CAPITOLUL I ANALIZA FUNCTIONALA SI TEHNOLOGICA A REPERULUI: MATRITA DE INJECTARE 1.1 Analiza functionala Matrita de injectat este un dispozitiv complex alcatuit dintr-o serie de elemente care interactioneaza activ sau pasiv. Orice matrita este conceputa avand la baza doua aspecte principale: elementele functionale ale matritei si elementele de design a cavitatii. Pe partea de functionalitate, matrita de injectie trebuie sa indeplineasca elementele minim necesare functionarii sale ca dispozitiv cat si functionarii corespunzatoare pe utilajul pentru care a fost conceputa. Produsul final se obtine prin injectarea sub presiune de plastic topit in cavitatea matritei. 1.1.1. Clasificare Matriţele se pot clasifica în următoarele categorii: cu injectare directă, cu culee normală (pentru matriţele de injectat cu un cuib); cu injectare folosind culee normală, cu canale de distribuţie (pentru matriţele de injectat cu mai multe cuiburi); cu injectare punctiformă directă; cu injectare punctiformă şi cu canale de distribuţie încălzite (pentru matriţe de injectat cu mai multe cuiburi) ; cu sisteme de injectare speciale ca, de exemplu: cu injectare inelară, cu canal tunel, cu injectare peliculară, cu injectare în mai multe puncte, cu canale izolate etc. Clasificarea matriţelor de injectat în raport cu sistemul de aruncare ţine seama în general de configuraţia piesei, distingându- se în principal trei forme de bază: piese de formă geometrică simplă, fără părţi umbrite (conicităţi inverse), ca, de exemplu: pahare, găleţi, castroane, tăvi, cutii simple etc; piese cu părţi umbrite exterioare ca, de exemplu: şuruburi, dopuri filetate, capace cu filet exterior, butoane cu forme speciale etc;
Transcript
CAPITOLUL IANALIZA FUNCTIONALA SI TEHNOLOGICA A REPERULUI: MATRITA DE
INJECTARE
1.1 Analiza functionalaMatrita de injectat este un dispozitiv complex alcatuit dintr-o serie de elemente care
interactioneaza activ sau pasiv.Orice matrita este conceputa avand la baza doua aspecte principale: elementele functionale ale
matritei si elementele de design a cavitatii.Pe partea de functionalitate, matrita de injectie trebuie sa indeplineasca elementele minim
necesare functionarii sale ca dispozitiv cat si functionarii corespunzatoare pe utilajul pentru care a fost conceputa.
Produsul final se obtine prin injectarea sub presiune de plastic topit in cavitatea matritei.
1.1.1. ClasificareMatriţele se pot clasifica în următoarele categorii:
cu injectare directă, cu culee normală (pentru matriţele de injectat cu un cuib); cu injectare folosind culee normală, cu canale de distribuţie (pentru matriţele de injectat cu mai
multe cuiburi); cu injectare punctiformă directă; cu injectare punctiformă şi cu canale de distribuţie încălzite (pentru matriţe de injectat cu mai
multe cuiburi) ; cu sisteme de injectare speciale ca, de exemplu: cu injectare inelară, cu canal tunel, cu injectare
peliculară, cu injectare în mai multe puncte, cu canale izolate etc.
Clasificarea matriţelor de injectat în raport cu sistemul de aruncare ţine seama în general de configuraţia piesei, distingându-se în principal trei forme de bază: piese de formă geometrică simplă, fără părţi umbrite (conicităţi inverse), ca, de exemplu: pahare, găleţi, castroane, tăvi, cutii simple etc;
piese cu părţi umbrite exterioare ca, de exemplu: şuruburi, dopuri filetate, capace cu filet exterior, butoane cu forme speciale etc;
piese cu părţi umbrite interioare ca, de exemplu: capace cu filet interior, corpuri şi carcase pentru jucării, piese pentru articole tehnice şi de uz gospodăresc.
Din punctul de vedere al sistemului de aruncare adoptat, matriţele pentru injectarea materialelor termoplastice se clasifică în matriţe de injectat cu aruncare mecanică, cu aruncare pneumatică, cu aruncare hidraulică sau cu sisteme combinate. La rândul lor, matriţele de injectat cu aruncare mecanică pot fi: cu ştifturi de aruncare, cu aruncătoare tubulare, cu placă dezbrăcătoare, cu aruncare în trepte sau cu aruncătoare speciale.
Matriţele de injectat se mai pot clasifica în funcţie de soluţia constructivă adoptată pentru sistemul de deschidere, distingându-se următoarele categorii:
cu deschidere normală; cu bacuri; cu deşurubare; cu mai multe planuri de separaţie.
Matriţele de injectat materiale termoplastice pot lucra pe maşini orizontale (cazul cel mai frecvent), verticale sau pe maşini cu unitate de injectare rabatabilă la 90°. În principal, se deosebesc două tipuri de matriţe de injectat: - matriţe de injectat cu orificiu de umplere a cavităţii, perpendicular pe planul de separaţie- matriţe de injectat, cu orificiul de umplere a cavităţii în planul de separaţie
1.2. Analiza constructivaPrincipalele parti componente ale unei matrite de injectie sunt :
1. Placa de baza mobila2. Placa distantier mobila3. Placa intermediara mobila4. Placa forma mobila5. Placa forma fixa6. Placa intermediara fixa7. Placa distantier fixa8. Placa de baza fixa
Placile principale ale matritei mai pot avea in componenta :1. Elemente de fixare (suruburi, bucse, cleme)2. Elemente de ridicare (inele, bride)3. Elemente de extractie a produsului (extractori, placa extractoare)4. Elemente de formare a produsului (cuib, miez, bac)5. Sisteme camera calda6. Circuite (electric, apa, material plastic, ulei)7. Prize, conectori (nipluri de racire, prize electrice)8. Elemente auxiliare (cilindri pneumatici, cilindri hidraulici, senzori, roboti).
1.3. Materiale utilizate pentru confectionarea matritelor de injectie mase plastice Alegerea materialelor pentru confectionarea matritelor este un criteriu esential in asigurarea
calitatii pieslor produse prin injectie. Este binecunoscut faptul ca matritele sunt scule supuse intens uzurii atat prin efectul conjugat al presiunii la injectie/impachetare si a ciclurilor termice repetate, cat si al coroziunii.
Cateva din cele mai importante criterii de selectie a materialelor pentru confectionarea matritelor de injectie sunt:
- asiguarea unui grad ridicat de repetabilitate a geometriei pieselor injectate precum si incadrarea in campul de tolerante specificat;
- dimensiunea pieselor de injectat; - posibilitatile tehnice de masinare a materialului respective efectuarea de tratamente
termice/termochimice pre respectiv postmasinare; - costurile de material si manopera.
