1 SECTIUNEA 1 RAPORTUL STIINTIFIC SI TEHNIC (RST) ETAPA DE EXECUTIE NR. 1 CU TITLUL "Documentare tehnico-ştiinţifică privind sistemul de calitate EUREPGAP şi realizarea modelului conceptual privind trasabilitatea în producerea strugurilor de masă" RST - Raport stiintific si tehnic in extenso* Proces verbal de avizare interna Procese verbale de receptie a lucrarilor de la parteneri RFA - Raport final de activitate (numai pentru etapa finala) * pentru Programul 4 “Parteneriate in domeniile prioritare” se va utiliza modelul din Anexa 1 Cod: PO-04-Ed2-R0-F5
Transcript
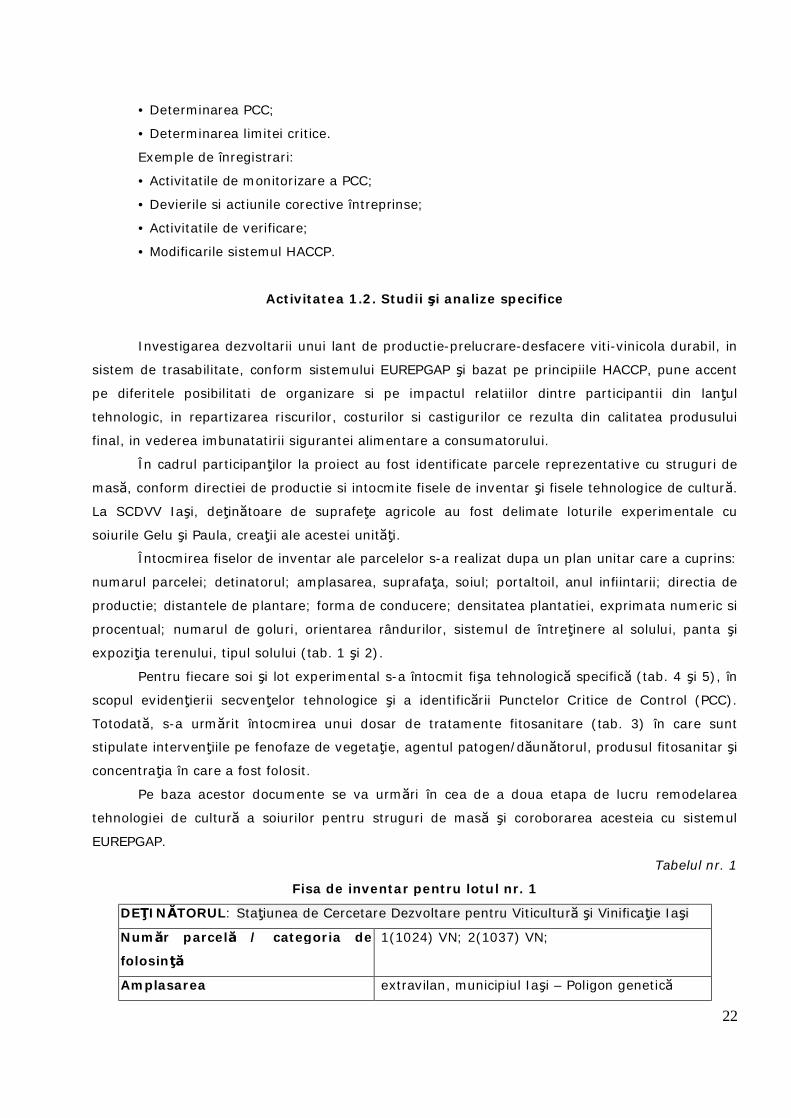
1
SECTIUNEA 1
RAPORTUL STIINTIFIC SI TEHNIC (RST)
ETAPA DE EXECUTIE NR. 1 CU TITLUL "Documentare tehnico-ştiinţifică privind sistemul de calitate EUREPGAP şi realizarea modelului conceptual privind trasabilitatea în producerea strugurilor de masă"
RST - Raport stiintific si tehnic in extenso*
Proces verbal de avizare interna
Procese verbale de receptie a lucrarilor de la parteneri
RFA - Raport final de activitate (numai pentru etapa
finala)
* pentru Programul 4 “Parteneriate in domeniile prioritare” se va utiliza modelul din Anexa 1
Cod: PO-04-Ed2-R0-F5
2
Anexa 1 - RST
CUPRINS:
Obiectivele generale.
