Investeşte în oameni! Proiect cofinanţat din Fondul Social European prin Programul Operaţional Sectorial pentru Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară: 1 „Educaţia şi formarea profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere” Domeniul major de intervenţie: 1.5 „Programe doctorale şi postdoctorale în sprijinul cercetării” Titlul proiectului: „Parteneriat interuniversitar pentru excelenţa în inginerie - PARTING” Cod Contract: POSDRU/159/1.5/S/137516 Beneficiar: Universitatea Tehnică din Cluj-Napoca Partener: Universitatea Transilvania din Brasov Universitatea Transilvania din Brasov Şcoala Doctorală Interdisciplinară Centrul de cercetare – C08: Tehnologii şi Materiale Avansate Metalice, Ceramice şi Compozite (MMC) Drd. Mirela POPESCU (căsătorită DRĂGOIU) Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Improving of aluminum alloys structure by metallurgical and physical methods Conducător ştiinţific Prof. univ. dr. ing. Béla VARGA
Transcript
Investeşte în oameni!
Proiect cofinanţat din Fondul Social European prin Programul Operaţional Sectorial pentru Dezvoltarea Resurselor Umane 2007 –2013Axa prioritară: 1 „Educaţia şi formarea profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere”Domeniul major de intervenţie: 1.5 „Programe doctorale şi postdoctorale în sprijinul cercetării”Titlul proiectului: „Parteneriat interuniversitar pentru excelenţa în inginerie - PARTING”Cod Contract: POSDRU/159/1.5/S/137516Beneficiar: Universitatea Tehnică din Cluj-NapocaPartener: Universitatea Transilvania din Brasov
Universitatea Transilvania din BrasovŞcoala Doctorală Interdisciplinară
Centrul de cercetare – C08: Tehnologii şi Materiale Avansate Metalice,Ceramice şi Compozite (MMC)
Drd. Mirela POPESCU (căsătorită DRĂGOIU)
Îmbunătăţirea structurii aliajelor de aluminiu prin metode
metalurgice şi fizice
Improving of aluminum alloys structure by
metallurgical and physical methods
Conducător ştiinţific
Prof. univ. dr. ing. Béla VARGA
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
II
MINISTERUL EDUCAŢIEI ŞI CERCETĂRII ŞTIINŢIFICEUNIVERSITATEA "TRANSILVANIA" DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. +40-268-413000, FAX +40-268-410525www.unitbv.ro
1.2.1. Procesul de germinare 7 51.2.2. Cristalizarea (solidificarea) aliajelor de Al-Si 8 -1.2.3. Categorii de aliaje de aluminiu după tehnologia de obţinere 8 5
1.2.3.1. Aliaje de aluminiu de turnătorie 9 51.2.3.1.1. Aliajele aluminiu-siliciu (Siluminuri) 9 6
1.3. Intervenţia în procesul de solidificare pentru îmbunătăţirea structurii 15 61.3.1. Îmbunătăţirea structurii prin metode metalurgice 17 7
1.3.1.1. Schimbarea dimensiunii dendritelor în aliajele de aluminiu 20 -1.3.1.2. Îmbunătăţirea structurii siluminurilor 21 7
1.3.1.2.1. Modificarea cu Sodiu 21 81.3.1.2.2. Afânarea cu Fosfor 22 81.3.1.2.3. Schimbarea structurii cu Sulf 23 81.3.1.2.4. Alţi agenţi de schimbare a structurii 23 -
1.3.2. Îmbunătăţirea structurii prin metode fizice (dinamice) 24 81.3.2.1. Tratarea cu vibraţii mecanice a topiturilor metalice în curs de solidificare 24 8
1.3.2.1.1. Instalaţii utilizate în domeniul tratării cu vibraţii a topiturilor metalice 26 -1.3.2.1.2. Structură – parametrii rezultaţi după vibrare 29 91.3.2.1.3. Influenţa vibraţiilor mecanice a topiturii asupra proprietăţilor 33 91.3.2.1.4. Cristalizarea metalelor lichide în câmp piramidal 34 -
1.3.2.2. Tratarea în câmp electromagnetic rotitor a topiturilor metalice în cursde solidificare 36 9
1.3.2.2.1. Instalaţii actuale pentru tratarea topiturii metalice în câmpelectromagnetic rotitor 37 9
1.3.2.2.2. Parametrii structurali rezultaţi după tratarea topiturii în câmpelectromagnetic rotitor 38 -
1.3.2.2.3. Influenţa câmpului electromagnetic rotitor asupra proprietăţilor(mecanice) 43 10
1.3.2.3. Îmbunătăţirea structurii prin creşterea vitezei de răcire 44 101.3.2.3.1. Instalaţii utilizate la solidificarea cu viteze mari de răcire 45 -1.3.2.3.2. Proprietăţile produselor solidificate cu viteză mare de răcire 45 10
3.3.4.2. Analiza macroscopică (macrografia) a aliajelor de aluminiu 75 -3.3.4.3. Analiza microscopică (micrografia) a aliajelor de aluminiu 76 -3.3.4.4. Determinarea compactităţii aliajelor de aluminiu prin cântărire
hidrostatică 78 23
3.3.5. Modele de analiză cantitativă a componenţilor structurali 79 233.3.5.1. Modele matematice de calcul a componenţilor aliajelor de aluminiu 79 23
3.3.5.1.1. Calculul cantitativ a procentului de faze şi constituenţi 79 233.3.5.1.2. Analiza cantitativă a fazelor cu regula orizontalei 79 233.3.5.1.3. Calculul proporţiei fazelor efectuat cu regula pârghiei
(segmentelor inverse) 80 23
3.3.5.2. Modele de software de analiză cantitativă a componenţilor aliajelorde aluminiu; aplicaţia Image-Pro Plus 6.0 82 24
3.3.5.2.1. Prelucrări de imagini cu Image-Pro Plus 6.0 82 243.3.5.3. Utilizare calcule matematice vs. măsuri obţinute din prelucrarea
CAPITOLUL 4. Determinări experimentale privind îmbunătăţireastructurii prin metode fizice şi metalurgice
92 27
4.1. Acţiunea vibraţiilor mecanice asupra condiţiilor de solidificare şi a structurii 92 274.1.1. Experiment 1: Aliaj AlSi12CuMgNi 92 274.1.2. Experiment 2: Aliaj AlCu4 95 284.1.3. Experiment 3: Aliaj AlSi7Mg0,3 97 28
4.1.3.1. Analiza DIL a aliajelor turnate gravitațional 99 -4.1.3.2. Analiza DSC a aliajului LM25 100 -
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
3
4.1.4. Experiment 4: Solidificare dirijată - AlSi7Mg0,3 şi AlZn10Si7 101 294.1.4.1. Aliaj AlSi7Mg0,3- solidificare dirijată 101 294.1.4.2. Aliaj AlZn10Si7 - solidificare dirijată 103 31
4.1.5. Experiment 5: Comparare efect vibraţii mecanice asupra solidificăriialiajelor AlSi7Mg0,3, AlSi12CuMgNi şi AlCu4 106 32
4.1.5.1. Turnarea şi monitorizarea aliajelor de aluminiu AlSi7Mg0,3,AlSi12CuMgNi şi AlCu4 106 32
4.1.5.2. Variaţia parametrului dendritic în funcţie de viteza de răcire 113 354.1.6. Determinarea coeficientului global de transfer de căldură prin analiza
4.2.1. Etalonarea aparaturii cu aliajul Wood 123 404.2.2. Experiment 1: Aliaj ATSi7Mg0.3 125 414.2.3. Experiment 2: Aliaj ZnAl4Cu1 127 424.2.4. Experiment 3: Aliaj ATSi7Mg0,3 - solidificare dirijată 128 42
4.3. Influenţa vitezei de răcire asupra structurii. Determinări experimentale,rezultate 133 43
4.3.1. Experiment 1: Aliaj ADC12 turnat în condiţii industriale 133 434.3.2.Experiment 2: Aliaj ATSi5Cu1: Îmbunătăţirea structurii prin aplicarea
simultană a procedeelor metalurgice şi fizice de îmbunătăţire a structurii 136 45
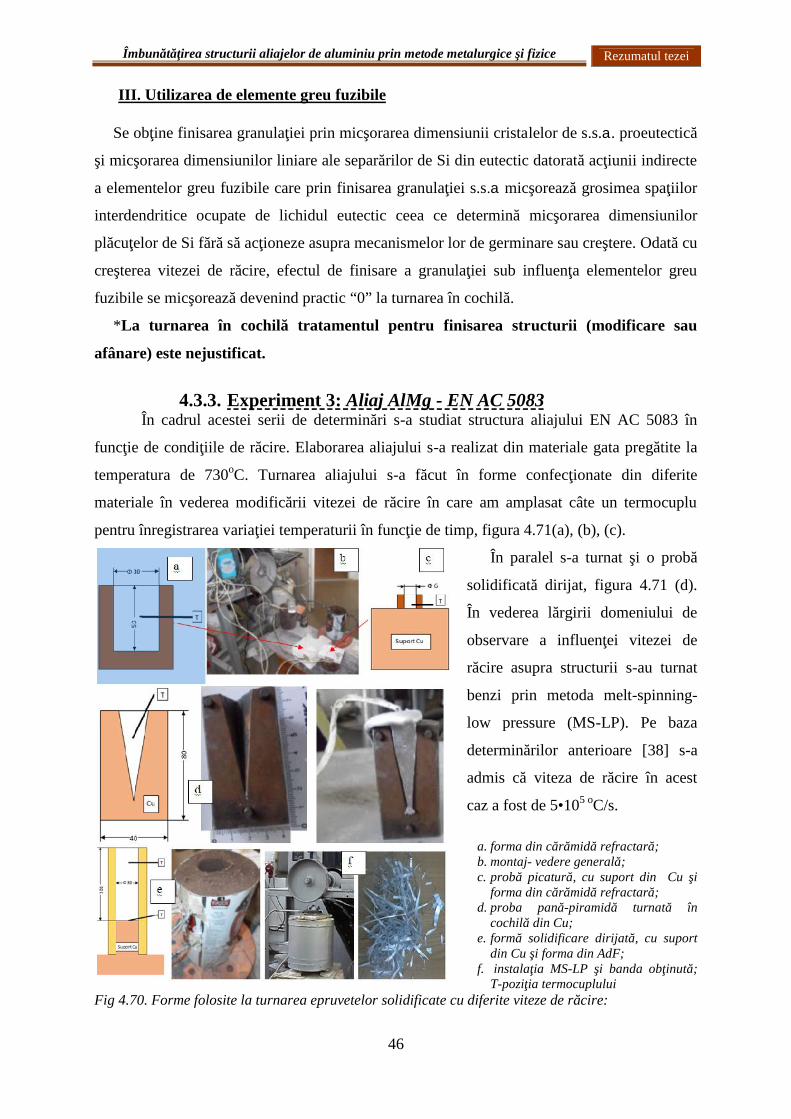
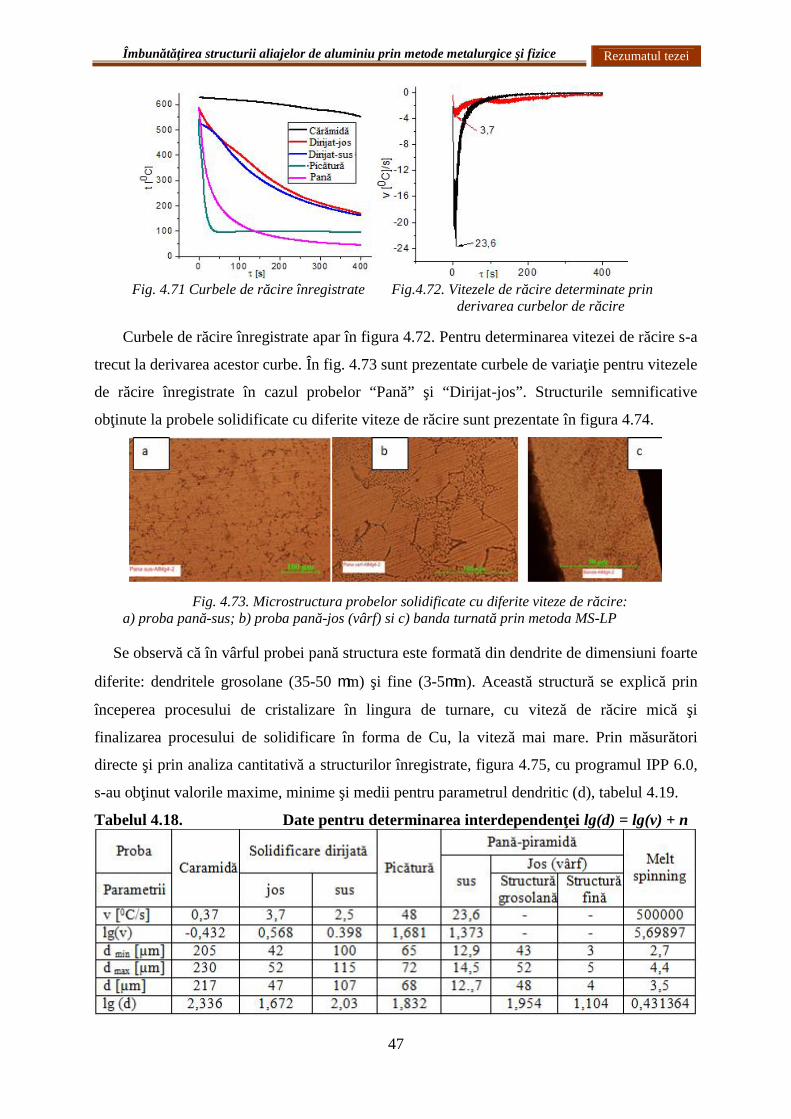
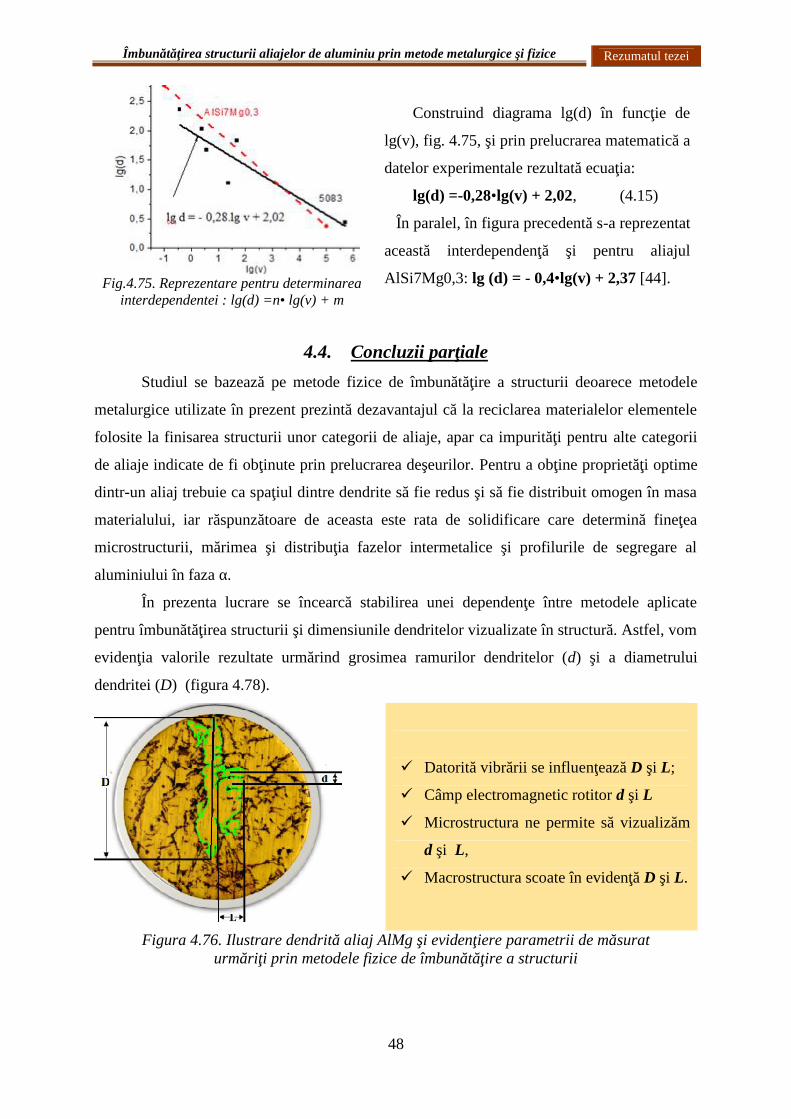
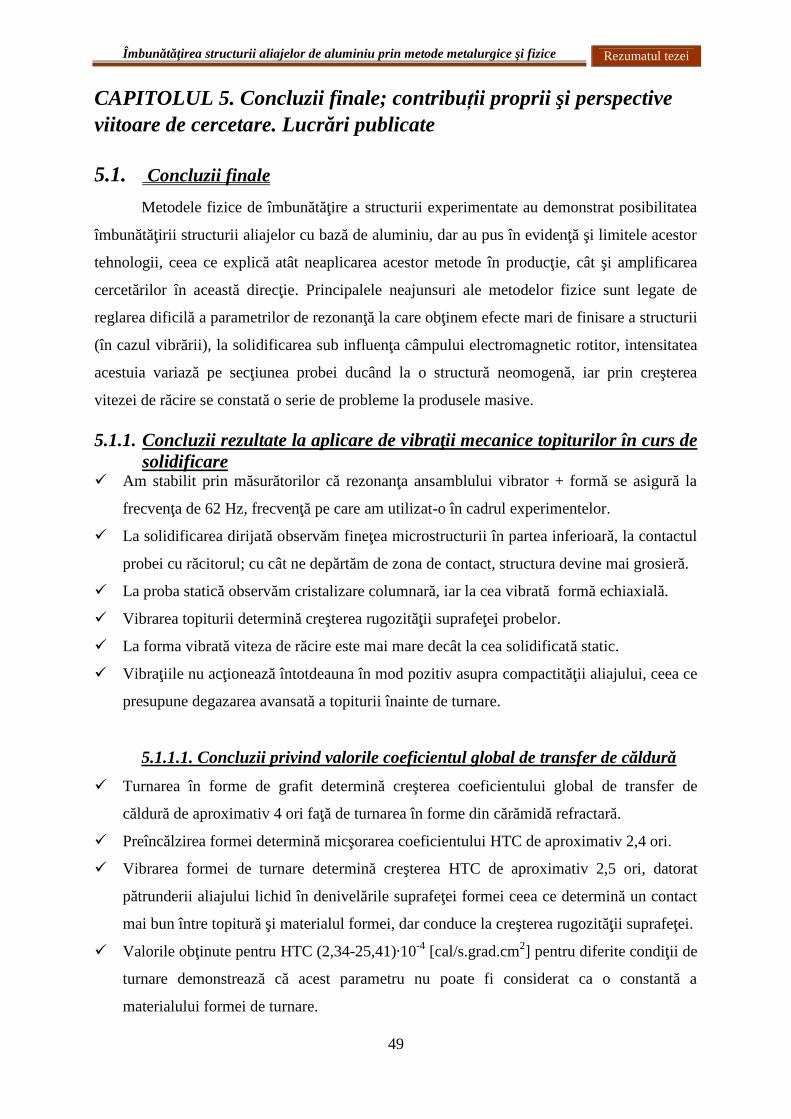
4.3.3. Experiment 3: Aliaj AlMg-EN AC 5083 140 464.4. Concluzii parţiale 146 48
4.4.1. Concluzii în cazul aplicării de vibraţii mecanice 147 -4.4.1.1. Concluzii privind valorile coeficientul global de transfer de căldură 147 -
4.4.2. Concluzii în cazul acţiunii câmpului electromagnetic rotitor 148 -4.4.3. Concluzii la îmbunătăţirea structurii prin creşterea vitezei de răcire 149 -
5.1. Concluzii finale 150 495.1.1. Concluzii rezultate la aplicare de vibraţii mecanice topiturilor în curs desolidificare 150 49
5.1.1.1. Concluzii privind valorile coeficientul global de transfer de căldură 151 495.1.2. Concluzii în cazul acţiunii câmpului electromagnetic rotitor asupra
topiturilor în curs de solidificare 152 50
5.1.3. Concluzii la îmbunătăţirea structurii printr-o viteză mare de răcire 152 505.2. Contribuții proprii 153 505.3. Perspective de cercetare 154 515.4. Lucrări publicate în domeniul tezei de doctorat 155 51
Bibliografie 158 53
AnexeAnexa 1. Scurt rezumat al tezei de doctorat 165 57Anexa 2. Curriculum vitae 166 58
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
4
IntroducereAluminiul este o prezenţă curentă în viaţa noastră, se regăseşte în domenii tot mai variate,
de aceea consumul mondial de Al este într-o creştere continuă, tendinţă afişată şi la producţia
de piese turnate din Romania. Atât evoluţia producţiei de piese turnate din aliaje cu bază de
Al, cât şi unele dezavantaje ale metodelor metalurgice justifică intensificarea cercetărilor în
vederea dezvoltării metodelor fizice de îmbunătăţire a structurii produselor turnate.
Scopul prezentei teze este evidenţierea celor mai eficiente metode de îmbunătăţire a
structurii aliajelor de aluminiu cu scopul de a fi aplicate în practica industrială. Îndeplinirea
obiectivului propus este realizat printr-un studiu bibiografic divers, dar mai ales prin
realizarea de experimente, atât în condiţii industriale, cât şi în laborator.
După cum este cunoscut, proprietăţile de procesare sunt determinate de compoziţia
chimică şi de poziţia aliajului în digrama de echilibru termic, iar cele de exploatare şi de
structura de turnare, care depinde de condiţiile de solidificare (ne referim la solidificarea în
condiţii statice vs. dinamice, dar şi la valoarea vitezei de răcire).
Condiţiile dinamice de solidificare le-am realizat prin aplicarea vibraţiilor mecanice şi a
câmpului electromagnetic rotitor asupra topiturii aflate în curs de solidificare, iar reglarea
vitezei de răcire am efectuat-o prin alegerea adecvată, atât a materialului formei, cât şi a
tehnologiilor de turnare.
În practica industrială se impune utilizarea metodelor fizice de îmbunătăţire a structurii şi
datorită folosirii în cantitate mare a deşeurilor. Este interesant faptul că elementele de
îmbunătăţire a structurii la elaborarea aliajelor de turnătorie cu bază de Al, de exemplu: Na –
este periculos la aliajele deformabile; în aceste condiţii se impune sortarea atentă a deşeurilor,
selectarea lor în deşeuri pentru aliaje deformabile şi deşeuri pentru aliaje de turnătorie, ceea ce
este aproape imposibil. De aceea prezintă importanţă introducerea la prelucrarea deşeurilor a
metodelor fizice de îmbunătăţire deoarece acestea nu produc acţiuni negative (periculoase).
În literatura de specialitate se regăseşte un număr mare de articole despre metodele fizice
de îmbunătăţire a structurii, dar sunt puţine informaţii, aproape deloc, despre aplicarea acestor
metode în producţia de piese turnate sau de semifabricate.
Analizelele structurale cantitiative s-au realizat prin prelucrarea imaginilor obţinute în
cadrul determinărilor experimentale, utilizând prin programul Image Pro-Plus 6.0, soft pentru
care am descris un scurt manual de prezentare cu exemple de analize structurale ale probelor
prezentate în această lucrare. Am construit diagrama care descrie variaţia parametrului
dendritic, lg(d) în funcţie de viteza locală de răcire, lg(v) prin stabilirea coeficienţilor n şi m
din relaţia : .
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
5
CAPITOLUL 1. Îmbunătăţirea structurii aliajelor cu bază dealuminiu
Al este, după Fe, cel mai utilizat metal din lume. Rezistent la oxidare şi bun conductor
electric, Al a devenit un produs industrial foarte utilizat în diverse domenii [26], [73].
1.1. Importanţa îmbunătăţirii structuriiLa aliajele neferoase structura primară de solidificare se păstrează, aşadar transformările
fazice şi structurale induse prin tratament termic şi prin deformare plastică se produc în cadrul
structurii primare. Aliajele neferoase au o tendinţă mult mai pronunţată de a cristaliza cu
granulaţie mare la solidificare, deci urmărim influenţarea proceselor de cristalizare pentru
obţinerea unei granulaţii fine şi a unui grad avansat de dispersie a fazelor în materialul turnat.
1.2. Germinarea şi cristalizarea aliajelor1.2.1. Procesul de germinare
Solidificarea aliajelor prezintă două aspecte: de amorsare sau germinare (omogenă,
eterogernă sau prin efecte mecanice) şi de desfăşurare sau creştere a cristalelor [14].
În condiţii de răcire foarte lentă se pot forma dendrite care se nasc ca urmare a unor
direcţii preferenţiale de cedare a căldurii. Ramurile cristalului cresc în lungime până întâlnesc
ramurile în dezvolare ale unui cristal vecin, creşterea dezvoltându-se perpendicular pe direcţia
axei principale de simetrie, ansamblul întreg capătă un aspect arborescent [79].
