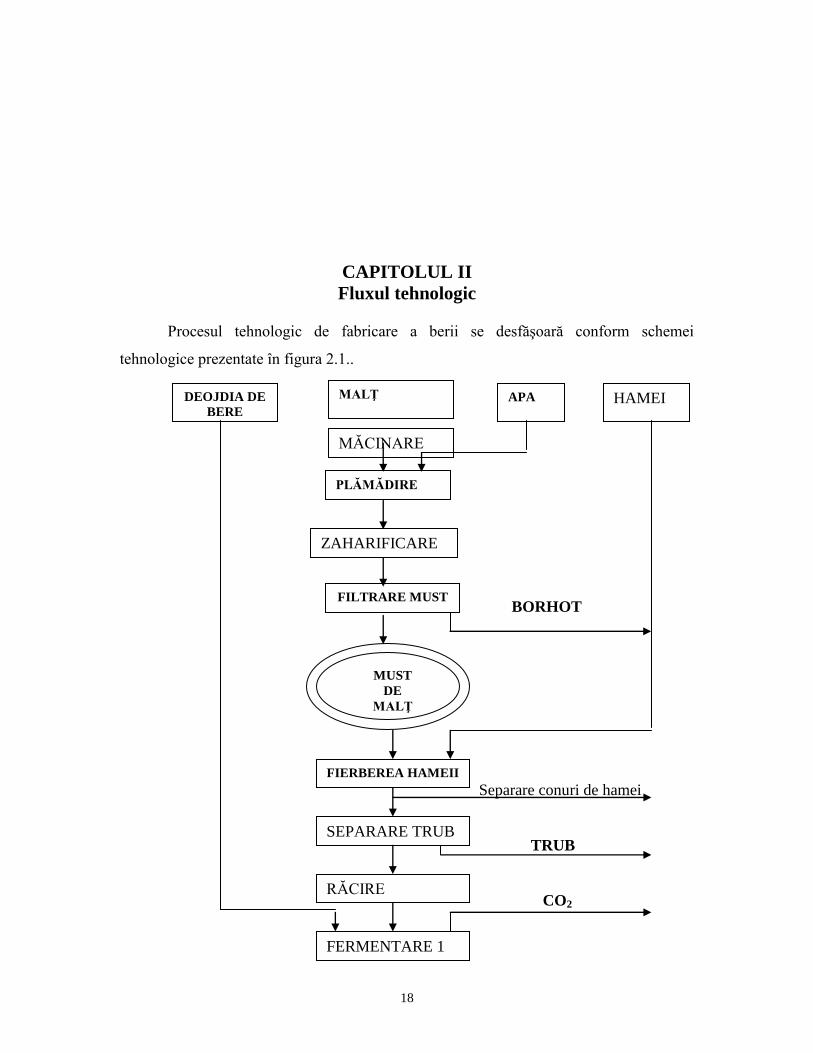
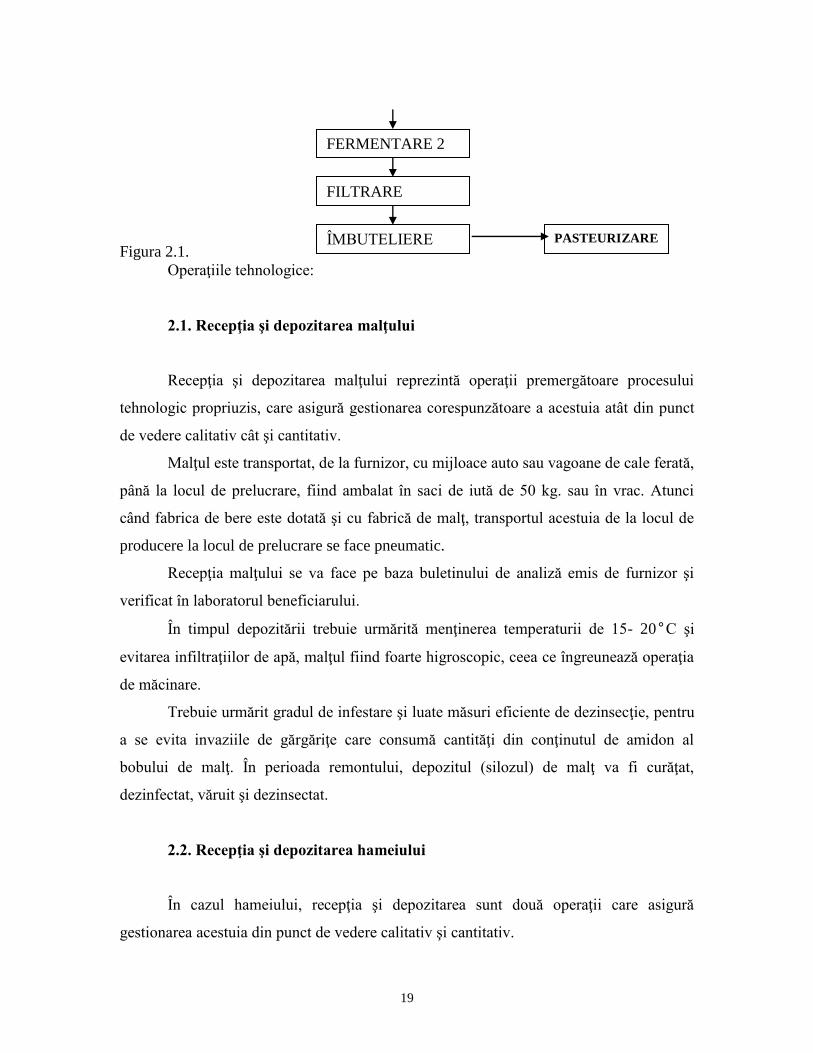
Procesul tehnologic de fabricare a berii se desfăşoară conform schemei
tehnologice prezentate în figura 2.1..
BORHOT
Separare conuri de hamei
TRUB
CO2
DEOJDIA DE
BERE
MALŢ APA HAMEI
MĂCINARE
PLĂMĂDIRE
ZAHARIFICARE
FILTRARE MUST
FIERBEREA HAMEII
SEPARARE TRUB
MUST
DE
MALŢ
RĂCIRE
FERMENTARE 1
Page 17
19
Figura 2.1.
Operaţiile tehnologice:
2.1. Recepţia şi depozitarea malţului
Recepţia şi depozitarea malţului reprezintă operaţii premergătoare procesului
tehnologic propriuzis, care asigură gestionarea corespunzătoare a acestuia atât din punct
de vedere calitativ cât şi cantitativ.
Malţul este transportat, de la furnizor, cu mijloace auto sau vagoane de cale ferată,
până la locul de prelucrare, fiind ambalat în saci de iută de 50 kg. sau în vrac. Atunci
când fabrica de bere este dotată şi cu fabrică de malţ, transportul acestuia de la locul de
producere la locul de prelucrare se face pneumatic.
Recepţia malţului se va face pe baza buletinului de analiză emis de furnizor şi
verificat în laboratorul beneficiarului.
În timpul depozitării trebuie urmărită menţinerea temperaturii de 15- 20°C şi
evitarea infiltraţiilor de apă, malţul fiind foarte higroscopic, ceea ce îngreunează operaţia
de măcinare.
Trebuie urmărit gradul de infestare şi luate măsuri eficiente de dezinsecţie, pentru
a se evita invaziile de gărgăriţe care consumă cantităţi din conţinutul de amidon al
bobului de malţ. În perioada remontului, depozitul (silozul) de malţ va fi curăţat,
dezinfectat, văruit şi dezinsectat.
2.2. Recepţia şi depozitarea hameiului
În cazul hameiului, recepţia şi depozitarea sunt două operaţii care asigură
gestionarea acestuia din punct de vedere calitativ şi cantitativ.
FERMENTARE 2
FILTRARE
ÎMBUTELIERE PASTEURIZARE
Page 18
20
Hameiul este furnizat sub formă de conuri uscate şi presate, ambalate în baloturi
cu diametrul de 0,65- 0,7 m şi lungi de 1,2 m. Volumul unui balot este de 1,6 m3 iar
greutatea de 120- 200 kg..
Transportul baloturilor se face cu autocamioane acoperite, curate şi fără mirosuri
străine.
Pentru recepţie se iau probe dintr- un anumit număr de baloturi, circa 200 g pentru
fiecare balot ales. Mostrele recoltate din fiecare balot se amestecă bine şi se reţine o
probă medie de cca. 600 g de hamei. Numărul de baloturi din care se recoltează probele
este în funcţie de numărul total de baloturi.
Numărul baloturilor existente Numărul baloturilor din care se iau probe
1 1
2- 5 2
6- 10 3
11- 20 5
21- 60 10
Depozitarea hameiului se va face într- o încăpere uscată la temperatura de 2- 4°C
. În aceste condiţii hameiul îşi păstrează însuşirile timp de 12 luni.
Pentru transportul malţului şi hameiului în depozitul fabricii de bere se foloseşte
un ascensor de materiale de 0,5 tf, iar pentru cântărire, o basculă cântar.
2.3. Măcinarea malţului
Măcinarea malţului uscat este o operaţie tehnologică care se face cu scopul de a
permite solubizarea enzimelor din malţ, care în procesul de plămădire- zaharificare,
hidrolizează amidonul şi proteinele malţului.
Măcinarea trebuie realizată în aşa fel încât cojile să nu fie rupte. Numai în aceste
condiţii borhotul devine afânat, se poate realiza o scurgere normală a mustului şi o
spălare mai rapidă a borhotului. Totodată se urmăreşte ca miezul făinos al bobului de
malţ să fie transformat, prin măcinare, într- o făină foarte fină. Ambele cerinţe se pot
Page 19
21
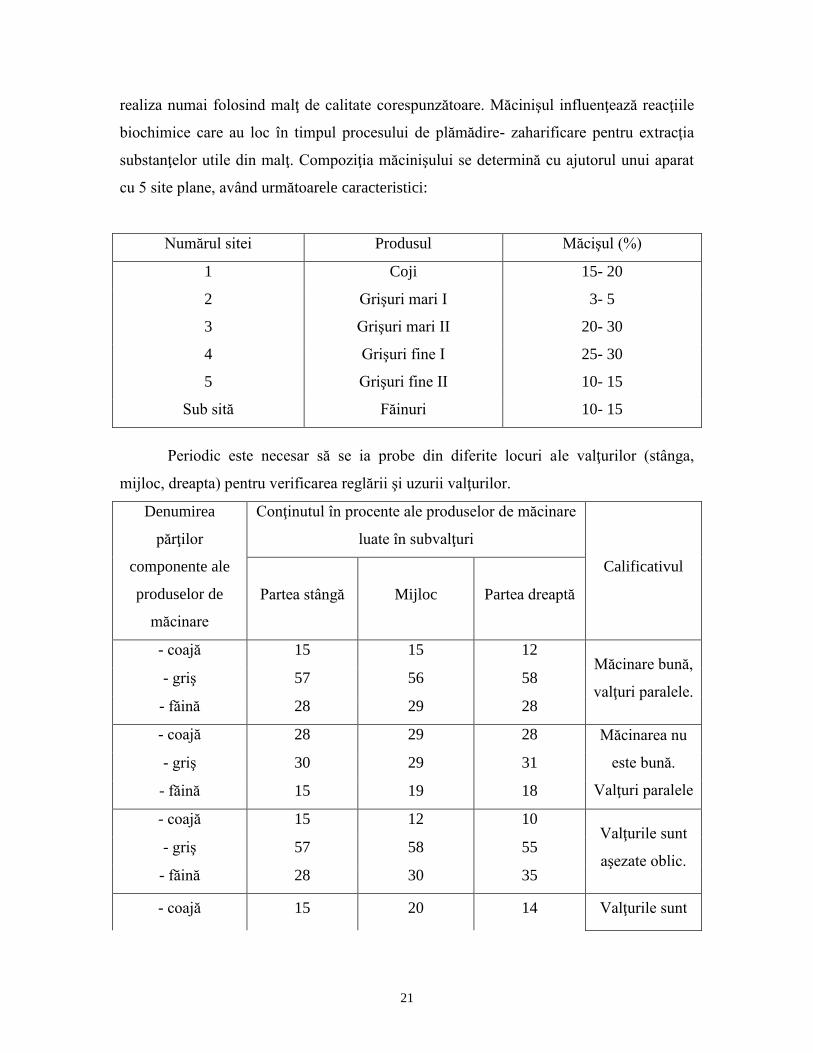
realiza numai folosind malţ de calitate corespunzătoare. Măcinişul influenţează reacţiile
biochimice care au loc în timpul procesului de plămădire- zaharificare pentru extracţia
substanţelor utile din malţ. Compoziţia măcinişului se determină cu ajutorul unui aparat
cu 5 site plane, având următoarele caracteristici:
Numărul sitei Produsul Măcişul (%)
1 Coji 15- 20
2 Grişuri mari I 3- 5
3 Grişuri mari II 20- 30
4 Grişuri fine I 25- 30
5 Grişuri fine II 10- 15
Sub sită Făinuri 10- 15
Periodic este necesar să se ia probe din diferite locuri ale valţurilor (stânga,
mijloc, dreapta) pentru verificarea reglării şi uzurii valţurilor.
Denumirea
părţilor
componente ale
produselor de
măcinare
Conţinutul în procente ale produselor de măcinare
luate în subvalţuri
Calificativul
Partea stângă Mijloc Partea dreaptă
- coajă 15 15 12 Măcinare bună,
valţuri paralele. - griş 57 56 58
- făină 28 29 28
- coajă 28 29 28 Măcinarea nu
este bună.
Valţuri paralele
- griş 30 29 31
- făină 15 19 18
- coajă 15 12 10 Valţurile sunt
aşezate oblic. - griş 57 58 55
- făină 28 30 35
- coajă 15 20 14 Valţurile sunt
Page 20
22
- griş 57 57 58 paralele, dar
partea din
mijloc uzată. - făină 28 23 28
- coajă 15 20 10 Valţuri aşezate
oblic şi uzate la
mijloc.
- griş 57 55 57
- făină 28 25 33
2.4. Plămădirea- zaharificarea (brasajul)
Brasajul reprezintă operaţia tehnologică în care se realizează procesul de
dezagregare a proteinelor, de transformare a amidonului în maltoză şi dextrină, în
prezenţa apei şi sub acţiunea enzimelor formate în timpul procesului de germinare a
orzului- orzoaicei.
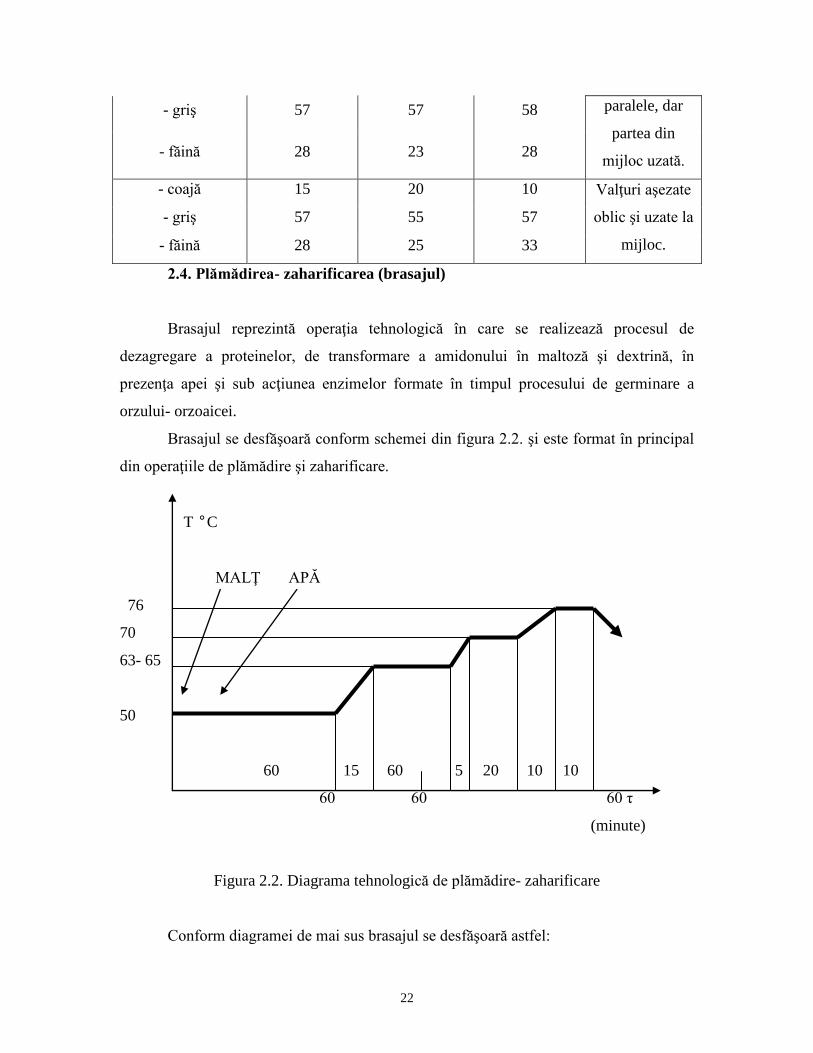
Brasajul se desfăşoară conform schemei din figura 2.2. şi este format în principal
din operaţiile de plămădire şi zaharificare.
T °C
MALŢ APĂ
76
70
63- 65
50
60 15 60 5 20 10 10
60 60 60 τ
(minute)
Figura 2.2. Diagrama tehnologică de plămădire- zaharificare
Conform diagramei de mai sus brasajul se desfăşoară astfel:
Page 21
23
- plămădirea malţului cu apă la temperatura de 50 °C timp de 60 de minute,
raportul dintre malţ şi apă fiind de 1 :4;
- încălzirea plămăzii de la 50 la 63- 65 °C timp de 15 minute;
- pauză pentru zaharificare la 63- 65 °C timp de 90 minute;
- încălzirea plămezii de la 63- 65 °C la 70 °C timp de 5 minute;
- zaharificarea finală a plămezii la 70 °C timp de 20 minute;
- încălzirea plămezii zaharificate până la 76 °C ;
- pauză la 76 °C timp de 10 minute pentru reducerea vâscozităţii mustului de
malţ;
- pomparea la filtrare.
2.4.1. Plămădirea
Scopul plămădirii este de a obţine din materia primă folosită, extract cât mai mult
şi de compoziţie cât mai bună. Extracţia se face cu apă astfel că, cea mai mare parte a
extractului se formează chiar la plămădire, sub acţiunea enzimelor din malţ.
Calitatea apei este importantă deoarece aceasta poate influenţa negativ procesul
tehnologic şi calitatea berii, atunci când ridică pH- ul mustului. În cazul când provine din
musturi alcaline, berea este mai închisă la culoare, mai amară şi mai puţin stabilă.
Tratarea apei se face cu sulfat de calciu sau clorură de calciu, prin adaos în vasul
de plămădire. Tratarea favorizează acidifierea plămezii, prin transformarea fosfatului
secundar în fosfat primar care coboară astfel nivelul pH- ului.
CaCO3 sau CaCl2
K2HPO4 ...............................................KH2PO4
pH6 ............................................... pH5
Doza de sulfat de calciu sau clorură de calciu, utilizată pentru corectarea apei la
plămădire se determină în laborator, funcţie de calitatea malţului şi alcalinitatea apei,
astfel că pH- ul plămezii să aibă valoarea 5,6.
Page 22
24
2.4.2. Zaharificarea
În timpul procesului de zaharificare au loc o serie de reacţii de scindare a
amidonului în maltoză şi dextrine sub influenţa enzimelor din malţ, amidonul se
descompune în următoarele componente:
- amilodextrină- care este componenta principală a amidonului şi care, în prezenţa
soluţiei de iod, se colorează în albastru;
- eritrodextrină- reprezintă dextrina cu moleculă mai mică decât precedenta, iar în
prezenţa iodului dă o culoare brun roşcată;
- acrodextrină- este solubilă în apă şi nu se colorează cu iodul;
- maltodextrina- este asemănătoare cu maltoza şi nu se colorează cu iodul.
Descompunerea amidonului în dextrine şi maltoză se realizează treptat, diferitele
dextrine şi maltoza formându- se simultan. De aceea, plămada poate da diferite coloraţii
cu soluţie de iod, de la albastru închis, trecând prin albastru violet, până la brun.
2.5. Fierberea mustului cu hamei
Fierberea mustului cu hamei reprezintă operaţia tehnologică în care u loc
solubizarea şi trasformarea componentelor utile ale hameiului, coagularea substanţelor
proteice cu greutate moleculară mare, sterilizarea mustului, inactivarea enzimelor,
colorarea şi acidifierea mustului, concentrarea mustului, formarea substanţelor de tipul
melanoidinelor.