Obiectivele etapei. Rezumatul etapei
Descrierea ştiinţifică şi tehnică
Activitatea 1.1. Proiectarea modelului conceptual privind modernizarea
tehnologiei de producere si valorificare a strugurilor de masa, prin analiza
punctelor critice de control si caile de implementare a standardelor de calitate
EUREPGAP
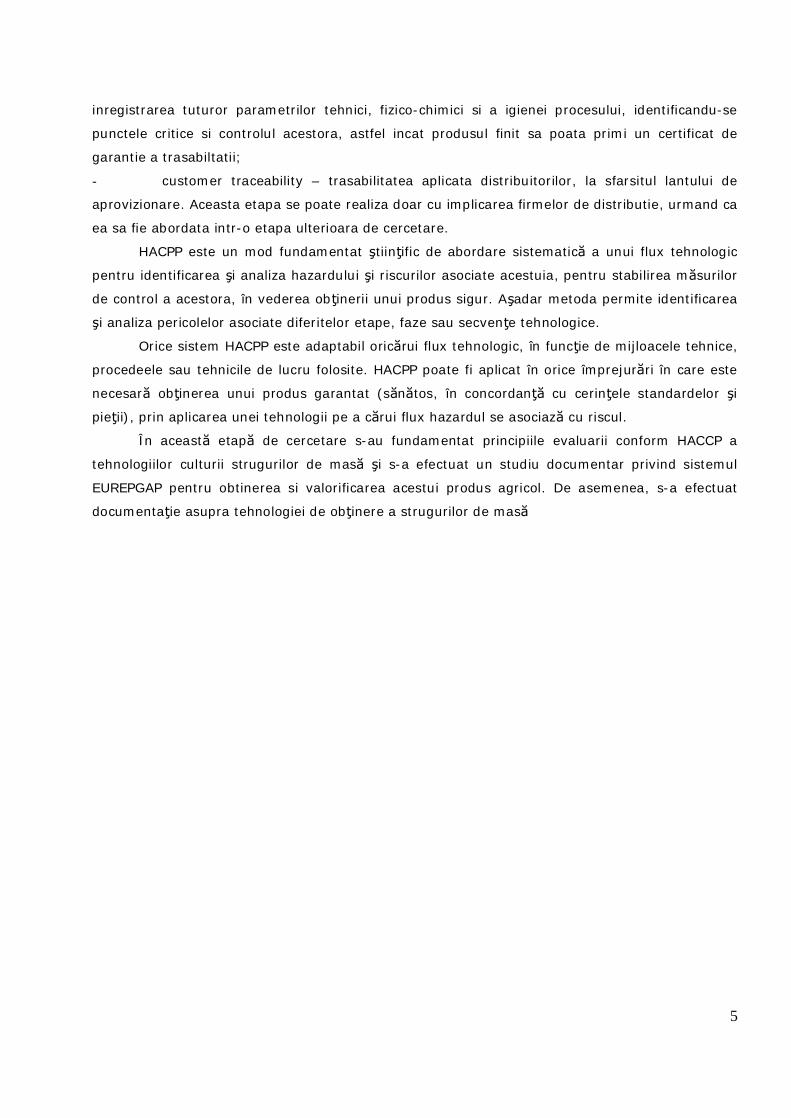
1.1. Cerinţe privind elaborarea planului HACCP
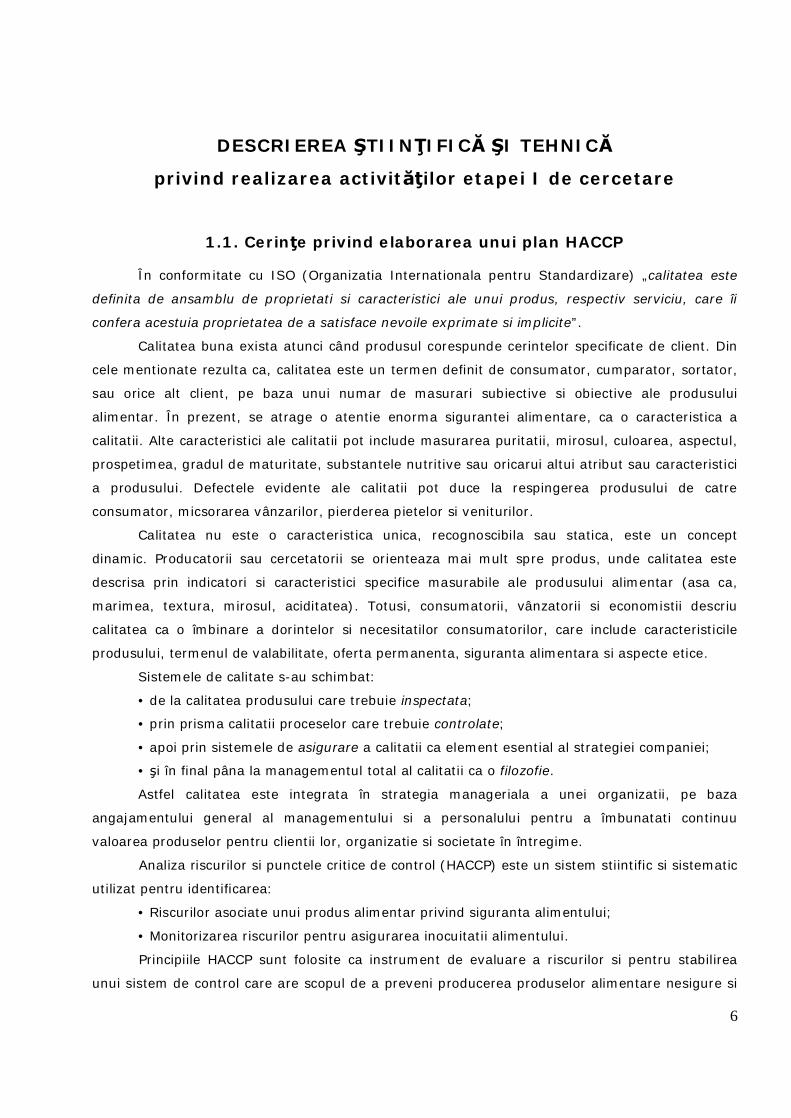
1.2. Etapele aplicării planului HACCP
Etapa 1 – Desemnarea echipei HACCP
Etapa 2 – Descrierea produsului, metode de procesare si distributie
Etapa 3 – Descrierea utilizarii intentionate
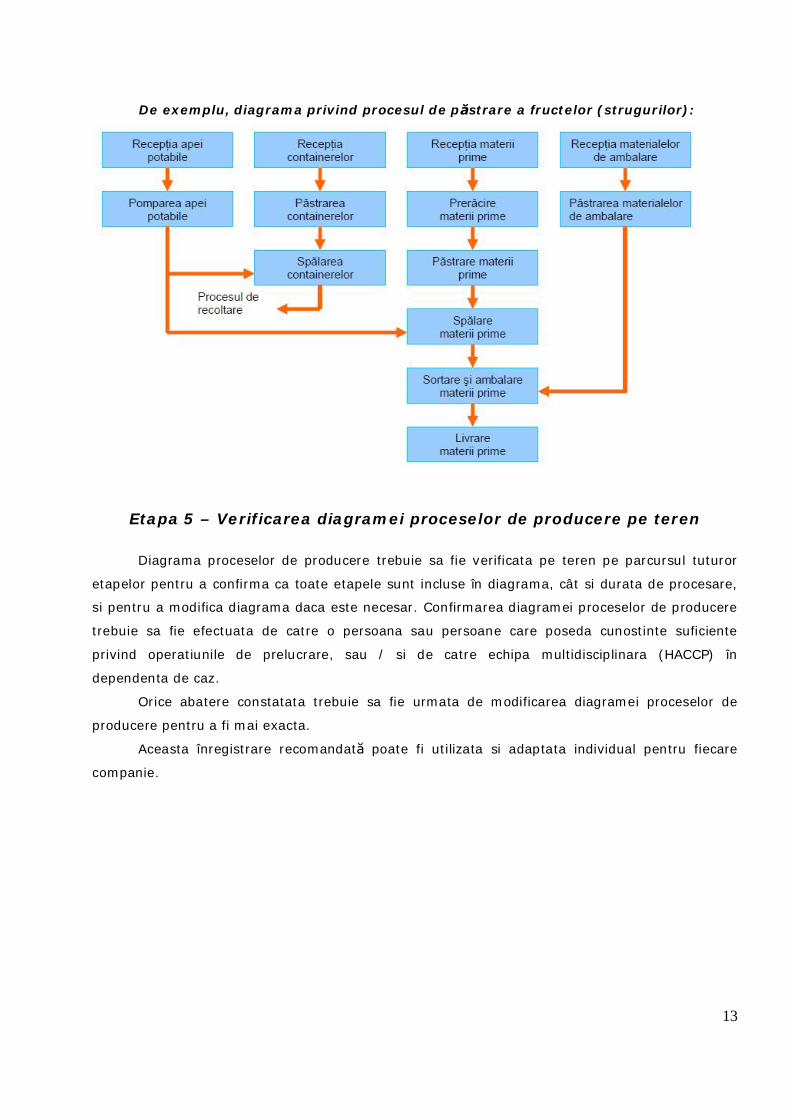
Etapa 4 – Elaborarea diagramelor proceselor de producere
Etapa 5 – Verificarea diagramei proceselor de producere pe teren
