
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 1/109
Universitatea Transilvania Braşov
Facultatea de Inginerie Tehnologică
Specializarea Inginerie Economică Industrială
Analiza tehnico-economică a fabricării
cilindrului hidraulic. Studiu de caz la
societatea Hidraulica SRL.
Conducător ştiinţific
Şef. Lucr. Dr. Ing. Găvruş Cristina
Absolvent
Toader Cristina- Marina
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 2/109
Lucrare de licenţă
Braşov 2010
CUPRINS
....................................................................................................................................................3
Introducere ................................................................................................................................. 4
Capitolul 1 - Prezentarea societăţii ............................................................................................ 5
1.1. Scurt istoric ......................................................................................................................5
1.2. Concurenţi, furnizori şi clienţi ......................................................................................... 6
1.3. Organizarea întreprinderii ...............................................................................................6
1.4. Evoluţia principalilor indicatori .......................................................................................8
Capitolul 2 - Studiul tehnologic al realizării cilindrului hidraulic ..............................................9
2.1. Prezentare generală cilindrii hidraulici ............................................................................ 9
2.2. Prezentare cilindru hidraulic studiat ............................................................................ 10
2.3. Calculul regimurilor de aşchiere .................................................................................... 12
2.3.1. Calculul regimurilor de aşchiere la strunjire .......................................................... 14
2.3.2. Calculul regimului de aşchiere la găurire .............................................................. 29
2.3.3. Calculul regimului de aşchiere la lamare ................................................................ 31
2.3.4. Calculul regimului de aşchiere la filetare ............................................................... 33
2.4.Calculul normei tehnice de timp ..................................................................................... 37
2.4.1. Calculul normei tehnice de timp la strunjire ..................................................... 38
2.4.2. Calculul normei tehnice de timp la găurire ............................................................. 43
2.4.3. Calculul normei tehnice de timp la lamare ............................................................. 45
2.4.4. Calculul normei tehnice de timp la filetare ............................................................. 46
Capitolul 3- Studiul economico-financiar al realizării cilindrului hidraulic ............................. 49
3.1. Analiza situaţiei economico- financiare a SC Hidraulica SRL ...................................... 49
3.1.1. Analiza cifrei de afaceri .......................................................................................... 49
3.1.2. Analiza rezultatului din exploatare ......................................................................... 52
3.1.3. Analiza lichidităţii şi solvabilităţii întreprinderii ............................................... 55
3.1.4. Analiza ratelor de rentabilitate ................................................................................ 57
3.1.5. Analiza situaţiei financiare a întreprinderii ............................................................. 62
3.2. Calculul costurilor de producţie pentru realizarea cilindrului hidraulic ........................ 64
3.2.1. Calculul costurilor directe ....................................................................................... 65
3.2.2. Calculul costurilor indirecte .................................................................................... 683.3. Calculul preţului ţintă de vânzare şi a profitului ............................................................ 69
2
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 3/109
Lucrare de licenţă
Capitolul 4 – Prelucrarea cilindrului hidraulic pe un centru de prelucrare ............................... 70
4.1. Generalităţi .................................................................................................................... 70
4.2. Alegerea multicriterială a centrului de prelucrare ..........................................................70
4.3. Prezentarea centrului de prelucrare ales .................................................................73
4.4. Calculul regimului de aşchiere ......................................................................................74
Calculul regimului de aşchiere la strunjire ....................................................................... 74
4.4.2. Calculul regimului de aşchiere la găurire ............................................................... 86
4.4.3. Calculul regimului de aşchiere la lamare ................................................................ 88
Calculul regimului de aşchiere la filetare ......................................................................... 89
4.5. Calculul normei tehnice de timp .................................................................................... 93
4.5.1. Calculul normei tehnice de timp la strunjire ..................................................... 93
4.5.2. Calculul normei tehnice de timp la găurire ............................................................. 96
4.5.3. Calculul normei tehnice de timp la lamare ............................................................. 97
4.5.4. Calculul normei tehnice de timp la filetare ............................................................. 97
4.6. Calculul costurilor de producţie, preţului de vânzare şi a profitului .............................. 99
4.6.1. Calculul costurilor directe ....................................................................................... 99
4.6.2. Calculul costurilor indirecte ..................................................................................101
4.6.3. Calculul preţului ţintă de vânzare şi a profitului ...................................................101
4.7. Propunere de realizare a unui departament comercial ................................................. 102
4.7.1. Generalităţi ...........................................................................................................102
4.7.2. Organizarea departamentului comercial ............................................................... 103
4.8. Calculule privind investiţia realizată ...........................................................................103
4.8.1. Generalităţi .....................................................................................................103
4.8.2. Calculul indicatorilor sfecifici investiţiilor ...........................................................105
Bibliografie ............................................................................................................................. 109
Anexe ......................................................................................................................................109
3
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 4/109
Lucrare de licenţă
Introducere
Lucrarea de faţă propune analiza produsului cilindru hidraulic deoarece este un produs
care se comercializează individual şi se adresează unui număr mare şi diversificat de clienţi,
fiind folosind într-un număr mare de aplicaţii.
Studiul de caz a fost realizat în cadrul SC Hidraulica SRL din oraşul Săcele, societate ce
are o experienţă în domeniu de aproape 10 ani în fabricaţia şi comercializarea cilindrilor
hidraulici, dar şi a cilindrilor pneumatici şi telescopici.
Lucrarea a fost realizată pe baza datelor primite din interiorul firmei şi a aspectelor
observate în cadrul vizitelor efectuate la sediul societăţii.
Lucrarea prezintă aspecte privitoare la societatea SC Hidraulica SRL şi despre produsul
analizat. Pentru acesta s-a realizat planul de operaţii pe baza desenului de execuţie primit de la
societate, s-au calculat regimurile de aşchiere şi norma tehnică de timp pentru situaţia actuală,
precum şi costul de producţie şi preţul de vânzare ţinând cont de costurile directe şi indirecte
implicate în realizarea cilindrului hidraulic.
În continuare s-a analizat situaţia economico- financiară a firmei pe baza anumitor
indicatori şi modele de calcul.
Ţinând cont de rezultatele obţinute s-a propus renunţarea la anumite maşini-unelte vechi şi
aducerea unui centru de prelucrare care să reducă durata de prelucrare a produsului, efortul
uman depus, dar şi numărul de rebuturi rezultate. Această înlocuire a utilajelor atrage după
sine disponibilizarea unui număr de angajaţi, de aceea s-a propus, ţinând cont de acest aspect
şi de problemele evidenţiate în analiza economico-financiară a firmei, realizarea unui
departament comercial, în care să fie implicaţi angajaţii care ar urma să fie disponibilizaţi.
Pentru realizarea celor două modificări anterior prezentate este nevoie să se reamplaseze
maşinile-unelte şi spaţiile de depozitare existente pentru a se crea spaţiul necesar realizării
departamentului comercial şi amplasării noului centru de prelucrare.
În final s-a stabilit investiţia necesară realizării acestor propuneri şi s-au calculat o serie de
indicatori specifici investiţiilor.
4
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 5/109
Lucrare de licenţă
Capitolul 1 - Prezentarea societăţii
1.1. Scurt istoric
Societatea comercială Hidraulica SRL a fost constituită în anul 1998 ca o societate cu
răspundere limitată, în conformitate cu prevederile Legii 31/1990, având un capital social în
totalitate privat şi în valoare de 10310 lei, capital rămas neschimbat pe parcursul celor 12 ani
de activitate.
Societatea şi-a început activitatea cu asamblarea furtunurilor de presiune folosind materiale
de la reprezentanţa din Germania a societăţii Dunlop Hiflex. În următorii anii, firma şi-a
diversificat activitatea desfăşurată ajungând ca în prezent să ofere activităţi de consultanţă,
execuţie, reparaţii şi comercializare pentru o gamă largă de produse din domeniul hidraulicii
şi pneumaticii (în concordanţă cu codurile CAEN din Certificatul Constatator).
Datorită extinderii gamei de produse şi servicii oferite, SC Hidraulica SRL îşi desfăşoară
activitatea în punctul de lucru din oraşul Săcele, judeţul Braşov, Str. Avram Iancu nr. 62 şi în
cadrul filialei din oraşul Otopeni, Municipiul Bucureşti, Str. Calea Bucureştilor nr. 247,
deschisă în anul 2004. De asemenea, societatea a construit noi ateliere, pe măsură ce şi-a
diversificat obiectul de activitate, şi a adăugat un parc auto, care în prezent cuprinde opt
autoturisme şi două autoutilitare.
Fig. 1.1 Produsele SC Hidraulica SRL
5
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 6/109
Lucrare de licenţă
1.2. Concurenţi, furnizori şi clienţi
Mediul concurenţial pe piaţa românească în domeniul hidraulic şi pneumatic este într-o
continuă creştere în ultimii ani, dar cei mai importanţi concurenţi ai societăţii sunt consideraţi:
Lasedo SRL, Lyra Prodimex SRL, Total hydraulic SRL, Hansa Flex SRL, Centrul Hidraulic
SRL. Hidraulica SRL face faţă acestui mediu concurenţial datorită faptului că oferă o gamă
mult mai largă de produse şi de servicii şi realizează produse nestandardizate, conform
cerinţelor clienţilor, oferind acestora posibilitatea de a procura produse care se găsesc foarte
greu. Prin acestea, societatea reuşeşte să obţină un avantaj competitiv pe piaţă.
Furnizorii sunt organizaţiile şi indivizii care oferă firmei inputurile (materii şi materiale,
utilaje, echipament tehnologic, energie, ambalaje, servicii, forţă de muncă informaţii etc)
necesare fabricării produselor proprii. Dintre aceştia cei mai importanţi sunt aceia care asigură
aprovizionarea cu materii prime şi materiale deoarece acestea influenţează în cea mai mare
măsură calitatea produselor fabricate. Din acest motiv, SC Hidraulica SRL apelează la firme
cu o largă experienţă, recunoscute pe plan mondial pentru profesionalismul lor şi pentru
respectarea contractelor încheiate. Câteva dintre acestea sunt: Dunlop Hiflex, Baggerman,
Darda, Economos, Aignep, Cladivari, Parker, GKN, Legris.
Clienţii existenţi, dar şi potenţiali, ai societăţii sunt toate firmele care folosesc diverse
maşini, utilaje, instalaţii, echipamente etc. din domeniul pneumatic sau hidraulic. Aceştia se
împart în două categorii: clienţi fideli care apelează mereu la firma Hidraulica SRL şi clienţi
ocazionali care au achiziţionat produse sau apelat la serviciile firmei o singură dată.
Pe parcursul celor 12 ani de activitate, societatea a reuşit să ajungă la un portofoliu
impresionant de clienţi cu care au relaţii de colaborare permanente. Câţiva dintre aceştia sunt:
Stabilus SRL, Rolem SRL, Comprest SA, Eurostrada SA, Ina Schaffler SRL, Consac SRL,
Rouleau Guichard SRL, Holzindustrie SRL, Silnef SRL, Daewoo Automobile SA etc.
1.3. Organizarea întreprinderii
Pentru asigurarea unei bune funcţionări a
societăţii şi existenţei unor relaţii bine definite în
cadrul firmei, SC Hidraulica SRL este organizată
în birouri şi ateliere :
- birou facturi
- birou personal vânzare
- sală conferinţe- birou ingineri- directori Fig. 1.2 Birou personal- vânzare
6
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 7/109
Lucrare de licenţă
- atelier prelucrări prin aşchiere
- atelier reparaţii
- atelier garnituri
- magazie
- atelier furtunuri
- atelier sudură
Fiecare atelier este dotat cu utilaje specifice,
universale sau specializate, (ex. Maşini de găurit,
strunguri universale, freze, maşini cu CNC Fig. 1.3 Atelier cilindrii hidraulici
pentru prelucrare materiale metalice, maşini cu CNC pentru prelucrare materiale nemetalice,
prese, aparate de sudură etc.) şi prevăzut cu spaţii de depozitare a materiilor prime şi
materialelor, semifabricatelor, produselor finite, sculelor. Acestea sunt amplasate pe grupe
omogene de maşini-unelte.
La asigurarea unor condiţii optime pentru desfăşurarea activităţii şi obţinerea unor piese
calitative, societatea a încheiat următoarele contracte: de salubritate,de predare deşeuri şi
rebuturi neremediabile rezultate în cadrul activităţii, de prestări serviicii de la terţi pentru
vulcanizări, debitări cu laser şi acoperiri metalice, lucrări ce nu pot fi realizate în cadrul
întreprinderii, dar sunt necesare pentru realizarea produselor.
SC Hidraulica SRL a ajuns să aibă un număr de 78 de angajaţi, în cele două puncte de
lucru, cu o înaltă calificare în domeniu. Strategia privind aceste resurse umane urmăreşte ca
prin organizarea, recrutarea şi selecţia, dezvoltarea, promovarea şi serviciile sociale oferite să
existe în cadrul întreprinderii o forţă de muncă instruită şi motivată care să contribuie, prin
continua îmbunătăţire a performanţelor individuale şi de echipă, la satisfacerea cerinţelor
clienţilor.
Societatea are ca şi misiune să ofere clienţilor săi produsele de care au nevoie la o calitate
superioară prin utilizarea unor materii prime şi materiale specifice, cu rapiditatea şi
promptitudinea promisă. Acest lucru este dovedit de faptul că firma a obţinut, implementat şi
certificat următoarele certificate de calitate şi de management: ISO 9001:2001 (9001:2000),
ISO 14001:2005 (14001:2004), OHSAS 18001:2004.
În continuare societatea încearcă să ofere calitate şi promptitudine prin modernizarea
treptată a atelierelor, crearea de departamente specializate şi căutarea celor mai bune rapoturi
calitate- preţ.
7
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 8/109
Lucrare de licenţă
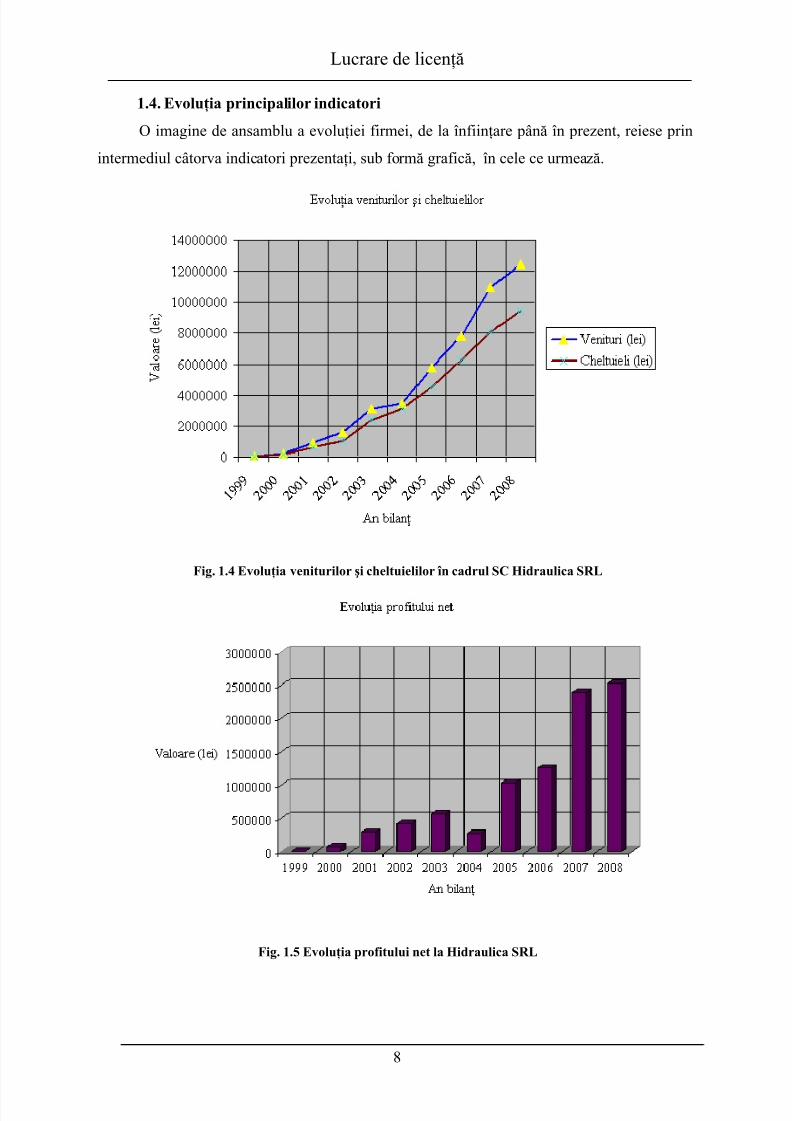
1.4. Evoluţia principalilor indicatori
O imagine de ansamblu a evoluţiei firmei, de la înfiinţare până în prezent, reiese prin
intermediul câtorva indicatori prezentaţi, sub formă grafică, în cele ce urmează.
Fig. 1.4 Evoluţia veniturilor şi cheltuielilor în cadrul SC Hidraulica SRL
Fig. 1.5 Evoluţia profitului net la Hidraulica SRL
8

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 9/109
Lucrare de licenţă
Capitolul 2 - Studiul tehnologic al realizării cilindrului hidraulic
2.1. Prezentare generală cilindrii hidraulici
Cilindrii hidraulici sau motoarele hidraulice liniare sunt organe de lucru (de execuţie) care
primesc energie hidrostatică produsă de pompele volumice, o transformă în energie mecanică
de translaţie pe care o transmit mecanismelor acţionate.[3]
Datorită avantajelor pe care le posedă, cilindrii hidraulici au o frecvenţă mare de utilizare în
sistemul de acţionare şi comandă hidraulică, precum în:
1. Industria construcţiilor
- excavatoare;
- buldozere;
- basculante;
- camioane.
2. Transport
- platforme;
- stivuitoare;
- braţ de încărcare. Fig. 2.1 Domenii de utilizare cilindrii hidraulici
3. Agricultură
- tractoare;
- combine;
- semănători.
4. Diferite ramuri ale industriei
- utilaje industriale (roboţi industriali, maşini
speciale, prese, etc.);
- construcţii navale (bărci, vapoare); Fig. 2.2 Domenii de utilizare cilindrii hidraulici
- construcţii de autoturisme;
- construcţii de camioane şi tractoare.
Principala clasificare a cilindrilor hidraulici se face după criterii funcţionale şi
constructive. Astfel, aceştia pot fi:
a) cilindri cu simplă acţiune, la care deplasarea activă a pistonului sau ţevii se realizează sub
acţiunea presiunii lichidului din sistem, iar revenirea la poziţia iniţială, sub acţiunea forţelor
constante sau a unui resort;
9
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 10/109
Lucrare de licenţă
b) cilindri cu dublă acţiune, la care deplasarea pistonului sau ţevii, în ambele sensuri, se
realizează sub acţiunea lichidului refulat de pompă.
La rândul lor, cilindrii cu simplă acţiune pot fi: cu piston, cu plunjer sau telescopici, iar
cei cu dublă acţiune pot fi: cu piston sau telescopici. [3]
Caracteristicile cilindrilor hidraulici sunt:
- presiunea nominală de lucru p (bari);
- diametrul pistonului/ diametrul tijei D/d (cm);
-22
2
d D
D F i −
= ce reprezintă raportul secţiunilor de lucru;
- cursa de lucru c, dată în cm;
- forţa dezvoltată la presiunea p (daN);
- debitul consumat Q pentru a realiza o viteză de translaţie (cm 3 /s)
- viteza lichidului v, prin deschiderea racordurilor de alimentare n D , exprimată în
(m/s);
- volumul lichidului v din cilindrul la cursa maximă, maxS , dat în 3cm ;
- timpul t de efectuare a cursei c (s);
- randamentul mecanic mη , volumic vη , total t η la presiunea nominală de lucru (%);
[4]
2.2. Prezentare cilindru hidraulic studiat
Cilindrul hidraulic studiat în cadrul acestei lucrări este cu dublă acţiune, cu piston care este
deplasat, în ambele sensuri, sub acţiunea lichidului refulat de pompă.
Caracteristicile principale ale cilindrului hidraulic studiat sunt următoarele:
- presiune maximă: 500 bar
- temperatură de lucru: 30 ÷ 110 °C
- diametru alezaj: 30 ÷ 500 mm
- cursa: 10 ÷ 6000 mm
Pentru asigurarea satisfacerii clienţilor, firma SC Hidraulica SRL realizează acest cilindru
şi în afara dimensiunilor prezentate mai sus, adică conform cerinţelor clienţilor. Din acest
motiv se poate afirma că produsul studiat este realizat în producţie de unicate, atunci când este
vorba despre comenzile individuale ale clienţilor.
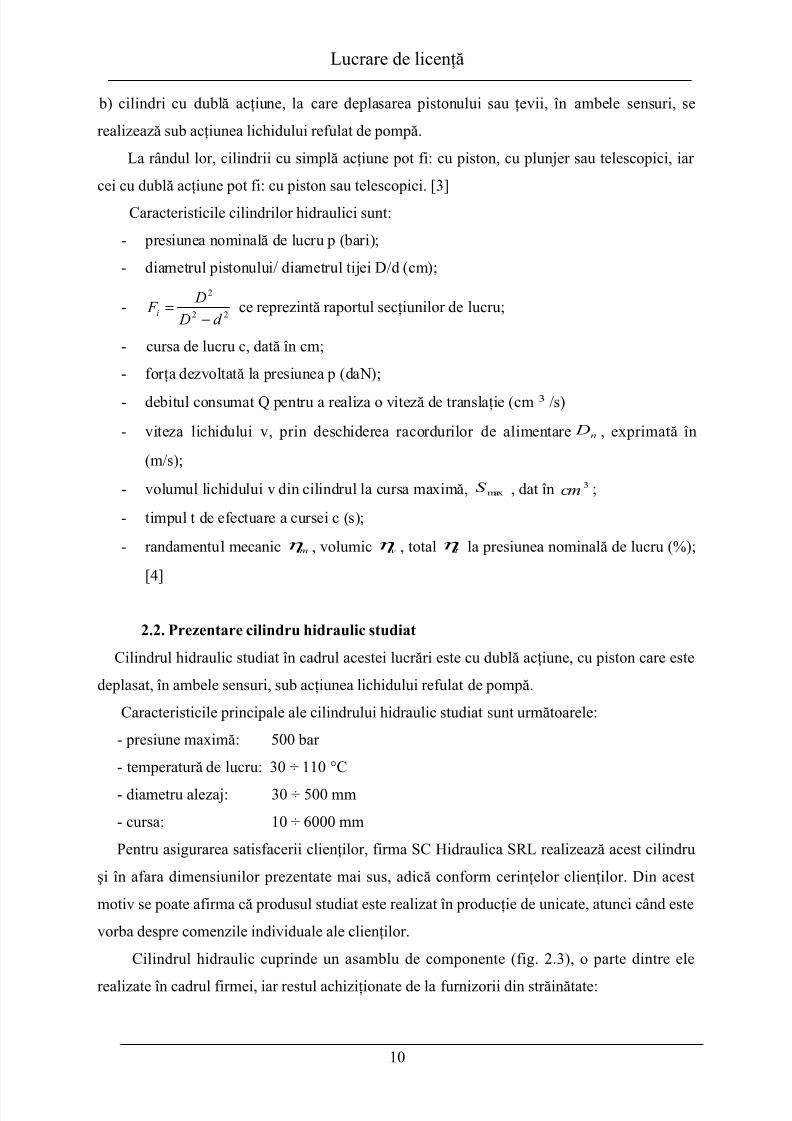
Cilindrul hidraulic cuprinde un asamblu de componente (fig. 2.3), o parte dintre ele
realizate în cadrul firmei, iar restul achiziţionate de la furnizorii din străinătate:
10

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 11/109
Lucrare de licenţă
1) cămaşa cilindrului, realizată dintr-o ţeavă honuită Ø 25/ Ø 35, cu rolul de a proteja întreg
ansamblul ;
2) tija unilaterală, prelucrată dintr-o bară cromată Ø 12, reprezintă elementul central al
cilindrului hidraulic, deoarece aceasta realizează deplasarea obiectelor ;
3) bucşa de închidere ajută la etanşarea cilindrului şi la închiderea acestuia;
4) ochet cu filet interior M10 şi ochet cu filet exterior M10 pentru prinderea laterală;
5) piuliţe M10 şi lungime 6 mm cu rol de fixare a ocheţilor pe cămaşa cilindrului, asigurându-
se o rigiditate mai mare ansamblului;
6) cap piston se deplasează o dată cu tija asigurând o etanşare continuă în timpul lucrului
cilindrului;
Fig.2.3 Elementele componente ale unui cilindrului hidraulic
7) capacul prin care se introduce uleiul astfel încât să se creeze forţa necesară deplasării tijei;8) garnitura DAS 25 este o soluţie de etanşare cap piston completă, pentru o excelentă
etanşare statică şi economie de spaţiu ;
9) inel “O” Ro 12x 2,5 şi inel “O” Ro 26x 2 ce reprezintă etanşări PTFE cu profil standard ;
10) garnitura strunjită S6 cu dimensiunile 12x 18x 5/6 asigură etanşare automată şi reduce
tendinţa de lipire-alunecare ;
9) banda de ghidare F1 cu dimensiunile 12x 14x 10 cu rolul de a asigura deplasarea corectă a
tijei în timpul lucrului şi a evita contactului metalic între bucşă şi tijă;
11
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 12/109
Lucrare de licenţă
10) ştergătorul ASA de dimensiuni 12x 20x 4 asigură o protecţie fiabilă contra pătrunderii
prafului şi murdăriei, permiţând curăţirea tijei de pelicula reziduală de ulei.
Realizarea cilindrului hidraulic presupune parcurgerea următoarelor etape:
1. Stabilirea cursei şi forţei pe care cilindrul hidraulic trebuie să le realizeze;
2. Alegere dimensiunilor elementelor componente;
3. Debitarea materialelor necesare prelucrărilor;
4. Prelucrări metalice prin strunjire la reperele:
cămăşă, tijă, cap piston, bucşă închidere şi
capac;
5. Verificarea dimensională a pieselor metalice
prelucrate;
6. Alegerea soluţiilor pentru etanşarea cilindrului
hidraulic;
7. Asamblarea elementelor;
8. Realizarea probelor şi verificărilor finale. Fig. 2.4 Cilindru hidraulic
Pentru elementele componente executate în cadrul societăţii, se va prezenta planul de
operaţii pentru a detalia aspecte legate de procesul de producţie: maşini-unelte utilizate,
scule aşchietoare folosite, regimuri de aşchiere şi norme de timp necesare. (Anexa 1)
2.3. Calculul regimurilor de aşchiere
Regimul de aşchiere este nelipsit în cadrul execuţiei prelucrărilor şi are următoarele
elemente componente:
- adâncimea de aşchiere „t” care este definită ca mărimea tăişului principal aflat în contact cu
piesa de prelucrat, măsurată perpendicular pe planul de lucru;
- viteza de aşchiere „v” care este definită ca viteza la un moment dat, în direcţia mişcării de
aşchiere, a unui punct de aşchiere considerat pe tăişul sculei;
- avansul „s” care este determinat de obicei în mm la o rotaţie a piesei sau sculei. [6]
Toate aceste elemente sunt calculate pentru reperele cilindrului hidraulic care sunt
fabricate în cadrul societăţii Hidraulica SRL şi anume:
12
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 13/109
Lucrare de licenţă
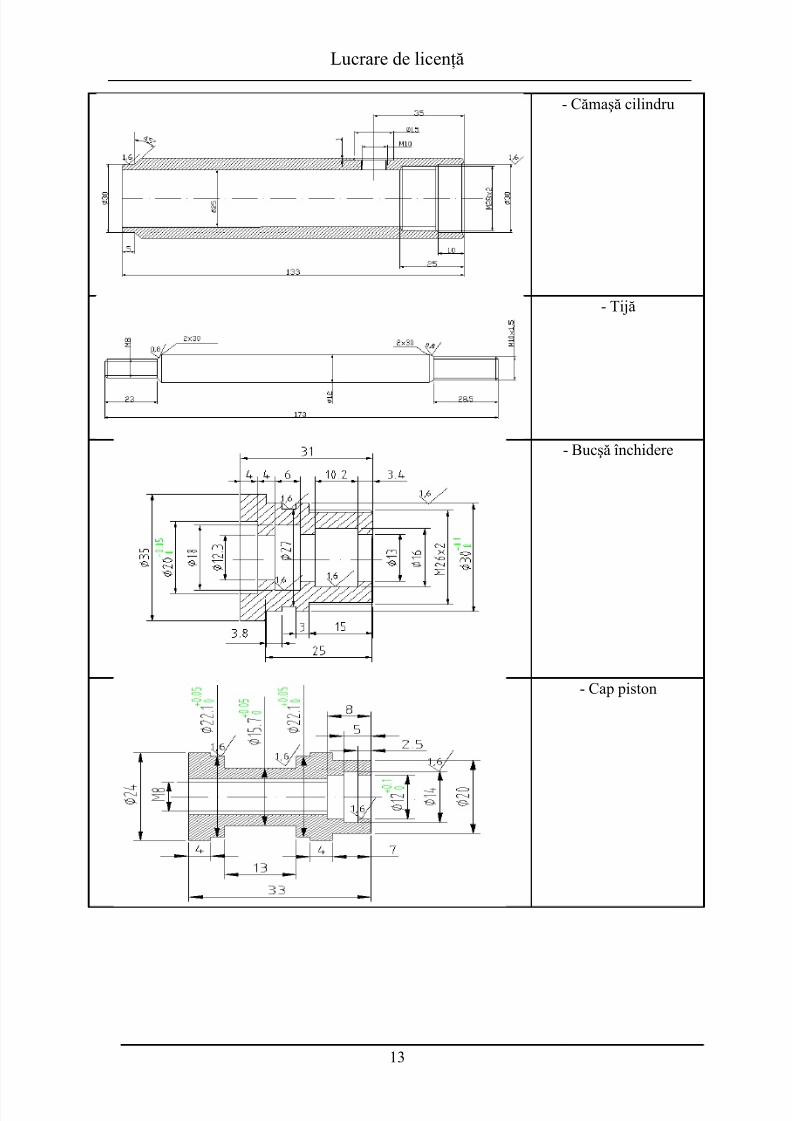
- Cămaşă cilindru
- Tijă
- Bucşă închidere
- Cap piston
13
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 14/109
Lucrare de licenţă
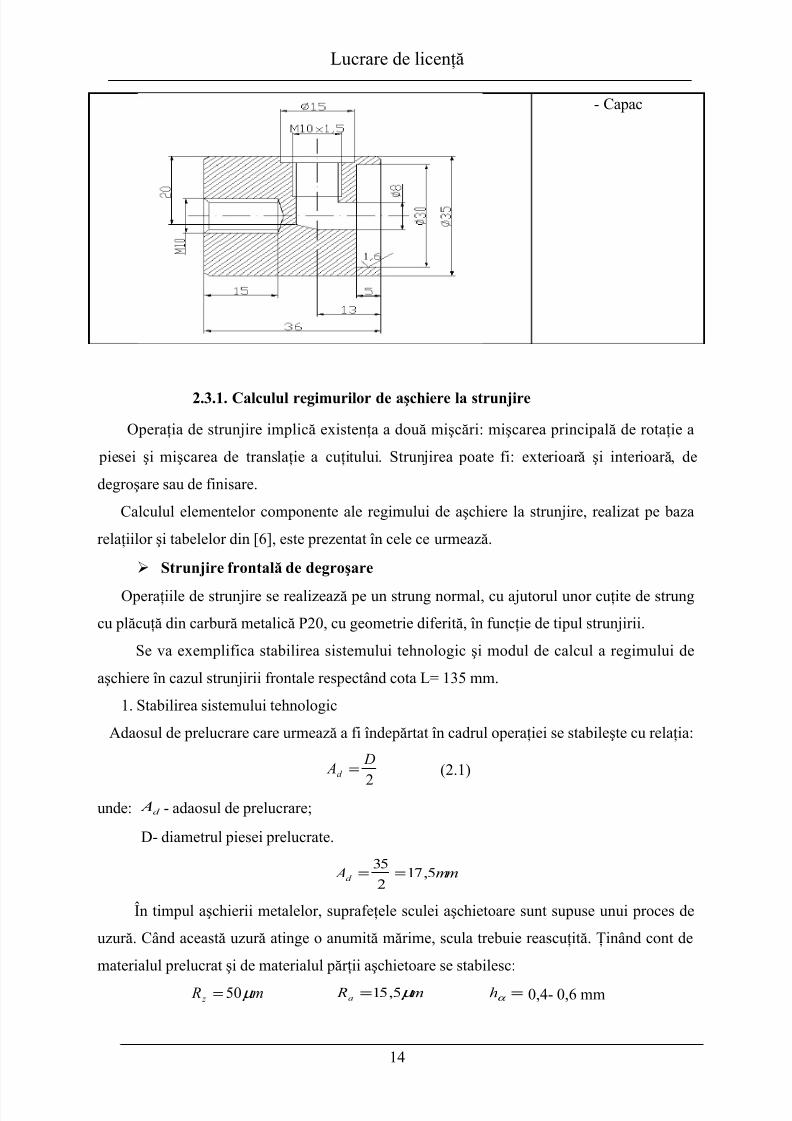
- Capac
2.3.1. Calculul regimurilor de aşchiere la strunjire
Operaţia de strunjire implică existenţa a două mişcări: mişcarea principală de rotaţie a
piesei şi mişcarea de translaţie a cuţitului. Strunjirea poate fi: exterioară şi interioară, de
degroşare sau de finisare.
Calculul elementelor componente ale regimului de aşchiere la strunjire, realizat pe baza
relaţiilor şi tabelelor din [6], este prezentat în cele ce urmează.
Strunjire frontală de degroşare
Operaţiile de strunjire se realizează pe un strung normal, cu ajutorul unor cuţite de strung
cu plăcuţă din carbură metalică P20, cu geometrie diferită, în funcţie de tipul strunjirii.
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul strunjirii frontale respectând cota L= 135 mm.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul operaţiei se stabileşte cu relaţia:
2
D Ad = (2.1)
unde: d A - adaosul de prelucrare;
D- diametrul piesei prelucrate.
mm Ad 5,172
35==
În timpul aşchierii metalelor, suprafeţele sculei aşchietoare sunt supuse unui proces de
uzură. Când această uzură atinge o anumită mărime, scula trebuie reascuţită. Ţinând cont de
materialul prelucrat şi de materialul părţii aşchietoare se stabilesc:
m R z µ 50= m Ra µ 5,15= =α h 0,4- 0,6 mm
14

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 15/109
Lucrare de licenţă
Pe baza secţiunii cuţitului utilizat rezultă că durabilitatea sculei este: T= 45 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
va fi egală cu lăţimea cuţitului, adică: mmt 3= .
2.2. Stabilirea avansului de aşchiere
În cazul operaţiilor de strunjire frontală, avansul se adoptă în funcţie de diametrul
prelucrat şi lungimea ţăişului cuţitului. Astfel, se adoptă un avans s= 0,08.
2.3. Stabilirea vitezei de aşchiere
Formula de calcul a vitezei de aşchiere este:
1211106
2
2002
k k k k HB sT
C
v n
Y m
v
∗∗∗∗
∗∗
= (2.2)
în care: v- viteza de aşchiere;
T- durabilitatea sculei aşchietoare;
2vC - coeficient ce depinde de caracteristicile materialul prelucrat şi cel al sculei;
m- exponentul durabilităţii;
s- avansul de aşchiere;
2 y - exponent pentru avans;
HB- duritatea Brinell a materialului de prelucrat;
n- exponentul durităţii;
6k - coeficient ce ţine seama de materialul prelucrat;
10k - coeficient ce ţine seama de variaţia vitezei de aşchiere;
11k - coeficient ce ţine seama de adâncimea canalului la retezare;
12k - coeficient ce ţine seama de tipul maşinii-unelte.
2vC = 72,8 2 y = 0,35 m= 0,15 T= 45 min
s= 0,12 mm/rot HB= 250 n= 1,75 12k = 1
6k = 1 7
k = 1 10k = 1 98,0
11=k
min/06,66198,0111
200
25008,045
8,7275,1
35,015,0
mv =∗∗∗∗∗
∗∗
=
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
15
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 16/109
Lucrare de licenţă
d
vn
∗∗
=π
1000(2.3)
în care: n- turaţia semifabricatului;
v- viteza de aşchiere;
d- diametrul prelucrat.
09,6013514,3
06,661000=
∗
∗=n rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
snv s ∗= (2.4)
08,4808,009,601 =∗= sv m/min
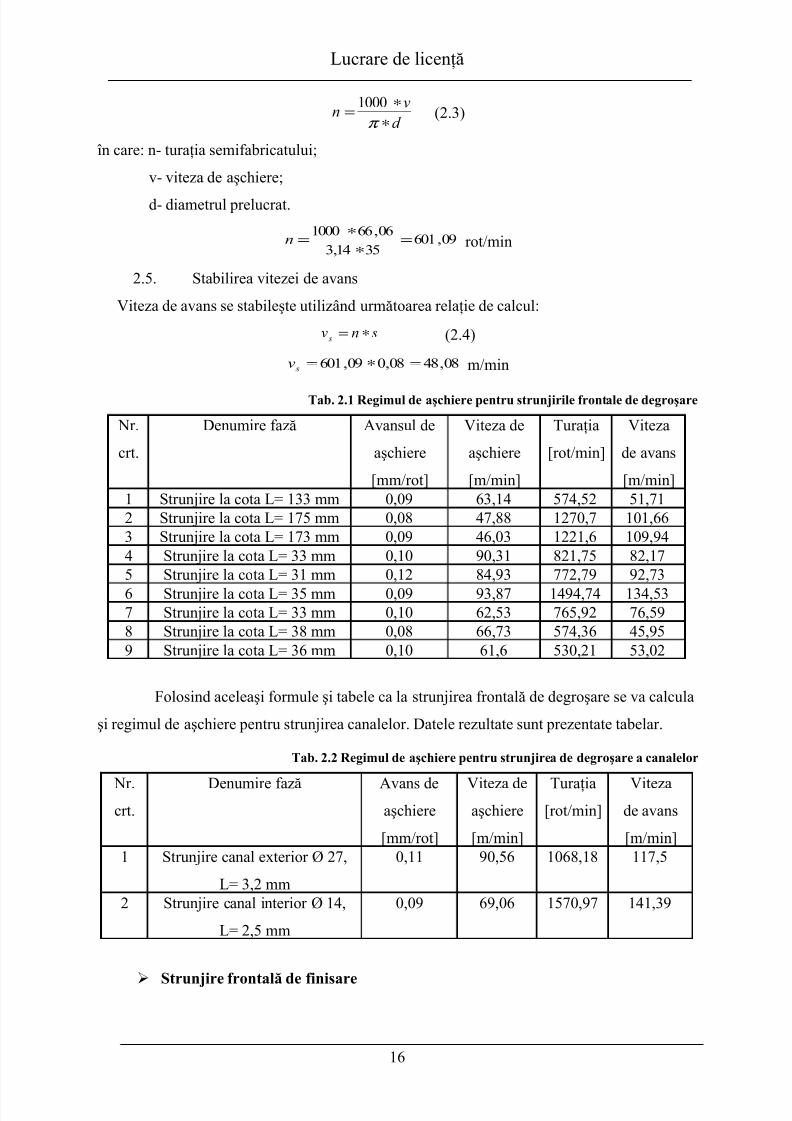
Tab. 2.1 Regimul de aşchiere pentru strunjirile frontale de degroşare
Nr.
crt.
Denumire fază Avansul de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Strunjire la cota L= 133 mm 0,09 63,14 574,52 51,712 Strunjire la cota L= 175 mm 0,08 47,88 1270,7 101,663 Strunjire la cota L= 173 mm 0,09 46,03 1221,6 109,944 Strunjire la cota L= 33 mm 0,10 90,31 821,75 82,175 Strunjire la cota L= 31 mm 0,12 84,93 772,79 92,736 Strunjire la cota L= 35 mm 0,09 93,87 1494,74 134,537 Strunjire la cota L= 33 mm 0,10 62,53 765,92 76,598 Strunjire la cota L= 38 mm 0,08 66,73 574,36 45,959 Strunjire la cota L= 36 mm 0,10 61,6 530,21 53,02
Folosind aceleaşi formule şi tabele ca la strunjirea frontală de degroşare se va calcula
şi regimul de aşchiere pentru strunjirea canalelor. Datele rezultate sunt prezentate tabelar.
Tab. 2.2 Regimul de aşchiere pentru strunjirea de degroşare a canalelor
Nr.crt.
Denumire fază Avans deaşchiere
[mm/rot]
Viteza deaşchiere
[m/min]
Turaţia[rot/min]
Vitezade avans
[m/min]1 Strunjire canal exterior Ø 27,
L= 3,2 mm
0,11 90,56 1068,18 117,5
2 Strunjire canal interior Ø 14,
L= 2,5 mm
0,09 69,06 1570,97 141,39
Strunjire frontală de finisare
16