Operaţia de fierbere a mustului cu hamei se realizează în cazanul de fiert must cu
hamei, fiind una dintre principalele operaţii datorită influenţei ei asupra gustului ulterior
al berii.
În timpul fierberii mustului cu hamei au loc o serie de procese fizico- chimice,
care sunt:
- Dizolvarea şi transformarea componentelor hameiului- constă din extragerea din
hamei a răşinilor sau substanţelor amare, a uleiurilor volatile din hamei şi a substanţelor
tanante;
Page 23
25
- Precipitarea proteinelor- în timpul fierberii, substabţele proteice care precipită
pot produce tulburări care nu sunt dorite în bere. De obicei precipită proteinele cu
moleculă mare, prin formarea unor compleze proteină- tanin. Intensitatea fierberii
influenţează formarea acestor precipitate;
- Concentrarea mustului- datorită evaporării apei în timpul fierberii mustului cu
hamei. Cantitatea de apă ce se evaporă este de 6- 12 %, în funcţie de felul cazanului de
fierbere, de tipul şi instalaţia de încălzire;
- Inactivarea enzimelor, sterilizarea şi colorarea mustului- are loc datorită fierberii
mustului cu hamei, inactivarea enzimelor rămase în must şi totodată se face o sterilizare a
lui. Toate bacteriile existente în must sunt distruse la o fierbere intensă de 90 minute. În
timpul fierberii, mustul se închide la culoare;
- Acidifierea mustului şi formarea reductonelor- ca urmare a formării reductonelor
şi a acidităţii pe care o aduce hameiul în timpul fierberii mustului cu hamei, are loc
acidifierea mustului, pH- ul mustului crecând de la 5,8- 5,9- înainte de fierbere la 5,5-
5,6- dupî fierbere. Totodată în această fază se formează o serie de substanţe reducătoare
(reductone) care pot fixa oxigenul. Cu cât conţinutul de reductone din must şi bere este
mai mare, cu atât berea va avea o stabilitate mai bună.
Adaosul hameiului în must se poate face folosind hamei ca atare sau hamei
măcinat. În ultimul timp este utilizat extractul de hamei. Doza de hamei folosită poate
oscila între 120 g/ hl pentru berea caramel şi 400 g/ hl pentru berea Porter. La fierberea
mustului cu hamei şi la fermentare, o bună parte din substanţele amare ale hameiului se
pierd. Astfel, în borhotul de hamei se pierd în medie 20 %, în sedimentul proteic 50 %, în
substratul de spumă şi în drojdie 10 %, iar restul de 20 % din aceste substanţe rămân în
bere. Trebuie însă precizat că valoarea amară a acestor substanţe este diferită.
2.6. Separarea trubului fierbinte
Precipitatul care se formează în must în timpul fierberii se numeşte trub grosier
sau trub “fierbinte”. După răcirea mustului sub 60 °C începe formarea trubului fin.
Cantitatea de substanţă ce coagulează în must depinde de o serie de factori cum
sunt:
Page 24
26
- conţinutul de substanţe proteice în malţ;
- gradul de solubilitate al malţului;
- modul de desfăşurare a fierberii.
Pentru separarea trubului “fierbinte” fabrica de bere este dotată cu un rotapool- un
ciclon cu funcţionare specială.
Particulele de precipitat se depun pe fundul vasului. Rotapoolul este un vas de
formă cilindrică, mustul intrând pe la partea superioară printr- o duză, a cărei înclinare
faţă de tangenta la peretele vasului este de 15- 20°C.
2.7. Filtrarea- spălarea borhotului
Filtrarea se face cu scopul ca toate substanţele solubile, care au fost aduse în
soluţie în timpul brasajului, să fie separate de partea insolubilă (borhot).
Filtrarea se realizează în vasul de filtrare cu site, pe care se depune stratul de
filtrare (măcinişul de malţ epuizat în substanţe utile). Sedimentul care se depune pe
suprafaţa de filtrare, este factorul principal care hotărăşte reuşita procesului de filtrare.
La începutul procesului de filtrare, capacitatea de reţinere a particulelor în
suspensie este redusă, prin faptul că masa filtrantă lasă să treacă prin ea nu numai
lichidul, ci şi unele particule de dimensiuni mici, care tulbură mustul.
Calitatea stratului filtrant (porozitatea) este determinată de calitatea malţului,
compoziţia măcişului, modul de introducere a plămezii şi procesul de sedimentare în
timpul celor 60 de minute în vasul de filtrare.
2.8. Răcirea mustului de malţ
După separarea trubului, mustul hameiat este răcit până la 6- 8 °C, folosind un
schimbător de căldură cu plăci. Răcirea până la 20 °C se va face foarte repede, pentru
evitarea apariţiei infecţiilor.
2.9. Fermentarea mustului de bere
Page 25
27
Fermentarea reprezintă un proces care se produce cu degajare de căldură, în care
se realizează totalitatea transformărilor biochimice pe care le suferă substanţele organice
de origine vegetală sau animală sub acţiunea microorganismelor.
În industria berii, microorganismele care provoacă fermentarea sunt drojdiile.
Substratul supus fermentării este format din glucide. Produsele de fermentare sunt:
alcoolul etilic, dioxidul de carbon şi produşii secundari de fermentare (aldehide, dicetone
vicinale, alcooli superiori).
Fermentarea în industria berii este utilizată pentru transformarea mustului de malţ
în bere, respectiv pentru transformarea de zaharide fermentescibile din must (maltoză) în
alcool etilic şi bioxid de carbon.
Fermentarea mustului se realizează în două faze:
- fermentarea principală (primară);
- fermentare secundară (finală).
2.9.1. Fermentarea primară
În timpul fermentării primare are loc transformarea celei mai mari părţi a
extractului fermentescibil în alcool etilic şi bioxid de carbon, iar în timpul fermentării
secundare se continuă fermentarea extractului nefermentat, făcându- se totodată şi
limpezirea berii, urmată de saturarea ei în bioxid de carbon.
Rezultatul fermentării primare a mustului este aşa numita bere tânără, care este
trecută în continuare la fermentare secundară, apoi la filtrare, după care se obţine berea
finită.
Fermentarea primară are loc la 6- 8°C, timp de maxim 8 zile.
În timpul fermentării primare se deosebesc patru faze distincte:
- prima fază- apare întâi o degajare a bioxidului de carbon la marginea vasului,
apoi toată masa lichidului se acoperă cu spumă albă. La sfârşit apar în spumă mici
cantităţi de substanţe albuminoide şi răşini de hamei precipitate. În această fază drojdia se
dezvoltă intens, iar extractul scade cu 0,1- 0,2 % zilnic;
Page 26
28
- a doua fază este însoţită de o degajare intensă de bioxid de carbon, se formează
o spumă groasă, cu o formă frumoasă a crestelor. Durează 2- 3 zile iar extractul scade cu
0,5- 1,0 % zilnic;
- a treia fază este caracterizată printr- o fermentaţie intensă şi cu o îndepărtare mai
intensă a răşinilor de hamei. Durează 3- 4 zile iar extractul scade cu 1,0- 1,5 % zilnic;
- a patra fază este însoţită de scăderea treptată a spumei, înlocuirea drojdiei şi
limpezirea berii. Durează cca. 2 zile, fermentarea primară se consideră încheiată când
extractul mustului scade cu 0,1- 0,2 % zilnic.
2.9.2. Fermentarea secundară
În timpul fermentării secundare au loc următoarele transformări:
- continuarea fermentării extractului fermentescibil din berea tânără;
- saturarea berii cu bioxid de carbon;
- limpezirea berii;
- maturarea berii.
Fermentarea secundară a berii se realizează în două faze mai importante:
- în prima fază, procesul de fermentare se face cu vasul deschis, timp de 24 de ore
de la trecerea berii tinere la fermentarea secundară;
- a doua fază a fermentării are loc în aceleaşi vase dar închise. După închidere,
vasele de fermentare secundare se cuplează la dispozitivele de siguranţă, care menţin o
anumită presiune a bioxidului de carbon în vas.
2.9.3. Fermentarea continuă- procedee
2.9.3.1. Procedeul Kugala
Conform acestui procedeu, fermentarea se desfăşoară într- un singur vas, a cărei
înălţime este de 10 m, pe baza principiului stratificării mustului în timpul fermentării ca
urmare a unor densităţi diferite.
2.9.3.2. Procedeul M. W. Coutts
Page 27
29
Specific acestui procedeu este faptul că mustul este eliberat de trub (la cald sau la
rece) şi este însămânţat în mod continuu cu drojdie, în timpul trecerii printr- un vas de
fermentare închis. Cantitatea de drojdie utilizată este de 10 ori mai mare decât în cazul
procedeului static. Operaţia de fermentare totală şi de maturare a berii durează
aproximativ 18 ore.
2.9.3.3. Procedeul de fermentare continuă Schalk
Caracteristic acestui procedeu este faptul că se realizează reducerea duratei de
fermentare prin mărirea cantităţii de drojdie la însămânţare şi prin crearea unor condiţii
prielnice de înmulţire a acesteia.
2.9.3.4. Fermentarea continuă după procedeul Denscikov
Comparativ cu o instalaţie funcţionând după un procedeu de fermentare periodică,
în cazul instalaţiilor de fermentare continuă după acest procedeu, durata de fermentare se
reduce de 3,5 ori, iar suprafaţa necesară este de peste 10 ori.
2.9.3.5. Fabricarea continua a berii după sistemul Labatt
În rpimul stadiu de fermentare se face o înmulţire a drojdiei într- un generator, în
condiţii aerobe controlate, mustul hameiat intrând continuu în generatorul de drojdie de
unde iese tot continuu şi intră în instalaţia propriu- zisă.
2.10. Filtrarea berii
Prin filtrare, din bere se înlătură acele substanţe care se află în stare de suspensie
şi care produc tulburarea acesteia. Totodată, prin filtrare sunt reţinute o parte din
substanţele colorante, substanţele amare, etc..
Filtrarea berii este operaţia de îndepărtare a substanţelor în suspensie ca:
aglomerările proteice, celule de drojdie, răşini de hamei, etc. Înainte de îmbuteliere şi
livrare.
Page 28
30
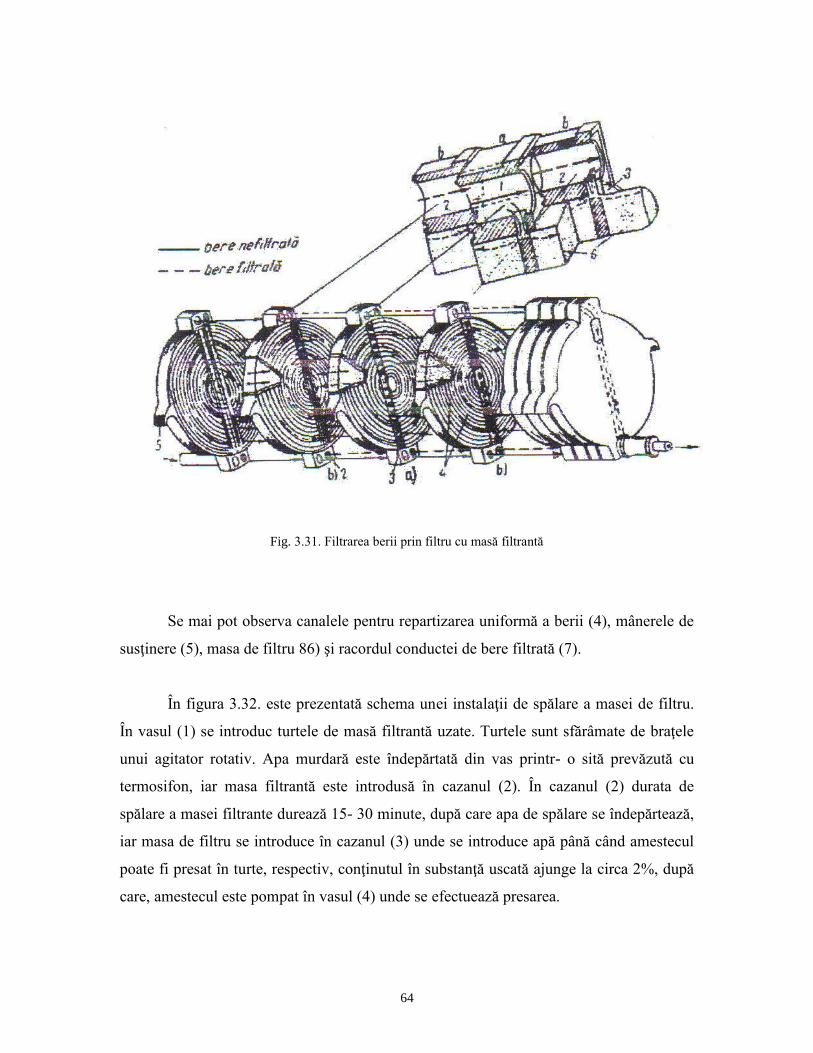
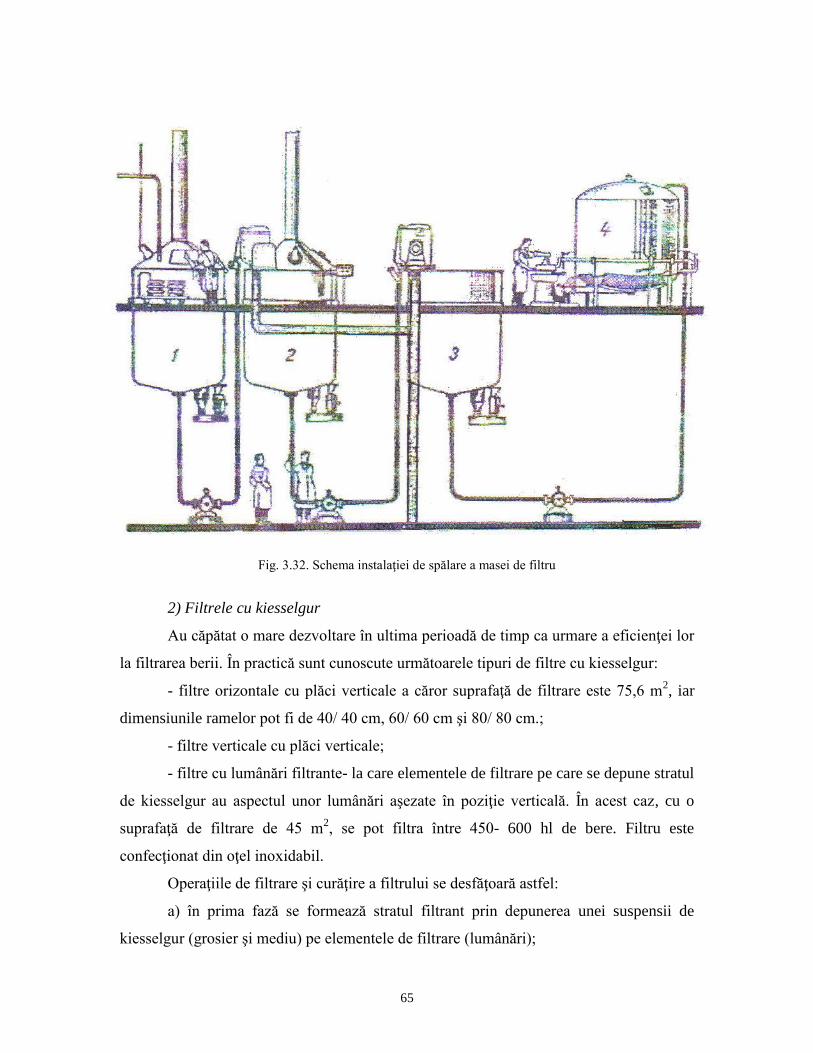
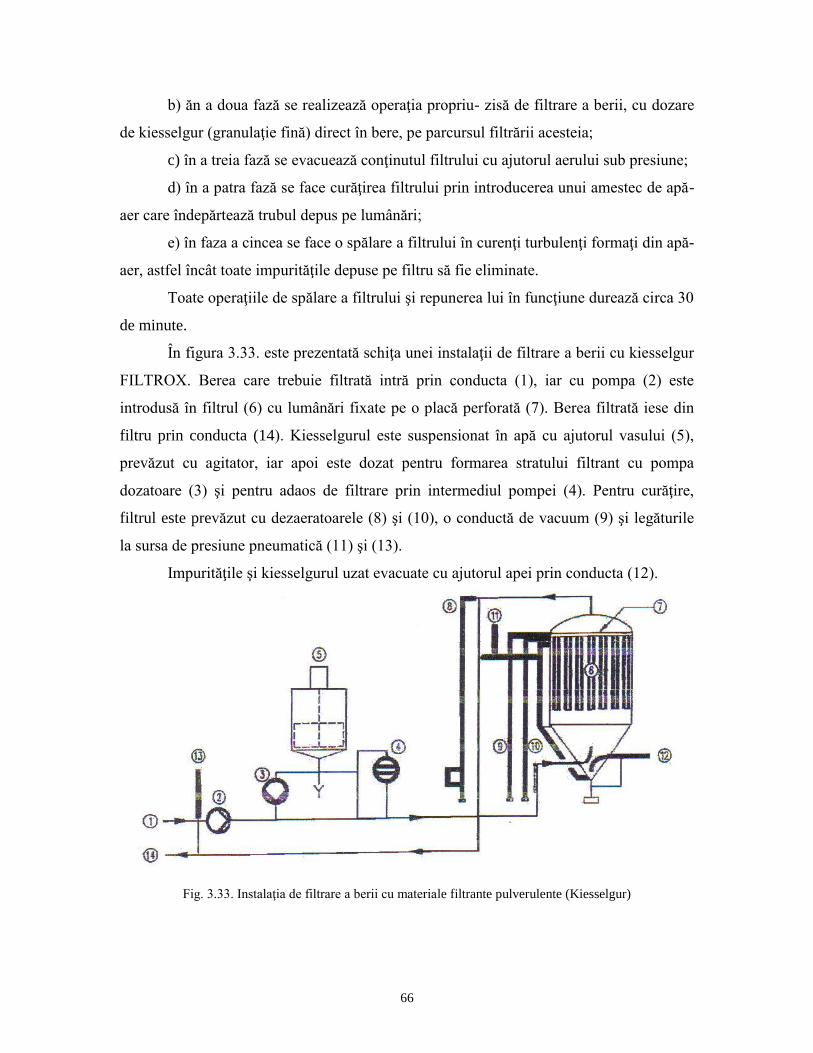
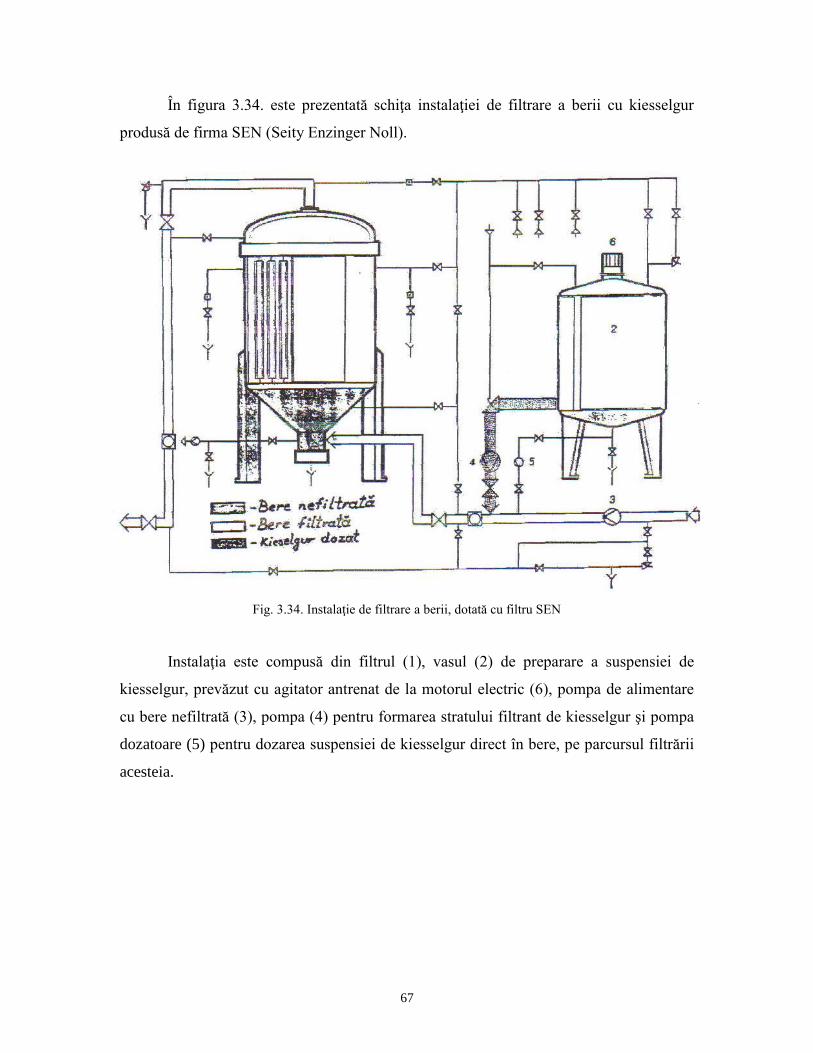
În unele fabrici de bere, aceasta se filtrează prin filtre cu masă de filtru, formată
din masă de bumbac la care se adaugă fulgi de azbest. Stratul filtrant se formează prin
presarea materialului filtrant, în straturi cu grosimi de 5- 6 cm.. O bună filtrare se face
prin trecerea berii consecutiv prin două straturi (turte) de filtru. Aceasta se cunoaşte în
practică sub denumirea de filtrare dublă.