Etapa 6 – Analiza Riscurilor (HACCP Principiul 1)
Etapa 7 – Determinarea Punctelor Critice de Control (HACCP Principiul 2)
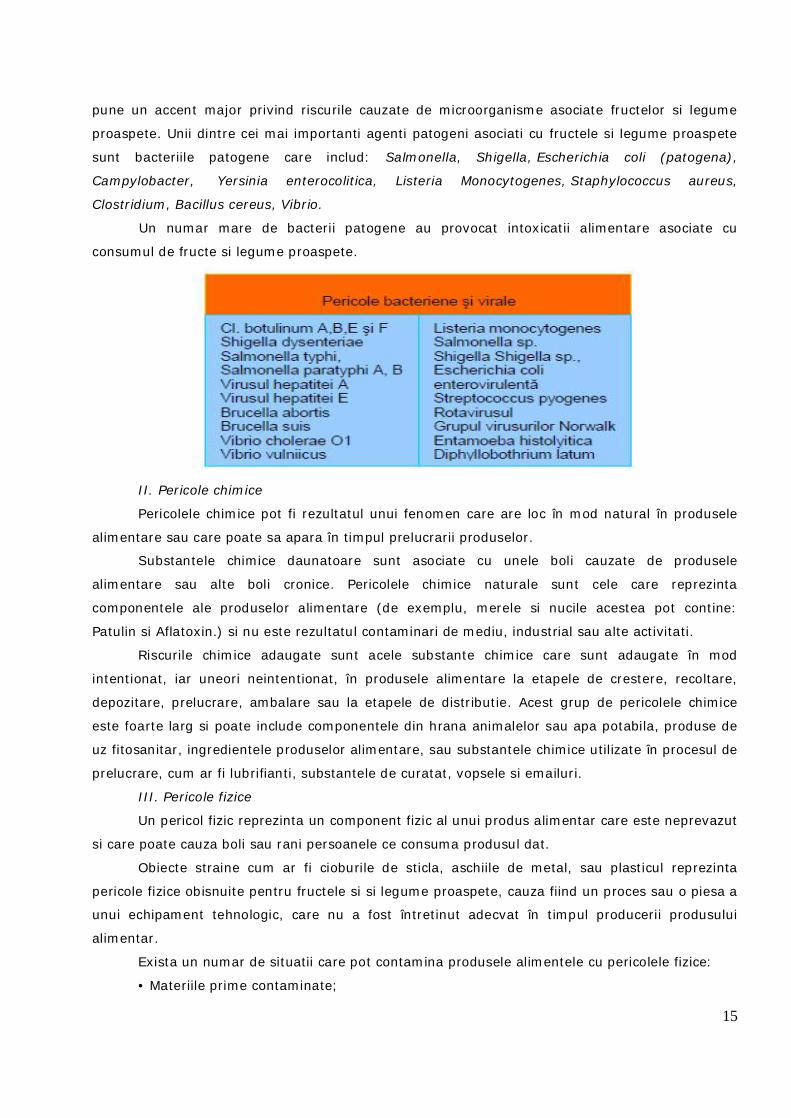
Un numar mare de bacterii patogene au provocat intoxicatii alimentare asociate cu
consumul de fructe si legume proaspete.
II. Pericole chimice
Pericolele chimice pot fi rezultatul unui fenomen care are loc în mod natural în produsele
alimentare sau care poate sa apara în timpul prelucrarii produselor.
Substantele chimice daunatoare sunt asociate cu unele boli cauzate de produsele
alimentare sau alte boli cronice. Pericolele chimice naturale sunt cele care reprezinta
componentele ale produselor alimentare (de exemplu, merele si nucile acestea pot contine:
Patulin si Aflatoxin.) si nu este rezultatul contaminari de mediu, industrial sau alte activitati.