In cele ce urmeaza se vor prezenta cateva din cele mai uzuale materiale precum si cele mai importante proprietati fizico-mecanice ala acestora:
- Marcile P20 / W1.2311 / W1.2312 / W1.2738 fac parte din familia de oteluri utilizate frecvent pentru constructia de matrite de injectie si au duritati tipice in intervalul 29-33 HRC distribuite in mod uniform in sectiune. Prezinta o sudabilitate foarte buna ceea ce permite reconditionarea usoara sau dupa caz repararea unui defect prin incarcare prin sudarea respectiv masinare. Se preteaza foarte bine la lustruire ceea ce permite obtinerea unei calitati foarte bune a
pieselor cu suprafete de clasa A. Acestor oteluri li se poate aplica suplimentar pentru imbunatatirea duritatii suprafetei un tratament termochimic de nitrocarburare.
Din aceste materiale se pot confectiona matrite de injectie cu dimensiuni variabile pana la dimensiuni mari si foarte mari.
- Marcile de otel W1.2711 / W1.2714 au duritati de pana la 400 HB. Acestea se preteaza foarte bine pentru confectionarea de matrite de dimensiuni mari care implica presiuni ridicate de injectie si de impachetare a structurii polimerice. Sunt recomandate pentru serii marii de piese injectate respectiv pentru geometrii complexe cu pereti subtiri in cavitate. Geometria cavitatii ramane in campul de tolerante specificat pentru serii mari chiar si in cazul injectarii de materiale compozite (polimeri armati cu fibre) gradul de abraziune este mult ridicat fata de injectia cu topituri formate doar din materiale polimerice.
In mod normal nu sunt necesare tratamente termice pre sau post prelucrare prin aschiere a cavitatii in materialul de baza. Data fiind compozitia si proprietatile fizico mecanice a acestor marci de otel ele se pot utiliza si in aplicatii de matritare piese metalice. In cazul in care in timpul exploatarii se ating temperaturi de pana la 550°C proprietatile mecanice pot fi alterate. In acest caz se recomanda efectuarea unui tratament termic de calire urmata de o revenire dupa cum urmeaza:- austenitizare peste punctul critic AC3 la aproximativ 900°C cu mentinere de 1 ora/ 25 mm de sectiune; - racire in apa, ulei sau aer in functie de grosimea si geometria matritei; - efectuarea unei reveniri inalte in functie de duritatea dorita.
Ca materiale neferoase pentru confectionarea de matrite se utilizeaza duraluminiul: - laminat in placi de grosimi standardizate ( 40-220mm) de calitate, calit, revenit, imbatranit : EN AW 2017 T451; EN AW 6061 T651, EN AW 6082 T651, EN AW 7019 T66, EN AW 7022 T651, EN AW 7075 T651, ; - aluminiu forjat pentru matrite: - 1050A, 6061 / HE20, 6063 / HE9, 6063A, 6082 / E30, 7020 / HE17, ALUMEC 79 si 89. - aluminiu turnat: - LM6, LM25, LM5.
1.4. Construcţia matriţelor pentru deformare plastică la cald Constructia matritelor pentru producerea de mase plastice se realizeaza in ateliere specializate
care au in dotare o serie de echipamente de prelucrari mecanice si electrochimice specifice. Dat fiind faptul ca materialele pentru confectionarea matritelor sunt aliaje de aluminiu sau oteluri de scule tratate termic ce prezinta o duritate ridicata sunt necesare o serie de operatii complexe pentru realizarea unor matrite de calitate. Unele ateliere executa si livreaza intreg ansamblul matritei, fara insa a prelucra cavitatile.
Principalele metode de prelucare a metalelor in constructia matritelor sunt urmatoarele: - Debitarea; - Deformarea plastica / Stantarea; - Electroplacarea; - Eroziunea chimica sau fotogravura; - Electroeroziune; - Prelucrari mecanice; - Lustruirea.
Matriţele utilizate pentru deformări plastice la cald sunt scule intens solicitate mecanic şi termic, având parametrii severi de exploatare ca: - sarcini dinamice repetate, care pot produce în materialul matriţei tensiunii cu valori egale până la 200 daN/mm2. - variaţii alternative de temperatură la suprafaţa activă a matriţei care poate atinge valori egale cu 0,5 … 0,6 din temperatura de matriţare. - o intensă frecare abrazivă la cald între suprafeţele matriţei şi semifabricat, care creşte în decursul exploatării datorită măririi rugozităţii superficiale a matriţei.
Având în vedere importanţa durabilităţii matriţelor care influenţează calitatea şi costul pieselor produse se recomandă ca materialul din care se execută matriţele să asigure anumite proprietăţi, printre care cele mai importante sunt : - tenacitate ridicată la cald, deformabilitate cât mai scăzută şi rezistenţă ridicată la uzură şi oxidare pentru păstrarea stabilităţii dimensionale a cavităţilor matriţei; - rezistenţă crescută la oboseală şi la şocuri termice, pentru evitarea fisurărilor superficiale sau chiar a ruperilor de material în timpul exploatării;- valorile punctelor critice ale transformărilor de fază cât mai mari pentru microstructura suprafeţei matriţei, în contact cu piesa caldă sau să nu fie influenţată termic; - prelucrabilitate prin aşchiere şi călibilitate bună iar materialul să fie cât mai ieftin, pentru ca preţul de cost al unei matriţe să fie minim;
În realitate încă nu s-au elaborat materiale care să întrunească toate aceste calităţi. Firmele producătoare au obţinut materiale noi, la care predomină anumite proprietăţi având performanţe maxime în detrimentul celorlalte proprietăţi.
1.5. Prelucrarea prin injectie. Procedeul foarte raspândit îndeosebi in ultimii 15-20 ani, prelucrarea polimerilor prin injectie ofera piese si repere industriei constructiilor de masini, electrotehnice si electronice etc., fiind dificil de conceput o ramura industriala sau domeniul de activitate economica sau umana fara a se folosi produsele tehnicii de injectie a polimerilor. In cele ce urmeaza vor fi prezentate notiuni de definire a procesului de injectie, vor fi reliefate conditiile de formare, influenta acestora asupra calitatii produselor finite si unele particularitati ale injectarii rasinilor termorigide.
1.5.1. Definirea procesului de injectie. Prelucrarea prin injectie reprezinta procesul tehnologic prin care materialul pe baza de compusi
macromoleculari, adus in stare de curgere, este introdus, sub presiune, intr-o matrita de formare. Dupa umplerea matritei, materialul este mentinut sub presiune si intarit prin racire in cazul termoplastelor si prin incalzire in cazul polimerilor termoreactivi.
Avantajele formarii prin injectie consta in posibilitatea obtinerii unor obiecte cu forme complicate si marimi diferite, dintr-o gama foarte larga de polimeri. Operatiile sunt automate, iar masinile au randament ridicat.
Formarea prin injectie este un proces ciclic, fiecare ciclu cuprinde operatiile: - dozarea materialului; - incalzirea si topirea acestuia in cilindrul masinii; - inchiderea matritei; - introducerea topiturii, sub presiune, in interiorul matritei; - solidificarea si racirea topiturii; - deschiderea matritei; - scoaterea produsului injectat.
