FUNDAŢIA ÎNVĂŢĂMÂNTULUI PREUNIVERSITAR AL COOPERAŢIEI MEŞTEŞUGĂREŞTI „SPIRU HARET” COLEGIUL UCECOM „SPIRU HARET” BUCUREŞTI MODULUL X TEHNOLOGIA MONTURILOR DE OCHELARI SUPORT DE CURS ŞCOALA POSTLICEALĂ CALIFICAREA: TEHNICIAN OPTOMETRIST ANUL I AUTOR PROF. ING. GORDIN STOICA ANCA
Transcript
FUNDAŢIA ÎNVĂŢĂMÂNTULUI PREUNIVERSITAR
AL COOPERAŢIEI MEŞTEŞUGĂREŞTI „SPIRU HARET”
COLEGIUL UCECOM „SPIRU HARET” BUCUREŞTI
MODULUL X
TEHNOLOGIA MONTURILOR DE
OCHELARI
SUPORT DE CURS
ŞCOALA POSTLICEALĂ
CALIFICAREA: TEHNICIAN OPTOMETRIST
ANUL I
AUTOR
PROF. ING. GORDIN STOICA ANCA
Colegiul UCECOM „Spiru Haret” București
2
CUPRINS
Introducere
CAPITOLUL 1 Monturi pentru ochelari
CAPITOLUL 2 Ochelarii – instrument optic de corecţie şi protecţie al ochilor
CAPITOLUL 3 Prelucrarea monturilor din materiale plastice
CAPITOLUL 4 Prelucrarea monturilor din materiale metalice
CAPITOLUL 5 Sisteme de măsurare specifice monturilor de ochelari
CAPITOLUL 6 Alegerea monturilor de ochelari
Bibliografie
Anexe
Colegiul UCECOM „Spiru Haret” București
3
Introducere
Multe din descoperirile ştiinţifice n-ar fi avut loc, dacă omul n-ar fi descoperit aparate şi dispozitive care să-i lărgească vederea.
Orice om, indiferent de domeniul său de activitate este implicat direct în procesele şi
fenomenele optice. Limbajul său conţine deja anumiţi termeni caracteristici opticii şi nu sunt rare
situaţiile în care se fac aprecieri calitative sau cantitative asupra unor mărimi, ce caracterizează lumina,
culorile, imaginile obiectelor etc.
Necesitatea studierii atente a mediului înconjurător a dus la dezvoltarea continuă a dispozitivelor de vedere.
Datorită modificărilor socio-economice, activitatea umană s-a dezvoltat foarte mult, astfel încât
omul are nevoie de o vedere cât mai bună.
Cel mai folosit dispozitiv de vedere sunt ochelarii, fapt pentru care trebuie să li se acorde un
studiu şi o atenţie deosebite, atât din punct de vedere medical, estetic cât şi moral. Fiind un element
străin aplicat pe corpul uman, multe persoane, în special cele tinere, au tendinţa de a-l respinge. În acest
caz, intervine una din sarcinile tehnicianului optometrist, respectiv de a lămuri persoana, de necesitatea
portului ochelarilor. Astfel, trebuie găsite cuvintele potrivite fiecărui om, care să-l ajute să vadă lumea din jur, cu alţi ‘’ochi’’.
Modulul X Tehnologia monturilor de ochelari vine în sprijinul acestei specializări.
Conţinuturile abordate sunt elaborate pe baza standardului de pregătire profesională al calificării
tehnician optometrist, nivel 3 avansat şi de asemenea pe baza curriculum-ului aferent acestei calificări.
Astfel se vor studia tipurile de materiale folosite la confecţionarea monturilor de ochelari, etapele
tehnologiei de execuţie a monturilor de ochelari, sistemele de măsurare specifice acestor monturi,
criteriile de alegerea a monturilor de ochelari.
Colegiul UCECOM „Spiru Haret” București
4
CAPITOLUL 1
Monturi pentru ochelari
Ochelarii fac parte din categoria instrumentelor optice, având rolul de a proteja ochiul sau de a
corecta anumite defecte ale vederii. Sunt formați din montura propriu-zisă şi două lentile. Rolul
principal al monturilor este de a poziţiona, cât mai corect lentila, pe axul optic al ochiului. Montura
pentru ochelari este formată dintr-un suport pentru lentile, numit cadru, braţele pentru fixarea
ochelarilor după ureche şi şaua nazală. Ele trebuie să fie estetice, uşoare, rezistente la agenţi fizici şi chimici, neinflamabile, durabile, uşor de prelucrat.
Se pot clasifica după următoarele criterii:
- după destinaţie;
- după materialul din care sunt confecţionate;
- după procedeele de obţinere;
- după elementele componente.
● După destinaţie pot fi pentru ochelari de protecţie şi pentru ochelari de corecţie.
Se execută din materiale plastice, metalice sau combinaţii ale acestora - materiale mixte. Monturile
făcute din materiale combinate pot fi: cu cadru confecţionat din materiale metalice, iar braţul de
celuloid, cu cadru confecţionat din celuloid şi braţele confecţionate din metal sau cu cadru şi braţele
confecţionate din materiale metalice şi numai partea superioară a cadrului confecţionat din materiale plastice.
● După procedeul de obţinere, monturile pot fi realizate fie manual, fie prin presare mecanică şi
automată.