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 17/109
Lucrare de licenţă
Se va exemplifica stabilirea modul de calcul în cazul strunjirii frontale respectând cota L=
135 mm, efectuată pe reperul ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileşte cu
următoarea relaţie:
mm D
A f 5,172
35
2===
Ţinând cont de materialul prelucrat se stabilesc:
m R z µ 5,12= m Ra µ 2,3= mmh 1,0=
α
Secţiunea cuţitului utilizat este pătrată, având dimensiunile 6x6 mm. Pe baza acesteia
rezultă că durabilitatea sculei aşchietoare este: T= 45 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea va
fi egală cu lăţimea cuţitului, adică: mmt 3= .
2.2. Stabilirea avansului de aşchiere
În cazul strunjirii de finisare, avansul se determină cu formula:
65 ee
aSRr RC s ∗∗= (2.5)
în care: SRC - coeficient ce depinde de unghiul de atac principal χ ;
a R - rugozitatea;
5e - exponent al rugozităţii;
r- raza la vârf;
6e - exponent al razei de racordare la vârf a sculei aşchietoare.
SRC = 0,0899 5e = 0,509 6
e = 0,463 r= 0,5 a R = 3,2 m µ
12,05,02,30899,0 463,0509,0 =∗∗= s mm/rot2.3. Stabilirea vitezei de aşchiere
Formula de calcul a vitezei de aşchiere pentru retezare este:
12111062 ****
200** 2
k k k k HB
sT
C v
n
Y m
v
=(2.6)
m= 0,15 n= 1,75 T= 45 min HB= 250
2vC = 72,8 2 y = 0,35 s= 0,14 mm/rot 6k = 1 7k = 1 10
k = 1 98,011=k 12
k = 1
17
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 18/109
Lucrare de licenţă
53,57198,0111
200
25012,045
8,7275,1
35,015,0
=∗∗∗∗∗
∗∗
=vm/min
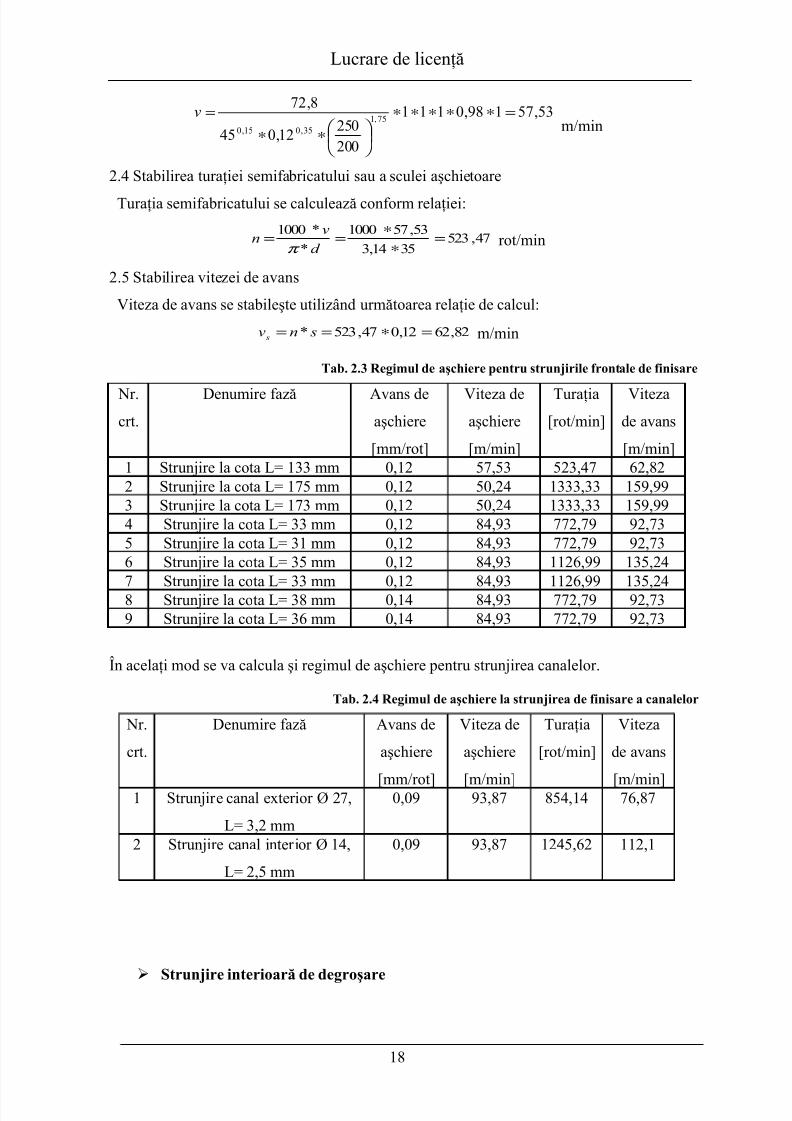
2.4 Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
47,5233514,3
53,571000
*
*1000=
∗∗
==d
vn
π rot/min
2.5 Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
82,6212,047,523* =∗== snv s m/min
Tab. 2.3 Regimul de aşchiere pentru strunjirile frontale de finisare
Nr.crt.
Denumire fază Avans deaşchiere
[mm/rot]
Viteza deaşchiere
[m/min]
Turaţia[rot/min]
Vitezade avans
[m/min]1 Strunjire la cota L= 133 mm 0,12 57,53 523,47 62,822 Strunjire la cota L= 175 mm 0,12 50,24 1333,33 159,993 Strunjire la cota L= 173 mm 0,12 50,24 1333,33 159,994 Strunjire la cota L= 33 mm 0,12 84,93 772,79 92,735 Strunjire la cota L= 31 mm 0,12 84,93 772,79 92,736 Strunjire la cota L= 35 mm 0,12 84,93 1126,99 135,24
7 Strunjire la cota L= 33 mm 0,12 84,93 1126,99 135,248 Strunjire la cota L= 38 mm 0,14 84,93 772,79 92,739 Strunjire la cota L= 36 mm 0,14 84,93 772,79 92,73
În acelaţi mod se va calcula şi regimul de aşchiere pentru strunjirea canalelor.
Tab. 2.4 Regimul de aşchiere la strunjirea de finisare a canalelor
Nr.
crt.
Denumire fază Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Strunjire canal exterior Ø 27,
L= 3,2 mm
0,09 93,87 854,14 76,87
2 Strunjire canal interior Ø 14,
L= 2,5 mm
0,09 93,87 1245,62 112,1
Strunjire interioară de degroşare
18

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 19/109
Lucrare de licenţă
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere pentru strunjirea interioară de degroşare Ø28, efectuată pe reperul ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileşte
cu următoarea relaţie simplificată:
l d Ad ∗+∗+= 0047,00218,098,1 (2.7)
în care: d A - adaosul de prelucrare;
d- diametrul piesei prelucrate;
l- lungimea de prelucrat.
mm Ad 17,2250047,0280218,098,1 =∗+∗+=
În timpul aşchierii metalelor, suprafeţele sculei aşchietoare se uzează, de aceea sestabilesc:
m R z µ 50= m Ra µ 5,12= mmh 6,0.....4,0=α
Secţiunea cuţitului utilizat este pătrată, având dimensiunile 16x16 mm. Pe baza acesteia
rezultă că durabilitatea sculei aşchietoare este: T=90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierease va calcula, având în vedere că adaosul îndepărtat este simetric, cu relaţia:
2
2 d At = (2.8)
355,12
71,2==t mm
2.2. Stabilirea avansului de aşchiere
Avansul, la strunjirile de degroşare, se alege din valori standardizate. Astfel s= 0,4 mm/rot.
2.3. Stabilirea vitezei de aşchiereÎn cazul strunjirii longitudinale, viteza de aşchiere poate fi exprimată cu relaţia:
987654321
200
k k k k k k k k k HB
st T
C v
n
y xm
v
vv
∗∗∗∗∗∗∗∗∗
∗∗∗
=(2.9)
în care: vC - coeficient ce depinde de caracteristicile materialului prelucrat şi ale materialului
sculei aşchietoare;
T- durabilitatea sculei aşchietoare;m- exponentul durabilităţii;
19

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 20/109
Lucrare de licenţă
t- adâncimea de aşchiere;
s- avansul de aşchiere;
vv y x , - exponenţii adâncimii de aşchiere, avansului;
HB- duritatea Brinell a materialului de prelucrat;n- exponentul durităţii materialului prelucrat;
1k , 2k , 3
k , 4k , 5k , 6
k , 7k , 8
k , 9k - coeficienţi ce ţin seama de influenţa
diferitelor aspecte legate de scula aşchietoare şi de semifabricatul prelucrat;
m= 0,125 T= 90 min vC = 294 18,0=v x
35,0=v y
t= 1,355 min s= 0,4 mm/rot HB= 250 n=1,75
93,030201616
3020
08,0
1 =
=
=
x x
xqk
ξ
ρ
χ
=
452k
în care: χ - unghiul de atac principal;
ρ - exponent în funcţie de materialul prelucrat. Pentru oţel, aluminiu şi aliaje de
magneziu prelucrate cu carburi metalice, grupa de utilizare P şi M, acesta ia valoarea 0,3.
87,07045
3,0
2 = =k
09,0
1
3
=
χ
ak
în care: a= 15 pentru scule armate cu plăcuţe dure;
1 χ - unghiul de atac secundar.
97,020
1509,0
3 =
=k
µ
=2
4
r k
în care: r- raza de racordare a vârfului cuţitului;
µ - exponent în funcţie de tipul prelucrării şi de materialul de prelucrat.
Pentru prelucrarea de degroşare µ = 0,1.
87,02
5,01,0
4 =
=k
85,05 =k 16 =k 17 =k 18 =k 19 =k
20
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 21/109
Lucrare de licenţă
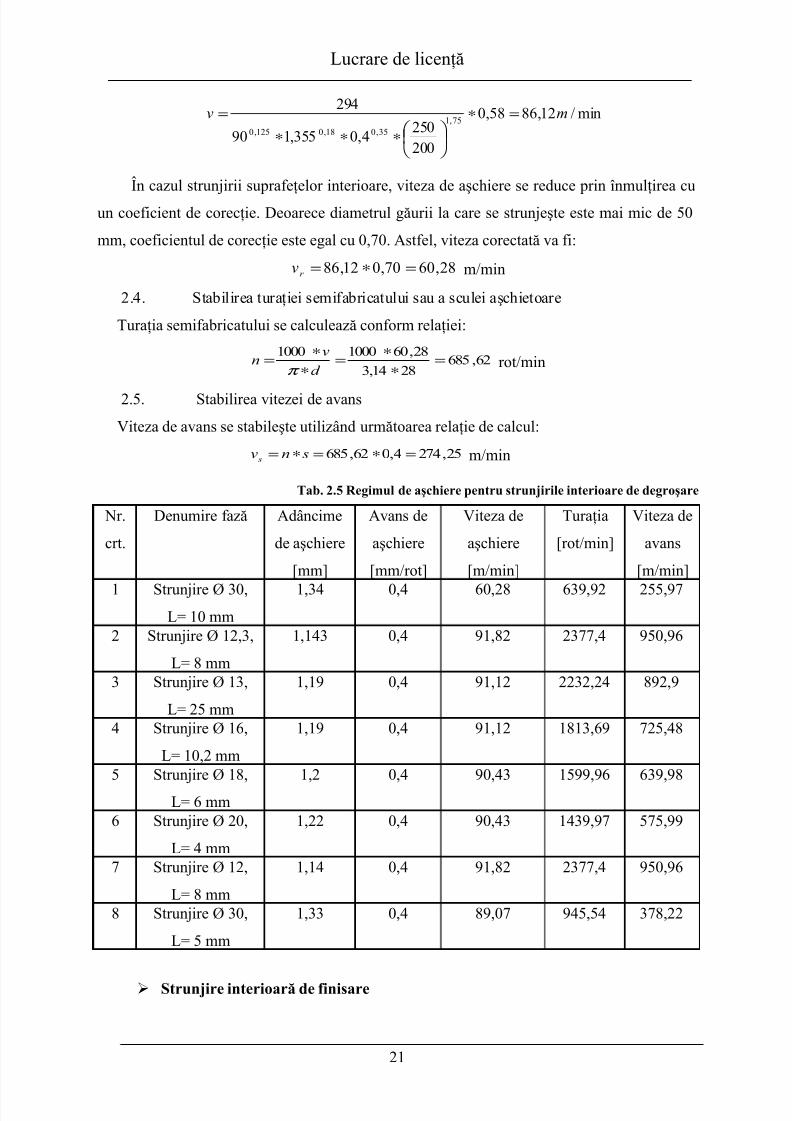
În cazul strunjirii suprafeţelor interioare, viteza de aşchiere se reduce prin înmulţirea cu
un coeficient de corecţie. Deoarece diametrul găurii la care se strunjeşte este mai mic de 50
mm, coeficientul de corecţie este egal cu 0,70. Astfel, viteza corectată va fi:
28,6070,012,86 =∗=r v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
62,6852814,3
28,6010001000=
∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
25,2744,062,685 =∗=∗= snv s m/min
Tab. 2.5 Regimul de aşchiere pentru strunjirile interioare de degroşare
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza de
avans
[m/min]
1 Strunjire Ø 30,L= 10 mm
1,34 0,4 60,28 639,92 255,97
2 Strunjire Ø 12,3,
L= 8 mm
1,143 0,4 91,82 2377,4 950,96
3 Strunjire Ø 13,
L= 25 mm
1,19 0,4 91,12 2232,24 892,9
4 Strunjire Ø 16,
L= 10,2 mm
1,19 0,4 91,12 1813,69 725,48
5 Strunjire Ø 18,
L= 6 mm
1,2 0,4 90,43 1599,96 639,98
6 Strunjire Ø 20,
L= 4 mm
1,22 0,4 90,43 1439,97 575,99
7 Strunjire Ø 12,
L= 8 mm
1,14 0,4 91,82 2377,4 950,96
8 Strunjire Ø 30,
L= 5 mm
1,33 0,4 89,07 945,54 378,22
Strunjire interioară de finisare
21
min/12,8658,0
200
2504,0355,190
29475,1
35,018,0125,0
mv =∗
∗∗∗
=

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 22/109
Lucrare de licenţă
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul strunjirii interioare de finisare Ø 28, efectuată pe reperul ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileşte
cu următoarea relaţie simplificată:0046,022,0
44,0−∗∗= l d A f (2.10)
în care: f A - adaosul de prelucrare;
d- diametrul piesei prelucrate;
l- lungimea de prelucrat.
mm A f 84,0252844,00046,022,0 =∗∗= −
Ţinând cont de materialul prelucrat se stabilesc:m R
z µ 5,12= m Ra µ 2,3= mmh 1,0=
α
Secţiunea cuţitului utilizat este dreptunghiulară, având dimensiunile 16x10 mm. Pe baza
acesteia rezultă că durabilitatea sculei aşchietoare este: T=90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula cu relaţia:
42,02
84,0
2
2=== d A
t mm
Stabilirea avansului de aşchiere
Avansul se va stabili conform relaţiei:
65 ee
aS Rr RC s ∗∗=
0899,0=SRC 5e = 0,509 6e = 0,463 a
R = 3,2 m µ r=
0,5
12,05,02,30899,0463,0509,0 =∗∗= s mm/rot
2.3. Stabilirea vitezei de aşchiere
În cazul strunjirii longitudinale, viteza de aşchiere poate fi exprimată cu relaţia:
987654321
200
k k k k k k k k k HB
st T
C v
n
y xm
v
vv
∗∗∗∗∗∗∗∗∗
∗∗∗
=
m= 0,125 vC = 257 18,0=v x 20,0=v y
22
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 23/109
Lucrare de licenţă
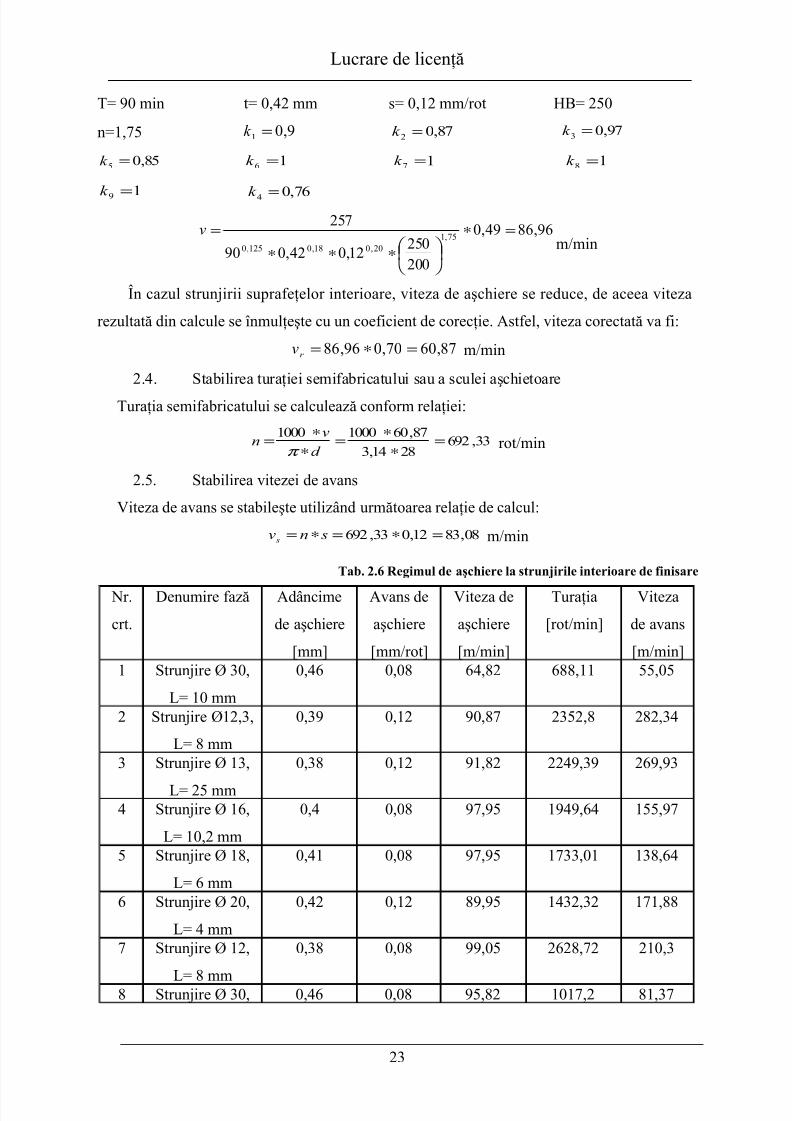
T= 90 min t= 0,42 mm s= 0,12 mm/rot HB= 250
n=1,75 9,01 =k 87,02 =k 97,0
3=k
85,05 =k 16 =k 17 =k 18 =k
19=
k 76,04 =k
96,8649,0
200
25012,042,090
25775,1
20,018,0125,0
=∗
∗∗∗
=vm/min
În cazul strunjirii suprafeţelor interioare, viteza de aşchiere se reduce, de aceea viteza
rezultată din calcule se înmulţeşte cu un coeficient de corecţie. Astfel, viteza corectată va fi:
87,6070,096,86 =∗=r v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
33,6922814,3
87,6010001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
08,8312,033,692 =∗=∗= snv s m/min
Tab. 2.6 Regimul de aşchiere la strunjirile interioare de finisare
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Strunjire Ø 30,
L= 10 mm
0,46 0,08 64,82 688,11 55,05
2 Strunjire Ø12,3,
L= 8 mm
0,39 0,12 90,87 2352,8 282,34
3 Strunjire Ø 13,
L= 25 mm
0,38 0,12 91,82 2249,39 269,93
4 Strunjire Ø 16,
L= 10,2 mm
0,4 0,08 97,95 1949,64 155,97
5 Strunjire Ø 18,
L= 6 mm
0,41 0,08 97,95 1733,01 138,64
6 Strunjire Ø 20,
L= 4 mm
0,42 0,12 89,95 1432,32 171,88
7 Strunjire Ø 12,
L= 8 mm
0,38 0,08 99,05 2628,72 210,3
8 Strunjire Ø 30, 0,46 0,08 95,82 1017,2 81,37
23

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 24/109
Lucrare de licenţă
L= 5 mm
Strunjire exterioară de degroşare
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul strunjirii exterioare de degroşare Ø 30.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileşte
cu următoarea relaţie simplificată:
mml d Ad 07,250047,0300218,098,10047,00218,098,1 =∗+∗+=∗+∗+=
Se stabilesc stabilesc următoarele valori referitoare la uzura sculei aşchietoare:
m R z µ 50= m Ra µ 5,12= mmh 6,0.....4,0=α
Secţiunea cuţitului utilizat este pătrată, având dimensiunile 16x16 mm. Pe baza acesteia
rezultă că durabilitatea sculei aşchietoare este: T=90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula, având în vedere că adaosul îndepărtat este simetric, cu relaţia:
035,1207,2
22 === d At mm
2.2. Stabilirea avansului de aşchiere
Avansul, în cazul strunjirilor de degroşare, se adoptă din tabele. Astfel, s= 0,48 mm/rot.
2.3. Stabilirea vitezei de aşchiere
În cazul strunjirii longitudinale, viteza de aşchiere poate fi exprimată cu relaţia:
987654321
200
k k k k k k k k k HB
st T
C v
n
y xm
v
vv
∗∗∗∗∗∗∗∗∗
∗∗∗
=
m= 0,125 vC = 294 18,0=v x 35,0=v y
T= 90 min t= 1,035 mm s= 0,48 mm/rot HB= 250
n=1,75 93,01=k 87,0
2=k 97,03 =k
87,04 =k 85,05 =k 16 =k 17 =k
18 =k 19 =k
24
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 25/109
Lucrare de licenţă
42,8458,0
200
25048,0035,190
29475,1
35,018,0125,0
=∗
∗∗∗
=vm/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
18,8963014,3
42,8410001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
16,43048,018,896 =∗=∗= snv s m/min
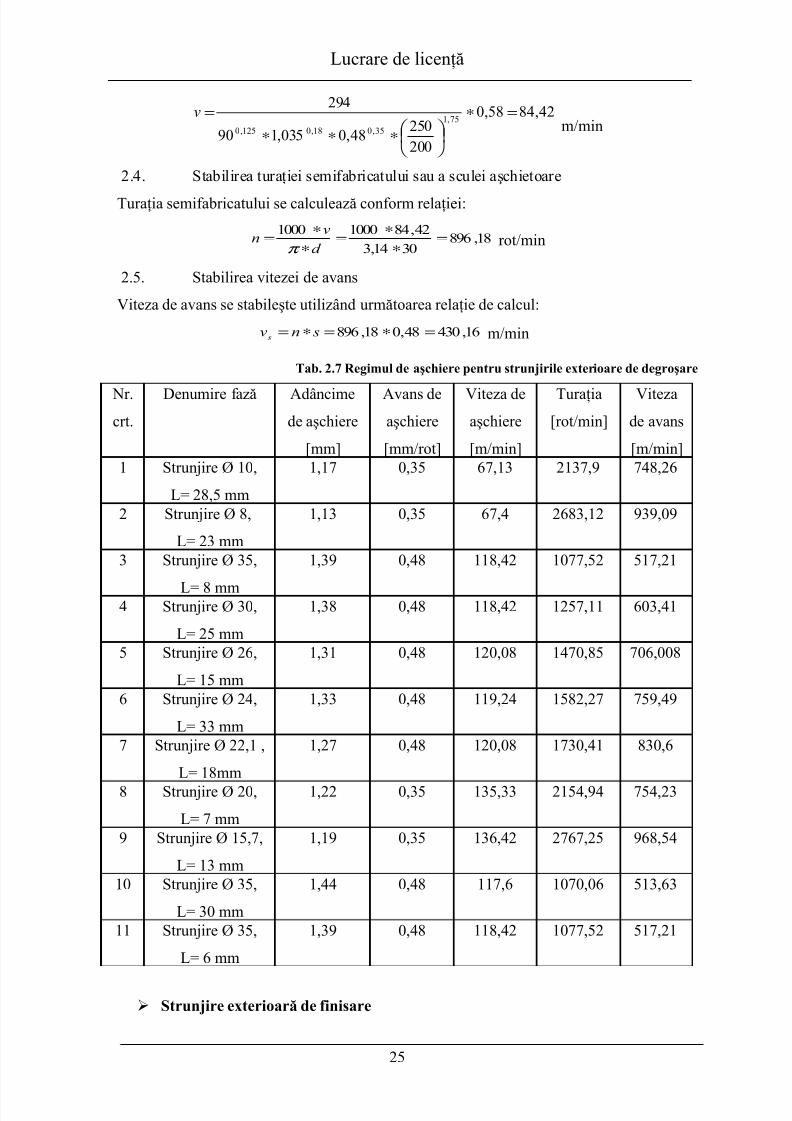
Tab. 2.7 Regimul de aşchiere pentru strunjirile exterioare de degroşare
Nr.crt.
Denumire fază Adâncimede aşchiere
[mm]
Avans deaşchiere
[mm/rot]
Viteza deaşchiere
[m/min]
Turaţia[rot/min]
Vitezade avans
[m/min]1 Strunjire Ø 10,
L= 28,5 mm
1,17 0,35 67,13 2137,9 748,26
2 Strunjire Ø 8,
L= 23 mm
1,13 0,35 67,4 2683,12 939,09
3 Strunjire Ø 35,
L= 8 mm
1,39 0,48 118,42 1077,52 517,21
4 Strunjire Ø 30,
L= 25 mm
1,38 0,48 118,42 1257,11 603,41
5 Strunjire Ø 26,
L= 15 mm
1,31 0,48 120,08 1470,85 706,008
6 Strunjire Ø 24,
L= 33 mm
1,33 0,48 119,24 1582,27 759,49
7 Strunjire Ø 22,1 ,
L= 18mm
1,27 0,48 120,08 1730,41 830,6
8 Strunjire Ø 20,
L= 7 mm
1,22 0,35 135,33 2154,94 754,23
9 Strunjire Ø 15,7,
L= 13 mm
1,19 0,35 136,42 2767,25 968,54
10 Strunjire Ø 35,
L= 30 mm
1,44 0,48 117,6 1070,06 513,63
11 Strunjire Ø 35,
L= 6 mm
1,39 0,48 118,42 1077,52 517,21
Strunjire exterioară de finisare
25

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 26/109
Lucrare de licenţă
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul strunjirii exterioare de finisare Ø 30, efectuată pe reperul ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileşte
cu următoarea relaţie simplificată:
mml d A f
92,053044,044,00046,022,00046,022,0 =∗∗=∗∗= −−
În timpul aşchierii metalelor, suprafeţele sculei aşchietoare sunt supuse unui proces de
uzură. Ţinând cont de materialul prelucrat se stabilesc:
m R z µ 5,12= m Ra µ 2,3= mmh 1,0=α
Secţiunea cuţitului utilizat este dreptunghiulară, având dimensiunile 16x10 mm. Pe baza
acesteia rezultă că durabilitatea sculei aşchietoare este: T=90 min.2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula, având în vedere că adaosul îndepărtat este simetric, cu relaţia:
46,02
92,0
2
2=== d A
t mm
2.2. Stabilirea avansului de aşchiere
Avansul se va stabili conform relaţiei:
65 ee
aS Rr RC s ∗∗=
0899,0=SRC 5e = 0,509 6e = 0,463 a
R = 1,6 m µ r= 0,5
08,05,06,10899,0 463,0509,0=∗∗= s mm/rot
2.3. Stabilirea vitezei de aşchiere
În cazul strunjirii longitudinale, viteza de aşchiere poate fi exprimată cu relaţia:
987654321
200
k k k k k k k k k HB
st T
C v
n
y xm
v
vv
∗∗∗∗∗∗∗∗∗
∗∗∗
=
m= 0,125 vC = 257 18,0=v x 20,0=v y T= 90
min
t= 0,46 mm s= 0,08 mm/rot HB= 250 n=1,75 9,01 =k
87,02=k 97,03 =k 76,04 =k 85,05 =k 16 =k
17 =k 18 =k 19 =k
26
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 27/109
Lucrare de licenţă
59,9249,0
200
25008,046,090
25775,1
20,018,0125,0
=∗
∗∗∗
=vm/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
91,9823014,3
59,9210001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
63,7808,091,982 =∗=∗= snv s m/min
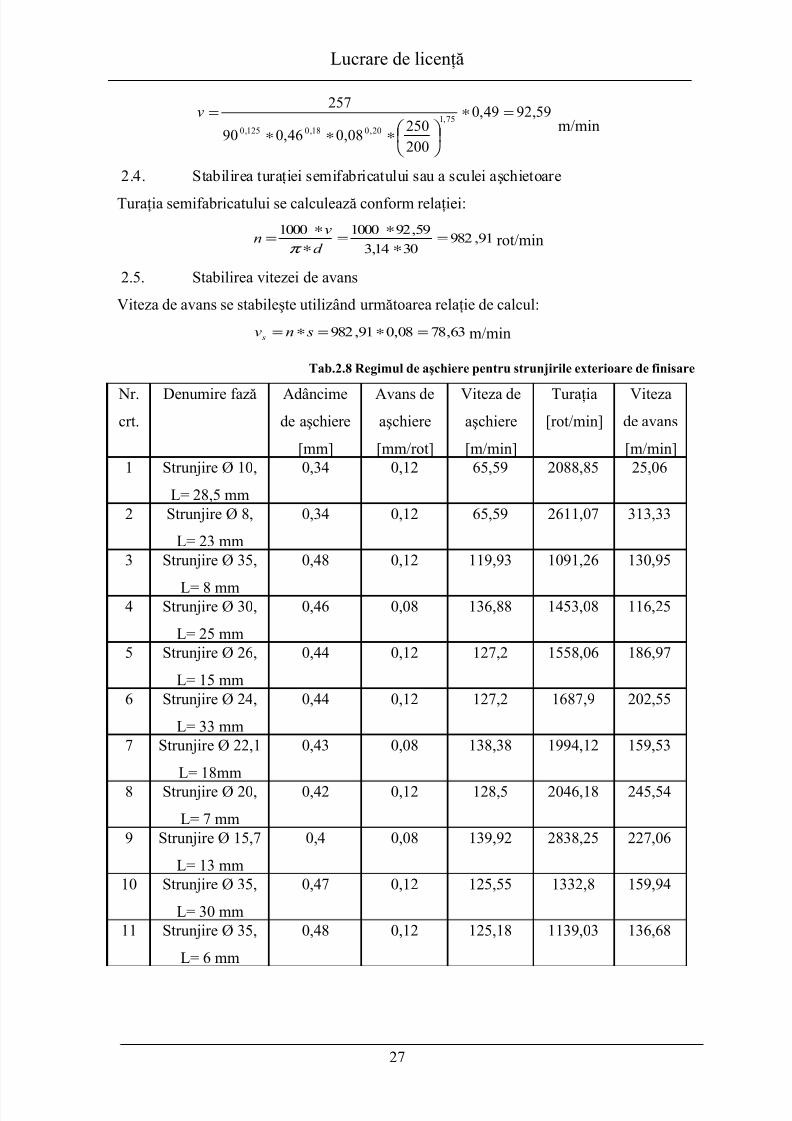
Tab.2.8 Regimul de aşchiere pentru strunjirile exterioare de finisare
Nr.crt.
Denumire fază Adâncimede aşchiere
[mm]
Avans deaşchiere
[mm/rot]
Viteza deaşchiere
[m/min]
Turaţia[rot/min]
Vitezade avans
[m/min]1 Strunjire Ø 10,
L= 28,5 mm
0,34 0,12 65,59 2088,85 25,06
2 Strunjire Ø 8,
L= 23 mm
0,34 0,12 65,59 2611,07 313,33
3 Strunjire Ø 35,
L= 8 mm
0,48 0,12 119,93 1091,26 130,95
4 Strunjire Ø 30,
L= 25 mm
0,46 0,08 136,88 1453,08 116,25
5 Strunjire Ø 26,
L= 15 mm
0,44 0,12 127,2 1558,06 186,97
6 Strunjire Ø 24,
L= 33 mm
0,44 0,12 127,2 1687,9 202,55
7 Strunjire Ø 22,1
L= 18mm
0,43 0,08 138,38 1994,12 159,53
8 Strunjire Ø 20,
L= 7 mm
0,42 0,12 128,5 2046,18 245,54
9 Strunjire Ø 15,7
L= 13 mm
0,4 0,08 139,92 2838,25 227,06
10 Strunjire Ø 35,
L= 30 mm
0,47 0,12 125,55 1332,8 159,94
11 Strunjire Ø 35,
L= 6 mm
0,48 0,12 125,18 1139,03 136,68
27

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 28/109
Lucrare de licenţă
Pentru strunjire Ø 15,7 se recalculează viteza de aşchiere, adoptându-se turaţia maximă a
strungului de 2800 rot/min.
08,1381000
14,37,152800=
∗∗=r v m/min
Execuţie teşire
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul execuţiei teşiturii 2x45 0 , efectuată pe reperul ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat la această operaţie este: 2= Ap mm.
Uzura admisibilă a sculei aşchietoare este:
m R z µ 50= m Ra µ 5,12= ⇒ mmh 6,0.....4,0=α
Ţinând cont de secţiunea cuţitului, se adoptă o durabilitate a sculei aşchietoare de 90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
este considerată a fi egală cu adaosul de prelucrare.
2==p
At mm (2.11)
2.2. Stabilirea avansului de aşchiere
Avansul se alege din valori standardizate. Astfel, se adoptă s= 0,4 mm/rot.
2.3. Stabilirea vitezei de aşchiere
În cazul strunjirii longitudinale, viteza de aşchiere poate fi exprimată cu relaţia:
987654321
200
k k k k k k k k k HB
st T
C v
n
y xm
v
vv
∗∗∗∗∗∗∗∗∗
∗∗∗
=
m= 0,125 vC = 257 18,0=v x 20,0=v y T= 90min
t= 2 mm s= 0,4 mm/rot HB= 250 n=1,75 93,01=k
87,02=k 97,03 =k 76,04 =k 85,05 =k 16 =k
17 =k 18 =k 19 =k
39,7051,0
200
2504,0290
29475,1
35,018,0125,0
=∗
∗∗∗
=vm/min
3. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
28
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 29/109
Lucrare de licenţă
Turaţia semifabricatului se calculează conform relaţiei:
49,6403514,3
39,7010001000=
∗∗
=∗∗
=d
vn
π rot/min
4. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
2,2564,049,640 =∗=∗= snv s m/min
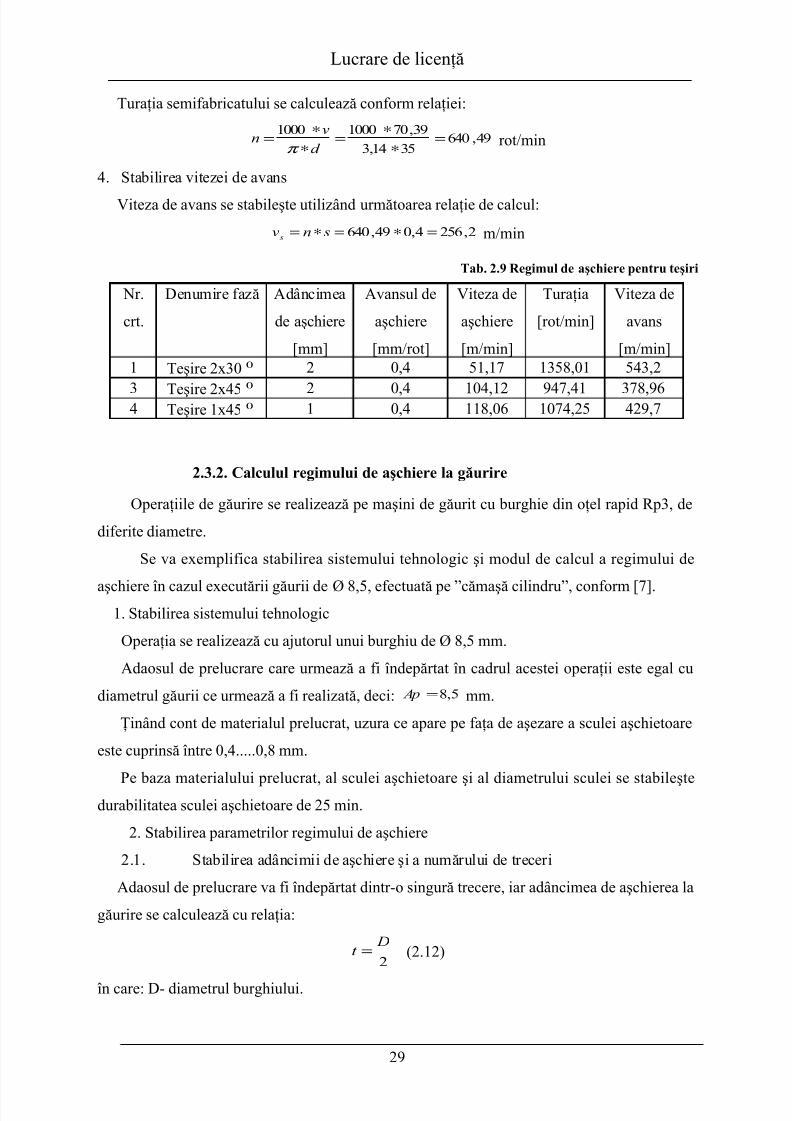
Tab. 2.9 Regimul de aşchiere pentru teşiri
Nr.
crt.
Denumire fază Adâncimea
de aşchiere
[mm]
Avansul de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza de
avans
[m/min]1 Teşire 2x30 0 2 0,4 51,17 1358,01 543,2
3 Teşire 2x450
2 0,4 104,12 947,41 378,964 Teşire 1x45 0 1 0,4 118,06 1074,25 429,7
2.3.2. Calculul regimului de aşchiere la găurire
Operaţiile de găurire se realizează pe maşini de găurit cu burghie din oţel rapid Rp3, de
diferite diametre.
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării găurii de Ø 8,5, efectuată pe ”cămaşă cilindru”, conform [7].1. Stabilirea sistemului tehnologic
Operaţia se realizează cu ajutorul unui burghiu de Ø 8,5 mm.
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii este egal cu
diametrul găurii ce urmează a fi realizată, deci: 5,8= Ap mm.
Ţinând cont de materialul prelucrat, uzura ce apare pe faţa de aşezare a sculei aşchietoare
este cuprinsă între 0,4.....0,8 mm.
Pe baza materialului prelucrat, al sculei aşchietoare şi al diametrului sculei se stabileştedurabilitatea sculei aşchietoare de 25 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea la
găurire se calculează cu relaţia:
2
Dt = (2.12)
în care: D- diametrul burghiului.
29

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 30/109
Lucrare de licenţă
25,42
5,8==t mm
2.2. Stabilirea avansului de aşchiere
Avansul reprezintă deplasarea burghiului de-a lungul axei, la o rotaţie a arborelui
principal al maşinii. Calcului acestuia se face cu relaţia:6,0 DC K s S S ∗∗= (2.13)
în care: S K - coeficient de corecţie în funcţie de lungimea găurii;
S C - coeficientul de avans;
D - diametrul burghiului.
Deoarece lungimea pe care se realizează gaura este mai mică decât triplul diametrului
acesteia, se consideră S K = 1.
S C = 0,038 D= 8,5 mm
14,05,8038,016,0 =∗∗= s mm/rot
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere poate fi exprimată cu relaţia:
VP ym
zv
v K sT
DC v
v
∗
∗
∗= (2.14)
în care: vC - coeficientul vitezei de aşchiere;D- diametrul burghiului;
T- durabilitatea sculei aşchietoare;
s- avansul de aşchiere;
vv ym z ,, - exponenţii diametrului, durabilităţii şi avansului;
vp K - coeficient de corecţie.
vC = 5 v z = 0,4 m= 0,2 7,0=v y
s= 0,14 mm/rot T= 25 min D= 8,5 mm
SV LV TV MV VP K K K K K ∗∗∗= (2.15)
în care: SV LV TV MV K K K K ,,, - coeficienţi ce ţin seama de factorii ce influenţează procesul
de găurire.9,0
750−
=
m
MV R
K
în care: m R - rezistenţa la rupere a materialului prelucrat.
30
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 31/109
Lucrare de licenţă
1750
7509,0
=
=
−
MV K
TV K = 1,32 LV K = 1 SV K = 1
32,11132,11 =∗∗∗=VP
K
37,3232,148,0
77,1132,1
14,025
5,857,02,0
4,0
=∗=∗∗
∗=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
81,12125,814,3
37,3210001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
79,16914,018,1212 =∗=∗= snv s m/min
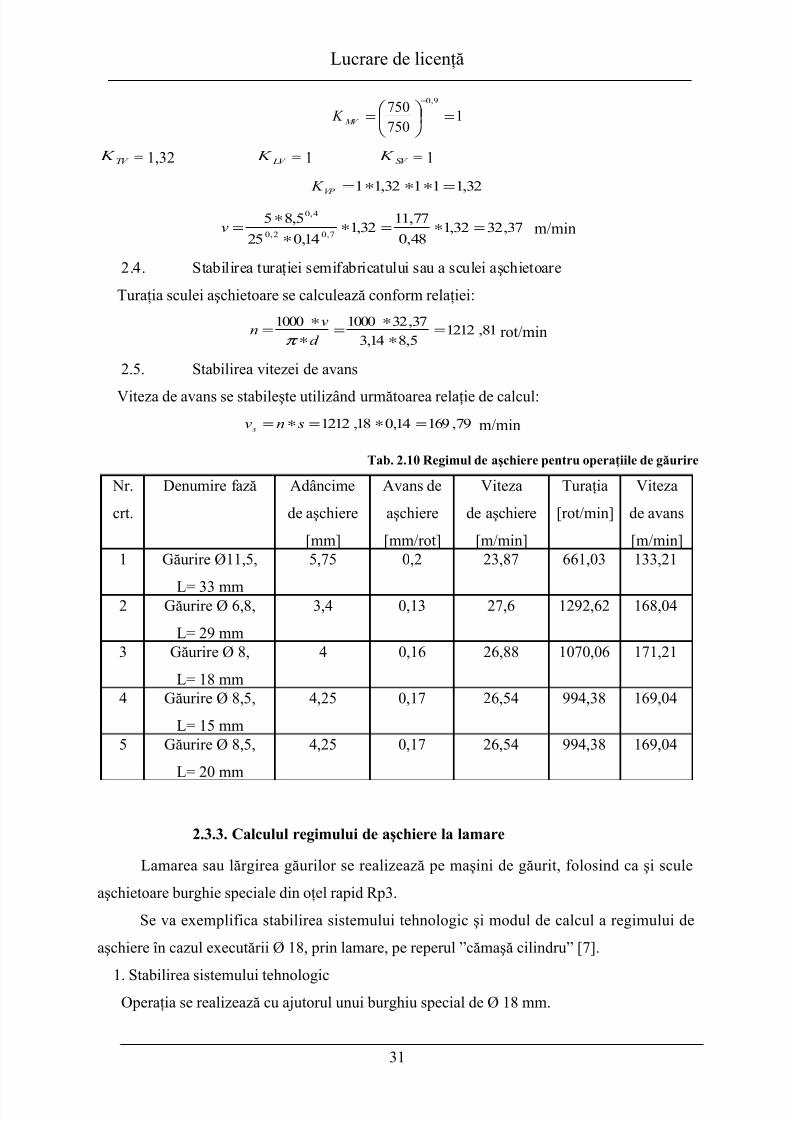
Tab. 2.10 Regimul de aşchiere pentru operaţiile de găurire
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza
de aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Găurire Ø11,5,
L= 33 mm
5,75 0,2 23,87 661,03 133,21
2 Găurire Ø 6,8,
L= 29 mm
3,4 0,13 27,6 1292,62 168,04
3 Găurire Ø 8,
L= 18 mm
4 0,16 26,88 1070,06 171,21
4 Găurire Ø 8,5,
L= 15 mm
4,25 0,17 26,54 994,38 169,04
5 Găurire Ø 8,5,
L= 20 mm
4,25 0,17 26,54 994,38 169,04
2.3.3. Calculul regimului de aşchiere la lamare
Lamarea sau lărgirea găurilor se realizează pe maşini de găurit, folosind ca şi scule
aşchietoare burghie speciale din oţel rapid Rp3.
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării Ø 18, prin lamare, pe reperul ”cămaşă cilindru” [7].
1. Stabilirea sistemului tehnologicOperaţia se realizează cu ajutorul unui burghiu special de Ø 18 mm.
31

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 32/109
Lucrare de licenţă
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileşte
cu următoarea relaţie:
d D Ap −= (2.16)
în care: D- diametrul burghiului cu care se face lamarea;
d- diametrul găurii existente.
5,95,818 =−= p A mm
Ţinând cont de materialul prelucrat şi de cel al sculei aşchietoare, uzura ce apare pe faţa de
aşezare a sculei aşchietoare este cuprinsă între 0,4.....0,8 mm.
Pe baza materialului prelucrat şi al diametrului sculei se stabileşte durabilitatea sculei
aşchietoare de 25 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea la
lărgire se calculează cu relaţia:
2
d Dt
−= (2.17)
în care: D- diametrul burghiului;
d- diametrul găurii existente.
75,42
5,818 =−=t mm
2.2. Stabilirea avansului de aşchiere
Avansul se calculează la fel ca şi în cazul găuririi:6,0 DC K s S S ∗∗= (2.18)
S C = 0,038 D= 18 mm S K = 1
21,018038,01 6,0 =∗∗= s mm/rot
2.3. Stabilirea vitezei de aşchiereViteza de aşchiere poate fi exprimată cu relaţia:
VP y xm
zv
v K st T
DC v
vv
∗∗∗
∗= (2.19)
vC = 11,6 v z = 0,4 m= 0,2 5,0=v y
s= 0,21 mm/rot T= 45 min D= 18 mm t= 4,75 mm
SV LV TV MV VP K K K K K ∗∗∗= (2.20)
1=MV K TV K = 1,32 LV K = 1 SV K = 1
32