1.6. Elementele de bază privind caracterizarea tehnologiei de injecţie în matriţă a materialelor polimerice
Formarea prin injecţie în matriţă a produselor din materiale plastice inginereşti, reprezintă procedeul de prelucrare prin care un material macromolecular, adus in stare vâscoelastică sub acţiunea căldurii, este injectat sub presiune ridicată în cavitatea unei matriţe (cuibul matriţei), unde are loc răcirea şi solidificarea lui. Odată cu încetarea forţei de presare, materialul răcit păstrează forma cavităţii interioare a matriţei în care a fost injectat şi din care, după un anumit timp, produsul final este îndepărtat.
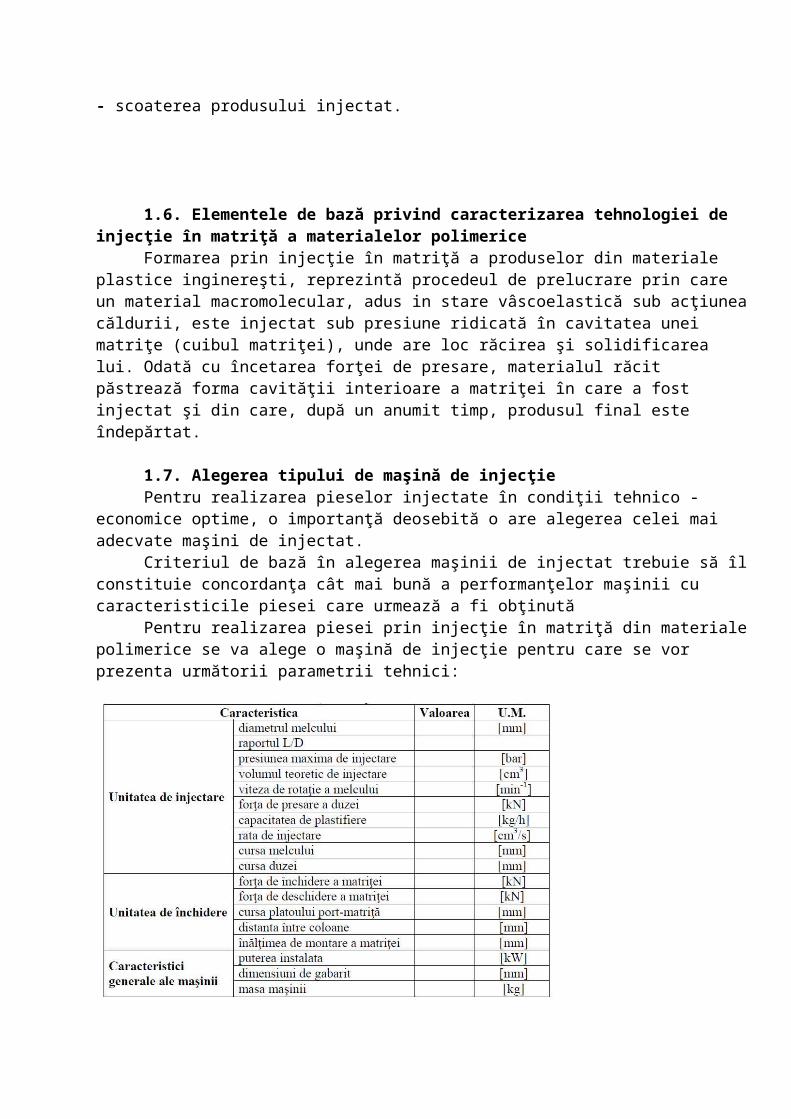
1.7. Alegerea tipului de maşină de injecţiePentru realizarea pieselor injectate în condiţii tehnico - economice optime, o importanţă
deosebită o are alegerea celei mai adecvate maşini de injectat. Criteriul de bază în alegerea maşinii de injectat trebuie să îl constituie concordanţa cât mai
bună a performanţelor maşinii cu caracteristicile piesei care urmează a fi obţinută Pentru realizarea piesei prin injecţie în matriţă din materiale polimerice se va alege o maşină de
injecţie pentru care se vor prezenta următorii parametrii tehnici:
1.8. Alegerea tipului de matriţă de injecţie În funcţie de tipodimensiunea piesei şi volumul de producţie se alege sistemul de amplasare a
cuiburilor în matriţă, planul de separaţie al matriţei, numărul de plăci cu poansoane, numărul de planuri de separaţie, tipul deschiderii, modul de prindere pe maşina de injectat.
1.9. Alegerea materialelor corespunzătoare pentru piesele componente ale matriţei de injecţie
Se aleg materialele corespunzătoare, funcţie de rolul funcţional al pieselor componente: plăci de prindere; elemente de conducere şi ghidare; plăci port poanson; poansoane, etc.
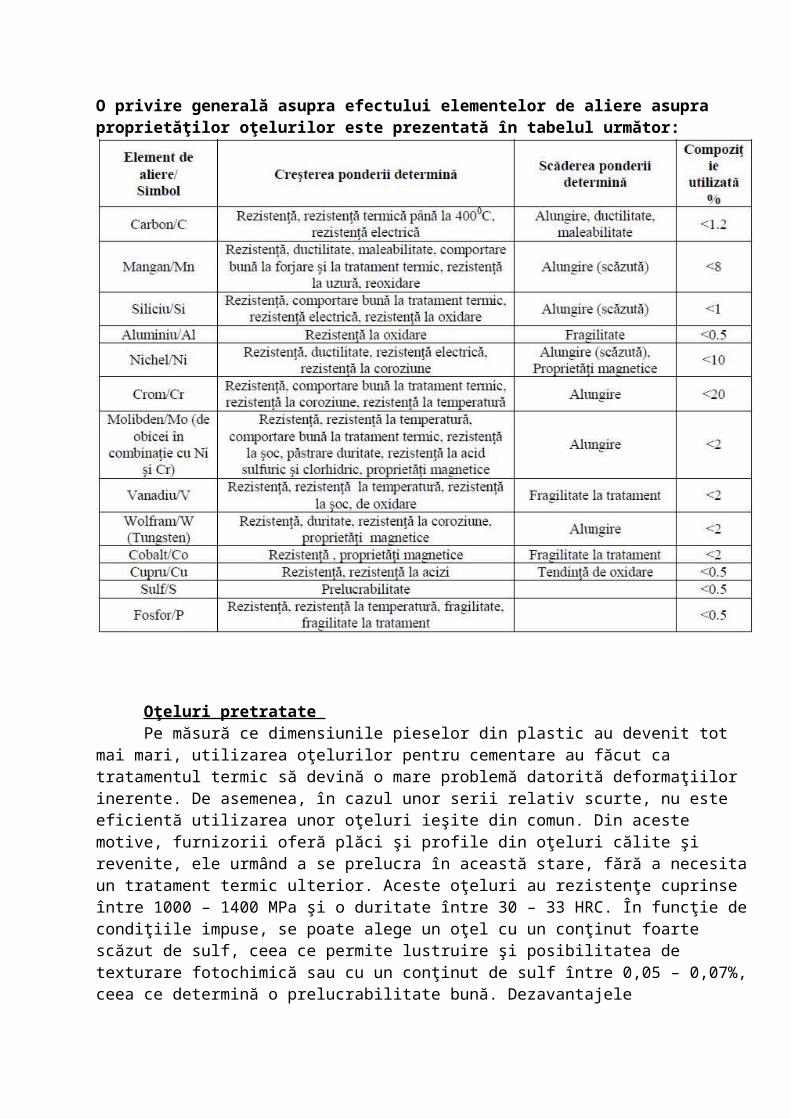
Oţeluri pentru matriţe - caracterizare generală Creşterea cererii de matriţe pentru prelucrarea materialelor plastice a determinat necesitatea obţinerii unor oţeluri de calitate, ce trebuie să satisfacă următoarele condiţii: prelucrarea mecanică economică, stabilitate dimensională, posibilitate de lustruire, rezistenţă la compresiune, rezistenţă la uzură, rezistenţă la coroziune, conductivitate termică, posibilitatea de sudură. Toate aceste condiţii impun utilizarea unei compoziţii chimice adecvate, în care elementele de aliere trebuie alese şi dozate pentru obţinerea efectului aşteptat. O privire generală asupra efectului elementelor de aliere asupra proprietăţilor oţelurilor este prezentată în tabelul următor:
Oţeluri pretratate Pe măsură ce dimensiunile pieselor din plastic au devenit tot mai mari, utilizarea oţelurilor
pentru cementare au făcut ca tratamentul termic să devină o mare problemă datorită deformaţiilor inerente. De asemenea, în cazul unor serii relativ scurte, nu este eficientă utilizarea unor oţeluri ieşite din comun. Din aceste motive, furnizorii oferă plăci şi profile din oţeluri călite şi revenite, ele urmând a se prelucra în această stare, fără a necesita un tratament termic ulterior. Aceste oţeluri au rezistenţe cuprinse între 1000 – 1400 MPa şi o duritate între 30 – 33 HRC. În funcţie de condiţiile impuse, se poate alege un oţel cu un conţinut foarte scăzut de sulf, ceea ce permite lustruire şi posibilitatea de texturare fotochimică sau cu un conţinut de sulf între 0,05 – 0,07%, ceea ce determină o prelucrabilitate bună. Dezavantajele conţinutului mare de sulf, pe lângă cele menţionate mai sus sunt: cromare/nichelare dificile şi posibilitate la sudură. Pentru obţinerea unei durităţi şi a unei rezistenţe la