Riscurile chimice adaugate sunt acele substante chimice care sunt adaugate în mod
intentionat, iar uneori neintentionat, în produsele alimentare la etapele de crestere, recoltare,
depozitare, prelucrare, ambalare sau la etapele de distributie. Acest grup de pericolele chimice
este foarte larg si poate include componentele din hrana animalelor sau apa potabila, produse de
uz fitosanitar, ingredientele produselor alimentare, sau substantele chimice utilizate în procesul de
prelucrare, cum ar fi lubrifianti, substantele de curatat, vopsele si emailuri.
III. Pericole fizice
Un pericol fizic reprezinta un component fizic al unui produs alimentar care este neprevazut
si care poate cauza boli sau rani persoanele ce consuma produsul dat.
Obiecte straine cum ar fi cioburile de sticla, aschiile de metal, sau plasticul reprezinta
pericole fizice obisnuite pentru fructele si si legume proaspete, cauza fiind un proces sau o piesa a
unui echipament tehnologic, care nu a fost întretinut adecvat în timpul producerii produsului
alimentar.
Exista un numar de situatii care pot contamina produsele alimentele cu pericolele fizice:
• Materiile prime contaminate;
16
• Echipamentul si spatiile alimentare proiectate sau întretinute inadecvat;
• Materialele de ambalare contaminate;
• Atitudine inadecvata fata de personalul cu responsabilitati majore.
b. Analiza Riscurilor
A doua etapa în realizarea analizei riscurilor consta în identificarea masurilor preventive
care ar putea fi utilizate pentru monitorizarea fiecarui risc în parte.
Masuri preventive pot fi metode fizice, chimice sau de alta natura, care pot fi utilizate
pentru a monitoriza pericolele asociate produselor alimentare. Înregistrarea poate fi utilizata
pentru a parcurge sistematic procesul, identificând riscurile care pot aparea la fiecare etapa a
acestui proces si actiunile preventive care pot fi utilizate pentru a preveni, elimina sau pentru a
reduce fiecare risc la un nivel acceptabil. Masurile de control sunt acele actiuni si activitati care
pot fi utilizate pentru prevenirea riscurilor, eliminarea sau reducerea impactului sau frecventei lor
la un nivel acceptabil.
Pentru a controla/monitoriza un anumit risc poate fi nevoie de aplicarea câtorva masuri de
control, totodata câteva riscuri pot fi controlate cu ajutorul unei singure masuri de control, spre
exemplu, pasteurizarea sau tratarea termica pot servi drept garantie pentru reducerea atât a
nivelului Salmonelei cât si a Listeriei.
Masurile de control trebuie sa fie suportate de anumite proceduri si specificatii detailate
pentru a asigura o implementare cât mai eficienta. Exemplele de proceduri / specificatii pot
include: planul de tratare sanitara, parametrii cu privire la tratarea termica, concentratiile maxime
de conservanti etc. Acestea trebuie sa respecte normele de igiena care sunt în vigoare, sau cu
cerintele standardele solicitate de catre clienti (în cazul în care produsul va fi exportat),
conformându-se la standardul cu cele mai exigente cerinte.
Echipa HACCP trebuie sa documenteze analiza riscurilor si deciziile luate. O modalitate
eficienta pentru documentarea deciziilor în timpul analizei riscurilor este utilizarea unei fise de
analiza a riscurilor. Exista câteva formate pentru astfel de fise privind analiza riscurilor. Esential
este ca toate aceste formate includ obligatoriu etapele procesului/ingredientele, identificarea
riscurilor potentiale, evaluarea riscurilor potentiale, justificarea deciziei, masurile de control ce
trebuie întreprinse, înregistrari recomandate.
Etapa 7 – Determinarea Punctelor Critice de Control (HACCP Principiul 2)
Al doilea principiu HACCP consta în identificarea punctelor critice de control (PCC) ale
procesului. PCC este o etapa la care controlul poate fi aplicat si în care este esential sa fie prevenit
sau eliminat un pericol sau sa fie redus la un nivel acceptabil.
17
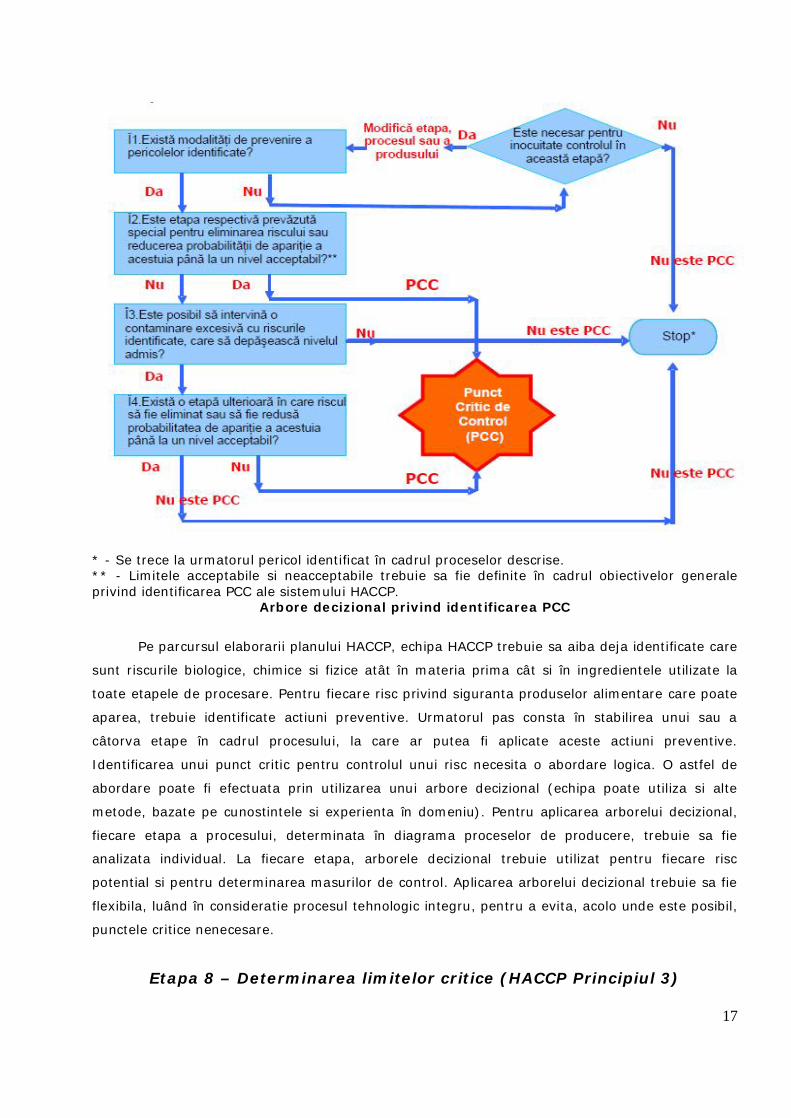
* - Se trece la urmatorul pericol identificat în cadrul proceselor descrise. ** - Limitele acceptabile si neacceptabile trebuie sa fie definite în cadrul obiectivelor generale privind identificarea PCC ale sistemului HACCP.