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 33/109
Lucrare de licenţă
32,11132,11 =∗∗∗=VP K
3 1,3 63 2,13 4,1
8 6,3 63 2,1
2 1,07 5,44 5
1 86,1 15,02,02,0
4,0
=∗=∗∗
∗=
∗v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
43,6421814,3
31,3610001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
91,13421,043,642 =∗=∗= snv s m/min
Pentrru operaţia de lamare Ø 15, realizată pe reperul „capac”, regimul de aşchiere este:- adâncimea de aşchiere t= 3,25 mm
- avansul de aşchiere s= 0,24 mm/rot
- viteza de aşchiere v= 31,95 m/min
- turaţia piesei n= 678,34 rot/min
- viteza de avans sv = 162,8 m/min
2.3.4. Calculul regimului de aşchiere la filetare
Procesul tehnologic de prelucrare a filetelor se alege în funcţie de rolul funcţional al
piesei filetate şi de precizia impusă.
Filetele exterioare se prelucrează prin aşchiere cu ajutorul cuţitelor profilate, cuţitelor
pieptene de filetat, capetelor de filetat poziţionate coaxial cu piesa sau excentric, filierelor,
frezelor, discurilor abrazive etc.
Filetele interioare se pot prelucra prin aşchiere cu ajutorul cuţitelor profilate, tarozilor şi
frezelor de filetat. [8] Calculul regimului de aşchiere pentru filetele strunjite
Prelucrarea filetelor se va face pe un strung normal cu un cuţit de strung cu pastilă de
filetare din carbură metalică P20.
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării filetului M28x2, prin strunjire, al reperului ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Pentru durabilitatea economică a cuţitelor, se recomandă , în funcţie de materialul sculei cucare se prelucrează, o valoare de 30 min.
33

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 34/109
Lucrare de licenţă
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, de aceea adâncimea de
aşchierea la realizarea filetului va fi egală cu adaosul pe rază:
2
ie p
D D At
−== (2.21)
în care: e D - diametrul filetului;
i D - diametrul găurii existente.
5,12
2528=
−=t mm
2.2. Stabilirea avansului de aşchiere
Avansul de aşchiere este egal cu pasul filetului,deci s= 2 mm/rot.
2.3. Stabilirea vitezei de aşchiere
Pentru prelucrarea filetelor cu scule cu plăcuţe din carburi metalice, pe piese din oţel
necălit, viteza de aşchiere poate fi exprimată cu relaţia:
VP v K
pT
iC v ∗
∗∗
=3,02,0
23,0
(2.22)
în care: vC - coeficientul ce depinde de natura materialului şi semifabricatului;
i- numărul de treceri;
T- durabilitatea sculei aşchietoare;
p- pasul filetului;
vp K - coeficient de corecţie.
vC = 352 i= 2 T= 30 min p= 2 mm
P msmVP K K K K ∗∗= (2.23)
în care: m K - coeficient ce ţine seama de natura materialului prelucrat;
ms K - coeficient ce ţine seama de materialul sculei aşchietoare;
P K - coeficient ce ţine seama de metoda de prelucrare a filetului.
V n
m
m R
K K
∗=
7501
în care: 1 K - coeficient ce caracterizează grupa oţelului;
m R - rezistenţa la rupere a materialului prelucrat;
vn
- exponent al rezistenţei.m R = 750 1 K = 1 vn = 1
34

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 35/109
Lucrare de licenţă
1750
7501
1
=
∗=m K
ms K = 0,80 P K = 0,75
6,075,080,01 =∗∗=VP
K
94,1016,043,2
84,4126,0
230
23523,02,0
23,0
=∗=∗∗∗
=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
46,11592814,3
94,10110001000=
∗
∗=
∗
∗=
d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
73,86975,046,1159 =∗=∗= snv s m/min
Regimul de aşchiere pentru filetul M26x2 executat prin strunjire este:
- adâncimea de aşchiere t= 2 mm
- avansul de aşchiere s=1 mm/rot
- viteza de aşchiere v= 108,73 m/min
- turaţia piesei n= 1331,82 rot/min
- viteza de avans sv = 1331,82 m/min
Calculul regimului de aşchiere la filetarea cu tarodul
Aceste tipuri de filetări se realizează pe maşini de găurit cu ajutorul tarozilor din oţel rapid
Rp3, de diferite diametre.
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării filetului M10, al reperului ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Operaţia se realizează cu un tarod M10 cu o durabilitatea economică T= 90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula ca şi în cazul filetelor realizate prin strunjire:
75,0
2
5,810=
−=t mm
2.2. Stabilirea avansului de aşchiere
35
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 36/109
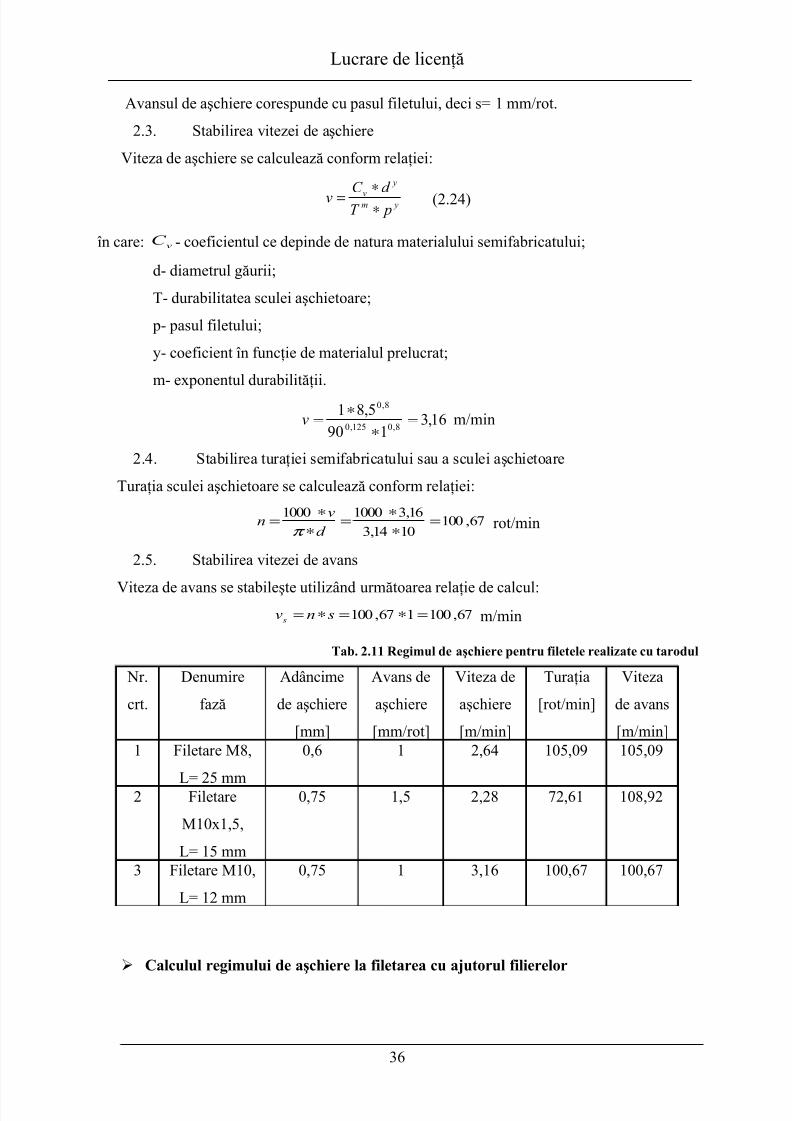
Lucrare de licenţă
Avansul de aşchiere corespunde cu pasul filetului, deci s= 1 mm/rot.
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere se calculează conform relaţiei:
ym
y
v
pT d C v ∗∗= (2.24)
în care: vC - coeficientul ce depinde de natura materialului semifabricatului;
d- diametrul găurii;
T- durabilitatea sculei aşchietoare;
p- pasul filetului;
y- coeficient în funcţie de materialul prelucrat;
m- exponentul durabilităţii.
16,3190
5,818,0125,0
8,0
=∗
∗=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
67,1001014,3
16,310001000=
∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:67,100167,100 =∗=∗= snv s m/min
Tab. 2.11 Regimul de aşchiere pentru filetele realizate cu tarodul
Nr.
crt.
Denumire
fază
Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Filetare M8,
L= 25 mm
0,6 1 2,64 105,09 105,09
2 Filetare
M10x1,5,
L= 15 mm
0,75 1,5 2,28 72,61 108,92
3 Filetare M10,
L= 12 mm
0,75 1 3,16 100,67 100,67
Calculul regimului de aşchiere la filetarea cu ajutorul filierelor
36

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 37/109
Lucrare de licenţă
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării filetului M10x1,5, al reperului ”tijă”.
1. Stabilirea sistemului tehnologic
Operaţia se realizează pe un strung normal, cu o filieră M10x1,5, din oţel rapid Rp3.
Durabilitatea economică se alege, în funcţie de tipul sculei şi al prelucrării: T= 90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
va fi: 75,0=t mm.
2.2. Stabilirea avansului de aşchiere
Avansul de aşchiere corespunde cu pasul filetului, deci s= 1,5 mm/rot.
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere se adoptă din valorile recomandate, în funcţie de diametrul şi pasul
filetului. Astfel v= 2,45 m/min.
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
03,781014,3
45,210001000=
∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avansViteza de avans se stabileşte utilizând următoarea relaţie de calcul:
05,1175,103,78 =∗=∗= snv s m/min
Pentru filetul M8 realizat prin aceeaşi metodă valorile regimului de aşchiere sunt
următoarele:
- avansul de aşchiere s= 1 mm/rot
- viteza de aşchiere v= 3,2 m/min
- turaţia piesei n= 127,39 rot/min- viteza de avans sv = 127,39 m/min
2.4.Calculul normei tehnice de timp
Prin timpul de muncă se înţelege timpul de care dispune un executant pentru a-şi
îndeplini sarcinile de muncă, conform duratei reglementate a zilei de muncă. [8]
37

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 38/109
Lucrare de licenţă
2.4.1. Calculul normei tehnice de timp la strunjire
Realizarea operaţiilor necesită consumarea unui anumit timp de muncă din partea
executantului. Acesta se împarte în timp productiv şi timp neproductiv, care la rândul lor sunt
alcătuiţi din mai multe categorii [8], astfel:
a) timpul productiv
- timpul de pregătire-încheiere pî T
- timpul operativ opT
- timpul de bază bt
- timpul ajutător at
- timpul de deservire a locului de muncă dt T
- timpul de deservire organizatorică doT
b) timpul neproductiv
- timpul de odihnă şi necesităţi fiziologice onT
Norma tehnică de timp va fi:
ondodt op
pi
T T T T T n
T N ++++= (2.25)
în care: n- numărul de piese date simultan în fabricaţie.
1. Timpul de pregătire-încheiere este destinat pregătirii curente a lucrării şi includeurmătoarele activităţi:
- primirea sarcinii de producţie;
- studierea documentaţiei tehnice;
- pregătirea sculelor şi aparatelor de măsură, montarea şi demontarea sculelor;
- poziţionarea limitatorilor/camelor pentru asigurarea dimensiunilor de prelucrare;
- reglarea maşinii prin stabilirea regimului de lucru, numai din manete;
- predarea pieselor executate;- aducerea locului de muncă la starea normală, după terminarea lucrării.
2. Timpul operativ este format din:
a) timpul de bază care reprezintă timpul în cursul căruia executantul efectuează- cu ajutorul
maşinii-unelte şi a SDV-urilor corespunzătoare- sau supraveghează lucrările necesare pentru
modificarea nemijlocită a dimensiunilor, formei, proprietăţilor şi stării obiectului muncii.
Timpul de bază este definit prin relaţia:
in s
l l l l t b ∗∗
+++=
321
(2.26)
38
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 39/109
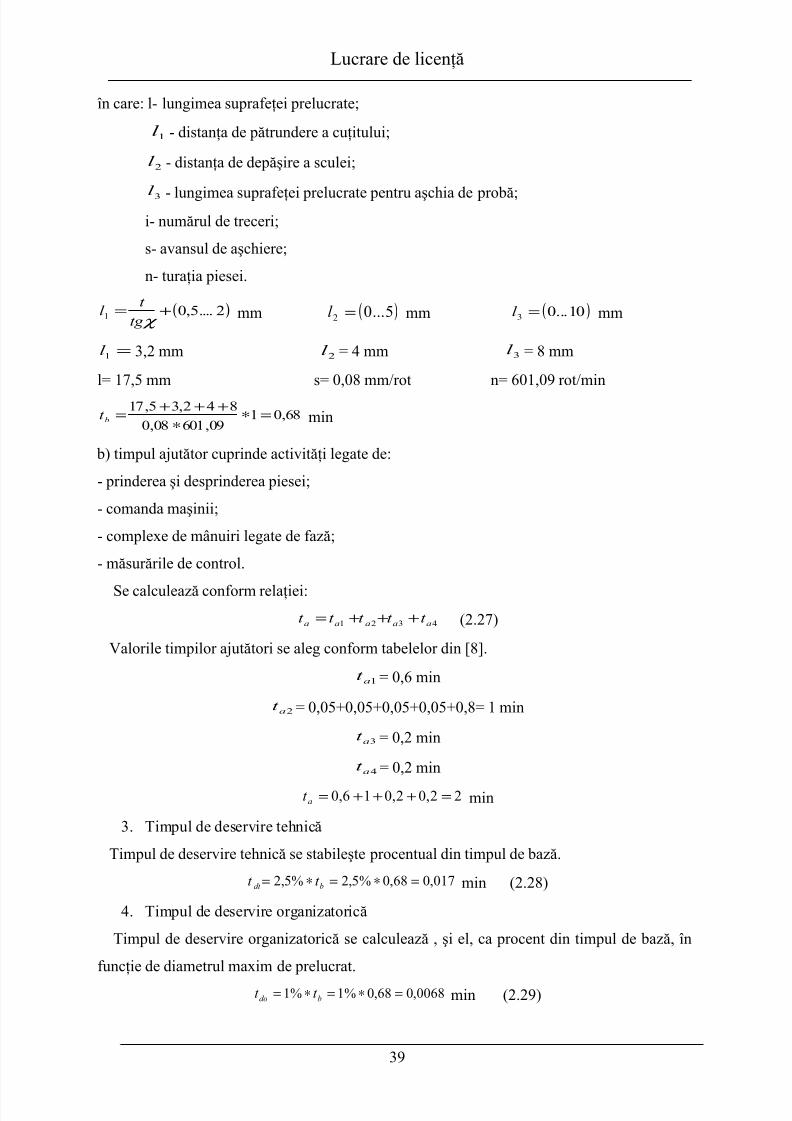
Lucrare de licenţă
în care: l- lungimea suprafeţei prelucrate;
1l - distanţa de pătrundere a cuţitului;
2l - distanţa de depăşire a sculei;
3l - lungimea suprafeţei prelucrate pentru aşchia de probă;i- numărul de treceri;
s- avansul de aşchiere;
n- turaţia piesei.
( )2....5,01 += χ tg
t l mm ( )5...02 =l mm ( )10...03 =l mm
=1l 3,2 mm 2l = 4 mm 3
l = 8 mm
l= 17,5 mm s= 0,08 mm/rot n= 601,09 rot/min
68,0109,60108,0
842,35,17=∗
∗+++=bt min
b) timpul ajutător cuprinde activităţi legate de:
- prinderea şi desprinderea piesei;
- comanda maşinii;
- complexe de mânuiri legate de fază;
- măsurările de control.
Se calculează conform relaţiei:
4321 aaaaa t t t t t +++= (2.27)
Valorile timpilor ajutători se aleg conform tabelelor din [8].
1at = 0,6 min
2at = 0,05+0,05+0,05+0,05+0,8= 1 min
3at = 0,2 min
4at = 0,2 min
22,02,016,0 =+++=at min
3. Timpul de deservire tehnică
Timpul de deservire tehnică se stabileşte procentual din timpul de bază.
017,068,0%5,2%5,2 =∗=∗= bdt t t min (2.28)
4. Timpul de deservire organizatorică
Timpul de deservire organizatorică se calculează , şi el, ca procent din timpul de bază, în
funcţie de diametrul maxim de prelucrat.
0068,068,0%1%1 =∗=∗= bdo t t min (2.29)
39
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 40/109
Lucrare de licenţă
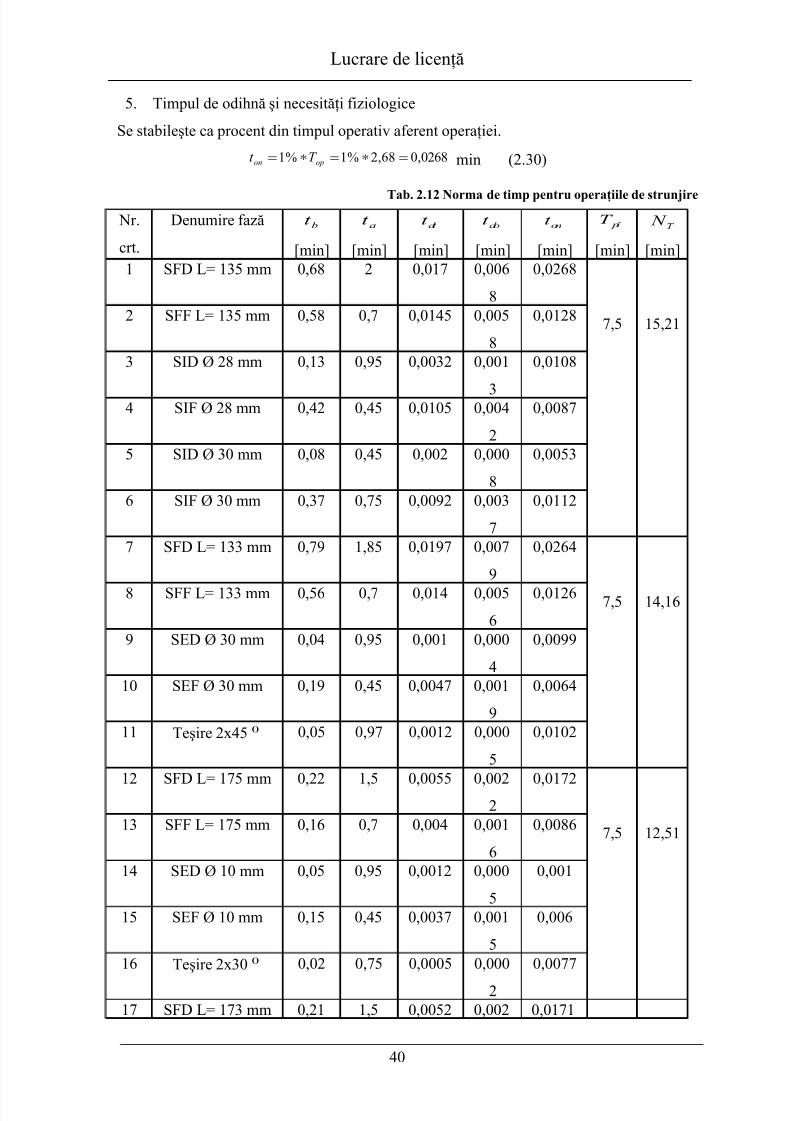
5. Timpul de odihnă şi necesităţi fiziologice
Se stabileşte ca procent din timpul operativ aferent operaţiei.
0268,068,2%1%1 =∗=∗= opon T t min (2.30)
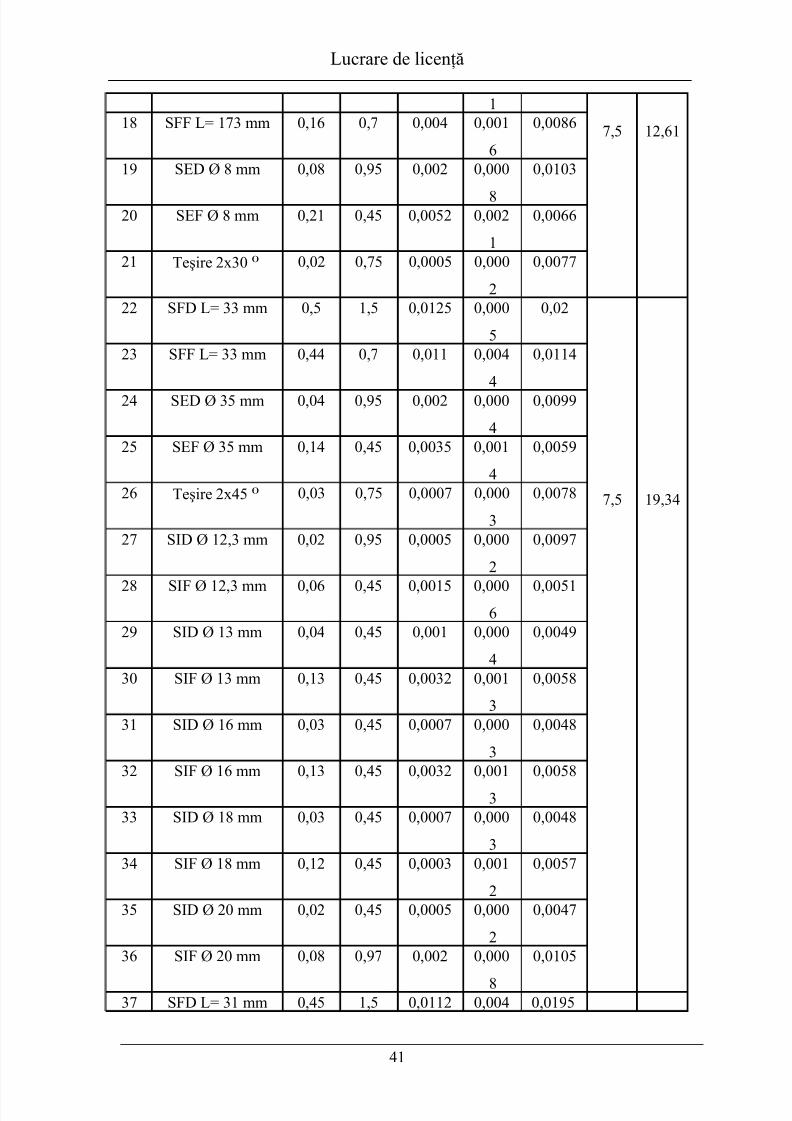
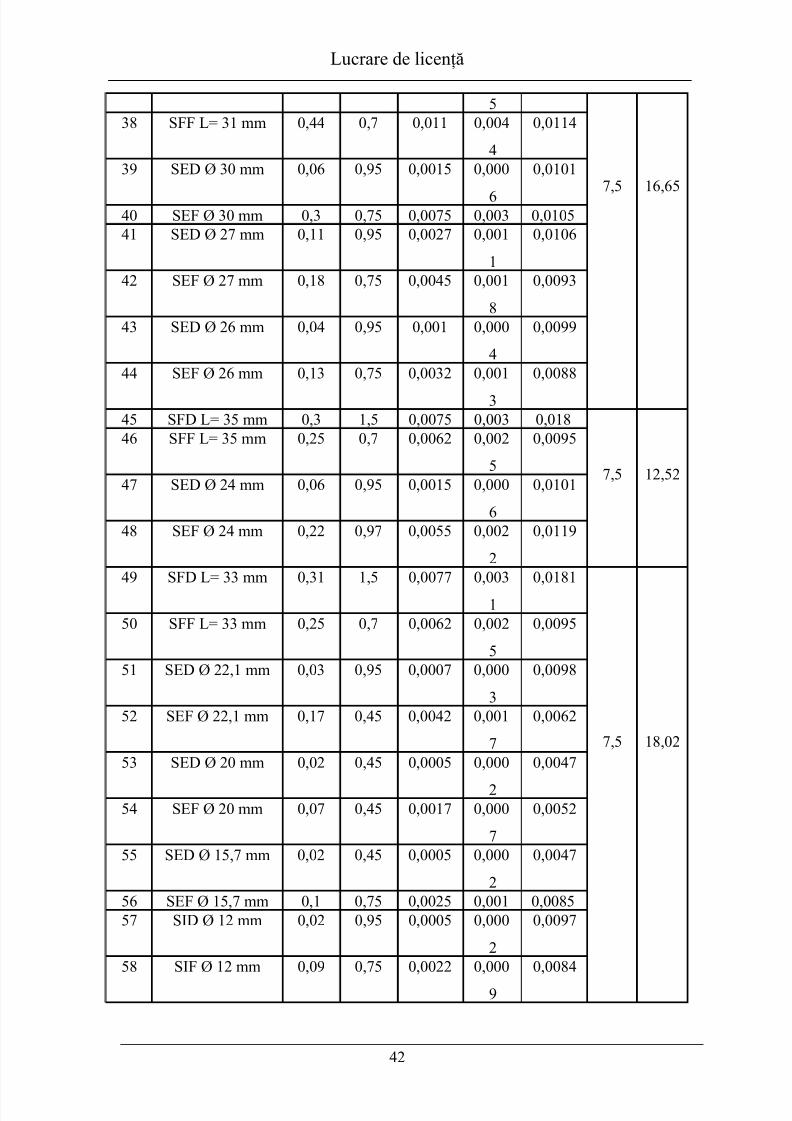
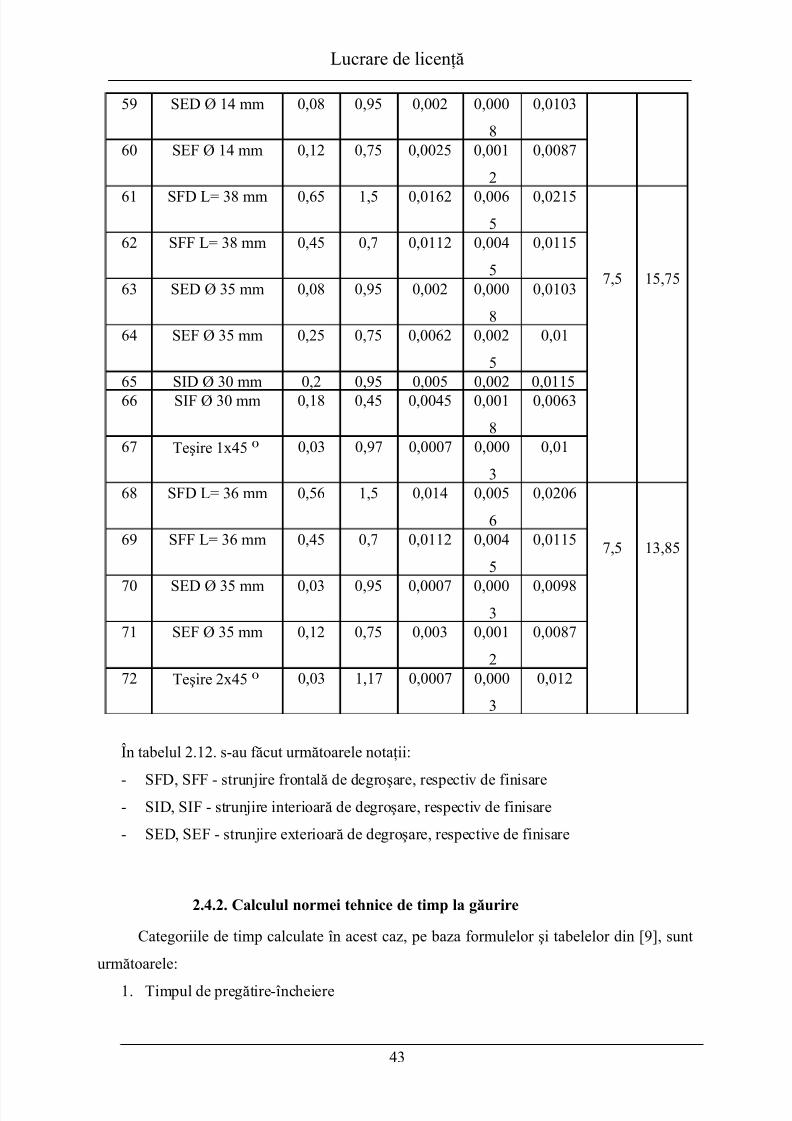
Tab. 2.12 Norma de timp pentru operaţiile de strunjire
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
pî T
[min]
T N
[min]1 SFD L= 135 mm 0,68 2 0,017 0,006
8
0,0268
7,5 15,212 SFF L= 135 mm 0,58 0,7 0,0145 0,005
8
0,0128
3 SID Ø 28 mm 0,13 0,95 0,0032 0,001
3
0,0108
4 SIF Ø 28 mm 0,42 0,45 0,0105 0,004
2
0,0087
5 SID Ø 30 mm 0,08 0,45 0,002 0,000
8
0,0053
6 SIF Ø 30 mm 0,37 0,75 0,0092 0,003
7
0,0112
7 SFD L= 133 mm 0,79 1,85 0,0197 0,007
9
0,0264
7,5 14,168 SFF L= 133 mm 0,56 0,7 0,014 0,005
6
0,0126
9 SED Ø 30 mm 0,04 0,95 0,001 0,000
4
0,0099
10 SEF Ø 30 mm 0,19 0,45 0,0047 0,001
9
0,0064
11 Teşire 2x45 0 0,05 0,97 0,0012 0,000
5
0,0102
12 SFD L= 175 mm 0,22 1,5 0,0055 0,0022
0,0172
7,5 12,5113 SFF L= 175 mm 0,16 0,7 0,004 0,001
6
0,0086
14 SED Ø 10 mm 0,05 0,95 0,0012 0,000
5
0,001
15 SEF Ø 10 mm 0,15 0,45 0,0037 0,001
5
0,006
16 Teşire 2x30 0 0,02 0,75 0,0005 0,000
2
0,0077
17 SFD L= 173 mm 0,21 1,5 0,0052 0,002 0,0171
40
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 41/109
Lucrare de licenţă
1
7,5 12,6118 SFF L= 173 mm 0,16 0,7 0,004 0,001
6
0,0086
19 SED Ø 8 mm 0,08 0,95 0,002 0,000
8
0,0103
20 SEF Ø 8 mm 0,21 0,45 0,0052 0,002
1
0,0066
21 Teşire 2x30 0 0,02 0,75 0,0005 0,000
2
0,0077
22 SFD L= 33 mm 0,5 1,5 0,0125 0,000
5
0,02
7,5 19,34
23 SFF L= 33 mm 0,44 0,7 0,011 0,004
4
0,0114
24 SED Ø 35 mm 0,04 0,95 0,002 0,000
4
0,0099
25 SEF Ø 35 mm 0,14 0,45 0,0035 0,001
4
0,0059
26 Teşire 2x45 0 0,03 0,75 0,0007 0,000
3
0,0078
27 SID Ø 12,3 mm 0,02 0,95 0,0005 0,000
2
0,0097
28 SIF Ø 12,3 mm 0,06 0,45 0,0015 0,0006
0,0051
29 SID Ø 13 mm 0,04 0,45 0,001 0,000
4
0,0049
30 SIF Ø 13 mm 0,13 0,45 0,0032 0,001
3
0,0058
31 SID Ø 16 mm 0,03 0,45 0,0007 0,000
3
0,0048
32 SIF Ø 16 mm 0,13 0,45 0,0032 0,001
3
0,0058
33 SID Ø 18 mm 0,03 0,45 0,0007 0,000
3
0,0048
34 SIF Ø 18 mm 0,12 0,45 0,0003 0,001
2
0,0057
35 SID Ø 20 mm 0,02 0,45 0,0005 0,000
2
0,0047
36 SIF Ø 20 mm 0,08 0,97 0,002 0,000
8
0,0105
37 SFD L= 31 mm 0,45 1,5 0,0112 0,004 0,0195
41
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 42/109
Lucrare de licenţă
5
7,5 16,65
38 SFF L= 31 mm 0,44 0,7 0,011 0,004
4
0,0114
39 SED Ø 30 mm 0,06 0,95 0,0015 0,000
6
0,0101
40 SEF Ø 30 mm 0,3 0,75 0,0075 0,003 0,010541 SED Ø 27 mm 0,11 0,95 0,0027 0,001
1
0,0106
42 SEF Ø 27 mm 0,18 0,75 0,0045 0,001
8
0,0093
43 SED Ø 26 mm 0,04 0,95 0,001 0,000
4
0,0099
44 SEF Ø 26 mm 0,13 0,75 0,0032 0,001
3
0,0088
45 SFD L= 35 mm 0,3 1,5 0,0075 0,003 0,018
7,5 12,52
46 SFF L= 35 mm 0,25 0,7 0,0062 0,002
5
0,0095
47 SED Ø 24 mm 0,06 0,95 0,0015 0,000
6
0,0101
48 SEF Ø 24 mm 0,22 0,97 0,0055 0,002
2
0,0119
49 SFD L= 33 mm 0,31 1,5 0,0077 0,003
1
0,0181
7,5 18,02
50 SFF L= 33 mm 0,25 0,7 0,0062 0,002
5
0,0095
51 SED Ø 22,1 mm 0,03 0,95 0,0007 0,000
3
0,0098
52 SEF Ø 22,1 mm 0,17 0,45 0,0042 0,001
7
0,0062
53 SED Ø 20 mm 0,02 0,45 0,0005 0,000
2
0,0047
54 SEF Ø 20 mm 0,07 0,45 0,0017 0,000
7
0,0052
55 SED Ø 15,7 mm 0,02 0,45 0,0005 0,000
2
0,0047
56 SEF Ø 15,7 mm 0,1 0,75 0,0025 0,001 0,008557 SID Ø 12 mm 0,02 0,95 0,0005 0,000
2
0,0097
58 SIF Ø 12 mm 0,09 0,75 0,0022 0,000
9
0,0084
42
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 43/109
Lucrare de licenţă
59 SED Ø 14 mm 0,08 0,95 0,002 0,000
8
0,0103
60 SEF Ø 14 mm 0,12 0,75 0,0025 0,001
2
0,0087
61 SFD L= 38 mm 0,65 1,5 0,0162 0,0065
0,0215
7,5 15,75
62 SFF L= 38 mm 0,45 0,7 0,0112 0,004
5
0,0115
63 SED Ø 35 mm 0,08 0,95 0,002 0,000
8
0,0103
64 SEF Ø 35 mm 0,25 0,75 0,0062 0,002
5
0,01
65 SID Ø 30 mm 0,2 0,95 0,005 0,002 0,011566 SIF Ø 30 mm 0,18 0,45 0,0045 0,001
8
0,0063
67 Teşire 1x45 0 0,03 0,97 0,0007 0,000
3
0,01
68 SFD L= 36 mm 0,56 1,5 0,014 0,005
6
0,0206
7,5 13,8569 SFF L= 36 mm 0,45 0,7 0,0112 0,004
5
0,0115
70 SED Ø 35 mm 0,03 0,95 0,0007 0,0003
0,0098
71 SEF Ø 35 mm 0,12 0,75 0,003 0,001
2
0,0087
72 Teşire 2x45 0 0,03 1,17 0,0007 0,000
3
0,012
În tabelul 2.12. s-au făcut următoarele notaţii:
- SFD, SFF - strunjire frontală de degroşare, respectiv de finisare- SID, SIF - strunjire interioară de degroşare, respectiv de finisare
- SED, SEF - strunjire exterioară de degroşare, respective de finisare
2.4.2. Calculul normei tehnice de timp la găurire
Categoriile de timp calculate în acest caz, pe baza formulelor şi tabelelor din [9], sunt
următoarele:
1. Timpul de pregătire-încheiere
43

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 44/109
Lucrare de licenţă
Acest timp se alege în funcţie de diametrul piesei care se prelucrează. El se împarte la
numărul „n” de bucăţi, din produsul realizat, ce sunt date simultan în fabricaţie.
2. Timpul operativ format din:
a) timpul de bază definit prin relaţia:
s
bv
il l l t
∗++=
)( 21 (2.31)
în care: l- lungimea axială a găurii de prelucrat;
1l - distanţa de pătrundere;
2l - distanţa de depăşire la orificiile străpunse.
( )3....5,02
1+∗= χ ctg
d l mm ( )4....5,02 =l mm
=l 5 mm =1l 5,75 mm 2l = 3 mm s
v = 169,79
m/min
( )08,0
79,169
1375,55=
∗++=bt min
b) timpul ajutător calculat conform relaţiei:
4321 aaaaa t t t t t +++=
Valorile timpilor ajutători parţiali se aleg conform tabelelor din [9].
1at = 0,06 min
2at = 0,02+0,02+0,02+0,09= 0,15 min
3at = 0,04 min
4at = 0,12 min
37,012,004,015,006,0 =+++=at min
3. Timpul de deservire tehnică
Timpul de deservire tehnică se stabileşte procentual din timpul de bază, ţinându-se cont că
ascuţirea burghiului se face de muncitor.
004,008,0%5%5 =∗=∗= bdt t t min
4. Timpul de deservire organizatorică
Timpul de deservire organizatorică se calculează tot ca şi procent, dar din timpul
operativ, în funcţie de diametrul maxim de prelucrat.
0045,045,0%1%1 =∗=∗= opdo T t min
5. Timpul de odihnă şi necesităţi fiziologice
Se stabileşte ca procent din timpul operativ.
44
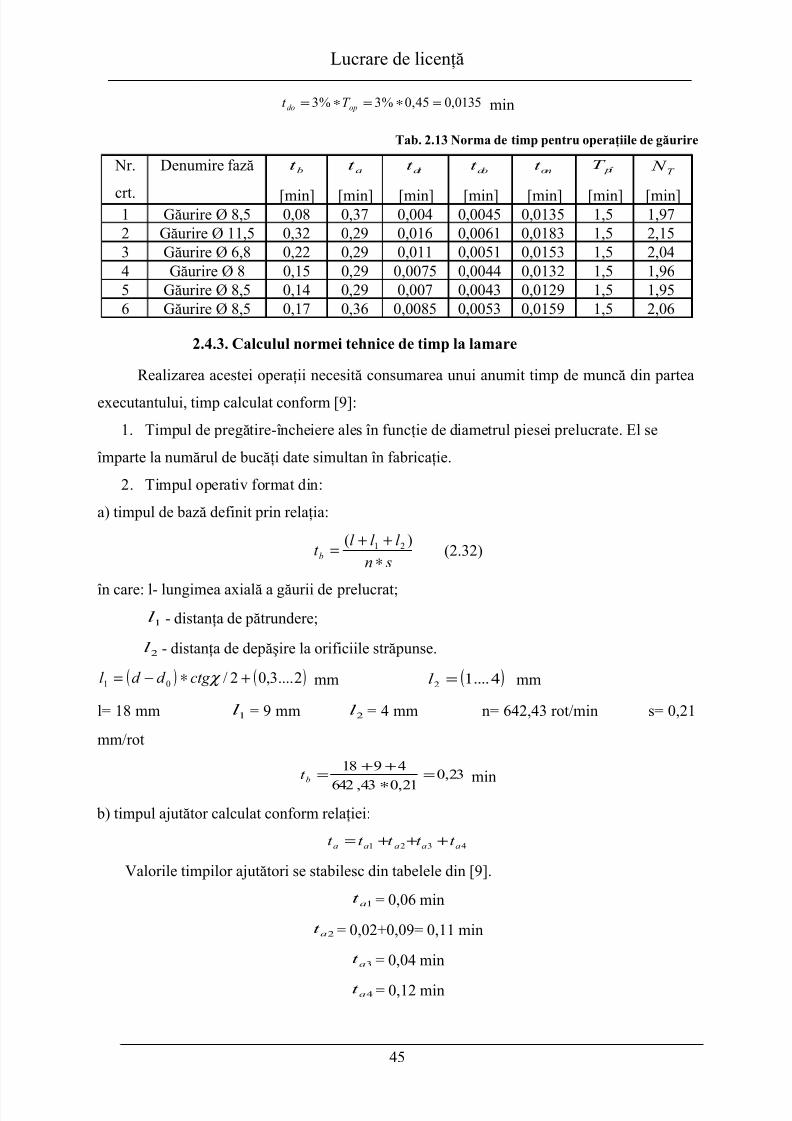
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 45/109
Lucrare de licenţă
0135,045,0%3%3 =∗=∗= opdo T t min
Tab. 2.13 Norma de timp pentru operaţiile de găurire
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
pî T
[min]
T N
[min]1 Găurire Ø 8,5 0,08 0,37 0,004 0,0045 0,0135 1,5 1,972 Găurire Ø 11,5 0,32 0,29 0,016 0,0061 0,0183 1,5 2,153 Găurire Ø 6,8 0,22 0,29 0,011 0,0051 0,0153 1,5 2,044 Găurire Ø 8 0,15 0,29 0,0075 0,0044 0,0132 1,5 1,965 Găurire Ø 8,5 0,14 0,29 0,007 0,0043 0,0129 1,5 1,956 Găurire Ø 8,5 0,17 0,36 0,0085 0,0053 0,0159 1,5 2,06
2.4.3. Calculul normei tehnice de timp la lamare
Realizarea acestei operaţii necesită consumarea unui anumit timp de muncă din partea
executantului, timp calculat conform [9]:
1. Timpul de pregătire-încheiere ales în funcţie de diametrul piesei prelucrate. El se
împarte la numărul de bucăţi date simultan în fabricaţie.
2. Timpul operativ format din:
a) timpul de bază definit prin relaţia:
sn
l l l t b ∗
++=
)( 21 (2.32)
în care: l- lungimea axială a găurii de prelucrat; 1
l - distanţa de pătrundere;
2l - distanţa de depăşire la orificiile străpunse.
( ) ( )2....3,02/01 +∗−= χ ctg d d l mm ( )4....12 =l mm
l= 18 mm 1l = 9 mm 2
l = 4 mm n= 642,43 rot/min s= 0,21
mm/rot
23,021,043,642
4918=
∗
++=
b
t
min b) timpul ajutător calculat conform relaţiei:
4321 aaaaa t t t t t +++=
Valorile timpilor ajutători se stabilesc din tabelele din [9].
1at = 0,06 min
2at = 0,02+0,09= 0,11 min
3at = 0,04 min
4at = 0,12 min
45
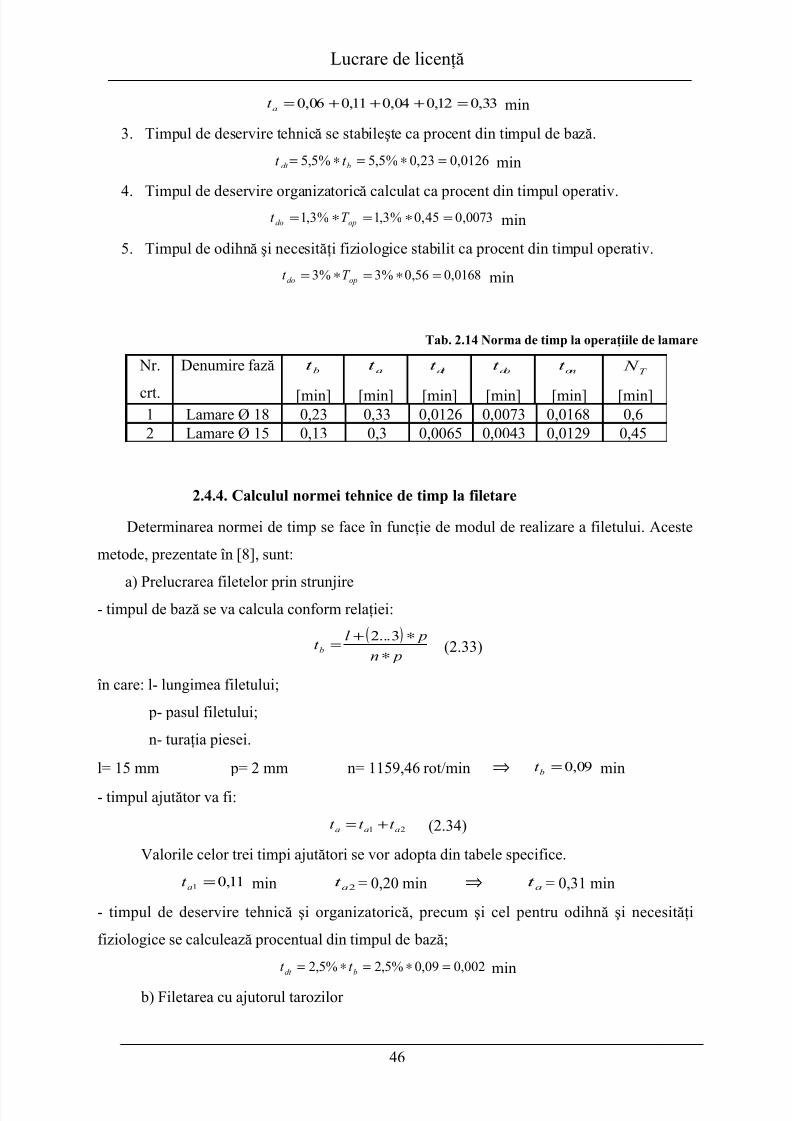
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 46/109
Lucrare de licenţă
33,012,004,011,006,0 =+++=at min
3. Timpul de deservire tehnică se stabileşte ca procent din timpul de bază.
0126,023,0%5,5%5,5 =∗=∗= bdt t t min
4. Timpul de deservire organizatorică calculat ca procent din timpul operativ.0073,045,0%3,1%3,1 =∗=∗= opdo T t min
5. Timpul de odihnă şi necesităţi fiziologice stabilit ca procent din timpul operativ.
0168,056,0%3%3 =∗=∗= opdo T t min
Tab. 2.14 Norma de timp la operaţiile de lamare
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
T N
[min]1 Lamare Ø 18 0,23 0,33 0,0126 0,0073 0,0168 0,62 Lamare Ø 15 0,13 0,3 0,0065 0,0043 0,0129 0,45
2.4.4. Calculul normei tehnice de timp la filetare
Determinarea normei de timp se face în funcţie de modul de realizare a filetului. Aceste
metode, prezentate în [8], sunt:
a) Prelucrarea filetelor prin strunjire- timpul de bază se va calcula conform relaţiei:
( ) pn
pl t b ∗
∗+=
3...2(2.33)
în care: l- lungimea filetului;
p- pasul filetului;
n- turaţia piesei.
l= 15 mm p= 2 mm n= 1159,46 rot/min ⇒ 09,0=bt min
- timpul ajutător va fi:
21 aaa t t t += (2.34)
Valorile celor trei timpi ajutători se vor adopta din tabele specifice.
11,01 =at min 2at = 0,20 min ⇒ at = 0,31 min
- timpul de deservire tehnică şi organizatorică, precum şi cel pentru odihnă şi necesităţi
fiziologice se calculează procentual din timpul de bază;
002,009,0%5,2%5,2 =∗=∗=bdt t t min
b) Filetarea cu ajutorul tarozilor
46