uzură suficiente, oţelurile pretratate se cromează sau se nitrurează (la temperaturi cuprinse între 450-6000C). Reprezentative sunt codurile 1.2311, 1.2738 şi 1.2312 (vezi tabel), primele tipuri de oţel fiind recomandate pentru cavităţi (lustruire bună, dar datorită lipsei sulfului din componenţă, prelucrabilitatea este mai dificilă) iar ultimul pentru poansoane, unde nu se impune lustruire deosebită sau texturare.
Oţeluri pentru cementareSunt cele mai des utilizate oţeluri (80%), ţinând cont de preţul scăzut şi de proprietăţile bune
ale acestora. Oţelurile pentru cementare au un conţinut scăzut de carbon (0,3%) care prin carburare ajunge la suprafaţă la 0,8-0,9% C, pe o adâncime de 0,6-1 mm (la o carburare de câteva zile se poate ajunge până la o adâncime de 2 mm). Duritatea stratului este între 58-62 HRC. Oţelurile de cementare pot fi lustruite cu rezultate foarte bune, au o rezistenţă mare la uzură şi în acelaşi timp păstrează tenacitatea miezului, cu rezistenţa bună la şoc şi la oboseală. Este de menţionat că, datorită temperaturii şi ciclului lung de tratament, anumite modificări dimensionale nu pot fi evitate; din acest motiv trebuie prevăzută o rezervă la dimensiuni şi la timp pentru finisare.
Oţeluri pentru nitrurare În general toate oţelurile ce conţin crom, molibden, vanadiu şi în special aluminiu pot fi
nitrurate – proces ce are loc în baie de săruri, în gaz, pulbere sau plasmă (nitrurare ionică), la o temperatură între 450 şi 5900C. Astfel oţelul capătă o duritate şi o rezistenţă la uzură excepţionale (850 – 1050 HV). Duritatea mare nu este la suprafaţă ci la câteva sutimi de milimetru în adâncime, motiv pentru care după nitrurare piesele respective trebuie rectificate sau lustruite (cu excepţia nitrurării ionice, când rectificarea nu mai este necesară). Un alt avantaj al nitrurării este eliminarea deformaţiilor şi a tensiunilor interne datorate tratamentului termic. Oţelurile pentru nitrurare sunt livrate în stare recoaptă, permiţând o prelucrare facilă. Oţelurile 34CrAIMo 5 şi 34CrAINi 7 (1.8550) sunt utilizate în special pentru cilindrii şi melcii de plastifiere ai maşinilor de injecţie.
Oţeluri pentru călire Aceste oţeluri îşi datorează calităţile martensitei, compus ce apare la răcirea rapida în apă, aer
sau ulei. Viteza de răcire este determinată de mediu (apa având efectul cel mai drastic), de raportul suprafaţă/volum al piesei de tratat şi de elemente de aliere (nichelul, manganul, cromul şi siliciul permit călirea unur secţiuni mai mari). Călirea constă în încălzirea pieselor la o temperatură stabilită, menţinerea şi răcirea într-un mediu adecvat. După călire este obligatorie revenirea, care pe lângă rezistenţa deosebită în miez şi duritatea specifică elimină tensiunile interne. În acest moment, producătorii oferă oţeluri de călire cu proprietăţi deosebite: stabilitate dimensională la călire, rezistenţă deosebită, posibilitate de lustruire şi comportare bună la electroeroziune şi texturare foto-chimică. Oţelul 1.2767 are o tenacitate deosebită, fiind recomandat pentru cavităţile mari şi adânci, la injectarea materialelor plastice puţin abrazive. După călire şi revenire se poate atinge o duritate de 52 – 54 HRC.
Oţeluri rezistente la coroziune La prelucrarea anumitor materiale plastice se degajă vapori de acid clorhidric, acetic sau
formaldehidă. Pentru evitarea oxidării zonelor active ale matriţei se utilizează oţelurile rezistente la coroziune, cu conţinut de cel puţin 12% Cr (la prelucrarea PVC-ului se recomandă un conţinut de până la 16-17% Crom+Molibden). Rezistenţa la coroziune este determinată şi de calitatea prelucrării suprafeţelor. Un oţel cu un conţinut de 13% Cr poate oxida dacă suprafeţele sunt rugoase. Pe de altă parte, un conţinut mare de crom poate determina formarea unor zone feritice, cu rezistenţă scăzută.