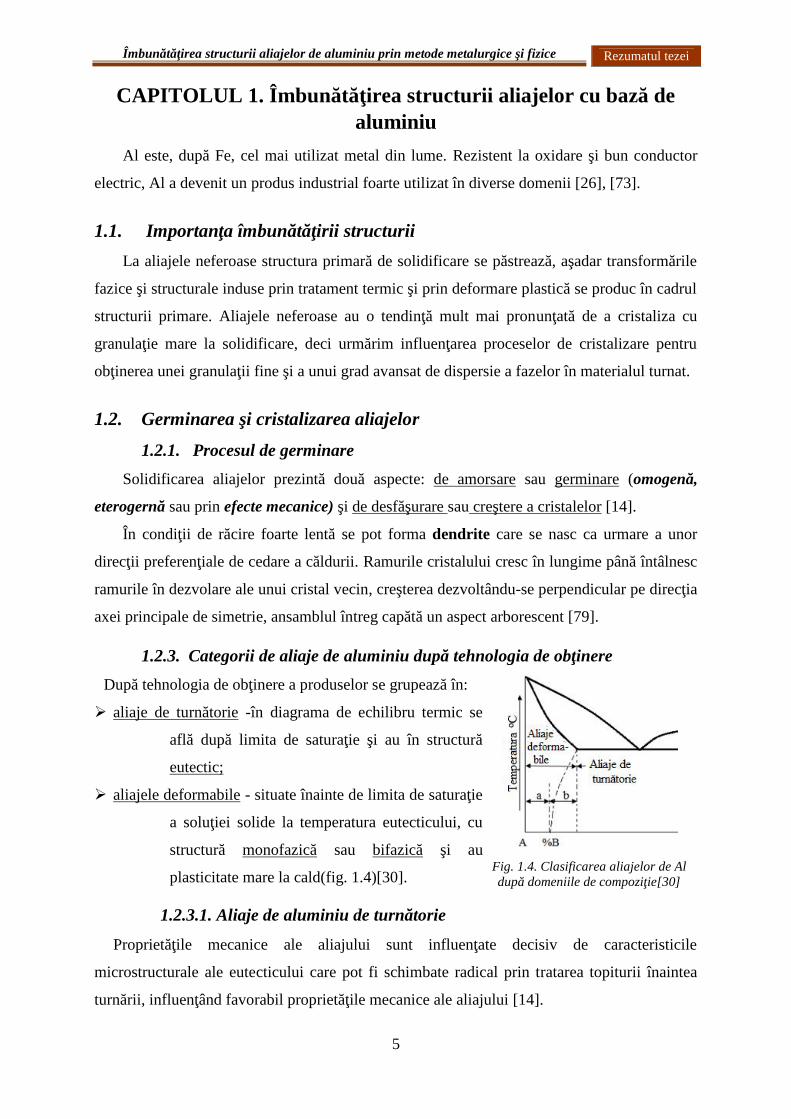
1.2.3. Categorii de aliaje de aluminiu după tehnologia de obţinereDupă tehnologia de obţinere a produselor se grupează în:
aliaje de turnătorie -în diagrama de echilibru termic se
află după limita de saturaţie şi au în structură
eutectic;
aliajele deformabile - situate înainte de limita de saturaţie
a soluţiei solide la temperatura eutecticului, cu
structură monofazică sau bifazică şi au
plasticitate mare la cald(fig. 1.4)[30].Fig. 1.4. Clasificarea aliajelor de Aldupă domeniile de compoziţie[30]
1.2.3.1. Aliaje de aluminiu de turnătorie
Proprietăţile mecanice ale aliajului sunt influenţate decisiv de caracteristicile
microstructurale ale eutecticului care pot fi schimbate radical prin tratarea topiturii înaintea
turnării, influenţând favorabil proprietăţile mecanice ale aliajului [14].
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
6
1.2.3.1.1.Aliajele aluminiu-siliciu (Siluminuri)Se folosesc foarte mult în turnătorii, datorită proprietăţilor de turnare superioare, a
caracteristicilor mecanice satisfăcătoare, pentru că se prelucrează bine prin aşchiere şi au bună
sudabilitate [45], [79].
1.2.3.2. Aliaje deformabile
Sunt aliaje de aluminiu durificabile prin tratament termic, grupă ce cuprinde aliaje cu
elemente care au solubilitate relativ ridicată în aluminiu: Cu, Zn, Mg, ceea ce permite
aplicarea tratamentelor termice. Din această grupa fac parte aliajele de Al-Cu, Al-Zn, Al-Mg.
1.2.3.2.1.Aliaje Al-Cu (duraluminiurile)Aliajele Al-Cu au o importanţă deosebită din punct de vedere tehnic. Caracteristicile
tehnologice şi de exploatare ale lor sunt puternic influenţate de prezenţa elementelor de aliere.
1.2.3.2.2.Aliaje Al-ZnConţin aproximativ 12 % Zn şi sunt tot mai utilizate în turnătorii, datorită rezistenţei foarte
bune la coroziune şi a stabilităţii dimensionale deosebite şi sunt preferate altor aliaje de Al
datorită proprietăţilor lor de sudabilitate, a rezistenţei la rupere superioare [14],[71].
1.2.3.2.3.Aliaje Al-Mg (hidroaluminiurile)Conţin până la 15 % Mg şi sunt caracterizate de rezistenţă mecanică ridicată, bună plastici-
tate, au rezistenţă ridicată la coroziune şi bună sudabilitate. Piesele pot avea forme geometrice
complexe, fiind folosite în construcţii metalice, în industria constructoare de maşini [74].
1.3. Intervenţia în procesul de solidificare pentru îmbunătăţirea structuriiProcesul de solidificare poate fi controlat prin timpul necesar răcirii materialului
intervenind asupra aliajului lichid, formei de turnare sau produsului[68].
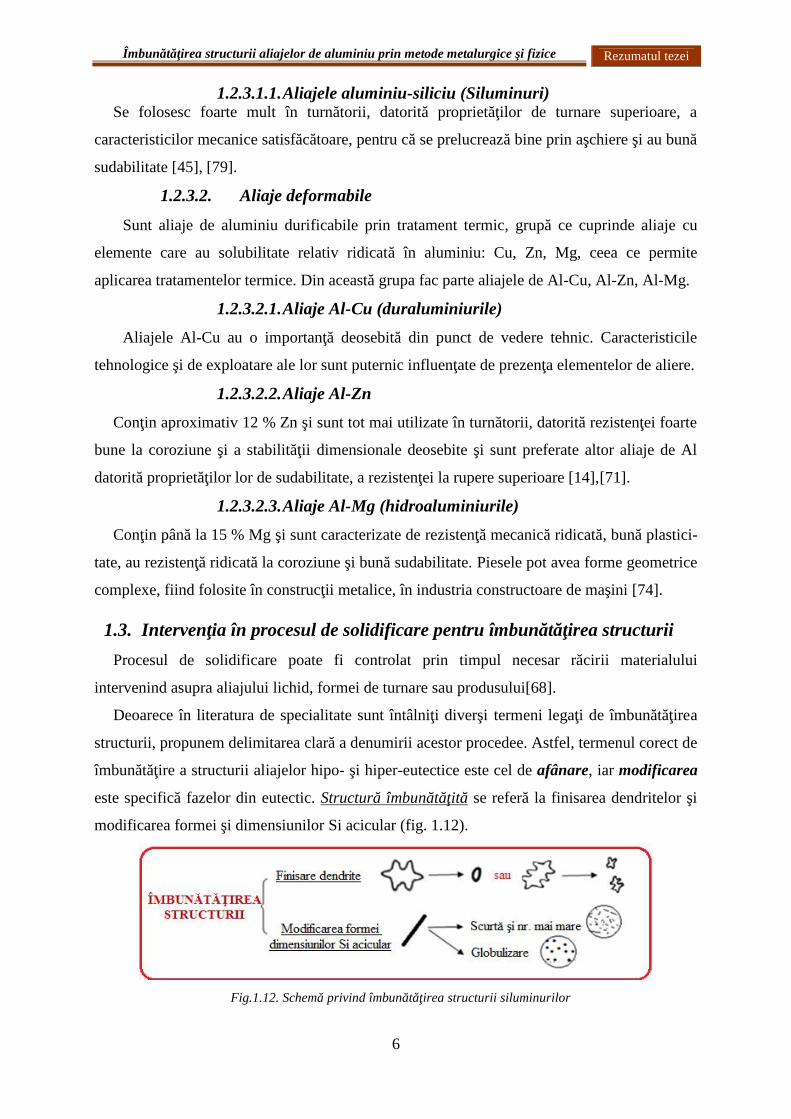
Deoarece în literatura de specialitate sunt întâlniţi diverşi termeni legaţi de îmbunătăţirea
structurii, propunem delimitarea clară a denumirii acestor procedee. Astfel, termenul corect de
îmbunătăţire a structurii aliajelor hipo- şi hiper-eutectice este cel de afânare, iar modificarea
este specifică fazelor din eutectic. Structură îmbunătăţită se referă la finisarea dendritelor şi
modificarea formei şi dimensiunilor Si acicular (fig. 1.12).
Fig.1.12. Schemă privind îmbunătăţirea structurii siluminurilor
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
7
Susţinem utilizarea la referinţele legate de schimbarea structurii siluminurilor a termenului:
AFÂNARE - finisarea dendritelor de soluţie solidă în cazul aliajelor hipoeutectice şi
a separărilor primare de siliciu în cele hipereutectice;
MODIFICARE a formei şi dimensiunii siliciului eutectic acicular din eutectic.
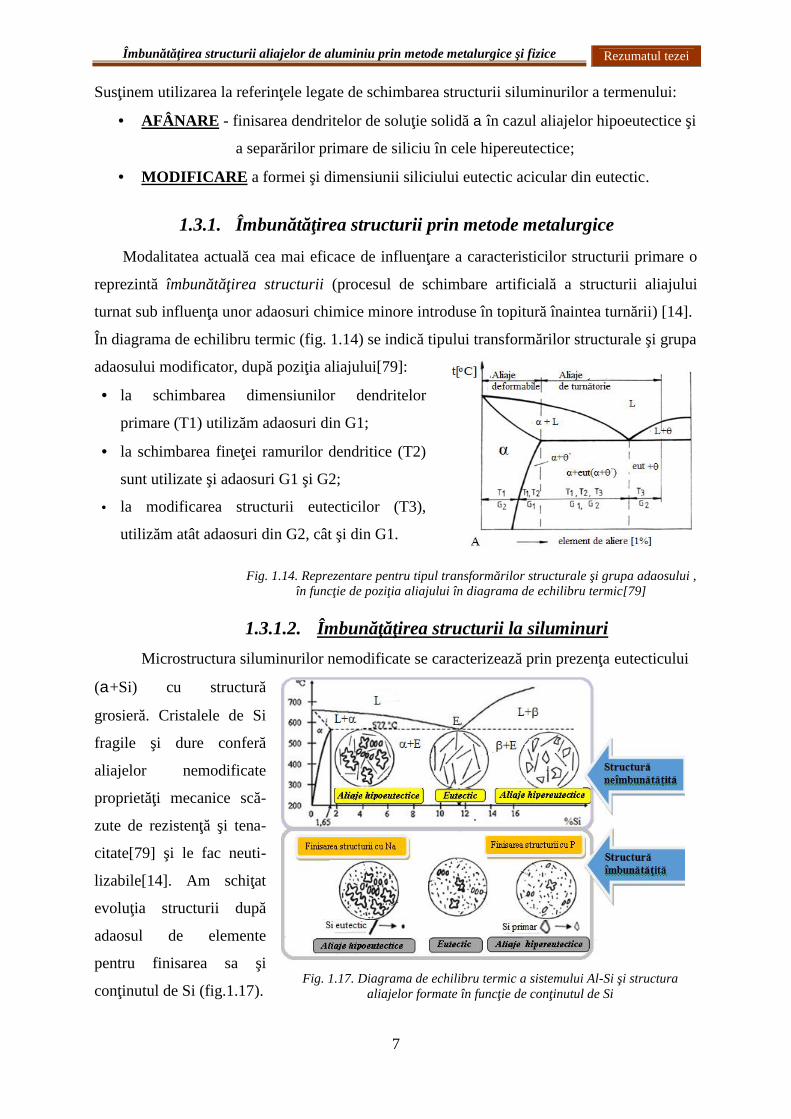
1.3.1. Îmbunătăţirea structurii prin metode metalurgiceModalitatea actuală cea mai eficace de influenţare a caracteristicilor structurii primare o
reprezintă îmbunătăţirea structurii (procesul de schimbare artificială a structurii aliajului
turnat sub influenţa unor adaosuri chimice minore introduse în topitură înaintea turnării) [14].
În diagrama de echilibru termic (fig. 1.14) se indică tipului transformărilor structurale şi grupa
adaosului modificator, după poziţia aliajului[79]:
la schimbarea dimensiunilor dendritelor
primare (T1) utilizăm adaosuri din G1;
la schimbarea fineţei ramurilor dendritice (T2)
sunt utilizate şi adaosuri G1 şi G2;
la modificarea structurii eutecticilor (T3),
utilizăm atât adaosuri din G2, cât şi din G1.
Fig. 1.14. Reprezentare pentru tipul transformărilor structurale şi grupa adaosului ,în funcţie de poziţia aliajului în diagrama de echilibru termic[79]
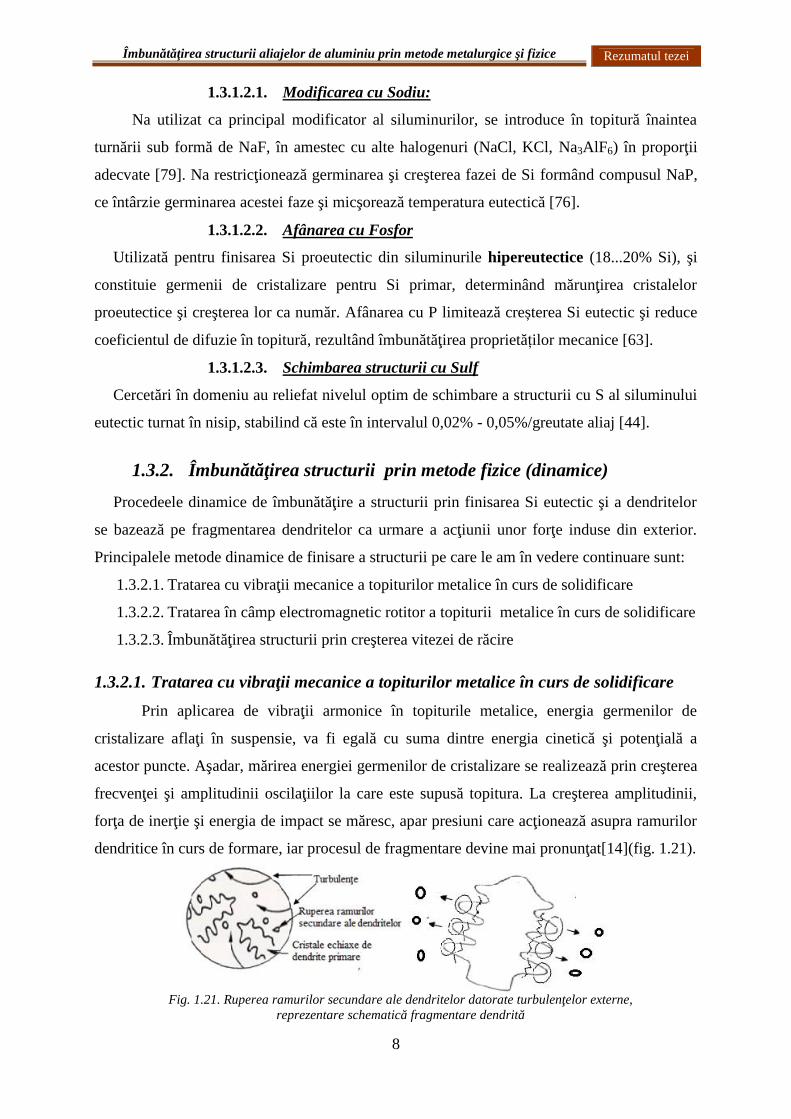
1.3.1.2. Îmbunăţăţirea structurii la siluminuriMicrostructura siluminurilor nemodificate se caracterizează prin prezenţa eutecticului
(+Si) cu structură
grosieră. Cristalele de Si
fragile şi dure conferă
aliajelor nemodificate
proprietăţi mecanice scă-
zute de rezistenţă şi tena-
citate[79] şi le fac neuti-
lizabile[14]. Am schiţat
evoluţia structurii după
adaosul de elemente
pentru finisarea sa şi
conţinutul de Si (fig.1.17).Fig. 1.17. Diagrama de echilibru termic a sistemului Al-Si şi structura
aliajelor formate în funcţie de conţinutul de Si
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
8
1.3.1.2.1. Modificarea cu Sodiu:
Na utilizat ca principal modificator al siluminurilor, se introduce în topitură înaintea
turnării sub formă de NaF, în amestec cu alte halogenuri (NaCl, KCl, Na3AlF6) în proporţii
adecvate [79]. Na restricţionează germinarea şi creşterea fazei de Si formând compusul NaP,
ce întârzie germinarea acestei faze şi micşorează temperatura eutectică [76].
1.3.1.2.2. Afânarea cu Fosfor
Utilizată pentru finisarea Si proeutectic din siluminurile hipereutectice (18...20% Si), şi
constituie germenii de cristalizare pentru Si primar, determinând mărunţirea cristalelor
proeutectice şi creşterea lor ca număr. Afânarea cu P limitează creșterea Si eutectic şi reduce
coeficientul de difuzie în topitură, rezultând îmbunătăţirea proprietăților mecanice [63].
1.3.1.2.3. Schimbarea structurii cu Sulf
Cercetări în domeniu au reliefat nivelul optim de schimbare a structurii cu S al siluminului
eutectic turnat în nisip, stabilind că este în intervalul 0,02% - 0,05%/greutate aliaj [44].
1.3.2. Îmbunătăţirea structurii prin metode fizice (dinamice)Procedeele dinamice de îmbunătăţire a structurii prin finisarea Si eutectic şi a dendritelor
se bazează pe fragmentarea dendritelor ca urmare a acţiunii unor forţe induse din exterior.
Principalele metode dinamice de finisare a structurii pe care le am în vedere continuare sunt:
1.3.2.1. Tratarea cu vibraţii mecanice a topiturilor metalice în curs de solidificare
1.3.2.2. Tratarea în câmp electromagnetic rotitor a topiturii metalice în curs de solidificare
1.3.2.3. Îmbunătăţirea structurii prin creşterea vitezei de răcire
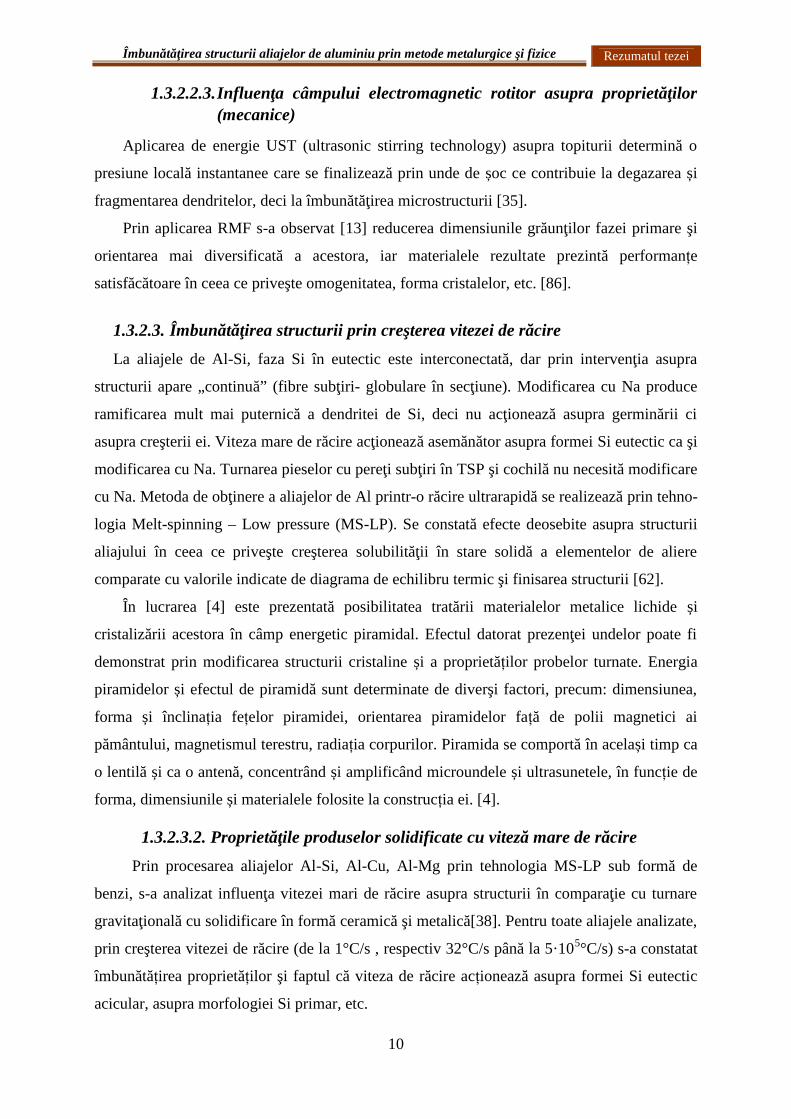
1.3.2.1. Tratarea cu vibraţii mecanice a topiturilor metalice în curs de solidificarePrin aplicarea de vibraţii armonice în topiturile metalice, energia germenilor de
cristalizare aflaţi în suspensie, va fi egală cu suma dintre energia cinetică şi potenţială a
acestor puncte. Aşadar, mărirea energiei germenilor de cristalizare se realizează prin creşterea
frecvenţei şi amplitudinii oscilaţiilor la care este supusă topitura. La creşterea amplitudinii,
forţa de inerţie şi energia de impact se măresc, apar presiuni care acţionează asupra ramurilor
dendritice în curs de formare, iar procesul de fragmentare devine mai pronunţat[14](fig. 1.21).
1.3.2.1.2. Structură – parametrii rezultaţi după vibrare
Experienţa folosirii practice a vibraţiilor la turnare demonstrează că se poate reduce
considerabil ponderea defectelor de turnare, favorizează degazarea aliajului, îmbunătăţeşte
densitatea, reduce mărimea grăunţilor echiaxiali, este eficientă în creşterea fluidităţii aliajelor
de Al [2],[5],[8],[27],[42],[56],[64]. Dezavantajul cel mai mare este legat de reglarea dificilă a
frecvenţei şi amplitudinii vibraţiilor, construcţia mecanică complicată [9].
1.3.2.1.3. Influenţa vibraţiilor mecanice a topiturii asupra proprietăţilorÎn situaţia inducerii oscilaţiilor mecanice pe toată durata turnării şi cristalizării [12] s-a
observat că prin creșterea frecvenței vibrației se înregistrează creșterea: densității şi durității, a
rezistenței la rupere și curgere, a alungirii, a energiei de rupere și a modulului de elasticitate
[6], [36],[56],[70]. În acelaşi timp s-a demonstrat [55] că aplicarea acestui procedeu determină
degazarea mai eficientă a topiturilor metalice decât tehnicile tradiţionale.
1.3.2.2 Tratarea în câmp electromagnetic rotitor a topiturilor metalice în curs desolidificare
În cazul tratării prin agitare a topiturilor metalice, metalul este antrenat prin efectul
forţelor electromagnetice pe o distanţă de ordinul adâncimii de pătrundere (), în rest curgerea
este rezultatul antrenării prin efectul forţelor de vâscozitate [60].
1.3.2.2.1.Instalaţii actuale pentru tratarea topiturii metalice în câmpelectromagnetic rotitor
Pentru clarificarea mecanismelor care stau la baza
antrenării metalului topit sub influenţa câmpului
electromagnetic progresiv apelăm la ansamblul
experimental din fig. 1.31 [13] şi format din:
(A) Răcitor;(B) Bobină inductor;(C) Formă de ipsos;
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
10
1.3.2.2.3.Influenţa câmpului electromagnetic rotitor asupra proprietăţilor(mecanice)
Aplicarea de energie UST (ultrasonic stirring technology) asupra topiturii determină o
presiune locală instantanee care se finalizează prin unde de șoc ce contribuie la degazarea și
fragmentarea dendritelor, deci la îmbunătăţirea microstructurii [35].
Prin aplicarea RMF s-a observat [13] reducerea dimensiunile grăunţilor fazei primare şi
orientarea mai diversificată a acestora, iar materialele rezultate prezintă performanțe
satisfăcătoare în ceea ce priveşte omogenitatea, forma cristalelor, etc. [86].
1.3.2.3. Îmbunătăţirea structurii prin creşterea vitezei de răcireLa aliajele de Al-Si, faza Si în eutectic este interconectată, dar prin intervenţia asupra
structurii apare „continuă” (fibre subţiri- globulare în secţiune). Modificarea cu Na produce
ramificarea mult mai puternică a dendritei de Si, deci nu acţionează asupra germinării ci
asupra creşterii ei. Viteza mare de răcire acţionează asemănător asupra formei Si eutectic ca şi
modificarea cu Na. Turnarea pieselor cu pereţi subţiri în TSP şi cochilă nu necesită modificare
cu Na. Metoda de obţinere a aliajelor de Al printr-o răcire ultrarapidă se realizează prin tehno-
logia Melt-spinning – Low pressure (MS-LP). Se constată efecte deosebite asupra structurii
aliajului în ceea ce priveşte creşterea solubilităţii în stare solidă a elementelor de aliere
comparate cu valorile indicate de diagrama de echilibru termic şi finisarea structurii [62].