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 47/109
Lucrare de licenţă
- timpul de bază se va calcula conform relaţiei:
+∗
++=
1
21 11
nn p
l l l t b (2.35)
în care:1l
- lungimea conului de atac al tarodului; 2
l - lungimea cursei de ieşire a tarodului;
n- turaţia mişcării principale;
1n - turaţia mişcării de retragere.
l= 5 mm 1l = 13 mm 2
l = 4 mm p= 1 mm
n= 100,67 rot/min 1n =100 rot/min
44,0
100
1
67,100
1
1
4135=
+∗++
=bt min
- timpul ajutător se va calcula ca şi suma timpilor adoptaţi din tabele;
323,0022,007,0121,011,0 =+++=at min
- timpul de deservire tehnică şi organizatorică, precum şi cel pentru odihnă şi necesităţi
fiziologice se calculează procentual din timpul de bază anterior stabilit;
0097,044,0%2,2%2,2 =∗=∗= bdt t t min
107,0763,0%4,1%4,1 =∗=∗= opdo T t min
019,0763,0%5,2%5,2 =∗=∗= opon T t minc) Filetarea cu ajutorul filierelor
- timpul de bază se va calcula conform relaţiei:
in p
L
n p
Lt b ∗
∗
+∗
=1
(2.36)
21 l l l L ++= (2.37)
în care: 1l - lungimea de pătrundere;
2l - lungimea cursei de ieşire;
i- numărul de treceri;
L= 35,5 mm p= 1,5 mm n= 78,03 rot/min 1n = 85 rot/min i= 1
58,0185
5,35
03,785,1
5,35 =∗
+
∗=bt min
- timpul ajutător va fi suma timpilor stabiliţi pe baza tabelelor;
68,008,012,037,011,0 =+++=at min
- timpul de deservire tehnică şi organizatorică, precum şi cel pentru odihnă şi necesităţifiziologice se stabilesc din tabele;
47
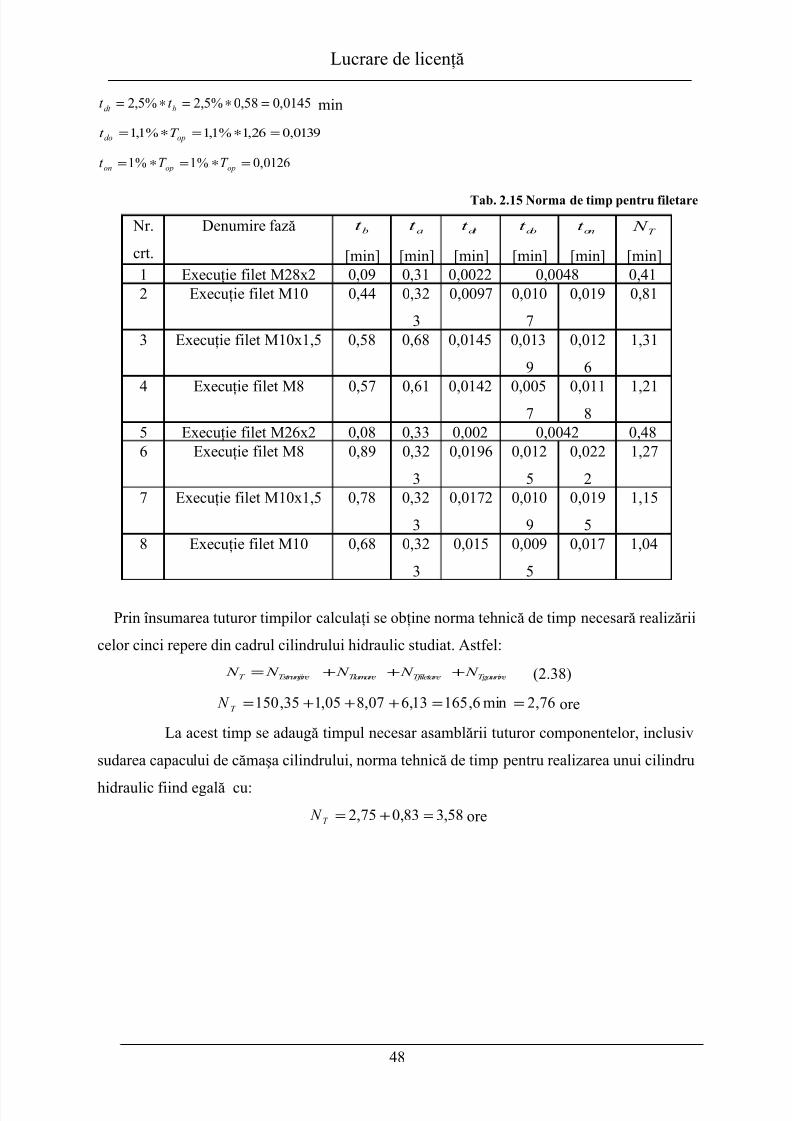
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 48/109
Lucrare de licenţă
0145,058,0%5,2%5,2 =∗=∗= bdt t t min
0139,026,1%1,1%1,1 =∗=∗= opdo T t
0126,0%1%1 =∗=∗= opopon T T t
Tab. 2.15 Norma de timp pentru filetare
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
T N
[min]1 Execuţie filet M28x2 0,09 0,31 0,0022 0,0048 0,412 Execuţie filet M10 0,44 0,32
3
0,0097 0,010
7
0,019 0,81
3 Execuţie filet M10x1,5 0,58 0,68 0,0145 0,013
9
0,012
6
1,31
4 Execuţie filet M8 0,57 0,61 0,0142 0,0057
0,0118
1,21
5 Execuţie filet M26x2 0,08 0,33 0,002 0,0042 0,486 Execuţie filet M8 0,89 0,32
3
0,0196 0,012
5
0,022
2
1,27
7 Execuţie filet M10x1,5 0,78 0,32
3
0,0172 0,010
9
0,019
5
1,15
8 Execuţie filet M10 0,68 0,32
3
0,015 0,009
5
0,017 1,04
Prin însumarea tuturor timpilor calculaţi se obţine norma tehnică de timp necesară realizării
celor cinci repere din cadrul cilindrului hidraulic studiat. Astfel:
TgaurireTfiletareTlamareTstrunjireT N N N N N +++= (2.38)
76,2min6,16513,607,805,135,150 ==+++=T N ore
La acest timp se adaugă timpul necesar asamblării tuturor componentelor, inclusiv
sudarea capacului de cămaşa cilindrului, norma tehnică de timp pentru realizarea unui cilindru
hidraulic fiind egală cu:
58,383,075,2 =+=T N ore
48
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 49/109
Lucrare de licenţă
Capitolul 3- Studiul economico-financiar al realizării cilindrului hidraulic
În vederea derulării şi dezvoltării unei afaceri de succes, orice întreprindere, indiferent de
dimensiunile ei sau domeniul de activitate căreia îi aparţine, trebuie să realizeze un studiu
economico-financiar al activităţii desfăşurate, studiu ce îi va permite să-şi cunoască punctele
tari şi punctele slabe. Pe baza acestui studiu se vor putea stabili acţiuni viitoare ce vor
conduce atât la corectarea situaţiilor nefavorabile pentru firmă, cât şi la obţinerea unor
beneficii mai mari. Acest lucru se doreşte şi în cadrul acestui capitol.
3.1. Analiza situaţiei economico- financiare a SC Hidraulica SRL
Analiza economico-financiară este folosită în luarea unor decizii referitoare la
activitatea întreprinderii, cum ar fi:- gestiune patrimonial- financiară a întreprinderii;
- angajarea unor proiecte investiţionale;
- alcătuirea unei strategii privind evoluţia viitoare a întreprinderii, ş.a.
Prin folosirea analizei economico-financiare se doreşte diagnosticarea situaţiei actuale
de la SC Hidraulica SRL, a aprecierii nivelului calitativ al performanţelor acesteia şi pe baza
rezultatelor obţinute propunerea unor soluţii de corecţie, dacă este cazul.
3.1.1. Analiza cifrei de afaceri
Cifra de afaceri este socotită ca fiind indicatorul fundamental al volumului de
activitate desfăşurată de un agent economic.Se regăseşte în toate sistemele de indicatori
folosiţi în diagnosticarea şi evaluarea economică a întreprinderii. Aceasta poate fi definită ca
fiind totalitatea veniturilor înregistrate din vânzarea producţiei şi mărfurilor într-o anumită
perioadă de timp.[11]
49
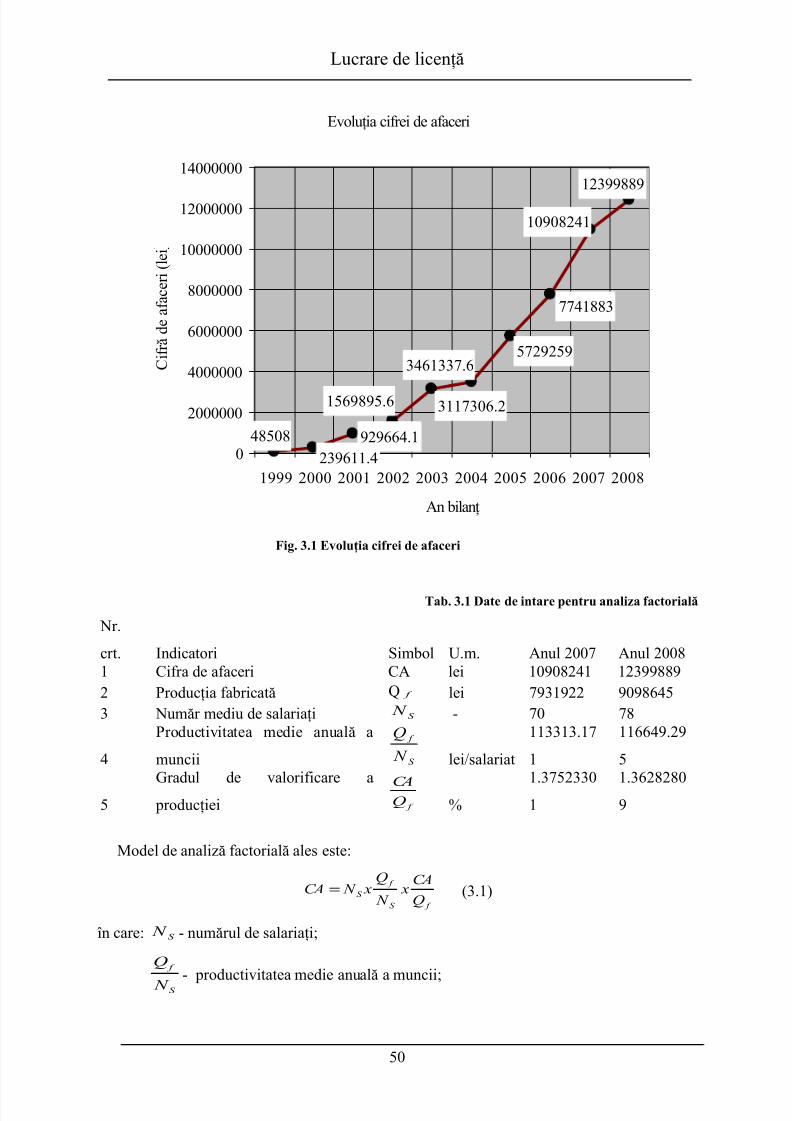
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 50/109
Evoluţia cifrei de afaceri
3461337.6
3117306.2
48508
239611.4
1569895.6
5729259
7741883
10908241
12399889
929664.10
2000000
4000000
6000000
8000000
10000000
12000000
14000000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
An bilanţ
C i f r ă d e a f a c e r i ( l e i
Lucrare de licenţă
Fig. 3.1 Evoluţia cifrei de afaceri
Tab. 3.1 Date de intare pentru analiza factorială
Nr.
crt. Indicatori Simbol U.m. Anul 2007 Anul 20081 Cifra de afaceri CA lei 10908241 123998892 Producţia fabricată Q f lei 7931922 90986453 Număr mediu de salariaţi S N - 70 78
4
Productivitatea medie anuală a
muncii S
f
N
Q
lei/salariat
113313.17
1
116649.29
5
5Gradul de valorificare a
producţiei f QCA
%1.37523301
1.36282809
Model de analiză factorială ales este:
f S
f
S Q
CA x
N
Q x N CA = (3.1)
în care: S N - numărul de salariaţi;
S
f
N
Q
- productivitatea medie anuală a muncii;
50

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 51/109
Lucrare de licenţă
f
Q
CA- gradul de valorificare al producţiei.
1491648109082411239988901 =−=−=∆ CACACA lei
Se calculează influenţa celor trei factorilor asupra cifrei de afaceri prin metoda
substituirilor în lanţ:
1. Influenţa numărului de salariaţi
( )00
01
−=∆
f S
f
S S CA N
Q
CA x
N
Q x N N
S (3.2)
CA
N S ∆ = (78-70)x 113313,171x 1,37523301= 1246656,114 lei
2. Influenţa productivităţii medii anuale a muncii
001
1
−
=∆
f S
f
S
F
S
CA
N
QQCA x
N Q
N Q x N
S
f (3.3)
CA
N
Q
S
f ∆
= 78x (116649,295-113313,171)x 1,37523301= 357859,8737 lei
3. Influenţa gradului de valorificare a producţiei
−
=∆
011
1
f f S
f
S CA
Q
CAQ
CA
Q
CA x
N
Q x N
f
(3.4)
CA
Q
CA
f
∆= 78x 116649,295x (1,36282809- 1,37523301)= -112867,988 lei
Verificare:
∆CA= CA
N S ∆ +
CA
N
Q
S
f ∆
+CA
Q
CA
f
∆= 1246656,114+ 357859,8737 -112867,988= 1491648 lei
Analizând datele obţinute se constată o creştere a cifrei de afaceri cu 1491648 lei,
aspect considerat ca fiind pozitiv. Această variaţie s-a datorat influenţelor exercitate de cei trei
factori direcţi, astfel:
- creşterea numărului mediu de salariaţi de la 70 la 78 a condus la îmbunătăţirea cifrei de
afaceri cu 1246656,114 lei;
- productivitatea medie a muncii a crescut de la 113313.171 lei/salariat la 116649.295
lei/salariat conducând la sporirea cifrei de afaceri cu 357859,8737 lei;
- gradul de valorificare al producţiei influenţează negativ cifra de afaceri ducând la o scădere
cu 112867,988 lei a acesteia. Totuşi acest lucru nu poate fi interpretat ca fiind negativ,
deoarece este vorba de o scădere de doar 1,2%, gradul de valorificare menţinându-se la o cotă
51
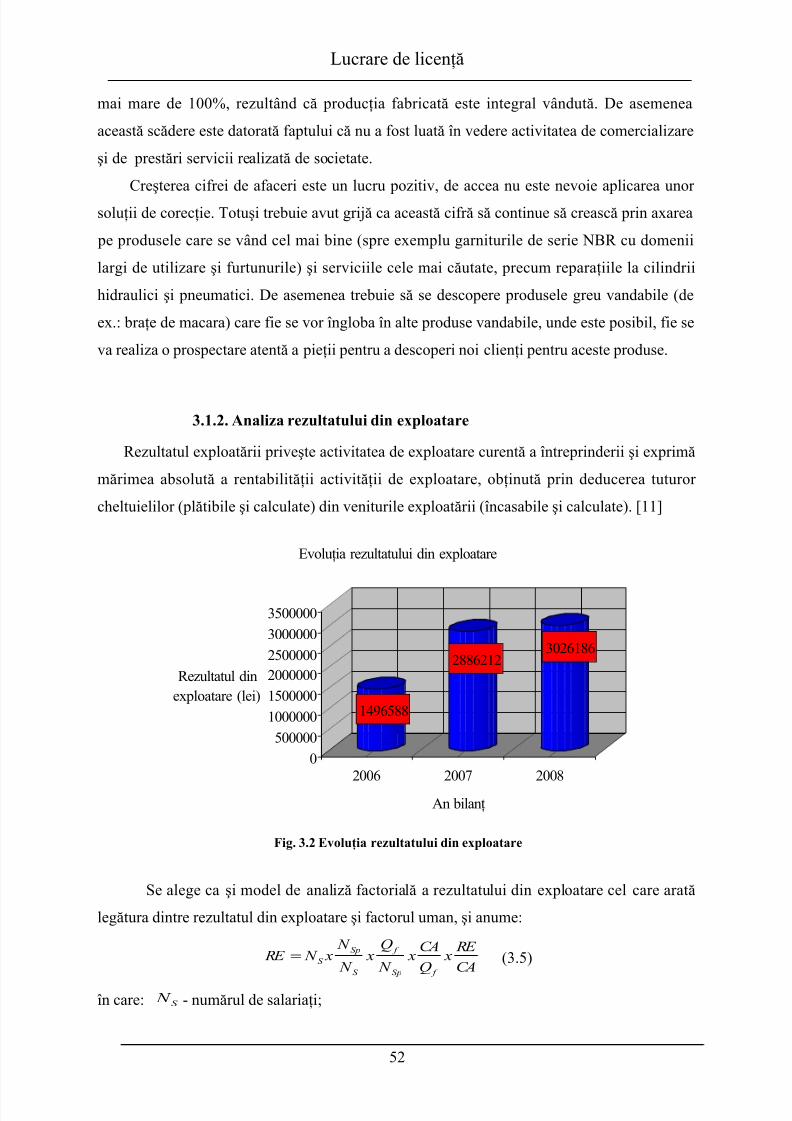
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 52/109
1496588
28862123026186
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
Rezultatul din
exploatare (lei)
2006 2007 2008An bilanţ
Evoluţia rezultatului din exploatare
Lucrare de licenţă
mai mare de 100%, rezultând că producţia fabricată este integral vândută. De asemenea
această scădere este datorată faptului că nu a fost luată în vedere activitatea de comercializare
şi de prestări servicii realizată de societate.
Creşterea cifrei de afaceri este un lucru pozitiv, de accea nu este nevoie aplicarea unor
soluţii de corecţie. Totuşi trebuie avut grijă ca această cifră să continue să crească prin axarea
pe produsele care se vând cel mai bine (spre exemplu garniturile de serie NBR cu domenii
largi de utilizare şi furtunurile) şi serviciile cele mai căutate, precum reparaţiile la cilindrii
hidraulici şi pneumatici. De asemenea trebuie să se descopere produsele greu vandabile (de
ex.: braţe de macara) care fie se vor îngloba în alte produse vandabile, unde este posibil, fie se
va realiza o prospectare atentă a pieţii pentru a descoperi noi clienţi pentru aceste produse.
3.1.2. Analiza rezultatului din exploatare
Rezultatul exploatării priveşte activitatea de exploatare curentă a întreprinderii şi exprimă
mărimea absolută a rentabilităţii activităţii de exploatare, obţinută prin deducerea tuturor
cheltuielilor (plătibile şi calculate) din veniturile exploatării (încasabile şi calculate). [11]
Fig. 3.2 Evoluţia rezultatului din exploatare
Se alege ca şi model de analiză factorială a rezultatului din exploatare cel care arată
legătura dintre rezultatul din exploatare şi factorul uman, şi anume:
CA
RE x
Q
CA x
N
Q x
N
N x N RE
f Sp
f
S
Sp
S = (3.5)
în care: S N - numărul de salariaţi;
52
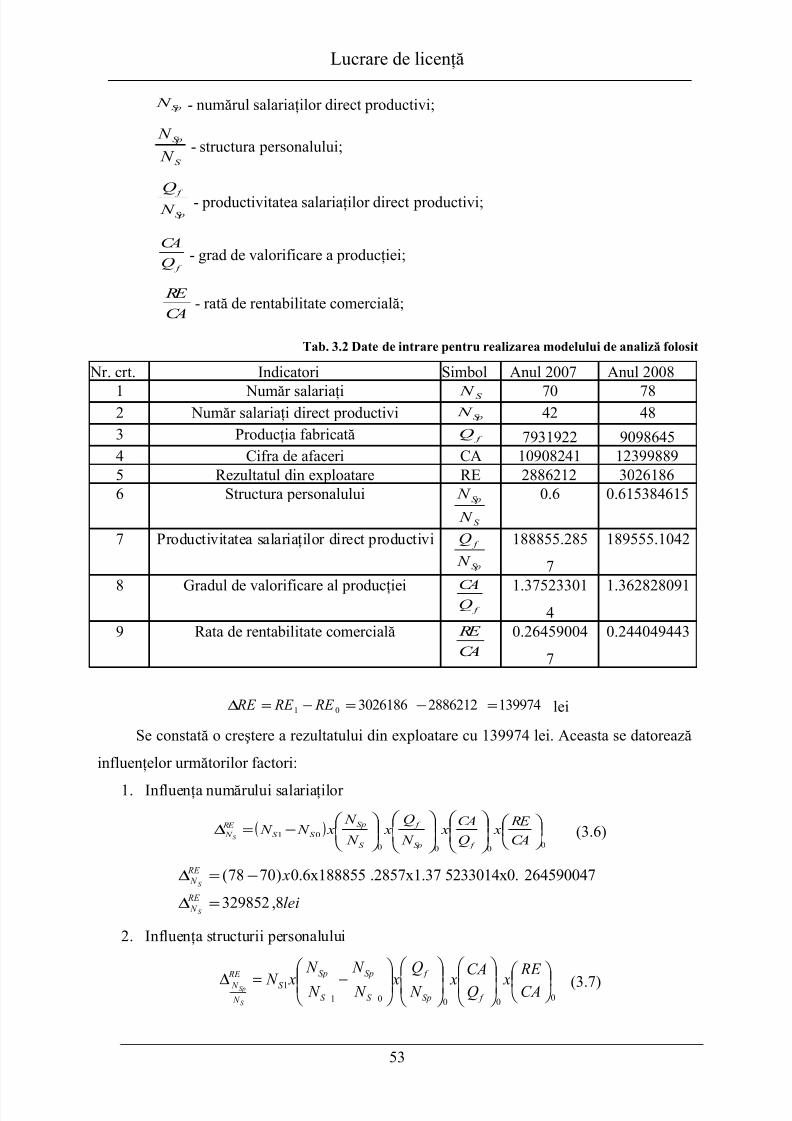
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 53/109
Lucrare de licenţă
Sp N - numărul salariaţilor direct productivi;
S
Sp
N
N - structura personalului;
Sp
f
N
Q
- productivitatea salariaţilor direct productivi;
f
Q
CA- grad de valorificare a producţiei;
CA
RE - rată de rentabilitate comercială;
Tab. 3.2 Date de intrare pentru realizarea modelului de analiză folosit
Nr. crt. Indicatori Simbol Anul 2007 Anul 2008
1 Număr salariaţi S N 70 782 Număr salariaţi direct productivi Sp
N 42 483 Producţia fabricată f Q 7931922 90986454 Cifra de afaceri CA 10908241 123998895 Rezultatul din exploatare RE 2886212 30261866 Structura personalului
S
Sp
N
N 0.6 0.615384615
7 Productivitatea salariaţilor direct productivi
Sp
f
N
Q 188855.285
7
189555.1042
8 Gradul de valorificare al producţiei f
QCA 1.37523301
41.362828091
9 Rata de rentabilitate comercialăCA
RE 0.26459004
7
0.244049443
1399742886212302618601 =−=−=∆ RE RE RE lei
Se constată o creştere a rezultatului din exploatare cu 139974 lei. Aceasta se datorează
influenţelor următorilor factori:
1. Influenţa numărului salariaţilor
( )0
000
01
−=∆
CA
RE x
Q
CA x
N
Q x
N
N x N N
f Sp
f
S
Sp
S S
RE
N S (3.6)
lei
x
RE
N
RE N
S
S
8,329852
2645900475233014x0..2857x1.370.6x188855)7078(
=∆
−=∆
2. Influenţa structurii personalului
00001
1
−=∆ CA
RE xQ
CA x N
Q x N
N
N
N x N
f Sp
f
S
Sp
S
Sp
S
RE
N
N
S
Sp (3.7)
53

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 54/109
Lucrare de licenţă
lei
x
RE N
RE N
S
S
2,82463
.26459004775233014x05.2857x1.30.6)x1888550.61538461(78
=∆
−=∆
3. Influenţa productivităţii salariaţilor direct productivi
00011
1
−
=∆
CA
RE x
Q
CA x
N
Q
N
Q x
N
N x N
f Sp
f
Sp
f
S
Sp
S
RE
N
Q
Sp
f (3.8)
lei
x
RE
N
Q
RE
N
Q
Sp
f
Sp
f
96,12222
5900473014x0.2647)x1.37523188855.285-10425x(189555.0.6153846178
=∆
=∆
4. Influenţa gradului de valorificare a producţiei
00111
1
−
=∆
CA RE x
QCA
QCA x
N Q x
N N x N
f f Sp
f
S
SpS
RE
Q
CA
f
(3.9)
lei
x
RE
Q
CA
RE
Q
CA
f
f
7.29863
00474)x0.264591.37523301-2809142x(1.3628x189555.100.6153846178
−=∆
=∆
5.Influenţa ratei de rentabilitate comercială
−
=∆
01111
1
CA
RE
CA
RE x
Q
CA x
N
Q x
N
N x N
f Sp
f
S
Sp
S RE
CA
RE (3.10)
lei
x
RE
CA
RE
RE
CA
RE
254701
7)0.26459004-40494438091x(0.2442x1.36282x189555.100.6153846178
−=∆
=∆
Verificare:lei RE
RE RE
CA
RE
RE
Q
CA
RE
N
Q
RE
N
N
RE
N
f Sp
f
S
SpS
1399742547017,2986396,122222,824638,329852 =−−++=∆
∆+∆+∆+∆+∆=∆
Se observă o creştere a rezultatului din exploatare faţă de anul 2007 cu 139974 lei,
creştere rezultată în urma variaţiei factorilor de mai sus:
- numărul salariaţilor, structura personalului şi productivitatea salariaţilor direct productivi
duc la o creştere a indicatorului analizat, cu valori diferite, aspect considerat pozitiv;
- gradul de valorificare a producţiei a dus la o scădere a rezultatului din exploatare cu 29863,7
lei, aspecte legate de acesta fiind prezentate la punctul 3.1.1.;
- rata de rentabilitate comercială a influenţat indicatorul analizat în sens negativ, ducând la
scăderea acestuia cu 254701 lei. Acest fapt s-a datorat creşterii, în anul 2008, a cheltuielilor
cu materiile prime şi materialele cu 8-10% faţă de anul anterior.
54
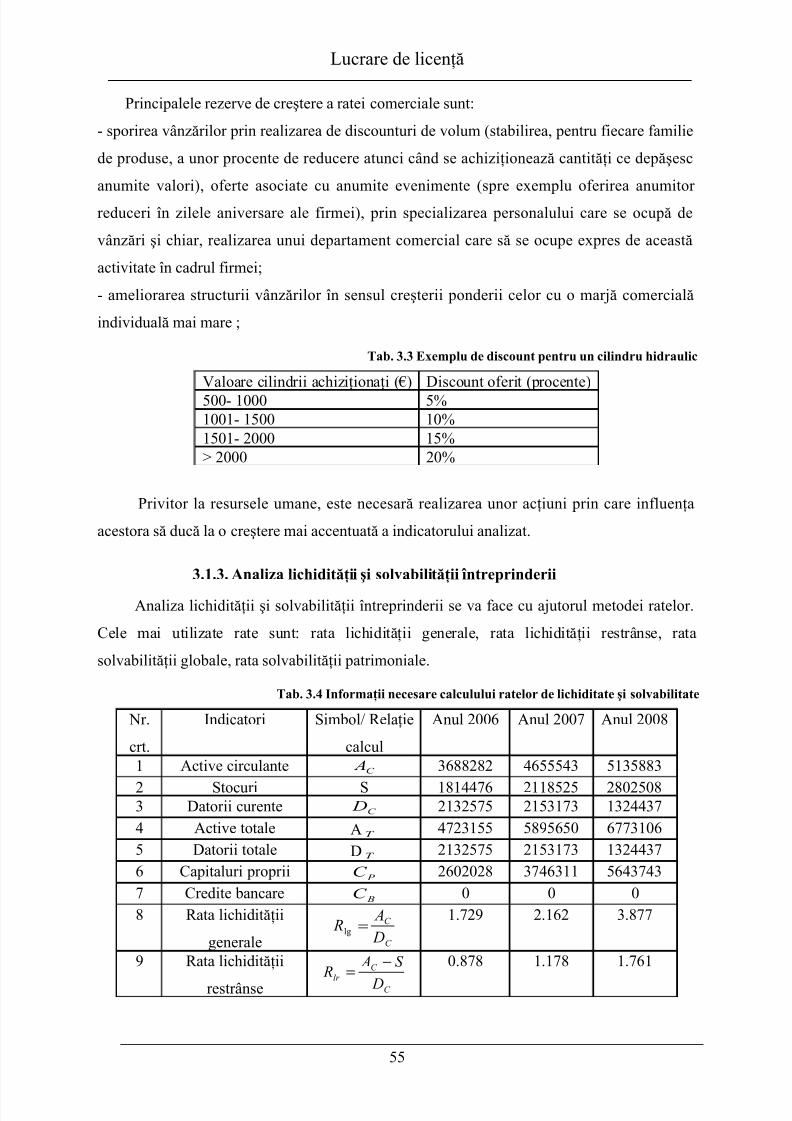
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 55/109
Lucrare de licenţă
Principalele rezerve de creştere a ratei comerciale sunt:
- sporirea vânzărilor prin realizarea de discounturi de volum (stabilirea, pentru fiecare familie
de produse, a unor procente de reducere atunci când se achiziţionează cantităţi ce depăşesc
anumite valori), oferte asociate cu anumite evenimente (spre exemplu oferirea anumitor
reduceri în zilele aniversare ale firmei), prin specializarea personalului care se ocupă de
vânzări şi chiar, realizarea unui departament comercial care să se ocupe expres de această
activitate în cadrul firmei;
- ameliorarea structurii vânzărilor în sensul creşterii ponderii celor cu o marjă comercială
individuală mai mare ;
Tab. 3.3 Exemplu de discount pentru un cilindru hidraulic
Valoare cilindrii achiziţionaţi (€) Discount oferit (procente)500- 1000 5%1001- 1500 10%1501- 2000 15%> 2000 20%
Privitor la resursele umane, este necesară realizarea unor acţiuni prin care influenţa
acestora să ducă la o creştere mai accentuată a indicatorului analizat.
3.1.3. Analiza lichidităţii şi solvabilităţii întreprinderii
Analiza lichidităţii şi solvabilităţii întreprinderii se va face cu ajutorul metodei ratelor.
Cele mai utilizate rate sunt: rata lichidităţii generale, rata lichidităţii restrânse, rata
solvabilităţii globale, rata solvabilităţii patrimoniale.
Tab. 3.4 Informaţii necesare calculului ratelor de lichiditate şi solvabilitate
Nr.
crt.
Indicatori Simbol/ Relaţie
calcul
Anul 2006 Anul 2007 Anul 2008
1 Active circulante C A 3688282 4655543 5135883
2 Stocuri S 1814476 2118525 28025083 Datorii curente C D 2132575 2153173 13244374 Active totale A T 4723155 5895650 67731065 Datorii totale D T 2132575 2153173 13244376 Capitaluri proprii P C 2602028 3746311 56437437 Credite bancare BC 0 0 08 Rata lichidităţii
generale C
C
D
A R =lg
1.729 2.162 3.877
9 Rata lichidităţii
restrânse C
C
lr D
S A
R
−
=
0.878 1.178 1.761
55
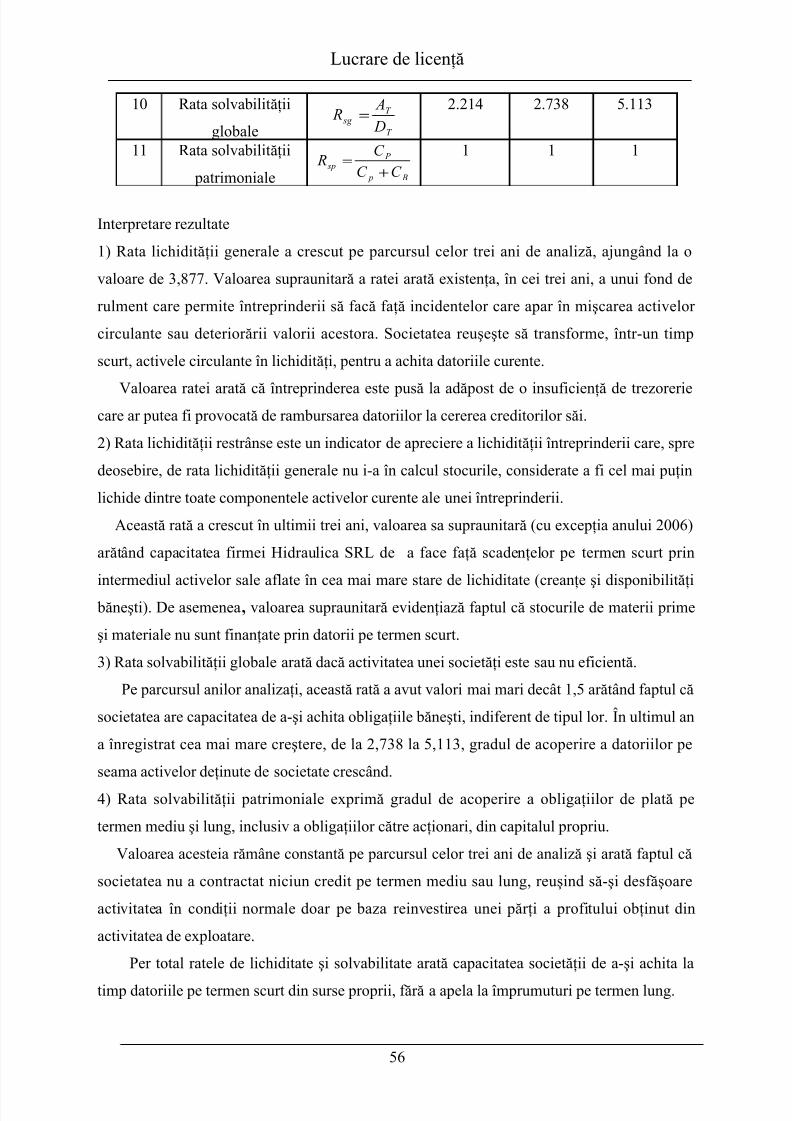
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 56/109
Lucrare de licenţă
10 Rata solvabilităţii
globale T
T sg
D
A R =
2.214 2.738 5.113
11 Rata solvabilităţii
patrimoniale B p
P sp
C C
C R
+=
1 1 1
Interpretare rezultate
1) Rata lichidităţii generale a crescut pe parcursul celor trei ani de analiză, ajungând la o
valoare de 3,877. Valoarea supraunitară a ratei arată existenţa, în cei trei ani, a unui fond de
rulment care permite întreprinderii să facă faţă incidentelor care apar în mişcarea activelor
circulante sau deteriorării valorii acestora. Societatea reuşeşte să transforme, într-un timp
scurt, activele circulante în lichidităţi, pentru a achita datoriile curente.
Valoarea ratei arată că întreprinderea este pusă la adăpost de o insuficienţă de trezoreriecare ar putea fi provocată de rambursarea datoriilor la cererea creditorilor săi.
2) Rata lichidităţii restrânse este un indicator de apreciere a lichidităţii întreprinderii care, spre
deosebire, de rata lichidităţii generale nu i-a în calcul stocurile, considerate a fi cel mai puţin
lichide dintre toate componentele activelor curente ale unei întreprinderii.
Această rată a crescut în ultimii trei ani, valoarea sa supraunitară (cu excepţia anului 2006)
arătând capacitatea firmei Hidraulica SRL de a face faţă scadenţelor pe termen scurt prin
intermediul activelor sale aflate în cea mai mare stare de lichiditate (creanţe şi disponibilităţi băneşti). De asemenea, valoarea supraunitară evidenţiază faptul că stocurile de materii prime
şi materiale nu sunt finanţate prin datorii pe termen scurt.
3) Rata solvabilităţii globale arată dacă activitatea unei societăţi este sau nu eficientă.
Pe parcursul anilor analizaţi, această rată a avut valori mai mari decât 1,5 arătând faptul că
societatea are capacitatea de a-şi achita obligaţiile băneşti, indiferent de tipul lor. În ultimul an
a înregistrat cea mai mare creştere, de la 2,738 la 5,113, gradul de acoperire a datoriilor pe
seama activelor deţinute de societate crescând.
4) Rata solvabilităţii patrimoniale exprimă gradul de acoperire a obligaţiilor de plată pe
termen mediu şi lung, inclusiv a obligaţiilor către acţionari, din capitalul propriu.
Valoarea acesteia rămâne constantă pe parcursul celor trei ani de analiză şi arată faptul că
societatea nu a contractat niciun credit pe termen mediu sau lung, reuşind să-şi desfăşoare
activitatea în condiţii normale doar pe baza reinvestirea unei părţi a profitului obţinut din
activitatea de exploatare.
Per total ratele de lichiditate şi solvabilitate arată capacitatea societăţii de a-şi achita la
timp datoriile pe termen scurt din surse proprii, fără a apela la împrumuturi pe termen lung.
56
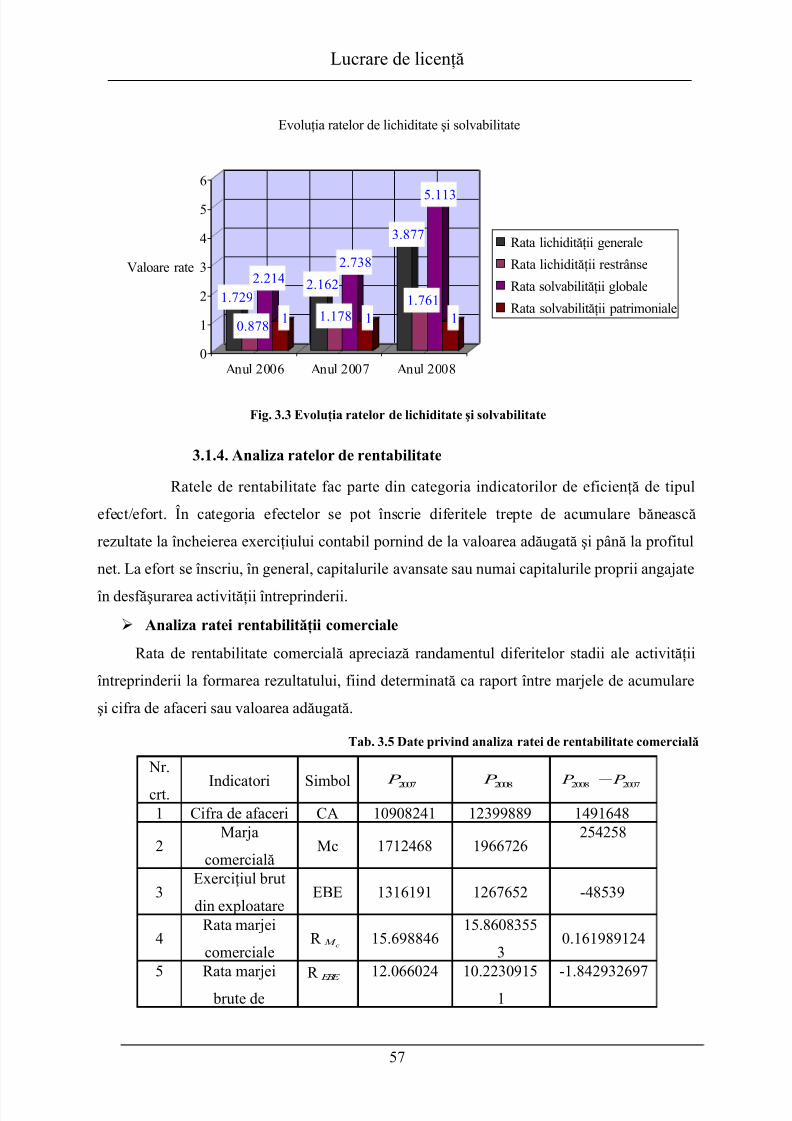
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 57/109
1.729
0.878
2.214
1
2.162
1.178
2.738
1
3.877
1.761
5.113
1
0
1
2
3
4
5
6
Valoare rate
Anul 2006 Anul 2007 Anul 2008
Evoluţia ratelor de lichiditate şi solvabilitate
Rata lichidităţii generale
Rata lichidităţii restrânse
Rata solvabilităţii globale
Rata solvabilităţii patrimoniale
Lucrare de licenţă
Fig. 3.3 Evoluţia ratelor de lichiditate şi solvabilitate
3.1.4. Analiza ratelor de rentabilitate
Ratele de rentabilitate fac parte din categoria indicatorilor de eficienţă de tipul
efect/efort. În categoria efectelor se pot înscrie diferitele trepte de acumulare bănească
rezultate la încheierea exerciţiului contabil pornind de la valoarea adăugată şi până la profitul
net. La efort se înscriu, în general, capitalurile avansate sau numai capitalurile proprii angajate
în desfăşurarea activităţii întreprinderii.
Analiza ratei rentabilităţii comerciale
Rata de rentabilitate comercială apreciază randamentul diferitelor stadii ale activităţii
întreprinderii la formarea rezultatului, fiind determinată ca raport între marjele de acumulare
şi cifra de afaceri sau valoarea adăugată.
Tab. 3.5 Date privind analiza ratei de rentabilitate comercială
Nr.
crt. Indicatori Simbol 2007 P 2008 P 20072008 P P −
1 Cifra de afaceri CA 10908241 12399889 1491648
2Marja
comercialăMc 1712468 1966726
254258
3Exerciţiul brut
din exploatareEBE 1316191 1267652 -48539
4Rata marjei
comercialeR
cM 15.69884615.8608355
30.161989124
5 Rata marjei brute de
R EBE 12.066024 10.22309151
-1.842932697
57
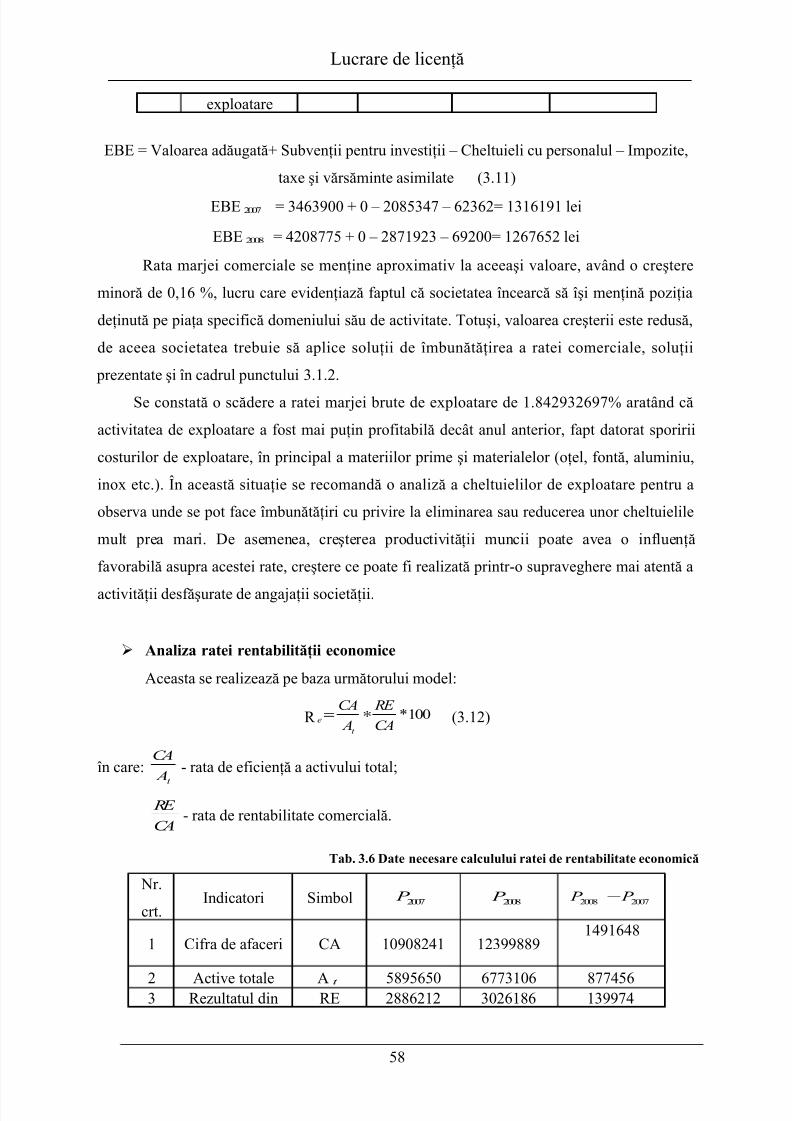
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 58/109
Lucrare de licenţă
exploatare
EBE = Valoarea adăugată+ Subvenţii pentru investiţii – Cheltuieli cu personalul – Impozite,
taxe şi vărsăminte asimilate (3.11)
EBE 2007 = 3463900 + 0 – 2085347 – 62362= 1316191 lei
EBE 2008 = 4208775 + 0 – 2871923 – 69200= 1267652 lei
Rata marjei comerciale se menţine aproximativ la aceeaşi valoare, având o creştere
minoră de 0,16 %, lucru care evidenţiază faptul că societatea încearcă să îşi menţină poziţia
deţinută pe piaţa specifică domeniului său de activitate. Totuşi, valoarea creşterii este redusă,
de aceea societatea trebuie să aplice soluţii de îmbunătăţirea a ratei comerciale, soluţii
prezentate şi în cadrul punctului 3.1.2.
Se constată o scădere a ratei marjei brute de exploatare de 1.842932697% aratând că
activitatea de exploatare a fost mai puţin profitabilă decât anul anterior, fapt datorat sporirii
costurilor de exploatare, în principal a materiilor prime şi materialelor (oţel, fontă, aluminiu,
inox etc.). În această situaţie se recomandă o analiză a cheltuielilor de exploatare pentru a
observa unde se pot face îmbunătăţiri cu privire la eliminarea sau reducerea unor cheltuielile
mult prea mari. De asemenea, creşterea productivităţii muncii poate avea o influenţă
favorabilă asupra acestei rate, creştere ce poate fi realizată printr-o supraveghere mai atentă a
activităţii desfăşurate de angajaţii societăţii.
Analiza ratei rentabilităţii economice
Aceasta se realizează pe baza următorului model:
R 100*CA
RE
A
CA
t
e ∗= (3.12)
în care:t
A
CA- rata de eficienţă a activului total;
CA
RE - rata de rentabilitate comercială.
Tab. 3.6 Date necesare calculului ratei de rentabilitate economică
Nr.
crt.Indicatori Simbol 2007
P 2008
P 20072008P P −
1 Cifra de afaceri CA 10908241 123998891491648
2 Active totale A t 5895650 6773106 8774563 Rezultatul din RE 2886212 3026186 139974
58