Oţeluri martensitice
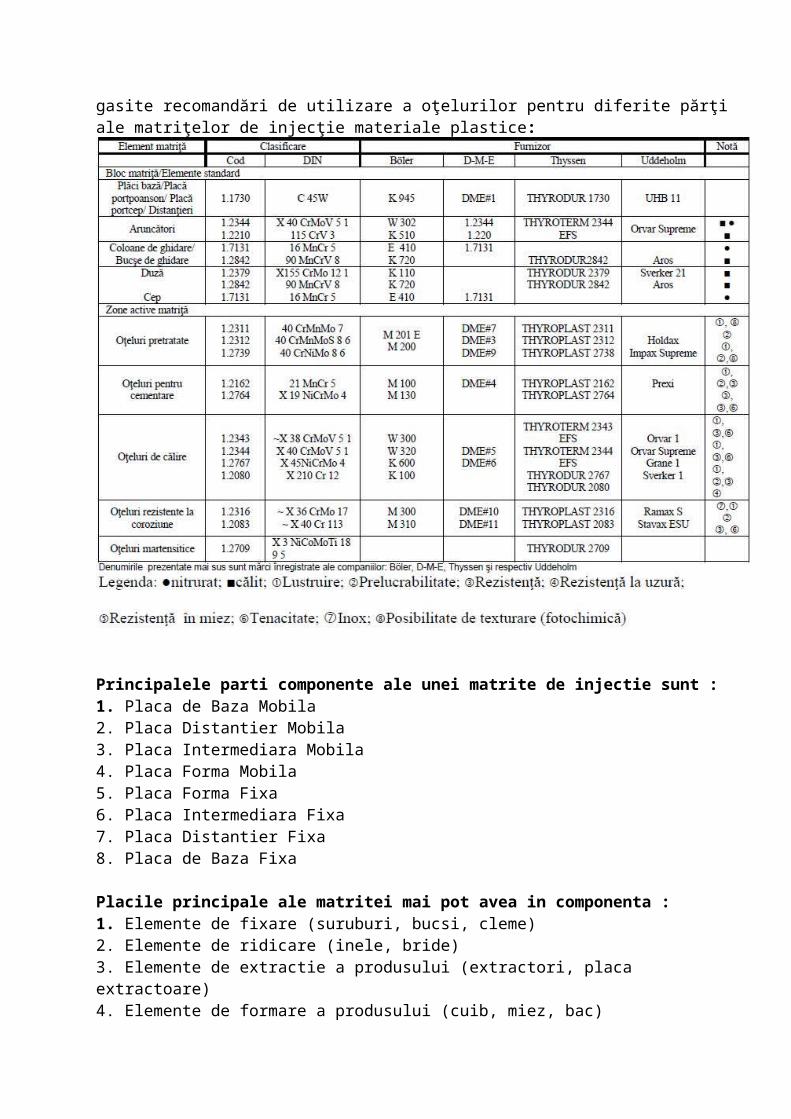
Sunt oţeluri speciale, dezvoltate iniţial pentru industria aero-spaţială, potrivite pentru matriţe cu cavităţi complicate. Sunt livrate în stare recoaptă, cu o rezistenţă de 1000 – 1100 MPa dar pot fi prelucrate relativ uşor. Avantajul constă într-un tratament termic simplu (încălzire la 489 – 4900C), astfel obţinând o rezistenţă de 1800 – 2200 MPa. Când prelucrarea mecanică este anterioară tratamentului, trebuie ţinut cont de o contracţie de aproximativ 0,05 – 0,1% la tratament. La prelucrarea unor materiale plastice armate trebuie aplicat un tratament de nitruare, duritatea superficială ajungând până la 1000HV. În tabelul următor pot fi gasite recomandări de utilizare a oţelurilor pentru diferite părţi ale matriţelor de injecţie materiale plastice:
Principalele parti componente ale unei matrite de injectie sunt :1. Placa de Baza Mobila2. Placa Distantier Mobila3. Placa Intermediara Mobila4. Placa Forma Mobila5. Placa Forma Fixa6. Placa Intermediara Fixa7. Placa Distantier Fixa8. Placa de Baza Fixa
Placile principale ale matritei mai pot avea in componenta :1. Elemente de fixare (suruburi, bucsi, cleme)2. Elemente de ridicare (inele, bride)
