UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV Facultatea de Inginerie Tehnologică şi Management Industrial DEPARTAMENTUL: INGINERIA FABRICATIEI PROIECT DE AN LA DISCIPLINA PROIECTAREA DISPOZITIVELOR Student: Giroszasz Alexandru Program de studii TCM , grupa 2121 Conducător proiect: s.l. BULEA HORATIU 1
Transcript
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
Facultatea de Inginerie Tehnologică şi Management Industrial
DEPARTAMENTUL: INGINERIA FABRICATIEI
P R O I E C T D E A N L A D I S C I P L I N A
PROIECTAREA DISPOZITIVELOR
Student: Giroszasz Alexandru
Program de studii TCM , grupa 2121
Conducător proiect: s.l. BULEA HORATIU
2016
1
PROIECT LA DISCIPLINA PROIECTAREA DISPOZITIVELOR
Să se proiecteze un dispozitiv de prindere, bazat pe setul modular AMFm_2010, pentru
prelucrările prin aşchiere: găurire 3 alezaje Φ12,7 mm , efectuate pe un centrul de
prelucrare, în condiţiile unei producţii de serie mică 500 bucăţi anual, pe loturi.
1. Culegerea şi prelucrarea datelor iniţiale: caracteristicile semifabricatului,
caracteristicile MU, forţe, momente de aşchiere, schiţa operaţiei, codificarea
suprafeţelor semifabricatului.
2. Stabilirea arhitecturii dispozitivului.3. Sinteza conceptuală şi configurativă a dispozitivului modular de prindere:
4. Verificarea preciziei dispozitivului de prindere modular.5. Verificarea stabilităţii piesei sub acţiunea forţelor.
6. Verificarea deformaţiilor piesei.7. Verificarea neinterferenţei sculei cu modulele dispozitivului.8. Elaborarea desenului de ansamblu al dispozitivului modular.
2
3
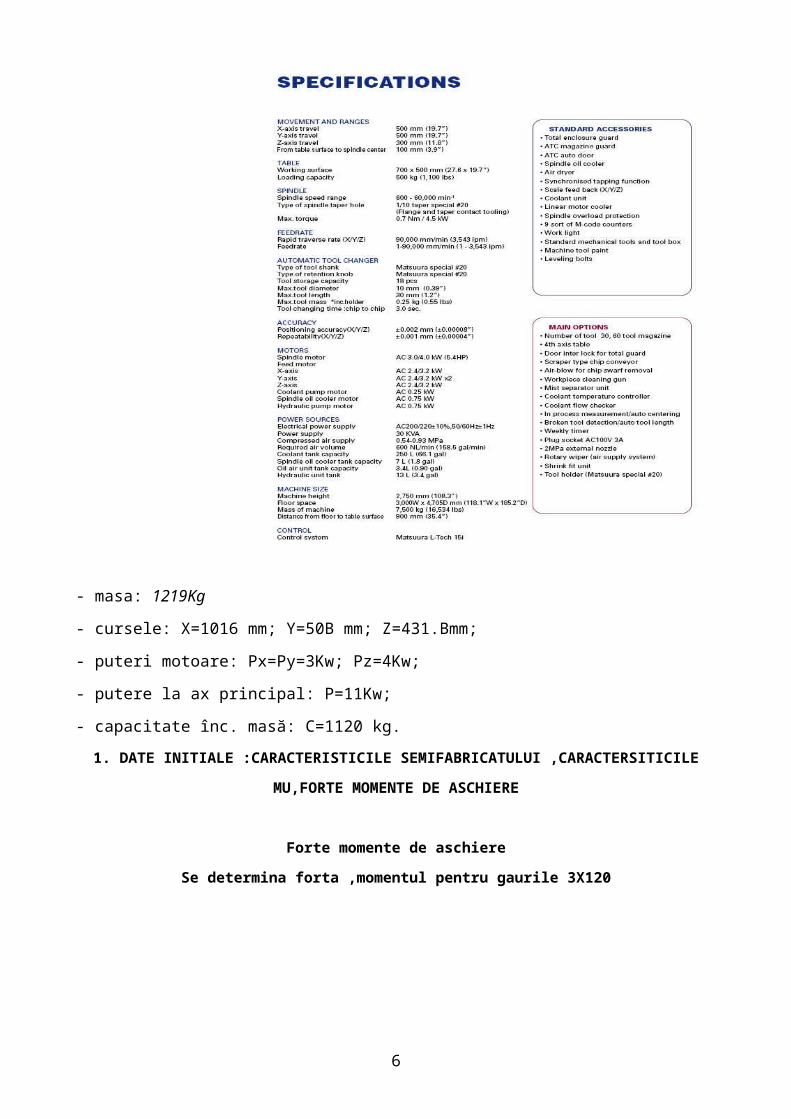
CARACTERISTICILE MAŞINII UNELTE
Prelucrarea se face pe un centru de prelucrare vertical (CPV).