În ultimii ani, o largă răspândire la filtrarea berii au căpătat- o filtrele cu materiale
filtrante pulverulente (kiesselgur, perlit, tuf vulcanic). În acest caz se mai pune accent şi
pe calitatea materialului de filtrare folosit.
În practică, kiesselgurul se foloseşte în cantitate de 50- 150 g/ hl bere, iar pentru
formarea stratului filtrant în filtru se folosesc 400- 800 g/ m2 suprafaţă de filtrare. Pânzele
filtrelor se construiesc din oţel V2A sau V4A, dimensiunea ochiurilor pânzei fiind de 60-
120 μ.
Pentru filtrarea sterilă a berii, în unele fabrici se folosesc plăci filtrante EK
(irecuperabile).
Filtrarea este operaţia complexă care se desfăşoară în regim nestaţionar şi care
constă în curgerea laminară a berii printr- un mediu poros, ca urmare a diferenţei de
presiune dintre cele două feţe ale stratului filtrant, având ca rezultat separarea fazei
lichide de cea solidă.
2.11. Îmbutelierea berii
Îmbutelierea berii este operaţia necesară în vederea asigurării transportului
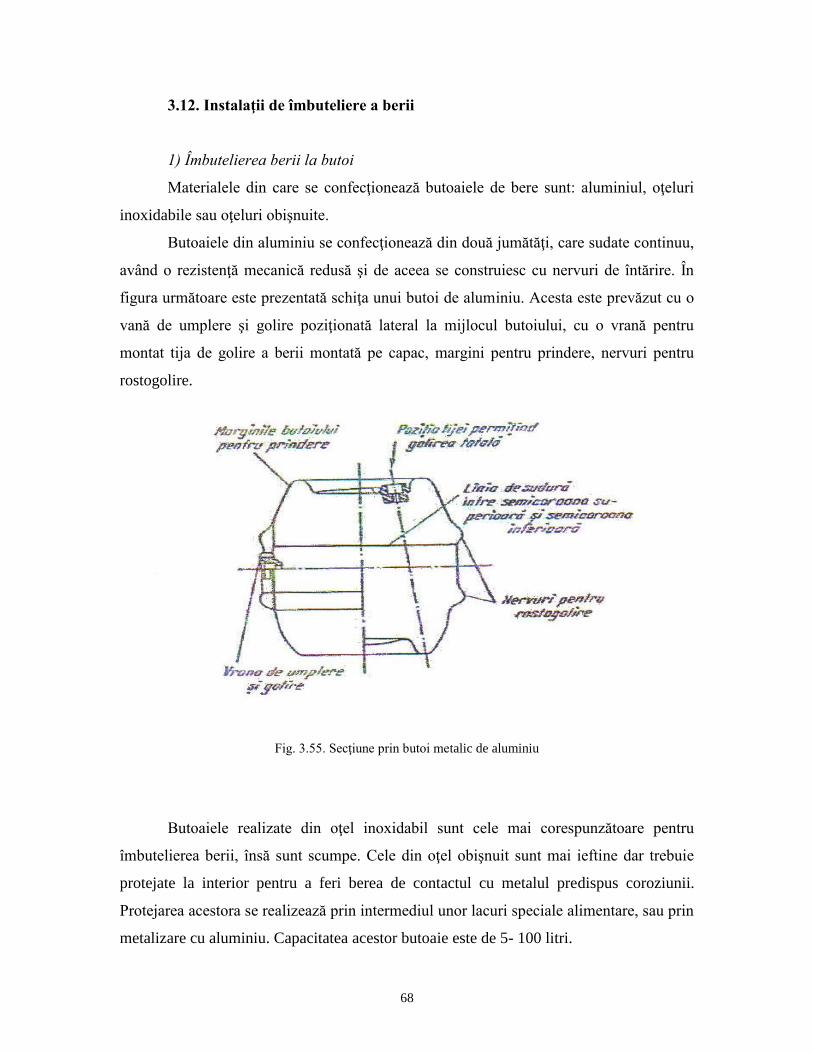
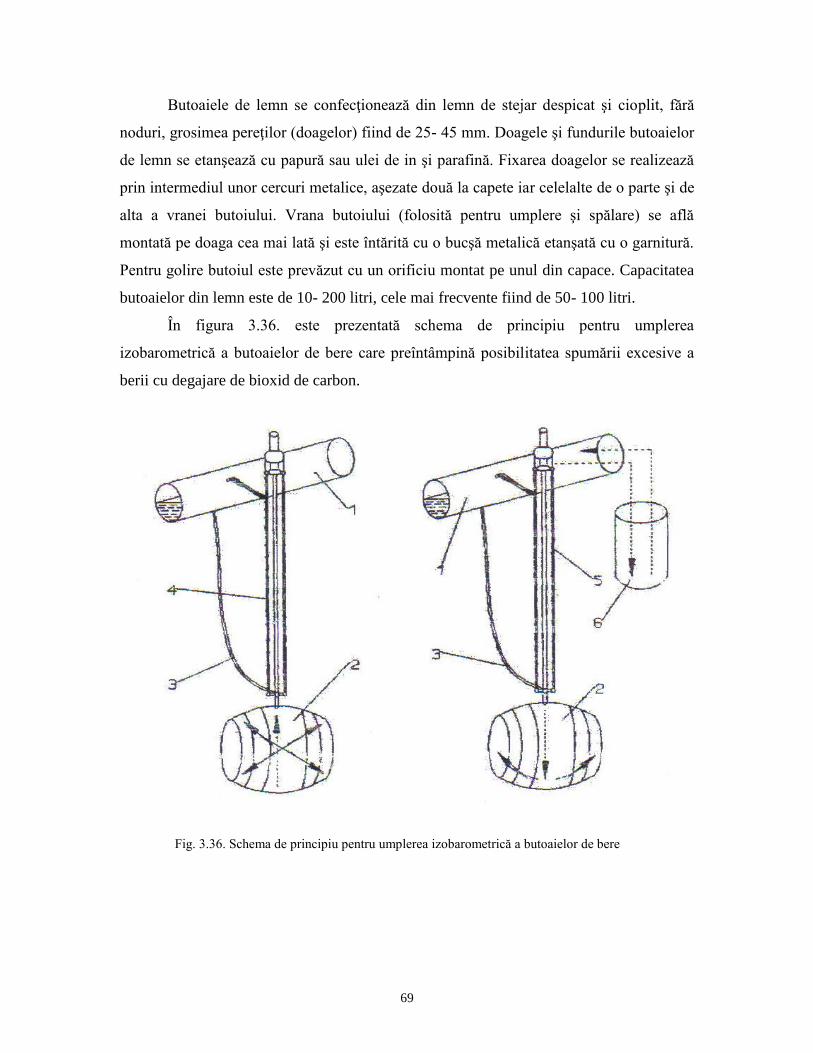
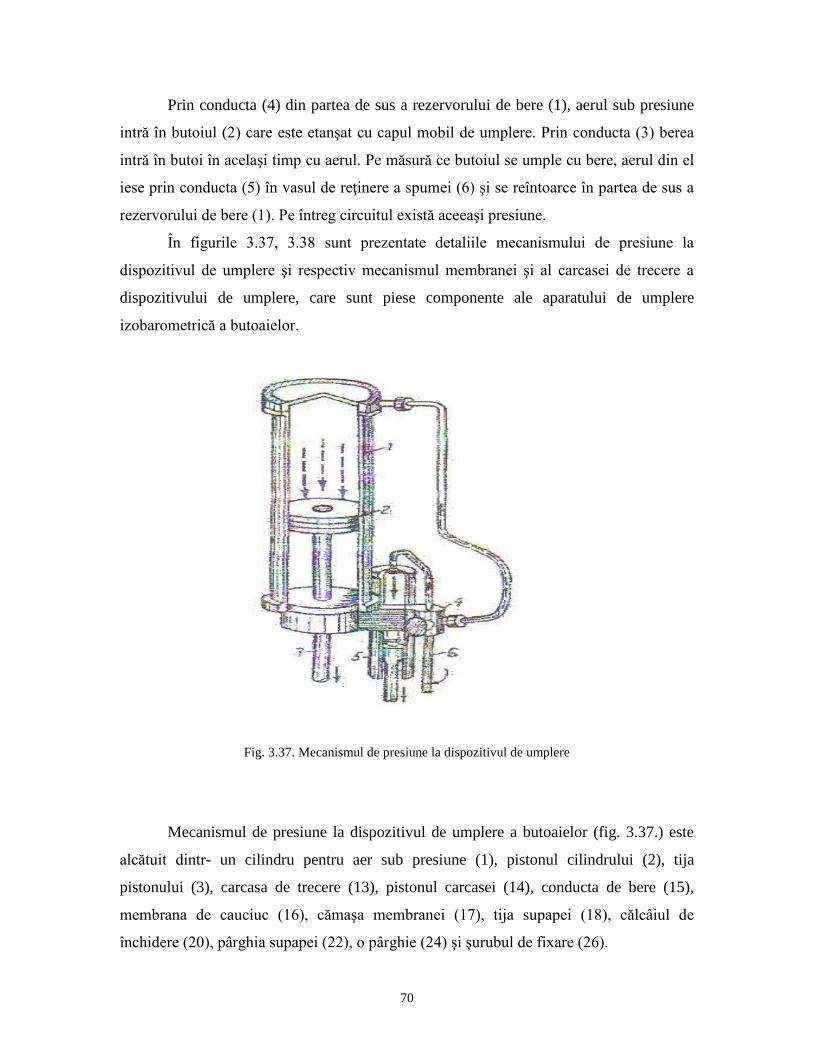
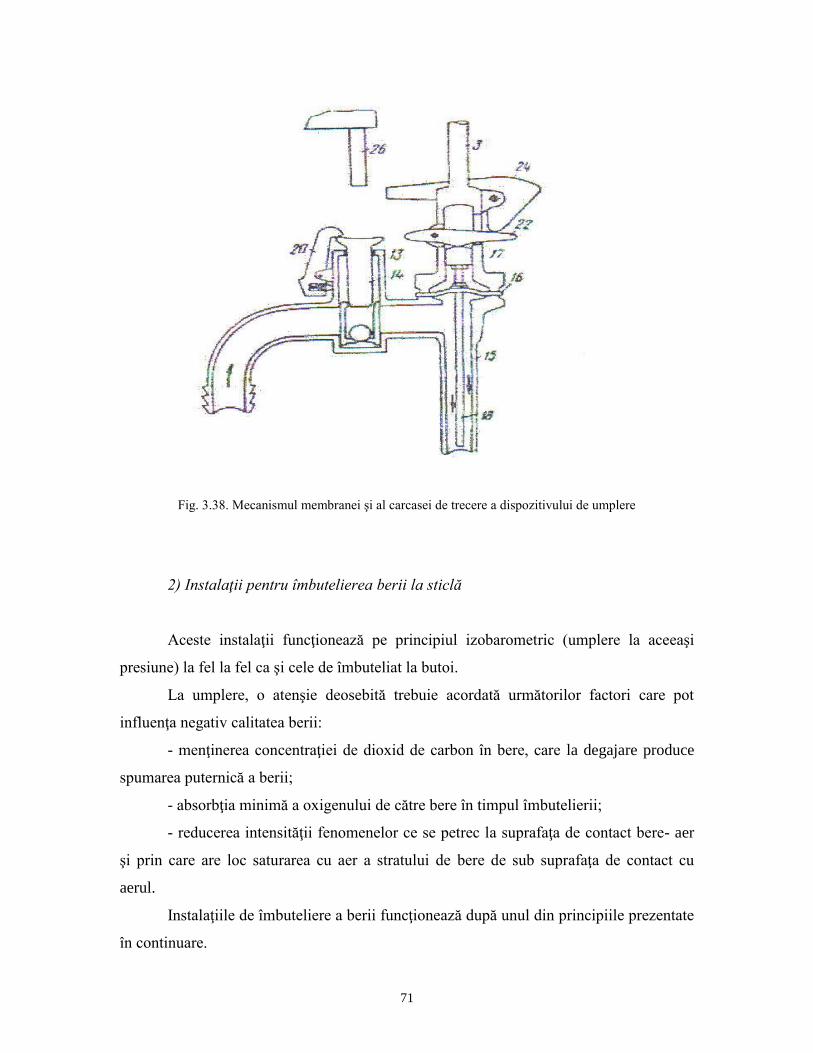
acesteia de la locul de producţie până la locul de desfacere- consum.
Cele mai răspândite mijloace de îmbuteliere a berii sunt butoaiele şi sticlele.
Berea se îmbuteliază şi se transportă în butoaie atunci când distanţa de locul
desfacerii este mare, precum şi atunci când cererea de bere este mare, în special în
perioada caldă şi în zonele cu consum mare de bere.
Page 29
31
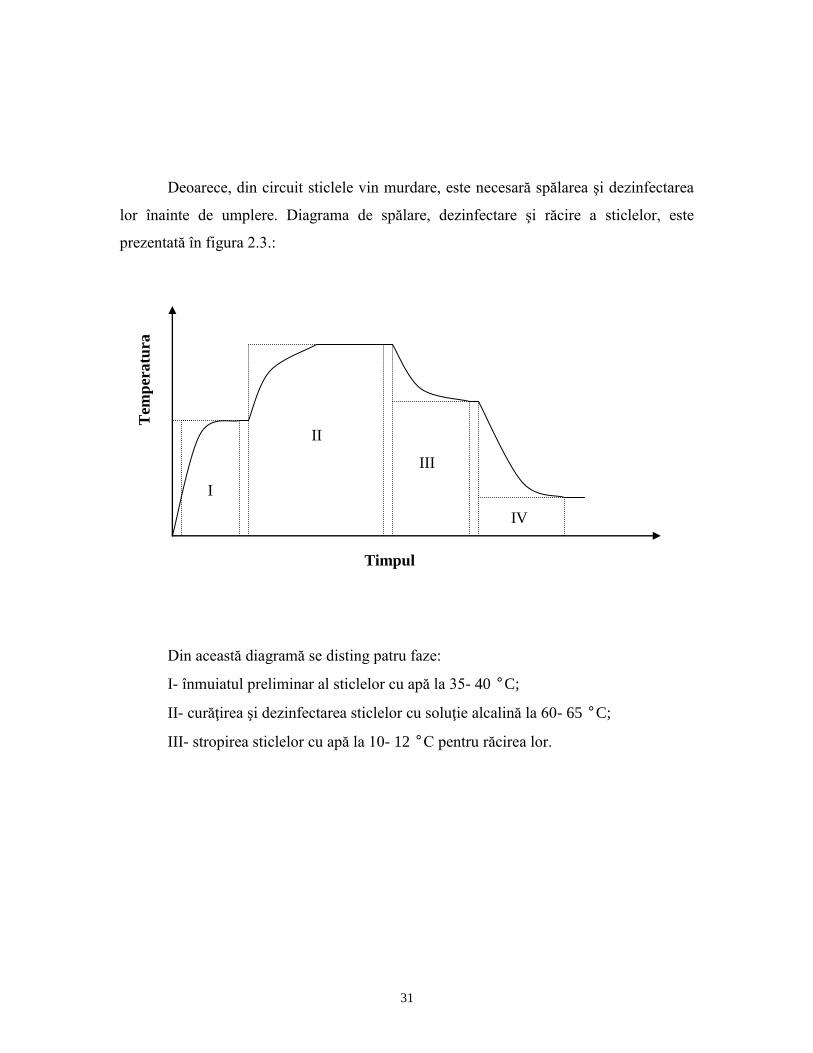
Deoarece, din circuit sticlele vin murdare, este necesară spălarea şi dezinfectarea
lor înainte de umplere. Diagrama de spălare, dezinfectare şi răcire a sticlelor, este
prezentată în figura 2.3.:
II
III
I
IV
Din această diagramă se disting patru faze:
I- înmuiatul preliminar al sticlelor cu apă la 35- 40 °C;
II- curăţirea şi dezinfectarea sticlelor cu soluţie alcalină la 60- 65 °C;
III- stropirea sticlelor cu apă la 10- 12 °C pentru răcirea lor.
Tem
per
atu
ra
Timpul
(min)
Page 30
32
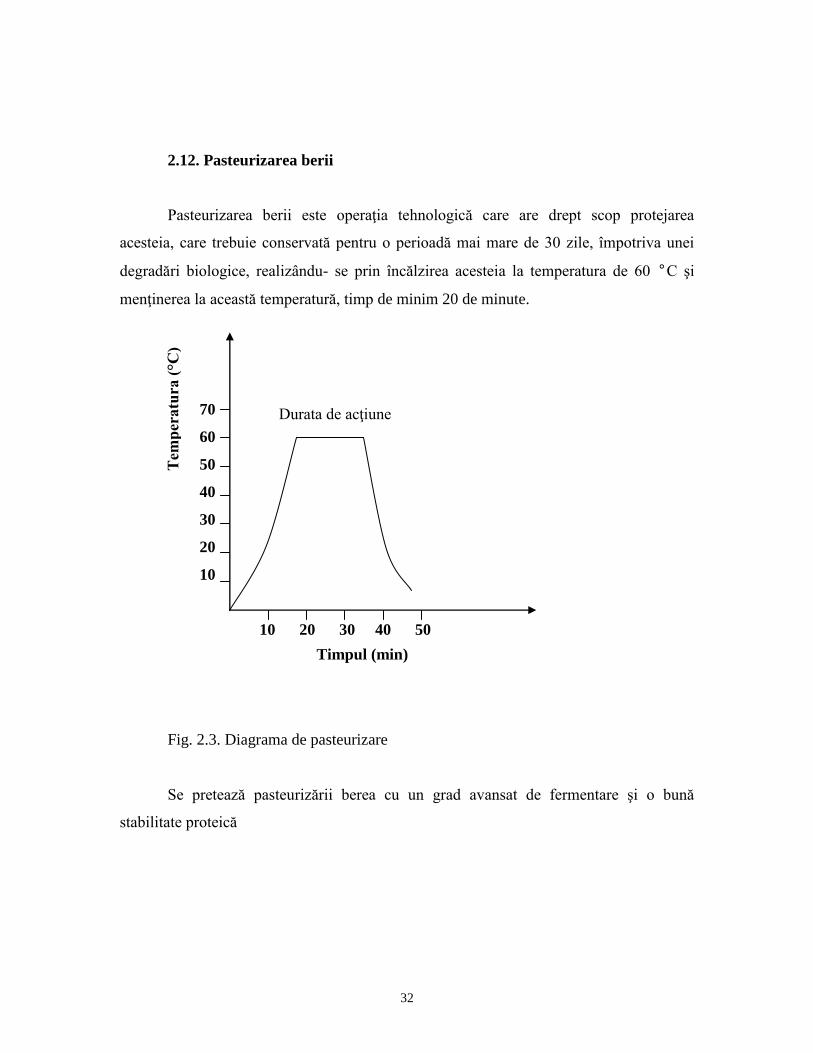
2.12. Pasteurizarea berii
Pasteurizarea berii este operaţia tehnologică care are drept scop protejarea
acesteia, care trebuie conservată pentru o perioadă mai mare de 30 zile, împotriva unei
degradări biologice, realizându- se prin încălzirea acesteia la temperatura de 60 °C şi
menţinerea la această temperatură, timp de minim 20 de minute.