3. Elemente de extractie a produsului (extractori, placa extractoare)4. Elemente de formare a produsului (cuib, miez, bac)5. Sisteme camera calda6. Circuite (electric, apa, material plastic, ulei)7. Prize, Conectori (nipluri de racire, prize electrice)8. Elemente auxiliare (cilindri pneumatici, cilindri hidraulici, senzori, roboti).
MATRICEA DE PROPRIETĂŢI.
l=n(n−1)
2unde:l – este numarul total de decizii care trebuie luate;n – numarul de proprietăţi de care vrem sa ţinem cont in selecţia materialelor;l = 27Σ = 1.
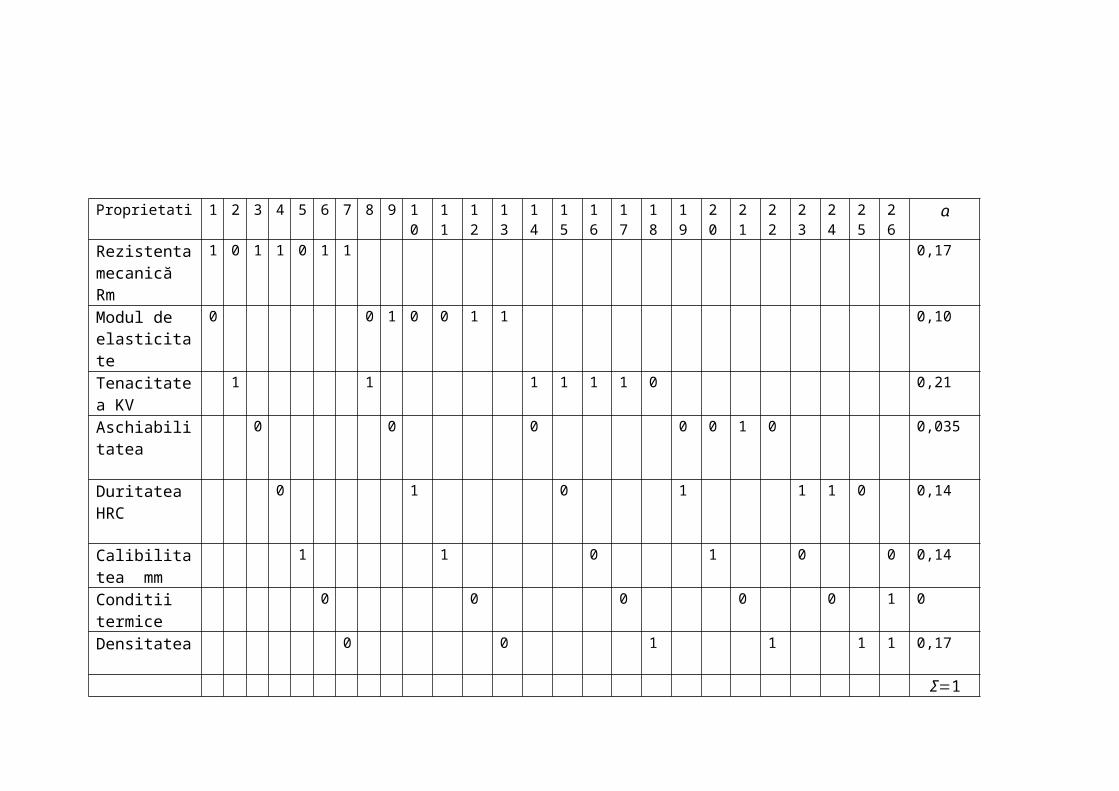
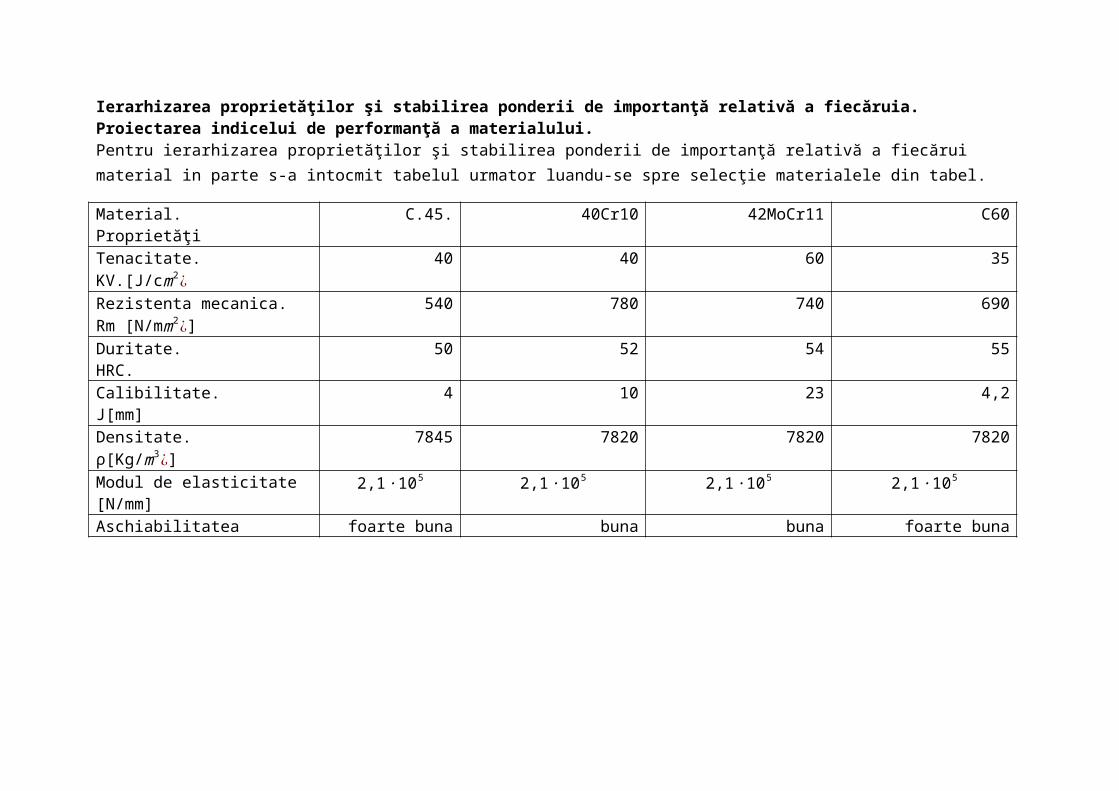
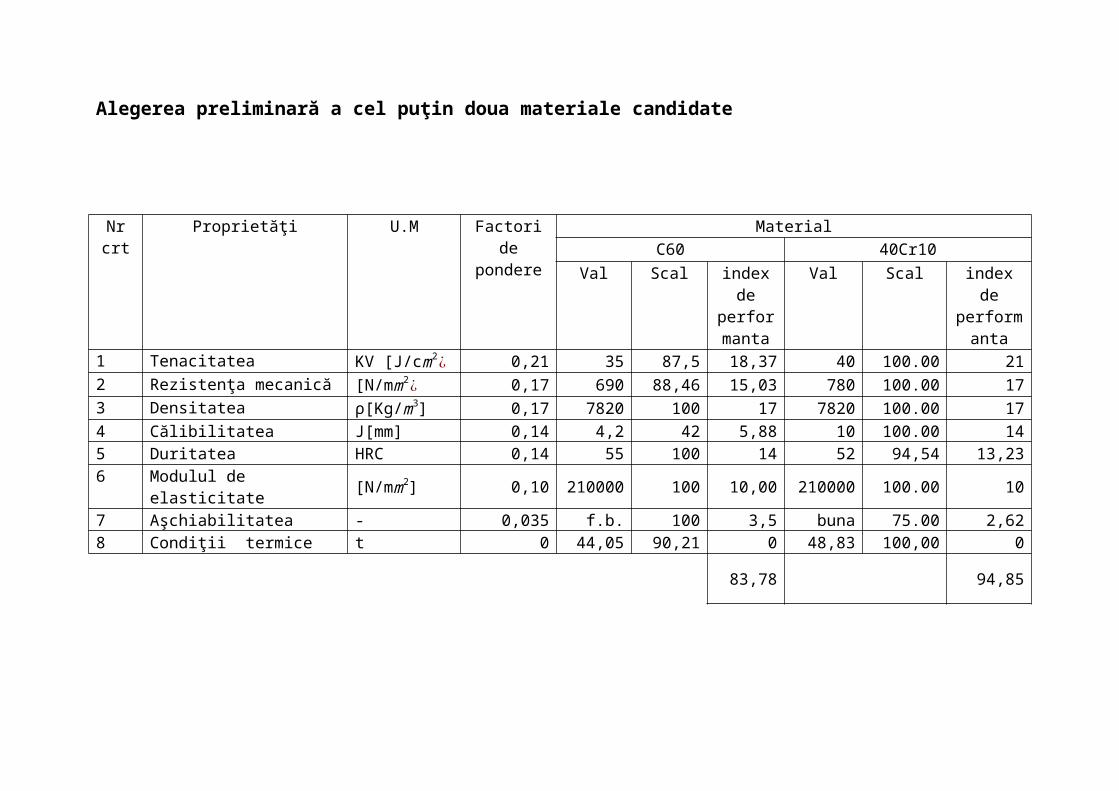
Ierarhizarea proprietăţilor şi stabilirea ponderii de importanţă relativă a fiecăruia. Proiectarea indicelui de performanţă a materialului.Pentru ierarhizarea proprietăţilor şi stabilirea ponderii de importanţă relativă a fiecărui material in parte s-a intocmit tabelul urmator luandu-se spre selecţie materialele din tabel.
Material.Proprietăţi
C.45. 40Cr10 42MoCr11 C60
Tenacitate.KV.[J/cm2¿
40 40 60 35
Rezistenta mecanica.Rm [N/mm2¿]
540 780 740 690
Duritate.HRC.