Operatia se realizeaza pe un centru de prelucrare cu ax vertical.
Caracteristicile MU sunt prezentate in tabelul de mai jos:
CP produs de: MATSUURA-LX-Series
4
- masa: 1219Kg
- cursele: X=1016 mm; Y=50B mm; Z=431.Bmm;
- puteri motoare: Px=Py=3Kw; Pz=4Kw;
- putere la ax principal: P=11Kw;
- capacitate înc. masă: C=1120 kg.
1. DATE INITIALE :CARACTERISTICILE SEMIFABRICATULUI ,CARACTERSITICILE MU,FORTE MOMENTE DE ASCHIERE
Forte momente de aschiere Se determina forta ,momentul pentru gaurile 3X120
5
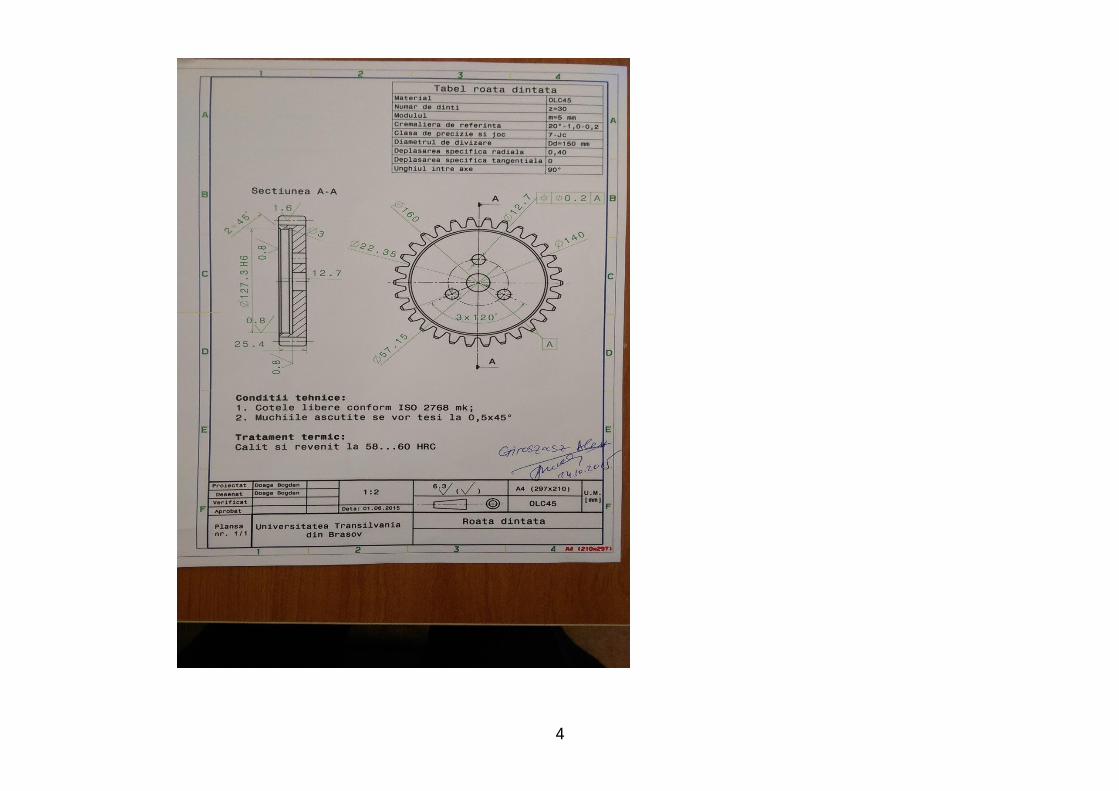
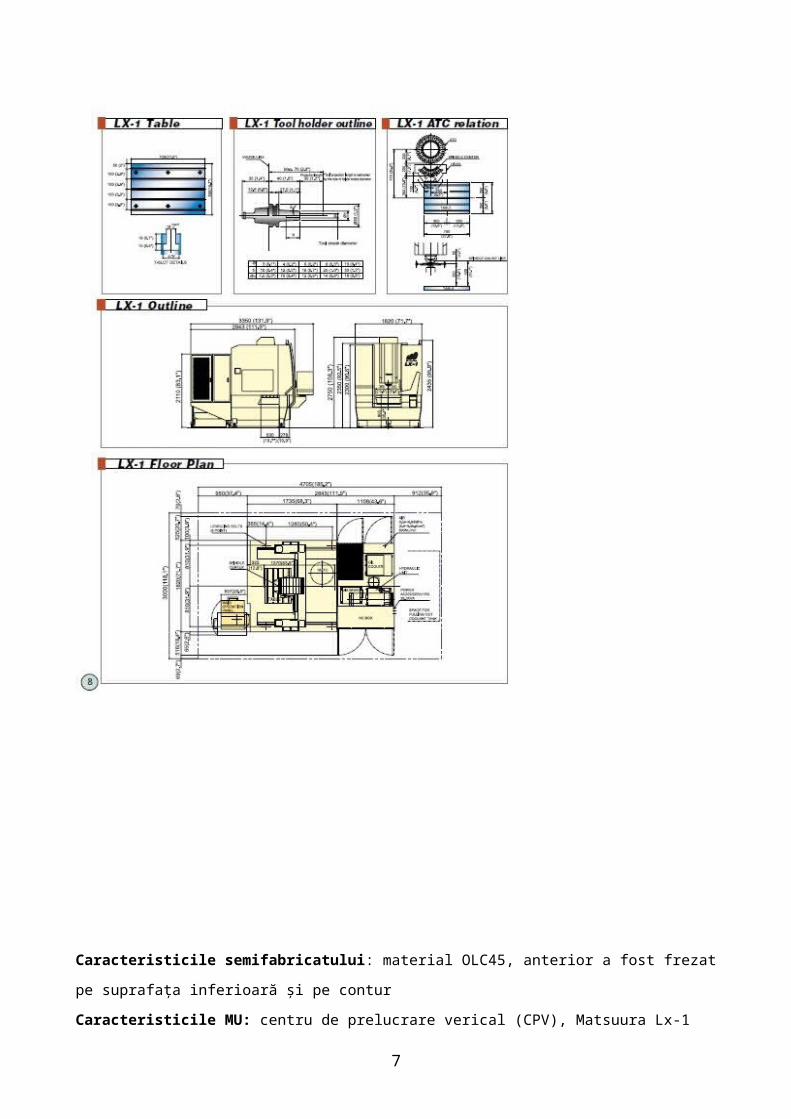
Caracteristicile semifabricatului: material OLC45, anterior a fost frezat pe suprafaţa inferioară şi