În lucrarea [4] este prezentată posibilitatea tratării materialelor metalice lichide și
cristalizării acestora în câmp energetic piramidal. Efectul datorat prezenţei undelor poate fi
demonstrat prin modificarea structurii cristaline și a proprietăților probelor turnate. Energia
piramidelor și efectul de piramidă sunt determinate de diverşi factori, precum: dimensiunea,
forma și înclinația fețelor piramidei, orientarea piramidelor față de polii magnetici ai
pământului, magnetismul terestru, radiația corpurilor. Piramida se comportă în același timp ca
o lentilă și ca o antenă, concentrând și amplificând microundele și ultrasunetele, în funcție de
forma, dimensiunile și materialele folosite la construcția ei. [4].
1.3.2.3.2. Proprietăţile produselor solidificate cu viteză mare de răcirePrin procesarea aliajelor Al-Si, Al-Cu, Al-Mg prin tehnologia MS-LP sub formă de
benzi, s-a analizat influenţa vitezei mari de răcire asupra structurii în comparaţie cu turnare
gravitaţională cu solidificare în formă ceramică şi metalică[38]. Pentru toate aliajele analizate,
prin creşterea vitezei de răcire (de la 1°C/s , respectiv 32°C/s până la 5·105°C/s) s-a constatat
îmbunătățirea proprietăților şi faptul că viteza de răcire acționează asupra formei Si eutectic
acicular, asupra morfologiei Si primar, etc.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
11
CAPITOLUL 2. Obiectivele tezei
În practică se utilizează tot mai mult aliajele de aluminiu în diverse ramuri ale industriei.
Am realizat o cercetare bibliografică a celor trei metode fizice de îmbunătăţire a structurii.
Având în vedere faptul că am lucrat într-o turnătorie care producea aliaje neferoase, în special
aliaje cu bază Al şi am avut colaborări cu un număr important de producători de piese de Al
din Braşov şi din ţară, am avut ocazia să constat importanţa dirijării (controlării) structurii
pieselor turnate în vederea asigurării calităţilor impuse de normativele aflate în vigoare.
Producătorii de piese şi aliaje turnate din aluminiu utilizează în proporţie mare materiale
din reciclare. Îmbunătăţirea structurii prin metode metalurgice are un principal dezavantaj
care se manifestă preponderent la reutilizarea deşeurilor, când elementele folosite la dirijarea
controlată a structurii se regăsesc ca impurităţi în aliajele secundare rezultate prin procesarea
acestora. În acelaşi timp, unele elemente folosite la finisarea structurii aliajelor de turnătorie
sunt toxice, cum este stibiul, folosit la tratarea aliajelor Al-Si. În foarte multe cazuri, piesele
turnate se caracterizează, atât la turnarea în forme din amestec de formare sau în cochilă, prin
condiţii locale de răcire foarte diferite, ceea ce determină obţinerea unor neomogenităţi
structurale la nivelul piesei.
Deoarece în general în practica de producţie este utilizată metoda de îmbunătăţire a
structurii prin metode metalurgice cu introducerea unor adaosuri în aliaj, prezentul studiu
porneşte de la posibilitatea îmbunătăţirii structurii prin metode neinvazive şi care să nu
implice cheltuieli prea mari cu realizarea lor. Aşadar, se pune problema găsirii unor tehnologii
de îmbunătăţire a structurii care elimină dezavantajele tehnologiilor clasice şi în acelaşi timp
nu ridică probleme deosebite la aplicarea lor în practica industrială [51].
Având în vedere discrepanţa dintre rezultatele cercetărilor efectuate în condiţii de
laborator referitoare la efectele pozitive ale procedeelor fizice de îmbunătăţire a structurii
aliajelor şi gradul de aplicare a acestor tehnologii în practica turnării aliajelor cu bază de
aluminiu, am considerat oportună efectuarea unor experienţe proprii în vederea analizării
contradicţiei semnalate mai înainte. În lucrare urmăresc efectul celor trei metode fizice de
procesare a topiturilor asupra structurii aliajelor cu baza de aluminiu aplicate atât aliajelelor
de turnătorie, cât şi celor deformabile şi anume:
vibrarea topiturilor metalice în curs de solidificare prin care s-a constatat reducerea
porozităţii, neomogenităţii chimice şi structurale, îmbunătăţirea proprietăţilor mecanice;
tratarea topiturii în câmp electromagnetic rotitor - datorită căreia s-a obţinut omogenitatea
materialelor, prin finisarea formei cristalelor și dimensiunii grăunţilor şi îmbunătăţirea
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
12
proprietăţilor lor mecanice;
solidificare cu viteză mare de răcire prin care s-au obţinut rezultate pozitive în ceea ce
priveşte finisarea structurii.
Acest studiu a fost realizat prin folosirea unor instalaţii de laborator concepute şi
realizate în cadrul departamentului de Ştiinţa Materialelor. Rezultatele determinărilor
experimentale efectuate în condiţii de laborator au fost completate cu măsuratorile efectuate
în condiţii industriale privind influenţa vitezei de răcire-impusă de tehnologia de turnare
asupra structurii, precum şi efectul modificării metalurgice.
În acelaşi timp am urmărit implementarea unor metode moderne în analiza structurii
produselor turnate prin aplicarea programului Image-Pro Plus 6.0.
Etapele realizării obiectivului principal pe care le-am avut în vedere la finalizarea prezentei
teze de doctorat se rezumă la:
Elaborarea pe cale metalurgică şi procesarea unor aliaje Al din sistemele enumerate;
Finisarea structurii prin folosirea celor trei metode fizice de influenţare a acesteia şi
compararea metodelor fizice cu cele clasice de îmbunătăţire a structurii;
Realizarea unei instalaţii şi utilizarea unei tehnologii implementate bazate pe vibrare;
tratarea cu vibraţii a topiturilor metalice de aliaj de aluminiu turnate şi solidificate în
diferite forme şi condiţii;
Realizarea unei instalaţii şi utilizarea unei tehnologii implementate bazate pe inducţia
electromagnetică; tratarea în câmp electromagnetic rotitor a topiturii metalice a aliajelor
de aluminiu de diferite compoziţii şi compararea rezultatelor cu alte condiţii similare de
solidificare;
Îmbunătăţirea structurii datorate vitezei mari de răcire prin diferite tehnologii de
procesare: Melt-spinning, turnare în forme de turnare, atât static, cât şi dirijat;
Extinderea aplicării procedeelor fizice de tratare pentru finisarea structurii produselor
finite în activitatea de producţie; am acţionat în condiţii industriale pentru a observa cum
acţionează viteza de răcire asupra structurii;
Programarea experimentelor şi realizarea materialelor turnate atât în laborator, cât şi în
condiţii industriale aplicând metode fizice de îmbunătăţire a structurii;
În vederea obţinerii unor rezultate elocvente am folosit pe un număr mare de probe
programul Image-Pro Plus 6.0 (program nu prea folosit în turnătoriile de aliaje de Al)
pentru analizele structurale cantitative ce permite analiza statistică a structurilor obţinute
prin diferite metode de îmbunătăţire a structurii şi compararea acestora;
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
13
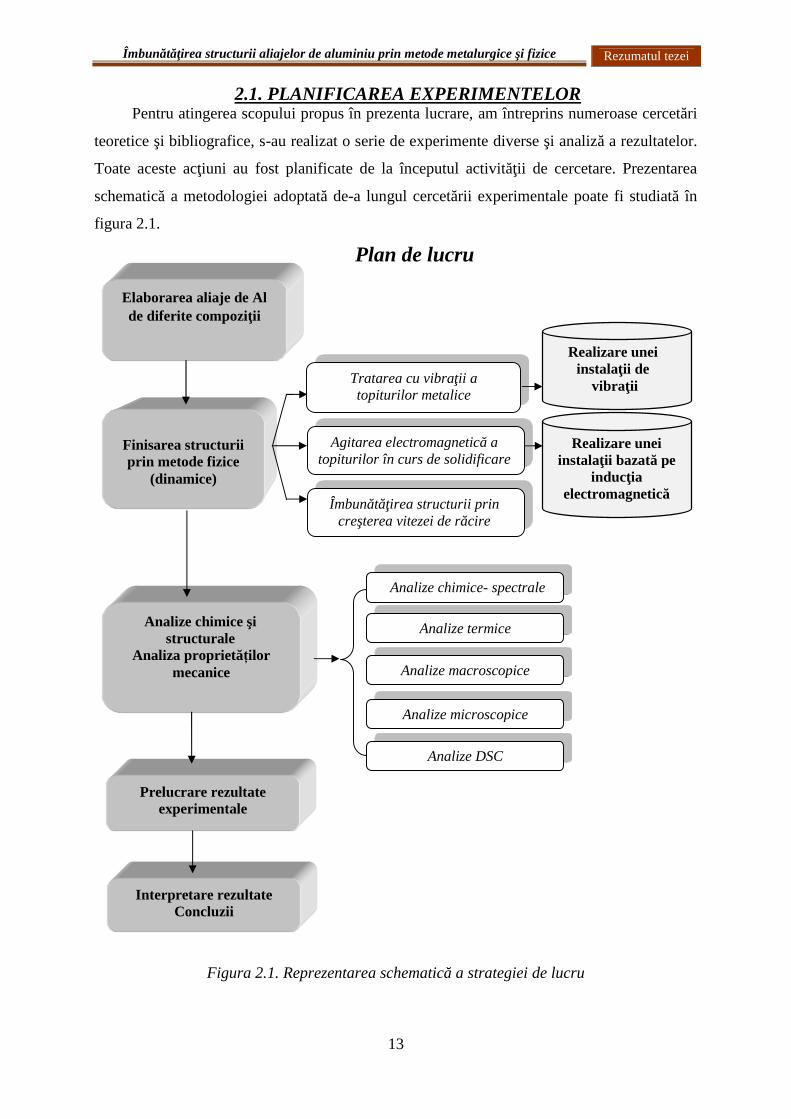
2.1. PLANIFICAREA EXPERIMENTELORPentru atingerea scopului propus în prezenta lucrare, am întreprins numeroase cercetări
teoretice şi bibliografice, s-au realizat o serie de experimente diverse şi analiză a rezultatelor.
Toate aceste acţiuni au fost planificate de la începutul activităţii de cercetare. Prezentarea
schematică a metodologiei adoptată de-a lungul cercetării experimentale poate fi studiată în
figura 2.1.
Plan de lucru
Figura 2.1. Reprezentarea schematică a strategiei de lucru
Elaborarea aliaje de Alde diferite compoziţii
Finisarea structuriiprin metode fizice
(dinamice)
Tratarea cu vibraţii atopiturilor metalice
Agitarea electromagnetică atopiturilor în curs de solidificare
Analize chimice şistructurale
Analiza proprietățilormecanice
Analize chimice- spectrale
Analize macroscopice
Analize DSC
Analize termice
Analize microscopice
Prelucrare rezultateexperimentale
Interpretare rezultateConcluzii
Realizare uneiinstalaţii bazată pe
inducţiaelectromagnetică
Realizare uneiinstalaţii de
vibraţii
Îmbunătăţirea structurii princreşterea vitezei de răcire
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
14
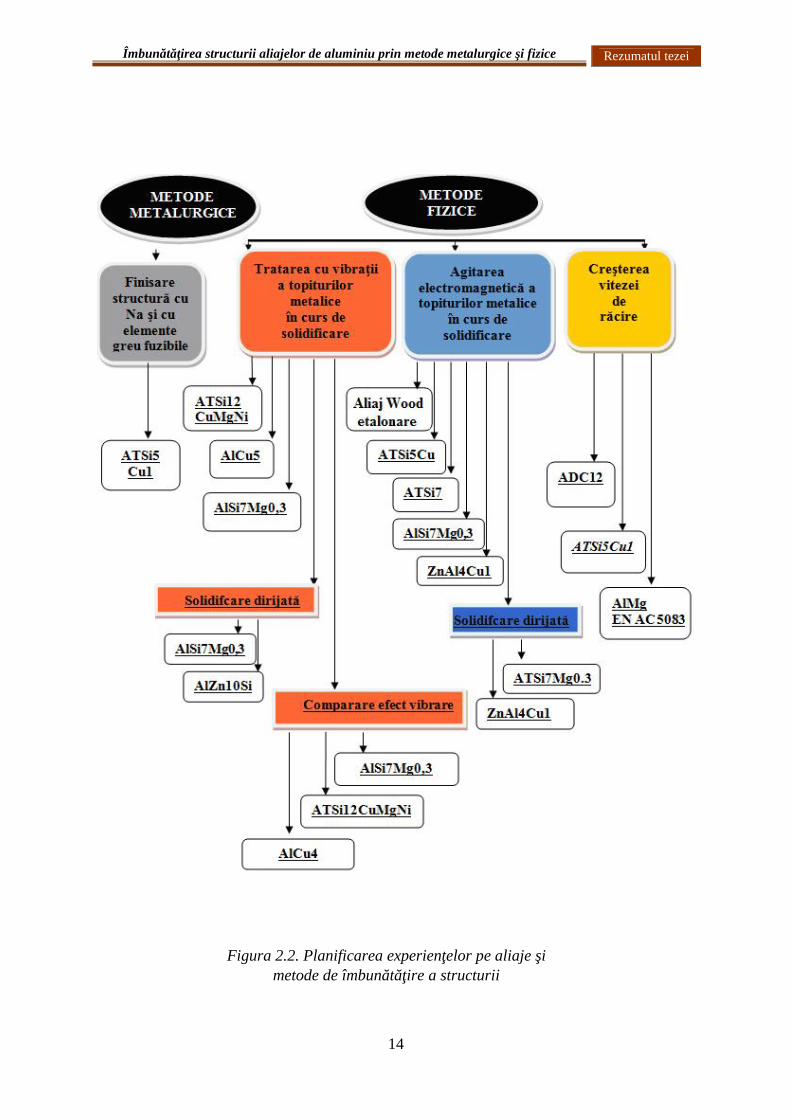
Figura 2.2. Planificarea experienţelor pe aliaje şimetode de îmbunătăţire a structurii
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
15
CAPITOLUL 3. Metode de cercetare
Pe baza datelor din literatura de specialitate, (prezentate în capitolul 1) prezintă interes
metodele fizice de finisare a structurii prin aplicarea unor vibraţii în timpul cristalizării sau
amestecării electromagnetice a topiturii metalice [13], [60], [77]. În acest scop au fost
proiectate şi realizate două instalaţii de laborator în vederea realizării solidificării aliajelor cu
bază de aluminiu în condiţii dinamice.
3.1. Aliaje studiate– compoziţia chimicăÎn vederea realizării obiectivelor propuse au fost utilizate atât aliaje binare, cât şi aliajale
complex aliate de Al-Si ( hipoeutectice şi eutectice), Al-Cu, Al-Zn, Al-Mg (tabel 3.1).
3.1.1. Analiza spectrală pentru determinarea compoziţiei chimiceDeterminarea compozițiilor chimice ale aliajelor utilizate a fost realizată pe spectrometrul
de laborator cu emisie optică MetalLab 75/80 din dotarea laboratorului S.C. Reutcom UTB
SA. Brașov (fig.3.1). Spectrometrul este un aparat de laborator multimatrice pentru analizarea
aliajelor feroase şi neferoase.
Cunosc performanţele aparatului deoarece am lucrat pe aceste spectrometre încă din anul
2002. Aprobarea de model a aparatelor de analiză GNR în România s-a realizat pe acest tip
de spectrometru, măsurătorile le-am realizat personal în prezenţa delegatului Institutului
Naţional de Metrologie.
Fig. 3.1. Spectrometrul cu emisie optică Metal Lab 75/80 model MLV şistandul de analiză a probe
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
16
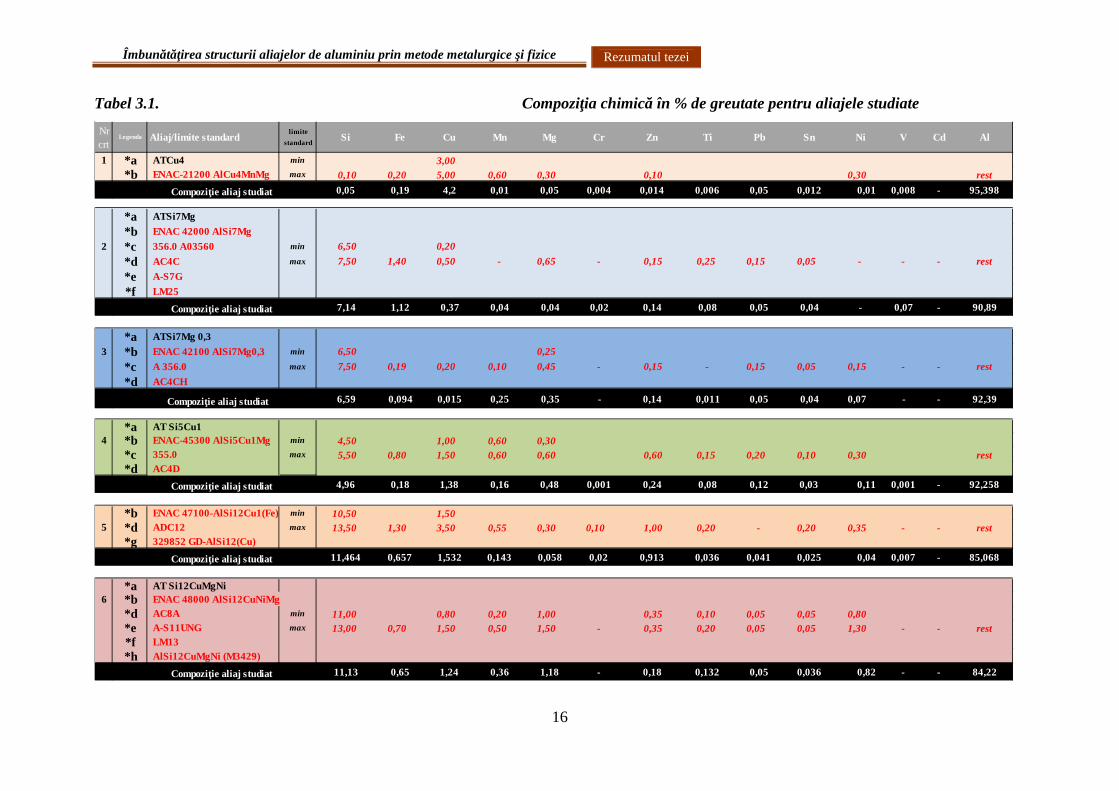
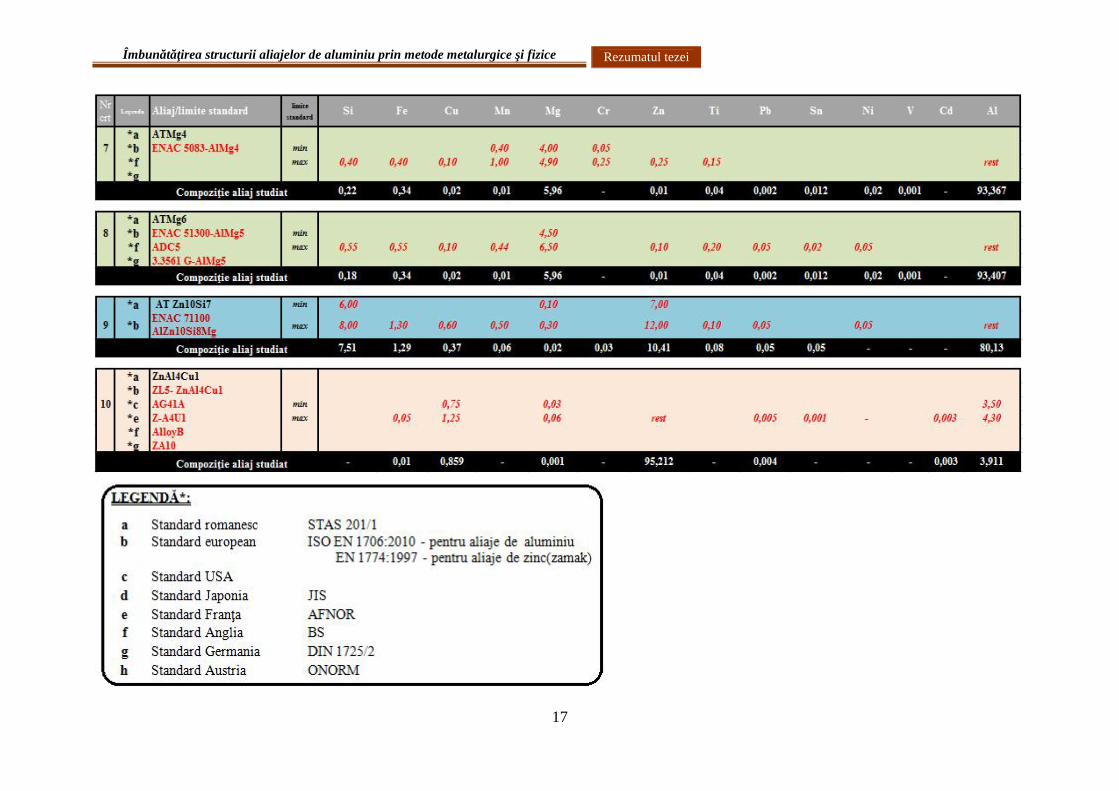
Tabel 3.1. Compoziţia chimică în % de greutate pentru aliajele studiateNrcrt
Legenda Aliaj/limite standard limitestandard Si Fe Cu Mn Mg Cr Zn Ti Pb Sn Ni V Cd Al
1 *a ATCu4 min 3,00*b ENAC-21200 AlCu4MnMg max 0,10 0,20 5,00 0,60 0,30 0,10 0,30 rest
Compoziţie aliaj studiat 0,05 0,19 4,2 0,01 0,05 0,004 0,014 0,006 0,05 0,012 0,01 0,008 - 95,398
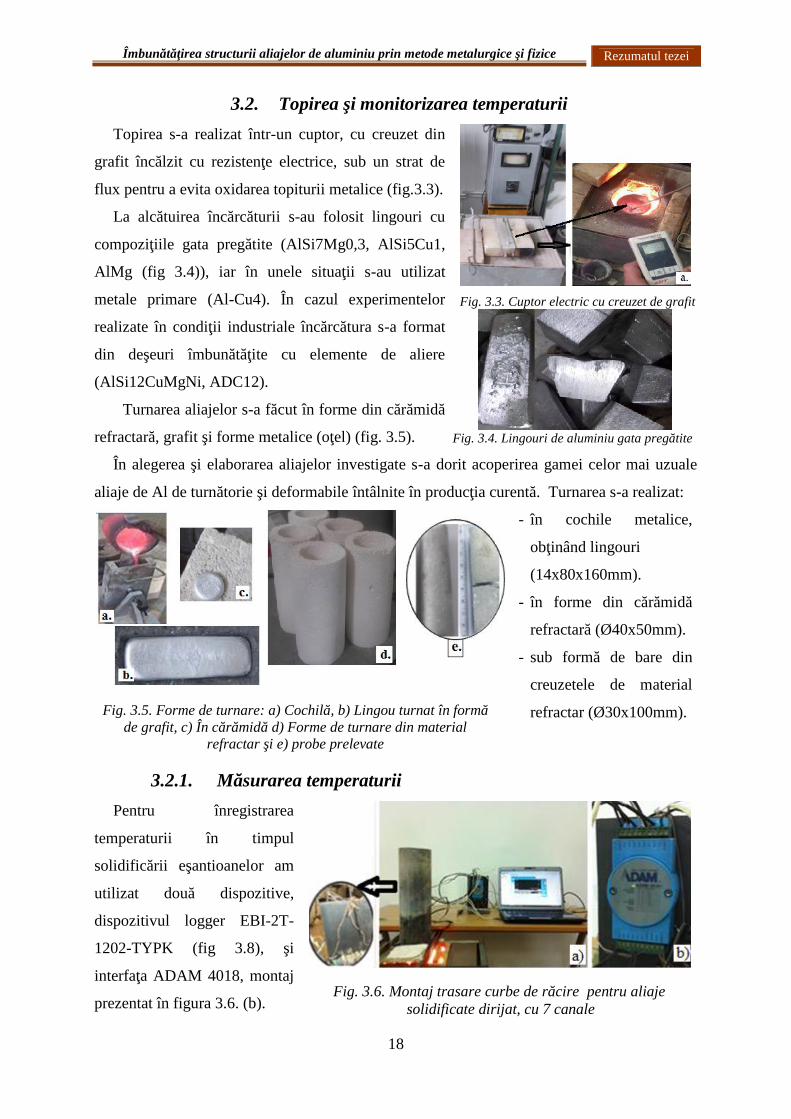
AlMg (fig 3.4)), iar în unele situaţii s-au utilizat
metale primare (Al-Cu4). În cazul experimentelor
realizate în condiţii industriale încărcătura s-a format
din deşeuri îmbunătăţite cu elemente de aliere
(AlSi12CuMgNi, ADC12).
Turnarea aliajelor s-a făcut în forme din cărămidă
refractară, grafit şi forme metalice (oţel) (fig. 3.5).
Fig. 3.3. Cuptor electric cu creuzet de grafit
Fig. 3.4. Lingouri de aluminiu gata pregătite
În alegerea şi elaborarea aliajelor investigate s-a dorit acoperirea gamei celor mai uzuale
aliaje de Al de turnătorie şi deformabile întâlnite în producţia curentă. Turnarea s-a realizat:
Fig. 3.5. Forme de turnare: a) Cochilă, b) Lingou turnat în formăde grafit, c) În cărămidă d) Forme de turnare din material
refractar şi e) probe prelevate
- în cochile metalice,
obţinând lingouri
(14x80x160mm).
- în forme din cărămidă
refractară (Ø40x50mm).
- sub formă de bare din
creuzetele de material
refractar (Ø30x100mm).