70
60
50
40
30
20
10
10 20 30 40 50
Fig. 2.3. Diagrama de pasteurizare
Se pretează pasteurizării berea cu un grad avansat de fermentare şi o bună
stabilitate proteică
Durata de acţiune
Tem
per
atu
ra (
°C)
Timpul (min)
Page 31
33
CAPITOLUL III
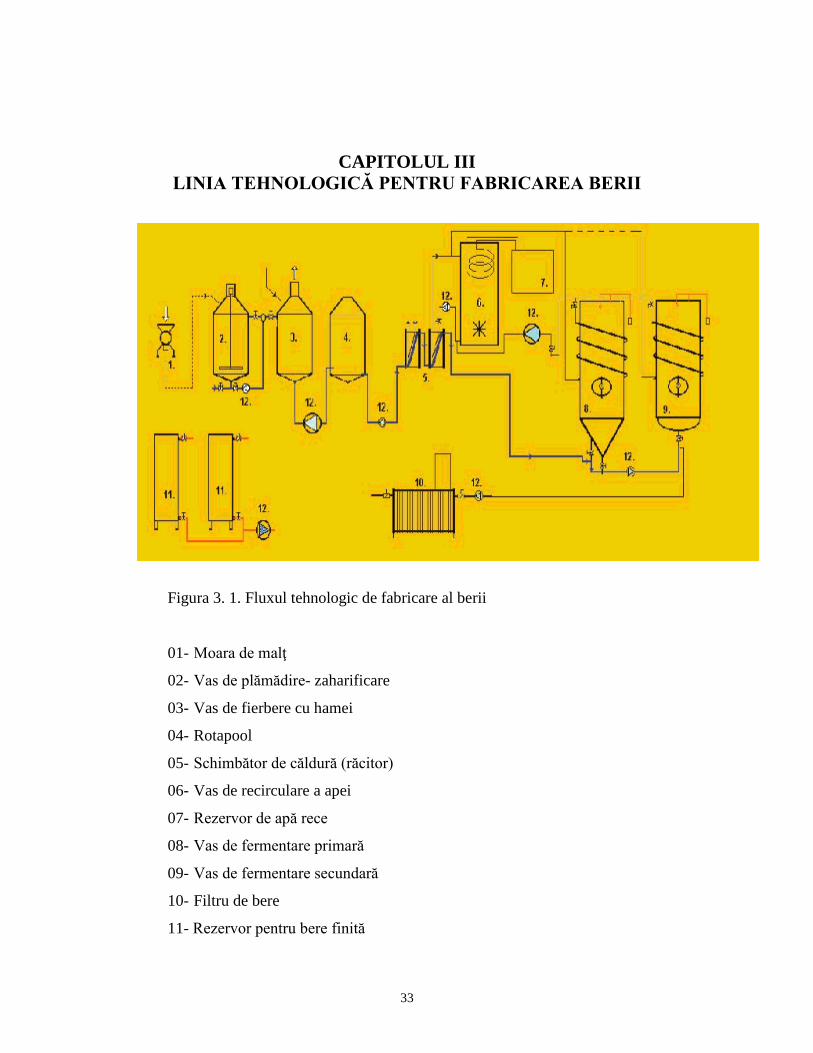
LINIA TEHNOLOGICĂ PENTRU FABRICAREA BERII
Figura 3. 1. Fluxul tehnologic de fabricare al berii
01- Moara de malţ
02- Vas de plămădire- zaharificare
03- Vas de fierbere cu hamei
04- Rotapool
05- Schimbător de căldură (răcitor)
06- Vas de recirculare a apei
07- Rezervor de apă rece
08- Vas de fermentare primară
09- Vas de fermentare secundară
10- Filtru de bere
11- Rezervor pentru bere finită
Page 32
34
12- Pompe
3.1. Construcţia morilor de malţ
Organele active ale morilor de malţ sunt valţurile, morile de malţ putând avea
una, două sau trei perechi de valţuri. Morile de malţ cu o singură pereche de valţuri sunt
cele mai simple, dar sunt utilizate numai în cazul prelucrării unui malţ de calitate
superioară, având o capacitate de producţie redusă.
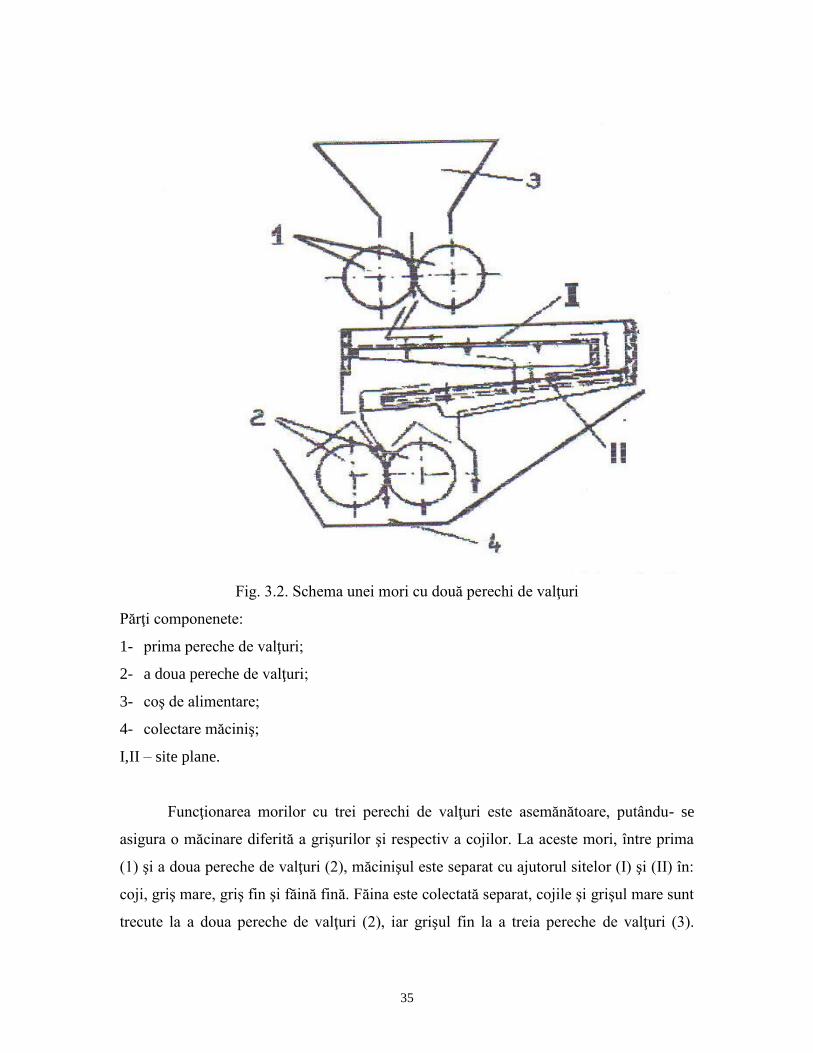
În figura 3.2 este prezentată schema unei mori cu două perechi de valţuri, care dau
un randament mai bun şi un măciniş corespunzător pentru extracţie comparativ cu morile
cu o pereche de valţuri. Prima pereche de valţuri (1) macină grosier boabele de malţ uscat
introduse în moară prin coşul de alimentare (3), iar cea de a doua pereche de valţuri (2)
macină fin măcinişul grosier, rezultat de la prima pereche de valţuri şi care n trece prin
cele două site plane (I) şi (II) sau prin sita plană (II). Măcinişul de granulaţie
corespunzătoare este colectat pe la partea inferioară a morii (4).
Page 33
35
Fig. 3.2. Schema unei mori cu două perechi de valţuri
Părţi componenete:
1- prima pereche de valţuri;
2- a doua pereche de valţuri;
3- coş de alimentare;
4- colectare măciniş;
I,II – site plane.
Funcţionarea morilor cu trei perechi de valţuri este asemănătoare, putându- se
asigura o măcinare diferită a grişurilor şi respectiv a cojilor. La aceste mori, între prima
(1) şi a doua pereche de valţuri (2), măcinişul este separat cu ajutorul sitelor (I) şi (II) în:
coji, griş mare, griş fin şi făină fină. Făina este colectată separat, cojile şi grişul mare sunt
trecute la a doua pereche de valţuri (2), iar grişul fin la a treia pereche de valţuri (3).
Page 34
36
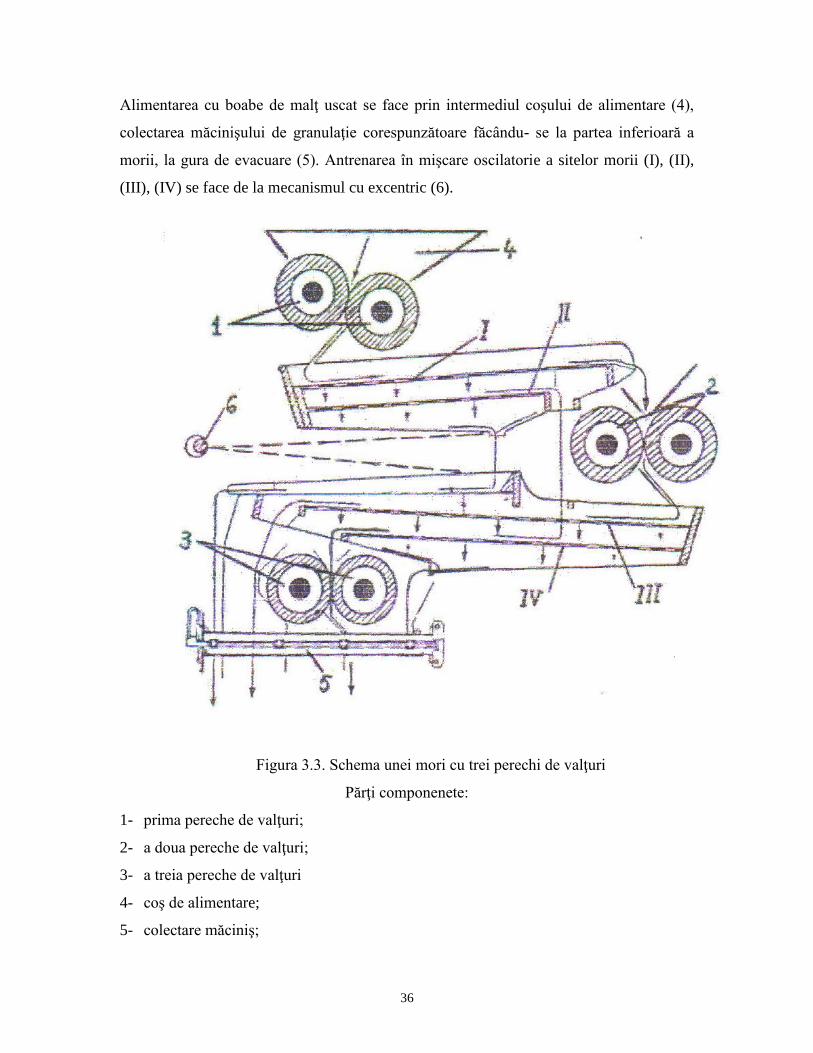
Alimentarea cu boabe de malţ uscat se face prin intermediul coşului de alimentare (4),
colectarea măcinişului de granulaţie corespunzătoare făcându- se la partea inferioară a
morii, la gura de evacuare (5). Antrenarea în mişcare oscilatorie a sitelor morii (I), (II),
(III), (IV) se face de la mecanismul cu excentric (6).
Figura 3.3. Schema unei mori cu trei perechi de valţuri
Părţi componenete:
1- prima pereche de valţuri;
2- a doua pereche de valţuri;
3- a treia pereche de valţuri
4- coş de alimentare;
5- colectare măciniş;
Page 35
37
6- mecanism excentric;
I,II, III, IV – site plane.
Valţurile morilor se confecţionează din fontă oţelită. Prima pereche de valţuri este
de obicei uşor riflată, riflurile nu trebuie să fie ascuţite pentru a nu se rupe cojile.
Valţurile pentru coji nu trebuie să fie riflate.
Valţurile fiecărei perechi trebuie să fie perfect paralele iar distanţa dintre ele să se
poată regla în intervalul (0- 2,5) mm.
Măcinişul cu toate fracţiunile sale, cade pe la gura de evacuare (5) într- un buncăr
aşezat sub moară care are volumul egal cu necesarul pentru a şarjă.
Prin mişcarea de rotaţie, valţurile produc strivirea boabelor de malţ pătrunse între
acestea. Efectul de strivire a boabelor de malţ uscat, sub acţiunea valţurilor depinde de o
serie de factori, cum ar fi:
- raportul dintre vitezele periferice ale celor două valţuri;
- raza valţurilor;
- distanţa dintre valţuri;
- forma şi dimensiunile valţurilor.
Două valţuri netede, având aceeaşi viteză periferică, vor strivi boabele de malţ
supuse măcinării. Dacă valţurile netede au viteze periferice diferite, atunci boabele de
malţ, sub acţiunea valţurilor, în afară de strivire vor mai fi şi despicate şi prin frecare,
măcinate. În cazul valţurilor cu nervuri (riflate) se petrece acelaşi fenomen, cu deosebirea
că în acest caz măcinarea prin frecare este înlocuită cu tăierea sau despicarea particulelor
în măciniş grosier.
Page 36
38
3.2.Instalaţia de plămădire zaharificare
Page 37
39
3.3. Utilaje folosite pentru fierberea mustului cu hamei
La fierberea mustului cu hamei pot fi folosite cazane încălzite cu abur, cu gaze,
cărbuni sau cu apă supraîncălzită.
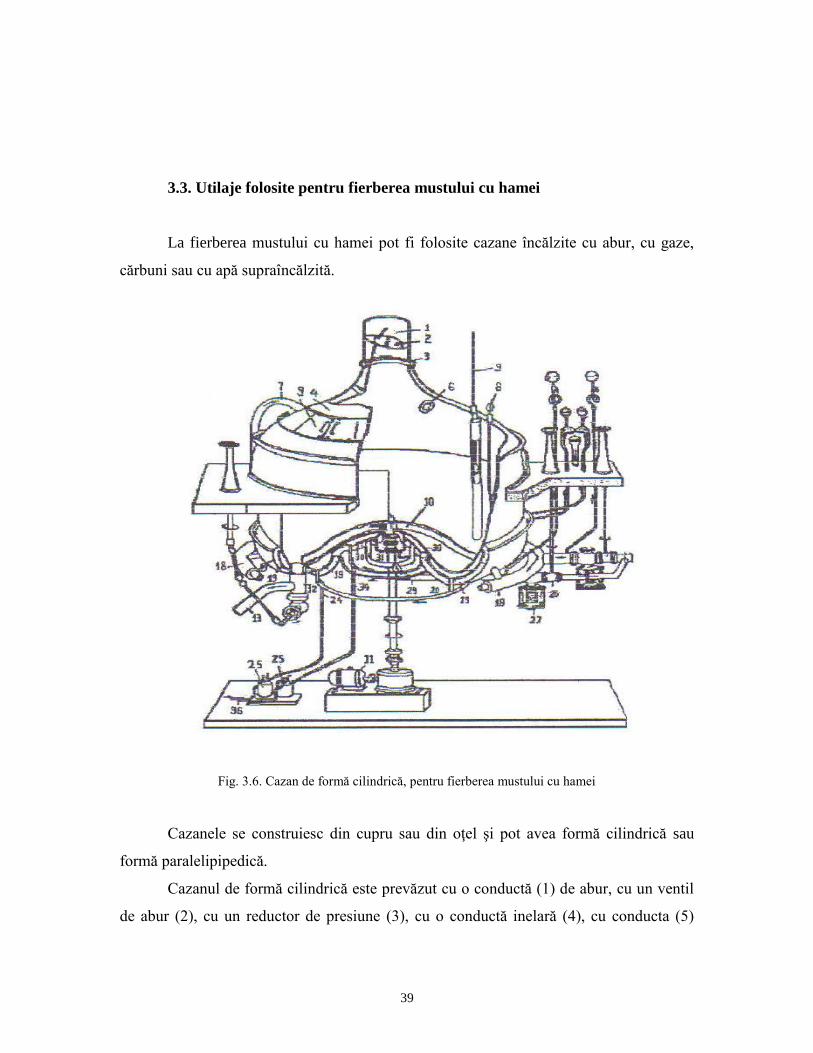
Fig. 3.6. Cazan de formă cilindrică, pentru fierberea mustului cu hamei
Cazanele se construiesc din cupru sau din oţel şi pot avea formă cilindrică sau
formă paralelipipedică.
Cazanul de formă cilindrică este prevăzut cu o conductă (1) de abur, cu un ventil
de abur (2), cu un reductor de presiune (3), cu o conductă inelară (4), cu conducta (5)
Page 38
40
pentru introducerea aburului în mantaua (6). Prin acest sistem se asigură încălzirea la
fierbere a mustului de malţ filtrat şi fierberea cu hamei.
Pentru funcţionarea optimă, cazanul de fierbere a mustului cu hamei este prevăzut
cu un ventil de siguranţă (7) montat pe mantaua de încălzire, ventilul de aerisire (8) şi
manometrul (9), montate pe aceeaşi manta. Evacuarea condensului se realizează prin
conducta de condens (10), oala de condens (11) şi conducta de evacuare a condensului
(12).
Reductorul de presiune a aburului (3) reduce presiunea aburului de la 8- 10 bar
(presiune cuccare vine de la cazanul de abur), la 2-3 bar, la intrarea în mantaua cazanului.
De obicei, consumul de abur este de 25- 40 kg la 1 hl must.
3.4. Instalaţii pentru filtrarea mustului de malţ
Procesul de filtrare a mustului de malţ se poate realiza cu ajutorul cazanului de
filtrare sau cu filtrul cu presă.
Page 39
41
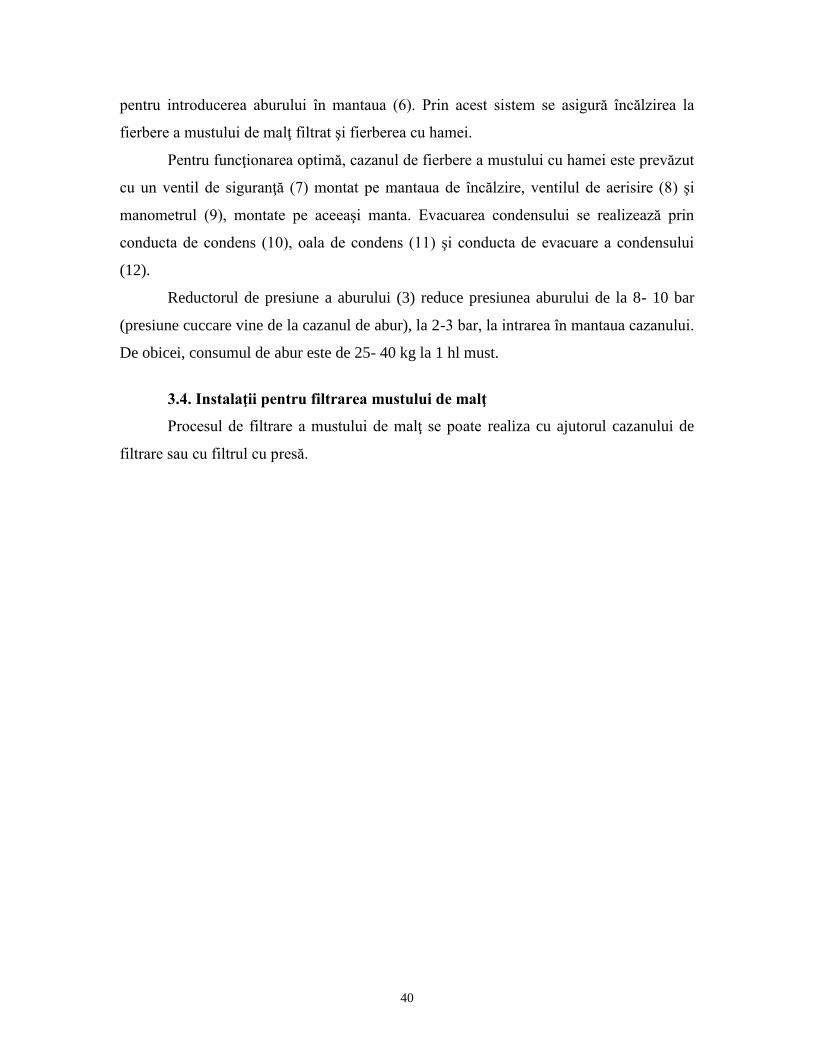
Fig. 3.7. Cazan de filtrare
Cazanul de filtrare este un vas de oţel cilindric cu fundul plat. Deasupra fundului
obişnuit (3) este aşezat un al doilea fund cu site (4), distanţa între cele două funduri fiind
de 8- 10 cm.