Arbore decizional privind identificarea PCC
Pe parcursul elaborarii planului HACCP, echipa HACCP trebuie sa aiba deja identificate care
sunt riscurile biologice, chimice si fizice atât în materia prima cât si în ingredientele utilizate la
toate etapele de procesare. Pentru fiecare risc privind siguranta produselor alimentare care poate
aparea, trebuie identificate actiuni preventive. Urmatorul pas consta în stabilirea unui sau a
câtorva etape în cadrul procesului, la care ar putea fi aplicate aceste actiuni preventive.
Identificarea unui punct critic pentru controlul unui risc necesita o abordare logica. O astfel de
abordare poate fi efectuata prin utilizarea unui arbore decizional (echipa poate utiliza si alte
metode, bazate pe cunostintele si experienta în domeniu). Pentru aplicarea arborelui decizional,
fiecare etapa a procesului, determinata în diagrama proceselor de producere, trebuie sa fie
analizata individual. La fiecare etapa, arborele decizional trebuie utilizat pentru fiecare risc
potential si pentru determinarea masurilor de control. Aplicarea arborelui decizional trebuie sa fie
flexibila, luând în consideratie procesul tehnologic integru, pentru a evita, acolo unde este posibil,
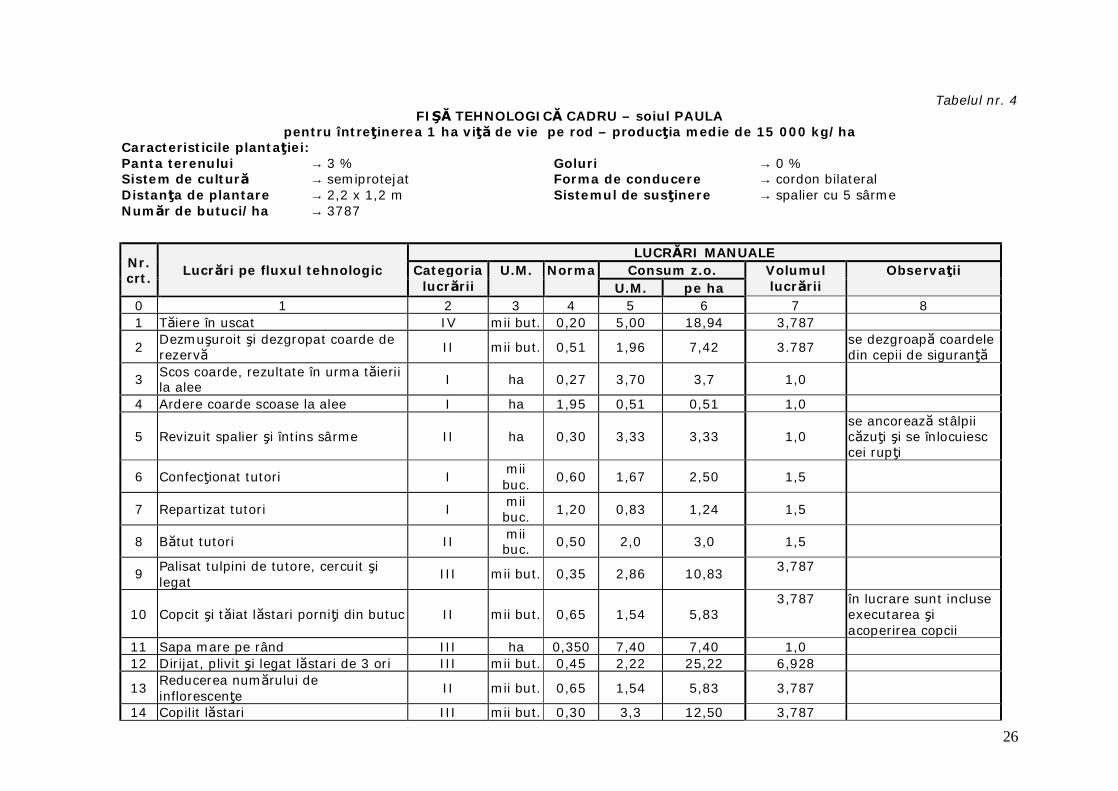
Tabelul nr. 4 FIŞĂ TEHNOLOGICĂ CADRU – soiul PAULA
pentru întreţinerea 1 ha viţă de vie pe rod – producţia medie de 15 000 kg/ha Caracteristicile plantaţiei: Panta terenului → 3 % Goluri → 0 % Sistem de cultură → semiprotejat Forma de conducere → cordon bilateral Distanţa de plantare → 2,2 x 1,2 m Sistemul de susţinere → spalier cu 5 sârme Număr de butuci/ha → 3787
Nr. crt.