3.2.1. Măsurarea temperaturiiPentru înregistrarea
temperaturii în timpul
solidificării eşantioanelor am
utilizat două dispozitive,
dispozitivul logger EBI-2T-
1202-TYPK (fig 3.8), şi
interfaţa ADAM 4018, montaj
prezentat în figura 3.6. (b).Fig. 3.6. Montaj trasare curbe de răcire pentru aliaje
solidificate dirijat, cu 7 canale
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
19
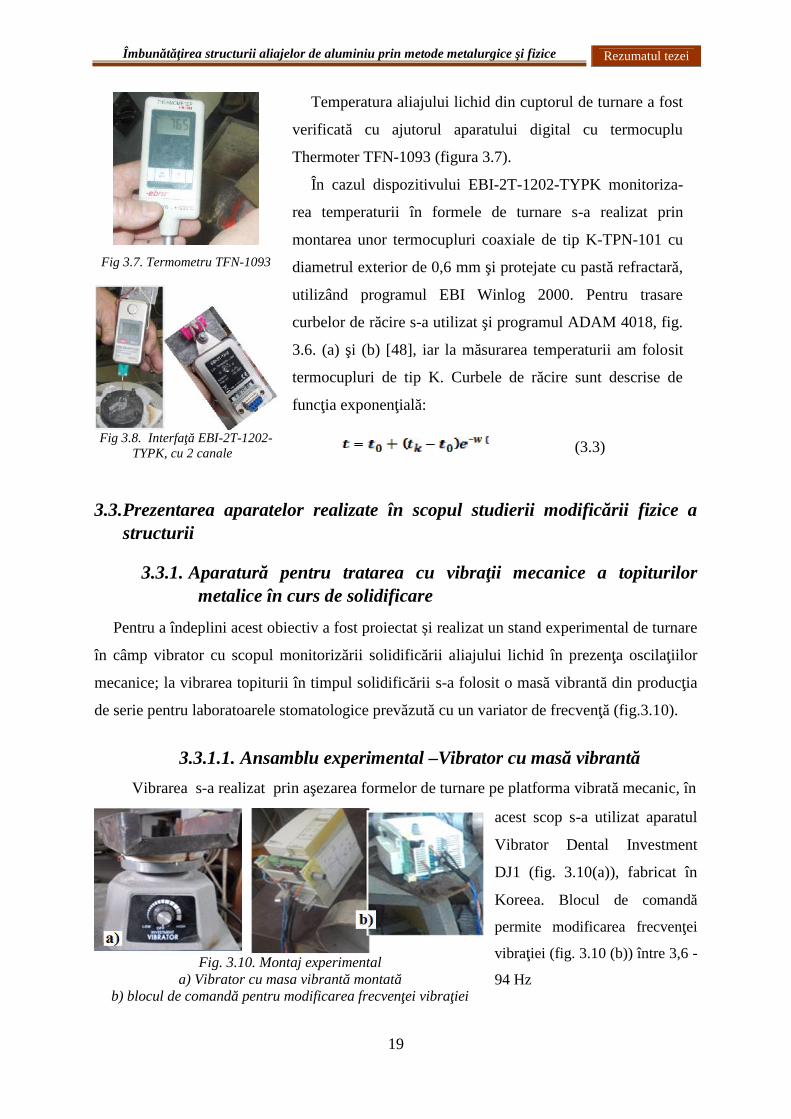
Fig 3.7. Termometru TFN-1093
Fig 3.8. Interfaţă EBI-2T-1202-TYPK, cu 2 canale
Temperatura aliajului lichid din cuptorul de turnare a fost
verificată cu ajutorul aparatului digital cu termocuplu
Thermoter TFN-1093 (figura 3.7).
În cazul dispozitivului EBI-2T-1202-TYPK monitoriza-
rea temperaturii în formele de turnare s-a realizat prin
montarea unor termocupluri coaxiale de tip K-TPN-101 cu
diametrul exterior de 0,6 mm şi protejate cu pastă refractară,
utilizând programul EBI Winlog 2000. Pentru trasare
curbelor de răcire s-a utilizat şi programul ADAM 4018, fig.
3.6. (a) şi (b) [48], iar la măsurarea temperaturii am folosit
termocupluri de tip K. Curbele de răcire sunt descrise de
funcţia exponenţială:
(3.3)
3.3.Prezentarea aparatelor realizate în scopul studierii modificării fizice astructurii
3.3.1. Aparatură pentru tratarea cu vibraţii mecanice a topiturilormetalice în curs de solidificare
Pentru a îndeplini acest obiectiv a fost proiectat și realizat un stand experimental de turnare
în câmp vibrator cu scopul monitorizării solidificării aliajului lichid în prezenţa oscilaţiilor
mecanice; la vibrarea topiturii în timpul solidificării s-a folosit o masă vibrantă din producţia
de serie pentru laboratoarele stomatologice prevăzută cu un variator de frecvenţă (fig.3.10).
3.3.1.1. Ansamblu experimental –Vibrator cu masă vibrantăVibrarea s-a realizat prin aşezarea formelor de turnare pe platforma vibrată mecanic, în
Fig. 3.10. Montaj experimentala) Vibrator cu masa vibrantă montată
b) blocul de comandă pentru modificarea frecvenţei vibraţiei
acest scop s-a utilizat aparatul
Vibrator Dental Investment
DJ1 (fig. 3.10(a)), fabricat în
Koreea. Blocul de comandă
permite modificarea frecvenţei
vibraţiei (fig. 3.10 (b)) între 3,6 -
94 Hz
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
20
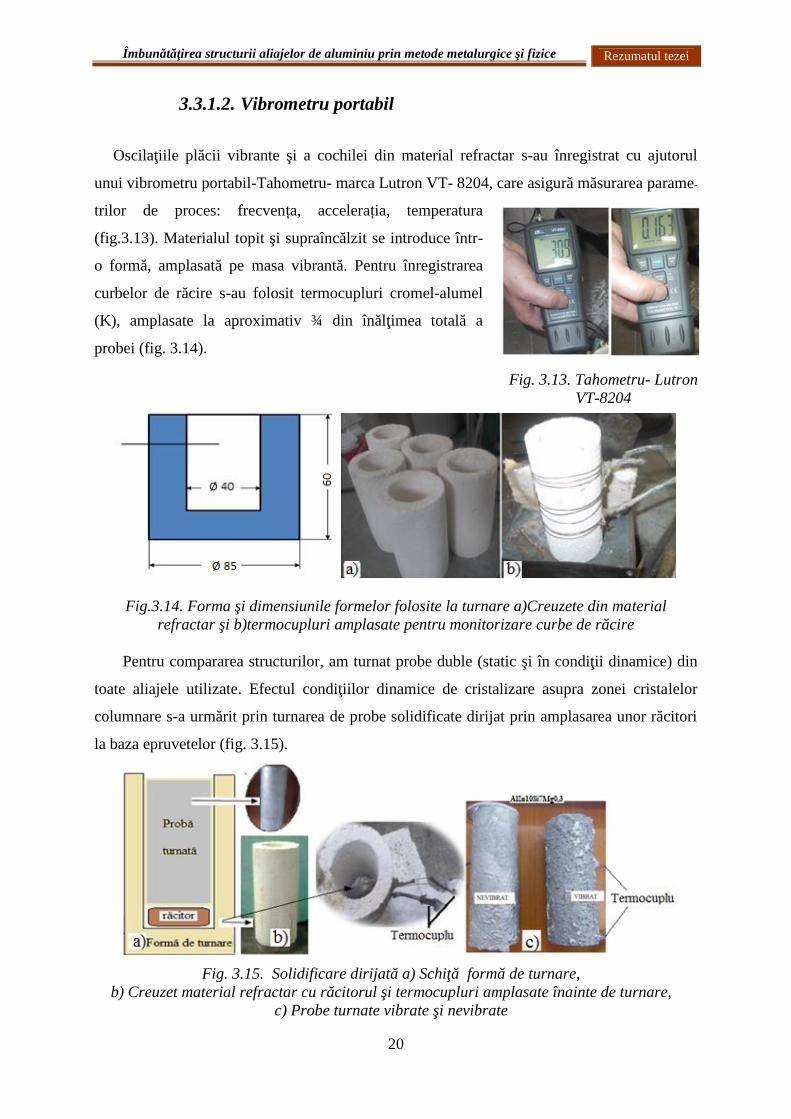
3.3.1.2. Vibrometru portabil
Oscilaţiile plăcii vibrante şi a cochilei din material refractar s-au înregistrat cu ajutorul
unui vibrometru portabil-Tahometru- marca Lutron VT- 8204, care asigură măsurarea parame-
trilor de proces: frecvența, accelerația, temperatura
(fig.3.13). Materialul topit şi supraîncălzit se introduce într-
o formă, amplasată pe masa vibrantă. Pentru înregistrarea
curbelor de răcire s-au folosit termocupluri cromel-alumel
(K), amplasate la aproximativ ¾ din înălţimea totală a
probei (fig. 3.14).
Fig. 3.13. Tahometru- LutronVT-8204
Fig.3.14. Forma şi dimensiunile formelor folosite la turnare a)Creuzete din materialrefractar şi b)termocupluri amplasate pentru monitorizare curbe de răcire
Pentru compararea structurilor, am turnat probe duble (static şi în condiţii dinamice) din
toate aliajele utilizate. Efectul condiţiilor dinamice de cristalizare asupra zonei cristalelor
columnare s-a urmărit prin turnarea de probe solidificate dirijat prin amplasarea unor răcitori
la baza epruvetelor (fig. 3.15).
Fig. 3.15. Solidificare dirijată a) Schiţă formă de turnare,b) Creuzet material refractar cu răcitorul şi termocupluri amplasate înainte de turnare,
c) Probe turnate vibrate şi nevibrate
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
21
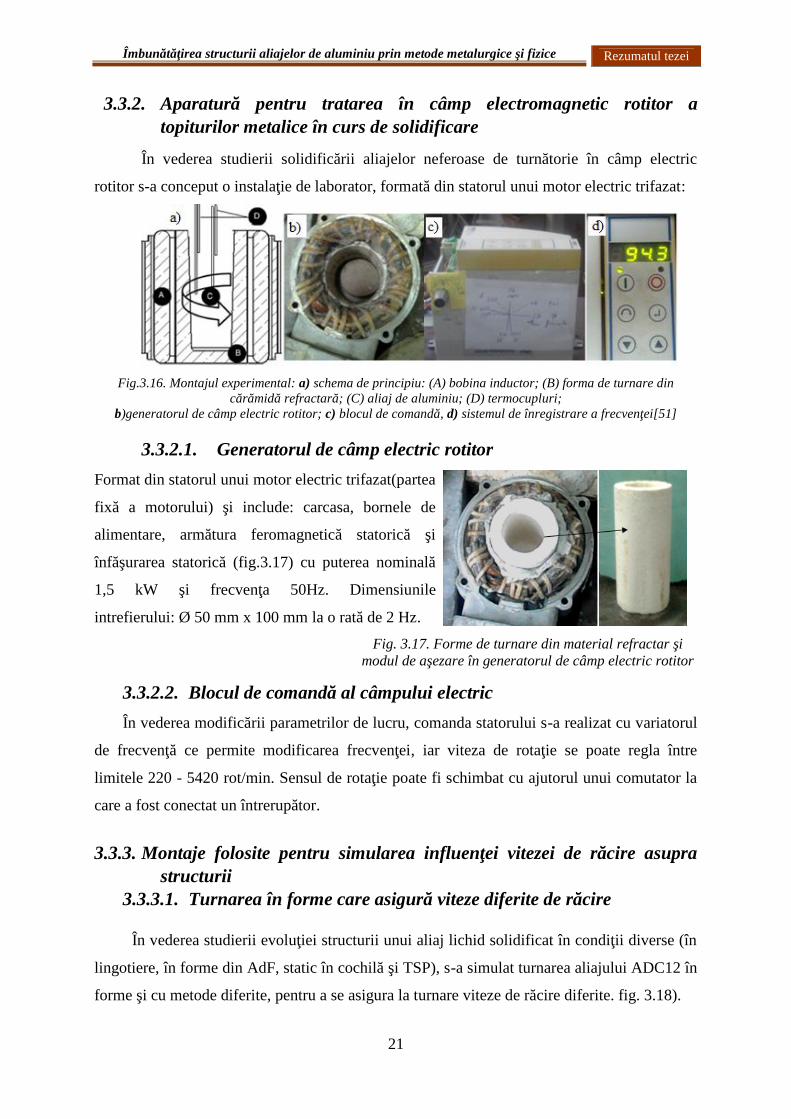
3.3.2. Aparatură pentru tratarea în câmp electromagnetic rotitor atopiturilor metalice în curs de solidificare
În vederea studierii solidificării aliajelor neferoase de turnătorie în câmp electric
rotitor s-a conceput o instalaţie de laborator, formată din statorul unui motor electric trifazat:
Fig.3.16. Montajul experimental: a) schema de principiu: (A) bobina inductor; (B) forma de turnare dincărămidă refractară; (C) aliaj de aluminiu; (D) termocupluri;
b)generatorul de câmp electric rotitor; c) blocul de comandă, d) sistemul de înregistrare a frecvenţei[51]
3.3.2.1. Generatorul de câmp electric rotitorFormat din statorul unui motor electric trifazat(partea
fixă a motorului) şi include: carcasa, bornele de
alimentare, armătura feromagnetică statorică şi
înfăşurarea statorică (fig.3.17) cu puterea nominală
1,5 kW şi frecvenţa 50Hz. Dimensiunile
intrefierului: Ø 50 mm x 100 mm la o rată de 2 Hz.Fig. 3.17. Forme de turnare din material refractar şi
modul de aşezare în generatorul de câmp electric rotitor
3.3.2.2. Blocul de comandă al câmpului electricÎn vederea modificării parametrilor de lucru, comanda statorului s-a realizat cu variatorul
de frecvenţă ce permite modificarea frecvenţei, iar viteza de rotaţie se poate regla între
limitele 220 - 5420 rot/min. Sensul de rotaţie poate fi schimbat cu ajutorul unui comutator la
care a fost conectat un întrerupător.
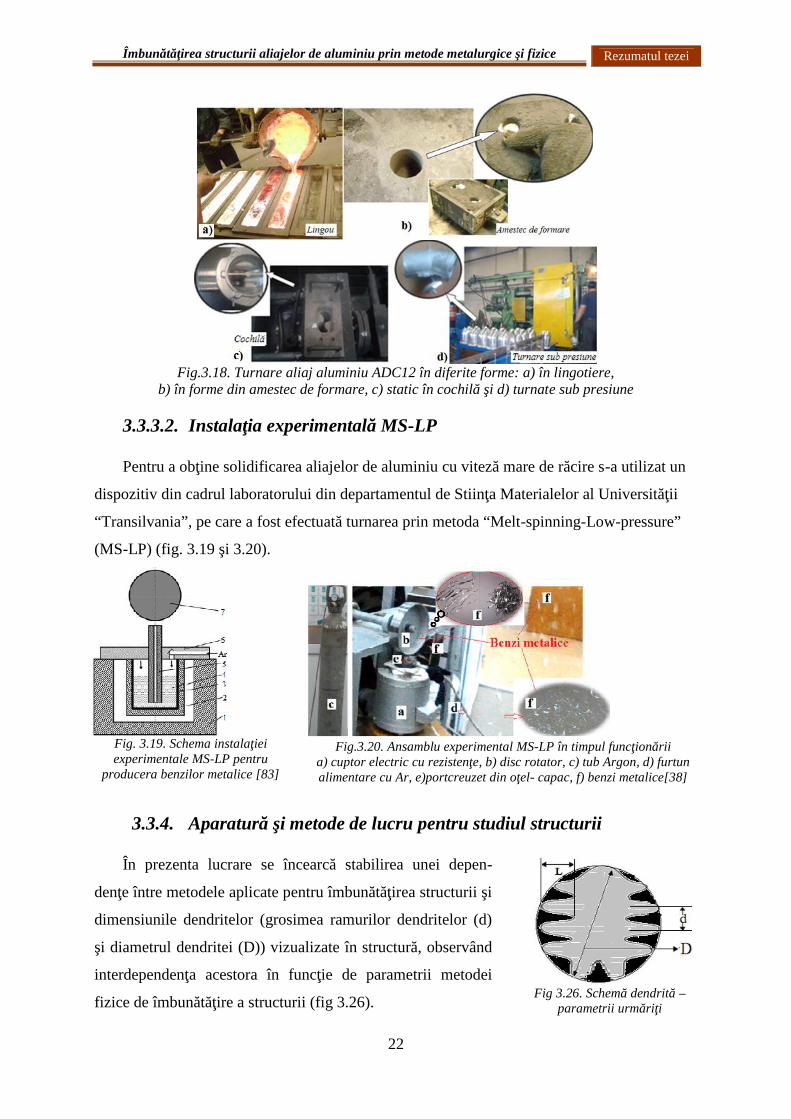
3.3.3. Montaje folosite pentru simularea influenţei vitezei de răcire asuprastructurii
3.3.3.1. Turnarea în forme care asigură viteze diferite de răcire
În vederea studierii evoluţiei structurii unui aliaj lichid solidificat în condiţii diverse (în
lingotiere, în forme din AdF, static în cochilă şi TSP), s-a simulat turnarea aliajului ADC12 în
forme şi cu metode diferite, pentru a se asigura la turnare viteze de răcire diferite. fig. 3.18).
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
22
Fig.3.18. Turnare aliaj aluminiu ADC12 în diferite forme: a) în lingotiere,b) în forme din amestec de formare, c) static în cochilă şi d) turnate sub presiune
3.3.3.2. Instalaţia experimentală MS-LP
Pentru a obţine solidificarea aliajelor de aluminiu cu viteză mare de răcire s-a utilizat un
dispozitiv din cadrul laboratorului din departamentul de Stiinţa Materialelor al Universităţii
“Transilvania”, pe care a fost efectuată turnarea prin metoda “Melt-spinning-Low-pressure”
(MS-LP) (fig. 3.19 şi 3.20).
Fig. 3.19. Schema instalaţieiexperimentale MS-LP pentru
producera benzilor metalice [83]
Fig.3.20. Ansamblu experimental MS-LP în timpul funcţionăriia) cuptor electric cu rezistenţe, b) disc rotator, c) tub Argon, d) furtunalimentare cu Ar, e)portcreuzet din oţel- capac, f) benzi metalice[38]
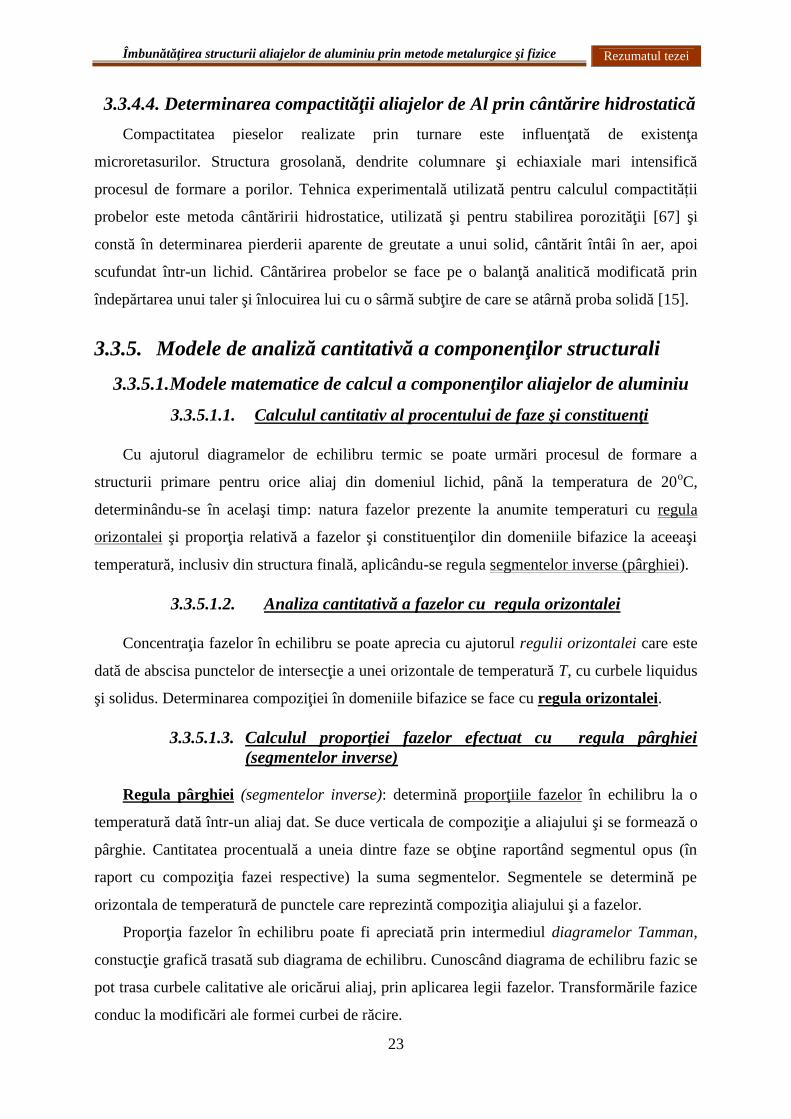
3.3.4. Aparatură şi metode de lucru pentru studiul structurii
În prezenta lucrare se încearcă stabilirea unei depen-
denţe între metodele aplicate pentru îmbunătăţirea structurii şi
şi diametrul dendritei (D)) vizualizate în structură, observând
interdependenţa acestora în funcţie de parametrii metodei
fizice de îmbunătăţire a structurii (fig 3.26). Fig 3.26. Schemă dendrită –parametrii urmăriţi
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
23
3.3.4.4. Determinarea compactităţii aliajelor de Al prin cântărire hidrostaticăCompactitatea pieselor realizate prin turnare este influenţată de existenţa
microretasurilor. Structura grosolană, dendrite columnare şi echiaxiale mari intensifică
procesul de formare a porilor. Tehnica experimentală utilizată pentru calculul compactității
probelor este metoda cântăririi hidrostatice, utilizată şi pentru stabilirea porozităţii [67] şi
constă în determinarea pierderii aparente de greutate a unui solid, cântărit întâi în aer, apoi
scufundat într-un lichid. Cântărirea probelor se face pe o balanţă analitică modificată prin
îndepărtarea unui taler şi înlocuirea lui cu o sârmă subţire de care se atârnă proba solidă [15].
3.3.5. Modele de analiză cantitativă a componenţilor structurali3.3.5.1.Modele matematice de calcul a componenţilor aliajelor de aluminiu
3.3.5.1.1. Calculul cantitativ al procentului de faze şi constituenţi
Cu ajutorul diagramelor de echilibru termic se poate urmări procesul de formare a
structurii primare pentru orice aliaj din domeniul lichid, până la temperatura de 20oC,
determinându-se în acelaşi timp: natura fazelor prezente la anumite temperaturi cu regula
orizontalei şi proporţia relativă a fazelor şi constituenţilor din domeniile bifazice la aceeaşi
temperatură, inclusiv din structura finală, aplicându-se regula segmentelor inverse (pârghiei).
3.3.5.1.2. Analiza cantitativă a fazelor cu regula orizontalei
Concentraţia fazelor în echilibru se poate aprecia cu ajutorul regulii orizontalei care este
dată de abscisa punctelor de intersecţie a unei orizontale de temperatură T, cu curbele liquidus
şi solidus. Determinarea compoziţiei în domeniile bifazice se face cu regula orizontalei.
3.3.5.1.3. Calculul proporţiei fazelor efectuat cu regula pârghiei(segmentelor inverse)
Regula pârghiei (segmentelor inverse): determină proporţiile fazelor în echilibru la o
temperatură dată într-un aliaj dat. Se duce verticala de compoziţie a aliajului şi se formează o
pârghie. Cantitatea procentuală a uneia dintre faze se obţine raportând segmentul opus (în
raport cu compoziţia fazei respective) la suma segmentelor. Segmentele se determină pe
orizontala de temperatură de punctele care reprezintă compoziţia aliajului şi a fazelor.