Pentru evitarea răcirii plămezii în cazan, pereţii acestuia sunt izolaţi termic (5).
Cazanul de filtrare este dotat cu un coş (1) pentru evacuarea vaporilor, un capac
(2) pentru acoperire, o conductă (6) pentru introducerea plămezii zaharificate, un
dispozitiv pentru afânarea borhotului de malţ (7), axul dispozitivului de afânare (8) şi un
opritor al acestuia (9). Conducta pentru abur sau apă de încălzire (10), conducta de apă
(11) şi pulverizatorul de apă (12) asigură menţinerea temperaturii în vas şi spălarea
Page 40
42
borhotului pentru epuizarea în substanţe utile. La partea inferioară se află conducta pentru
must limpede (13), iar în exterior se află o baterie (14) pentru must limpede, robinete (15)
pentru must limpede prin care se colectează mustul filtrat. Sita de filtrare are orificii (16)
de formă specială.
Fig. 3.8. Site cu perforaţii alungite
Filtrul- presă este alcătuit din rame dreptunghiulare de fontă şi plăci (5), un
dispozitiv de strângere (6), suporţi (1), postament de glisare (2), placa de capăt (3)- fixă şi
placa de capăt (4)- mobilă. Filtrul este dotat cu o pompă cu un manometru (7), pentru
strângerea hidraulică a plăcilor, cu o conductă pentru plămada zaharificată (8), cu un
robinet cu trei căi (9) pentru alimentarea cu plămadă prin care se asigură alimentarea la
placa de cap fixă prin conducta (10) şi placa de cap mobilă prin conducta (11).
Page 41
43
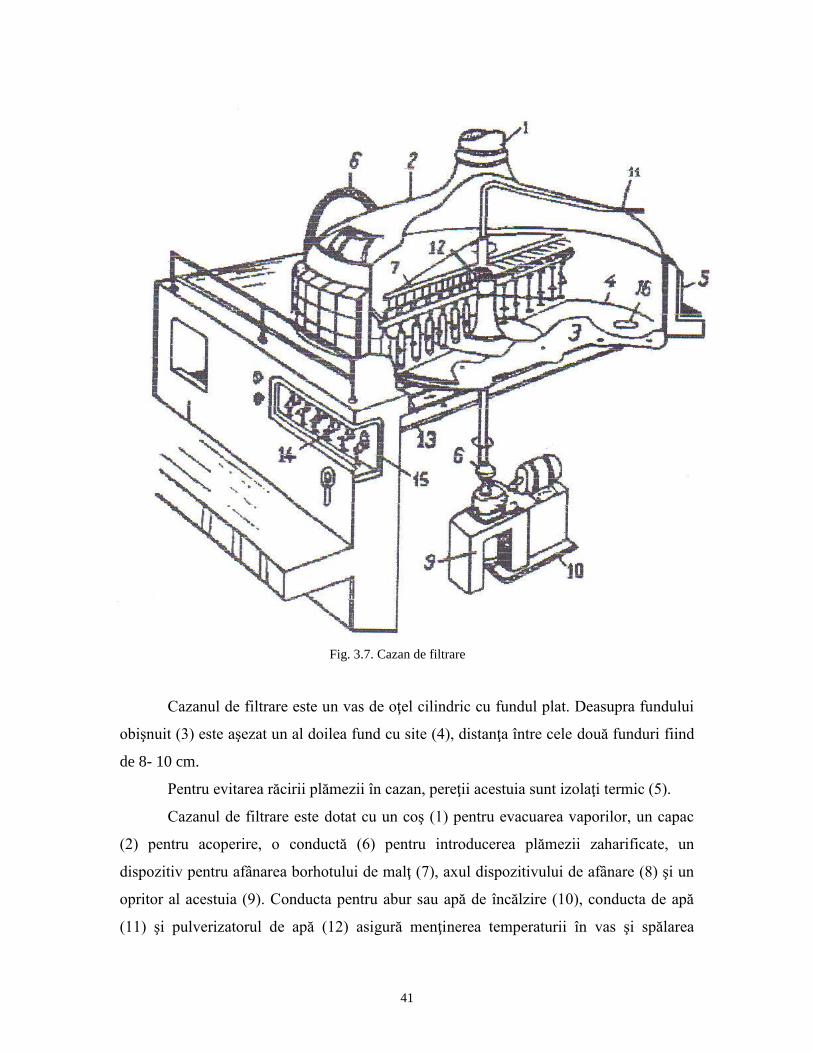
Fig. 3.9. Filtru presă pentru plămadă
Pentru conducerea optimă a procesului de filtrare, filtrul- presă este dotat cu un
ventil de reglare a debitului de plămadă (12), vizor (13), manometru (14) pentru conducta
de plămadă, supapa de siguranţă (15).
Prin conducta (16) se introduce apa caldă, iar prin cpnducta (17) apa rece, iar
pentru reglarea temperaturii se foloseşte o baterie de amestec (18). Apa caldă şi apa rece
sunt utilizate în amestec pentru spălarea borhotului de malţ la temperatura de 70 °C.
Pentru spălarea filtrului este conducta (20) care prin robinetul (22) asigură apa de spălare
pentru canalul inferior, iar prin robinetul (23) apa de spălare pentru canalul superior.
Pentru colectarea mustului, filtrul este dotat cu robinete pentru must limpede (24), robinet
universal (25), jgheab de colectare (26), ştuţ pentru must (27). Pentru spălarea şi golirea
filtrului sunt folosite ştuţuri pentru evacuarea apei murdare (28), transportorul elicoidal
pentru evacuarea borhotului (29) şi grătarul (30).
Temperatura se măsoară cu ajutorul termometrului (19).
Cazanele de filtrare moderne sunt de formă cilindrică, având fundul înclinat spre
centru.
Corpul cazanului este confecţionat din tablă neagră şi este placat la interior cu
inox.
Page 42
44
3.5. Instalaţii bloc de obţinere a mustului de malţ
În prezent, cu rezultate industriale corespunzătoare se folosesc instalaţiile de
plămădire- zaharificare sistem bloc. Acestea se compun în general din două blocuri şi
anume: blocul pentru plămădire- zaharificare şi blocul pentru filtrare, fierbere cu hamei,
separator pentru conuri de hamei.
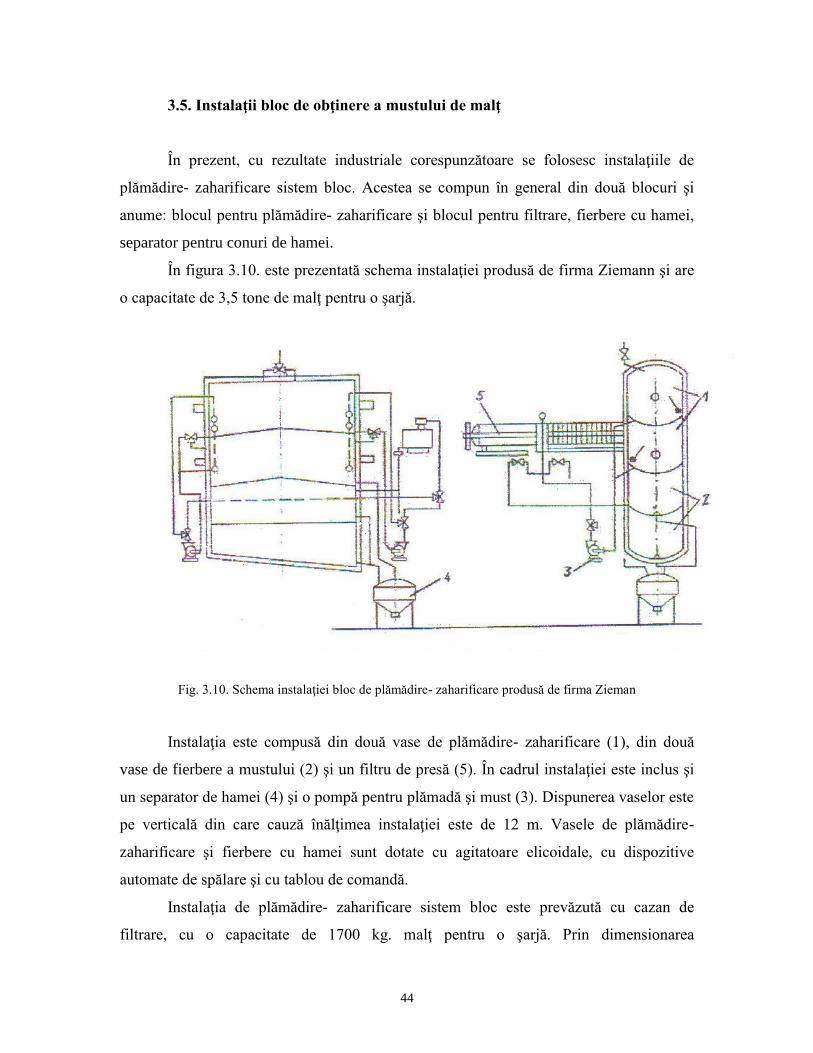
În figura 3.10. este prezentată schema instalaţiei produsă de firma Ziemann şi are
o capacitate de 3,5 tone de malţ pentru o şarjă.
Fig. 3.10. Schema instalaţiei bloc de plămădire- zaharificare produsă de firma Zieman
Instalaţia este compusă din două vase de plămădire- zaharificare (1), din două
vase de fierbere a mustului (2) şi un filtru de presă (5). În cadrul instalaţiei este inclus şi
un separator de hamei (4) şi o pompă pentru plămadă şi must (3). Dispunerea vaselor este
pe verticală din care cauză înălţimea instalaţiei este de 12 m. Vasele de plămădire-
zaharificare şi fierbere cu hamei sunt dotate cu agitatoare elicoidale, cu dispozitive
automate de spălare şi cu tablou de comandă.
Instalaţia de plămădire- zaharificare sistem bloc este prevăzută cu cazan de
filtrare, cu o capacitate de 1700 kg. malţ pentru o şarjă. Prin dimensionarea
Page 43
45
corespunzătoare a suprafeţelor de încălzire, efectul evaporării s- a îmbunătăţit
considerabil, obţinându- se fără dificultăţi evaporări de peste 12 % raportat la volumul
iniţial.
Instalaţia este compusă din două cazane de plămădire, unul de 103 hl şi altul de
48 hl, cazan de fierbere pentru must de 150 hl şi separator de hamei.
Instalaţia de plămădire- zaharificare dă o producţie mai mare dacă este prevăzută
cu opt cazane şi un filtru dublu de plămadă.
Suprafaţa de bază a instalaţiei este de aproximativ 20 m2 fără izolaţie.
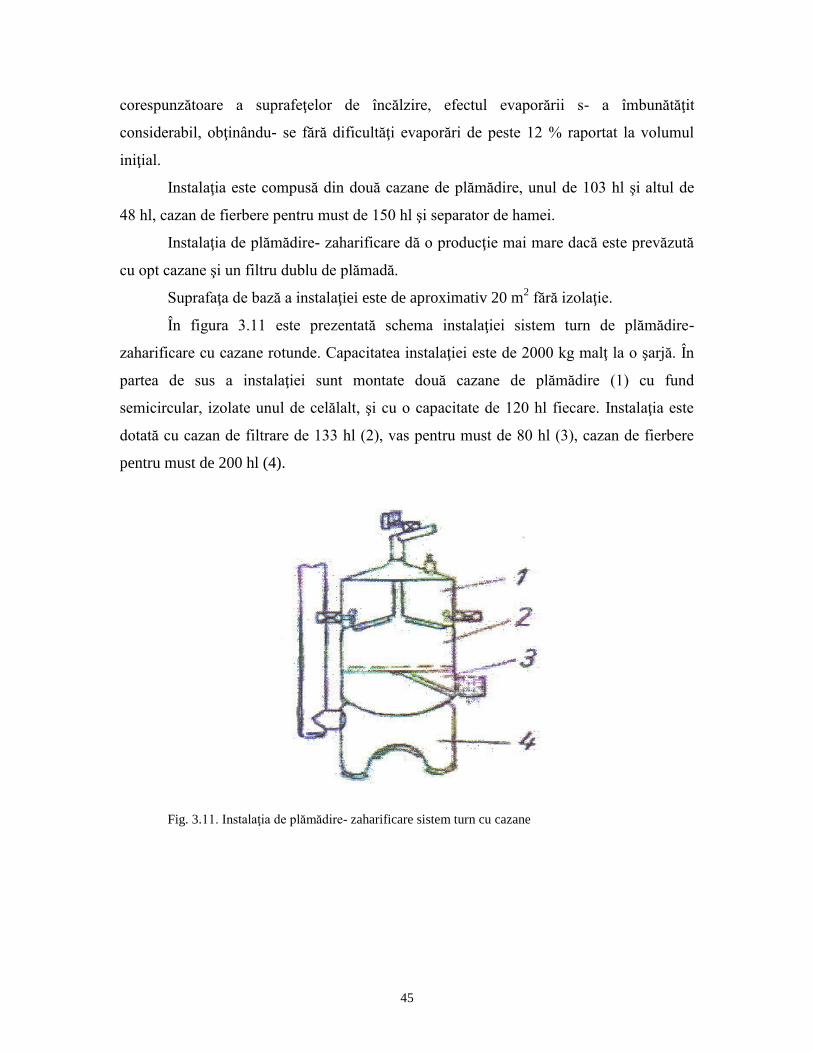
În figura 3.11 este prezentată schema instalaţiei sistem turn de plămădire-
zaharificare cu cazane rotunde. Capacitatea instalaţiei este de 2000 kg malţ la o şarjă. În
partea de sus a instalaţiei sunt montate două cazane de plămădire (1) cu fund
semicircular, izolate unul de celălalt, şi cu o capacitate de 120 hl fiecare. Instalaţia este
dotată cu cazan de filtrare de 133 hl (2), vas pentru must de 80 hl (3), cazan de fierbere
pentru must de 200 hl (4).
Fig. 3.11. Instalaţia de plămădire- zaharificare sistem turn cu cazane
Page 44
46
3.6. Instalaţii pentru răcirea mustului de malţ
3.6.1. Instalaţii clasice pentru răcirea mustului de malţ
După separarea trubului, mustului hameiat este răcit până la 6- 8 °C, folosind un
schimbător de căldură cu plăci. Răcirea până la 20 °C se va reface repede, pentru evitarea
apariţiei infecţiilor.
Tava de răcire este un vas deschis, instalat de obicei la ultimul etaj al fabricii. Ea
serveşte pe de- o parte la separarea trubului grosier, iar pe de altă parte la răcirea
mustului. Instalaţia stratului de must este de 15- 25 cm.
Tava de răcire se confecţionează din tablă de oţel, cu grosimea de 3- 5 cm.
Este prevăzută cu conducta (1) de alimentare cu must, un perete (2) pentru oprirea
spumei, un plutitor (3) pentru evacuarea mustului prin conducta (5) iar apele de spălare
prin conductă (6).
În figura următoare se prezintă principiul răcirii mustului cu ajutorul răcitorului
vertical, care este folosit pentru răcirea mustului de la 70- 80 °C, temperatura de
evacuare a acestuia din tava de răcire, până la 5- 8 °C.
De obicei, înălţimea răcitoarelor de acest tip este de 2- 3 m, iar lungimea lor de 2-
6 m. Conductele, la capete, sunt unite două câte două, iar pentru a se putea face curăţirea
de depuneri în interior, camerele de unire a două conducte sunt prevăzute cu capace
demontabile sau cu dopuri filetate.
Agenţii de răcire a mustului sunt apa de conductă care intră în instalaţie cu
10- 12 °C şi este evacuată la o temperatură de 40- 60 °C şi apa răcită cu temperatura de
0- 5 °C.
3.6.2. Instalaţii de răcire tip schimbătoare de căldură cu plăci
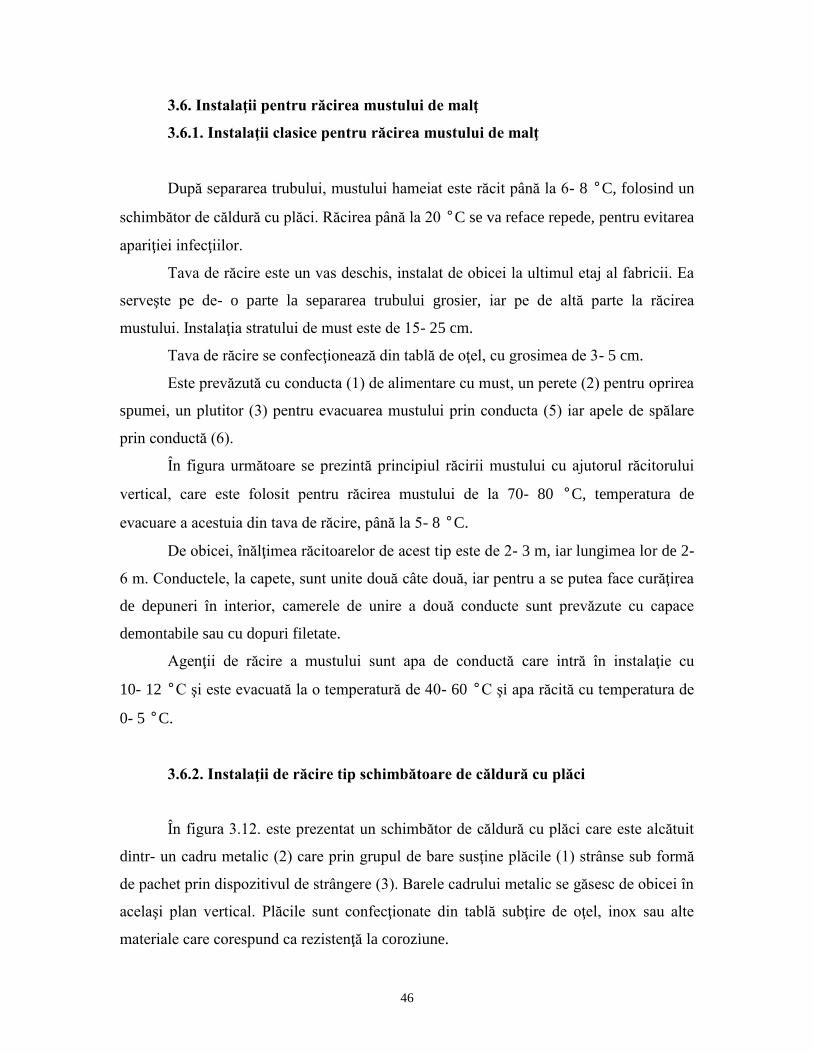
În figura 3.12. este prezentat un schimbător de căldură cu plăci care este alcătuit
dintr- un cadru metalic (2) care prin grupul de bare susţine plăcile (1) strânse sub formă
de pachet prin dispozitivul de strângere (3). Barele cadrului metalic se găsesc de obicei în
acelaşi plan vertical. Plăcile sunt confecţionate din tablă subţire de oţel, inox sau alte
materiale care corespund ca rezistenţă la coroziune.