pe contur
Caracteristicile MU: centru de prelucrare verical (CPV), Matsuura Lx-1
2.SINTEZA SCHEMELOR DE BAZARE (SB)2.1. Identificarea cotelor ce trebuiesc realizate la operatia pentru care se proiecteaza
dispozitivul
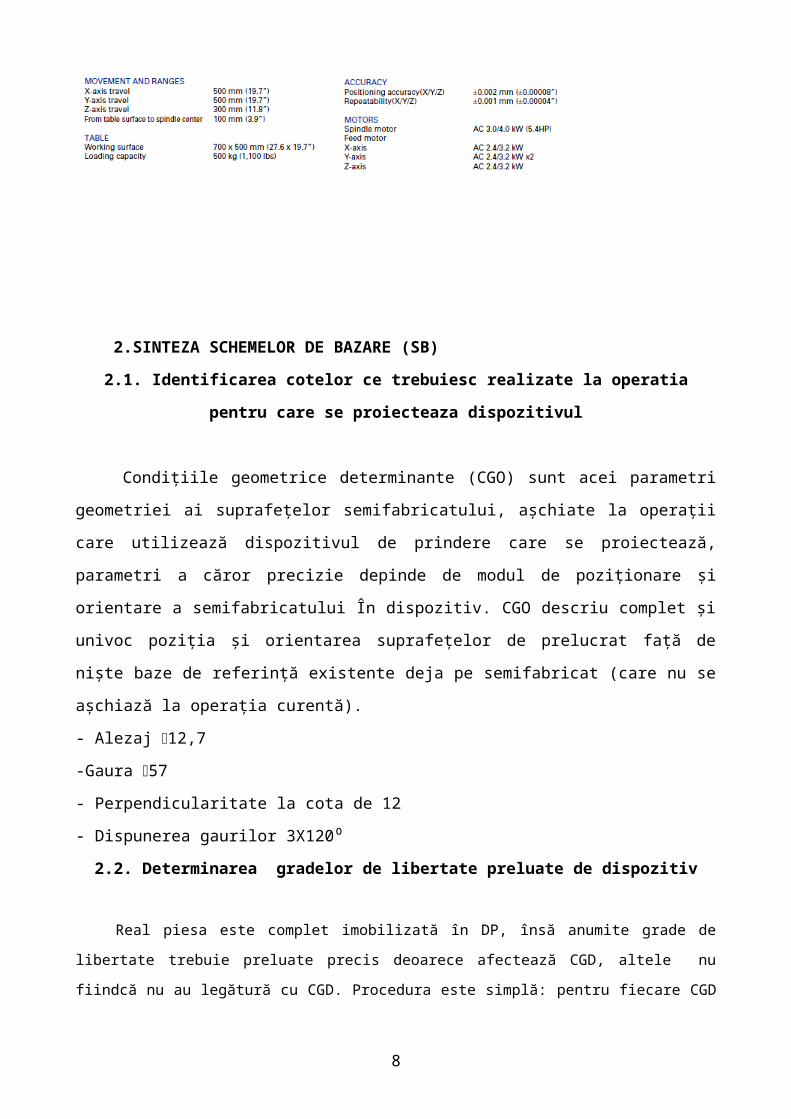
Condiţiile geometrice determinante (CGO) sunt acei parametri geometriei ai
suprafeţelor semifabricatului, aşchiate la operaţii care utilizează dispozitivul de prindere
care se proiectează, parametri a căror precizie depinde de modul de poziţionare şi
orientare a semifabricatului În dispozitiv. CGO descriu complet şi univoc poziţia şi
orientarea suprafeţelor de prelucrat faţă de nişte baze de referinţă existente deja pe
semifabricat (care nu se aşchiază la operaţia curentă).
- Alezaj 12,7
-Gaura 57
- Perpendicularitate la cota de 12
- Dispunerea gaurilor 3X120⁰2.2. Determinarea gradelor de libertate preluate de dispozitiv
Real piesa este complet imobilizată în DP, însă anumite grade de libertate trebuie preluate
precis deoarece afectează CGD, altele nu fiindcă nu au legătură cu CGD. Procedura este simplă:
6
pentru fiecare CGD se determină submulţimea gradelor de libertate asociate, în final făcându-se
reuniunea acestora.
Din tabelul 1 rezultă că trebuie anulate toate cele şase grade de libertate (bazare completă).