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 59/109
Lucrare de licenţă
exploatare
4
Rata de
eficienţă a
activului totalt A
CA 1.85021861.83075371
9-0.019464832
5Rata de
rentabilitate
comercială
CA
RE *10
0
26.4590047 24.40494427
-2.05406043
01 ReRe −=∆ e R = 44.67944249- 48.9549413= -4.275498847 %
1. Influenţa ratei de eficienţă a activului total
100**0
01
Re
−
=∆
CA
RE
A
CA
A
CA
t t A
CA
t
(3.13)
Re
t A
CA∆ = -0.019464832*26.4590047= - 0.515020081%
2. Influenţa ratei de rentabilitate comercială
Re
100*CA
RE ∆ =
−
011
100*100**CA
RE
CA
RE
At
CA(3.14)
Re
100*CA
RE ∆ = 1.830753719*-2.05406043= -3.760478771%
Rata de rentabilitate economică prezintă o scădere de 4.275498847%, scădere datorată
ambilor factori direcţi care o influenţează, aspect considerat ca fiind negativ.
Scăderea ratei de eficienţă a activelor cu un procent de 0.515020081% a apărut ca o
consecinţă a utilizării ineficiente a mijloacelor fixe, dar şi a creşterii valorii mijloacelor fixe
mai mult decât valoarea rezultatului din exploatare.
Firma pentru a readuce indicatorii analizaţi la o valoare pozitivă trebuie să recurgă la
următoarele soluţii:
- scoaterea din patrimoniu a utilajelor complet amortizate şi care nu sunt folosite;- respectarea tehnologiei de fabricaţie pentru a utiliza întreaga capacitate a mijloacelor fixe;
- instruirea personalul ce deserveşte mijloace fixe recent achiziţionate, pentru a creşte astfel
productivitatea acestor mijloace fixe;
- căutarea unor soluţii de utilizare mai eficientă a resurselor de care dispune societatea ;
- organizarea activităţii din cadrul procesului de producţie.
O influenţă negativă şi mai mare o are rata de rentabilitatea comercială care scade cu
3.760478771%. Aspecte despre această situaţie au fost prezentate în cadrul punctelor anterioare.
59
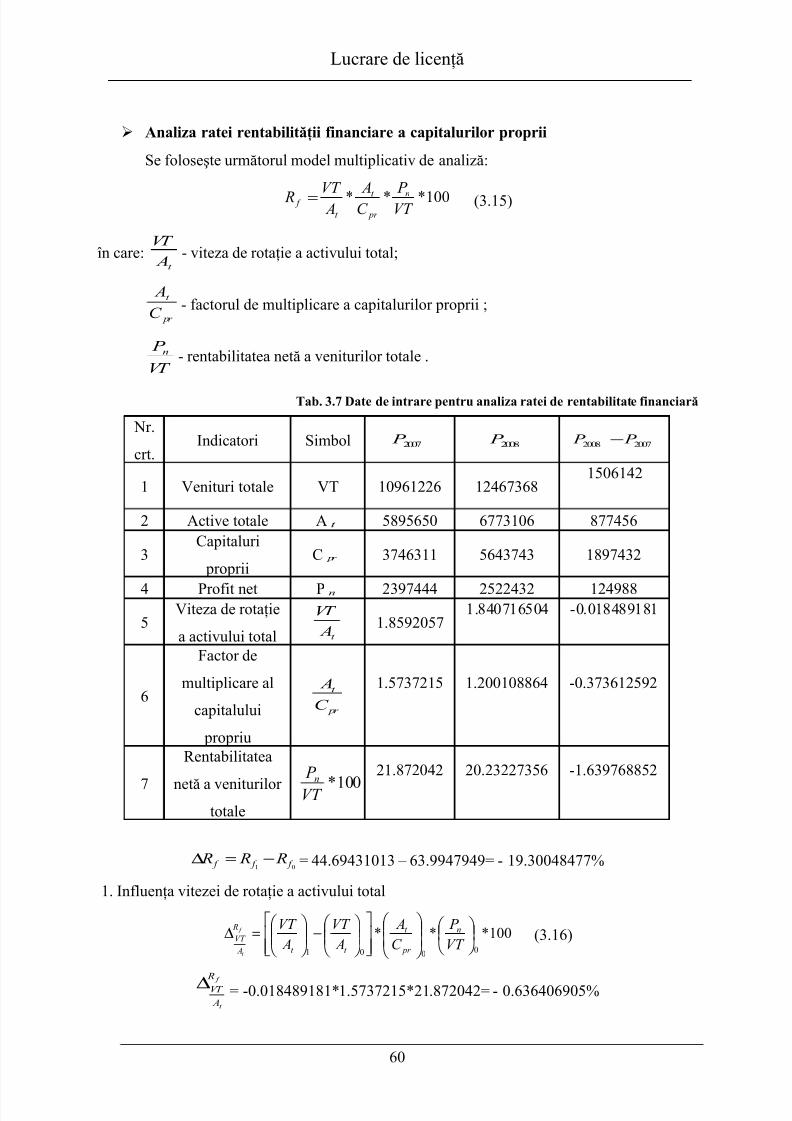
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 60/109
Lucrare de licenţă
Analiza ratei rentabilităţii financiare a capitalurilor proprii
Se foloseşte următorul model multiplicativ de analiză:
100***VT P
C A
AVT R n
pr
t
t
f = (3.15)
în care:t A
VT - viteza de rotaţie a activului total;
pr
t
C
A- factorul de multiplicare a capitalurilor proprii ;
VT
P n - rentabilitatea netă a veniturilor totale .
Tab. 3.7 Date de intrare pentru analiza ratei de rentabilitate financiară
Nr.
crt.Indicatori Simbol 2007
P 2008
P 20072008 P P −
1 Venituri totale VT 10961226 124673681506142
2 Active totale A t 5895650 6773106 877456
3Capitaluri
propriiC pr 3746311 5643743 1897432
4 Profit net P n 2397444 2522432 124988
5Viteza de rotaţie
a activului total t A
VT 1.8592057
1.840716504 -0.018489181
6
Factor de
multiplicare al
capitalului
propriu
pr
t
C
A 1.5737215 1.200108864 -0.373612592
7
Rentabilitatea
netă a veniturilor totale
100*VT
P n
21.872042 20.23227356 -1.639768852
01 f f f R R R −=∆ = 44.69431013 – 63.9947949= - 19.30048477%
1. Influenţa vitezei de rotaţie a activului total
100***0
001
−
=∆
VT
P
C
A
A
VT
A
VT n
pr
t
t t
R
A
VT f
t
(3.16)
f
t
R
A
VT ∆ = -0.018489181*1.5737215*21.872042= - 0.636406905%
60

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 61/109
Lucrare de licenţă
2. Influenţa factorului de multiplicare al capitalului propriu
100***0
011
−
=∆
VT
P
C
A
C
A
A
VT n
pr
t
pr
t
t
R
C
A f
pr
t (3.17)
f
pr
t
R
C
A∆ = 1.840716504*-0.373612592*21.872042= - 15.04172839%
3. Influenţa rentabilităţii nete a veniturilor totale
−
=∆
0111100*
100*100***VT
P
VT
P
C
A
A
VT nn
pr
t
t
R
VT
P f
n(3.18)
f
n
R
VT
P 100*
∆ = 1.840716504*1.200108864*-1.639768852= - 3.622348096%
Rata de rentabilitate financiară scade cu 19.30048477% datorită politicii de reinvestire a profitului pentru creşterea activelor deţinute de societate şi a fluxurilor de venituri viitoare.
Această rată, practic arată raportul dintre efectul şi efortul depus pentru obţinerea profitului.
Toţi factorii care influenţează această rată duc la scăderea ei, situaţie considerată
nefavorabilă pentru societate. Influenţele acestor factori au următoarele semnificaţii:
- influenţa negativă a vitezei de rotaţie a activului total arată faptul că societatea a constituit
stocuri prea mari comparativ cu ceea ce a reuşit să vândă;
- influenţa negativă a factorului de multiplicare sugerează că gradul de îndatorare al societăţiieste unul scăzut;
- influenţa rentabilităţii nete a veniturilor totale reflectă faptul că profitul creşte într-un ritm
inferior creşterii veniturilor totale.
Rentabilitatea financiară poate creşte prin:
- creşterea vitezei de rotaţie a activului ce reprezintă o condiţie esenţială de mărire a acestei
rate, creştere ce poate fi realizată printr-o exploatare intensă a activului (reducerea ciclului de
exploatare prin utilizarea unor viteze de lucru mai mari, micşorarea timpilor auxiliari şi acelor neproductivi, asigurarea unei logistici corespunzătoare în cadrul firmei etc.);
- creşterea eficienţei activităţii de exploatare prin controlul costurilor şi implementarea unei
politici de preţuri adecvate ;
- sporirea volumului de activitate şi fructificarea superioară a capitalurilor proprii.
61
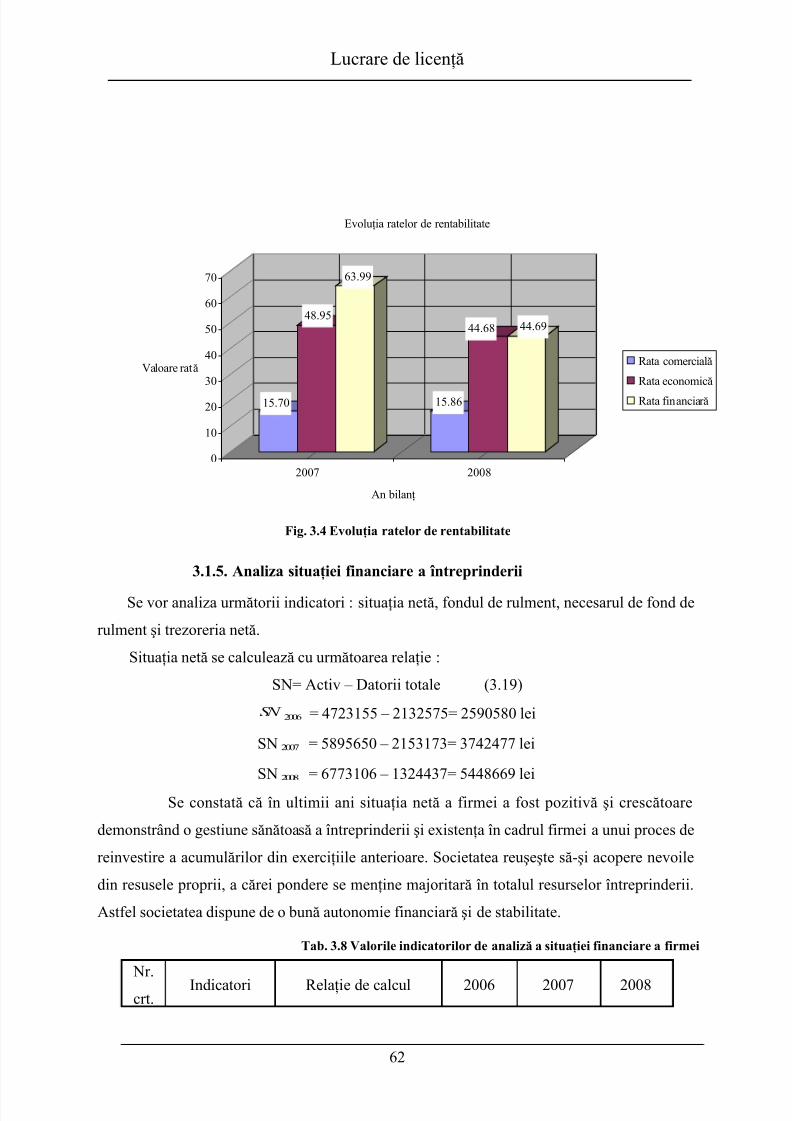
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 62/109
Lucrare de licenţă
Fig. 3.4 Evoluţia ratelor de rentabilitate
3.1.5. Analiza situaţiei financiare a întreprinderii
Se vor analiza următorii indicatori : situaţia netă, fondul de rulment, necesarul de fond de
rulment şi trezoreria netă.
Situaţia netă se calculează cu următoarea relaţie :
SN= Activ – Datorii totale (3.19)
2006SN = 4723155 – 2132575= 2590580 lei
SN 2007 = 5895650 – 2153173= 3742477 lei
SN 2008 = 6773106 – 1324437= 5448669 lei
Se constată că în ultimii ani situaţia netă a firmei a fost pozitivă şi crescătoare
demonstrând o gestiune sănătoasă a întreprinderii şi existenţa în cadrul firmei a unui proces de
reinvestire a acumulărilor din exerciţiile anterioare. Societatea reuşeşte să-şi acopere nevoile
din resusele proprii, a cărei pondere se menţine majoritară în totalul resurselor întreprinderii.
Astfel societatea dispune de o bună autonomie financiară şi de stabilitate.
Tab. 3.8 Valorile indicatorilor de analiză a situaţiei financiare a firmei
Nr.crt.
Indicatori Relaţie de calcul 2006 2007 2008
62
15.70
48.95
63.99
15.86
44.68 44.69
0
10
20
30
40
50
60
70
Valoare rată
2007 2008
An bilanţ
Evoluţia ratelor de rentabilitate
Rata comercială
Rata economică
Rata financiară
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 63/109
Lucrare de licenţă
1Fond de
rulment
Capitaluri permanente
– Nevoi permanente 1567155 2506204 4006520
2
Nevoia de
fond de
rulment
Nevoi temporare – Resurse temporare
1192064 2260458 3266376
3Trezoreria
netă
Fond de rulment
– Nevoia de fond de
rulment
375091 245746 740144
20062007 FR FR FR −=∆ = 2506204 – 1567155= 939049 lei
20072008
FR FR FR −=∆
= 4006520 – 2506204= 1500316 lei20062007 NFR NFR NFR −=∆ = 2260458 – 1192064= 1068394 lei
20072008 NFR NFR NFR −=∆ = 3266376 – 2260458= 1005918 lei
20062007 TN TN TN −=∆ = 245746 – 375091= - 129345 lei
20072008 TN TN TN −=∆ = 740144 – 245746= 494398 lei
Fondul de rulment pozitiv în toţi cei trei ani analizaţi arată faptul că societatea deţine
suficiente capitaluri proprii pentru a-şi desfăşura activitatea fără a recurge la împrumuturi şi
că echilibrul financiar este realizat. Firma dispune de o marjă de securitate care o protejeazăde eventuale situaţii neprevăzute.
Nevoia de fond de rulment pozitivă arată un surplus de nevoi temporare în raport cu
resursele temporare posibile de mobilizat. Această situaţie poate fi considerată ca fiind
normală, deoarece este rezultatul unei politici de investiţii determinată de creşterea nevoii de
finanţare a ciclului de exploatare.
Trezoreria netă pozitivă este expresia cea mai concludentă a unei gestiuni corespunzătoare,
reflectând existenţa disponibilităţilor băneşti în cadrul firmei, disponibilităţi ce îi vor permiteacesteia rambursarea datoriilor financiare pe termen scurt, dar şi efectuarea unor plasamente
eficiente.
63
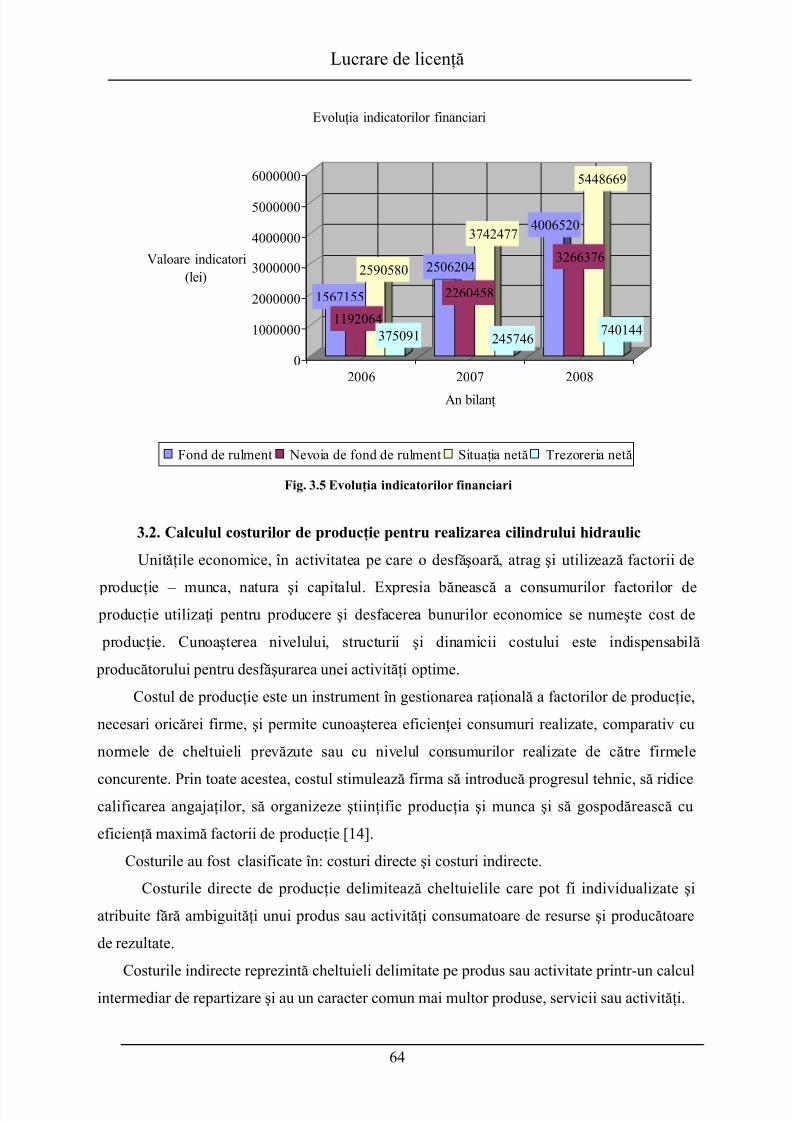
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 64/109
1567155
1192064
2590580
375091
2506204
2260458
3742477
245746
4006520
3266376
5448669
740144
0
1000000
2000000
3000000
4000000
5000000
6000000
Valoare indicatori
(lei)
2006 2007 2008
An bilanţ
Evoluţia indicatorilor financiari
Fond de rulment Nevoia de fond de rulment Situaţia netă Trezoreria netă
Lucrare de licenţă
Fig. 3.5 Evoluţia indicatorilor financiari
3.2. Calculul costurilor de producţie pentru realizarea cilindrului hidraulic
Unităţile economice, în activitatea pe care o desfăşoară, atrag şi utilizează factorii de
producţie – munca, natura şi capitalul. Expresia bănească a consumurilor factorilor de producţie utilizaţi pentru producere şi desfacerea bunurilor economice se numeşte cost de
producţie. Cunoaşterea nivelului, structurii şi dinamicii costului este indispensabilă
producătorului pentru desfăşurarea unei activităţi optime.
Costul de producţie este un instrument în gestionarea raţională a factorilor de producţie,
necesari oricărei firme, şi permite cunoaşterea eficienţei consumuri realizate, comparativ cu
normele de cheltuieli prevăzute sau cu nivelul consumurilor realizate de către firmele
concurente. Prin toate acestea, costul stimulează firma să introducă progresul tehnic, să ridicecalificarea angajaţilor, să organizeze ştiinţific producţia şi munca şi să gospodărească cu
eficienţă maximă factorii de producţie [14].
Costurile au fost clasificate în: costuri directe şi costuri indirecte.
Costurile directe de producţie delimitează cheltuielile care pot fi individualizate şi
atribuite fără ambiguităţi unui produs sau activităţi consumatoare de resurse şi producătoare
de rezultate.
Costurile indirecte reprezintă cheltuieli delimitate pe produs sau activitate printr-un calcul
intermediar de repartizare şi au un caracter comun mai multor produse, servicii sau activităţi.
64
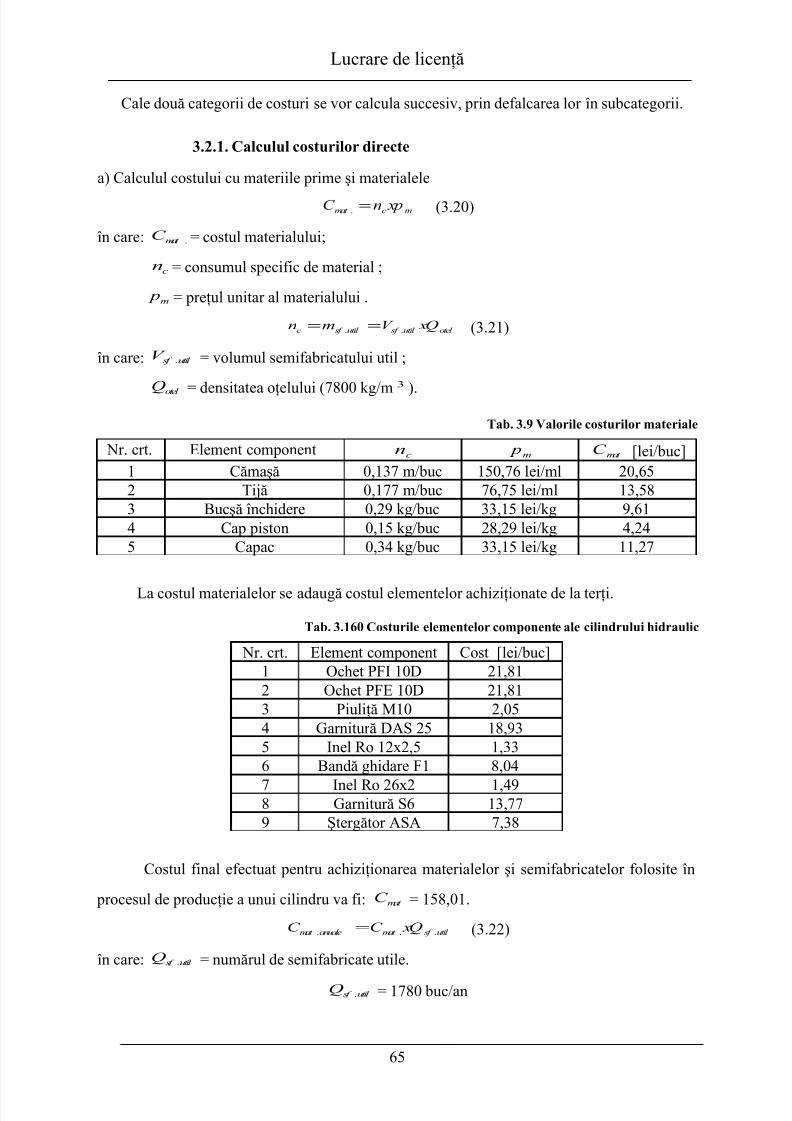
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 65/109
Lucrare de licenţă
Cale două categorii de costuri se vor calcula succesiv, prin defalcarea lor în subcategorii.
3.2.1. Calculul costurilor directe
a) Calculul costului cu materiile prime şi materialele
mcmat xpnC =. (3.20)
în care: .mat C = costul materialului;
cn = consumul specific de material ;
m p = preţul unitar al materialului .
otel util sf util sf cxQV mn
..== (3.21)
în care: util sf V . = volumul semifabricatului util ;
otel Q = densitatea oţelului (7800 kg/m3
).
Tab. 3.9 Valorile costurilor materiale
Nr. crt. Element component cn m p mat C [lei/buc]1 Cămaşă 0,137 m/buc 150,76 lei/ml 20,652 Tijă 0,177 m/buc 76,75 lei/ml 13,583 Bucşă închidere 0,29 kg/buc 33,15 lei/kg 9,614 Cap piston 0,15 kg/buc 28,29 lei/kg 4,245 Capac 0,34 kg/buc 33,15 lei/kg 11,27
La costul materialelor se adaugă costul elementelor achiziţionate de la terţi.
Tab. 3.160 Costurile elementelor componente ale cilindrului hidraulic
Nr. crt. Element component Cost [lei/buc]1 Ochet PFI 10D 21,812 Ochet PFE 10D 21,813 Piuliţă M10 2,054 Garnitură DAS 25 18,935 Inel Ro 12x2,5 1,336 Bandă ghidare F1 8,04
7 Inel Ro 26x2 1,498 Garnitură S6 13,779 Ştergător ASA 7,38
Costul final efectuat pentru achiziţionarea materialelor şi semifabricatelor folosite în
procesul de producţie a unui cilindru va fi: mat C = 158,01.
util sf mat anualemat xQC C ...= (3.22)
în care: util sf Q. = numărul de semifabricate utile.
util sf Q. = 1780 buc/an
65
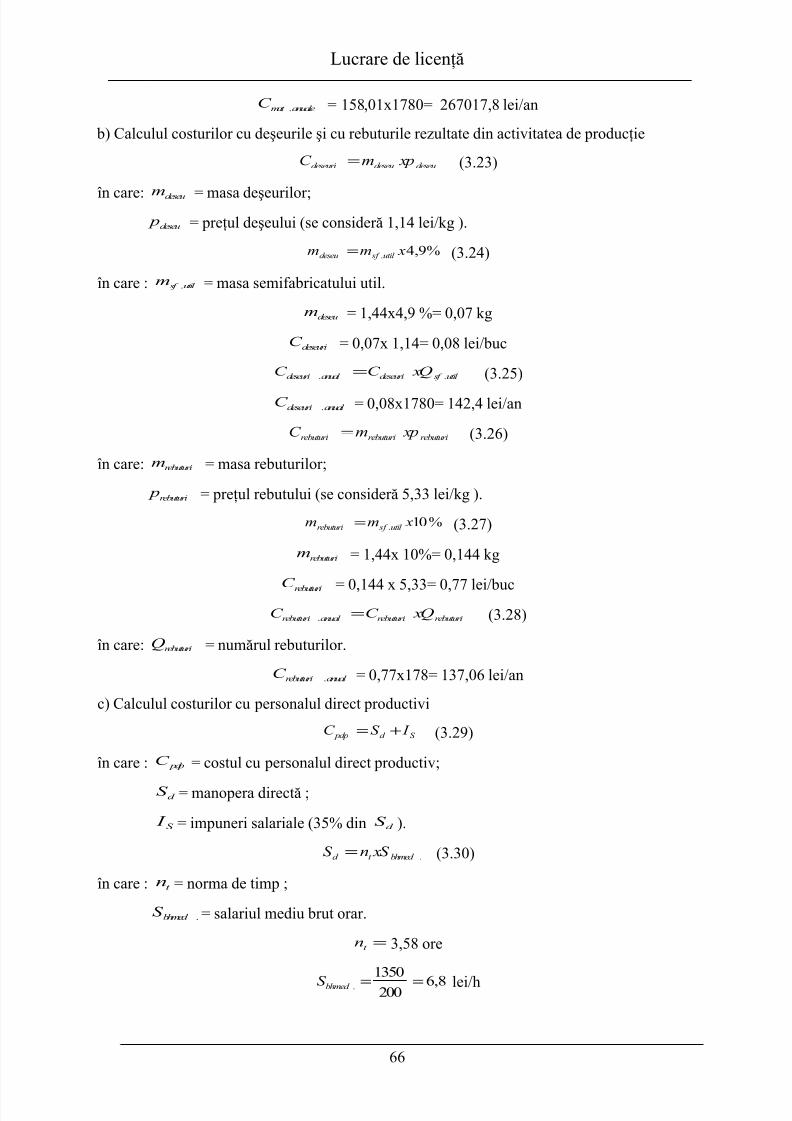
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 66/109
Lucrare de licenţă
anualemat C . = 158,01x1780= 267017,8 lei/an
b) Calculul costurilor cu deşeurile şi cu rebuturile rezultate din activitatea de producţie
deseudeseudeseuri xpmC = (3.23)
în care: deseum = masa deşeurilor;deseu p = preţul deşeului (se consideră 1,14 lei/kg ).
%9,4. xmm util sf deseu = (3.24)
în care : util sf m
. = masa semifabricatului util.
deseum = 1,44x4,9 %= 0,07 kg
deseuriC = 0,07x 1,14= 0,08 lei/buc
util sf deseurianual deseuri xQC C .. = (3.25)
anual deseuriC . = 0,08x1780= 142,4 lei/an
rebuturirebuturirebuturi xpmC = (3.26)
în care: rebuturim = masa rebuturilor;
rebuturi p = preţul rebutului (se consideră 5,33 lei/kg ).
%10. xmmutil sf rebuturi = (3.27)
rebuturim = 1,44x 10%= 0,144 kg
rebuturiC = 0,144 x 5,33= 0,77 lei/bucrebuturirebuturianual rebuturi xQC C =. (3.28)
în care: rebuturiQ = numărul rebuturilor.
anual rebuturiC . = 0,77x178= 137,06 lei/an
c) Calculul costurilor cu personalul direct productivi
S d pdp I S C += (3.29)
în care : pdpC = costul cu personalul direct productiv;
d S = manopera directă ;
S I = impuneri salariale (35% din d S ).
.bhmed t d xS nS = (3.30)
în care : t n = norma de timp ;
.bhmed S = salariul mediu brut orar.
=t n 3,58 ore
8,62001350. ==bhmed S lei/h
66

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 67/109
Lucrare de licenţă
34,248,658,3 == xS d lei/h
S I = 35% x24,34= 8,52 lei/h
pdpC = 24,34+8,52= 32,86 lei/buc
finite pdpanual pdp xQC C =. = 32,86x1780= 58490,8 lei/and) Calculul costurilor cu energia electrică şi cu apa industrială folosită în mod direct în
procesul de producţie
Ee Eean EexpW C =
. (3.31)
în care: an EeC . = costurile anuale cu energia electrică;
EeW = consumul de energie electrică necesar funcţionării utilajului;
p Ee = preţul energiei electrice (se consideră 0,47 lei/kw).
.disp Ee Ee xT N W = (3.32)
7= Ee N kw/h
1680024007 == xW Ee kw/an
789647,016800. == xC an Ee lei/an
43,41780
7896. === pf
an Ee Ee
Q
C C lei/buc (3.33)
AI Aian AI xpV C =. (3.34)
în care: an AI C . = costurile anuale cu apa industrială;
AI V = volumul de apă industrială consumat într-un an ;
AI p = preţul unitar al apei industriale (se consideră 2,32 lei/m 3 ).
Volumul de apa considerat este de 300 m 3 .
an AI C . = 300x2,3= 690 lei/an
39,01780
690. === pf
an AI AI
Q
C C lei/buc (3.35)
Costurile directe totale vor fi calculate astfel:
AI Ee pdprebuturideseurimat directe C C C C C C CT +++−−= . (3.36)
directeCT = 158,01- 0,08- 0,77+ 32,86+ 4,43+ 0,39= 194,84 lei/buc
anuale AI anuale Eeanuale pdpanualerebuturianualedeseurianualemat anualedirecteC C C C C C CT
....... +++−−=
(3.37)
anualedirecteCT . = 267017,8- 142,4- 137,06+ 58490,8+ 7896+ 690= 333815,14 lei/an
67

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 68/109
Lucrare de licenţă
3.2.2. Calculul costurilor indirecte
Ca în cazul costurilor directe şi cele indirecte cuprind mai multe tipuri de costuri. Acestea
vor fi adoptate sau calculate în cele ce urmează.
a) Cheltuielile materiale pentru întreţinere-reparaţii curente sunt de 6000 lei/an ; b) Cheltuielile cu SDV-urile normale şi speciale au o valoare de 7900 lei/an ;
c) Cheltuielile cu energia electrică necesară maşinilor şi echipamentelor, altele decât cele
utilizate în procesul tehnologic, inclusiv iluminatul sistemului de producţie I C = 11000
lei/an ;
d) Cheltuielile cu combustibilul pentru încălzire sunt de 3500 lei/an ;
e) Cheltuielile cu amortizarea mijloacelor fixe se calculează conform relaţiei:
nMF
nMF A
T C qxC = (3.38)
în care : q= numărul mijloacelor fixe rămase neamortizate;
nMF C = costul mediu al unui mijloc fix
nMF T = durata medie de funcţionare a mijloacelor fixe ;
C A = 1500012
900002 = x lei/an ;
f) Cheltuielile cu impozitul şi taxele C anuale IT . = 22000 lei/an ;
g) Cheltuielile cu personalul indirect productiv şi cu personalul din serviciile funcţionale sunt
egale cu:
salariati xNr xC C mediuanuale pip
.12.
= (3.39)
Pentru un salariu mediu de 1300 lei, rezultă:
31200020121300. == x xC anuale pip lei/an
Prin însumarea tuturor acestor cheltuieli se obţine costul total indirect anual.
anuale pipanuale IT Aanualecomb I anuale EeanualeSDV anualer ianualeind C C C C C C C C CT ....2... +++++++=−
anualeind CT . = 6000+7900+11000+3500+15000+22000+312000= 377400 lei/an
08,662000
377400. === pf
anualeind ind
Q
CT CT lei/buc (3.40)
În final se determină costul total pe bucată.
ind directebucata CT CT CT += = 194,84+ 6,08= 200,92 lei/buc (3.41)
68
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 69/109
Lucrare de licenţă
3.3. Calculul preţului ţintă de vânzare şi a profitului
O definiţie a preţului, unanim acceptată este cea formulată încă din antichitate de către
Aristotel şi Xenofon conform căreia preţul reprezintă o cantitate de monedă pe care
cumpărătorul este dispus să o ofere producătorului în schimbul bunului pe care acesta îl oferă
pe piaţă [15].
Cea mai importantă componentă a preţului de vânzare o constituie costul de producţie
anterior determinat, deoarece prin cunoaşterea nivelului exact al cheltuielilor de producţie,
vânzătorul va şti între ce limite poate să negocieze preţul de vânzare, astfel încât să-şi
recupereze aceste cheltuieli şi să obţină şi un profit.
Preţul de vânzare se calculează conform formulei:
)1( TVA p p cr v += (3.42)
în care: p cr = preţul critic.
)1( pcr r CT p += (3.43)
în care: CT- costurile totale de producţie;
r p = procentul de profit ce se doreşte a se obţine (se consideră 15%).
cr p = 200,92x(1+0,15)= 231,06 lei/bucată
v p = 231,06x(1+0,19)= 274,96 lei/bucată
69