Proporţia fazelor în echilibru poate fi apreciată prin intermediul diagramelor Tamman,
constucţie grafică trasată sub diagrama de echilibru. Cunoscând diagrama de echilibru fazic se
pot trasa curbele calitative ale oricărui aliaj, prin aplicarea legii fazelor. Transformările fazice
conduc la modificări ale formei curbei de răcire.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
24
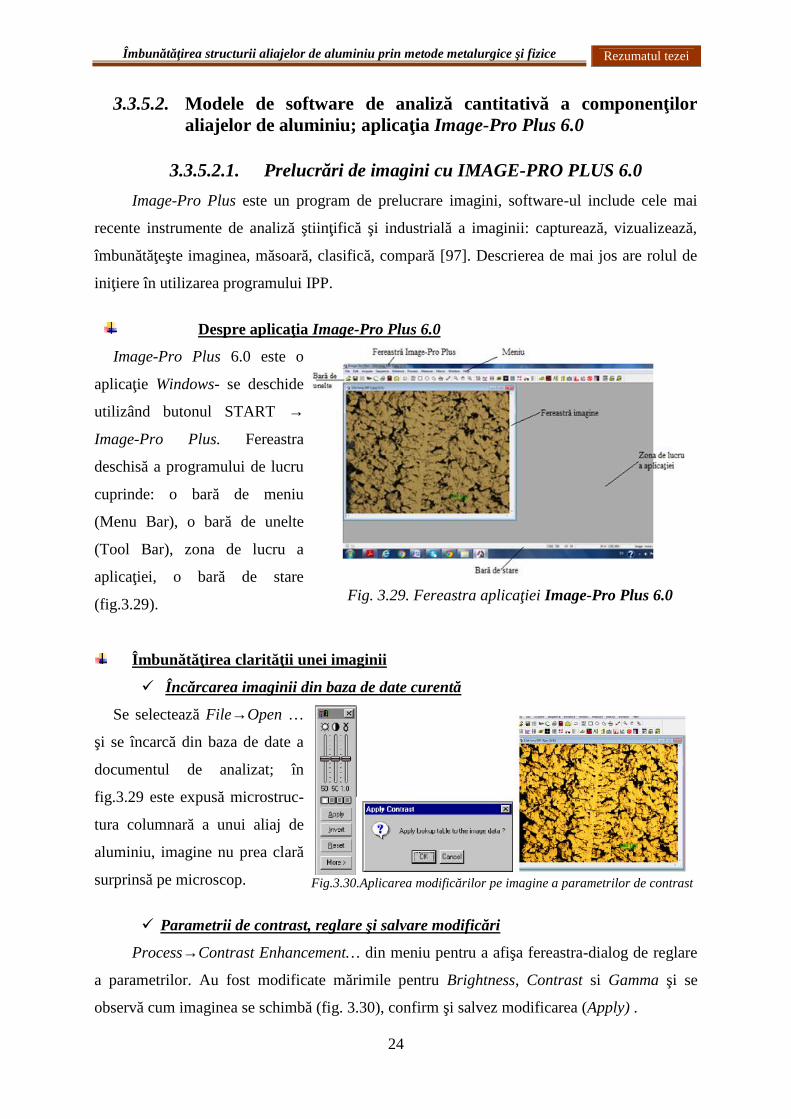
3.3.5.2. Modele de software de analiză cantitativă a componenţiloraliajelor de aluminiu; aplicaţia Image-Pro Plus 6.0
3.3.5.2.1. Prelucrări de imagini cu IMAGE-PRO PLUS 6.0Image-Pro Plus este un program de prelucrare imagini, software-ul include cele mai
recente instrumente de analiză ştiinţifică şi industrială a imaginii: capturează, vizualizează,
îmbunătăţeşte imaginea, măsoară, clasifică, compară [97]. Descrierea de mai jos are rolul de
iniţiere în utilizarea programului IPP.
Despre aplicaţia Image-Pro Plus 6.0
Image-Pro Plus 6.0 este o
aplicaţie Windows- se deschide
utilizând butonul START →
Image-Pro Plus. Fereastra
deschisă a programului de lucru
cuprinde: o bară de meniu
(Menu Bar), o bară de unelte
(Tool Bar), zona de lucru a
aplicaţiei, o bară de stare
(fig.3.29). Fig. 3.29. Fereastra aplicaţiei Image-Pro Plus 6.0
Îmbunătăţirea clarităţii unei imaginii
Încărcarea imaginii din baza de date curentă
Se selectează File→Open …
şi se încarcă din baza de date a
documentul de analizat; în
fig.3.29 este expusă microstruc-
tura columnară a unui aliaj de
aluminiu, imagine nu prea clară
surprinsă pe microscop. Fig.3.30.Aplicarea modificărilor pe imagine a parametrilor de contrast
Parametrii de contrast, reglare şi salvare modificări
Process→Contrast Enhancement… din meniu pentru a afişa fereastra-dialog de reglare
a parametrilor. Au fost modificate mărimile pentru Brightness, Contrast si Gamma şi se
observă cum imaginea se schimbă (fig. 3.30), confirm şi salvez modificarea (Apply) .
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
25
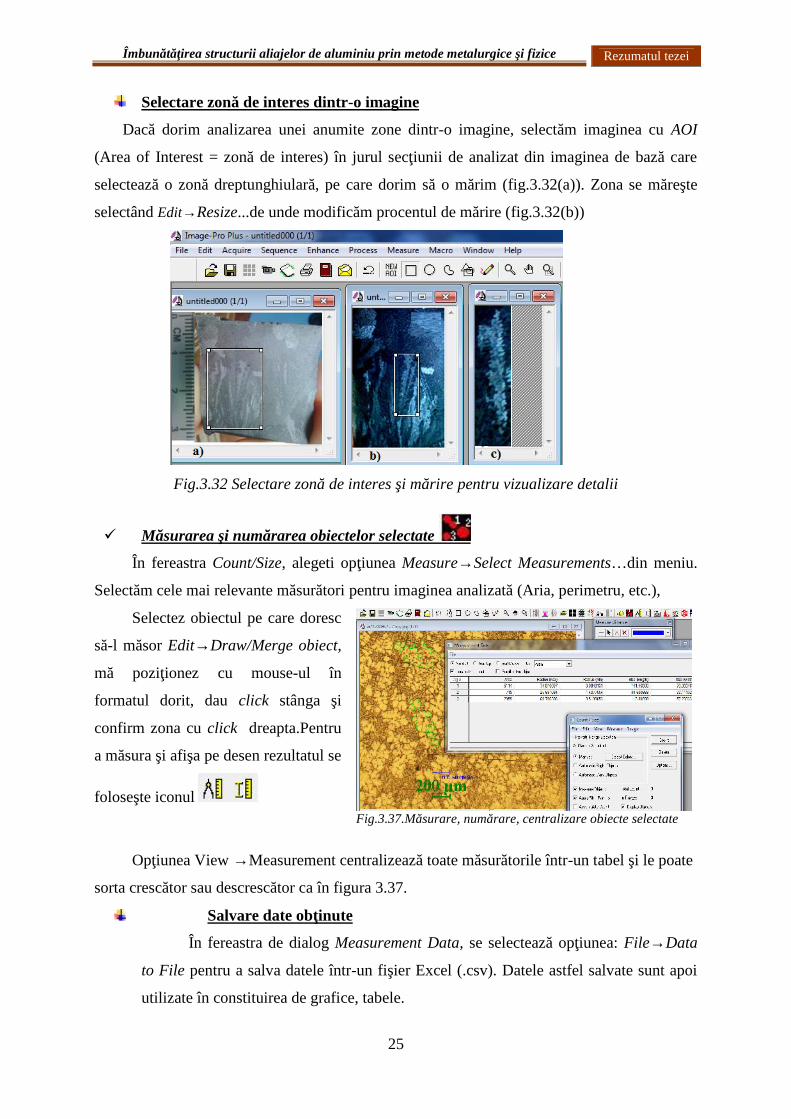
Selectare zonă de interes dintr-o imagine
Dacă dorim analizarea unei anumite zone dintr-o imagine, selectăm imaginea cu AOI
(Area of Interest = zonă de interes) în jurul secţiunii de analizat din imaginea de bază care
selectează o zonă dreptunghiulară, pe care dorim să o mărim (fig.3.32(a)). Zona se măreşte
selectând Edit→Resize...de unde modificăm procentul de mărire (fig.3.32(b))
Fig.3.32 Selectare zonă de interes şi mărire pentru vizualizare detalii
Măsurarea şi numărarea obiectelor selectate
În fereastra Count/Size, alegeti opţiunea Measure→Select Measurements…din meniu.
Selectăm cele mai relevante măsurători pentru imaginea analizată (Aria, perimetru, etc.),
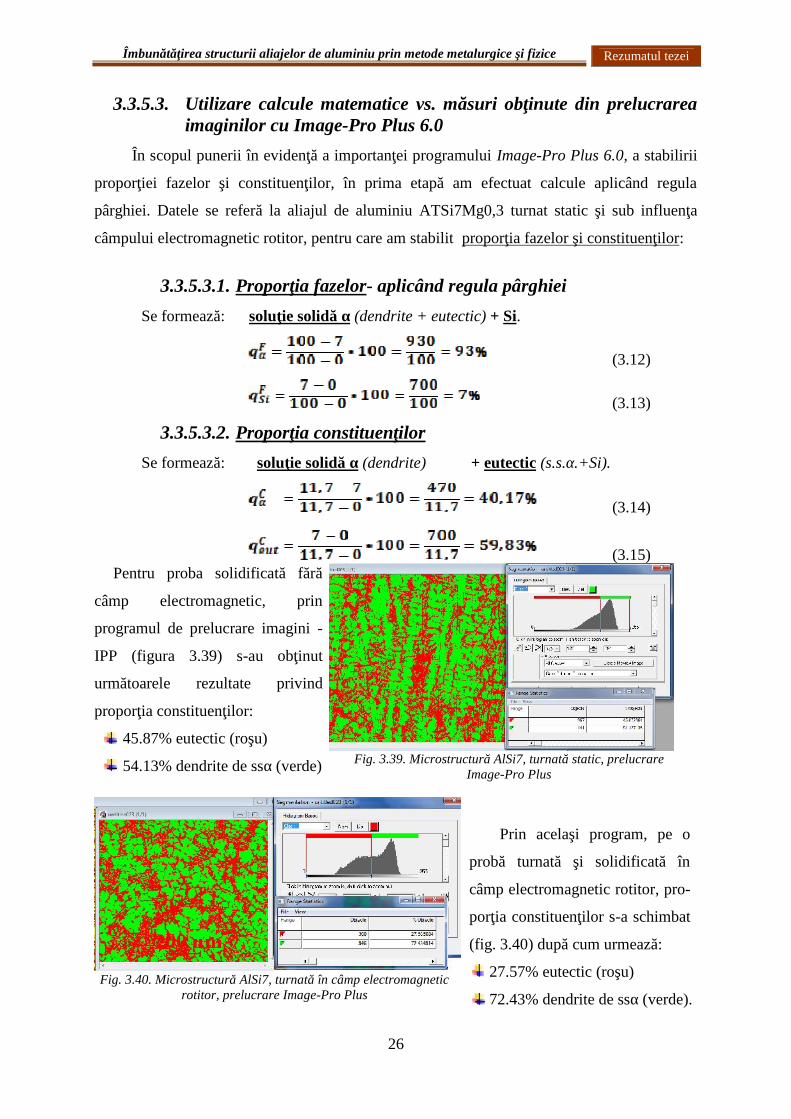
54.13% dendrite de ssα (verde) Fig. 3.39. Microstructură AlSi7, turnată static, prelucrareImage-Pro Plus
Fig. 3.40. Microstructură AlSi7, turnată în câmp electromagneticrotitor, prelucrare Image-Pro Plus
Prin acelaşi program, pe o
probă turnată şi solidificată în
câmp electromagnetic rotitor, pro-
porţia constituenţilor s-a schimbat
(fig. 3.40) după cum urmează:
27.57% eutectic (roşu)
72.43% dendrite de ssα (verde).
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
27
CAPITOLUL 4. Determinări experimentale privind îmbunătăţireastructurii prin metode fizice şi metalurgice
4.1. Acţiunea vibraţiilor mecanice asupra condiţiilor de solidificare şi a structurii
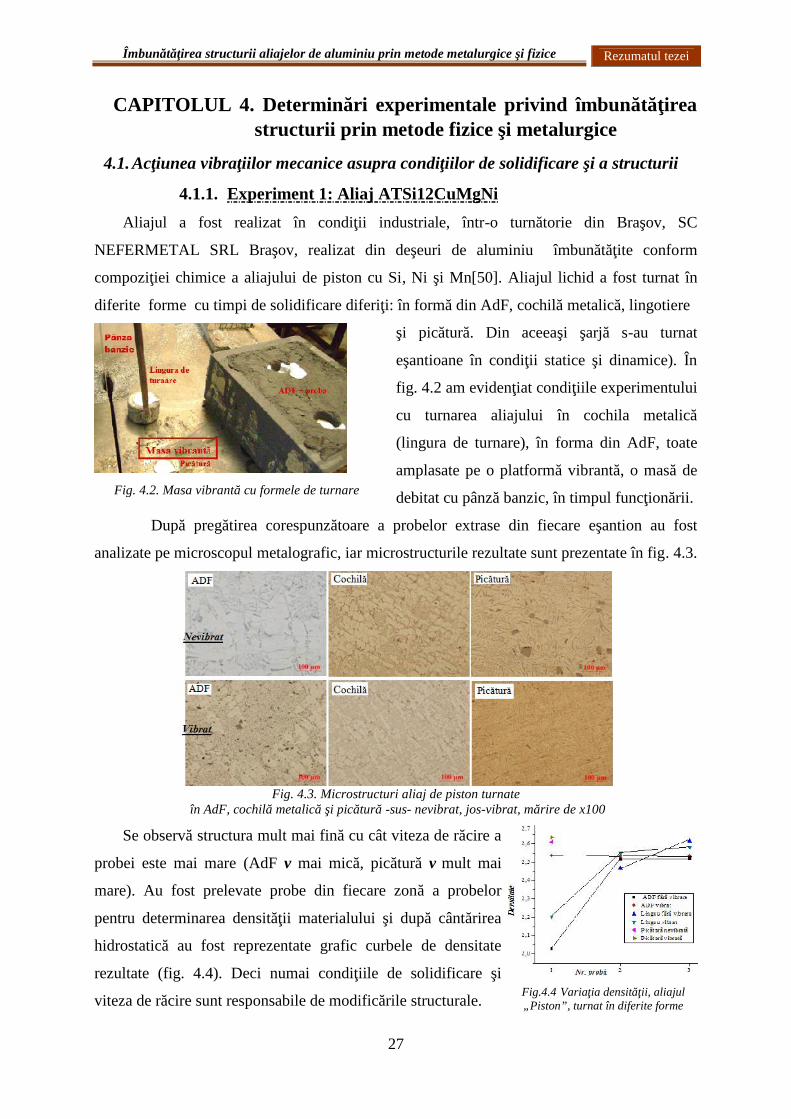
4.1.1. Experiment 1: Aliaj ATSi12CuMgNiAliajul a fost realizat în condiţii industriale, într-o turnătorie din Braşov, SC
NEFERMETAL SRL Braşov, realizat din deşeuri de aluminiu îmbunătăţite conform
compoziţiei chimice a aliajului de piston cu Si, Ni şi Mn[50]. Aliajul lichid a fost turnat în
diferite forme cu timpi de solidificare diferiţi: în formă din AdF, cochilă metalică, lingotiere
Fig. 4.2. Masa vibrantă cu formele de turnare
şi picătură. Din aceeaşi şarjă s-au turnat
eşantioane în condiţii statice şi dinamice). În
fig. 4.2 am evidenţiat condiţiile experimentului
cu turnarea aliajului în cochila metalică
(lingura de turnare), în forma din AdF, toate
amplasate pe o platformă vibrantă, o masă de
debitat cu pânză banzic, în timpul funcţionării.
După pregătirea corespunzătoare a probelor extrase din fiecare eşantion au fost
analizate pe microscopul metalografic, iar microstructurile rezultate sunt prezentate în fig. 4.3.
Fig. 4.3. Microstructuri aliaj de piston turnate în AdF, cochilă metalică şi picătură -sus- nevibrat, jos-vibrat, mărire de x100
Se observă structura mult mai fină cu cât viteza de răcire a
probei este mai mare (AdF v mai mică, picătură v mult mai
mare). Au fost prelevate probe din fiecare zonă a probelor
pentru determinarea densităţii materialului şi după cântărirea
hidrostatică au fost reprezentate grafic curbele de densitate
rezultate (fig. 4.4). Deci numai condiţiile de solidificare şi
viteza de răcire sunt responsabile de modificările structurale. Fig.4.4 Variaţia densităţii, aliajul„Piston”, turnat în diferite forme
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
28
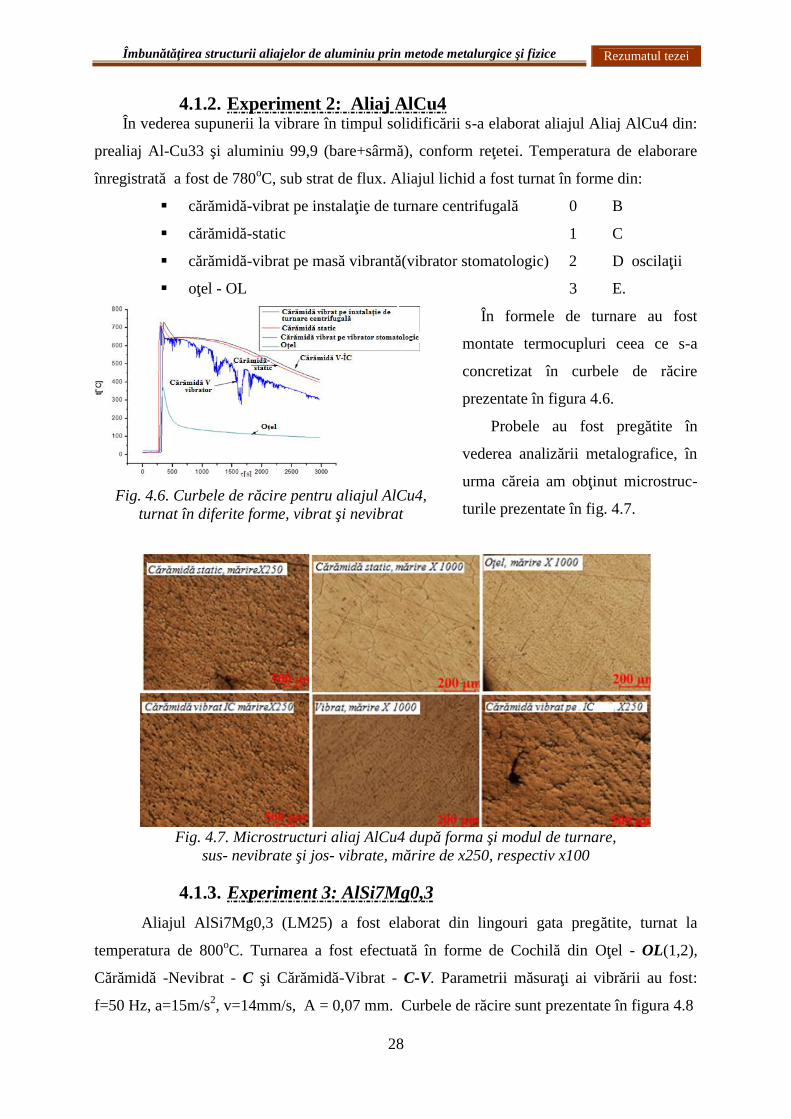
4.1.2. Experiment 2: Aliaj AlCu4În vederea supunerii la vibrare în timpul solidificării s-a elaborat aliajul Aliaj AlCu4 din:
prealiaj Al-Cu33 şi aluminiu 99,9 (bare+sârmă), conform reţetei. Temperatura de elaborare
înregistrată a fost de 780oC, sub strat de flux. Aliajul lichid a fost turnat în forme din:
cărămidă-vibrat pe instalaţie de turnare centrifugală 0 B
cărămidă-static 1 C
cărămidă-vibrat pe masă vibrantă(vibrator stomatologic) 2 D oscilaţii
oţel - OL 3 E.
Fig. 4.6. Curbele de răcire pentru aliajul AlCu4,turnat în diferite forme, vibrat şi nevibrat
În formele de turnare au fost
montate termocupluri ceea ce s-a
concretizat în curbele de răcire
prezentate în figura 4.6.
Probele au fost pregătite în
vederea analizării metalografice, în
urma căreia am obţinut microstruc-
turile prezentate în fig. 4.7.
Fig. 4.7. Microstructuri aliaj AlCu4 după forma şi modul de turnare,sus- nevibrate şi jos- vibrate, mărire de x250, respectiv x100
4.1.3. Experiment 3: AlSi7Mg0,3Aliajul AlSi7Mg0,3 (LM25) a fost elaborat din lingouri gata pregătite, turnat la
temperatura de 800oC. Turnarea a fost efectuată în forme de Cochilă din Oţel - OL(1,2),
Cărămidă -Nevibrat - C şi Cărămidă-Vibrat - C-V. Parametrii măsuraţi ai vibrării au fost:
f=50 Hz, a=15m/s2, v=14mm/s, A = 0,07 mm. Curbele de răcire sunt prezentate în figura 4.8
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
29
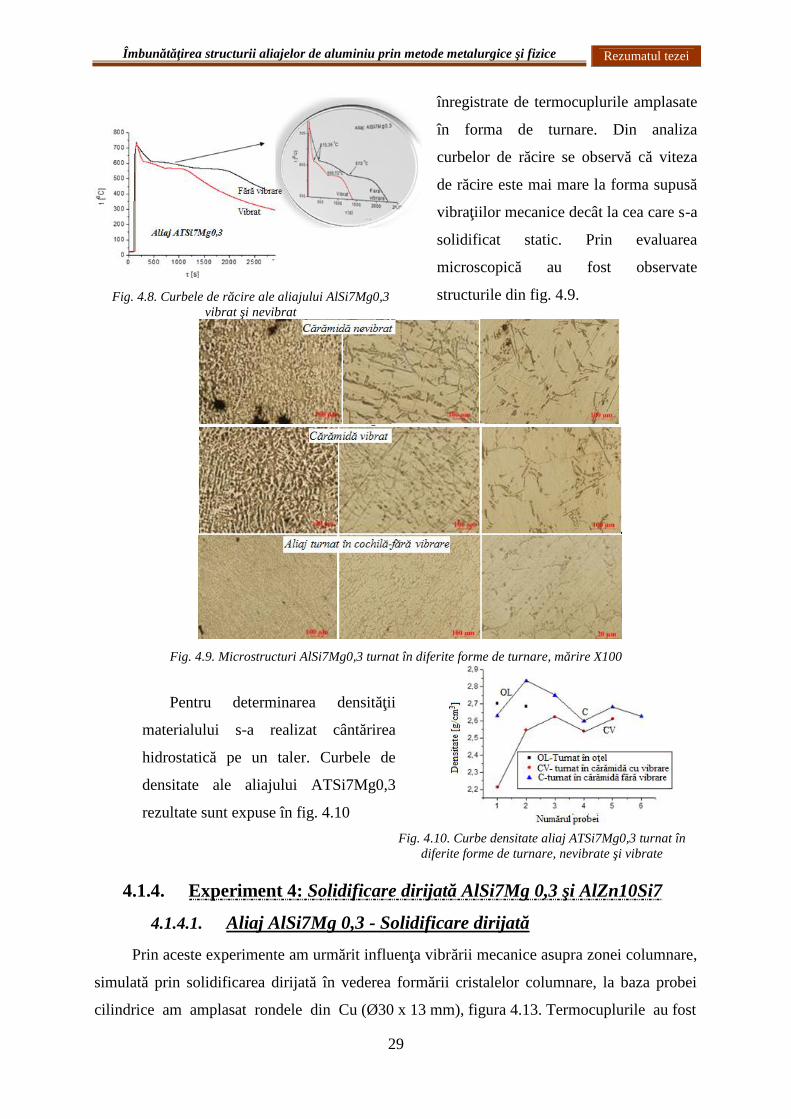
Fig. 4.8. Curbele de răcire ale aliajului AlSi7Mg0,3vibrat şi nevibrat
înregistrate de termocuplurile amplasate
în forma de turnare. Din analiza
curbelor de răcire se observă că viteza
de răcire este mai mare la forma supusă
vibraţiilor mecanice decât la cea care s-a
solidificat static. Prin evaluarea
microscopică au fost observate
structurile din fig. 4.9.
Fig. 4.9. Microstructuri AlSi7Mg0,3 turnat în diferite forme de turnare, mărire X100
Pentru determinarea densităţii
materialului s-a realizat cântărirea
hidrostatică pe un taler. Curbele de
densitate ale aliajului ATSi7Mg0,3
rezultate sunt expuse în fig. 4.10Fig. 4.10. Curbe densitate aliaj ATSi7Mg0,3 turnat în
diferite forme de turnare, nevibrate şi vibrate
4.1.4. Experiment 4: Solidificare dirijată AlSi7Mg 0,3 şi AlZn10Si7
4.1.4.1. Aliaj AlSi7Mg 0,3 - Solidificare dirijatăPrin aceste experimente am urmărit influenţa vibrării mecanice asupra zonei columnare,
simulată prin solidificarea dirijată în vederea formării cristalelor columnare, la baza probei
cilindrice am amplasat rondele din Cu (Ø30 x 13 mm), figura 4.13. Termocuplurile au fost
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
30
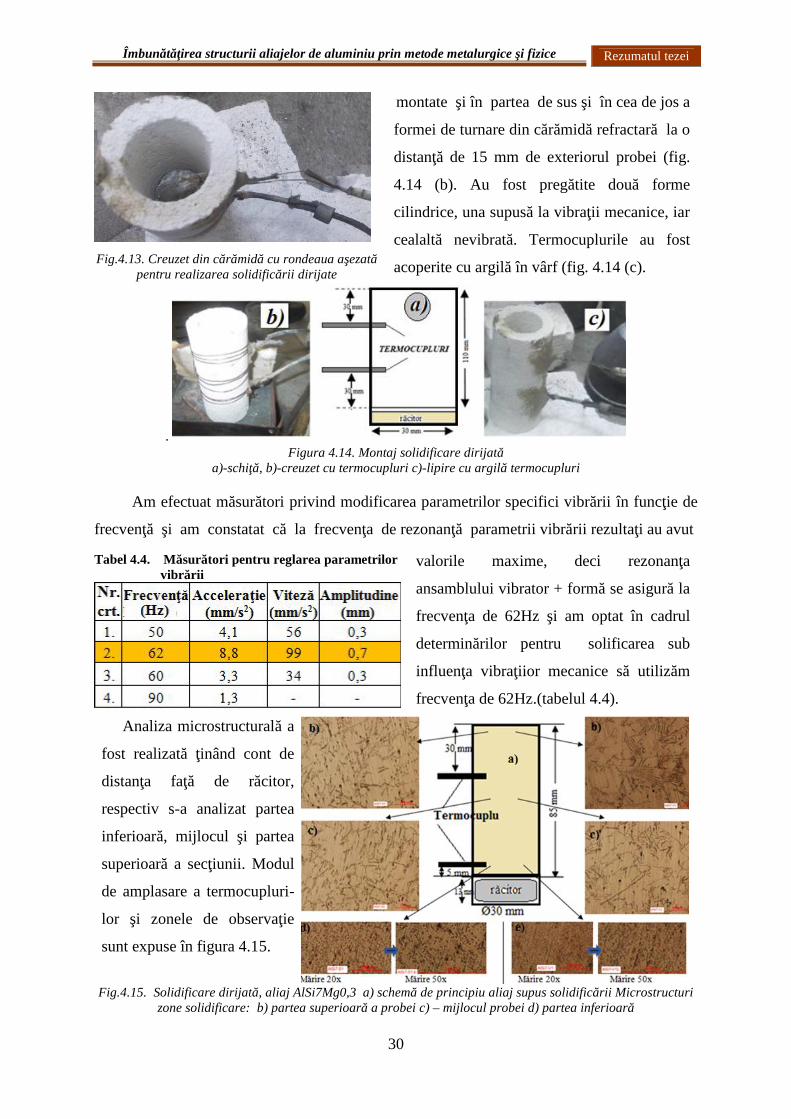
Fig.4.13. Creuzet din cărămidă cu rondeaua aşezatăpentru realizarea solidificării dirijate
montate şi în partea de sus şi în cea de jos a
formei de turnare din cărămidă refractară la o
distanţă de 15 mm de exteriorul probei (fig.