Tabel 1. Determinarea gradelor de libertate anulate piesei de către DPCGD tx ty tz rx ry rz
1 57 x x x x
2 3x120° x x x
3 Perpendicularitate x x
5 ∑ tx ty rx ry rz
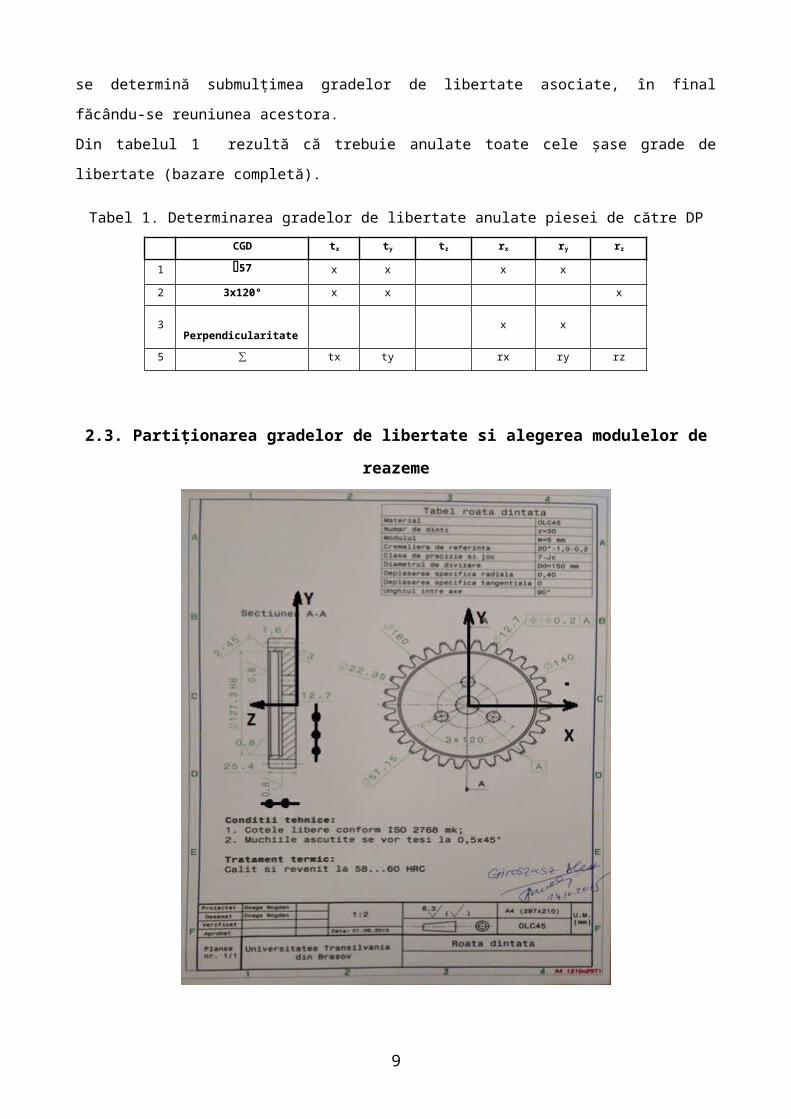
2.3. Partiţionarea gradelor de libertate si alegerea modulelor de reazeme
7
8
3. SELECŢIA SCHEMELOR DE BAZARE PE BAZA CRITERIULUI PRECIZIE DE
BAZARE
Erorile de bazare sunt generate doar de abaterile dimensionale, de formă şi poziţie ale
semifabricatului, considerându-se că dispozitivul nu este afectat de erori. In cazul dispozitivului
curent montându-se În axul portsculă un palpator electronic se poate determina poziţia şi orientarea
exactă a plăcii de bază a dispozitivului. Deci odată plasat dispozitivul pe masa maşinii şi după
determinarea poziţiei sale se instalează cele aprox. 100 de semifabricate aparţinând unui lot şi se
prelucrează conform programului CN. În aceste condiţii deoarece aşchierea pe baza programului de
CN este o prelucrare cu "scule reglate la cotă" datorită variaţiilor dimensionale ale semifabricatelor
din lot vor apărea erori de bazare. Din considerente de economie de calcule, selecţia SBM se face În
două etape: selecţia pe baza erorilor de bazare, apoi schemele care trec de primul criteriu de selecţie
sunt analizate dpdv a erorilor datorate impreciziei dispozitivului.