Lucrări pe fluxul tehnologic LUCRĂRI MANUALE
Categoria lucrării
U.M. Norma Consum z.o. Volumul lucrării
Observaţii U.M. pe ha
0 1 2 3 4 5 6 7 8 1 Tăiere în uscat IV mii but. 0,20 5,00 18,94 3,787
2 Dezmuşuroit şi dezgropat coarde de rezervă II mii but. 0,51 1,96 7,42 3.787
se dezgroapă coardele din cepii de siguranţă
3 Scos coarde, rezultate în urma tăierii la alee I ha 0,27 3,70 3,7 1,0
4 Ardere coarde scoase la alee I ha 1,95 0,51 0,51 1,0
5 Revizuit spalier şi întins sârme II ha 0,30 3,33 3,33 1,0 se ancorează stâlpii căzuţi şi se înlocuiesc cei rupţi
6 Confecţionat tutori I mii buc.
0,60 1,67 2,50 1,5
7 Repartizat tutori I mii buc. 1,20 0,83 1,24 1,5
8 Bătut tutori II mii buc. 0,50 2,0 3,0 1,5
9 Palisat tulpini de tutore, cercuit şi legat
III mii but. 0,35 2,86 10,83 3,787
10 Copcit şi tăiat lăstari porniţi din butuc II mii but. 0,65 1,54 5,83 3,787 în lucrare sunt incluse
executarea şi acoperirea copcii
11 Sapa mare pe rând III ha 0,350 7,40 7,40 1,0 12 Dirijat, plivit şi legat lăstari de 3 ori III mii but. 0,45 2,22 25,22 6,928
13 Reducerea numărului de inflorescenţe
II mii but. 0,65 1,54 5,83 3,787
14 Copilit lăstari III mii but. 0,30 3,3 12,50 3,787
27
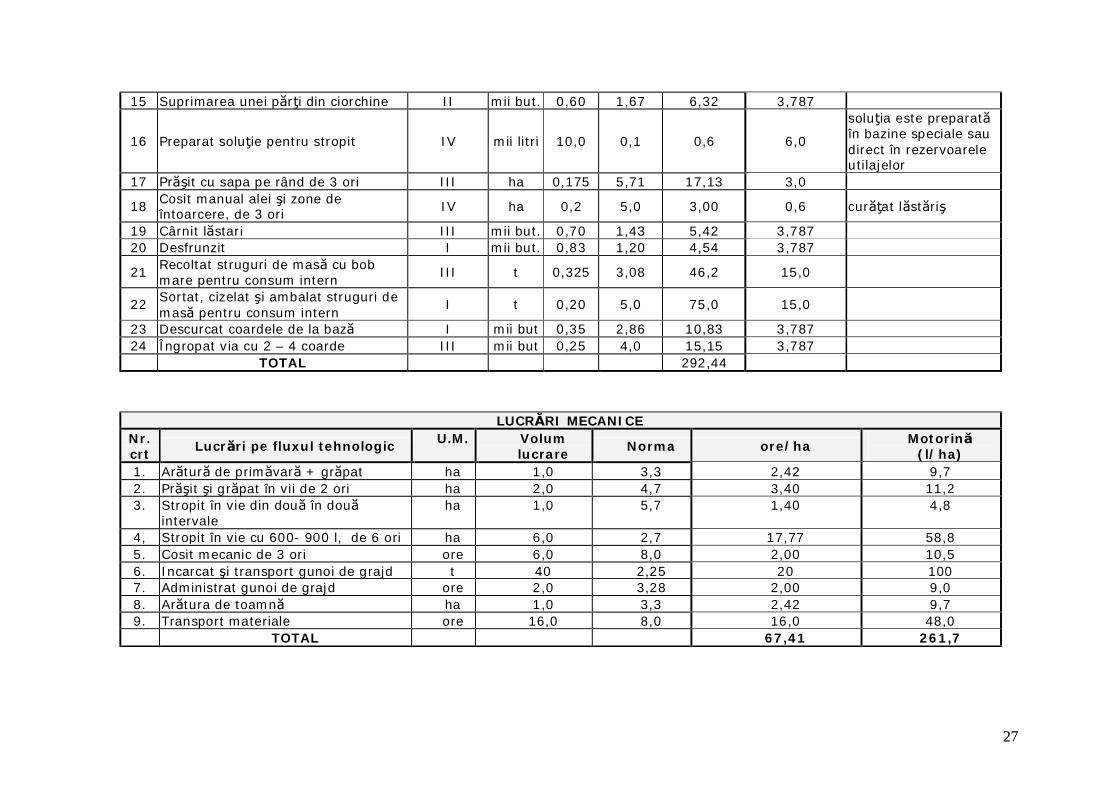
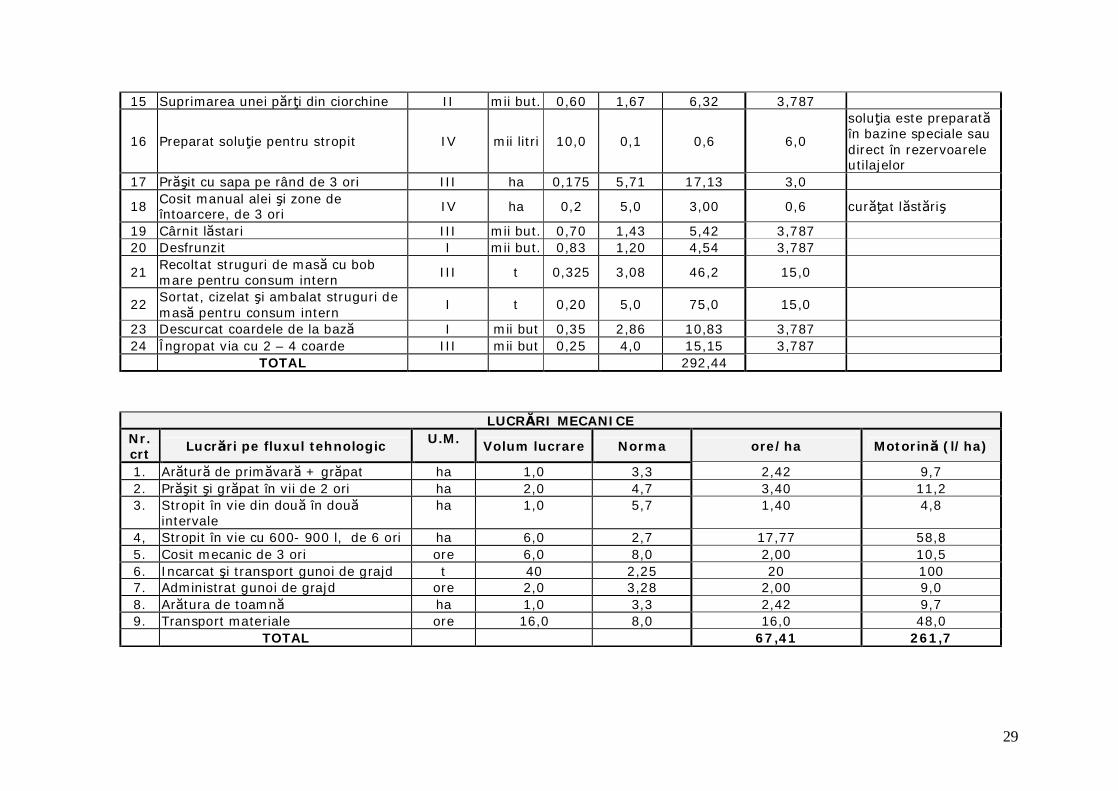
15 Suprimarea unei părţi din ciorchine II mii but. 0,60 1,67 6,32 3,787
16 Preparat soluţie pentru stropit IV mii litri 10,0 0,1 0,6 6,0
soluţia este preparată în bazine speciale sau direct în rezervoarele utilajelor
17 Prăşit cu sapa pe rând de 3 ori III ha 0,175 5,71 17,13 3,0