50 52 54 55
Calibilitate.J[mm]
4 10 23 4,2
Densitate.ρ[Kg/m3 ¿]
7845 7820 7820 7820
Modul de elasticitate [N/mm] 2,1 ∙105 2,1 ∙105 2,1 ∙105 2,1 ∙105
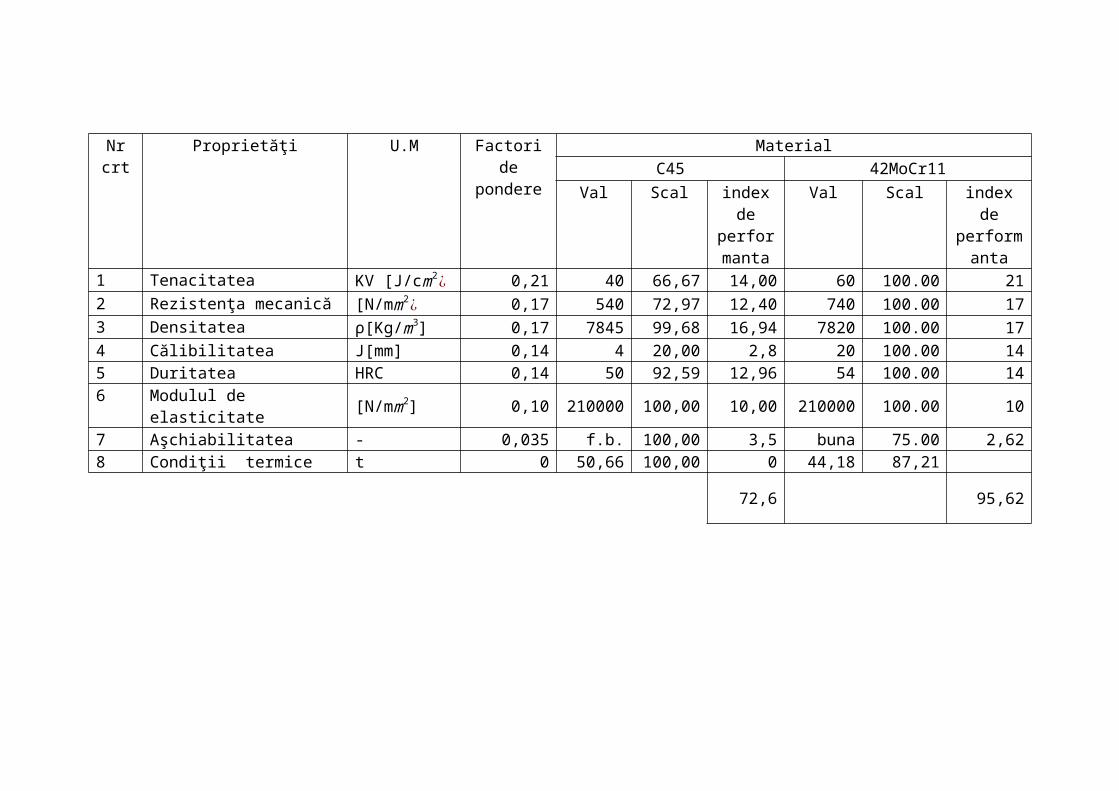
Această metodă poate fi utilizată la optimizarea selecţiei materialului atunci cand trebuie luate in considerare mai multe proprietăţi.Fiecărei cerinţe de material,sau proprietăţi ii este conferită o anumită pondere,dependentă de importanţa ei.Valoarea proprietăţilor ponderate se obţine prin multiplicarea valorii numerice a proprietăţii cu factorul de pondere,α. Pentru fiecare material se vor insuma valorile individuale ale proprietăţilor ponderate şi se va obţine aşa numitul index de performanţă,γ. Materialul cu indexul de performanţă cel mai ridicat va fi considerat ca optim pentru aplicaţia respectivă.In forma ei simplă,metoda proprietăţilor ponderate are dezavantajul că trebuie combinate unităţi de măsură diferite care vor putea duce la rezultate neraţionale. Acest lucru este valabil indeosebi la combinarea valorilor numerice foarte diferite ale proprietăţilor mecanice,fizice şi chimice.Proprietatea cu valoarea numerică cea mai ridicată va avea o influenţă mai mare decat cea conferită prin factorul ei de pondere.Acest dezavantaj este inlăturat prin introducerea factorilor de scalare. Fiecare prroprietate este astfel scalată incat valoarea sa numerică maximă să nu depăşească 100.Ori de cate ori se evaluează o listă de materiale candidate,se va lua in considerare cate o singură proprietate de-o dată.Cea mai bună valoare din listă se apreciază ca fiind 100,iar celelalte vor fi scalate proporţional.Introducerea factorului de scalare facilitează conversia valorilor normale ale fiecărei proprietăţi a materialului in valori scalate adimensionale.Pentru o proprietate dată,valoarea scalată B,la un material candidat va fi:
B=proprietatea scalata= valoareanumerica x 100valoar ea maxima∈lista
Pentru proprietăţi cum ar fi costul,coroziunea sau pierderea prin uzare,cerşterea in greutate prin oxidare,etc.ar fi de dorit valori cat mai scazute.In asemenea cazuri valoarea cea mai scăzută este apreciată ca fiind 100 şi B este calculată astfel:
B=proprietatea scalata= valoareaminima∈lista x100valoareanumerica a proprietatii
Aplicarea procedurii de mai sus este foarte simplă pentru proprietăţile materialului care pot fi reprezentate prin valori numerice.Totuşi in cazul proprietăţilor ca rezistenţa la coroziune şi la uzare,prelucrabilitatea prin aşchiere,sudabiliatea etc.valorile numerice sunt date foarte rar şi aprecierea materialelor se face prin calificativele foarte bine,satisfăcător,slab,etc.
In astfel de cazuri,calificativul se poate converti in valori numerice utilizand o scară arbitrară.De exemplu calificativele rezistenţei la coroziune: excelent,foarte bine,bine,satisfăcător şi slab pot primi valorile numerice 5,4,3,2 şi respectiv 1. Indexul de performanţă a materialului va fi:
γ=∑i=1
n
Bi x αi
In care i este insumat din toate cele n proprietăţi relevante.In cazurile in care numeroase proprietăţi ale materialului sunt specificate şi importanţa relativă a fiecăreia dintre ele nu este clară,determinarea factorilor de pondere α poate fi in mare măsură intuitivă,fapt care reduce gradul de incredere in activitatea de selecţie. Aceasta problemă poate fi rezolvată printr-o abordare sistemică a determinării lui α folosind logica deciziei.Conform acesteia numarul total de decizii este:
l=n(n−1)
2
Prin impărţirea numarului de decizii pozitive in cadrul fiecărei proprietăţi la numărul total de decizii se obţin factorii de pondere. Costul(material,prelucrări)poate fi considerat ca fiind una din proprietăţi şi I se poate da un factor de pondere adecvat.Cu toate acestea,dacă există un număr mare de proprietăţi care trebui luate in considerare,importanţa costului poate fi subliniată prin considerarea separată a acestuia, ca un modificator al indicelui de performanţă al materialului γ.In cazurile in care materialul este utilizat ca umplutură,costul poate fi introdus in baza unităţii de volum.