4.14 (b). Au fost pregătite două forme
cilindrice, una supusă la vibraţii mecanice, iar
cealaltă nevibrată. Termocuplurile au fost
acoperite cu argilă în vârf (fig. 4.14 (c).
.Figura 4.14. Montaj solidificare dirijată
a)-schiţă, b)-creuzet cu termocupluri c)-lipire cu argilă termocupluri
Am efectuat măsurători privind modificarea parametrilor specifici vibrării în funcţie de
frecvenţă şi am constatat că la frecvenţa de rezonanţă parametrii vibrării rezultaţi au avut
Analiza microstructurală a
fost realizată ţinând cont de
distanţa faţă de răcitor,
respectiv s-a analizat partea
inferioară, mijlocul şi partea
superioară a secţiunii. Modul
de amplasare a termocupluri-
lor şi zonele de observaţie
sunt expuse în figura 4.15.
Fig.4.15. Solidificare dirijată, aliaj AlSi7Mg0,3 a) schemă de principiu aliaj supus solidificării Microstructurizone solidificare: b) partea superioară a probei c) – mijlocul probei d) partea inferioară
Tabel 4.4. Măsurători pentru reglarea parametrilorvibrării
valorile maxime, deci rezonanţa
ansamblului vibrator + formă se asigură la
frecvenţa de 62Hz şi am optat în cadrul
determinărilor pentru solificarea sub
influenţa vibraţiior mecanice să utilizăm
frecvenţa de 62Hz.(tabelul 4.4).
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
31
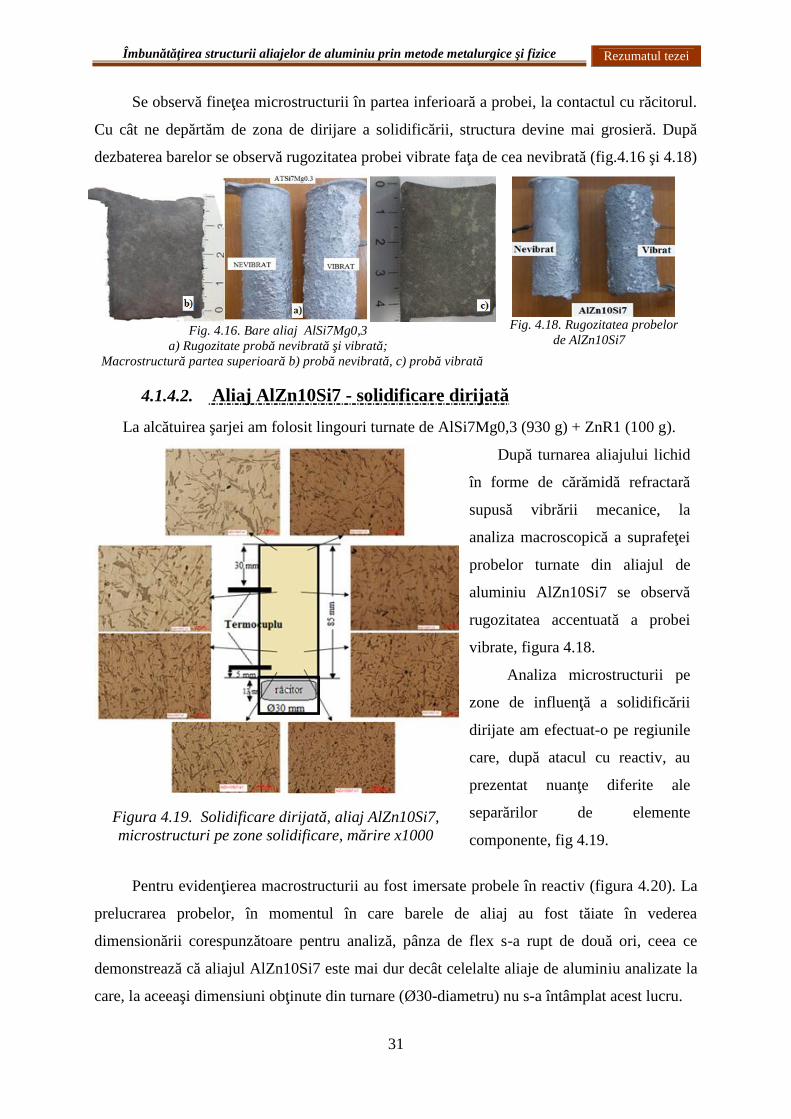
Se observă fineţea microstructurii în partea inferioară a probei, la contactul cu răcitorul.
Cu cât ne depărtăm de zona de dirijare a solidificării, structura devine mai grosieră. După
dezbaterea barelor se observă rugozitatea probei vibrate faţa de cea nevibrată (fig.4.16 şi 4.18)
Fig. 4.16. Bare aliaj AlSi7Mg0,3a) Rugozitate probă nevibrată şi vibrată;
Macrostructură partea superioară b) probă nevibrată, c) probă vibrată
Fig. 4.18. Rugozitatea probelorde AlZn10Si7
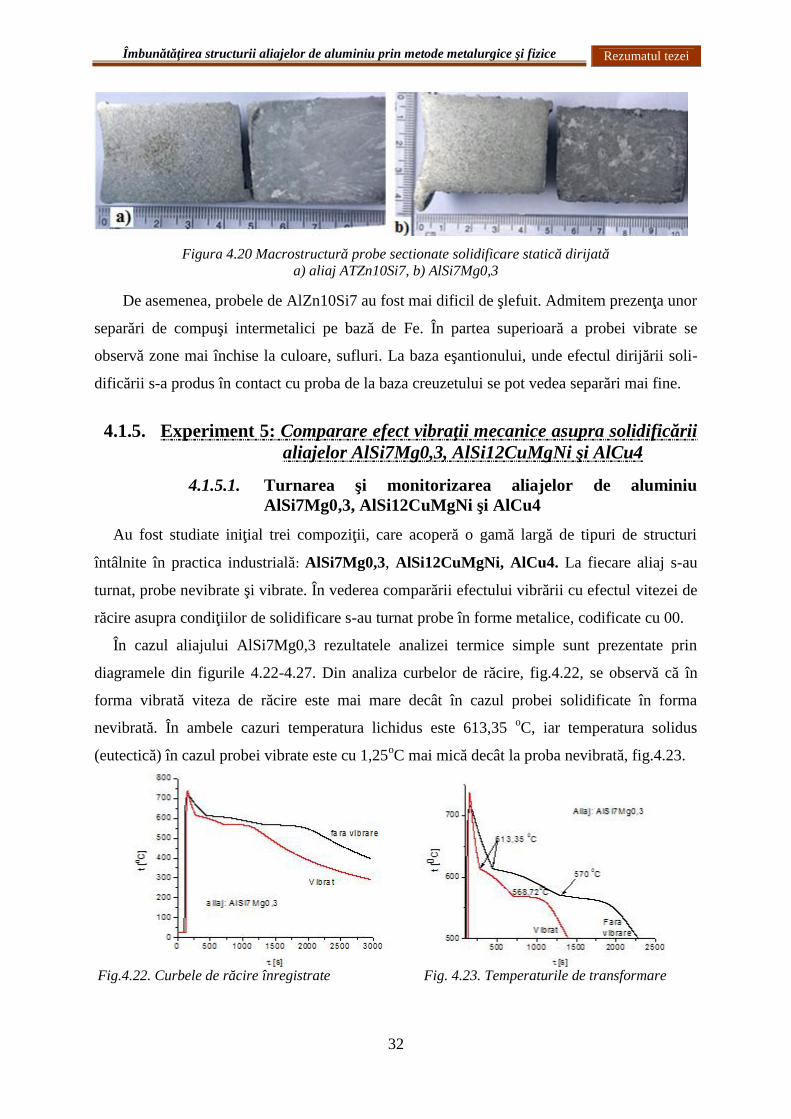
4.1.4.2. Aliaj AlZn10Si7 - solidificare dirijatăLa alcătuirea şarjei am folosit lingouri turnate de AlSi7Mg0,3 (930 g) + ZnR1 (100 g).
Figura 4.19. Solidificare dirijată, aliaj AlZn10Si7,microstructuri pe zone solidificare, mărire x1000
După turnarea aliajului lichid
în forme de cărămidă refractară
supusă vibrării mecanice, la
analiza macroscopică a suprafeţei
probelor turnate din aliajul de
aluminiu AlZn10Si7 se observă
rugozitatea accentuată a probei
vibrate, figura 4.18.
Analiza microstructurii pe
zone de influenţă a solidificării
dirijate am efectuat-o pe regiunile
care, după atacul cu reactiv, au
prezentat nuanţe diferite ale
separărilor de elemente
componente, fig 4.19.
Pentru evidenţierea macrostructurii au fost imersate probele în reactiv (figura 4.20). La
prelucrarea probelor, în momentul în care barele de aliaj au fost tăiate în vederea
dimensionării corespunzătoare pentru analiză, pânza de flex s-a rupt de două ori, ceea ce
demonstrează că aliajul AlZn10Si7 este mai dur decât celelalte aliaje de aluminiu analizate la
care, la aceeaşi dimensiuni obţinute din turnare (Ø30-diametru) nu s-a întâmplat acest lucru.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
32
Figura 4.20 Macrostructură probe sectionate solidificare statică dirijatăa) aliaj ATZn10Si7, b) AlSi7Mg0,3
De asemenea, probele de AlZn10Si7 au fost mai dificil de şlefuit. Admitem prezenţa unor
separări de compuşi intermetalici pe bază de Fe. În partea superioară a probei vibrate se
observă zone mai închise la culoare, sufluri. La baza eşantionului, unde efectul dirijării soli-
dificării s-a produs în contact cu proba de la baza creuzetului se pot vedea separări mai fine.
4.1.5. Experiment 5: Comparare efect vibraţii mecanice asupra solidificăriialiajelor AlSi7Mg0,3, AlSi12CuMgNi şi AlCu4
4.1.5.1. Turnarea şi monitorizarea aliajelor de aluminiuAlSi7Mg0,3, AlSi12CuMgNi şi AlCu4
Au fost studiate iniţial trei compoziţii, care acoperă o gamă largă de tipuri de structuri
întâlnite în practica industrială: AlSi7Mg0,3, AlSi12CuMgNi, AlCu4. La fiecare aliaj s-au
turnat, probe nevibrate şi vibrate. În vederea comparării efectului vibrării cu efectul vitezei de
răcire asupra condiţiilor de solidificare s-au turnat probe în forme metalice, codificate cu 00.
În cazul aliajului AlSi7Mg0,3 rezultatele analizei termice simple sunt prezentate prin
diagramele din figurile 4.22-4.27. Din analiza curbelor de răcire, fig.4.22, se observă că în
forma vibrată viteza de răcire este mai mare decât în cazul probei solidificate în forma
nevibrată. În ambele cazuri temperatura lichidus este 613,35 oC, iar temperatura solidus
(eutectică) în cazul probei vibrate este cu 1,25oC mai mică decât la proba nevibrată, fig.4.23.
Fig.4.22. Curbele de răcire înregistrate Fig. 4.23. Temperaturile de transformare
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
33
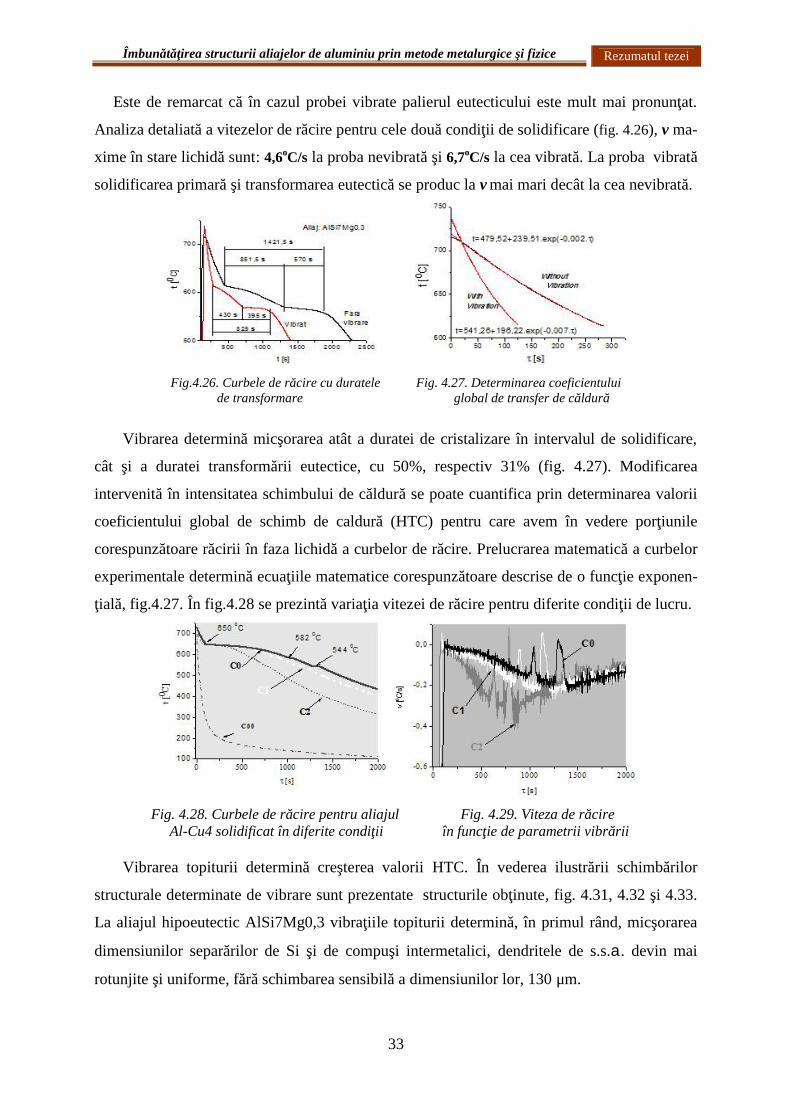
Este de remarcat că în cazul probei vibrate palierul eutecticului este mult mai pronunţat.
Analiza detaliată a vitezelor de răcire pentru cele două condiţii de solidificare (fig. 4.26), v ma-
xime în stare lichidă sunt: 4,6oC/s la proba nevibrată şi 6,7oC/s la cea vibrată. La proba vibrată
solidificarea primară şi transformarea eutectică se produc la v mai mari decât la cea nevibrată.
Fig.4.26. Curbele de răcire cu duratele Fig. 4.27. Determinarea coeficientuluide transformare global de transfer de căldură
Vibrarea determină micşorarea atât a duratei de cristalizare în intervalul de solidificare,
cât şi a duratei transformării eutectice, cu 50%, respectiv 31% (fig. 4.27). Modificarea
intervenită în intensitatea schimbului de căldură se poate cuantifica prin determinarea valorii
coeficientului global de schimb de caldură (HTC) pentru care avem în vedere porţiunile
corespunzătoare răcirii în faza lichidă a curbelor de răcire. Prelucrarea matematică a curbelor
experimentale determină ecuaţiile matematice corespunzătoare descrise de o funcţie exponen-
ţială, fig.4.27. În fig.4.28 se prezintă variaţia vitezei de răcire pentru diferite condiţii de lucru.
Fig. 4.28. Curbele de răcire pentru aliajul Fig. 4.29. Viteza de răcireAl-Cu4 solidificat în diferite condiţii în funcţie de parametrii vibrării
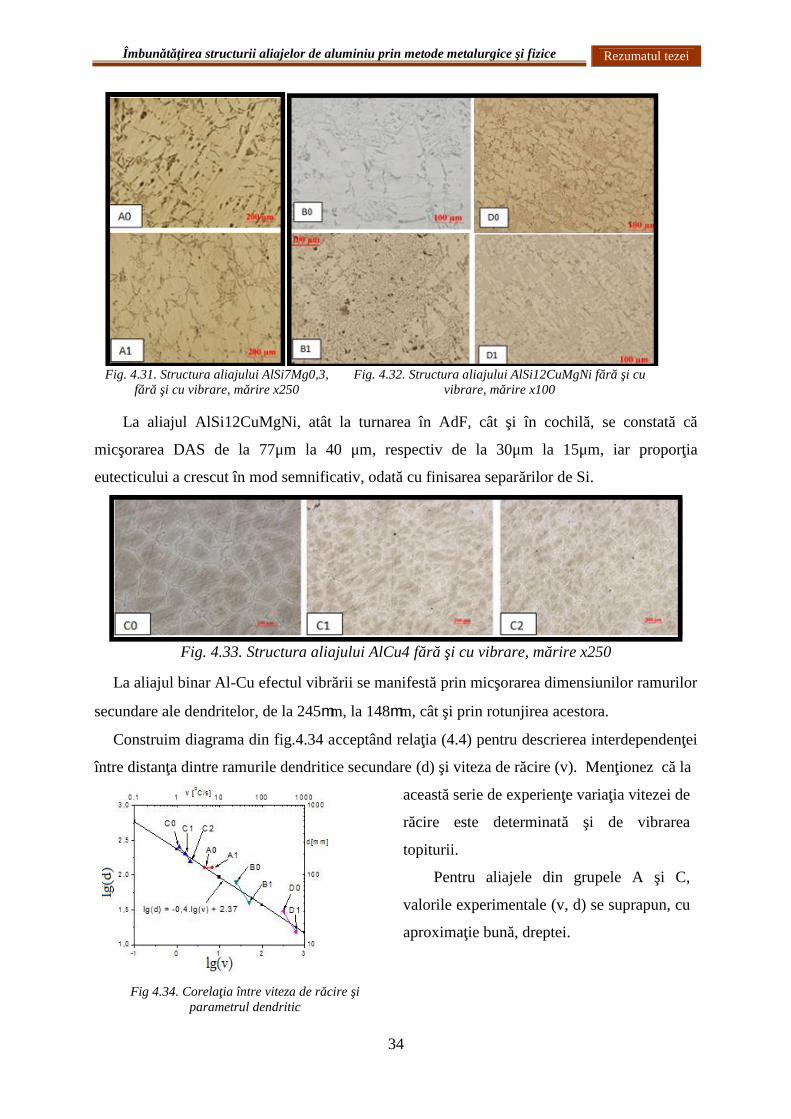
Vibrarea topiturii determină creşterea valorii HTC. În vederea ilustrării schimbărilor
structurale determinate de vibrare sunt prezentate structurile obţinute, fig. 4.31, 4.32 şi 4.33.
La aliajul hipoeutectic AlSi7Mg0,3 vibraţiile topiturii determină, în primul rând, micşorarea
dimensiunilor separărilor de Si şi de compuşi intermetalici, dendritele de s.s.. devin mai
rotunjite şi uniforme, fără schimbarea sensibilă a dimensiunilor lor, 130 μm.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
34
Fig. 4.31. Structura aliajului AlSi7Mg0,3,fără şi cu vibrare, mărire x250
Fig. 4.32. Structura aliajului AlSi12CuMgNi fără şi cuvibrare, mărire x100
La aliajul AlSi12CuMgNi, atât la turnarea în AdF, cât şi în cochilă, se constată că
micşorarea DAS de la 77μm la 40 μm, respectiv de la 30μm la 15μm, iar proporţia
eutecticului a crescut în mod semnificativ, odată cu finisarea separărilor de Si.
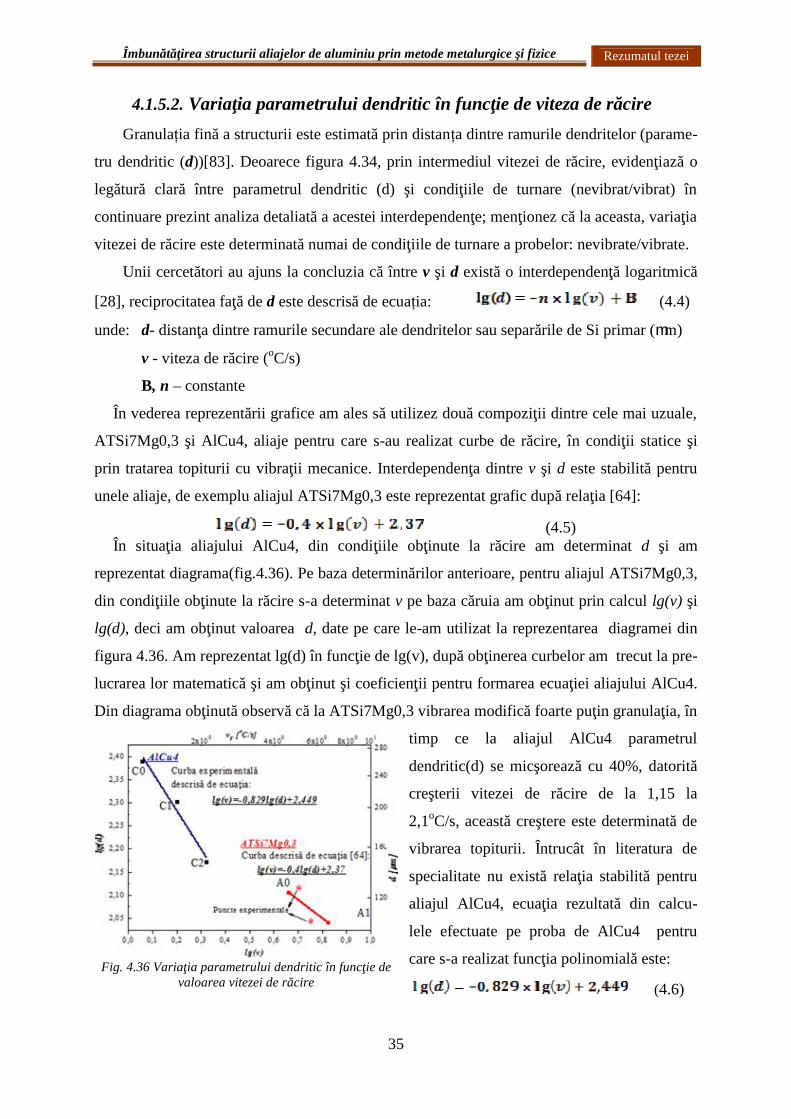
Fig. 4.33. Structura aliajului AlCu4 fără şi cu vibrare, mărire x250
La aliajul binar Al-Cu efectul vibrării se manifestă prin micşorarea dimensiunilor ramurilor
secundare ale dendritelor, de la 245m, la 148m, cât şi prin rotunjirea acestora.
Construim diagrama din fig.4.34 acceptând relaţia (4.4) pentru descrierea interdependenţei
între distanţa dintre ramurile dendritice secundare (d) şi viteza de răcire (v). Menţionez că la
Fig 4.34. Corelaţia între viteza de răcire şiparametrul dendritic
această serie de experienţe variaţia vitezei de
răcire este determinată şi de vibrarea
topiturii.
Pentru aliajele din grupele A şi C,
valorile experimentale (v, d) se suprapun, cu
aproximaţie bună, dreptei.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
35
4.1.5.2. Variaţia parametrului dendritic în funcţie de viteza de răcireGranulația fină a structurii este estimată prin distanța dintre ramurile dendritelor (parame-
tru dendritic (d))[83]. Deoarece figura 4.34, prin intermediul vitezei de răcire, evidenţiază o
legătură clară între parametrul dendritic (d) şi condiţiile de turnare (nevibrat/vibrat) în
continuare prezint analiza detaliată a acestei interdependenţe; menţionez că la aceasta, variaţia
vitezei de răcire este determinată numai de condiţiile de turnare a probelor: nevibrate/vibrate.