Page 45
47
Fig. 3.12. Schimbător de căldură cu plăci
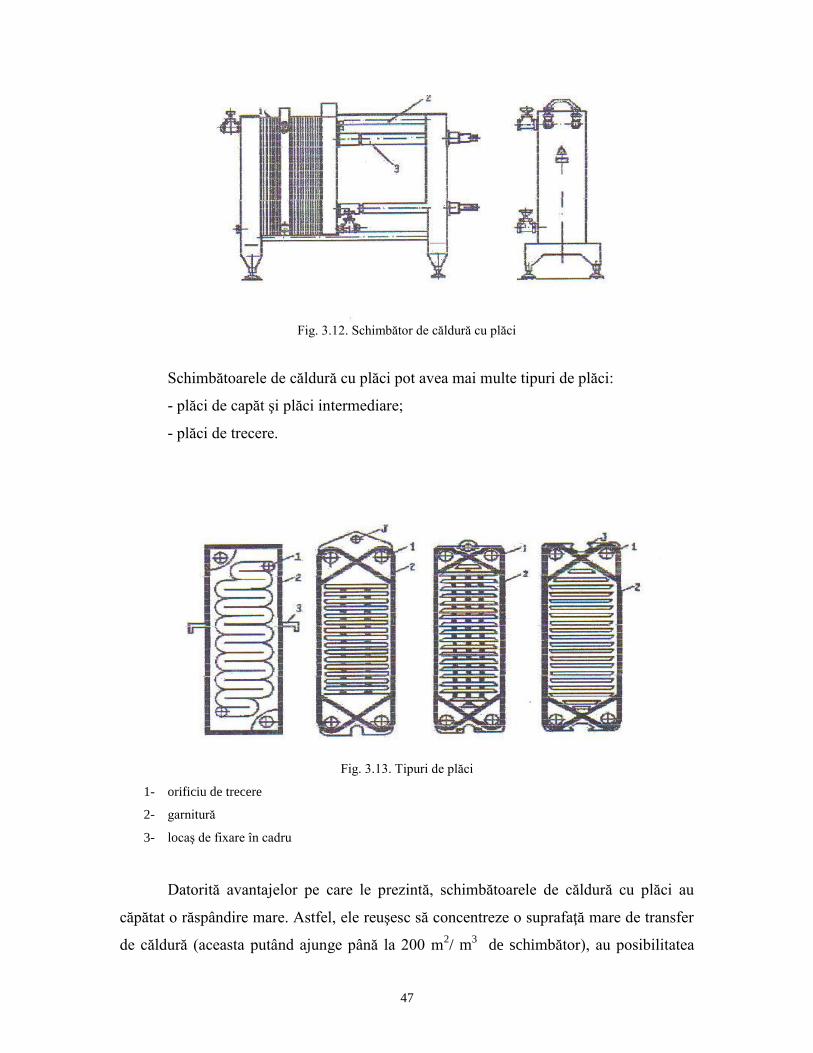
Schimbătoarele de căldură cu plăci pot avea mai multe tipuri de plăci:
- plăci de capăt şi plăci intermediare;
- plăci de trecere.
Fig. 3.13. Tipuri de plăci
1- orificiu de trecere
2- garnitură
3- locaş de fixare în cadru
Datorită avantajelor pe care le prezintă, schimbătoarele de căldură cu plăci au
căpătat o răspândire mare. Astfel, ele reuşesc să concentreze o suprafaţă mare de transfer
de căldură (aceasta putând ajunge până la 200 m2/ m
3 de schimbător), au posibilitatea
Page 46
48
efectuării unui transfer de căldură intens datorită grosimii mici a peliculei de lichid (max.
5 mm) şi turbulenţei provocate de ondulaţiile plăcii, rezistenţa hidraulică la curgerea
fluidelor prin schimbător este relativ mică, pot fi curăţate relativ uşor, evitându- se astfel
depunerile, pot fi adaptate uşor la diferite cerinţe de lucru, pot realiza uşor unităţi cu
suprafeţe de transfer de căldură mari, ocupând un volum minim, satisfac cele mai
exigente condiţii de igienă, pot fi curăţate uşor atât pe cale chimică cu ajutorul soluţiilor
de spălare cât şi pe cale mecanică.
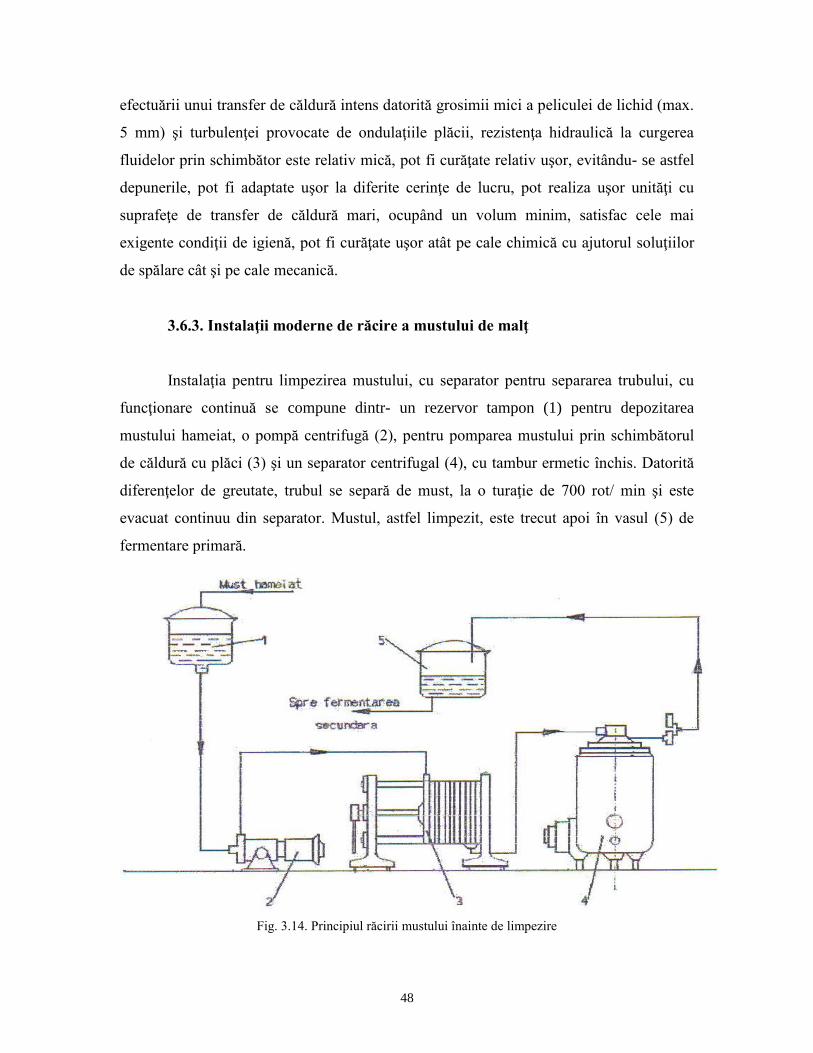
3.6.3. Instalaţii moderne de răcire a mustului de malţ
Instalaţia pentru limpezirea mustului, cu separator pentru separarea trubului, cu
funcţionare continuă se compune dintr- un rezervor tampon (1) pentru depozitarea
mustului hameiat, o pompă centrifugă (2), pentru pomparea mustului prin schimbătorul
de căldură cu plăci (3) şi un separator centrifugal (4), cu tambur ermetic închis. Datorită
diferenţelor de greutate, trubul se separă de must, la o turaţie de 700 rot/ min şi este
evacuat continuu din separator. Mustul, astfel limpezit, este trecut apoi în vasul (5) de
fermentare primară.
Fig. 3.14. Principiul răcirii mustului înainte de limpezire
Page 47
49
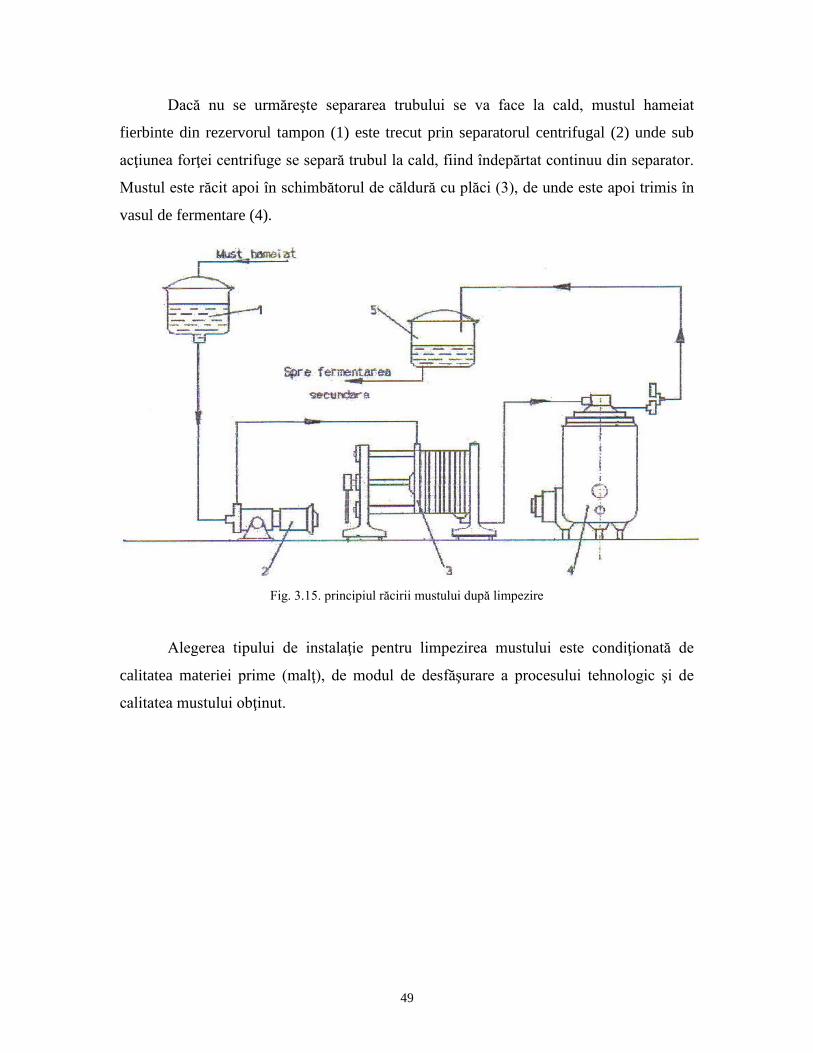
Dacă nu se urmăreşte separarea trubului se va face la cald, mustul hameiat
fierbinte din rezervorul tampon (1) este trecut prin separatorul centrifugal (2) unde sub
acţiunea forţei centrifuge se separă trubul la cald, fiind îndepărtat continuu din separator.
Mustul este răcit apoi în schimbătorul de căldură cu plăci (3), de unde este apoi trimis în
vasul de fermentare (4).
Fig. 3.15. principiul răcirii mustului după limpezire
Alegerea tipului de instalaţie pentru limpezirea mustului este condiţionată de
calitatea materiei prime (malţ), de modul de desfăşurare a procesului tehnologic şi de
calitatea mustului obţinut.
Page 48
50
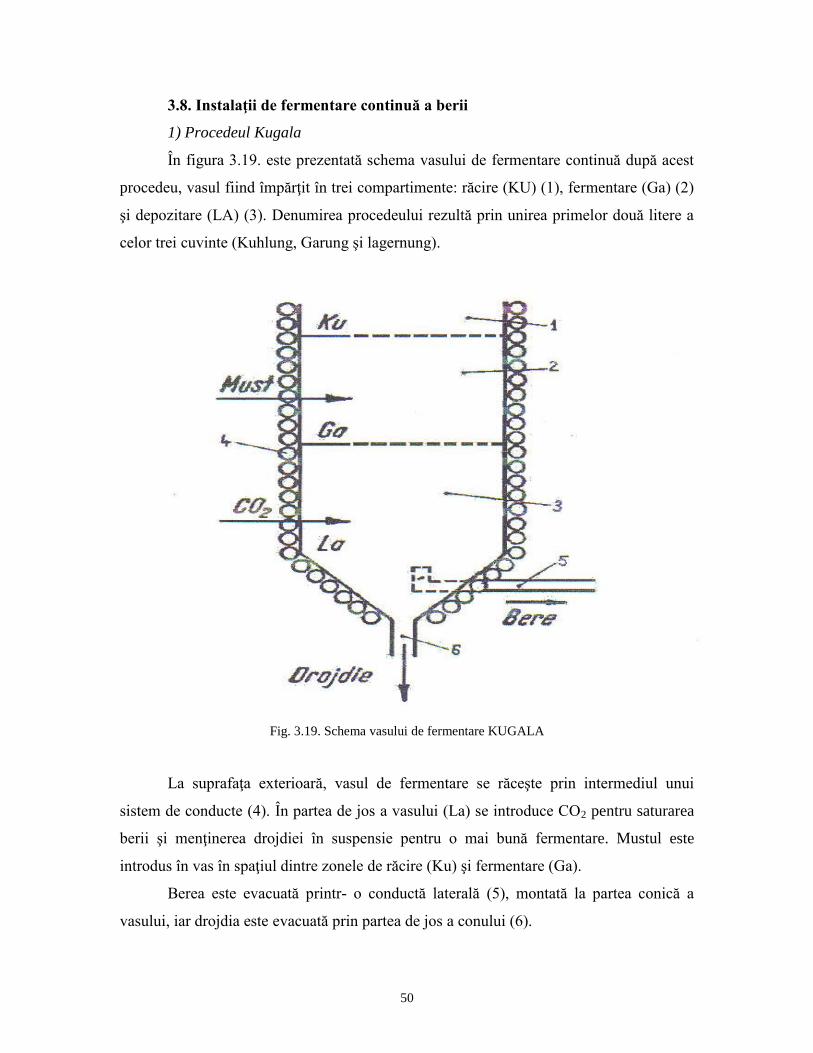
3.8. Instalaţii de fermentare continuă a berii
1) Procedeul Kugala
În figura 3.19. este prezentată schema vasului de fermentare continuă după acest
procedeu, vasul fiind împărţit în trei compartimente: răcire (KU) (1), fermentare (Ga) (2)
şi depozitare (LA) (3). Denumirea procedeului rezultă prin unirea primelor două litere a
celor trei cuvinte (Kuhlung, Garung şi lagernung).
Fig. 3.19. Schema vasului de fermentare KUGALA
La suprafaţa exterioară, vasul de fermentare se răceşte prin intermediul unui
sistem de conducte (4). În partea de jos a vasului (La) se introduce CO2 pentru saturarea
berii şi menţinerea drojdiei în suspensie pentru o mai bună fermentare. Mustul este
introdus în vas în spaţiul dintre zonele de răcire (Ku) şi fermentare (Ga).
Berea este evacuată printr- o conductă laterală (5), montată la partea conică a
vasului, iar drojdia este evacuată prin partea de jos a conului (6).
Page 49
51
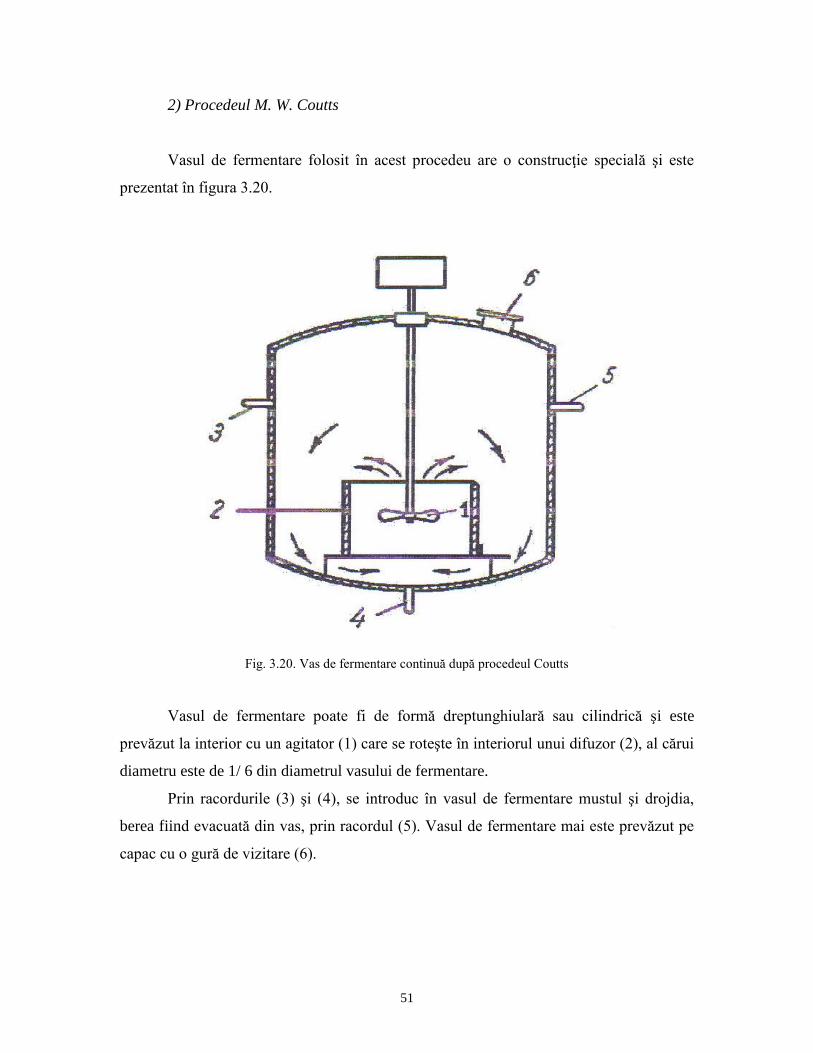
2) Procedeul M. W. Coutts
Vasul de fermentare folosit în acest procedeu are o construcţie specială şi este
prezentat în figura 3.20.
Fig. 3.20. Vas de fermentare continuă după procedeul Coutts
Vasul de fermentare poate fi de formă dreptunghiulară sau cilindrică şi este
prevăzut la interior cu un agitator (1) care se roteşte în interiorul unui difuzor (2), al cărui
diametru este de 1/ 6 din diametrul vasului de fermentare.
Prin racordurile (3) şi (4), se introduc în vasul de fermentare mustul şi drojdia,
berea fiind evacuată din vas, prin racordul (5). Vasul de fermentare mai este prevăzut pe
capac cu o gură de vizitare (6).
Page 50
52
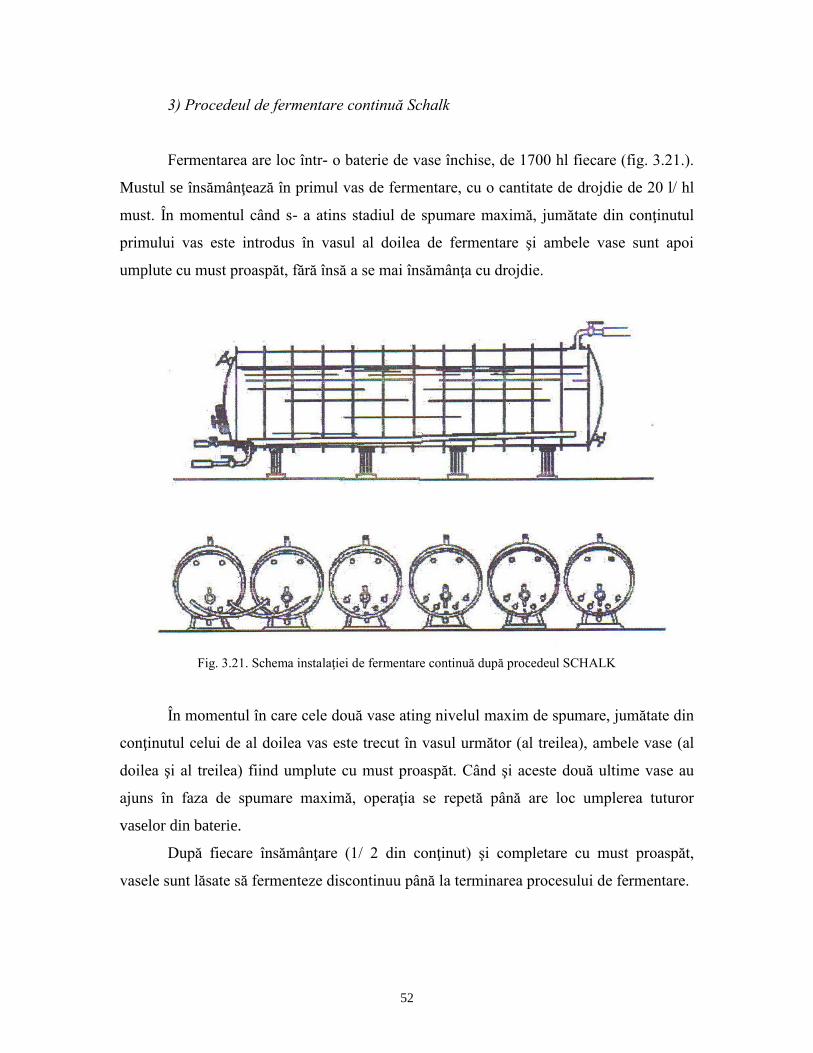
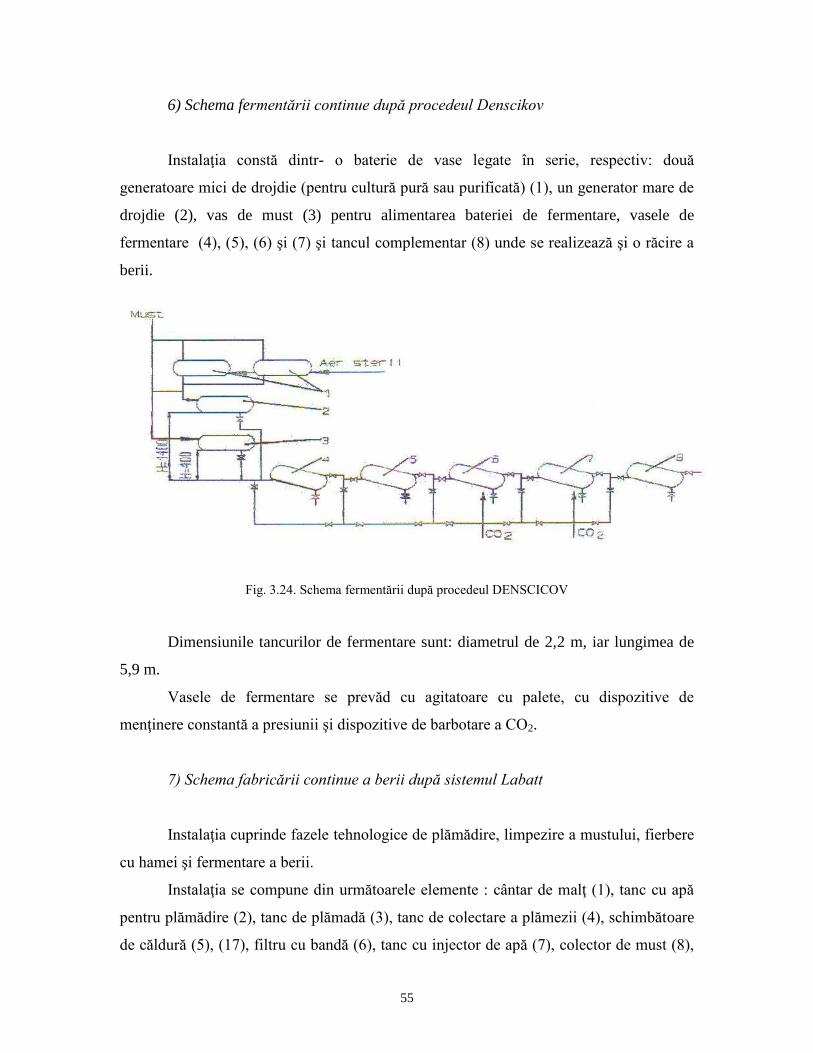
3) Procedeul de fermentare continuă Schalk
Fermentarea are loc într- o baterie de vase închise, de 1700 hl fiecare (fig. 3.21.).