18 Cosit manual alei şi zone de întoarcere, de 3 ori IV ha 0,2 5,0 3,00 0,6 curăţat lăstăriş
19 Cârnit lăstari III mii but. 0,70 1,43 5,42 3,787 20 Desfrunzit I mii but. 0,83 1,20 4,54 3,787
21 Recoltat struguri de masă cu bob mare pentru consum intern
III t 0,325 3,08 46,2 15,0
22 Sortat, cizelat şi ambalat struguri de masă pentru consum intern
I t 0,20 5,0 75,0 15,0
23 Descurcat coardele de la bază I mii but 0,35 2,86 10,83 3,787 24 Îngropat via cu 2 – 4 coarde III mii but 0,25 4,0 15,15 3,787 TOTAL 292,44
LUCRĂRI MECANICE Nr. crt
Lucrări pe fluxul tehnologic U.M. Volum lucrare
Norma ore/ha Motorină (l/ha)
1. Arătură de primăvară + grăpat ha 1,0 3,3 2,42 9,7 2. Prăşit şi grăpat în vii de 2 ori ha 2,0 4,7 3,40 11,2 3. Stropit în vie din două în două
intervale ha 1,0 5,7 1,40 4,8
4, Stropit în vie cu 600- 900 l, de 6 ori ha 6,0 2,7 17,77 58,8 5. Cosit mecanic de 3 ori ore 6,0 8,0 2,00 10,5 6. Incarcat şi transport gunoi de grajd t 40 2,25 20 100 7. Administrat gunoi de grajd ore 2,0 3,28 2,00 9,0 8. Arătura de toamnă ha 1,0 3,3 2,42 9,7 9. Transport materiale ore 16,0 8,0 16,0 48,0 TOTAL 67,41 261,7
28
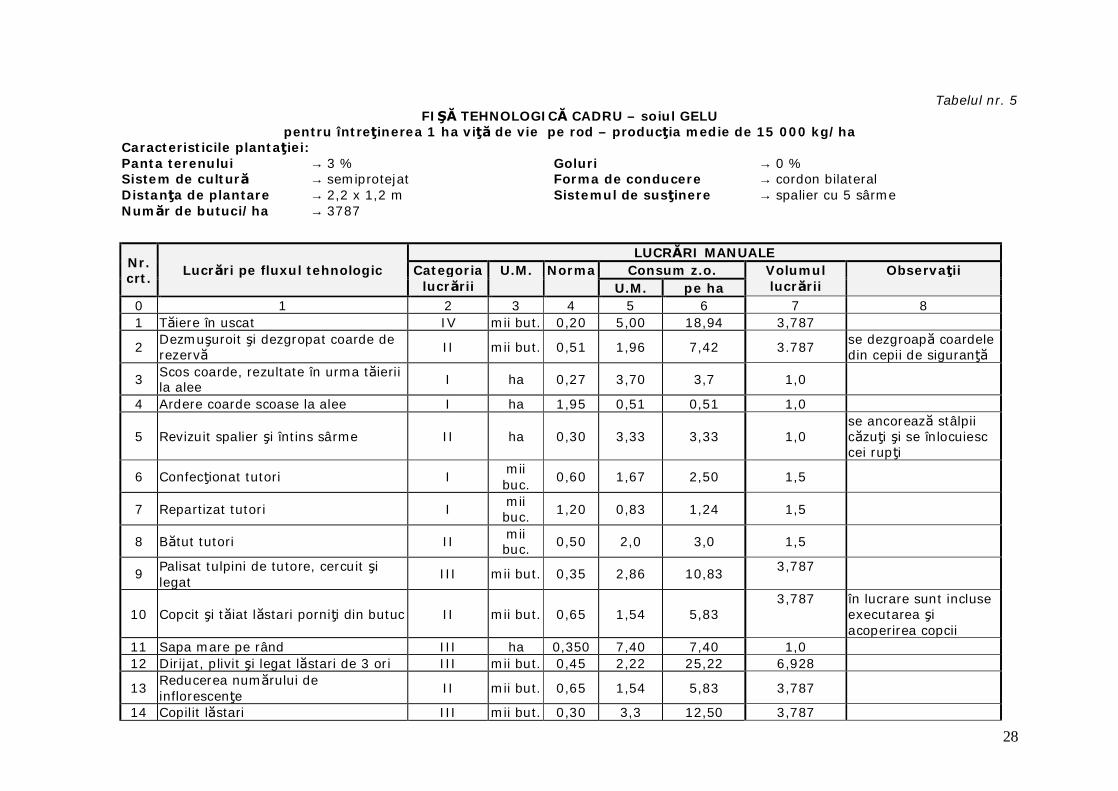
Tabelul nr. 5 FIŞĂ TEHNOLOGICĂ CADRU – soiul GELU
pentru întreţinerea 1 ha viţă de vie pe rod – producţia medie de 15 000 kg/ha Caracteristicile plantaţiei: Panta terenului → 3 % Goluri → 0 % Sistem de cultură → semiprotejat Forma de conducere → cordon bilateral Distanţa de plantare → 2,2 x 1,2 m Sistemul de susţinere → spalier cu 5 sârme Număr de butuci/ha → 3787
Nr. crt.