Caracterizarea materialului.Din selecţia materialelor pe baza ponderii de importantă relativă a proprietaţilor a rezultatcă materialul optim pentru realizarea arborelui cotit este un oţel aliat cu 0,42%C oţelul este42MoCr11.Caracteristici mecanice ale oţelului 42MoCr11.Tratament termic
grosime piesa
Rm [N/mm2¿
Rp02
[N /mm2]A5
[min]KCU[J/cm2]
HB (recopt)
Calire martensitica + revenire inalta
40-100 880-1080 690 12 70 241
Compozitia chimica a otelului 42MoCr11:
CalitateaCompozitia chimicaC Mn Si P S Cr Mo
-
0,38-0,45 0,40-0,80 0,17-0,37max.0,035
max.0,035
0,9-1,3 0,15-0,30s 0,02-0,04x
max.0,025max.0,025
xs 0,02-0,035
Evaluarea şi optimizarea proprietăţilor tehnologice.Proces tehnologic, aspectul proiectare-optimizareIn orice situaţie reală, pentru prelucrarea unui anumit reper pot fi utilizate mai multe variante
tehnologice. Chiar dacă toate aceste variante ar fi valabile, numai una din acestea este optimă. Se preconizează in tehnologia modernă căutarea pe bază ştiinţifică a soluţiei sau soluţiilor care duc la desemnarea variaţiei optime.
Orice tendinţă de optimizare trebuie să plece de la anumite cerinţe numite in cazul de faţă criterii. Acestea pot fi de natură diferită, in funcţie de specificul procesului de fabricaţie. Astfel de criterii ca: precizia dimensională şi calitativă, costul de prelucrare, productivitatea, recuperarea investiţiilor s.a. sunt cele mai des intalnite. Pentru optimizare reală a proceselor tehnologice trebuie să pornească de la elaborarea pe baze ştiinţifice a unui sistem de proiectare –optimizare, care pornind de la informaţiile de intrare (cunoscute), trecand prin stabilirea succesiunii operaţiilor şi fazelor şi a regimurilor de aşchiere, dau mărimi prelucrate (noi) care constituie informaţiile necesare documentaţiei tehnologice.Una din căile prin care se poate asigura optimizarea proceselor tehnologice este tipizarea acestora.
Optimizarea proprietăţilor de întrebuinţare.Pentru ca materialul şi piesa să aibe o calitate satisfăcătoare trebuie să corespundă condiţiilor de exploatare o perioadă dată şi unor parametri stabiliţi, trebuie să indeplinească o serie de cerinţe:
Cerinţe funcţionale :
Cea mai importantă condiţie este DURABILITATEA; ea reprezintă durata maximă de funcţionare a unui produs.După călire se determină duritatea la un aparat Rockwell, de asemenea deformaţia, utilizandu-se un dispozitiv cu prisme de susţinere şi un comparator.După tratamentul termic de revenire se vor determina din nou duritatea şi deformaţia. Pe langă durabilitate ,o altă cerinţă funcţională impusă materialelor este FIABILITATEA.Fiabilitatea este determinată de probabilitatea ca un material să funcţioneze la parametri optimi fară deteriorarea lui pe durata de funcţionare prevazută. Deteriorarea unui produs se poate realiza prin deformare, uzură sau rupere. Acestea conduc la reducerea duratei de funcţionare a produsului.Fiabilitatea este un criteriu esenţial in industrie,deoarece orice avarie poate fi catastrofală.Intrucat majoritatea pieselor fac parte dintr-un sistem trebuie ţinut cont şi de compatibilitatea materialelor componente.Pot exista situaţii cand fie datorită unor coeficienţi de dilataţie diferiţi, fie frecării pieselorconjugate, fie formării unor microcelule galvanice,vor apare tensiuni neprevăzute,deformaţii şi uzuri.Cerinţe tehnologice.Condiţiile tehnologice exercită o influenţă directă asupra comportarii in serviciu a produsului.Fiecărei metode de fabricaţie ii sunt asociate o serie de cerinţe tehnologice particulare astfel :-la turnare se necesită ca materialele să prezinte o anumită fluiditate şi contracţie la răcire-la operaţiile de strunjire şi frezare criteriile tehnologice principale sunt compoziţiaelementelor de aliere in special P si S ( P = 0,025 si S = 0,025 % max.) care imbunatăţesc proprietaţile prelucrabilităţii prin aşchiere.-pentru obţinerea unor performanţe superioare prin tratament termic, condiţia esentialăeste călibilitatea.Cerinţe economice şi sociale.Fiecare produs prezintă ,in condiţii economice de piaţă un preţ de cost limită care depăşit il face necompetitiv. In aceste situaţii este necesară schimbarea concepţiei pentru a incerca modificareaunor condiţii funcţionale sau tehnologice care să conducă in final la inlocuirea materialelor, a tehnologiei de fabricaţie şi implicit la scăderea costurilor.In stabilirea deciziei finale de a alege un material nu trebuie neglijat nici faptul că societatea impune restricţii de ordin social.Utilizarea unor materiale ce pot afecta sănătatea şi securitatea oamenilor,calitatea mediului inconjurator, este limitată de norme şi reglementări coercitive in majoritatea ţărilor dezvoltate.Se condiţionează astfel alegerea şi utilizarea unor materiale noi şi mai bine adaptate situaţiilor noi create.
Stabilirea itinerariului tehnologic principal de fabricatie
Optimizarea selecţiei materialului prin dezvoltarea unor tehnici de consolidare volumică şi de durificare a stratului de suprafaţă.
Consolidarea volumică a acestui material se face aplicand tratamentul termic de imbunătăţire la 820°C-850°C ,deoarece carbura de molibden se dizolvă mai incet in austenită se va ţine seama de aceasta la durata de incălzire. Dacă nu se va dizolvă, creşte viteza critică de călire. Răcirea se va face in ulei sau apă. Revenirea se aplică la 570°C-650°C timp mai indelungat, deoarece viteza de descompunere a soluţiei solide la revenire este mai scăzută. Răcirea după revenire, se poate realiza in orice mediu fără precauţii speciale.Operaţia de călire superficială se poate realiza prin mai multe moduri :Călire prin curenţi de inducţie ;Călire prin flacără ;Călire prin contact electric ;Călire superficială prin incalzire in băi de aliaje sau săruri ;Călire superficială in electrolit.
Prin călire superficială se asigură anumitor suprafeţe straturi durificate (călite) de grosimi mici capabile să reziste la uzură şi la oboseală.
Bibliografie
1 Prof.univ.dr.ing. ION MITELEA.Sef lucr.ing.BOGDAN RADU.Selectia si utilizarea materialelor ingineresti.E.D.P.Timisoara
2. Prof.univ.dr.ing. IOAN-LUCIAN BOLUNDUT. Stiinta si ingineria materialelor.E.D.T Chisinau
3.. .Dr.ing. VIOREL-AUREL SERBAN.Elemente de stiinta si ingineria materialelor.E.D.P. Timisoara 1998