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 70/109
Lucrare de licenţă
Capitolul 4 – Prelucrarea cilindrului hidraulic pe un centru de prelucrare
4.1. Generalităţi
Introducerea progresului tehnic in îndustrie duce la scurtarea timpului în care se realizează
produsele, la reducerea costurilor de producţie şi la creşterea calităţii produselor. Se urmăreşte
deci eficientizarea tuturor proceselor din cadrul companiei. Necesitatea obiectivă de a produce
cât mai rapid, cu o productivitate cât mai ridicată, a condus la o evoluţie vertiginoasă a
concepţiei actuale de realizare structurală a maşinilor-unelte, care depinde în cea mai mare
măsura de specificul tehnologic al diferitelor repere ce trebuie prelucrate şi de volumul
producţiei acestora.
S-a constatat că pentru piese de
configuraţie dificilă cu un număr mare de
prelucrări ce trebuie efectuate cu un număr
semnificativ de scule, din mai multe
prinderi, centrele de prelucrare sunt de
câteva ori mai productive decât maşinile-
unelte convenţionale.
Centrele de prelucrare sunt maşini-
unelte multioperaţionale caracterizate prin Fig. 4.1 Centru de prelucrare vertical
următoarele elemente suplimentare faţă de o maşină-unealtă convenţională:
- posibilităţi tehnologice de efectuare a mai multor operaţii;
- au axe cinematice comandate numeric;
- au un depozit de scule care permite înmagazinarea unui număr mare de scule ;
- schimbarea sculelor se face automat ;
- pe lânga axele X, Z se comandă numeric şi axa C (pentru indexarea, rigidizarea şi blocarea
arborelui principal) ;
- arborii principali se pot realiza din diverse materiale compozite, care le conferă caracteristici
superioare în exploatare.
4.2. Alegerea multicriterială a centrului de prelucrare
Datorită multiplelor avantaje pe care le prezintă centrele de prelucrare, se propune
achiziţionarea unei astfel de maşini-unelte în cadrul SC Hidraulica SRL. În vederea realizării
acestei îmbunătăţiri s-au selectat trei centre de prelucrare oferite de diferiţi furnizori, dupăcum urmează:
70
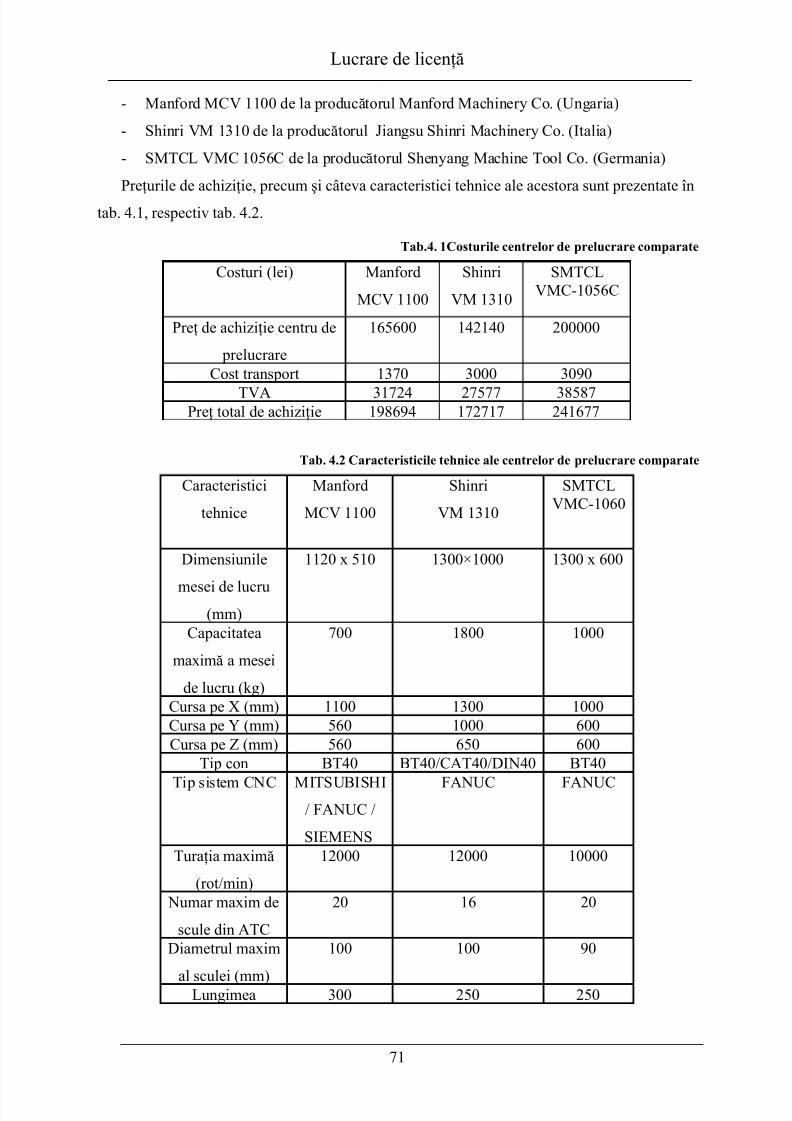
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 71/109
Lucrare de licenţă
- Manford MCV 1100 de la producătorul Manford Machinery Co. (Ungaria)
- Shinri VM 1310 de la producătorul Jiangsu Shinri Machinery Co. (Italia)
- SMTCL VMC 1056C de la producătorul Shenyang Machine Tool Co. (Germania)
Preţurile de achiziţie, precum şi câteva caracteristici tehnice ale acestora sunt prezentate în
tab. 4.1, respectiv tab. 4.2.
Tab.4. 1Costurile centrelor de prelucrare comparate
Costuri (lei) Manford
MCV 1100
Shinri
VM 1310
SMTCLVMC-1056C
Preţ de achiziţie centru de
prelucrare
165600 142140 200000
Cost transport 1370 3000 3090
TVA 31724 27577 38587Preţ total de achiziţie 198694 172717 241677
Tab. 4.2 Caracteristicile tehnice ale centrelor de prelucrare comparate
Caracteristici
tehnice
Manford
MCV 1100
Shinri
VM 1310
SMTCLVMC-1060
Dimensiunile
mesei de lucru(mm)
1120 x 510 1300×1000 1300 x 600
Capacitatea
maximă a mesei
de lucru (kg)
700 1800 1000
Cursa pe X (mm) 1100 1300 1000Cursa pe Y (mm) 560 1000 600Cursa pe Z (mm) 560 650 600
Tip con BT40 BT40/CAT40/DIN40 BT40
Tip sistem CNC MITSUBISHI/ FANUC /
SIEMENS
FANUC FANUC
Turaţia maximă
(rot/min)
12000 12000 10000
Numar maxim de
scule din ATC
20 16 20
Diametrul maxim
al sculei (mm)
100 100 90
Lungimea 300 250 250
71
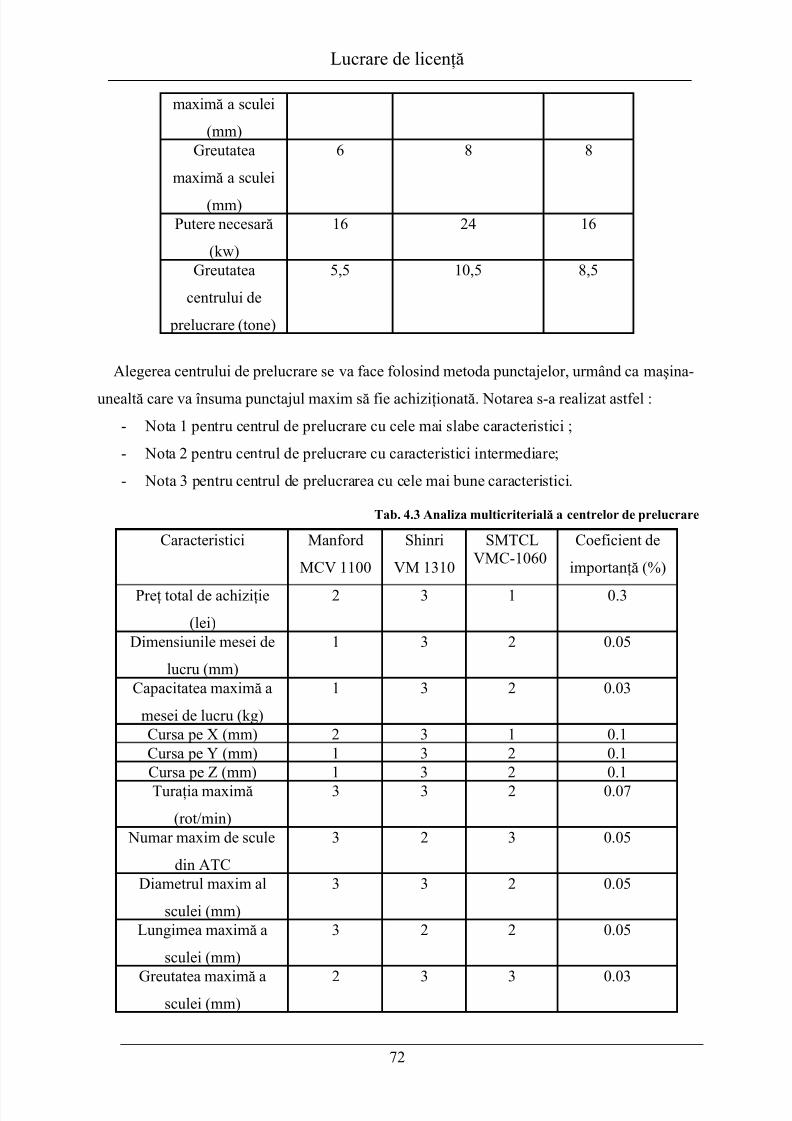
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 72/109
Lucrare de licenţă
maximă a sculei
(mm)Greutatea
maximă a sculei
(mm)
6 8 8
Putere necesară
(kw)
16 24 16
Greutatea
centrului de
prelucrare (tone)
5,5 10,5 8,5
Alegerea centrului de prelucrare se va face folosind metoda punctajelor, urmând ca maşina-
unealtă care va însuma punctajul maxim să fie achiziţionată. Notarea s-a realizat astfel :
- Nota 1 pentru centrul de prelucrare cu cele mai slabe caracteristici ;
- Nota 2 pentru centrul de prelucrare cu caracteristici intermediare;
- Nota 3 pentru centrul de prelucrarea cu cele mai bune caracteristici.
Tab. 4.3 Analiza multicriterială a centrelor de prelucrare
Caracteristici Manford
MCV 1100
Shinri
VM 1310
SMTCLVMC-1060
Coeficient de
importanţă (%)
Preţ total de achiziţie
(lei)
2 3 1 0.3
Dimensiunile mesei de
lucru (mm)
1 3 2 0.05
Capacitatea maximă a
mesei de lucru (kg)
1 3 2 0.03
Cursa pe X (mm) 2 3 1 0.1Cursa pe Y (mm) 1 3 2 0.1Cursa pe Z (mm) 1 3 2 0.1Turaţia maximă
(rot/min)
3 3 2 0.07
Numar maxim de scule
din ATC
3 2 3 0.05
Diametrul maxim al
sculei (mm)
3 3 2 0.05
Lungimea maximă a
sculei (mm)
3 2 2 0.05
Greutatea maximă asculei (mm)
2 3 3 0.03
72

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 73/109
Lucrare de licenţă
Putere necesară (kw) 3 2 3 0.05Greutatea centrului de
prelucrare (tone)
3 2 1 0.02
Punctaj total 2.01 2.83 1.71 1
Pe baza rezultatelor obţinute în tabelul 4.3 se decide achiziţionarea centrului de prelucrare
Shinri VM 1310, care a obţinut punctajul maxim.
4.3. Prezentarea centrului de prelucrare ales
VM 1310 este un centru de
prelucrare vertical produs de
către firma Jiangsu SHINRI
Machinery Co. cu sediul
central în China. Datorită
faptului că permite realizarea
operaţiilor de strunjire, frezare,
dar şi de găurire, poate să
satisfacă cerinţele cele mai
exigente în domeniul
prelucrărilor prin aşchiere, prin
asigurarea unei mari productivităţi Fig. 4.2 Centru de prelucrare vertical
şi a unor suprafeţe prelucrate de o calitate excelentă şi de o mare complexitate.
Centrul de prelucrare prin aşchiere VM 1310 realizează operaţii pe 3 axe de coordonate,
astfel la o singură aşezare a semifabricatului/ piesei supuse prelucrării se poate realiza
prelucrarea succesivă pe cele 3 feţe ale acestuia/acesteia. Prin urmare, timpii de repoziţionare
a semifabricatului şi abaterile care pot rezulta la fiecare reaşezare a piesei/ semifabricatului
sunt reduşi. Centrul de prelucrare permite prelucrarea pieselor medii de tip disc, cilindrice, de
tip carcasa sau plate.
Majoritatea părţilor componente, ca de exemplu: batiul, sania, masa şi montantul sunt
fabricate din fonta de înaltă calitate, de mare duritate şi cu o bună absorţie a vibraţiilor.
Alimentarea cu scule aşchietoare se face din
magazia de scule cu schimbare automată tip
ATC de tip disc, care permite existenţa unuinumăr maxim de 16 scule. Şi această
73
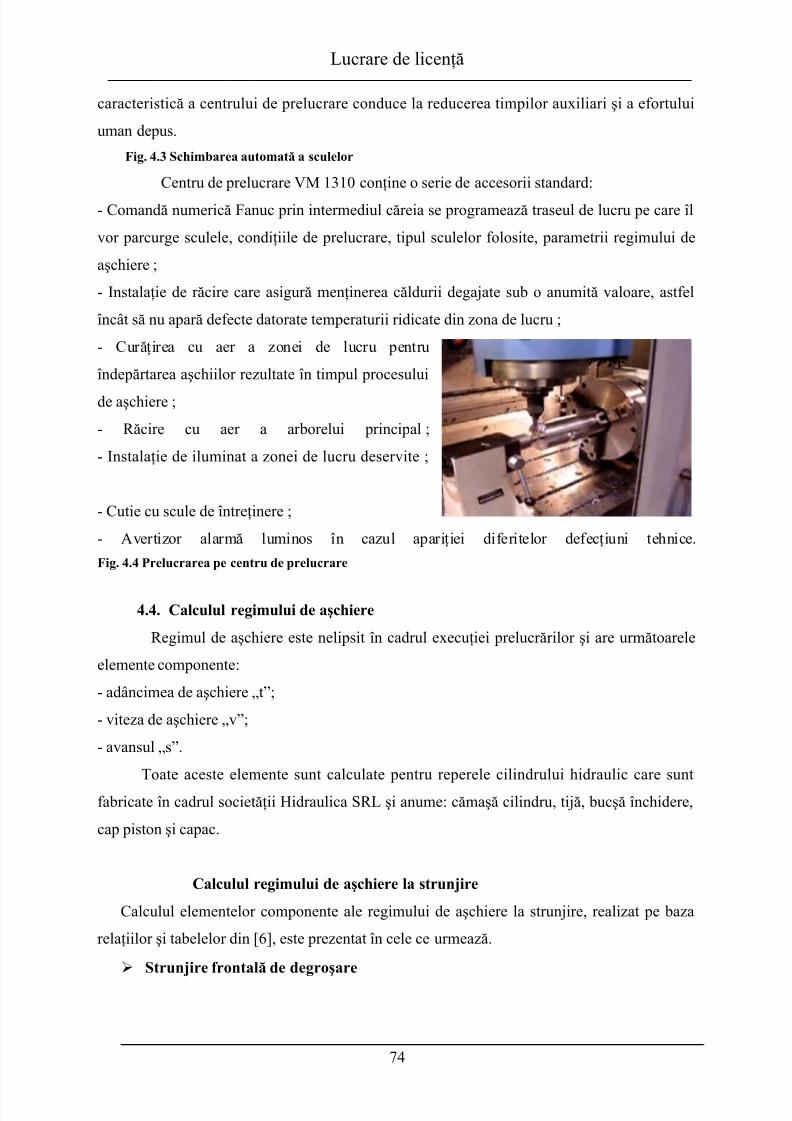
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 74/109
Lucrare de licenţă
caracteristică a centrului de prelucrare conduce la reducerea timpilor auxiliari şi a efortului
uman depus.
Fig. 4.3 Schimbarea automată a sculelor
Centru de prelucrare VM 1310 conţine o serie de accesorii standard:
- Comandă numerică Fanuc prin intermediul căreia se programează traseul de lucru pe care îl
vor parcurge sculele, condiţiile de prelucrare, tipul sculelor folosite, parametrii regimului de
aşchiere ;
- Instalaţie de răcire care asigură menţinerea căldurii degajate sub o anumită valoare, astfel
încât să nu apară defecte datorate temperaturii ridicate din zona de lucru ;
- Curăţirea cu aer a zonei de lucru pentru
îndepărtarea aşchiilor rezultate în timpul procesului
de aşchiere ;
- Răcire cu aer a arborelui principal ;
- Instalaţie de iluminat a zonei de lucru deservite ;
- Cutie cu scule de întreţinere ;
- Avertizor alarmă luminos în cazul apariţiei diferitelor defecţiuni tehnice.
Fig. 4.4 Prelucrarea pe centru de prelucrare
4.4. Calculul regimului de aşchiere
Regimul de aşchiere este nelipsit în cadrul execuţiei prelucrărilor şi are următoarele
elemente componente:
- adâncimea de aşchiere „t”;
- viteza de aşchiere „v”;
- avansul „s”.
Toate aceste elemente sunt calculate pentru reperele cilindrului hidraulic care sunt
fabricate în cadrul societăţii Hidraulica SRL şi anume: cămaşă cilindru, tijă, bucşă închidere,
cap piston şi capac.
Calculul regimului de aşchiere la strunjire
Calculul elementelor componente ale regimului de aşchiere la strunjire, realizat pe baza
relaţiilor şi tabelelor din [6], este prezentat în cele ce urmează.
Strunjire frontală de degroşare
74

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 75/109
Lucrare de licenţă
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul strunjirii frontale respectând cota L= 135 mm, la reperul „cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare ce urmează a fi îndepărtat se stabileşte cu relaţia:
2
D Ad = (4.1)
unde: d A - adaosul de prelucrare;
D- diametrul piesei prelucrate.
mm Ad 5,172
35==
Ţinând cont de anumite condiţii de prelucrare care ţin de piesă şi scula aşchietoare, se
stabileşte uzura admisibilă pe suprafaţa de aşezare:mmh 0,1.....8,0=
α
Cuţitul utilizat este cu plăcuţe din carburi metalice fixate mecanic, a căror secţiune este
pătrată, având dimensiunile 16x16 mm. Astfel, rezultă că durabilitatea sculei aşchietoare este:
T=30 min, iar numărul de reutilizări posibile este egal cu 3.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchiereava fi egală cu lăţimea cuţitului, adică: mmt 3= .
2.2. Stabilirea avansului de aşchiere
Avansul, în cazul strunjirilor frontale de degroşare, se determină pe baza relaţiei:
( ) x
y
RaS
t
D DC C s
∗+∗∗∗=
002,009,0 3
(4.2)
în care: D- diametrul suprafeţei ce se prelucrează;
S C , y, x – constante; RaC - coeficient ce ţine de caracterul prelucrării, prin intermediul unui parametru de
rugozitate.
S C = 0,0045 y= 1,4 x= 0,3
RaC = 400 D= 30 mm t= 3 mm
( )32,0
3
35002,03509,04000045,03,0
4,13
=∗+∗∗∗
= s mm/rot
75

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 76/109
Lucrare de licenţă
În raport şi cu alte condiţii de lucru, valoare avansului calculat pe baza relaţiei.... se va
înmulţi cu un coeficient de corecţie S K , determinat ca produs al coeficienţilor:
sj so sl sh sp sz sTd sr s smS K K K K K K K K K K K ∗∗∗∗∗∗∗∗∗= ε χ (4.3)
în care: sm K - coeficient ce ţine cont de proprietăţile mecanice ale materialului prelucrat; χ s K - coeficient dependent de caracterul prelucrării, de modul de fixare al plăcuţei;
ε sr K - coeficient ce ia în considerare valoarei razei de vârf a cuţitului;
sTd K - coeficient ce ţine cont de mărimea câmpului de toleranţă;
sz K - coeficient cu valoare dependentă de numărul de scule reglate;
sp K - coeficient care ia în considerare aspectele de rigiditate ale sistemului
tehnologic, prin diametrul maxim p D ;
sh K - coeficient ce depinde de înălţimea corpului cuţitului şi grosimea plăcuţei;
sl K - coeficient ce ia în considerare lungimea în consolă a cuţitului;
so K - coeficient care ţine cont de modul de orientare a semifabricatului, de lungimea
traiectoriei parcursede sculă în lungul direcţiei de avans, de diametrul suprafeţei prelucrate;
sj K - coeficient a cărui valoare este dependentă de rigiditatea maşinii-unelte.
sm K = 87,1)33,833(550,173)( 6737,0 =∗=∗ − sm y
sm HBC
χ s K = 9,09113,3 159,046,0==
∗−∗ χ χ
χ
s s x y sC
sp K = sp sp y x
p sp BH DC )(∗∗ = ( ) 7,0252580054,03,025,0 =∗∗∗ −
sh K = 11,12,325320,145,0215,0 =∗∗=∗∗ − sh sh y x
sh h H C
so K = ( ) ( ) 84,035/13510,1/2,0 =∗=∗ − so x
so D LC
sj K = 45,035155,0 30,0 =∗=∗ sj x
sj DC
49,045,084,011,17,09,087,1 =∗∗∗∗∗=S K
15,049,032,0 =∗= s mm/rot
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere poate fi exprimată cu relaţia:
vv y x
v
st
C v
∗= (4.4)
vC = 150 287,0=v x 25,0=v y t= 3 mm s= 0,15 mm/rot
85,17515,03
15025,0287,0 =∗=v m/min
76
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 77/109
Lucrare de licenţă
Valoare rezultată se înmulţeşte cu un coeficient de corecţie:
VX VM VJ VT V K K K K K ∗∗∗= (4.5)
99,030735,3388,0 =∗=∗= −VT m
VT VT T C K
15,1800155,0 300,0 =∗=∗=VJ m
pVJ VJ DC K
190*9062,329,0004,0
=∗=∗∗=−VX VX y x
VX VX C K ε χ
14,1115,199,0 =∗∗=V K
47,20014,185,175 =∗=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
18243514,3
47,20010001000
=∗∗
=∗∗
= d
v
n π rot/min (4.6)
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
6,27315,01824 =∗=∗= snv s m/min (4.7)
Tab. 4.4 Regimul de aşchiere la strunjirea frontală de degroşare
Nr.
crt.
Denumire fază Avansul de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Strunjire la cota L= 133 mm 0,15 200,47 1824 273,62 Strunjire la cota L= 175 mm 0,06 252,07 6690 401,43 Strunjire la cota L= 173 mm 0,06 252,07 6690 401,44 Strunjire la cota L= 33 mm 0,26 174,71 1504 391,045 Strunjire la cota L= 31 mm 0,26 174,71 1504 391,046 Strunjire la cota L= 35 mm 0,21 184,29 2257 473,977 Strunjire la cota L= 33 mm 0,21 184,29 2257 473,97
8 Strunjire la cota L= 38 mm 0,25 176,43 1519 379,759 Strunjire la cota L= 36 mm 0,25 176,43 1519 379,75
Strunjire frontală de finisare
Stabilirea sistemului tehnologic şi a modului de calcul al regimului de aşchiere este acelaşi
ca la strunjirea frontală de degroşare, diferenţa făcându-se prin alegerea altor coeficienţi
specifici finisării.
Tab. 4.5 Regimul de aşchiere la strunjirea frontală de finisare
Nr. Denumire fază Avans de Viteza de Turaţia Viteza de
77
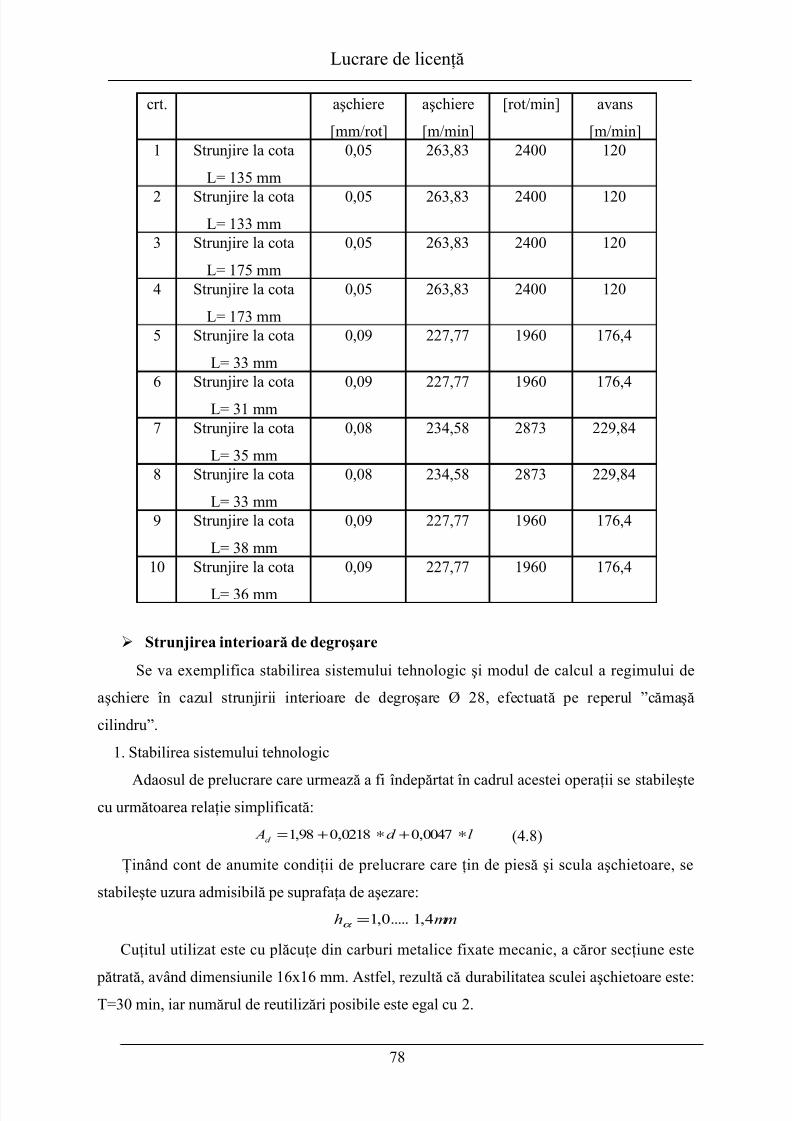
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 78/109
Lucrare de licenţă
crt. aşchiere
[mm/rot]
aşchiere
[m/min]
[rot/min] avans
[m/min]1 Strunjire la cota
L= 135 mm
0,05 263,83 2400 120
2 Strunjire la cotaL= 133 mm
0,05 263,83 2400 120
3 Strunjire la cota
L= 175 mm
0,05 263,83 2400 120
4 Strunjire la cota
L= 173 mm
0,05 263,83 2400 120
5 Strunjire la cota
L= 33 mm
0,09 227,77 1960 176,4
6 Strunjire la cota
L= 31 mm
0,09 227,77 1960 176,4
7 Strunjire la cota
L= 35 mm
0,08 234,58 2873 229,84
8 Strunjire la cota
L= 33 mm
0,08 234,58 2873 229,84
9 Strunjire la cota
L= 38 mm
0,09 227,77 1960 176,4
10 Strunjire la cota
L= 36 mm
0,09 227,77 1960 176,4
Strunjirea interioară de degroşare
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul strunjirii interioare de degroşare Ø 28, efectuată pe reperul ”cămaşă
cilindru”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat în cadrul acestei operaţii se stabileştecu următoarea relaţie simplificată:
l d Ad ∗+∗+= 0047,00218,098,1 (4.8)
Ţinând cont de anumite condiţii de prelucrare care ţin de piesă şi scula aşchietoare, se
stabileşte uzura admisibilă pe suprafaţa de aşezare:
mmh 4,1.....0,1=α
Cuţitul utilizat este cu plăcuţe din carburi metalice fixate mecanic, a căror secţiune este
pătrată, având dimensiunile 16x16 mm. Astfel, rezultă că durabilitatea sculei aşchietoare este:T=30 min, iar numărul de reutilizări posibile este egal cu 2.
78

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 79/109
Lucrare de licenţă
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula, având în vedere că adaosul îndepărtat este simetric, cu relaţia:
2
2 d At = (4.9)
355,12
71,2==t mm
2.2. Stabilirea avansului de aşchiere
Avansul, la strunjirile interioare de degroşare, se calculează cu relaţia:
S
Y X
S K Bt C s S S
∗∗∗= (4.10)
în care: S C , S y , S x - coeficinet, respectiv exponenţi, cu valori dependente de natura
materialului prelucrat şi de caracterul prelucrării;
t- adâncimea de aşchiere;
B- lăţimea corpului cuţitului sau a dornului cu secţiune dreptunghiulară;
S K - coeficientul total de corecţie.
S C = 0,2469 S x = -0,2949 S y = 0,3871
t= 1,355 mm B= 25 mm S K = 0,7
55,085,015355,12469,0 3871,02949,0=∗∗∗=
− s mm/rot
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere se exprimă cu relaţia de calcul folosită şi la strunjirea frontală.
15,25114,155,0355,1
1904,030,0
=∗∗
=∗∗
= V y x
v K st
C v
vvm/min (4.11)
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia semifabricatului se calculează conform relaţiei:
28572814,3
15,25110001000=
∗∗
=∗∗
=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
35,157155,02857 =∗=∗= snv s m/min
Tab. 4.6 Regimul de aşchiere la strunjirea interioară de degroşare
Nr.
crt.
Denumire fază Adâncime
de aşchiere
Avans de
aşchiere
Viteza de
aşchiere
Turaţia
[rot/min]
Viteza
de avans
79
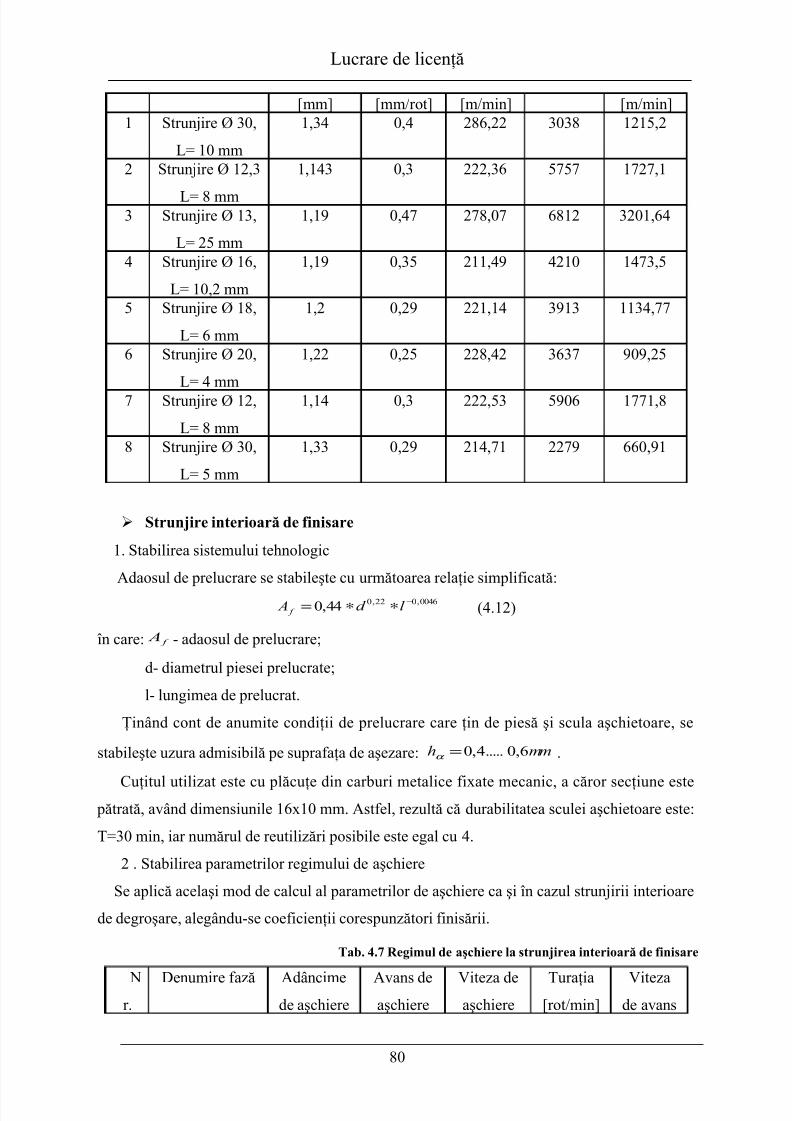
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 80/109
Lucrare de licenţă
[mm] [mm/rot] [m/min] [m/min]1 Strunjire Ø 30,
L= 10 mm
1,34 0,4 286,22 3038 1215,2
2 Strunjire Ø 12,3
L= 8 mm
1,143 0,3 222,36 5757 1727,1
3 Strunjire Ø 13,
L= 25 mm
1,19 0,47 278,07 6812 3201,64
4 Strunjire Ø 16,
L= 10,2 mm
1,19 0,35 211,49 4210 1473,5
5 Strunjire Ø 18,
L= 6 mm
1,2 0,29 221,14 3913 1134,77
6 Strunjire Ø 20,
L= 4 mm
1,22 0,25 228,42 3637 909,25
7 Strunjire Ø 12,
L= 8 mm
1,14 0,3 222,53 5906 1771,8
8 Strunjire Ø 30,
L= 5 mm
1,33 0,29 214,71 2279 660,91
Strunjire interioară de finisare
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare se stabileşte cu următoarea relaţie simplificată:0046,022,0
44,0−∗∗= l d A
f (4.12)
în care: f A - adaosul de prelucrare;
d- diametrul piesei prelucrate;
l- lungimea de prelucrat.
Ţinând cont de anumite condiţii de prelucrare care ţin de piesă şi scula aşchietoare, se
stabileşte uzura admisibilă pe suprafaţa de aşezare: mmh 6,0.....4,0=α .
Cuţitul utilizat este cu plăcuţe din carburi metalice fixate mecanic, a căror secţiune este pătrată, având dimensiunile 16x10 mm. Astfel, rezultă că durabilitatea sculei aşchietoare este:
T=30 min, iar numărul de reutilizări posibile este egal cu 4.
2 . Stabilirea parametrilor regimului de aşchiere
Se aplică acelaşi mod de calcul al parametrilor de aşchiere ca şi în cazul strunjirii interioare
de degroşare, alegându-se coeficienţii corespunzători finisării.
Tab. 4.7 Regimul de aşchiere la strunjirea interioară de finisare
Nr.
Denumire fază Adâncimede aşchiere
Avans deaşchiere
Viteza deaşchiere
Turaţia[rot/min]
Vitezade avans
80
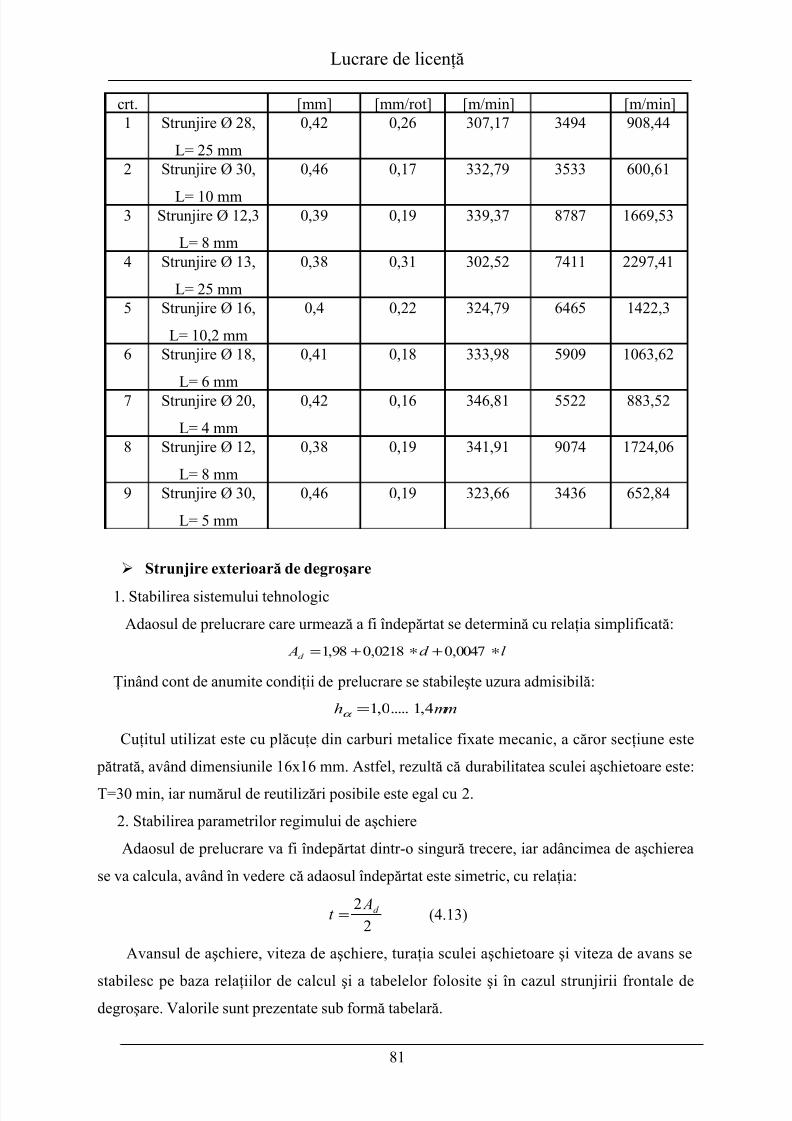
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 81/109
Lucrare de licenţă
crt. [mm] [mm/rot] [m/min] [m/min]1 Strunjire Ø 28,
L= 25 mm
0,42 0,26 307,17 3494 908,44
2 Strunjire Ø 30,
L= 10 mm
0,46 0,17 332,79 3533 600,61
3 Strunjire Ø 12,3
L= 8 mm
0,39 0,19 339,37 8787 1669,53
4 Strunjire Ø 13,
L= 25 mm
0,38 0,31 302,52 7411 2297,41
5 Strunjire Ø 16,
L= 10,2 mm
0,4 0,22 324,79 6465 1422,3
6 Strunjire Ø 18,
L= 6 mm
0,41 0,18 333,98 5909 1063,62
7 Strunjire Ø 20,
L= 4 mm
0,42 0,16 346,81 5522 883,52
8 Strunjire Ø 12,
L= 8 mm
0,38 0,19 341,91 9074 1724,06
9 Strunjire Ø 30,
L= 5 mm
0,46 0,19 323,66 3436 652,84
Strunjire exterioară de degroşare
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare care urmează a fi îndepărtat se determină cu relaţia simplificată:
l d Ad ∗+∗+= 0047,00218,098,1
Ţinând cont de anumite condiţii de prelucrare se stabileşte uzura admisibilă:
mmh 4,1.....0,1=α
Cuţitul utilizat este cu plăcuţe din carburi metalice fixate mecanic, a căror secţiune este
pătrată, având dimensiunile 16x16 mm. Astfel, rezultă că durabilitatea sculei aşchietoare este:
T=30 min, iar numărul de reutilizări posibile este egal cu 2.
2. Stabilirea parametrilor regimului de aşchiere
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula, având în vedere că adaosul îndepărtat este simetric, cu relaţia:
2
2 d At = (4.13)
Avansul de aşchiere, viteza de aşchiere, turaţia sculei aşchietoare şi viteza de avans se
stabilesc pe baza relaţiilor de calcul şi a tabelelor folosite şi în cazul strunjirii frontale dedegroşare. Valorile sunt prezentate sub formă tabelară.
81
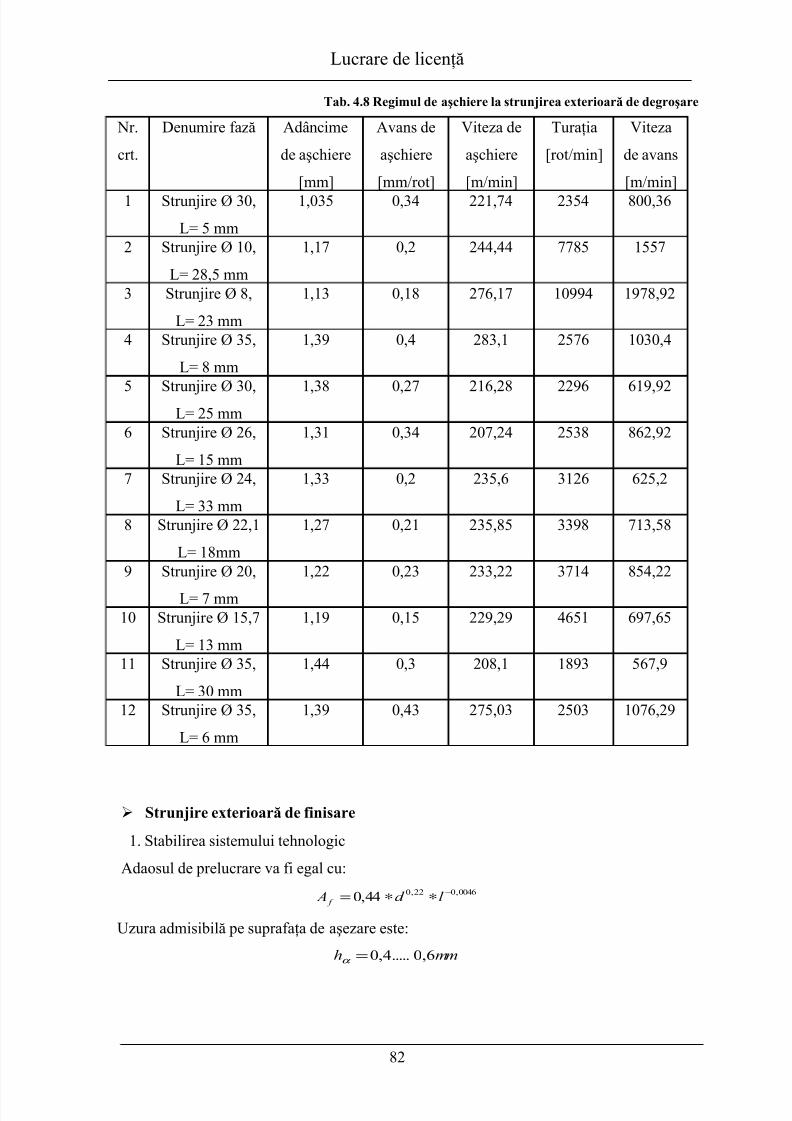
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 82/109
Lucrare de licenţă
Tab. 4.8 Regimul de aşchiere la strunjirea exterioară de degroşare
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]
1 Strunjire Ø 30,
L= 5 mm
1,035 0,34 221,74 2354 800,36
2 Strunjire Ø 10,
L= 28,5 mm
1,17 0,2 244,44 7785 1557
3 Strunjire Ø 8,
L= 23 mm
1,13 0,18 276,17 10994 1978,92
4 Strunjire Ø 35,
L= 8 mm
1,39 0,4 283,1 2576 1030,4
5 Strunjire Ø 30,L= 25 mm
1,38 0,27 216,28 2296 619,92
6 Strunjire Ø 26,
L= 15 mm
1,31 0,34 207,24 2538 862,92
7 Strunjire Ø 24,
L= 33 mm
1,33 0,2 235,6 3126 625,2
8 Strunjire Ø 22,1
L= 18mm
1,27 0,21 235,85 3398 713,58
9 Strunjire Ø 20,
L= 7 mm
1,22 0,23 233,22 3714 854,22
10 Strunjire Ø 15,7
L= 13 mm
1,19 0,15 229,29 4651 697,65
11 Strunjire Ø 35,
L= 30 mm
1,44 0,3 208,1 1893 567,9
12 Strunjire Ø 35,
L= 6 mm
1,39 0,43 275,03 2503 1076,29
Strunjire exterioară de finisare
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare va fi egal cu:0046,022,0
44,0−∗∗= l d A f
Uzura admisibilă pe suprafaţa de aşezare este:
mmh 6,0.....4,0=α
82
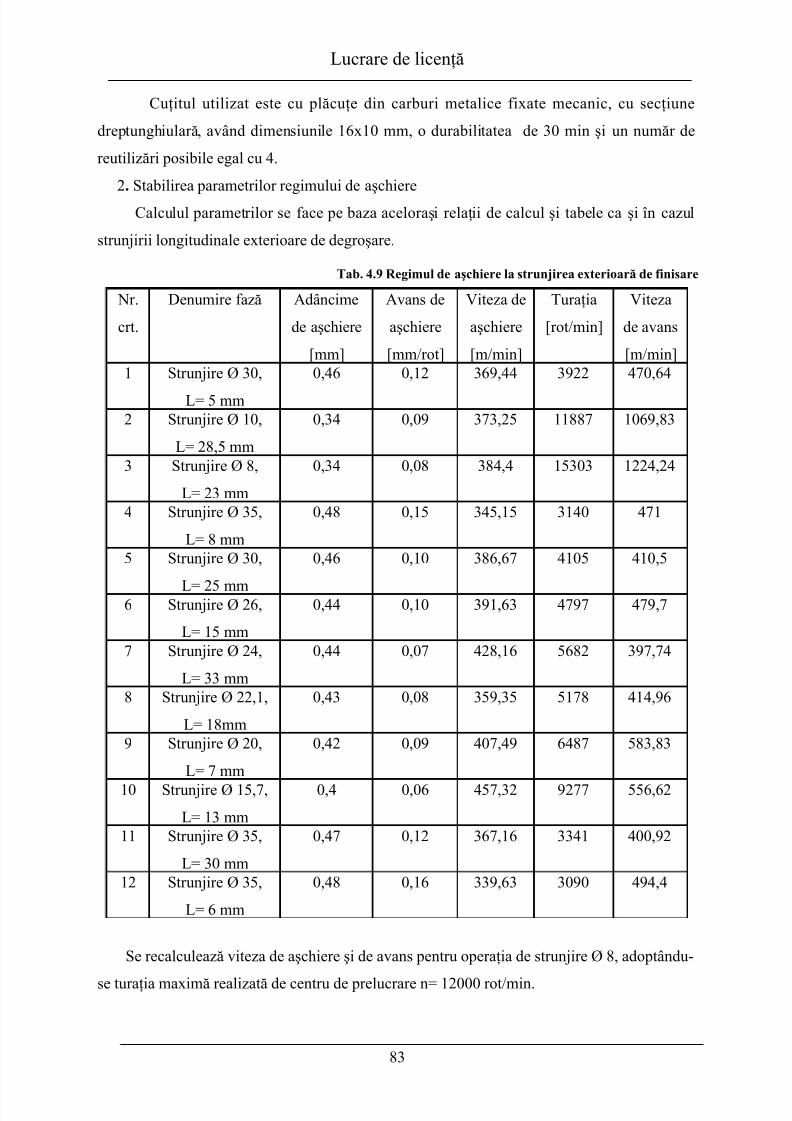
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 83/109
Lucrare de licenţă
Cuţitul utilizat este cu plăcuţe din carburi metalice fixate mecanic, cu secţiune
dreptunghiulară, având dimensiunile 16x10 mm, o durabilitatea de 30 min şi un număr de
reutilizări posibile egal cu 4.
2. Stabilirea parametrilor regimului de aşchiere
Calculul parametrilor se face pe baza aceloraşi relaţii de calcul şi tabele ca şi în cazul
strunjirii longitudinale exterioare de degroşare.
Tab. 4.9 Regimul de aşchiere la strunjirea exterioară de finisare
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]1 Strunjire Ø 30,
L= 5 mm
0,46 0,12 369,44 3922 470,64
2 Strunjire Ø 10,
L= 28,5 mm
0,34 0,09 373,25 11887 1069,83
3 Strunjire Ø 8,
L= 23 mm
0,34 0,08 384,4 15303 1224,24
4 Strunjire Ø 35,
L= 8 mm
0,48 0,15 345,15 3140 471
5 Strunjire Ø 30,
L= 25 mm
0,46 0,10 386,67 4105 410,5
6 Strunjire Ø 26,
L= 15 mm
0,44 0,10 391,63 4797 479,7
7 Strunjire Ø 24,
L= 33 mm
0,44 0,07 428,16 5682 397,74
8 Strunjire Ø 22,1,
L= 18mm
0,43 0,08 359,35 5178 414,96
9 Strunjire Ø 20,
L= 7 mm
0,42 0,09 407,49 6487 583,83
10 Strunjire Ø 15,7,
L= 13 mm
0,4 0,06 457,32 9277 556,62
11 Strunjire Ø 35,
L= 30 mm
0,47 0,12 367,16 3341 400,92
12 Strunjire Ø 35,
L= 6 mm
0,48 0,16 339,63 3090 494,4
Se recalculează viteza de aşchiere şi de avans pentru operaţia de strunjire Ø 8, adoptându-
se turaţia maximă realizată de centru de prelucrare n= 12000 rot/min.
83