Unii cercetători au ajuns la concluzia că între v şi d există o interdependenţă logaritmică
[28], reciprocitatea faţă de d este descrisă de ecuația: (4.4)
unde: d- distanţa dintre ramurile secundare ale dendritelor sau separările de Si primar (m)
v - viteza de răcire (oC/s)
B, n – constante
În vederea reprezentării grafice am ales să utilizez două compoziţii dintre cele mai uzuale,
ATSi7Mg0,3 şi AlCu4, aliaje pentru care s-au realizat curbe de răcire, în condiţii statice şi
prin tratarea topiturii cu vibraţii mecanice. Interdependenţa dintre v şi d este stabilită pentru
unele aliaje, de exemplu aliajul ATSi7Mg0,3 este reprezentat grafic după relaţia [64]:
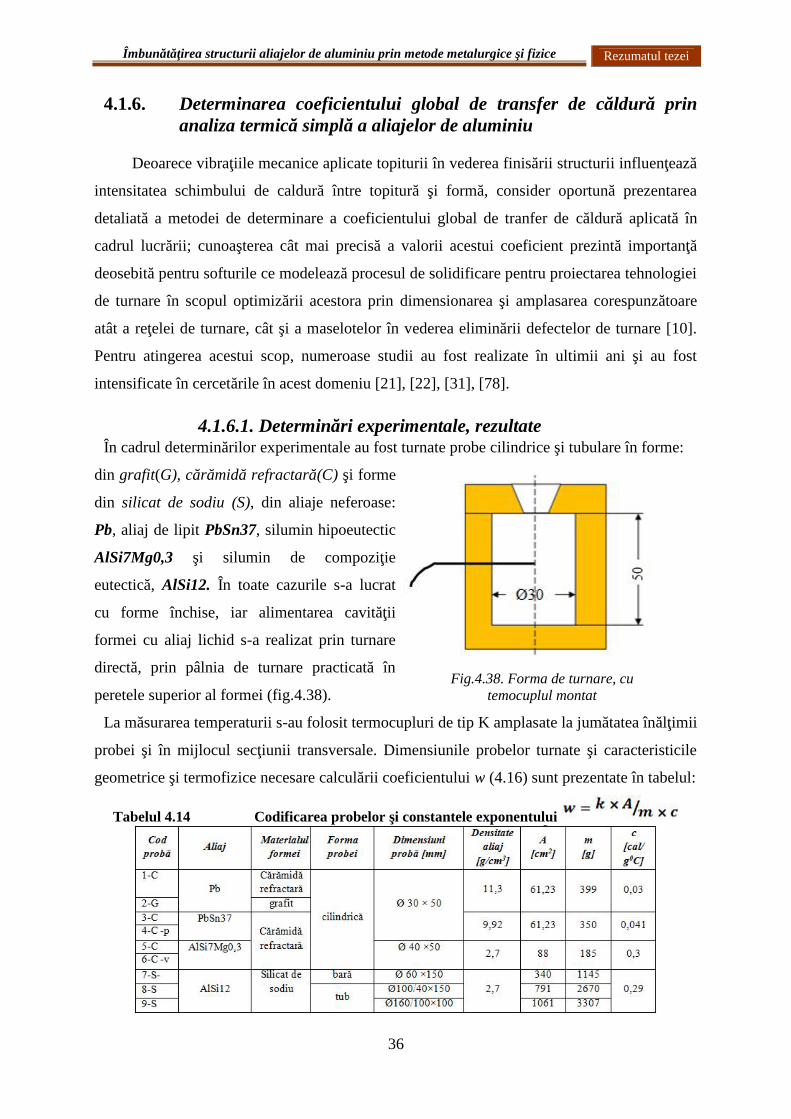
(4.5)În situaţia aliajului AlCu4, din condiţiile obţinute la răcire am determinat d şi am
reprezentat diagrama(fig.4.36). Pe baza determinărilor anterioare, pentru aliajul ATSi7Mg0,3,
din condiţiile obţinute la răcire s-a determinat v pe baza căruia am obţinut prin calcul lg(v) şi
lg(d), deci am obţinut valoarea d, date pe care le-am utilizat la reprezentarea diagramei din
figura 4.36. Am reprezentat lg(d) în funcţie de lg(v), după obţinerea curbelor am trecut la pre-
lucrarea lor matematică şi am obţinut şi coeficienţii pentru formarea ecuaţiei aliajului AlCu4.
Din diagrama obţinută observă că la ATSi7Mg0,3 vibrarea modifică foarte puţin granulaţia, în
Fig. 4.36 Variaţia parametrului dendritic în funcţie devaloarea vitezei de răcire
timp ce la aliajul AlCu4 parametrul
dendritic(d) se micşorează cu 40%, datorită
creşterii vitezei de răcire de la 1,15 la
2,1oC/s, această creştere este determinată de
vibrarea topiturii. Întrucât în literatura de
specialitate nu există relaţia stabilită pentru
aliajul AlCu4, ecuaţia rezultată din calcu-
lele efectuate pe proba de AlCu4 pentru
care s-a realizat funcţia polinomială este:
(4.6)
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
36
4.1.6. Determinarea coeficientului global de transfer de căldură prinanaliza termică simplă a aliajelor de aluminiu
Deoarece vibraţiile mecanice aplicate topiturii în vederea finisării structurii influenţează
intensitatea schimbului de caldură între topitură şi formă, consider oportună prezentarea
detaliată a metodei de determinare a coeficientului global de tranfer de căldură aplicată în
cadrul lucrării; cunoaşterea cât mai precisă a valorii acestui coeficient prezintă importanţă
deosebită pentru softurile ce modelează procesul de solidificare pentru proiectarea tehnologiei
de turnare în scopul optimizării acestora prin dimensionarea şi amplasarea corespunzătoare
atât a reţelei de turnare, cât şi a maselotelor în vederea eliminării defectelor de turnare [10].
Pentru atingerea acestui scop, numeroase studii au fost realizate în ultimii ani şi au fost
intensificate în cercetările în acest domeniu [21], [22], [31], [78].
4.1.6.1. Determinări experimentale, rezultateÎn cadrul determinărilor experimentale au fost turnate probe cilindrice şi tubulare în forme:
din grafit(G), cărămidă refractară(C) şi forme
din silicat de sodiu (S), din aliaje neferoase:
Pb, aliaj de lipit PbSn37, silumin hipoeutectic
AlSi7Mg0,3 şi silumin de compoziţie
eutectică, AlSi12. În toate cazurile s-a lucrat
cu forme închise, iar alimentarea cavităţii
formei cu aliaj lichid s-a realizat prin turnare
directă, prin pâlnia de turnare practicată în
peretele superior al formei (fig.4.38).Fig.4.38. Forma de turnare, cu
temocuplul montat
La măsurarea temperaturii s-au folosit termocupluri de tip K amplasate la jumătatea înălţimii
probei şi în mijlocul secţiunii transversale. Dimensiunile probelor turnate şi caracteristicile
geometrice şi termofizice necesare calculării coeficientului w (4.16) sunt prezentate în tabelul:
Tabelul 4.14 Codificarea probelor şi constantele exponentului
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
37
Indicele “p” de la proba 4-C-p înseamnă că forma a fost preîncălzită iar indicele “v”
de la proba 6-C-v semnalează că în timpul solidificării forma a fost supusă unor vibraţii
mecanice. În cazul aliajelor densitatea şi căldură specifică s-au calculat cu regula aditivităţii.
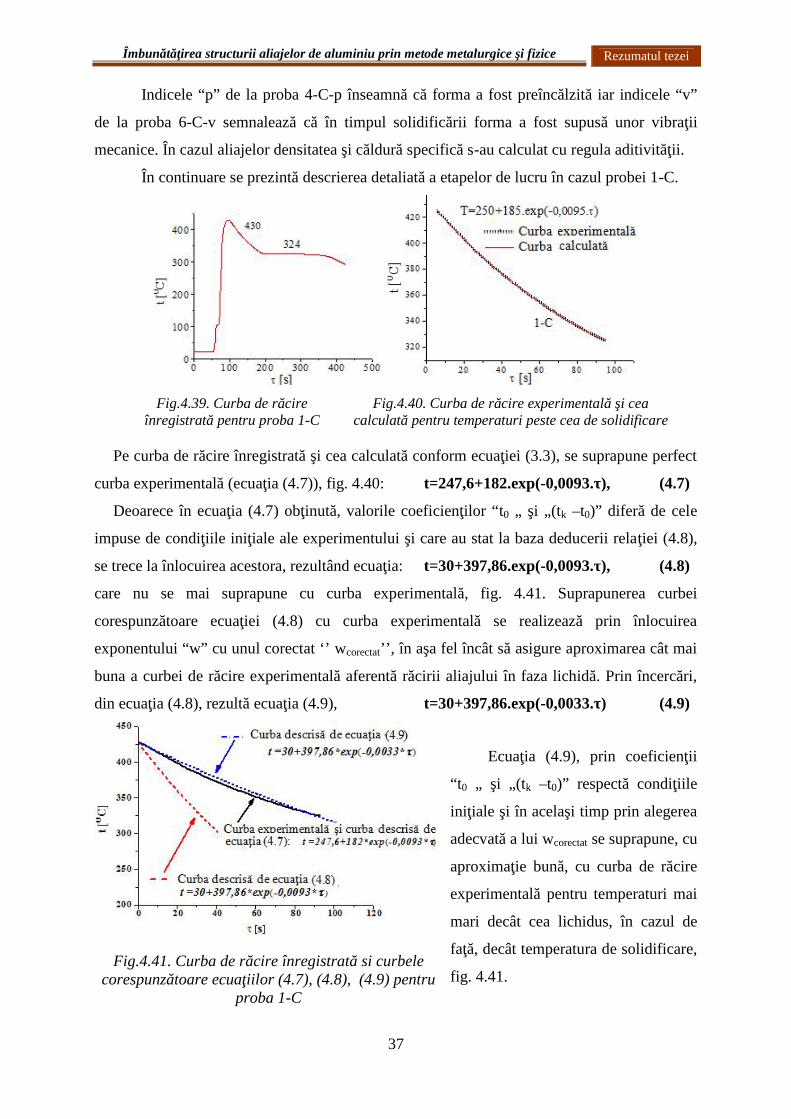
În continuare se prezintă descrierea detaliată a etapelor de lucru în cazul probei 1-C.
Fig.4.39. Curba de răcireînregistrată pentru proba 1-C
Fig.4.40. Curba de răcire experimentală şi ceacalculată pentru temperaturi peste cea de solidificare
Pe curba de răcire înregistrată şi cea calculată conform ecuaţiei (3.3), se suprapune perfect
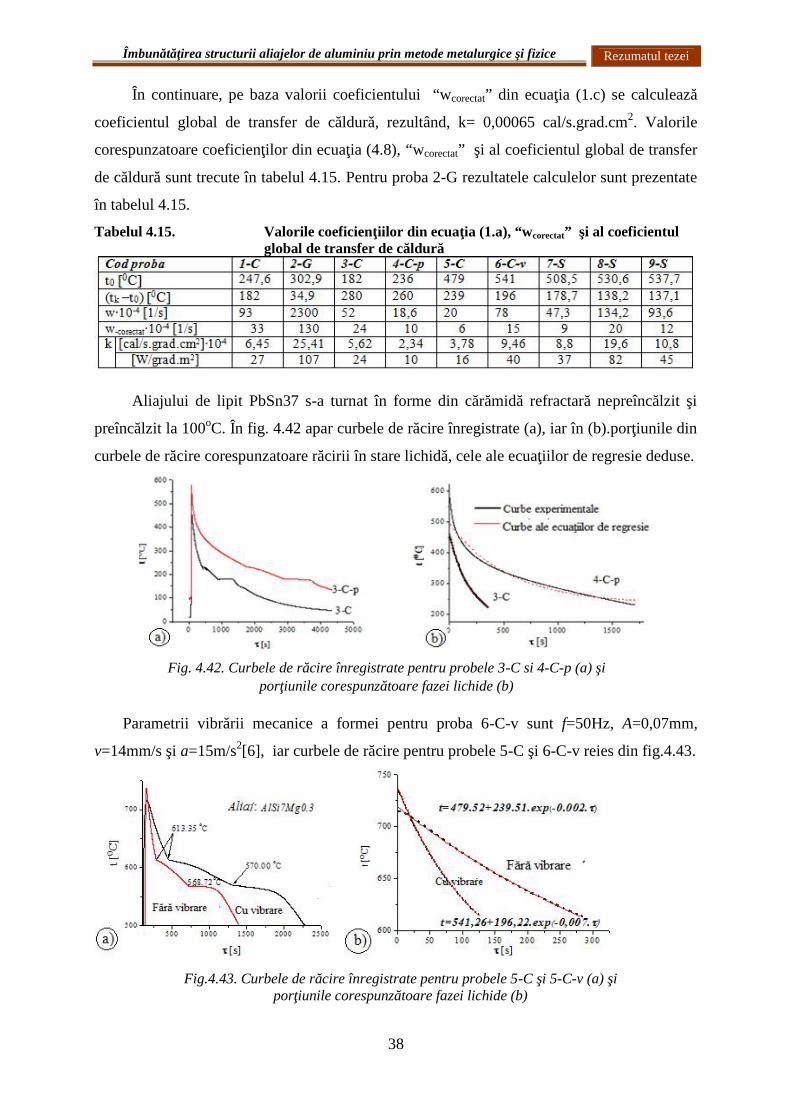
Sn=12,5% şi Cd=12,5%) a cărui temperatură de topire este de 71 oC. Sub acţiunea câmpului
electric rotitor, topitura din forma de turnare este supusă unor forţe centrifugale ceea ce
determină ridicarea topiturii pe pereţii formei. De aceea în partea superioară a formei de
turnare am aplicat o bucşă dintr-un material refractar, care limitează fenomenul de ridicare a
topiturii pe pereţii formei de turnare în timpul acţiunii câmpului electric rotitor. S-a constatat
faptul că rotirea coloanei de metal lichid din forma de turnare intervine numai de la o anumită
valoare a frecvenţei câmpului electic rotitor. Astfel că la determinările experimentale agitarea
maximă a topiturii, la o anumită frecvenţă a câmpului electric rotior, s-a asigurat prin cuplarea
- decuplarea curentului la intervale de 2-3 secunde sau/şi inversarea sensului de rotaţie cu
ajutorul unui întrerupător bipoziţional.
În cadrul determinarilor experimentale s-au folosit aliajul ATSi7Mg0,3 şi ZnAl4Cu1T,
încărcătura a fost formată din bucăţi de aliaje cu compoziţiile gata pregătite.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
41
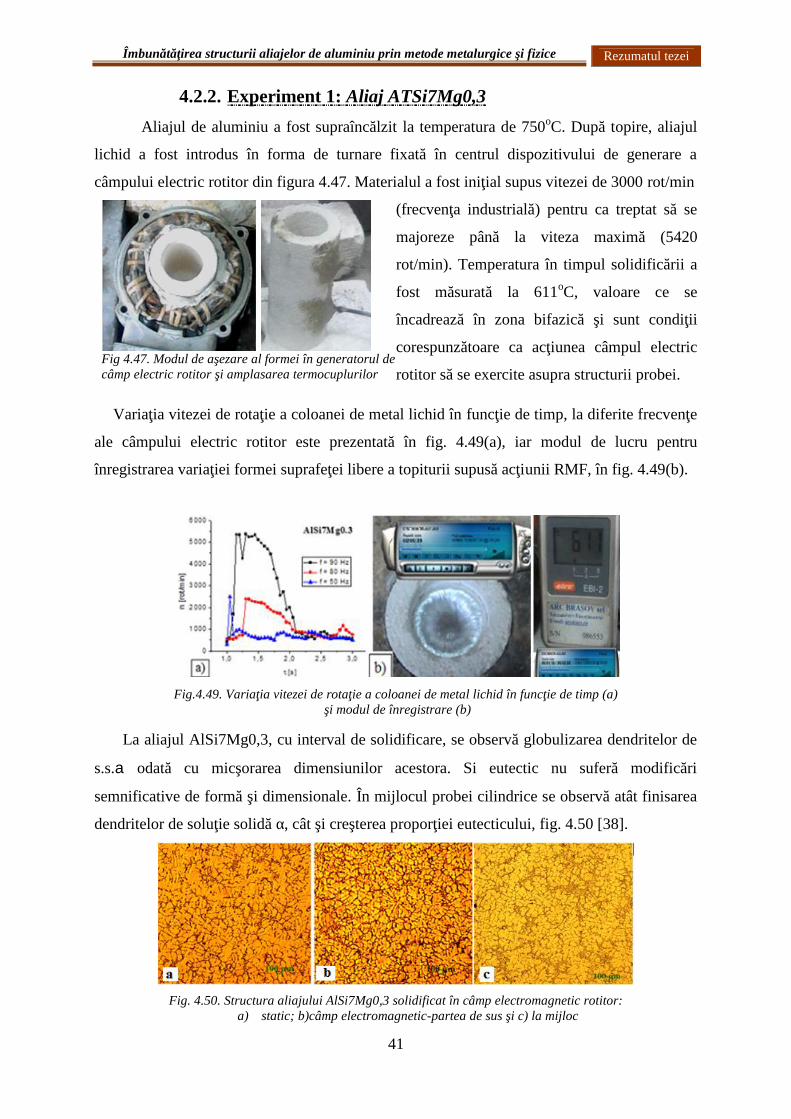
4.2.2. Experiment 1: Aliaj ATSi7Mg0,3Aliajul de aluminiu a fost supraîncălzit la temperatura de 750oC. După topire, aliajul
lichid a fost introdus în forma de turnare fixată în centrul dispozitivului de generare a
câmpului electric rotitor din figura 4.47. Materialul a fost iniţial supus vitezei de 3000 rot/min
Fig 4.47. Modul de aşezare al formei în generatorul decâmp electric rotitor şi amplasarea termocuplurilor
(frecvenţa industrială) pentru ca treptat să se
majoreze până la viteza maximă (5420
rot/min). Temperatura în timpul solidificării a
fost măsurată la 611oC, valoare ce se
încadrează în zona bifazică şi sunt condiţii
corespunzătoare ca acţiunea câmpul electric
rotitor să se exercite asupra structurii probei.
Variaţia vitezei de rotaţie a coloanei de metal lichid în funcţie de timp, la diferite frecvenţe
ale câmpului electric rotitor este prezentată în fig. 4.49(a), iar modul de lucru pentru
înregistrarea variaţiei formei suprafeţei libere a topiturii supusă acţiunii RMF, în fig. 4.49(b).
Fig.4.49. Variaţia vitezei de rotaţie a coloanei de metal lichid în funcţie de timp (a) şi modul de înregistrare (b)
La aliajul AlSi7Mg0,3, cu interval de solidificare, se observă globulizarea dendritelor de
s.s. odată cu micşorarea dimensiunilor acestora. Si eutectic nu suferă modificări
semnificative de formă şi dimensionale. În mijlocul probei cilindrice se observă atât finisarea
dendritelor de soluţie solidă α, cât şi creşterea proporţiei eutecticului, fig. 4.50 [38].
Fig. 4.50. Structura aliajului AlSi7Mg0,3 solidificat în câmp electromagnetic rotitor:a) static; b)câmp electromagnetic-partea de sus şi c) la mijloc
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
42
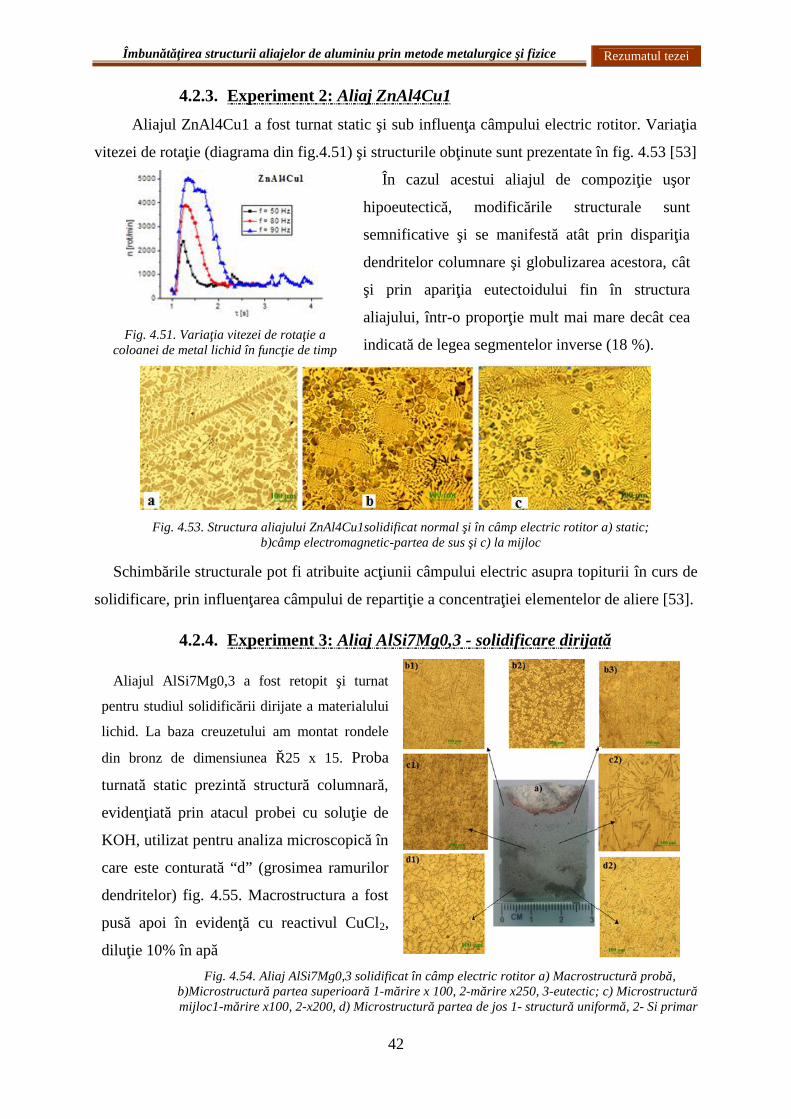
4.2.3. Experiment 2: Aliaj ZnAl4Cu1Aliajul ZnAl4Cu1 a fost turnat static şi sub influenţa câmpului electric rotitor. Variaţia
vitezei de rotaţie (diagrama din fig.4.51) şi structurile obţinute sunt prezentate în fig. 4.53 [53]
Fig. 4.51. Variaţia vitezei de rotaţie acoloanei de metal lichid în funcţie de timp
În cazul acestui aliajul de compoziţie uşor
hipoeutectică, modificările structurale sunt
semnificative şi se manifestă atât prin dispariţia
dendritelor columnare şi globulizarea acestora, cât
şi prin apariţia eutectoidului fin în structura
aliajului, într-o proporţie mult mai mare decât cea
indicată de legea segmentelor inverse (18 %).
Fig. 4.53. Structura aliajului ZnAl4Cu1solidificat normal şi în câmp electric rotitor a) static;b)câmp electromagnetic-partea de sus şi c) la mijloc
Schimbările structurale pot fi atribuite acţiunii câmpului electric asupra topiturii în curs de
solidificare, prin influenţarea câmpului de repartiţie a concentraţiei elementelor de aliere [53].