3.1 CALCULUL ERORILOR DE BAZARE ADMISIBILE
Erorile de bazare admisibile se calculează pentru CGD Pentru comoditate acestea se notează Ɛa
Eroarea admisibila pentru cota 160 ɛ ba160=T 160
2…3=0.2
2=0.1
Eroarea admisibila unghiurile de 120° ɛ ba120=T 120
2 …3=60
2=30
Eroarea admisibila la perpendicularitate ɛ ba p=T p
2…3=60
2=30
9
-
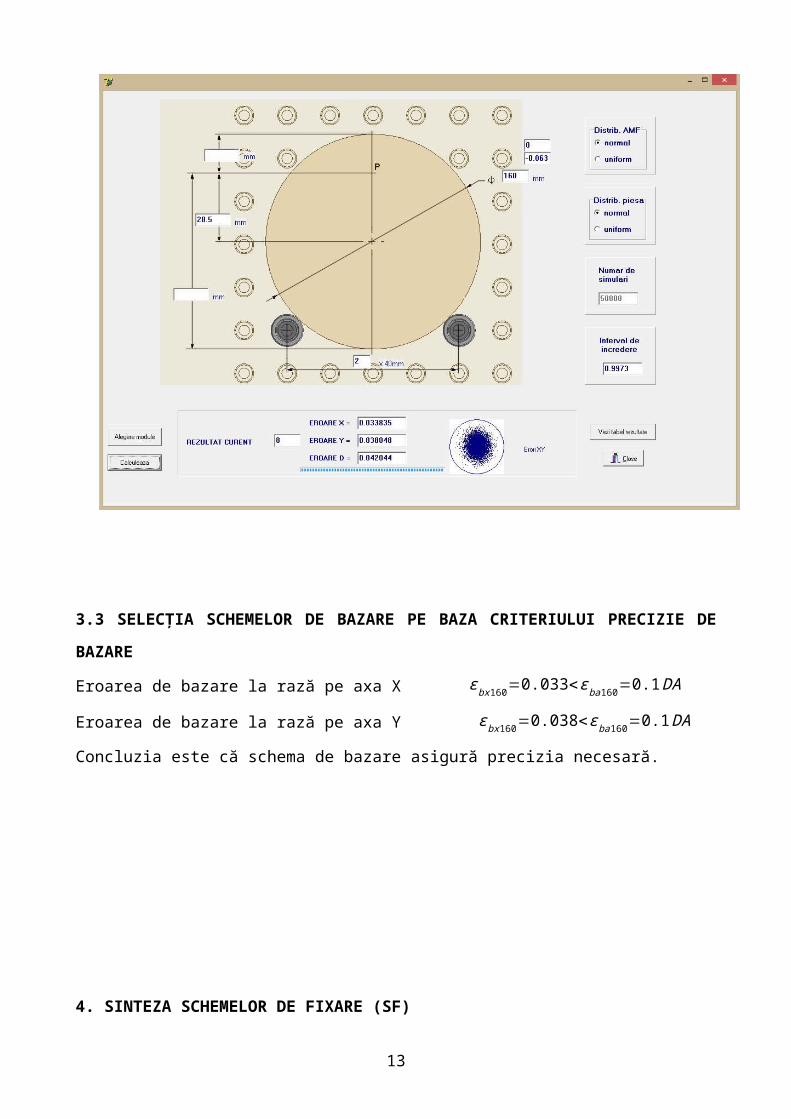
3.2 CALCULUL ERORILOR DE BAZARE
Erorile de bazare au fost calculate folosind programul de calcul al erorilor de bazare, rezultatele
fiind prezentate in figura de mai jos.
3.3 SELECŢIA SCHEMELOR DE BAZARE PE BAZA CRITERIULUI PRECIZIE DE
BAZARE
Eroarea de bazare la rază pe axa X ɛ bx160=0.033<ɛba 160=0.1 DA
Eroarea de bazare la rază pe axa Y ɛ bx160=0.038<ɛba 160=0.1 DA
Concluzia este că schema de bazare asigură precizia necesară.