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 84/109
Lucrare de licenţă
44,3011000
814,312000
1000=
∗∗=
∗∗=
d nvr
π m/min (4.14)
96008,012000 =∗= sr v rot/min
Strunjirea canalelor
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul realizării canalului exterior Ø 27 la reperul ”bucşă închidere”.
1. Stabilirea sistemului tehnologic
Adaosul de prelucrare se stabileşte cu următoarea relaţie simplificată:
5,12
2730
2=
−=
−=
D D A o
d mm (4.15)
în care: o D - diametrul iniţial al piesei/semifabricatului;
D- diametrul canalului.
Ţinând cont de anumite condiţii de prelucrare care ţin de piesă şi scula aşchietoare, se
stabileşte uzura admisibilă pe suprafaţa de aşezare:
mmh 0,1.....8,0=α
Cuţitul utilizat este cu plăcuţe din carburi metalice fixate mecanic, a căror secţiune este
pătrată, având dimensiunile 16x16 mm. Astfel, rezultă că durabilitatea sculei aşchietoare este:
T=30 min, iar numărul de reutilizări posibile este egal cu 3.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula cu relaţia:
75,02
5,1
2
2=== d A
t mm
2.2. Stabilirea avansului de aşchiereAvansul se stabileşte pe baza relaţiei următoare:
S S
S S
p
p
S
q
X Z
pS D
D
D
Db DC s
∗
∗∗∗= min (4.16)
în care: S C , S x , S
z , S q , S p - constante ale căror valori depind de natura materialului
prelucrat şi de raportul D Dmin/ ;
b- lăţimea canalului realizat de către cuţit;
p D - diametrul maxim al piesei ce se poate instala pe maşina-unealtă;
84

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 85/109
Lucrare de licenţă
D- diametrul iniţial al suprafeţei;
min D - diametrul final al suprafeţei prelucrate;
S D - diametrul semifabricatului.
S C = 0,14 S x =0,75 S z = 0,25 S q = 0,25S p = 0,25 b= 3,2 mm D= 30mm p
D = 800 mm
min D = 27 mm S D = 37 mm
80,0800
37
30
272,380014,0
25,025,0
75,025,0 =
∗
∗∗∗= s mm/rot
Avansul obţinut se corectează cu un coeficient de corecţie, astfel:
s= 0,80* 0,68= 0,54 mm/rot
2.3. Stabilirea vitezei de aşchiereViteza de aşchiere se exprimă cu relaţia de calcul:
V
vv
q
y x
v
D
D sb
C v
∗∗
=min (4.17)
vC = 104 v x = 0,1 v y = 0,75 vq = 0,1
b= 3,2 mm D= 30mm min D = 27 mm s= 0,54 mm/rot
57,148
30
2754,02,3
104 1,0
75,01,0
=
∗∗
=vm/min
Viteza determinată se înmulţeşte cu valorile coeficienţilor de corecţie care ţin cont de
duritatea materialului prelucrat şi de durabilitatea cuţitului folosit.
4,21847,157,148 =∗=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei se calculează conform relaţiei:
25762714,3
4,21810001000=
∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
04,139154,02576 =∗=∗= snv s m/min
În aceleaşi condiţii şi pe baza aceloraşi calcule se determină şi parametrii de aşchiere în
cazul realizării canalului interior Ø 14 la reperul ”cap piston”. Valorile obţinute sunt:
- adaosul de prelucrare d A = 1 mm- adâncimea de aşchiere t= 0,5 mm
85
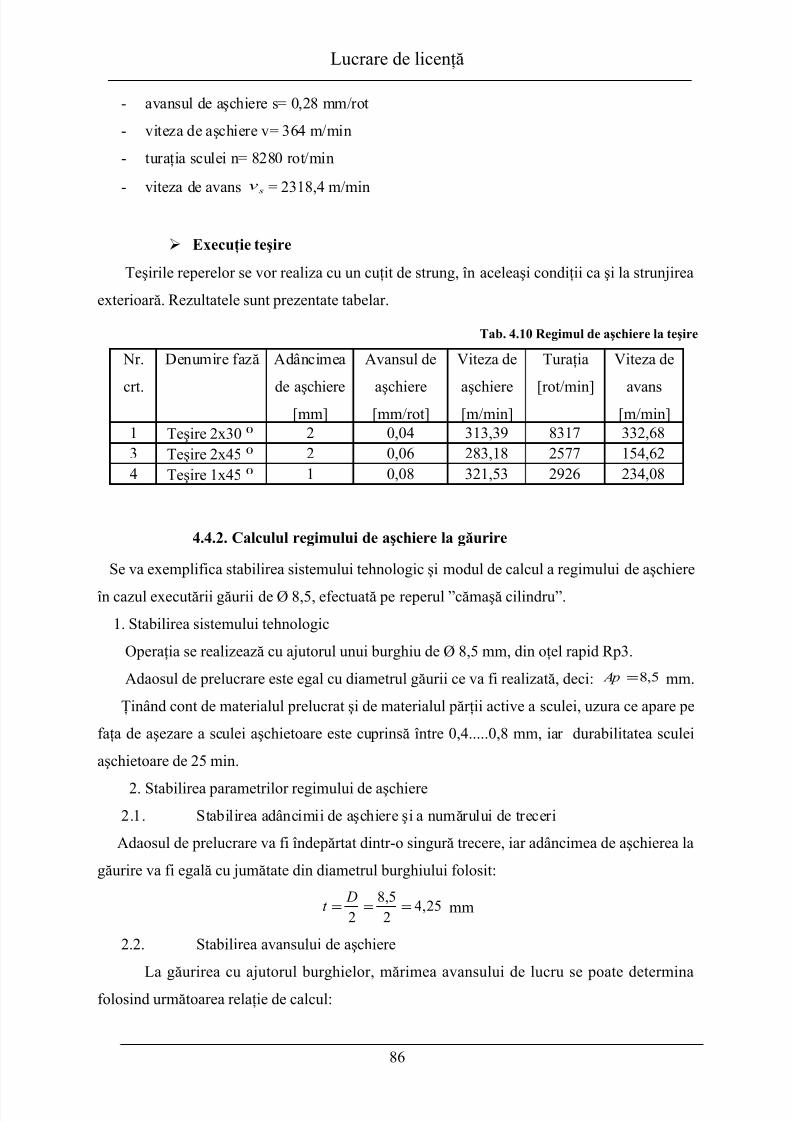
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 86/109
Lucrare de licenţă
- avansul de aşchiere s= 0,28 mm/rot
- viteza de aşchiere v= 364 m/min
- turaţia sculei n= 8280 rot/min
- viteza de avans sv
= 2318,4 m/min
Execuţie teşire
Teşirile reperelor se vor realiza cu un cuţit de strung, în aceleaşi condiţii ca şi la strunjirea
exterioară. Rezultatele sunt prezentate tabelar.
Tab. 4.10 Regimul de aşchiere la teşire
Nr.
crt.
Denumire fază Adâncimea
de aşchiere[mm]
Avansul de
aşchiere[mm/rot]
Viteza de
aşchiere[m/min]
Turaţia
[rot/min]
Viteza de
avans[m/min]
1 Teşire 2x30 0 2 0,04 313,39 8317 332,683 Teşire 2x45 0 2 0,06 283,18 2577 154,624 Teşire 1x45 0 1 0,08 321,53 2926 234,08
4.4.2. Calculul regimului de aşchiere la găurire
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de aşchiere
în cazul executării găurii de Ø 8,5, efectuată pe reperul ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Operaţia se realizează cu ajutorul unui burghiu de Ø 8,5 mm, din oţel rapid Rp3.
Adaosul de prelucrare este egal cu diametrul găurii ce va fi realizată, deci: 5,8= Ap mm.
Ţinând cont de materialul prelucrat şi de materialul părţii active a sculei, uzura ce apare pe
faţa de aşezare a sculei aşchietoare este cuprinsă între 0,4.....0,8 mm, iar durabilitatea sculei
aşchietoare de 25 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea la
găurire va fi egală cu jumătate din diametrul burghiului folosit:
25,42
5,8
2===
Dt mm
2.2. Stabilirea avansului de aşchiere
La găurirea cu ajutorul burghielor, mărimea avansului de lucru se poate determinafolosind următoarea relaţie de calcul:
86
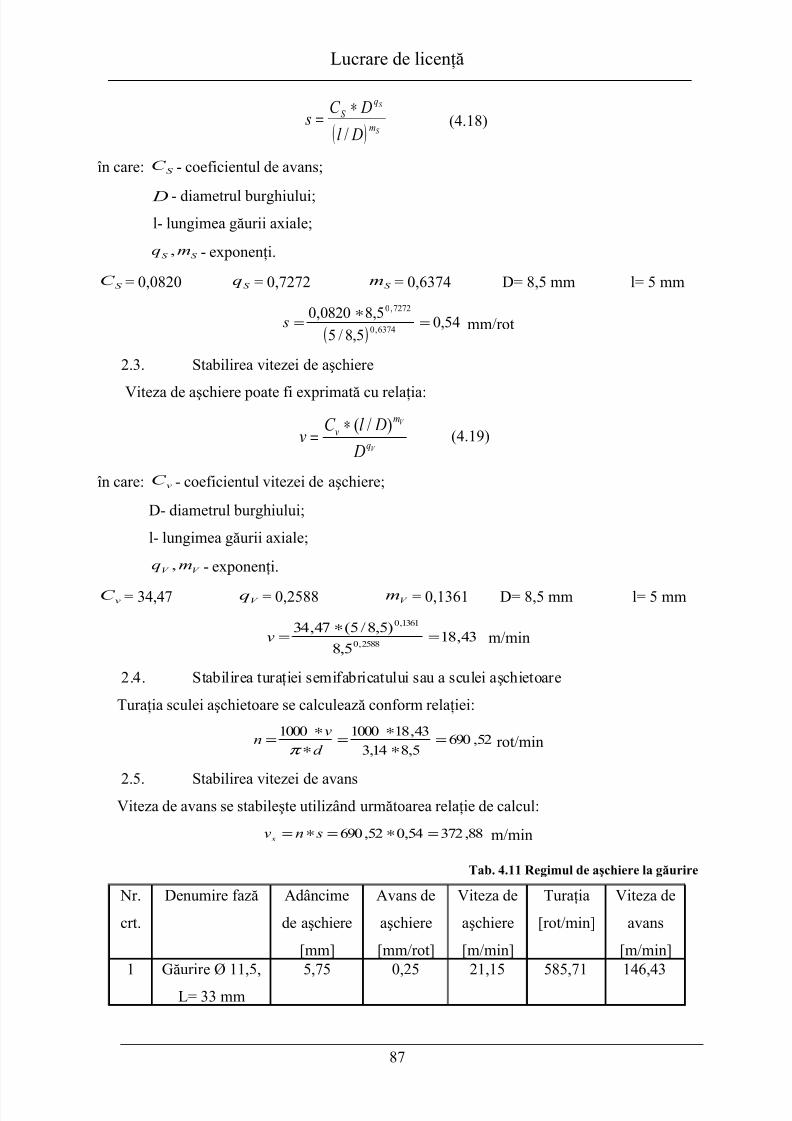
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 87/109
Lucrare de licenţă
( ) S
S
m
q
S
Dl
DC s
/
∗= (4.18)
în care: S C - coeficientul de avans;
D - diametrul burghiului;l- lungimea găurii axiale;
S S mq , - exponenţi.
S C = 0,0820 S q = 0,7272 S m = 0,6374 D= 8,5 mm l= 5 mm
( )54,0
5,8/5
5,80820,06374,0
7272,0
=∗
= s mm/rot
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere poate fi exprimată cu relaţia:
V
V
q
m
v
D
Dl C v
)/(∗= (4.19)
în care: vC - coeficientul vitezei de aşchiere;
D- diametrul burghiului;
l- lungimea găurii axiale;
V V mq , - exponenţi.
vC = 34,47 V q = 0,2588 V m = 0,1361 D= 8,5 mm l= 5 mm
43,185,8
)5,8/5(47,342588,0
1361,0
=∗
=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
52,6905,814,3
43,1810001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avansViteza de avans se stabileşte utilizând următoarea relaţie de calcul:
88,37254,052,690 =∗=∗= snv s m/min
Tab. 4.11 Regimul de aşchiere la găurire
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza de
aşchiere
[m/min]
Turaţia
[rot/min]
Viteza de
avans
[m/min]1 Găurire Ø 11,5,
L= 33 mm
5,75 0,25 21,15 585,71 146,43
87
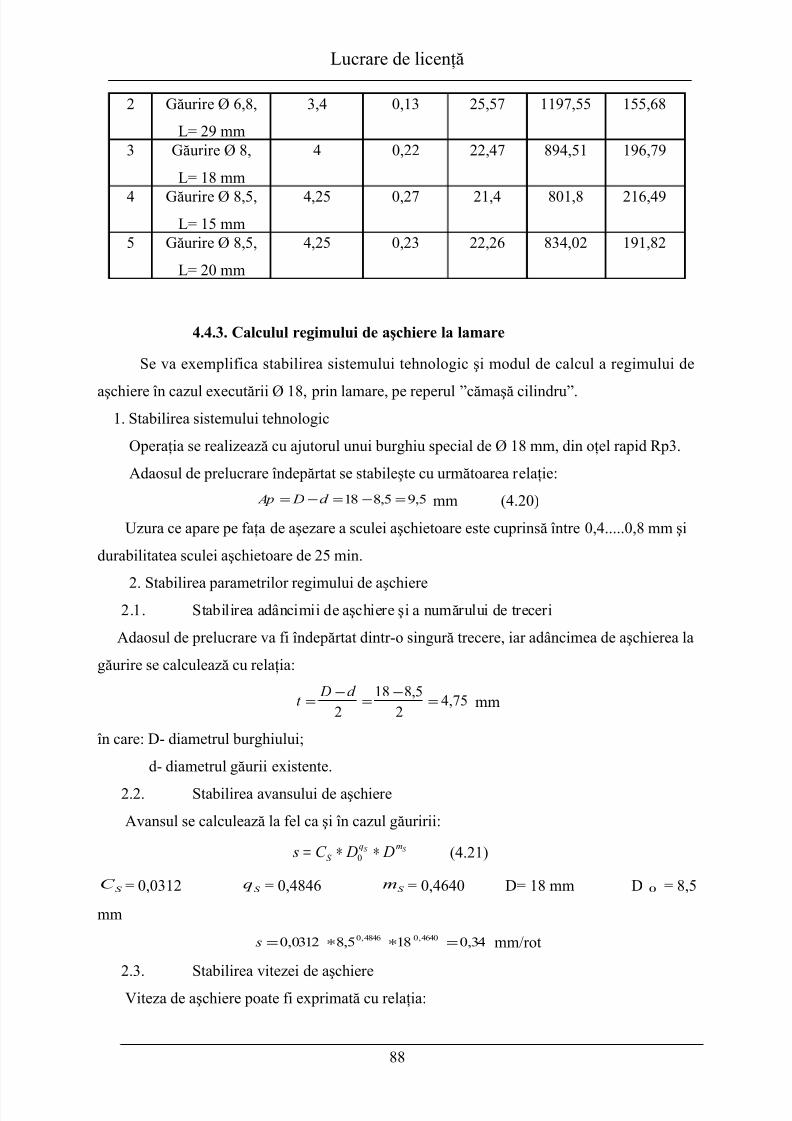
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 88/109
Lucrare de licenţă
2 Găurire Ø 6,8,
L= 29 mm
3,4 0,13 25,57 1197,55 155,68
3 Găurire Ø 8,
L= 18 mm
4 0,22 22,47 894,51 196,79
4 Găurire Ø 8,5,L= 15 mm
4,25 0,27 21,4 801,8 216,49
5 Găurire Ø 8,5,
L= 20 mm
4,25 0,23 22,26 834,02 191,82
4.4.3. Calculul regimului de aşchiere la lamare
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării Ø 18, prin lamare, pe reperul ”cămaşă cilindru”.1. Stabilirea sistemului tehnologic
Operaţia se realizează cu ajutorul unui burghiu special de Ø 18 mm, din oţel rapid Rp3.
Adaosul de prelucrare îndepărtat se stabileşte cu următoarea relaţie:
5,95,818 =−=−= d D Ap mm (4.20)
Uzura ce apare pe faţa de aşezare a sculei aşchietoare este cuprinsă între 0,4.....0,8 mm şi
durabilitatea sculei aşchietoare de 25 min.
2. Stabilirea parametrilor regimului de aşchiere2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea la
găurire se calculează cu relaţia:
75,42
5,818
2=
−=
−=
d Dt mm
în care: D- diametrul burghiului;
d- diametrul găurii existente.
2.2. Stabilirea avansului de aşchiere
Avansul se calculează la fel ca şi în cazul găuririi:
S S mq
S D DC s ∗∗= 0 (4.21)
S C = 0,0312 S q = 0,4846 S m = 0,4640 D= 18 mm D 0 = 8,5
mm
34,0185,80312,0 4640,04846,0=∗∗= s mm/rot
2.3. Stabilirea vitezei de aşchiereViteza de aşchiere poate fi exprimată cu relaţia:
88
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 89/109
Lucrare de licenţă
V
V
m
q
v
D
DC v 0∗
= (4.22)
vC = 61,48 V q = 0,2860 V m = 0,6216 D= 18 mm D 0 = 8,5
mm
8,1818
5,848,616216,0
2860,0
=∗
=v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
63,3321814,3
8,1810001000 =∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
09,11334,063,332 =∗=∗= snv s m/min
Pentrru operaţia de lamare Ø 15, realizată pe reperul „capac”, regimul de aşchiere este:
- adâncimea de aşchiere t= 3,25 mm
- avansul de aşchiere s= 0,31 mm/rot
- viteza de aşchiere v= 21,06 m/min
- turaţia piesei n= 447,13 rot/min
- viteza de avans sv = 138,61 m/min
Calculul regimului de aşchiere la filetare
Filete realizate prin aşchiere pot fi:
- filetele exterioare prelucrate cu ajutorul cuţitelor profilate, cuţitelor pieptene de filetat,
capetelor de filetat, filierelor, frezelor, discurilor abrazive etc.
- filetele interioare prelucrate cu ajutorul cuţitelor profilate, tarozilor şi frezelor de filetat.
Prelucrarea filetelor prin strunjire
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării filetului M28x2, prin strunjire, al reperului ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologic
Operaţia se realizează cu ajutorul unui cuţit prevăzut cu o pastilă de filetare.
Pentru durabilitatea economică a cuţitelor, se recomandă , în funcţie forma plăcuţei cu care
se prelucrează, o valoare de 30 min. Uzura admisibilă pe faţa de aşezare a acestui cuţit este
cuprinsă între 0,4....0,6 mm.2. Stabilirea parametrilor regimului de aşchiere
89

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 90/109
Lucrare de licenţă
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, de aceea adâncimea de
aşchierea la realizarea filetului va fi egală cu adaosul pe rază:
5,12
2528
2 =−=−== ie p
D D At mm (4.23)
în care: e D - diametrul filetului;
i D - diametrul găurii existente.
2.2. Stabilirea avansului de aşchiere
Avansul de aşchiere este egal cu pasul filetului, adică s= 2 mm/rot.
2.3. Stabilirea vitezei de aşchiere
Pentru prelucrarea filetelor cu scule cu plăcuţe din carburi metalice, viteza de aşchiere
poate fi exprimată cu relaţia:
( ) V V X Y
VP p HB K v ∗∗= (4.24)
în care: p- pasul filetului;
HB- duritatea materialului prelucrat;
vp K , V x , v y - coeficient, respectiv exponenţi.
vp K =13676 V x = -0,15 v y = -0,59 p= 2 mm HB= 833,33
MPa( ) 08,233233,83313676 15,059,0 =∗∗= −−
v m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
26512814,3
08,23310001000=
∗∗
=∗∗
=d
vn
π rot/min
2.5. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
530222651 =∗=∗= snv s m/min
Regimul de aşchiere pentru filetul M26x2 executat prin strunjire este:
- adâncimea de aşchiere t= 1,5 mm
- avansul de aşchiere s= 2 mm/rot
- viteza de aşchiere v= 265,89 m/min
- turaţia piesei n= 3257 rot/min
- viteza de avans sv = 6514 m/min
90

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 91/109
Lucrare de licenţă
Filetarea cu tarodul
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării filetului M10, al reperului ”cămaşă cilindru”.
1. Stabilirea sistemului tehnologicOperaţia se realizează cu un tarod M10, din oţel rapid Rp3.
Durabilitatea economică a tarodului folosit, se alege , în funcţie de tipul sculei şi al
prelucrării la o valoare de 90 min.
2. Stabilirea parametrilor regimului de aşchiere
2.6. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
se va calcula ca şi în cazul filetelor realizate prin strunjire:
75,02
5,810=
−=t mm
2.7. Stabilirea avansului de aşchiere
Avansul de aşchiere corespunde cu pasul filetului, deci s= 1 mm/rot.
2.8. Stabilirea vitezei de aşchiere
Viteza de aşchiere se calculează conform relaţiei:
ym
x
v
pT
d C v
∗
∗= (4.25)
în care: vC - coeficientul ce depinde de natura materialului semifabricatului;
d- diametrul găurii;
T- durabilitatea sculei aşchietoare;
p- pasul filetului;
x, y- exponenţi;
m- exponentul durabilităţii.
32,9190
5,8415,09,0
2,1
=∗
∗=v m/min
2.9. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
82,2961014,3
32,910001000=
∗∗=
∗∗=d
vn
π rot/min
2.10. Stabilirea vitezei de avans
Viteza de avans se stabileşte utilizând următoarea relaţie de calcul:
82,296182,296 =∗=∗= snv s m/min
91
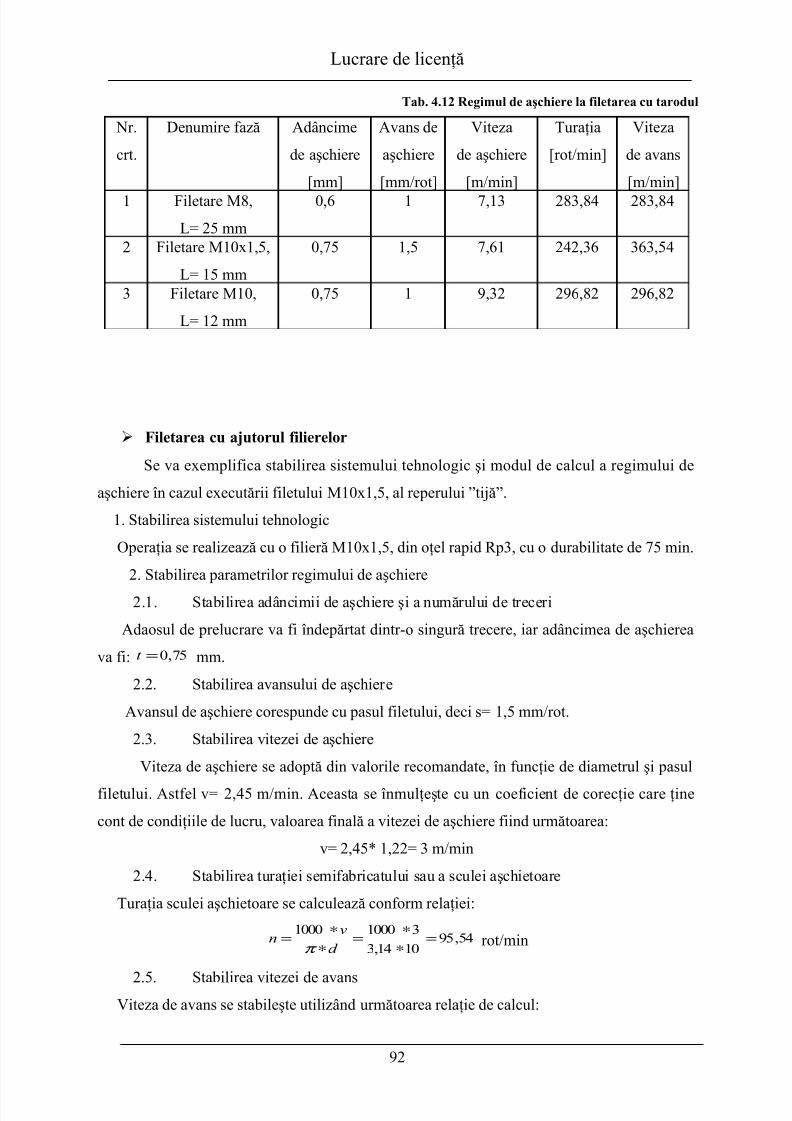
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 92/109
Lucrare de licenţă
Tab. 4.12 Regimul de aşchiere la filetarea cu tarodul
Nr.
crt.
Denumire fază Adâncime
de aşchiere
[mm]
Avans de
aşchiere
[mm/rot]
Viteza
de aşchiere
[m/min]
Turaţia
[rot/min]
Viteza
de avans
[m/min]
1 Filetare M8,
L= 25 mm
0,6 1 7,13 283,84 283,84
2 Filetare M10x1,5,
L= 15 mm
0,75 1,5 7,61 242,36 363,54
3 Filetare M10,
L= 12 mm
0,75 1 9,32 296,82 296,82
Filetarea cu ajutorul filierelor
Se va exemplifica stabilirea sistemului tehnologic şi modul de calcul a regimului de
aşchiere în cazul executării filetului M10x1,5, al reperului ”tijă”.
1. Stabilirea sistemului tehnologic
Operaţia se realizează cu o filieră M10x1,5, din oţel rapid Rp3, cu o durabilitate de 75 min.
2. Stabilirea parametrilor regimului de aşchiere
2.1. Stabilirea adâncimii de aşchiere şi a numărului de treceri
Adaosul de prelucrare va fi îndepărtat dintr-o singură trecere, iar adâncimea de aşchierea
va fi: 75,0=t mm.
2.2. Stabilirea avansului de aşchiere
Avansul de aşchiere corespunde cu pasul filetului, deci s= 1,5 mm/rot.
2.3. Stabilirea vitezei de aşchiere
Viteza de aşchiere se adoptă din valorile recomandate, în funcţie de diametrul şi pasul
filetului. Astfel v= 2,45 m/min. Aceasta se înmulţeşte cu un coeficient de corecţie care ţine
cont de condiţiile de lucru, valoarea finală a vitezei de aşchiere fiind următoarea:
v= 2,45* 1,22= 3 m/min
2.4. Stabilirea turaţiei semifabricatului sau a sculei aşchietoare
Turaţia sculei aşchietoare se calculează conform relaţiei:
54,951014,3
310001000=
∗∗=
∗∗=d
vn
π rot/min
2.5. Stabilirea vitezei de avansViteza de avans se stabileşte utilizând următoarea relaţie de calcul:
92