Mustul se însămânţează în primul vas de fermentare, cu o cantitate de drojdie de 20 l/ hl
must. În momentul când s- a atins stadiul de spumare maximă, jumătate din conţinutul
primului vas este introdus în vasul al doilea de fermentare şi ambele vase sunt apoi
umplute cu must proaspăt, fără însă a se mai însămânţa cu drojdie.
Fig. 3.21. Schema instalaţiei de fermentare continuă după procedeul SCHALK
În momentul în care cele două vase ating nivelul maxim de spumare, jumătate din
conţinutul celui de al doilea vas este trecut în vasul următor (al treilea), ambele vase (al
doilea şi al treilea) fiind umplute cu must proaspăt. Când şi aceste două ultime vase au
ajuns în faza de spumare maximă, operaţia se repetă până are loc umplerea tuturor
vaselor din baterie.
După fiecare însămânţare (1/ 2 din conţinut) şi completare cu must proaspăt,
vasele sunt lăsate să fermenteze discontinuu până la terminarea procesului de fermentare.
Page 51
53
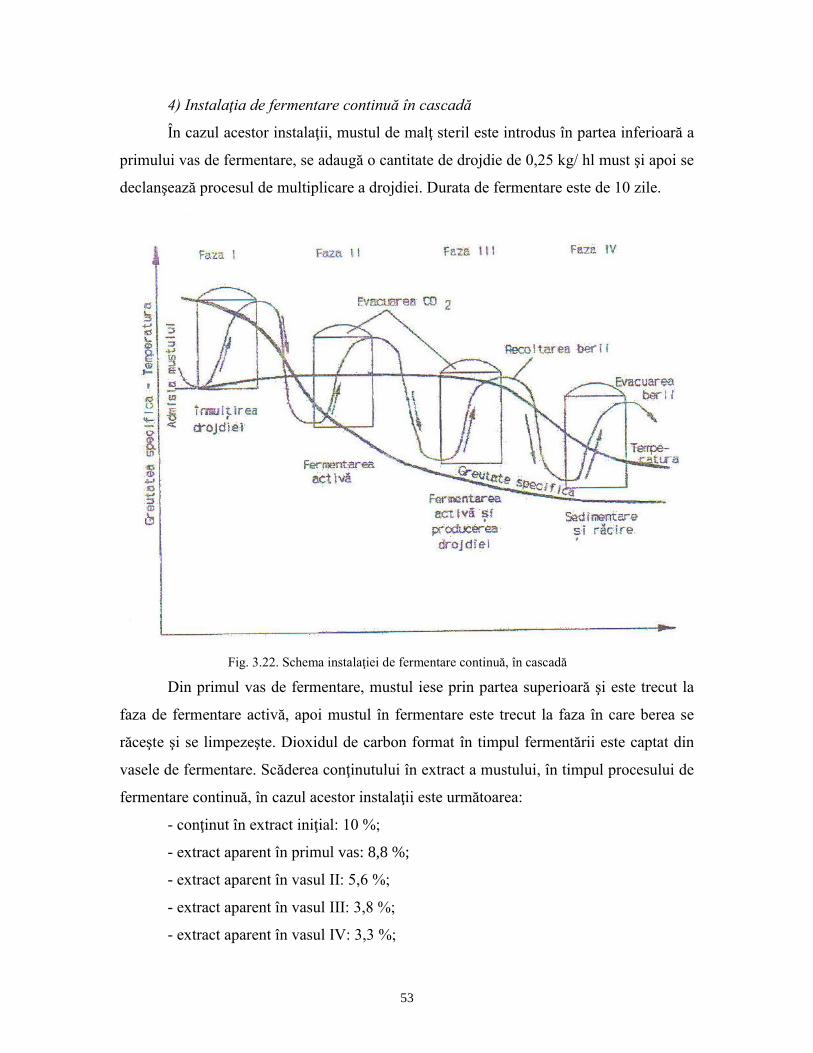
4) Instalaţia de fermentare continuă în cascadă
În cazul acestor instalaţii, mustul de malţ steril este introdus în partea inferioară a
primului vas de fermentare, se adaugă o cantitate de drojdie de 0,25 kg/ hl must şi apoi se
declanşează procesul de multiplicare a drojdiei. Durata de fermentare este de 10 zile.
Fig. 3.22. Schema instalaţiei de fermentare continuă, în cascadă
Din primul vas de fermentare, mustul iese prin partea superioară şi este trecut la
faza de fermentare activă, apoi mustul în fermentare este trecut la faza în care berea se
răceşte şi se limpezeşte. Dioxidul de carbon format în timpul fermentării este captat din
vasele de fermentare. Scăderea conţinutului în extract a mustului, în timpul procesului de
fermentare continuă, în cazul acestor instalaţii este următoarea:
- conţinut în extract iniţial: 10 %;
- extract aparent în primul vas: 8,8 %;
- extract aparent în vasul II: 5,6 %;
- extract aparent în vasul III: 3,8 %;
- extract aparent în vasul IV: 3,3 %;
Page 52
54
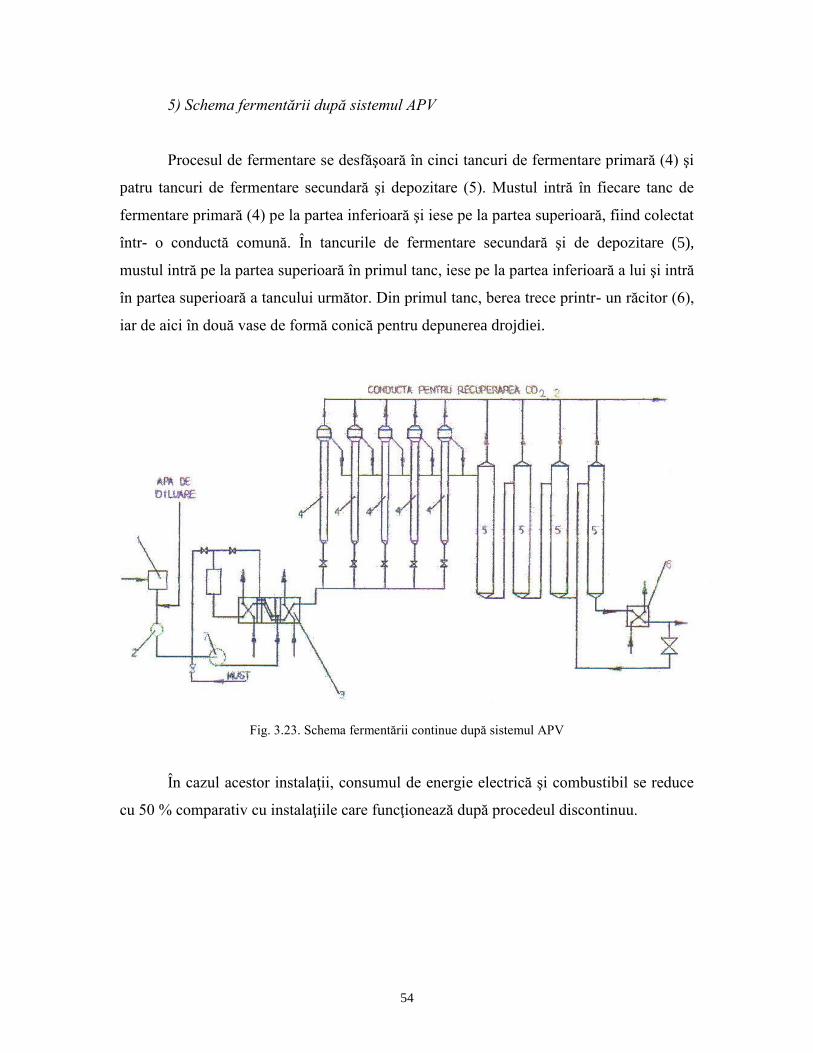
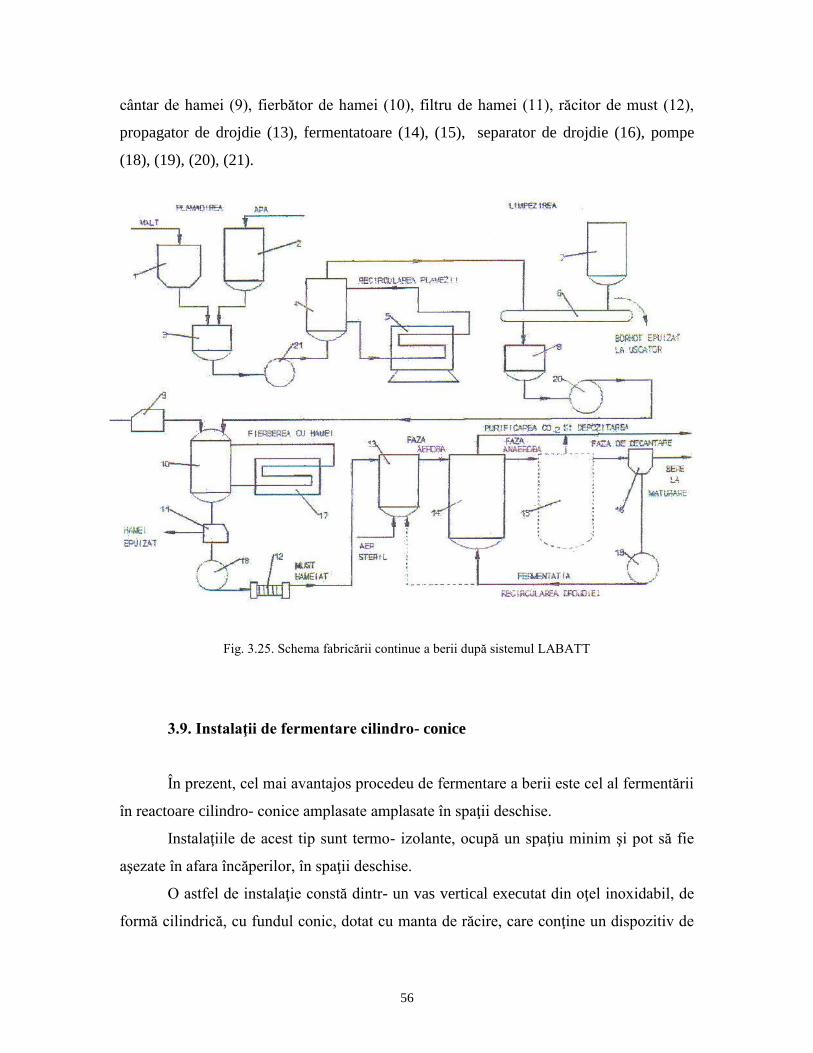
5) Schema fermentării după sistemul APV
Procesul de fermentare se desfăşoară în cinci tancuri de fermentare primară (4) şi
patru tancuri de fermentare secundară şi depozitare (5). Mustul intră în fiecare tanc de
fermentare primară (4) pe la partea inferioară şi iese pe la partea superioară, fiind colectat
într- o conductă comună. În tancurile de fermentare secundară şi de depozitare (5),
mustul intră pe la partea superioară în primul tanc, iese pe la partea inferioară a lui şi intră
în partea superioară a tancului următor. Din primul tanc, berea trece printr- un răcitor (6),
iar de aici în două vase de formă conică pentru depunerea drojdiei.
Fig. 3.23. Schema fermentării continue după sistemul APV
În cazul acestor instalaţii, consumul de energie electrică şi combustibil se reduce
cu 50 % comparativ cu instalaţiile care funcţionează după procedeul discontinuu.
Page 53
55
6) Schema fermentării continue după procedeul Denscikov
Instalaţia constă dintr- o baterie de vase legate în serie, respectiv: două
generatoare mici de drojdie (pentru cultură pură sau purificată) (1), un generator mare de
drojdie (2), vas de must (3) pentru alimentarea bateriei de fermentare, vasele de
fermentare (4), (5), (6) şi (7) şi tancul complementar (8) unde se realizează şi o răcire a
berii.
Fig. 3.24. Schema fermentării după procedeul DENSCICOV
Dimensiunile tancurilor de fermentare sunt: diametrul de 2,2 m, iar lungimea de
5,9 m.
Vasele de fermentare se prevăd cu agitatoare cu palete, cu dispozitive de
menţinere constantă a presiunii şi dispozitive de barbotare a CO2.
7) Schema fabricării continue a berii după sistemul Labatt
Instalaţia cuprinde fazele tehnologice de plămădire, limpezire a mustului, fierbere
cu hamei şi fermentare a berii.
Instalaţia se compune din următoarele elemente : cântar de malţ (1), tanc cu apă
pentru plămădire (2), tanc de plămadă (3), tanc de colectare a plămezii (4), schimbătoare
de căldură (5), (17), filtru cu bandă (6), tanc cu injector de apă (7), colector de must (8),
Page 54
56
cântar de hamei (9), fierbător de hamei (10), filtru de hamei (11), răcitor de must (12),
propagator de drojdie (13), fermentatoare (14), (15), separator de drojdie (16), pompe
(18), (19), (20), (21).
Fig. 3.25. Schema fabricării continue a berii după sistemul LABATT
3.9. Instalaţii de fermentare cilindro- conice
În prezent, cel mai avantajos procedeu de fermentare a berii este cel al fermentării
în reactoare cilindro- conice amplasate amplasate în spaţii deschise.
Instalaţiile de acest tip sunt termo- izolante, ocupă un spaţiu minim şi pot să fie
aşezate în afara încăperilor, în spaţii deschise.
O astfel de instalaţie constă dintr- un vas vertical executat din oţel inoxidabil, de
formă cilindrică, cu fundul conic, dotat cu manta de răcire, care conţine un dispozitiv de
Page 55
57
spălare interioară (5) cu supapă de siguranţă, traductoare pentru controlul temperaturii (4)
şi a nivelului maxim de lichid.
Fig. 3.26. Instalaţia de fermentare cilindro- conică
Instalaţia conţine armături pentru alimentarea cu agent termic (2), pentru
evacuarea agentului termic (3), pentru introducerea mustului şi a drojdiei şi pentru
Page 56
58
evacuarea berii (1), a dioxidului de carbon (10) şi a apelor de spălare şi a dezinfectantului
(7), un debimetru (8), un hidroîncălzitor (9) şi un orificiu pentru luarea probelor (6).
Instalaţiile de fermentare cilindro- conice pot realiza diferite sortimente de bere,
iar în timpul procesului de fermentare, fazele de fermentare primară şi secundară se
suprapun. Practic, procesul tehnologic în această instalaţie se desfăşoară astfel:
- mustul de bere răcit la 10°C, cu un conţinut de 3- 4 g O2/ 100 l, este introdus în
instalaţia de fermentare cilindro- conică în 2- 3 reprize;
- după introducerea primei părţi de must, se adaugă drojdie de bere în doză de 0,4-
0,5 l/ 100 l must;
- în continuare, vasul se umple cu must în proporţie de 85 % din volumul total;
- procesul de fermentare începe la 10 °C, iar în primele două zile temperatura
creşte până la 14°C;
- fermentarea este terminată la aceeaşi temperatură, după 5- 6 zile de inoculare
când extractul scade de la 11- 12 % la 2,2- 2,6 %;
- după terminarea fermentaţiei temperatura coboară pâna la circa 2°C, când
drojdia se depune intens în decurs de două zile, iar în instalaţie se menţine o
suprapresiune de 0,4- 0,5 bar;
- procesul de fermentare secundară a berii se desfăşoară în continuare timp de 5- 6
zile, la temperatura de 2 °C, după îndepărtarea din partea conică a drojdiei depuse;
- în final, berea răcită la 0°C este filtrată şi trimisă la secţia de îmbuteliere.
Caracteristicile tehnice ale unei instalaţii de acest tip sunt următoarele:
- volum total: 95 m3;
- volum util: 80 m3;
- presiune de lucru (maximă):
în instalaţie: 0,7 bar
în manta: 0,4 bar
- mediul utilizat:
în instalaţie: alimentar (pH= 4,5)
în manta: saramură 8netoxic, fără pericol de explozie)
- temperatura agentului de răcire: -8 °C;
- suprafaţa de răcire: 44,3 m2;
Page 57
59
- temperatura la spălarea pereţilor interiori ai instalaţiei: max. 70 °C;
- material de execuţie: OL INOX W4A;
- dimensiuni de gabarit:
diametru interior: 3000 mm
diametru exterior: 4200 mm
înălţime totală: 16500 mm
înălţimea părţii conice: 3200 mm
- greutate: 13200 kg.
Instalaţiile de fermentare cilindro- conice sunt realizate până la un volum de
500m3.
În figura 3. 27. Este prezentată instalaţia de fermentare cilindro- conică realizată
de firma Meura- Franţa, cu un volum de 99 m3.
Fig. 3.26. Instalaţia de fermentare cilindro- conică Meura- Franţa
Page 58
60
Pentru răcire, instalaţia este prevăzută cu manta (1) la partea conică şi cilindrică.
Partea conică a aparatului se poate răci independent de partea cilindrică (3), care are două
mantale de răcire ce pot funcţiona independent.
Unghiul părţii conice este de 70°C.
Instalaţia poate fi aşezată în poziţie independentă sau în baterii.
După evacuarea berii, instalaţia se spală cu apă, trimisă de pompa (4), prin
injectorul staţionar (2). Injectorul staţionar este confecţionat din nylon sub formă
cilindrică cu diametrul interior de 5- 6 cm şi înălţimea de 12- 15 cm. Diametrul orificiilor
de introducere a apei este de 1,2- 2 mm. Orificiile au o înclinare radială spre partea ieşirii
apei în scopul obţinerii unui efect optim de spălare.
După spălarea instalaţiei, se deşurubează partea de jos a conului (5) care este
asamblată la conul principal (6). În conul (5) se introduce, în stare solidă sau lichidă,
hidroxid de sodiu, după care acesta se ataşează la corpul principal (6) al conului şi se
alimentează cu apă la 20- 25 °C cu ajutorul pompei (4), la o presiune de 0,2- 0,3 bar.
Soluţia de spălat este recirculată în instalaţie, iar apoi instalaţia se spală cu soluţie
dezinfectantă şi cu apă sterilizată.