10
4. SINTEZA SCHEMELOR DE FIXARE (SF)
4.1 ÎNTOCMIREA SCHEMEI DE FIXARE A SEMIFABRICATULUI
În cazul SBM este necesară aplicarea unei/unor forţe de fixare prealabilă pentru a se asigura
un contact corect între suprafețele de bazare A și B ale semifabricatului şi suprafețele elementelor
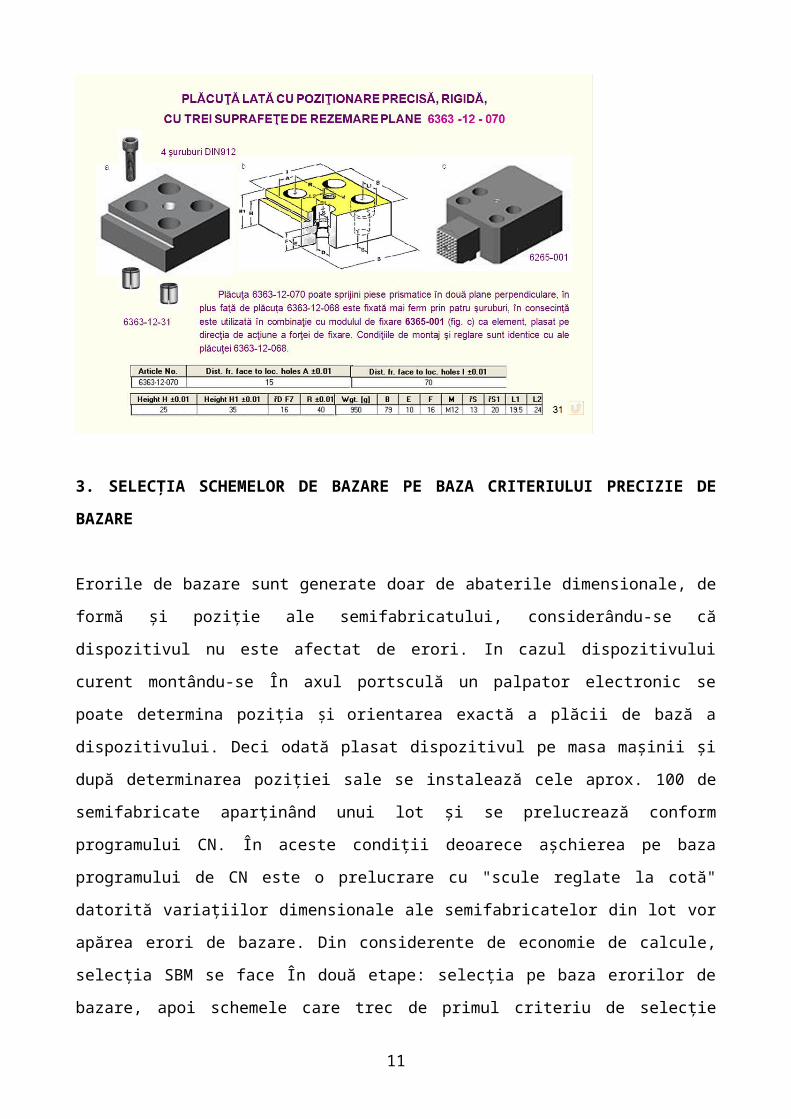
Strangerea semifabricatului se face cu placute lata cu pozitionarea precisa , 6363-12-070
Împingerea semifabricatului prin contactul cu baza A, pe direcţia X spre bolțurile cilindrice prin
intermediul sistemului de fixare pentru inăltimi mici 6365-12-001.