4.2.4. Experiment 3: Aliaj AlSi7Mg0,3 - solidificare dirijată
Aliajul AlSi7Mg0,3 a fost retopit şi turnat
pentru studiul solidificării dirijate a materialului
lichid. La baza creuzetului am montat rondele
din bronz de dimensiunea Ř25 x 15. Proba
turnată static prezintă structură columnară,
evidenţiată prin atacul probei cu soluţie de
KOH, utilizat pentru analiza microscopică în
care este conturată “d” (grosimea ramurilor
dendritelor) fig. 4.55. Macrostructura a fost
pusă apoi în evidenţă cu reactivul CuCl2,
diluţie 10% în apăFig. 4.54. Aliaj AlSi7Mg0,3 solidificat în câmp electric rotitor a) Macrostructură probă,
b)Microstructură partea superioară 1-mărire x 100, 2-mărire x250, 3-eutectic; c) Microstructurămijloc1-mărire x100, 2-x200, d) Microstructură partea de jos 1- structură uniformă, 2- Si primar
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
43
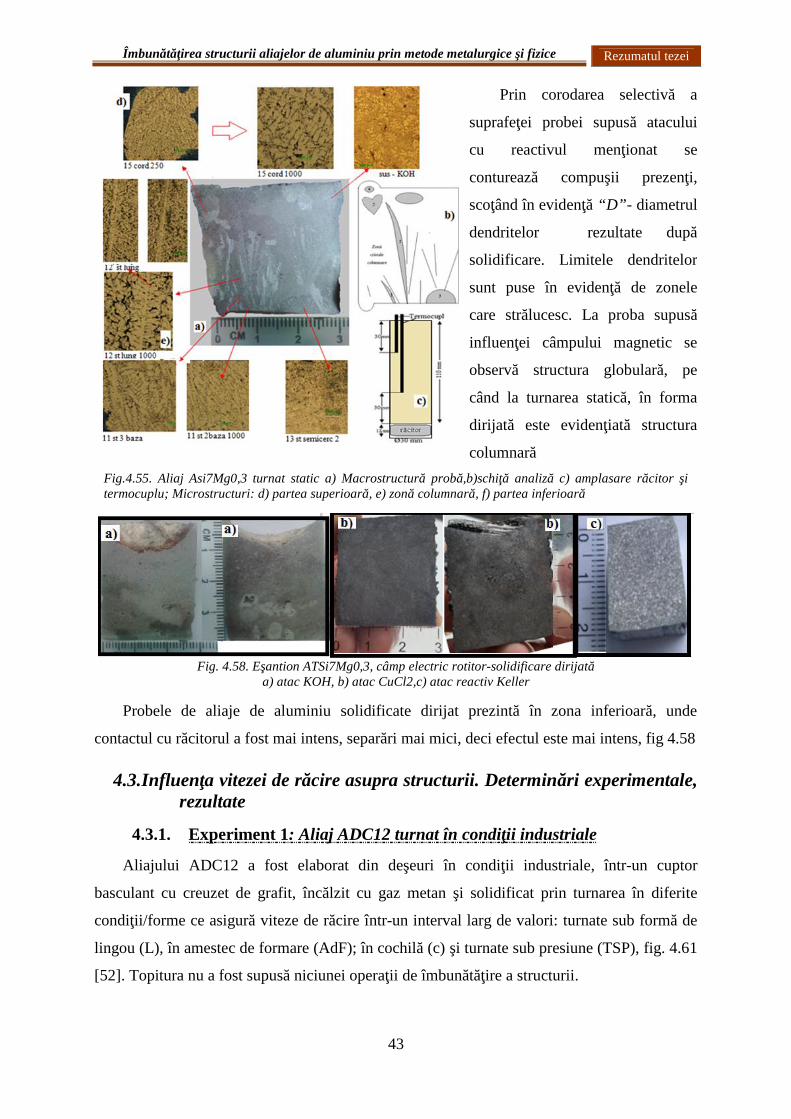
Prin corodarea selectivă a
suprafeţei probei supusă atacului
cu reactivul menţionat se
conturează compuşii prezenţi,
scoţând în evidenţă “D”- diametrul
dendritelor rezultate după
solidificare. Limitele dendritelor
sunt puse în evidenţă de zonele
care strălucesc. La proba supusă
influenţei câmpului magnetic se
observă structura globulară, pe
când la turnarea statică, în forma
dirijată este evidenţiată structura
columnarăFig.4.55. Aliaj Asi7Mg0,3 turnat static a) Macrostructură probă,b)schiţă analiză c) amplasare răcitor şitermocuplu; Microstructuri: d) partea superioară, e) zonă columnară, f) partea inferioară
Fig. 4.58. Eşantion ATSi7Mg0,3, câmp electric rotitor-solidificare dirijatăa) atac KOH, b) atac CuCl2,c) atac reactiv Keller
Probele de aliaje de aluminiu solidificate dirijat prezintă în zona inferioară, unde
contactul cu răcitorul a fost mai intens, separări mai mici, deci efectul este mai intens, fig 4.58
4.3.Influenţa vitezei de răcire asupra structurii. Determinări experimentale,rezultate
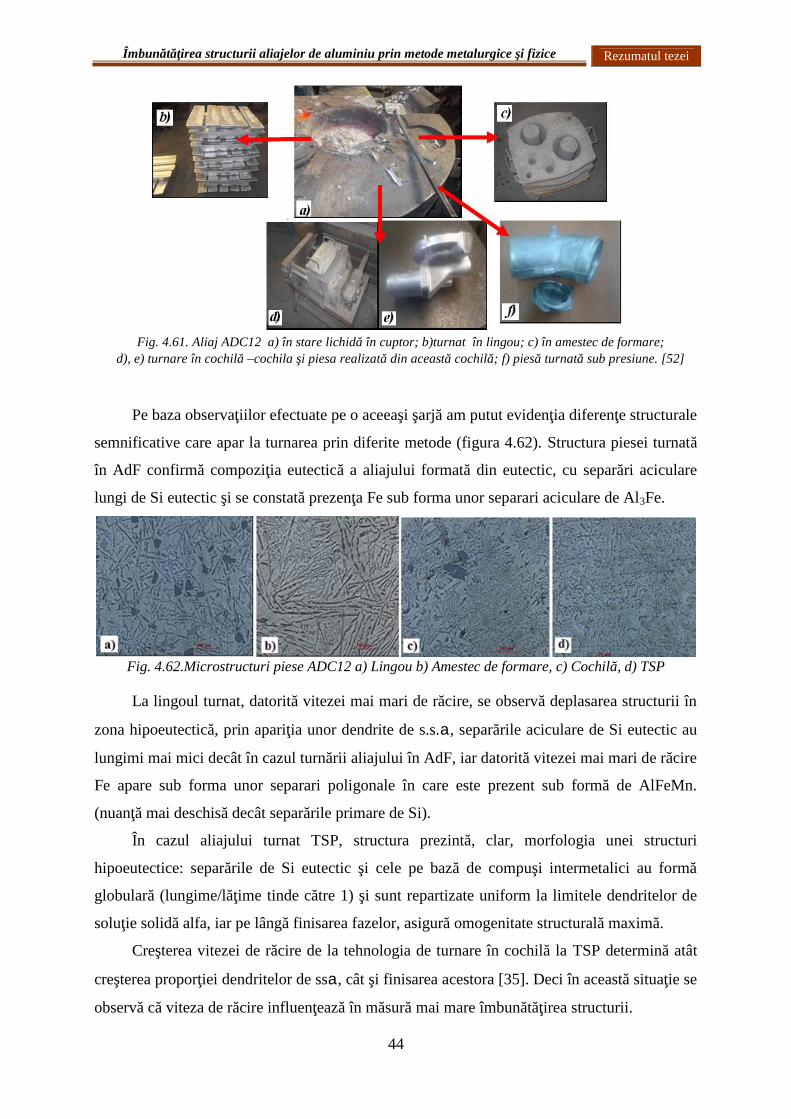
4.3.1. Experiment 1: Aliaj ADC12 turnat în condiţii industriale
Aliajului ADC12 a fost elaborat din deşeuri în condiţii industriale, într-un cuptor
basculant cu creuzet de grafit, încălzit cu gaz metan şi solidificat prin turnarea în diferite
condiţii/forme ce asigură viteze de răcire într-un interval larg de valori: turnate sub formă de
lingou (L), în amestec de formare (AdF); în cochilă (c) şi turnate sub presiune (TSP), fig. 4.61
[52]. Topitura nu a fost supusă niciunei operaţii de îmbunătăţire a structurii.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
44
Fig. 4.61. Aliaj ADC12 a) în stare lichidă în cuptor; b)turnat în lingou; c) în amestec de formare;d), e) turnare în cochilă –cochila şi piesa realizată din această cochilă; f) piesă turnată sub presiune. [52]
Pe baza observaţiilor efectuate pe o aceeaşi şarjă am putut evidenţia diferenţe structurale
semnificative care apar la turnarea prin diferite metode (figura 4.62). Structura piesei turnată
în AdF confirmă compoziţia eutectică a aliajului formată din eutectic, cu separări aciculare
lungi de Si eutectic şi se constată prezenţa Fe sub forma unor separari aciculare de Al3Fe.
Fig. 4.62.Microstructuri piese ADC12 a) Lingou b) Amestec de formare, c) Cochilă, d) TSP
La lingoul turnat, datorită vitezei mai mari de răcire, se observă deplasarea structurii în
zona hipoeutectică, prin apariţia unor dendrite de s.s., separările aciculare de Si eutectic au
lungimi mai mici decât în cazul turnării aliajului în AdF, iar datorită vitezei mai mari de răcire
Fe apare sub forma unor separari poligonale în care este prezent sub formă de AlFeMn.
(nuanţă mai deschisă decât separările primare de Si).
În cazul aliajului turnat TSP, structura prezintă, clar, morfologia unei structuri
hipoeutectice: separările de Si eutectic şi cele pe bază de compuşi intermetalici au formă
globulară (lungime/lăţime tinde către 1) şi sunt repartizate uniform la limitele dendritelor de
soluţie solidă alfa, iar pe lângă finisarea fazelor, asigură omogenitate structurală maximă.
Creşterea vitezei de răcire de la tehnologia de turnare în cochilă la TSP determină atât
creşterea proporţiei dendritelor de ss, cât şi finisarea acestora [35]. Deci în această situaţie se
observă că viteza de răcire influenţează în măsură mai mare îmbunătăţirea structurii.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
45
4.3.2. Experiment 2: Aliaj ATSi5Cu1: Îmbunătăţirea structurii prin aplicareasimultană a procedeelor metalurgice şi fizice de îmbunătăţire a structurii
În această serie de probe am urmărit efectul cumulativ al diferitelor metode de
îmbunătăţire a structurii unui aliajului hipoeutectic ATSi5Cu1. Îmbunătăţirea structurii
include tratamente aplicate topiturii în scopul finisării Si din eutectic, tratamente în vederea
finisării granulaţiei (D) şi a structurii interne a dendritelor şi tratamente în vederea diminuării
influenţei negative a compuşilor cu bază Fe, deci presupune utilizarea substanţelor
modificatoare şi acţiunea tipurilor de transformare, conform schemei prezentate în fig.4.65.
Fig. 4.64. Reprezentare pentru îmbunătăţirea structurii aliajului ATSi5Cu1
Prin turnarea probelor în forme diferite ce au asigurat modificarea vitezei de răcire în
limite largi, s-a urmărit compararea metodelor metalurgice de îmbunăţăţire a structurii cu cele
Fig. 4.67. Granulaţia s.s.. din aliajul ATSi5Cu1 înfuncţie de tehnologia de elaborare-turnare
Fig. 4.68. Gradul de modificare a Si eutectic din aliajulATSi5Cu1în funcţie de tehnologia de elaborare(modificare+afânare) turnare (viteza de răcire)
fizice, prin creşterea vitezei de
răcire. Rezultatele determinărilor
experimentale sunt prezentate în
diagramele din fig. 4.68, 4.69.
Rezultate obţinute
I. Modificarea cu Na:
nu acţionează asupra dimensiu-
nilor cristalelor de s.s. proeutec-
tectică; finisarea granulaţiei este
determinată de creşterea vitezei de
răcire.
II. Aplicarea concomitentă a Na
şi a elementelor greu fuzibile a
condus la micşorarea dimensi-
unilor liniare medii ale separărilor
de Si din eutectice, finisarea
granulaţiei s.s.. proeutectice.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
46
III. Utilizarea de elemente greu fuzibile
Se obţine finisarea granulaţiei prin micşorarea dimensiunii cristalelor de s.s.. proeutectică
şi micşorarea dimensiunilor liniare ale separărilor de Si din eutectic datorată acţiunii indirecte
a elementelor greu fuzibile care prin finisarea granulaţiei s.s. micşorează grosimea spaţiilor
interdendritice ocupate de lichidul eutectic ceea ce determină micşorarea dimensiunilor
plăcuţelor de Si fără să acţioneze asupra mecanismelor lor de germinare sau creştere. Odată cu
creşterea vitezei de răcire, efectul de finisare a granulaţiei sub influenţa elementelor greu
fuzibile se micşorează devenind practic “0” la turnarea în cochilă.
*La turnarea în cochilă tratamentul pentru finisarea structurii (modificare sau
afânare) este nejustificat.
4.3.3. Experiment 3: Aliaj AlMg - EN AC 5083În cadrul acestei serii de determinări s-a studiat structura aliajului EN AC 5083 în
funcţie de condiţiile de răcire. Elaborarea aliajului s-a realizat din materiale gata pregătite la
temperatura de 730oC. Turnarea aliajului s-a făcut în forme confecţionate din diferite
materiale în vederea modificării vitezei de răcire în care am amplasat câte un termocuplu
pentru înregistrarea variaţiei temperaturii în funcţie de timp, figura 4.71(a), (b), (c).
În paralel s-a turnat şi o probă
solidificată dirijat, figura 4.71 (d).
În vederea lărgirii domeniului de
observare a influenţei vitezei de
răcire asupra structurii s-au turnat
benzi prin metoda melt-spinning-
low pressure (MS-LP). Pe baza
determinărilor anterioare [38] s-a
admis că viteza de răcire în acest
caz a fost de 5•105 oC/s.
a. forma din cărămidă refractară;b. montaj- vedere generală;c. probă picatură, cu suport din Cu şi
forma din cărămidă refractară;d. proba pană-piramidă turnată în
cochilă din Cu;e. formă solidificare dirijată, cu suport
din Cu şi forma din AdF;f. instalaţia MS-LP şi banda obţinută;
T-poziţia termocupluluiFig 4.70. Forme folosite la turnarea epruvetelor solidificate cu diferite viteze de răcire:
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
47
Fig. 4.71 Curbele de răcire înregistrate Fig.4.72. Vitezele de răcire determinate prinderivarea curbelor de răcire
Curbele de răcire înregistrate apar în figura 4.72. Pentru determinarea vitezei de răcire s-a
trecut la derivarea acestor curbe. În fig. 4.73 sunt prezentate curbele de variaţie pentru vitezele
de răcire înregistrate în cazul probelor “Pană” şi “Dirijat-jos”. Structurile semnificative
obţinute la probele solidificate cu diferite viteze de răcire sunt prezentate în figura 4.74.
Fig. 4.73. Microstructura probelor solidificate cu diferite viteze de răcire:a) proba pană-sus; b) proba pană-jos (vârf) si c) banda turnată prin metoda MS-LP
Se observă că în vârful probei pană structura este formată din dendrite de dimensiuni foarte
diferite: dendritele grosolane (35-50 m) şi fine (3-5m). Această structură se explică prin
începerea procesului de cristalizare în lingura de turnare, cu viteză de răcire mică şi
finalizarea procesului de solidificare în forma de Cu, la viteză mai mare. Prin măsurători
directe şi prin analiza cantitativă a structurilor înregistrate, figura 4.75, cu programul IPP 6.0,
s-au obţinut valorile maxime, minime şi medii pentru parametrul dendritic (d), tabelul 4.19.
Tabelul 4.18. Date pentru determinarea interdependenţei lg(d) = lg(v) + n
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
48
Fig.4.75. Reprezentare pentru determinareainterdependentei : lg(d) =n• lg(v) + m
Construind diagrama lg(d) în funcţie de
lg(v), fig. 4.75, şi prin prelucrarea matematică a
datelor experimentale rezultată ecuaţia:
lg(d) =-0,28•lg(v) + 2,02, (4.15)
În paralel, în figura precedentă s-a reprezentat
această interdependenţă şi pentru aliajul
AlSi7Mg0,3: lg (d) = - 0,4•lg(v) + 2,37 [44].
4.4. Concluzii parţialeStudiul se bazează pe metode fizice de îmbunătăţire a structurii deoarece metodele
metalurgice utilizate în prezent prezintă dezavantajul că la reciclarea materialelor elementele
folosite la finisarea structurii unor categorii de aliaje, apar ca impurităţi pentru alte categorii
de aliaje indicate de fi obţinute prin prelucrarea deşeurilor. Pentru a obţine proprietăţi optime
dintr-un aliaj trebuie ca spaţiul dintre dendrite să fie redus şi să fie distribuit omogen în masa
materialului, iar răspunzătoare de aceasta este rata de solidificare care determină fineţea
microstructurii, mărimea şi distribuţia fazelor intermetalice şi profilurile de segregare al
aluminiului în faza α.
În prezenta lucrare se încearcă stabilirea unei dependenţe între metodele aplicate
pentru îmbunătăţirea structurii şi dimensiunile dendritelor vizualizate în structură. Astfel, vom
evidenţia valorile rezultate urmărind grosimea ramurilor dendritelor (d) şi a diametrului
dendritei (D) (figura 4.78).
Datorită vibrării se influenţează D şi L;
Câmp electromagnetic rotitor d şi L
Microstructura ne permite să vizualizăm
d şi L,
Macrostructura scoate în evidenţă D şi L.
Figura 4.76. Ilustrare dendrită aliaj AlMg şi evidenţiere parametrii de măsuraturmăriţi prin metodele fizice de îmbunătăţire a structurii
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
49
CAPITOLUL 5. Concluzii finale; contribuții proprii şi perspectiveviitoare de cercetare. Lucrări publicate
5.1. Concluzii finaleMetodele fizice de îmbunătăţire a structurii experimentate au demonstrat posibilitatea
îmbunătăţirii structurii aliajelor cu bază de aluminiu, dar au pus în evidenţă şi limitele acestor
tehnologii, ceea ce explică atât neaplicarea acestor metode în producţie, cât şi amplificarea
cercetărilor în această direcţie. Principalele neajunsuri ale metodelor fizice sunt legate de
reglarea dificilă a parametrilor de rezonanţă la care obţinem efecte mari de finisare a structurii
(în cazul vibrării), la solidificarea sub influenţa câmpului electromagnetic rotitor, intensitatea
acestuia variază pe secţiunea probei ducând la o structură neomogenă, iar prin creşterea
vitezei de răcire se constată o serie de probleme la produsele masive.
5.1.1. Concluzii rezultate la aplicare de vibraţii mecanice topiturilor în curs desolidificare
Am stabilit prin măsurătorilor că rezonanţa ansamblului vibrator + formă se asigură la
frecvenţa de 62 Hz, frecvenţă pe care am utilizat-o în cadrul experimentelor.
La solidificarea dirijată observăm fineţea microstructurii în partea inferioară, la contactul
probei cu răcitorul; cu cât ne depărtăm de zona de contact, structura devine mai grosieră.
La proba statică observăm cristalizare columnară, iar la cea vibrată formă echiaxială.
La forma vibrată viteza de răcire este mai mare decât la cea solidificată static.
Vibraţiile nu acţionează întotdeauna în mod pozitiv asupra compactităţii aliajului, ceea ce
presupune degazarea avansată a topiturii înainte de turnare.
5.1.1.1. Concluzii privind valorile coeficientul global de transfer de căldură Turnarea în forme de grafit determină creşterea coeficientului global de transfer de
căldură de aproximativ 4 ori faţă de turnarea în forme din cărămidă refractară.
Preîncălzirea formei determină micşorarea coeficientului HTC de aproximativ 2,4 ori.
Vibrarea formei de turnare determină creşterea HTC de aproximativ 2,5 ori, datorat
pătrunderii aliajului lichid în denivelările suprafeţei formei ceea ce determină un contact
mai bun între topitură şi materialul formei, dar conduce la creşterea rugozităţii suprafeţei.
Valorile obţinute pentru HTC (2,34-25,41)∙10-4 [cal/s.grad.cm2] pentru diferite condiţii de
turnare demonstrează că acest parametru nu poate fi considerat ca o constantă a
materialului formei de turnare.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
50
5.1.2. Concluzii în cazul acţiunii câmpului electromagnetic rotitorasupra topiturilor în curs de solidificare
Determinările asupra aliajului Wood evidenţiază că rotirea coloanei de metal lichid din
forma de turnare intervine doar la o anumită valoare a frecvenţei câmpului electic rotitor.
La aliajul AlSi7Mg0,3 se constată globulizarea dendritelor de soluţie solidă alfa şi
micşorarea dimensiunilor acestora, dar şi creşterea proporţiei eutecticului.
La proba turnată static, la transformarea eutectică apare fenomenul de subrăcire care nu
este prezent şi la proba turnată în câmp electric rotitor.
Acţiunea RMF asupra structurii se observă şi la solidificarea cu gradient termic minim.
5.1.3. Concluzii la îmbunătăţirea structurii printr-o viteză mare de răcire Prin turnarea prin diferite metode a aceluiaşi aliaj de aluminiu eutectic viteza de răcire
este răspunzătoare de deplasarea morfologiei structurii în domeniul hipoeutectic.
Prin tehnologiile de turnare ce asigură viteze mari de răcire se poate realiza modificarea
formei Si eutectic fără modificarea metalurgică a structurii.
Influenţa negativă a Fe se poate diminua prin compactarea formei separărilor cu conţinut
de Fe aplicând viteze mărite de răcire în timpul solidificării sau prin aliere cu Mn.
Turnarea sub presiune pe lângă finisarea fazelor, asigură omogenitate structurală maximă,
determină atât creşterea proporţiei dendritelor de s.s., cât şi finisarea acestora.
Prin metoda MS-LP granulaţia se micşorează de la 217 m la 3,5 m (98 %).
5.2. Contribuții propriiÎn vederea studierii solidificării aliajelor neferoase de turnătorie în câmp vibrator s-a
conceput un stand experimental care să permită solidificarea sub influenţa vibraţiilor
mecanice, montaj utilizat la experimentele realizate.
Am prezentat un dispozitiv de concepţie proprie pentru studierea solidificării aliajelor în
câmp electromagnetic rotitor, montaj pe care am realizat testele prezentate.
Am descris metodologia de calcul pentru determinarea coeficientului global de transfer
de caldură.
Am detaliat modul de lucru pentru programul Image-Pro Plus 6.0 de analiză cantitativă
a structurilor metalografice.
Am demonstrat că şi în prezent la nivelul turnătoriilor de aluminiu, cele mai bune
rezultate în îmbunătăţirea structurii se obţin prin alegerea adecvată a tehnologiei
(formei) de turnare - în vederea asigurării unor viteze de răcire cât mai mari.
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
51
Susţinem utilizarea la referinţele legate de schimbarea structurii siluminurilor :
AFÂNARE - finisare dendritelor de soluţie solidă la aliajele hipoeutectice şi
hipereutectice.
MODIFICARE-forma şi dimensiunea Si eutectic acicular numai la aliajele eutectice
Am determinat variaţia parametrului dendritic în funcţie de viteza de răcire pentru aliajul
de aluminiu marca AlCu4, din calculele efectuate pe probe analizate am realizat funcţia
polinomială şi am obţinut ecuaţia de calcul: .
În cazul aliajului ATSi5Cu1 am reprezentat schematic îmbunătăţirea structurii aliajului
prin utilizarea substanţelor modificatoare şi acţiunea tipurilor de transformare.
5.3. Perspective de cercetareÎn urma determinărilor efectuate şi în conformitate cu rezultatele obţinute se pot
întrevedea posibile direcţii de cercetare:
Turnarea de probe de dimensiuni mari asupra cărora să se manifeste influenţa metodelor
dinamice de solidificare a topiturii cu scopul de a obţine informaţii noi.
Stabilirea vitezei de răcire de la care se manifestă fenomenul de cristalizare al Si globular
Urmărirea dacă sub influenţa vibrării, adică a intensificării schimbului de căldură dintre
formă şi material se asigură şi modificarea formei siliciului eutectic.
Cercetări experimentale pentru aliaje hipereutectice de Al-Si cu minim 18% Si.
5.4. Lucrări publicate în domeniul tezei de doctoratStudiul bibliografic s-a concretizat în dobândirea unor cunoştinţe ce au făcut posibilă
realizarea proiectului de cercetare „Îmbunătăţirea structurii aliajelor de aluminiu prin metode
metalurgice şi fizice”. Derularea şi rezulatele experimentelor întreprinse pe parcursul
perioadei alocate finalizării scopului propus în prezenta teză în conformitate cu programul de
cercetare ştiinţifică au fost finalizate prin întocmirea celor trei rapoarte de cercetare ştiinţifică:
„Procedee metalurgice şi fizice de îmbunătăţire a structurii aliajelor de Al de turnători”,
„Tehnici de analiza aplicate la studierea structurii produselor turnate”,
„Procesarea şi calificarea aliajelor Al-Si de turnătorie cu structuri îmbunătăţite-rezultate
experimentale”.
De asemenea, rezultatele obținute în urma cercetărilor efectuate se regăsesc în articolele
științifice publicate sau în curs de publicare în reviste de specialitate, precum și prezentarea
lor în cadrul conferințelor internaționale după cum urmează:
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei
52
Lucrări publicat în reviste de specialitate:
Popescu (Drăgoiu) M, Recuperarea fără topire a dozelor de aluminiu (Recovery of
Aluminum Cans without Melting), Revista bilingvă româno-engleză Creativitate şi
Inventică, vol. 6. , ISSN 2067-3086, Art 13, 2014;
Popescu (Drăgoiu) M, Structura unui aliaj de aluminiu-siliciu eutectic din deşeuri turnate
în condiţii diferite (Structure of an Eutectic Aluminum -Silicon Alloy from Waste Cast in
Various Conditions), Revista bilingvă româno-engleză Creativitate şi Inventică, vol. 6. ,
ISSN 2067-3086, Art 14, 2014;
Popescu (Drăgoiu) M, Fejér E., Varga B., The Analysis of Eutectical Al-Si Alloys
Properties Used for Piston Cast in the Internal Combustion, The Scientific Bulletin of
VALAHIA University – MATERIALS and MECHANICS – Nr. 9 (year 12); ISSN 1844-
1076, revista indexata BDI (ICI)2014, 43-48;
Popescu (Drăgoiu) M, Varga B, Structures of Aluminum Base Alloys Solidified by
Vibrations, Advanced Materials Research Vol. 1128- 88-97 (2015), ISSN: 1662-8985;
revista indexata BDI
Popescu (Drăgoiu) M, VARGA B, Structure of Eutectic Silumins Processed from Waste,
The Scientific Bulletin of VALAHIA University – MATERIALS and MECHANICS – Nr.
2013- 2016Universitatea Transilvania Brașov, RomâniaFacultatea de Știința și Ingineria Materialelor
Doctorand/ Titlul tezei: Îmbunătăţirea structurii aliajelor dealuminiu prin metode metalurgice şi fizice
1996 - 2000Academia de Studii Economice-Bucureşti, UniversitateaGeorge Bariţiu, Braşov,Facultatea de Ştiinţe Economice,
Economist licenţiat
Educaţie şi formare
PerioadăNumele instituției
de învățământ
Poziția ocupată
PerioadăNumele instituției
de învățământ
Poziția ocupată
Alte calificări
Certificat absolvire Spectrometry/Metal Seminar 2011- Bucureşti Curs de psihopedagogie educationala 2011- Bucureşti Curs de inspector resurse umane -1998 – Braşov Curs de legislaţie protecţia muncii 1995 – Bucureşti Curs de analist programator 1994 - Braşov Curs contabilitate -1993 Braşov
Activitate științificăLucrări publicate 1 lucrare BDI,
5 lucrări B+,4 participări la conferințe internaționale
Îmbunătăţirea structurii aliajelor de aluminiu prin metode metalurgice şi fizice Rezumatul tezei