3.10. Instalaţie pentru spălarea mecanizată şi dezinfectarea vaselor de
fermentare secundară
Instalaţia este compusă din rezervorul (1) pentru depozitarea soluţiei concentrate
de agent de spălare şi dezinfectare, rezervorul (2) pentru prepararea soluţiilor de lucru
pentru spălare şi dezinfectare, rezervoarele (3) şi (4) pentru apă proaspătă, tabloul de
comandă (5), tabloul de faţă (6), racordurile de intrare (7), capetele de spălare (8),
dispozitivul de siguranţă (9), filtrul (10) şi pompele (11), (12), (13).
Pentru spălarea şi dezinfectarea vaselor de fermentare secundară, în rezervorul (2)
se pregăteşte soluţia de lucru, care, sub acţiunea pompei (12), trece prin capătul spălător.
Soluţia de lucru din vasul de fermentare, trece prin filtrul (10) şi se reîntoarce ăn
rezervorul (2).
Page 59
61
Fig. 3.28. Instalaţia pentru spălarea mecanizată şi dezinfectarea vaselor de fermentare secundară
Apa proaspătă din rezervoarele (3) şi (4) este apoi trecută cu ajutorul pompei (12)
prin vasele de fermentare pentru spălarea şi clătirea acestora. Comanda instalaţiei este
asigurată de la tabloul de comandă (5). Instalaţia funcţionează după un program
prestabilit.
Caracteristicile tehnice ale instalaţiei pentru spălarea mecanizată şi dezinfectarea
vaselor de fermentare secundară sunt:
- suprafaţa ocupată ............................................................. 40 m2
- durata spălării unui vas de 25 m3 .................................... max. 1 oră
- debitul de lichid la un capăt de spălare ............................ 0,25- 0,3 m3/ min.
- presiunea de lucru a lichidului ......................................... 0,8 bar
- numărul capetelor de spălare într- un vas ........................ 1- 2
- consumul de apă pentru spălarea unui vas de 25 m3 ....... 0,5 m
3
- greutatea instalaţiei .......................................................... 660 kg
Page 60
62
3.11. Instalaţii pentru filtrarea berii
Pentru realizarea filtrării berii se utilizează filtre cu masă filtrantă (orizontale sau
verticale), filtre cu kiesselgur, filtre cu plăci filtrante şi separatoare centrifugale.
1) Filtre ca masă filtrantă- sunt cele mai răspândite, putând fi orizontale sau
verticale, având în compunere un cadru metalic, pe care sunt montate suporturi rotunde în
care se montează ramele filtrului (plăcile filtrului).
În figura 3.29. sunt prezentate schematic două plăci de filtru (a şi b). Aceste plăci
de filtru sunt prevăzute cu următoarele componente: canalul pentru berea nefiltrată (1),
canal pentru berea filtrată (2), orificiu de intrare şi ieşire a berii de pe placa de filtrare (3),
canale pentru repartizarea uniformă a berii (4) şi mânere de susţinere (5).
Fig. 3.29. Plăci de filtru
Page 61
63
În figura 3.30. se prezintă schema circuitelor de bere- nefiltrată şi filtrată- de la
filtru cu masa de filtrare.
Fig. 3.30. Schema circuitelor de bere- nefiltrată ţi filtrată- în filtrul cu masă de filtrare
Plăcile de filtru se montează în pachete cu ajutorul a două plăci de cap. Plăcile de
cap se termină sus şi jos, cu câte un canal, la plăcile de intrare, berea nefiltrată intră pe un
canal prin partea de jos şi pe unul în partea de sus. Placa de ieşire are aceleaşi canale ca şi
cea de intrare, ea fiind pusă în legătură cu canalele pe unde vine berea filtrată.
În figura 3.31. este prezentată o imagine a unui filtru cu masă filtrantă, în care se
poate observa şi circuitul berii. Berea nefiltrată intră pe canalul (1), care comunică sus şi
jos cu fiecare a doua placă (a), unde berea circulă în sus şi jos datorită canalului de intrare
şi ieşire a berii de pe placa de filtrare (3) şi se repartizează pe ambele părţi a plăcii (a). În
continuare berea traversează masa de filtru şi apoi este colectată în canalele plăcilor (b)
care comunică sus şi jos cu canalul (2) de bere filtrată, care iese prin placa de cap în care
canalele (1) de bere nefiltrată sunt întrerupte.
Page 62
64
Fig. 3.31. Filtrarea berii prin filtru cu masă filtrantă
Se mai pot observa canalele pentru repartizarea uniformă a berii (4), mânerele de
susţinere (5), masa de filtru 86) şi racordul conductei de bere filtrată (7).
În figura 3.32. este prezentată schema unei instalaţii de spălare a masei de filtru.
În vasul (1) se introduc turtele de masă filtrantă uzate. Turtele sunt sfărâmate de braţele
unui agitator rotativ. Apa murdară este îndepărtată din vas printr- o sită prevăzută cu
termosifon, iar masa filtrantă este introdusă în cazanul (2). În cazanul (2) durata de
spălare a masei filtrante durează 15- 30 minute, după care apa de spălare se îndepărtează,
iar masa de filtru se introduce în cazanul (3) unde se introduce apă până când amestecul
poate fi presat în turte, respectiv, conţinutul în substanţă uscată ajunge la circa 2%, după
care, amestecul este pompat în vasul (4) unde se efectuează presarea.
Page 63
65
Fig. 3.32. Schema instalaţiei de spălare a masei de filtru
2) Filtrele cu kiesselgur
Au căpătat o mare dezvoltare în ultima perioadă de timp ca urmare a eficienţei lor
la filtrarea berii. În practică sunt cunoscute următoarele tipuri de filtre cu kiesselgur:
- filtre orizontale cu plăci verticale a căror suprafaţă de filtrare este 75,6 m2, iar
dimensiunile ramelor pot fi de 40/ 40 cm, 60/ 60 cm şi 80/ 80 cm.;
- filtre verticale cu plăci verticale;
- filtre cu lumânări filtrante- la care elementele de filtrare pe care se depune stratul
de kiesselgur au aspectul unor lumânări aşezate în poziţie verticală. În acest caz, cu o
suprafaţă de filtrare de 45 m2, se pot filtra între 450- 600 hl de bere. Filtru este
confecţionat din oţel inoxidabil.
Operaţiile de filtrare şi curăţire a filtrului se desfăţoară astfel:
a) în prima fază se formează stratul filtrant prin depunerea unei suspensii de
kiesselgur (grosier şi mediu) pe elementele de filtrare (lumânări);
Page 64
66
b) ăn a doua fază se realizează operaţia propriu- zisă de filtrare a berii, cu dozare
de kiesselgur (granulaţie fină) direct în bere, pe parcursul filtrării acesteia;
c) în a treia fază se evacuează conţinutul filtrului cu ajutorul aerului sub presiune;
d) în a patra fază se face curăţirea filtrului prin introducerea unui amestec de apă-
aer care îndepărtează trubul depus pe lumânări;
e) în faza a cincea se face o spălare a filtrului în curenţi turbulenţi formaţi din apă-
aer, astfel încât toate impurităţile depuse pe filtru să fie eliminate.
Toate operaţiile de spălare a filtrului şi repunerea lui în funcţiune durează circa 30
de minute.
În figura 3.33. este prezentată schiţa unei instalaţii de filtrare a berii cu kiesselgur
FILTROX. Berea care trebuie filtrată intră prin conducta (1), iar cu pompa (2) este
introdusă în filtrul (6) cu lumânări fixate pe o placă perforată (7). Berea filtrată iese din
filtru prin conducta (14). Kiesselgurul este suspensionat în apă cu ajutorul vasului (5),
prevăzut cu agitator, iar apoi este dozat pentru formarea stratului filtrant cu pompa
dozatoare (3) şi pentru adaos de filtrare prin intermediul pompei (4). Pentru curăţire,
filtrul este prevăzut cu dezaeratoarele (8) şi (10), o conductă de vacuum (9) şi legăturile
la sursa de presiune pneumatică (11) şi (13).
Impurităţile şi kiesselgurul uzat evacuate cu ajutorul apei prin conducta (12).
Fig. 3.33. Instalaţia de filtrare a berii cu materiale filtrante pulverulente (Kiesselgur)
Page 65
67
În figura 3.34. este prezentată schiţa instalaţiei de filtrare a berii cu kiesselgur
produsă de firma SEN (Seity Enzinger Noll).
Fig. 3.34. Instalaţie de filtrare a berii, dotată cu filtru SEN
Instalaţia este compusă din filtrul (1), vasul (2) de preparare a suspensiei de
kiesselgur, prevăzut cu agitator antrenat de la motorul electric (6), pompa de alimentare
cu bere nefiltrată (3), pompa (4) pentru formarea stratului filtrant de kiesselgur şi pompa
dozatoare (5) pentru dozarea suspensiei de kiesselgur direct în bere, pe parcursul filtrării
acesteia.
Page 66
68
3.12. Instalaţii de îmbuteliere a berii
1) Îmbutelierea berii la butoi
Materialele din care se confecţionează butoaiele de bere sunt: aluminiul, oţeluri
inoxidabile sau oţeluri obişnuite.
Butoaiele din aluminiu se confecţionează din două jumătăţi, care sudate continuu,
având o rezistenţă mecanică redusă şi de aceea se construiesc cu nervuri de întărire. În
figura următoare este prezentată schiţa unui butoi de aluminiu. Acesta este prevăzut cu o
vană de umplere şi golire poziţionată lateral la mijlocul butoiului, cu o vrană pentru
montat tija de golire a berii montată pe capac, margini pentru prindere, nervuri pentru
rostogolire.
Fig. 3.55. Secţiune prin butoi metalic de aluminiu
Butoaiele realizate din oţel inoxidabil sunt cele mai corespunzătoare pentru
îmbutelierea berii, însă sunt scumpe. Cele din oţel obişnuit sunt mai ieftine dar trebuie
protejate la interior pentru a feri berea de contactul cu metalul predispus coroziunii.
Protejarea acestora se realizează prin intermediul unor lacuri speciale alimentare, sau prin
metalizare cu aluminiu. Capacitatea acestor butoaie este de 5- 100 litri.
Page 67
69
Butoaiele de lemn se confecţionează din lemn de stejar despicat şi cioplit, fără
noduri, grosimea pereţilor (doagelor) fiind de 25- 45 mm. Doagele şi fundurile butoaielor
de lemn se etanşează cu papură sau ulei de in şi parafină. Fixarea doagelor se realizează
prin intermediul unor cercuri metalice, aşezate două la capete iar celelalte de o parte şi de
alta a vranei butoiului. Vrana butoiului (folosită pentru umplere şi spălare) se află
montată pe doaga cea mai lată şi este întărită cu o bucşă metalică etanşată cu o garnitură.
Pentru golire butoiul este prevăzut cu un orificiu montat pe unul din capace. Capacitatea
butoaielor din lemn este de 10- 200 litri, cele mai frecvente fiind de 50- 100 litri.
În figura 3.36. este prezentată schema de principiu pentru umplerea
izobarometrică a butoaielor de bere care preîntâmpină posibilitatea spumării excesive a
berii cu degajare de bioxid de carbon.
Fig. 3.36. Schema de principiu pentru umplerea izobarometrică a butoaielor de bere
Page 68
70
Prin conducta (4) din partea de sus a rezervorului de bere (1), aerul sub presiune
intră în butoiul (2) care este etanşat cu capul mobil de umplere. Prin conducta (3) berea
intră în butoi în acelaşi timp cu aerul. Pe măsură ce butoiul se umple cu bere, aerul din el
iese prin conducta (5) în vasul de reţinere a spumei (6) şi se reîntoarce în partea de sus a
rezervorului de bere (1). Pe întreg circuitul există aceeaşi presiune.
În figurile 3.37, 3.38 sunt prezentate detaliile mecanismului de presiune la
dispozitivul de umplere şi respectiv mecanismul membranei şi al carcasei de trecere a
dispozitivului de umplere, care sunt piese componente ale aparatului de umplere
izobarometrică a butoaielor.
Fig. 3.37. Mecanismul de presiune la dispozitivul de umplere
Mecanismul de presiune la dispozitivul de umplere a butoaielor (fig. 3.37.) este
alcătuit dintr- un cilindru pentru aer sub presiune (1), pistonul cilindrului (2), tija
pistonului (3), carcasa de trecere (13), pistonul carcasei (14), conducta de bere (15),
membrana de cauciuc (16), cămaşa membranei (17), tija supapei (18), călcâiul de
închidere (20), pârghia supapei (22), o pârghie (24) şi şurubul de fixare (26).
Page 69
71
Fig. 3.38. Mecanismul membranei şi al carcasei de trecere a dispozitivului de umplere
2) Instalaţii pentru îmbutelierea berii la sticlă
Aceste instalaţii funcţionează pe principiul izobarometric (umplere la aceeaşi
presiune) la fel la fel ca şi cele de îmbuteliat la butoi.
La umplere, o atenşie deosebită trebuie acordată următorilor factori care pot
influenţa negativ calitatea berii:
- menţinerea concentraţiei de dioxid de carbon în bere, care la degajare produce
spumarea puternică a berii;
- absorbţia minimă a oxigenului de către bere în timpul îmbutelierii;
- reducerea intensităţii fenomenelor ce se petrec la suprafaţa de contact bere- aer
şi prin care are loc saturarea cu aer a stratului de bere de sub suprafaţa de contact cu
aerul.
Instalaţiile de îmbuteliere a berii funcţionează după unul din principiile prezentate
în continuare.
Page 70
72
În figura 3.39. este prezentată schiţa maşinii de spălat tip HAKEMFA care are o
capacitate de lucru de 9000 sticle/ h. Maşina se compune dintr- o caroserie în care se află
90 de suporturi pentru sticle, de 18- 21 comprimate fiecare pentru primirea sticlelor.
Fig. 3.39. Maşina de spălat sticle, tip HAKEMFA
În figura 3.40. este prezentat principiul instalaţiei de umplere fără ţeavă la care
aerul de presiune V şi cel recirculat R se mişcă pe suprafaţa berii B, ventilul cu resort
aflându- se scufundat parţial în lichid.
Fig. 3.40. Instalaţie de îmbuteliere cu cazan inelar şi trei camere
Page 71
73
Ţeava de umplere este introdusă în sticlă numai câţiva centrimetri, fixându- se la
diferite înălţimi, în acest fel stabilindu- se volumul spaţiului gol din gâtul sticlei.
Berea este forţată să curgă prelins pe pereţii interiori ai sticlei de către un inel în
formă de umbrelă, montat pe ţeava de umplere.
În figura 3.41. este prezentată schema instalaţiei de îmbuteliere a berii, sistem
APV.
Fig. 3.41. Instalaţie de îmbuteliere fără ţeavă
După fermentare, berea răcită într- un schimbător de căldură cu plăci este
depozitată în două recipiente (1) pentru depunerea drojdiei. Drojdia depusă este evacuată
pe la partea inferioară a recipientelor (1) şi trimisă într- un colector de drojdie (2), iar de
aici la un filtru presă (3).
Din recipientele (1), berea eliberată de drojdie trece în vasul tampon de bere (4)
iar de aici, este trecută în răcitorul- impregnator (cu dioxid de carbon) (6), cu ajutorul
Page 72
74
pompei (5), unde este adusă şi apă cu pH corectat, pentru ajustarea conţinutului în extract
a berii, după ce trece prin răcitorul (7).
Din răcitorul- impregnator (6), berea trece în tancurile de impregnare (8), iar de
aici este trimisă prin intermediul pompei (9) la instalaţia de filtrare, compusă din două
filtre (11) şi (12) şi două recipiente pentru pregătirea şi dozarea materialului filtrant (10)
şi (12). Berea filtrată este colectată în tancurile de bere filtrată (14), de unde, prin
intermediul pompei de bere (15), este transportată la instalaţia de pasteurizare (16), după
care la instalaţia de îmbuteliere (17).
Se recomandă ca îmbutelierea berii să se facă la cald datorită faptului că în
această situaţie instalaţia întreagă este sterilă, deşi berea poate fi îmbuteliată la sticlă după
răcire, după ce s- a efectuat pasteurizarea.
În figura 3.42. este prezentată schiţa instalaţiei de îmbuteliere a berii la cald.
Debitul de bere, reglat şi dozat corespunzător trece prin ventilul de reglare automată a
presiunii (2) la pasteurizatorul cu plăci (3), iar de aici, berea este trimisă la instalaţia de
îmbuteliat (4), cu dispozitive de umplere de tip fără ţeavă în sticlă. La instalaţia de
îmbuteliat sticlele (5) sosesc calde de la maşina de spălat, aici sunt umplute şi închise
după umplere prin intermediul capsatorului (6).
Fig. 3.42. Instalaţie de îmbuteliere a berii după sistemul APV
Page 73
75
În figura 3.43. este prezentat planul de amplasament al fabricii de bere de mică
capacitate. Din această schemă se remarcă următoarele componente: birourile şi
depozitele anexe- care cuprinde depozitele de materiale auxiliare, birouri, laborator, staţia
de fermentare, staţia de fierbere, instalaţie frigorifică, restaurant. Opţional capacitatea
fabricii se poate mări în funcţie de numărul de fierberi.
Fig. 3.43. Plan de amplasament
Page 74
76
3.13. Instalaţiile de pasteurizare a berii
Instalaţiile de pasteurizare folosite în industria berii funcţionează pe unul din
următoarele principii:
- pasteurizarea cu abur- se realizează prin introducerea de abur pentru încălzire
directă într- o încăpere ermetic închisă, în care au fost introduse sticlele de bere. În acest
mod, timpul pentru atingerea temperaturii de pasteurizare este de 30 de minute, iar berea
este menţinută la această temperatură timp de 60 de minute, după care se efectuează
răcirea timp de 30 de minute, instalaţia funcţionând discontinuu;
- pasteurizarea cu aer încălzit- se realizează prin încălzirea cu aer cald, în circuit
închis, a sticlelor dispuse pe cărucioare într- o cameră ermetic închisă. La aceste
instalaţii, pasteurizarea poate fi făcută şi după ce sticlele au fost etichetate, căldura este
folosită mai raţional, iar spaţiul ocupat de aceste instalaţii este mai redus;
- pasteurizarea prin stropire- se realizează prin stropirea cu apă caldă la început,
apoi fierbinte, a sticlelor, până ce acestea ajung la temperatura de pasteurizare, după care
sunt răcite în mod treptat. Procesul de pasteurizare se desfăşoară în mod continuu, aceste
instalaţii find de mare capacitate. Suprafaţa ocupată de o astfel de instalaţie este de 50- 60
m2 pentru o capacitate de producţie de 9000 sticle/ h;
- pasteurizarea în băi cu apă caldă- se realizează prin transportul navetelor de bere,
în flux continuu, înainte de etichetare, prin băi cu apă caldă;
- pasteurizarea berii prin umplere la cald- constă în pasteurizarea berii înainte de
umplere şi apoi îmbutelierea ei în starea fierbinte.
Page 75
77
BIBLIOGRAFIE
1. Stroia I., Biriş S.Şt. –Utilaje pentru industria alimentară fermentativă, Vol. 1.,
U.P.B., 1995. 2. Jinescu, V.V. -Utilaj tehnologic pentru industrii de proces, vol.3 şi vol.4, Editura Tehnică,
Bucureşti, 1988- 1989.
3. Răşenescu, I. -Operaţii şi utilaje în industria alimentară, vol.1 şi vol.2, Editura Tehnică,
Bucureşti, 1972.
4. *** -Manualul inginerului din industria alimentară, Editura Tehnică, Bucureşti, 1968
5. Cojocaru, C. , Cojocaru, L. -Procedee tehnologice în industria fermentativă, Editura
Tehnică, Bucureşti, 1969.
6. Cojocaru, C. , Predescu, T. , Dumitrescu, M. -Tehnologia fabricării malţului şi a berii,
Editura Didactică şi Pedagogică, Bucureşti, 1972.
7.*** -Caracterizarea fizico-chimică şi tehnologică a orzului, orzoaicei şi hameiului,
cultivate în ţară, pentru fabricarea berii, Lucrare de cercetare, I.C.A Bucureşti, 1993-
1995.
8. Findlay, W.P.K. -Modern brewing tehnology, Macmillan Press,
London,1971.
9. *** -Studiul filtrării berii sub aspectul practicianului, prelucrare după SCHAFFT, Revista
Berarilor, nr. 1, Bucureşti, 1992.
10. Siebert, K.J. -Sensory analysis of kopderived compounds in beer, 1988.