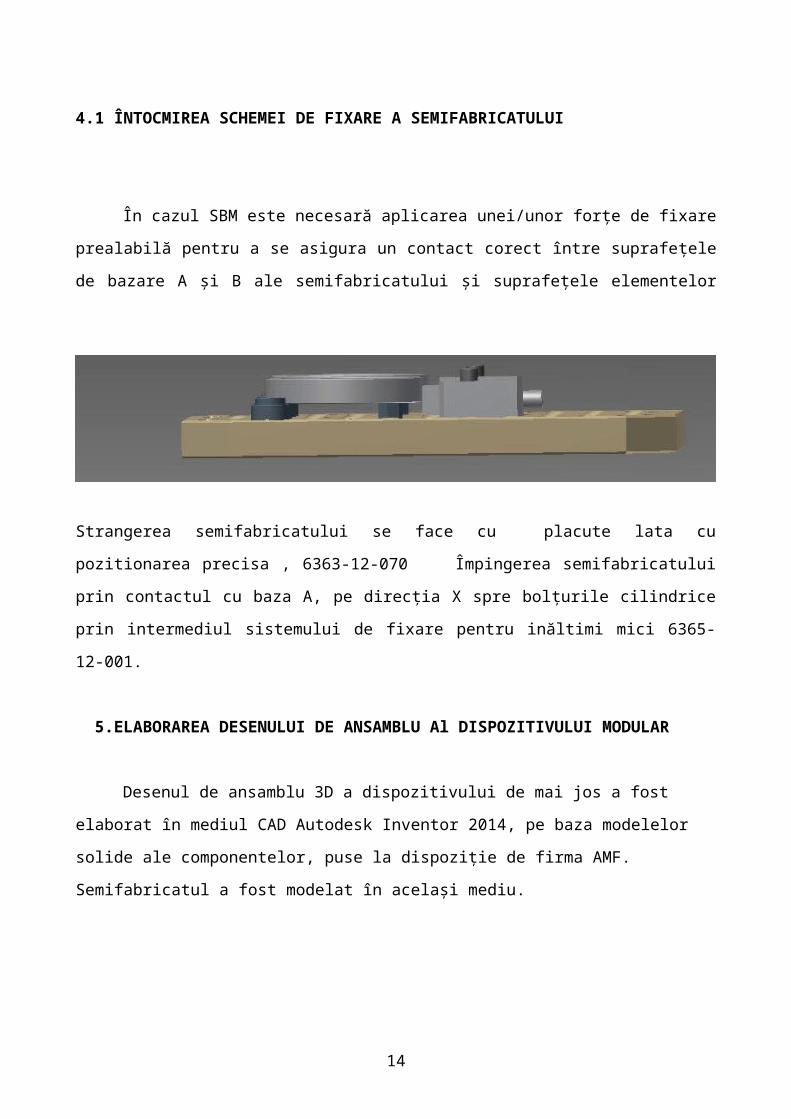
5.ELABORAREA DESENULUI DE ANSAMBLU Al DISPOZITIVULUI MODULAR
Desenul de ansamblu 3D a dispozitivului de mai jos a fost elaborat în mediul CAD
Autodesk Inventor 2014, pe baza modelelor solide ale componentelor, puse la dispoziţie de firma
AMF. Semifabricatul a fost modelat în acelaşi mediu.
11
Desenul de ansamblu 2D a dispozitivului este prezentat in figura de mai jos:
Anexe
12
Dispozitive folosite
13
6. BIBLIOGRAFIE
[VAS82] Vasii-Roşculeţ S. şa. Proiectarea dispozitivelor. Ed. Didactică şi Pedagogică. Bucureşti,1982.
[TAC85] Tache V. şa. Proiectarea a dispozitivelor pentru maşini unelte. Ed. Tehnică, Bucureşti, 1995. [STĂ79] Stănescu 1., Tache V. Dispozitive
pentru maşini unelte. Proiectare, construcţie. Ed. Tehnică, Bucureşti, 1979.
[PĂU97] Păunescu T. Proiectarea Dispozitivelor, Partea 1. Univ. Braşov. 1997
*** CD firma Andreas Maier Gmbh, www.amf.de
[PĂU04] Păunescu T. Sistemul modular AMFm 2004, fişier SM AMFm 2004.pps
[VLA85] Vlase A şa. Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp. Ed. Tehnică, Bucureşti, 1985.
[PIC92] Picoş C şa. Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere. Voi 2. Ed. Universitas, Chişinău, 1992.
[PAU06] T. Păunescu, H.Bulea, R.Păunescu. Dispozive modulare. Vol 1. Construcţie, exploatare. Editura Universităţii ''Transilvania '' din Braşov,
2006, ISBN (10) 973-635-424-4.
[PAU08] T. Păunescu, H.Bulea, R.Păunescu. Dispozive modulare. Vol 2. Modele matematice. Editura Universităţii ''Transilvania '' din Braşov,
2008, ISBN (10) 978-973-635-723-7.
[PUG91]S.Pugh. Total Design. Addison – Wesley Publishing Company. 1991.