Lucrări pe fluxul tehnologic LUCRĂRI MANUALE
Categoria lucrării
U.M. Norma Consum z.o. Volumul lucrării
Observaţii U.M. pe ha
0 1 2 3 4 5 6 7 8 1 Tăiere în uscat IV mii but. 0,20 5,00 18,94 3,787
2 Dezmuşuroit şi dezgropat coarde de rezervă II mii but. 0,51 1,96 7,42 3.787
se dezgroapă coardele din cepii de siguranţă
3 Scos coarde, rezultate în urma tăierii la alee I ha 0,27 3,70 3,7 1,0
4 Ardere coarde scoase la alee I ha 1,95 0,51 0,51 1,0
5 Revizuit spalier şi întins sârme II ha 0,30 3,33 3,33 1,0 se ancorează stâlpii căzuţi şi se înlocuiesc cei rupţi
6 Confecţionat tutori I mii buc.
0,60 1,67 2,50 1,5
7 Repartizat tutori I mii buc. 1,20 0,83 1,24 1,5
8 Bătut tutori II mii buc. 0,50 2,0 3,0 1,5
9 Palisat tulpini de tutore, cercuit şi legat
III mii but. 0,35 2,86 10,83 3,787
10 Copcit şi tăiat lăstari porniţi din butuc II mii but. 0,65 1,54 5,83 3,787 în lucrare sunt incluse
executarea şi acoperirea copcii
11 Sapa mare pe rând III ha 0,350 7,40 7,40 1,0 12 Dirijat, plivit şi legat lăstari de 3 ori III mii but. 0,45 2,22 25,22 6,928
13 Reducerea numărului de inflorescenţe
II mii but. 0,65 1,54 5,83 3,787
14 Copilit lăstari III mii but. 0,30 3,3 12,50 3,787
29
15 Suprimarea unei părţi din ciorchine II mii but. 0,60 1,67 6,32 3,787
16 Preparat soluţie pentru stropit IV mii litri 10,0 0,1 0,6 6,0
soluţia este preparată în bazine speciale sau direct în rezervoarele utilajelor
17 Prăşit cu sapa pe rând de 3 ori III ha 0,175 5,71 17,13 3,0
18 Cosit manual alei şi zone de întoarcere, de 3 ori IV ha 0,2 5,0 3,00 0,6 curăţat lăstăriş
19 Cârnit lăstari III mii but. 0,70 1,43 5,42 3,787 20 Desfrunzit I mii but. 0,83 1,20 4,54 3,787
21 Recoltat struguri de masă cu bob mare pentru consum intern
III t 0,325 3,08 46,2 15,0
22 Sortat, cizelat şi ambalat struguri de masă pentru consum intern
I t 0,20 5,0 75,0 15,0
23 Descurcat coardele de la bază I mii but 0,35 2,86 10,83 3,787 24 Îngropat via cu 2 – 4 coarde III mii but 0,25 4,0 15,15 3,787 TOTAL 292,44
LUCRĂRI MECANICE Nr. crt
Lucrări pe fluxul tehnologic U.M. Volum lucrare Norma ore/ha Motorină (l/ha)
1. Arătură de primăvară + grăpat ha 1,0 3,3 2,42 9,7 2. Prăşit şi grăpat în vii de 2 ori ha 2,0 4,7 3,40 11,2 3. Stropit în vie din două în două
intervale ha 1,0 5,7 1,40 4,8
4, Stropit în vie cu 600- 900 l, de 6 ori ha 6,0 2,7 17,77 58,8 5. Cosit mecanic de 3 ori ore 6,0 8,0 2,00 10,5 6. Incarcat şi transport gunoi de grajd t 40 2,25 20 100 7. Administrat gunoi de grajd ore 2,0 3,28 2,00 9,0 8. Arătura de toamnă ha 1,0 3,3 2,42 9,7 9. Transport materiale ore 16,0 8,0 16,0 48,0 TOTAL 67,41 261,7
30
CONCLUZII
În urma desfăşurării activităţilor etapei I ce s-au derulat în perioada 1. 10. 2008 –
20. 02. 2009 se desprind următoarele concluzii:
• Actualmente, când concurenţa în toate domeniile de activitate este foarte intensă,
unul din instrumentele eficiente care determină competitivitatea produselor în toată
lumea este nivelul raportului calitate/preţ. Pentru a obţine nivelul optim al corelaţiei
calitate/preţ este necesar de a promova mecanismele adecvate, care ar permite
optimizarea acestei corelaţii în baza sporirii calităţii producţiei şi reducerii preţului. Un
mecanism eficient în scopul promovării calităţii produselor agroalimentare româneşti
în etapa actuală îl poate constitui sistemul de management al calităţii EUREPGAP.
• Pentru proiectarea sistemului de management al calităţii EUREPGAP, se aplica
principiul abordare bazata pe proces (în cazul de faţă tehnologia de
obţinere şi valorificare a strugurilor de masă) sau metodologia Plan –