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 93/109
Lucrare de licenţă
87,1095,154,95 =∗=∗= snv s m/min
Pentru filetul M8, valorile regimului de aşchiere sunt următoarele:
- avansul de aşchiere s= 1 mm/rot
- viteza de aşchiere v= 3,9 m/min- turaţia piesei n= 155,25 rot/min
- viteza de avans sv = 155,25 m/min
4.5. Calculul normei tehnice de timp
Norma tehnică de timp est împărţită în două mari categorii:
- timpul productiv în cursul căruia un executant efectuează lucrările necesare pentru realizarea
unei sarcini de muncă;- timpul neproductiv în cursul căruia executantul efectuează acţiuni ce nu sunt utile
desfăşurării normale a procesului de producţie.[8]
4.5.1. Calculul normei tehnice de timp la strunjire
Realizarea operaţiilor necesită consumarea unui anumit timp de muncă din partea
executantului calculat conform [8] şi egal cu:
ondodt op
pi
T T T T T n
T
N ++++= (4.26)
în care: n- numărul de piese date simultan în fabricaţie.
Timpii care apar în relaţia..... sunt:
1. Timpul de pregătire-încheiere destinat pregătirii curente a lucrării;
2. Timpul operativ este format din:
a) timpul de bază definit prin relaţia:
i
n s
l l l l t b ∗
∗
+++= 321 (4.27)
în care: l- lungimea suprafeţei prelucrate;
1l - distanţa de pătrundere a cuţitului;
2l - distanţa de depăşire a sculei;
3l - lungimea suprafeţei prelucrate pentru aşchia de probă;
i- numărul de treceri;
s- avansul de aşchiere;
n- turaţia piesei.
93
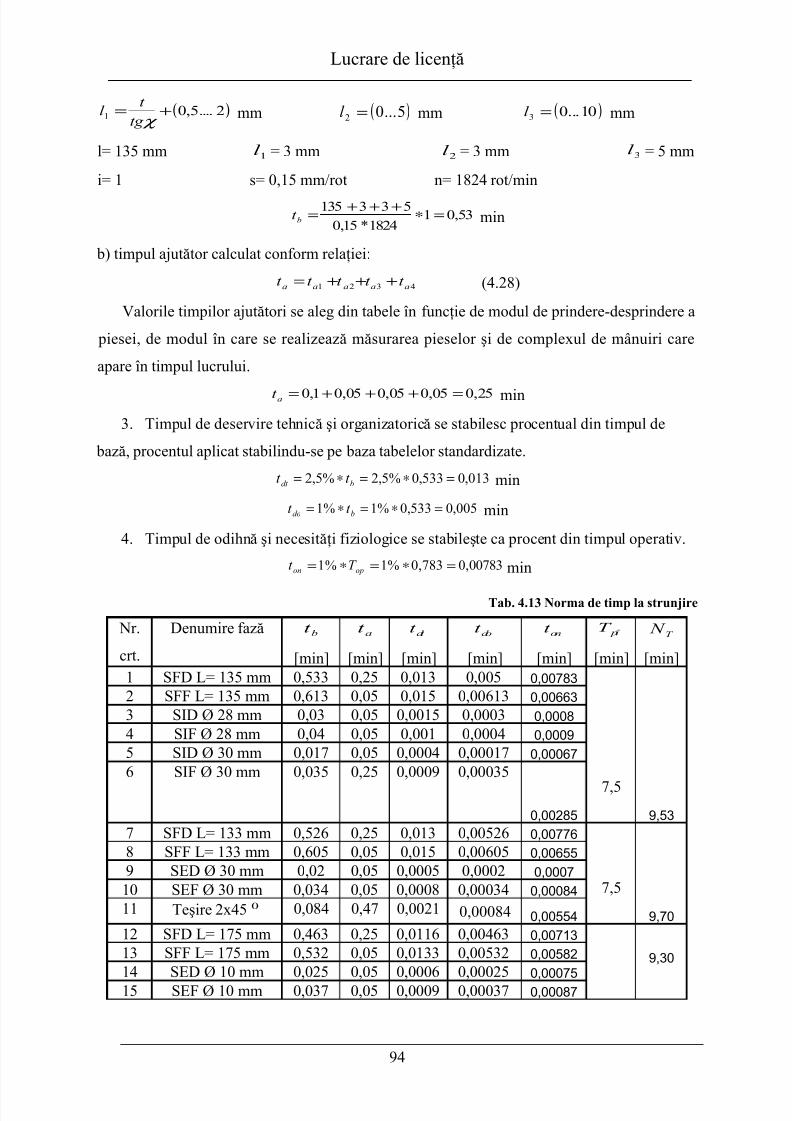
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 94/109
Lucrare de licenţă
( )2....5,01 += χ tg
t l mm ( )5...02 =l mm ( )10...03 =l mm
l= 135 mm 1l = 3 mm 2
l = 3 mm 3l = 5 mm
i= 1 s= 0,15 mm/rot n= 1824 rot/min
53,011824*15,0
533135=∗+++=bt min
b) timpul ajutător calculat conform relaţiei:
4321 aaaaa t t t t t +++= (4.28)
Valorile timpilor ajutători se aleg din tabele în funcţie de modul de prindere-desprindere a
piesei, de modul în care se realizează măsurarea pieselor şi de complexul de mânuiri care
apare în timpul lucrului.
25,005,005,005,01,0 =+++=at min
3. Timpul de deservire tehnică şi organizatorică se stabilesc procentual din timpul de
bază, procentul aplicat stabilindu-se pe baza tabelelor standardizate.
013,0533,0%5,2%5,2 =∗=∗= bdt t t min
005,0533,0%1%1 =∗=∗= bdo t t min
4. Timpul de odihnă şi necesităţi fiziologice se stabileşte ca procent din timpul operativ.
00783,0783,0%1%1 =∗=∗= opon T t min
Tab. 4.13 Norma de timp la strunjire
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
pî T
[min]
T N
[min]1 SFD L= 135 mm 0,533 0,25 0,013 0,005 0,00783
7,5
9,53
2 SFF L= 135 mm 0,613 0,05 0,015 0,00613 0,00663
3 SID Ø 28 mm 0,03 0,05 0,0015 0,0003 0,0008
4 SIF Ø 28 mm 0,04 0,05 0,001 0,0004 0,0009
5 SID Ø 30 mm 0,017 0,05 0,0004 0,00017 0,00067
6 SIF Ø 30 mm 0,035 0,25 0,0009 0,00035
0,00285
7 SFD L= 133 mm 0,526 0,25 0,013 0,00526 0,00776
7,5
9,70
8 SFF L= 133 mm 0,605 0,05 0,015 0,00605 0,00655
9 SED Ø 30 mm 0,02 0,05 0,0005 0,0002 0,0007
10 SEF Ø 30 mm 0,034 0,05 0,0008 0,00034 0,00084
11 Teşire 2x45 0 0,084 0,47 0,0021 0,00084 0,00554
12 SFD L= 175 mm 0,463 0,25 0,0116 0,00463 0,00713
9,3013 SFF L= 175 mm 0,532 0,05 0,0133 0,00532 0,00582
14 SED Ø 10 mm 0,025 0,05 0,0006 0,00025 0,0007515 SEF Ø 10 mm 0,037 0,05 0,0009 0,00037 0,00087
94
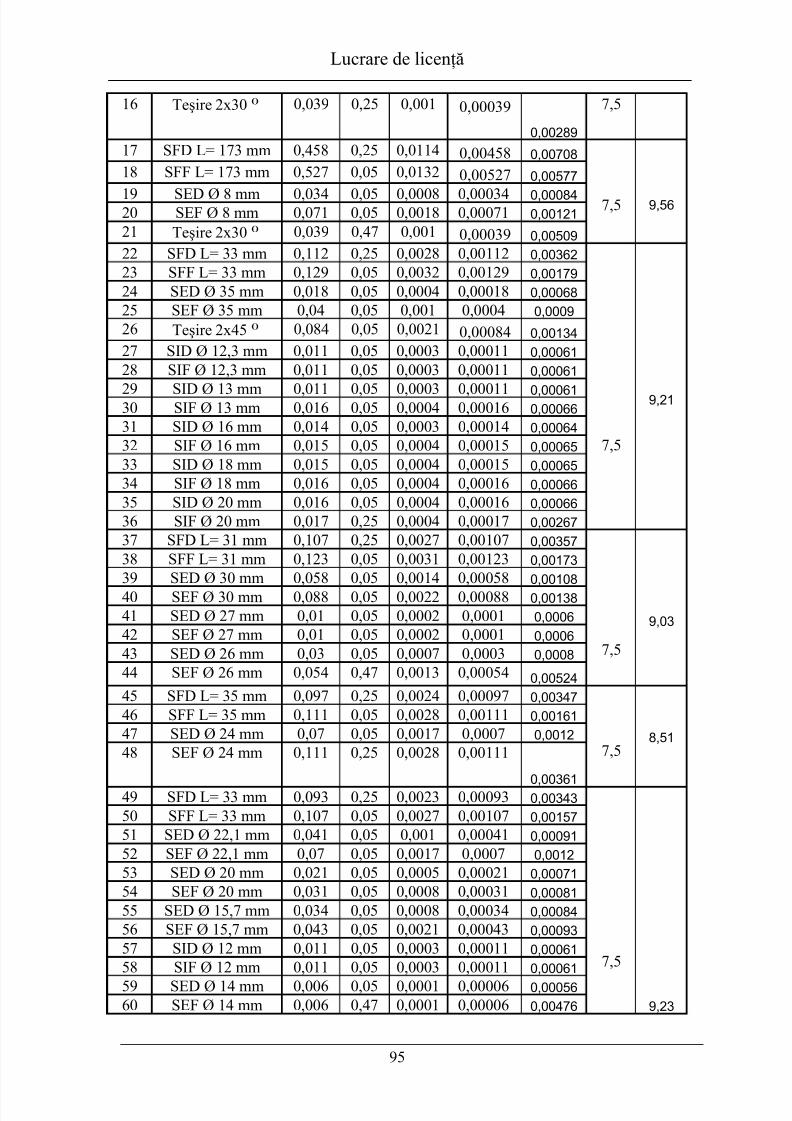
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 95/109
Lucrare de licenţă
7,516 Teşire 2x30 0 0,039 0,25 0,001 0,00039
0,00289
17 SFD L= 173 mm 0,458 0,25 0,0114 0,00458 0,00708
7,5 9,56
18 SFF L= 173 mm 0,527 0,05 0,0132 0,00527 0,00577
19 SED Ø 8 mm 0,034 0,05 0,0008 0,00034 0,0008420 SEF Ø 8 mm 0,071 0,05 0,0018 0,00071 0,00121
21 Teşire 2x30 0 0,039 0,47 0,001 0,00039 0,00509
22 SFD L= 33 mm 0,112 0,25 0,0028 0,00112 0,00362
7,5
9,21
23 SFF L= 33 mm 0,129 0,05 0,0032 0,00129 0,00179
24 SED Ø 35 mm 0,018 0,05 0,0004 0,00018 0,00068
25 SEF Ø 35 mm 0,04 0,05 0,001 0,0004 0,0009
26 Teşire 2x45 0 0,084 0,05 0,0021 0,00084 0,00134
27 SID Ø 12,3 mm 0,011 0,05 0,0003 0,00011 0,00061
28 SIF Ø 12,3 mm 0,011 0,05 0,0003 0,00011 0,00061
29 SID Ø 13 mm 0,011 0,05 0,0003 0,00011 0,0006130 SIF Ø 13 mm 0,016 0,05 0,0004 0,00016 0,00066
31 SID Ø 16 mm 0,014 0,05 0,0003 0,00014 0,00064
32 SIF Ø 16 mm 0,015 0,05 0,0004 0,00015 0,00065
33 SID Ø 18 mm 0,015 0,05 0,0004 0,00015 0,00065
34 SIF Ø 18 mm 0,016 0,05 0,0004 0,00016 0,00066
35 SID Ø 20 mm 0,016 0,05 0,0004 0,00016 0,00066
36 SIF Ø 20 mm 0,017 0,25 0,0004 0,00017 0,00267
37 SFD L= 31 mm 0,107 0,25 0,0027 0,00107 0,00357
7,5
9,03
38 SFF L= 31 mm 0,123 0,05 0,0031 0,00123 0,00173
39 SED Ø 30 mm 0,058 0,05 0,0014 0,00058 0,00108
40 SEF Ø 30 mm 0,088 0,05 0,0022 0,00088 0,00138
41 SED Ø 27 mm 0,01 0,05 0,0002 0,0001 0,0006
42 SEF Ø 27 mm 0,01 0,05 0,0002 0,0001 0,0006
43 SED Ø 26 mm 0,03 0,05 0,0007 0,0003 0,0008
44 SEF Ø 26 mm 0,054 0,47 0,0013 0,00054 0,00524
45 SFD L= 35 mm 0,097 0,25 0,0024 0,00097 0,00347
7,58,51
46 SFF L= 35 mm 0,111 0,05 0,0028 0,00111 0,00161
47 SED Ø 24 mm 0,07 0,05 0,0017 0,0007 0,0012
48 SEF Ø 24 mm 0,111 0,25 0,0028 0,00111
0,0036149 SFD L= 33 mm 0,093 0,25 0,0023 0,00093 0,00343
7,5
9,23
50 SFF L= 33 mm 0,107 0,05 0,0027 0,00107 0,00157
51 SED Ø 22,1 mm 0,041 0,05 0,001 0,00041 0,00091
52 SEF Ø 22,1 mm 0,07 0,05 0,0017 0,0007 0,0012
53 SED Ø 20 mm 0,021 0,05 0,0005 0,00021 0,00071
54 SEF Ø 20 mm 0,031 0,05 0,0008 0,00031 0,00081
55 SED Ø 15,7 mm 0,034 0,05 0,0008 0,00034 0,00084
56 SEF Ø 15,7 mm 0,043 0,05 0,0021 0,00043 0,00093
57 SID Ø 12 mm 0,011 0,05 0,0003 0,00011 0,00061
58 SIF Ø 12 mm 0,011 0,05 0,0003 0,00011 0,00061
59 SED Ø 14 mm 0,006 0,05 0,0001 0,00006 0,00056
60 SEF Ø 14 mm 0,006 0,47 0,0001 0,00006 0,00476
95
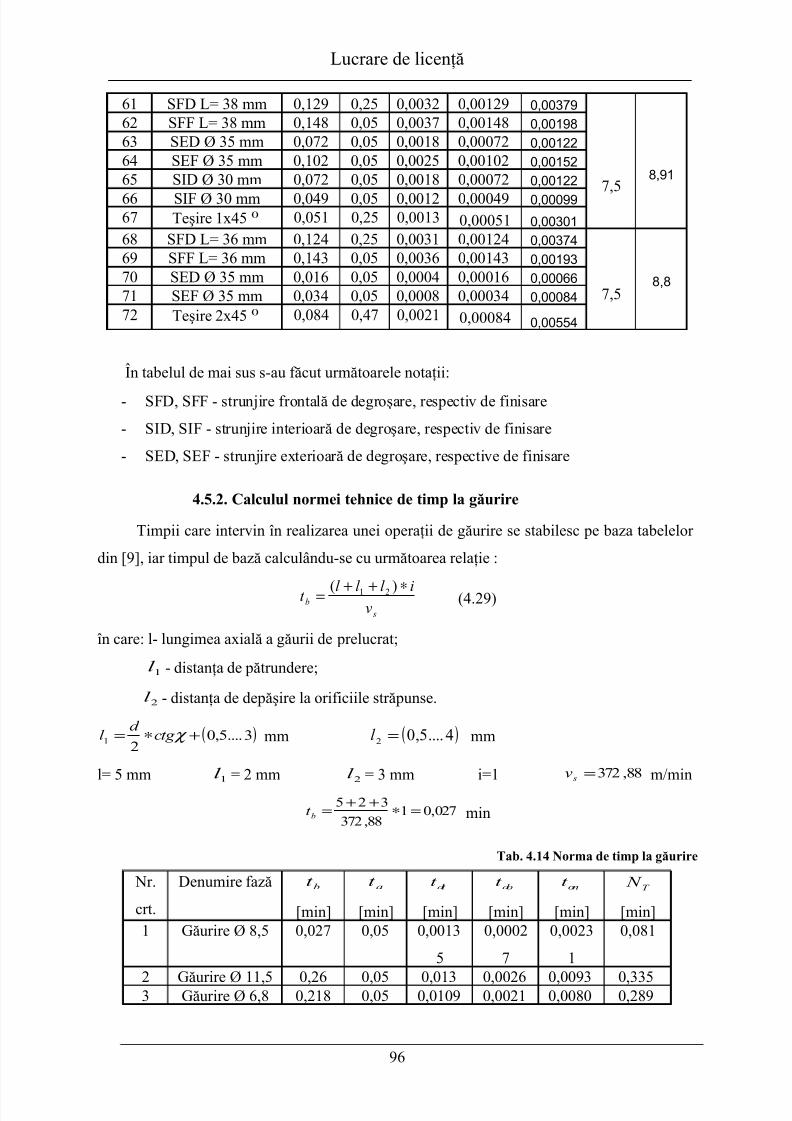
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 96/109
Lucrare de licenţă
61 SFD L= 38 mm 0,129 0,25 0,0032 0,00129 0,00379
7,58,91
62 SFF L= 38 mm 0,148 0,05 0,0037 0,00148 0,00198
63 SED Ø 35 mm 0,072 0,05 0,0018 0,00072 0,00122
64 SEF Ø 35 mm 0,102 0,05 0,0025 0,00102 0,00152
65 SID Ø 30 mm 0,072 0,05 0,0018 0,00072 0,00122
66 SIF Ø 30 mm 0,049 0,05 0,0012 0,00049 0,00099
67 Teşire 1x45 0 0,051 0,25 0,0013 0,00051 0,00301
68 SFD L= 36 mm 0,124 0,25 0,0031 0,00124 0,00374
7,58,8
69 SFF L= 36 mm 0,143 0,05 0,0036 0,00143 0,00193
70 SED Ø 35 mm 0,016 0,05 0,0004 0,00016 0,00066
71 SEF Ø 35 mm 0,034 0,05 0,0008 0,00034 0,00084
72 Teşire 2x45 0 0,084 0,47 0,0021 0,00084 0,00554
În tabelul de mai sus s-au făcut următoarele notaţii:
- SFD, SFF - strunjire frontală de degroşare, respectiv de finisare
- SID, SIF - strunjire interioară de degroşare, respectiv de finisare
- SED, SEF - strunjire exterioară de degroşare, respective de finisare
4.5.2. Calculul normei tehnice de timp la găurire
Timpii care intervin în realizarea unei operaţii de găurire se stabilesc pe baza tabelelor
din [9], iar timpul de bază calculându-se cu următoarea relaţie :
s
bv
il l l t ∗++= )( 21 (4.29)
în care: l- lungimea axială a găurii de prelucrat;
1l - distanţa de pătrundere;
2l - distanţa de depăşire la orificiile străpunse.
( )3....5,02
1 +∗= χ ctg d
l mm ( )4....5,02 =l mm
l= 5 mm 1l = 2 mm 2
l = 3 mm i=1 88,372= sv m/min
027,0188,372
325=∗
++=bt min
Tab. 4.14 Norma de timp la găurire
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
T N
[min]1 Găurire Ø 8,5 0,027 0,05 0,0013
5
0,0002
7
0,0023
1
0,081
2 Găurire Ø 11,5 0,26 0,05 0,013 0,0026 0,0093 0,3353 Găurire Ø 6,8 0,218 0,05 0,0109 0,0021 0,0080 0,289
96
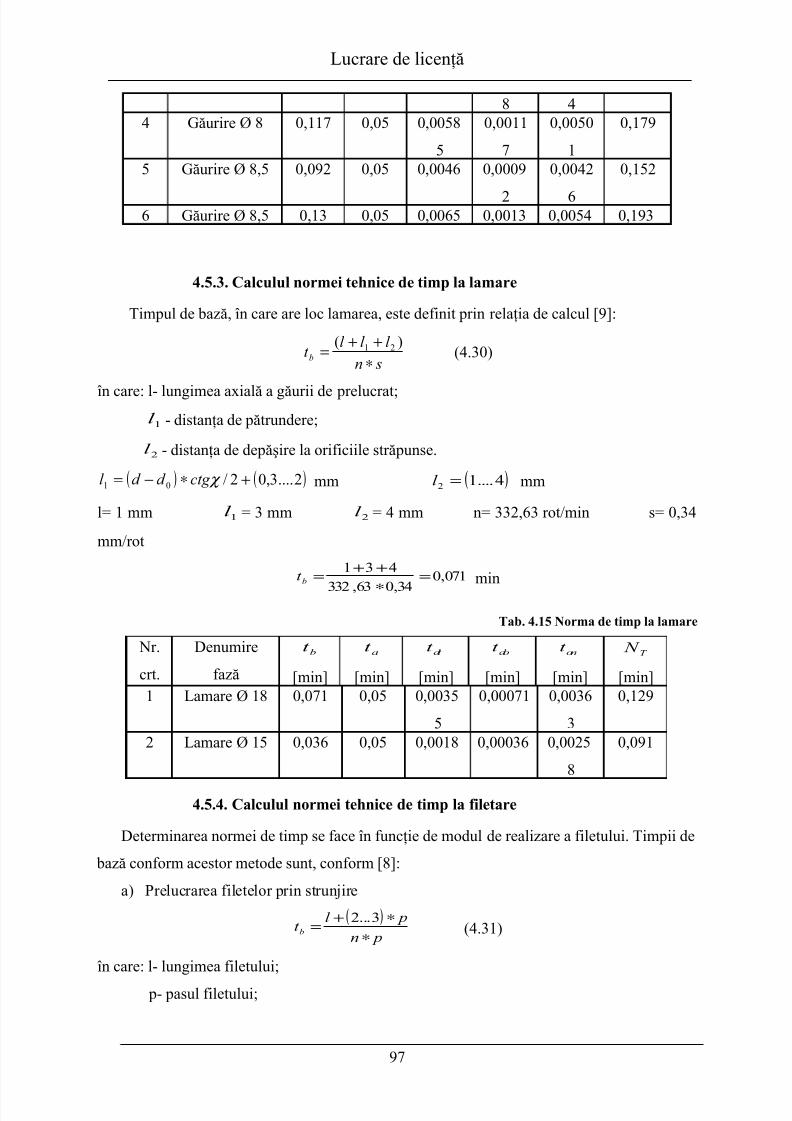
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 97/109
Lucrare de licenţă
8 44 Găurire Ø 8 0,117 0,05 0,0058
5
0,0011
7
0,0050
1
0,179
5 Găurire Ø 8,5 0,092 0,05 0,0046 0,0009
2
0,0042
6
0,152
6 Găurire Ø 8,5 0,13 0,05 0,0065 0,0013 0,0054 0,193
4.5.3. Calculul normei tehnice de timp la lamare
Timpul de bază, în care are loc lamarea, este definit prin relaţia de calcul [9]:
sn
l l l t b ∗
++=
)( 21 (4.30)
în care: l- lungimea axială a găurii de prelucrat; 1
l - distanţa de pătrundere;
2l - distanţa de depăşire la orificiile străpunse.
( ) ( )2....3,02/01 +∗−= χ ctg d d l mm ( )4....12 =l mm
l= 1 mm 1l = 3 mm 2
l = 4 mm n= 332,63 rot/min s= 0,34
mm/rot
071,0
34,063,332
431=
∗
++=bt min
Tab. 4.15 Norma de timp la lamare
Nr.
crt.
Denumire
fază
bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
T N
[min]1 Lamare Ø 18 0,071 0,05 0,0035
5
0,00071 0,0036
3
0,129
2 Lamare Ø 15 0,036 0,05 0,0018 0,00036 0,0025
8
0,091
4.5.4. Calculul normei tehnice de timp la filetare
Determinarea normei de timp se face în funcţie de modul de realizare a filetului. Timpii de
bază conform acestor metode sunt, conform [8]:
a) Prelucrarea filetelor prin strunjire
( ) pn
pl t b ∗
∗+=
3...2(4.31)
în care: l- lungimea filetului;
p- pasul filetului;
97
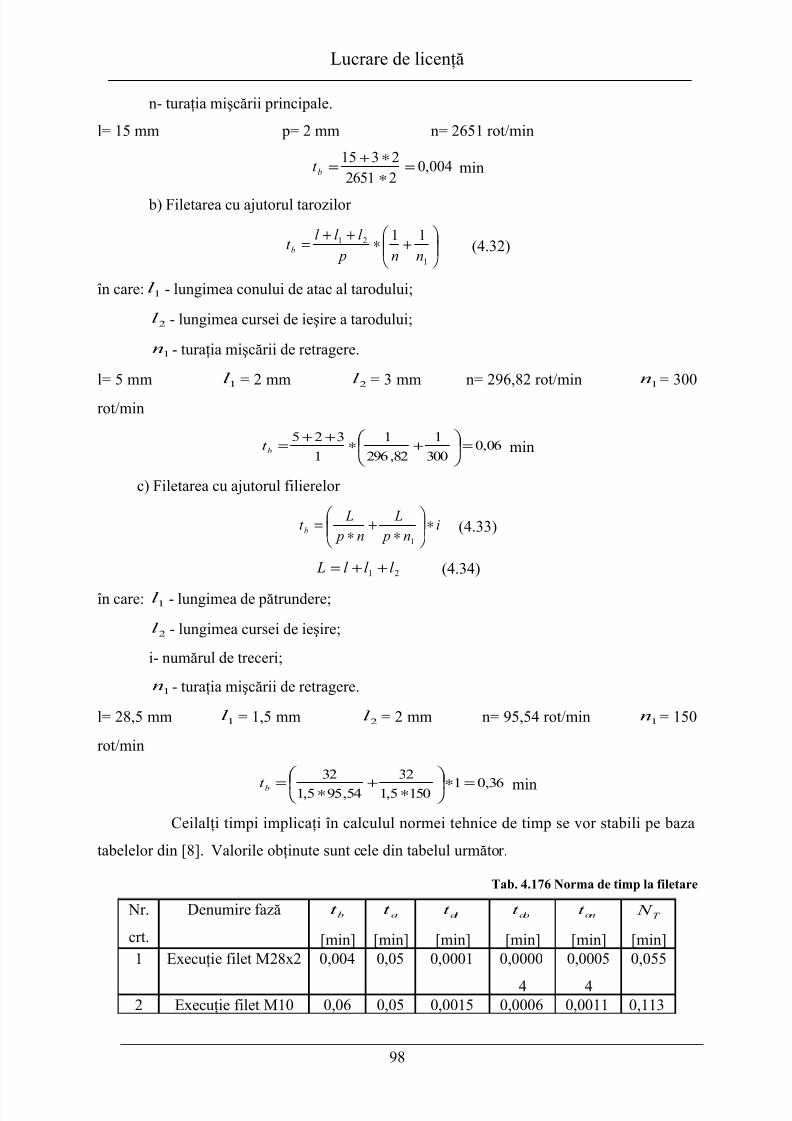
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 98/109
Lucrare de licenţă
n- turaţia mişcării principale.
l= 15 mm p= 2 mm n= 2651 rot/min
004,022651
2315=
∗∗+
=bt min
b) Filetarea cu ajutorul tarozilor
+∗
++=
1
21 11
nn p
l l l t b (4.32)
în care: 1l - lungimea conului de atac al tarodului;
2l - lungimea cursei de ieşire a tarodului;
1n - turaţia mişcării de retragere.
l= 5 mm 1l = 2 mm 2
l = 3 mm n= 296,82 rot/min 1n = 300
rot/min
06,0300
1
82,296
1
1
325=
+∗
++=bt min
c) Filetarea cu ajutorul filierelor
in p
L
n p
Lt b ∗
∗
+∗
=1
(4.33)
21 l l l L ++= (4.34)
în care: 1l - lungimea de pătrundere;
2l - lungimea cursei de ieşire;
i- numărul de treceri;
1n - turaţia mişcării de retragere.
l= 28,5 mm 1l = 1,5 mm 2
l = 2 mm n= 95,54 rot/min 1n = 150
rot/min
36,011505,1
32
54,955,1
32
=∗
∗+∗=bt min
Ceilalţi timpi implicaţi în calculul normei tehnice de timp se vor stabili pe baza
tabelelor din [8]. Valorile obţinute sunt cele din tabelul următor.
Tab. 4.176 Norma de timp la filetare
Nr.
crt.
Denumire fază bt
[min]
at
[min]
dt t
[min]
dot
[min]
ont
[min]
T N
[min]1 Execuţie filet M28x2 0,004 0,05 0,0001 0,0000
4
0,0005
4
0,055
2 Execuţie filet M10 0,06 0,05 0,0015 0,0006 0,0011 0,113
98
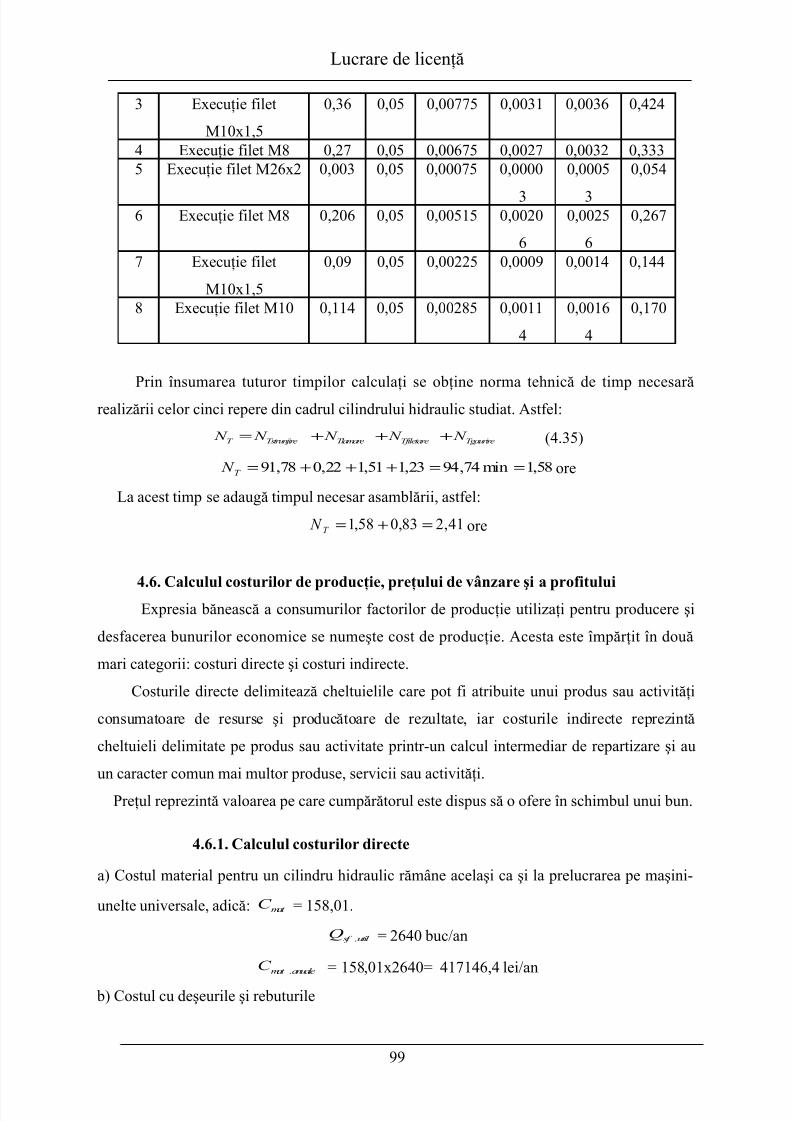
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 99/109
Lucrare de licenţă
3 Execuţie filet
M10x1,5
0,36 0,05 0,00775 0,0031 0,0036 0,424
4 Execuţie filet M8 0,27 0,05 0,00675 0,0027 0,0032 0,3335 Execuţie filet M26x2 0,003 0,05 0,00075 0,0000
3
0,0005
3
0,054
6 Execuţie filet M8 0,206 0,05 0,00515 0,0020
6
0,0025
6
0,267
7 Execuţie filet
M10x1,5
0,09 0,05 0,00225 0,0009 0,0014 0,144
8 Execuţie filet M10 0,114 0,05 0,00285 0,0011
4
0,0016
4
0,170
Prin însumarea tuturor timpilor calculaţi se obţine norma tehnică de timp necesară
realizării celor cinci repere din cadrul cilindrului hidraulic studiat. Astfel:
TgaurireTfiletareTlamareTstrunjireT N N N N N +++= (4.35)
58,1min74,9423,151,122,078,91 ==+++=T
N ore
La acest timp se adaugă timpul necesar asamblării, astfel:
41,283,058,1 =+=T N ore
4.6. Calculul costurilor de producţie, preţului de vânzare şi a profituluiExpresia bănească a consumurilor factorilor de producţie utilizaţi pentru producere şi
desfacerea bunurilor economice se numeşte cost de producţie. Acesta este împărţit în două
mari categorii: costuri directe şi costuri indirecte.
Costurile directe delimitează cheltuielile care pot fi atribuite unui produs sau activităţi
consumatoare de resurse şi producătoare de rezultate, iar costurile indirecte reprezintă
cheltuieli delimitate pe produs sau activitate printr-un calcul intermediar de repartizare şi au
un caracter comun mai multor produse, servicii sau activităţi.
Preţul reprezintă valoarea pe care cumpărătorul este dispus să o ofere în schimbul unui bun.
4.6.1. Calculul costurilor directe
a) Costul material pentru un cilindru hidraulic rămâne acelaşi ca şi la prelucrarea pe maşini-
unelte universale, adică: mat C = 158,01.
util sf Q. = 2640 buc/an
anualemat C . = 158,01x2640= 417146,4 lei/an
b) Costul cu deşeurile şi rebuturile
99

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 100/109
Lucrare de licenţă
deseum = 1,44x4,9 %= 0,07 kg
deseuriC = 0,07x 1,14= 0,08 lei/buc
anual deseuriC . = 0,08x2640= 211,2 lei/an
rebuturim = 1,44x 5%= 0,072kgrebuturiC = 0,072 x 5,33= 0,38 lei/buc
anual rebuturiC . = 0,38x132= 50,16 lei/an
c) Costul cu personalul direct productiv
S d pdp I S C +=
=t n 2,41 ore
8,6200
1350. ==bhmed S lei/h
38,168,641,2 == xS d lei/h
S I = 35% x16,38= 5,73 lei/h
pdpC = 16,38+5,73= 22,11 lei/buc
finite pdpanual pdpxQC C =
. = 22,11x2640= 58370,4 lei/an
d) Costul cu energia şi apa industrială
14= Ee N kw/h
33600240014 == xW Ee kw/an
1579247,033600. == xC an Ee lei/an
98,52640
15792. === pf
an Ee Ee
Q
C C lei/buc
- Volumul de apă considerat este de 150 m 3 .
an AI C . = 150x2,3= 345 lei/an
13,02640
345.
=== pf
an AI
AI Q
C
C lei/buc
Costurile directe totale vor fi calculate astfel:
AI Ee pdprebuturideseurimat directe C C C C C C CT +++−−= .
=directe
CT 158,01- 0,08- 0,38+ 22,11+ 5,98+ 0,13= 185,77 lei/buc
anuale AI anuale Eeanuale pdpanualerebuturianualedeseurianualemat anualedirecteC C C C C C CT
....... +++−−=
=anualedirecteCT . 417146,4- 211,2- 50,16+ 58370,4+ 15792+ 345= 491392,44 lei/an
100
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 101/109
Lucrare de licenţă
4.6.2. Calculul costurilor indirecte
Aceste costuri vor fi adoptate sau calculate în cele ce urmează.
a) Cheltuielile materiale pentru întreţinere-reparaţii curente sunt de 6500 lei/an ;
b) Cheltuielile cu SDV-urile normale şi speciale au o valoare de 8200 lei/an ;c) Cheltuielile cu energia electrică necesară maşinilor şi echipamentelor, altele decât cele
utilizate în procesul tehnologic, inclusiv iluminatul sistemului de producţie I C = 11000
lei/an ;
d) Cheltuielile cu combustibilul pentru încălzire sunt de 3500 lei/an ;
e) Cheltuielile cu amortizarea mijloacelor fixe se calculează conform relaţiei:
C A = 6575012
2630003 = x lei/an ;
f) Cheltuielile cu impozitul şi taxele C anuale IT . = 22000 lei/an ;
g) Cheltuielile cu personalul indirect productiv şi cu personalul din serviciile funcţionale:
39000025121300. == x xC anuale pip lei/an
Prin însumarea tuturor acestor cheltuieli se obţine costul total indirect anual.
anuale pipanuale IT Aanualecomb I anuale EeanualeSDV anualer ianualeind C C C C C C C C CT ....2... +++++++=−
=anualeind CT . 6500+8200+11000+3500+65750+22000+390000= 506950 lei/an
06,862860
506950. === pf
anualeind ind
QCT CT lei/buc
În final se determină costul total pe bucată.
ind directebucata CT CT CT += = 185,77+ 8,06= 193,83 lei/buc
4.6.3. Calculul preţului ţintă de vânzare şi a profitului
Preţul de vânzare se determină pe baza relaţiilor :
cr p = 193,83x(1+0,15)= 222,9 lei/bucată
v p = 222,9x(1+0,19)= 265,25 lei/bucată
În concluzie, se poate afirma, că aducerea centrului de prelucrare este oportună deoarece,
după cum se poate observa din calcule, duce la posibilitatea folosirii unor regimuri de
aşchiere cu valori aproape duble decât cele folosite în prezent şi, implicit, la scăderea normei
de timp de la 3,58 ore la 2,41 ore. Se constată şi o scădere a costului de producţie cu 7,09
lei/bucată.
101
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 102/109
Lucrare de licenţă
4.7. Propunere de realizare a unui departament comercial
4.7.1. Generalităţi
Într-o economie de piaţă, departamentul comercial constituie o verigă importantă în viaţa
oricărei activităţi legate de comerţ, deoarece acesta leagă producţia de consum. Obiectivul
acestui departament este conectarea întreprinderii pe planul asigurării resurselor materiale şi a
vânzărilor .
În domeniul aprovizionării materiale, întreprinderea îşi stabileşte necesarul de materii
prime, materiale, combustibili cu termenele de livrare şi stabileşte stocurile de producţie,
încheie contracte, efectuează recepţia bunurilor aprovizionate şi depozitarea acestora.
În domeniul desfacerii, întreprinderea încheie contracte, urmăreşte şi livrează mărfurile la
termene, prospectează piaţa şi negociază vânzarea produselor sale.
Activităţi care trebuie realizate de
personalul din cadrul departamentului
comercial:
- promovarea formelor rapide de vânzare;
- calculul necesarului de resurse materiale
pentru realizarea producţiei;- asigurarea echilibrului între structura
mărfurilor şi necesităţile reale de consum;
- accelerarea vitezei de circulaţie a
mărfurilor; Fig. 4.5 Departament comercial
- utilizarea raţională a resurselor materiale, astfel încăt să se respecte normele de consum
stabilite şi stocurile de producţie determinate;
- studierea continuă a evoluţiei cererii de mărfuri;- urmărirea atentă a stocurilor proprii de mărfuri în scopul cunoaşterii cantităţilor şi
sortimentelor necesare pe fiecare grupă de mărfuri;
- asigurarea ritmicităţii proceselor de aprovizionare prin intermediul contractelor economice şi
prin menţinerea unui contact permanent cu furnizorii tradiţionali ;
- negocierea atentă atât în cazul mărfurilor achiziţionate, cât şi în cazul cel vândute ;
- organizarea şi urmărirea vânzărilor, precum şi a serviciilor post-vânzare;
- asigurarea reclamei şi publicităţii pentru mărfurile comercializate şi pentru serviciile oferite;- căutarea de clienţi potenţiali şi prezentarea ofertei firmei acestora;
102
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 103/109
Lucrare de licenţă
- încheierea contractelor de vânzare- cumpărare pentru produsele fabricate;
- asigurarea participării societăţii la diferite târguri;
- menţinerea unor relaţii permanente cu clienţi actuali ai întreprinderii;
- realizarea de activităţi prin care să obţină un feedback din partea clienţilor;
- studierea pieţei ţinând cont de diferiţi factori (veniturile şi necesităţile clienţilor, frecvenţa şi
obiceiurile de cumpărare, fidelitatea faţă de anumite mărci, numărul şi mărimea concurenţilor
etc.);
- elaborarea politicilor comerciale legate de vânzarea, promovarea şi distribuţia produselor;
- vânzarea propriu-zisă a produselor.
4.7.2. Organizarea departamentului comercial
Realizarea unui departament comercial s-a decis ca urmare a problemelor pe partea de
comercializare şi de valorificare a producţiei existentă în cadrul SC Hidraulica SRL. Acest
departament îşi va desfăşura activitatea într-un spaţiu de 100 2m , special amenajat.
Activităţile care trebuie realizate în cadrul departamentului comercial vor fi întreprinse de
7 angajaţi care vor fi specializaţi în acest domeniu, 5 anagjaţi fiind cei care urmau să fie
disponibilizaţi din secţia de cilindrii. Responsabilităţile acestora vor fi împărţite astfel:
- 2 persoane se vor ocupa de activitatea de teren (realizare studii de piaţă, vizite la clienţi
existenţi şi potenţiali pentru prezentarea ofertelor firmei) şi de promovarea produselor prinintermediul telefoniei;
- o persoană se va ocupa de realizarea pliantelor şi de toate activităţile ce ţin de reclamă şi alte
modalităţi de promovare;
- 2 persoane care vor prelucra datele privind studiile de piaţă şi vor asigura o corectă
aprovizionare materială;
- 2 persoane ce vor realiza vânzarea efectivă a produselor, încheierea contractelor .
4.8. Calculule privind investiţia realizată
Investiţiile, privite ca sumă a cheltuielilor făcute pentru realizarea de noi obiective,
dezvoltarea/modernizarea celor existente, reprezintă o cheltuială certă pentru un viitor ce
conţine elemente de incertitudine, generate de obicei de evoluţia pieţei. [12]
4.8.1. Generalităţi
Investiţiile sunt clasificate după mai multe criterii. Ţinând cont de acestea, investiţia
care va fi realizată în cadrul SC Hidraulica SRL este o investiţie în regie proprie, finanţată din
fondurile proprii, şi anume profitul obţinut din activitatea de exploatare a exerciţiului anterior.
103
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 104/109
Lucrare de licenţă
Investiţia este una complexă:
- investiţie tehnică privind achiziţia şi montajul unui mijloc fix, precum şi reamplasarea
utilajelor existente;
- investiţie în resurse umane în specializarea şi calificarea personalului;
- investiţie comercială pentru publicitate şi reclamă.
Nevoia de a investi se justifică prin faptul că societatea doreşte consolidarea poziţiei sale
pe piaţă, datorită constatării unor mici modificări în structura acesteia, prin apariţia altor
furnizori de cilindrii, creşterea concurenţei şi apariţiei riscului pierderii vechilor pieţe de
desfacere a produselor oferite şi de SC Hidraulica SRL.
Principalele obiective urmărite prin procesul investiţional sunt:
- obţinerea unui profit suplimentar;
- asigurarea competitivităţii firmei pe plan tehnic şi economic;
- asigurarea unui plasament corespunzător a resurselor financiare existente.
Investiţia propusă se referă la achiziţionarea unui centru de prelucrare, deoarece utilajele
folosite în prezent sunt uzate atât din punct de vedere moral, cât şi fizic. Se propune şi
vânzarea anumitor utilaje existente în cadrul atelierului de cilindrii, dar care sunt vechi sau nu
sunt folosite. Astfel, din experienţa din ultimii ani, s-a decis renunţarea la următoarele utilaje:
- 4 freze (3 freze FUS 22 şi o freză FUTOS);
- o morteză MTZ 200 China;
- 2 maşini de găurit (o maşină GAG1 şi o maşină MG Phina);
- 4 strunguri (un Rangheţ, un MUE 280, un SUPRA 550 şi un E2N).
Cele două modificări implică disponibilizarea a 7 angajaţi. Pentru a evita acest lucru şi
ţinând cont de probleme existente pe partea de comercializare a firmei se propune realizarea
unui departament comercial care va fi alcătuit din cei doi angajaţi care deja se ocupă de partea
de vânzare şi de 5 angajaţi aduşi dintre cei care urmau a fi disponibilizaţi, ţinând cont că doi
angajaţi se vor pensiona în timpul realizării schimbărilor.
Cheltuiala iniţială într-un proiect de investiţii reprezintă mărimea netă a capitalului necesar
pentru punerea în exploatare a investiţiei. În cazul de faţă, aceasta este determinată de:
- achiziţia centrului de prelucrare Shinri VM 1310 (achiziţie utilaj, asigurare transport, montaj
şi instruire personal) ⇒ 172717 lei
- plata personalului care va realiza reamplasarea utilajelor din spaţiile atelierelor destinate
producţiei de cilindrii ⇒ 1500 lei
104
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 105/109
Lucrare de licenţă
- construcţia peretelui despărţitor de 100 2m ce va separa departamentul comercial, nou
realizat, de magazia ce aparţine atelierului de producţie cilindrii (profile rigips, vată, rigips,
glet, lavabilă, manoperă etc.) ⇒ 7480 lei
- amenajarea spaţiului departamentului comercial (ferestre, uşi, becuri, calorifere, mochetăetc.) ⇒ 3196 lei
- specializarea personalului pentru departamentul comercial de către o firmă autorizată prin
intermediul căreia personalul va căpăta cunoştinţe despre: comunicare, negociere, tehnici de
vânzare, vânzarea prin telefon, bazele vânzărilor, customer care, cercetarea de marketing
(durata 3 zile) ⇒ 2800 lei
- achiziţie 3 calculatoare ⇒ 4200 lei
- achiziţie 5 birouri şi 5 scaune ⇒ 1450 lei
- achiziţie produse de birotică şi papetărie necesare începerii desfăşurării activităţii în cadrul
departamentului comercial ⇒ 1800 lei
- achiziţie software pentru noile calculatoarele; sunt incluse programe necesare funcţionării
calculatorului, dar şi programe pentru realizarea pliantelor publicitare, reclamelor şi studiilor
de piaţă (pachet Windows XP 370 lei/buc, pachet Office 2003 570 lei/buc, Adobe photoshop
1700 lei/buc, SPSS 1240lei/modul) ⇒ 5730 lei
Cheltuiala iniţială totală va fi egală cu 200873 lei.
4.8.2. Calculul indicatorilor sfecifici investiţiilor
Se vor calcula următorii indicatori specifici investiţiei conform relaţiilor de calcul din [12]:
1. Investiţia specifică ce sintetizează corelaţia dintre efortul investiţional şi efectul obţinut sub
forma capacităţii de producţie.
0qq
I s
m
m
m −= (4.36)
în care: sm - investiţia specifică pentru modernizări, dezvoltări;
m I - investiţia totală realizată pentru modernizare, dezvoltare;
qm - capacitatea de producţie exprimată în unităţi fizice după modernizare, dezvoltare;
q0 - capacitatea de producţie existentă înainte de modernizare, dezvoltare.
57,23317802640
200873=
−=m s lei/buc.
2. Termenul de recuperare sintetizează corelaţia dintre efortul de capital investit şi efectul
obţinut sub forma sporului de profit anual ca urmare a modernizării, dezvoltării propuse.
105

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 106/109
Lucrare de licenţă
În consecinţă, termenul de recuperare a capitalului investit se va calcula astfel:
0hhm
m
P P
I T
−= (4.37)
în care: T - termenul de recuperare a capitalului investit în cazul unor modernizări, dezvoltări;
Phm - profitul anual obţinut în urma modernizării, dezvoltării;
Pho - profitul anual obţinut înainte de modernizare, dezvoltare.
aniT 464,31333228,188548
200873 ≈=−
=
3. Coeficientul de eficienţă economică a investiţiilor sintetizează corelaţia dintre profitul
anual obţinut în urma realizării investiţiei şi efortul de capital investit. Indicatorul se va
calcula astfel:
m
hohm
I
P P e −= (4.38)
în care: e - coeficientul eficienţei economice a investiţiilor;
Phm - Ph0- este sporul de profit obţinut în urma modernizării, dezvoltării, faţă de
situaţia existentă;
27,0200873
1333228,188548=
−=e
4. Randamentul economic al investiţiei. Scopul oricărui întreprinzător este de a obţine un
profit cât mai mare. În funcţie de scopul care trebuie atins se pun în evidenţă mai multe
categorii de profit regăsite în calculele de eficienţă economică a investiţiilor. Astfel, avem:
a) profitul anual
Ph = Qh −Ch (4.39)
în care: Ph - profitul anual;
Qh - valoarea anuală a producţiei;
Ch - costul anual producţiei.
8,1885482,511711700260 =−=h P lei/an
b) profitul total realizat din momentul punerii în funcţiune a obiectivului si până la expirarea
duratei de funcţionare:
Pt = Ph · D (4.40)
în care: Pt - profitul total;
Ph - profitul anual;
D - durata eficientă de funcţionare.
6,2262585128,188548 =∗=t P lei
106

5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 107/109
Lucrare de licenţă
c) profitul de recuperare reprezintă profitul obţinut până la expirarea termenului de recuperare
a investiţiei. Aşadar:
Pr = It (4.41)
200873=r
P
leid) profitul final obţinut după expirarea termenului de recuperare a investiţiilor:
Pf = Pt − Pr (4.42)
în care: Pf - profitul final;
Pr - profitul de recuperat;
6,20617122008736,2262585 =−= f P lei
În practică, randamentul economic al investiţiilor în funcţie de profitul total:
1−=t
t
I
P R (4.43)
26,101200873
8,2262585=−= R lei profit la un leu investit
e) Viteza de recuperare arată de câte ori se cuprinde durata de recuperare în cea de
funcţionare :
r
f
r D
DV = (4.44)
în care: f D - durata de funcţionare a obiectului investiţiei;
r D - durata de recuperare a investiţiei realizate.
34
12==r V
Analizând rezultatele obţinute în urma calcului indicatorilor specifici unei investiţii se
constată că investiţia propusă va fi recuperată într-o perioadă de timp relativ scurtă şi va
genera beneficii economice firmei.
Capitolul 5- Concluzii
Lucrarea de faţă a avut ca scop analiza situaţiei tehnice şi economice a fabricaţiei
cilindrilor hidraulici în cadrul societăţii Hidraulica SRL şi , pe baza observaţiilor făcute în
urma unor serii de calcule, propunerea unor îmbunătăţiri care să aducă anumite beneficii
firmei. Propunerile din cadrul acestei lucrări au fost:
• de a aduce un centru de prelucrare;
• de a reamplasa utilajele rămase;• de a realiza un departament specializat pe partea comercială.
107
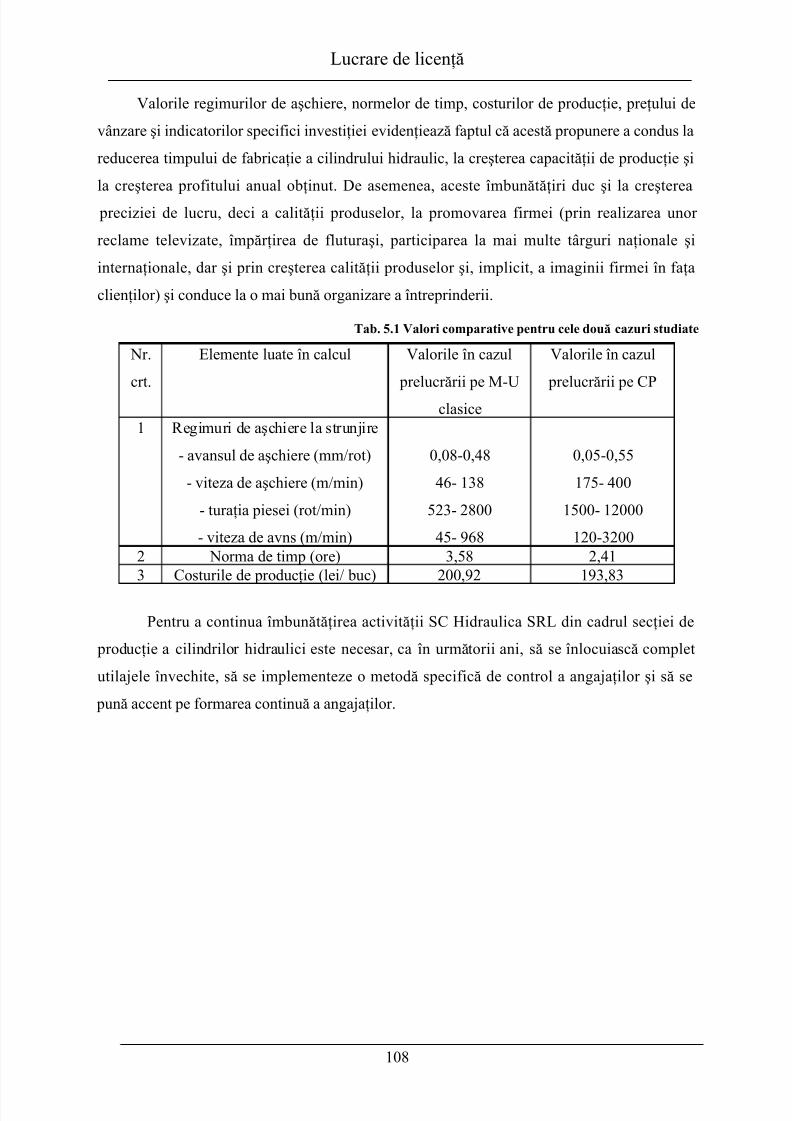
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 108/109
Lucrare de licenţă
Valorile regimurilor de aşchiere, normelor de timp, costurilor de producţie, preţului de
vânzare şi indicatorilor specifici investiţiei evidenţiează faptul că acestă propunere a condus la
reducerea timpului de fabricaţie a cilindrului hidraulic, la creşterea capacităţii de producţie şi
la creşterea profitului anual obţinut. De asemenea, aceste îmbunătăţiri duc şi la creşterea
preciziei de lucru, deci a calităţii produselor, la promovarea firmei (prin realizarea unor
reclame televizate, împărţirea de fluturaşi, participarea la mai multe târguri naţionale şi
internaţionale, dar şi prin creşterea calităţii produselor şi, implicit, a imaginii firmei în faţa
clienţilor) şi conduce la o mai bună organizare a întreprinderii.
Tab. 5.1 Valori comparative pentru cele două cazuri studiate
Nr.
crt.
Elemente luate în calcul Valorile în cazul
prelucrării pe M-U
clasice
Valorile în cazul
prelucrării pe CP
1 Regimuri de aşchiere la strunjire
- avansul de aşchiere (mm/rot)
- viteza de aşchiere (m/min)
- turaţia piesei (rot/min)
- viteza de avns (m/min)
0,08-0,48
46- 138
523- 2800
45- 968
0,05-0,55
175- 400
1500- 12000
120-32002 Norma de timp (ore) 3,58 2,413 Costurile de producţie (lei/ buc) 200,92 193,83
Pentru a continua îmbunătăţirea activităţii SC Hidraulica SRL din cadrul secţiei de
producţie a cilindrilor hidraulici este necesar, ca în următorii ani, să se înlocuiască complet
utilajele învechite, să se implementeze o metodă specifică de control a angajaţilor şi să se
pună accent pe formarea continuă a angajaţilor.
108
5/7/2018 Proiect Licenta Final - slidepdf.com
http://slidepdf.com/reader/full/proiect-licenta-final 109/109
Lucrare de licenţă
Bibliografie
1. www.hidraulica.ro;
2. www.totalfirme.com;
3. Funcţionarea, întreţinerea şi repararea sistemelor hidraulice şi pneumatice ale
maşinilor, utilajelor şi instalaţiilor- I., Ceauşu, Fir. SHP, tipărit de Filaret Bucureşti,
1990;
4. Hidraulica maşinilor-unelte: Îndrumar de laborator- M., Ivan, P., Măniuţ, I., Cristian,
Gh,. Dobrea, Reprografia Universităţii din Braşov , Braşov, 1984;
5. www.machinetools.com;
6. Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere- C., Picoş, O., Pruteanu,
ş.a., Editura Universitas, Chişinău, 1992, vol. I ;
7. Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere- C., Picoş, O., Pruteanu,
ş.a., Editura Universitas, Chişinău, 1992, vol. II ;
8. Normarea tehnică pentru prelucrări prin aşchiere- C., Picoş, Gh., Coman, ş.a., Editura
Tehnică, Bucureşti, 1979, vol. I ;
9. Normarea tehnică pentru prelucrări prin aşchiere- C., Picoş, Gh., Coman, ş.a., Editura
Tehnică, Bucureşti, 1982, vol. II ;
10. Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp- A., Vlase, A.,
Sturzu, ş.a., Editura Tehnică, Bucureşti, 1985, vol. I;
11. Suport de curs Ingineria Sistemelor de Producţie;
12. Analiza economico- financiară a întreprinderii- Gh., Cătălin, Editura Universităţii
Transilvania Braşov, Braşov, 2008;
13. Suport curs Managementul Investiţiilor ;
14. Economie politică- N., Dobrotă, Editura Economică, Bucureşti, 1997.
15. M. Platiş- Preţul şi formarea lui, Editura Economică, Bucureşti, 1997.
Anexe
109