● După formă sunt cunoscute: rotunde, pătrate, trapezoidale.
● După elementele componente, monturile pot fi: cu cadrul şi braţele executate cu elemente
elastice de fixare, semirame cu braţe (perivist). Monturile perivist sunt executate din celuloid fără
partea inferioară, iar lentilele se fixează în montură, cu ajutorul firului de nailon care trece prin găurile
executate în lentile şi ramă. Pentru a se evita spargerea lentilei, găurile se execută una temporal şi
cealaltă nazal, astfel încât, în momentul strângerii firului, tensiunile care apar să nu fie pe aceeaşi
direcţie. Monturile glazant sunt executate din metal, lentilele se fixează prin şuruburi cu bride metalice
sau cu cleme.
Materiale specifice monturilor de ochelari
a) Materiale plastice
Materialul plastic poate fi natural sau sintetic.
Produsele din materiale plastice au următoarele proprietăţi comune: toate sunt formate din material organic asociat cu produse vegetale sau animale (lapte, făina, bumbac).
Materialul plastic sintetic se clasifică în două grupe, respectiv termoplast şi termorigid:
- materialele termoplaste pot fi modelate prin încălzire, fără să sufere schimbări fundamentale.
Procesul de încălzire şi răcire poate fi continuat, fără ca aceasta să fie în detrimentul proprietăţilor
plastice ale acestui material. Sunt cele mai bune pentru confecţionarea monturilor de ochelari, deoarece
permit eventualele modificări de formă, după fabricare.
Colegiul UCECOM „Spiru Haret” București
5
- materialele termorigide suferă reacţii chimice ireversibile, când are loc procesul de
polimerizare.
Materialul plastic poate fi obţinut prin două metode: turnare prin presare sau turnare prin injecţie.
Materiile prime sunt obţinute de obicei sub formă de bastoane, foi, tuburi sau sub formă de
granule pentru turnare prin injecţie.
Monturile pentru ochelari sunt executate din material sub formă de foi (placi), iar turnarea prin
injecţie este, uneori, folosită pentru prelucrarea monturilor ochelarilor de soare. Plăcile de material
plastic pentru monturile de ochelari, sunt suprapuse în rânduri de culori şi forme diferite. Pentru
monturile de greutate normală se foloseşte folie cu o grosime de 4 mm. Efectele decorative sunt
obţinute din metale sau alte incluziuni în stratul de materiale.
Ca materiale de bază, din care se execută monturile, se folosesc policrilat, polimetacrilat, nitratul de celuloză, acetatul de celuloză, poliamidul, polietilena.
Nitratul de celuloză sau celuloza este cel mai important constituent al celulelor plantelor. Nici
un alt material prim nu este aşa bogat în celuloză. În practică, bumbacul este folosit ca fiind cea mai
bună sursă de celuloză brută. Bumbacul, după spălare, purificare şi albire, este încălzit într-un amestec
de acid sulfuric şi acid azotic. Acidul sulfuric are rolul de a absorbi apa. În procesul tehnologic
urmează amestecarea nitrocelulozei cu plastifiant potrivit şi în acelaşi timp, adăugarea pigmenţilor
pentru culoare. Urmează filtrarea amestecului care se toarnă în foi, ce sunt încălzite şi presate într-un
bloc rectangular. Acest material are proprietăţi foarte bune, fapt pentru care se utilizează destul de mult
la confecţionarea monturilor pentru ochelari: se poate forma şi prelucra uşor, are un luciu strălucitor, îşi
menţine forma la caldură şi umiditate. Un dezavantaj îl constituie aprinderea lui uşoară şi arderea foarte
rapidă. Se înmoaie la 700C şi se prelucrează la cald între 100 şi 130
0C.
Celuloidul este un nitrat de celuloză în care se adaugă ca plastifiant camfor. Celuloidul este
foarte mult folosit în execuţia monturilor pentru ochelari. Grosimea celuloidului folosit variază între 2
şi 8 mm, cu o toleranţă de 5%.
b) Materiale metalice
Aurul şi argintul, cele mai cunoscute şi folosite metale preţioase, au fost utilizate la
confecţionarea monturilor pentru ochelari executate manual. Aurul are marele avantaj că este rezistent
la coroziune şi nu-şi pierde luciul. O altă calitate a aurului este uşurinţa cu care poate fi tras în fire şi foi
foarte fine. La început se executau monturi din aur de 24 de carate. Acest aur este prea moale şi de
aceea se foloseşte în aliaje cu alte metale pentru a-i mări rezistenţa. Aurul de 9 carate este cel mai bun
pentru prelucrarea manuală a monturilor. Culoarea aurului este în mare măsură dependentă de proporţia
celorlalte metale care intră în aliaj, de obicei cupru şi argint. O culoare roşiatică se obţine prin creşterea proporţiei cuprului.
Tombacul este un material care prezintă multe avantaje şi este ieftin. Acest aliaj are în
compoziţia sa 85 - 90% cupru, restul fiind zinc. Este de culoare roşiatică, are plasticitate mare şi se prelucrează prin presare la rece.
Dublé-ul este un aliaj format din bronz, nichel ca material de bază peste care se aplică un strat
subţire de aur. Conţinutul în aur se notează astfel 10/000, 5/000, 25/000 ceea ce înseamnă că într-un
kilogram de dublé, se găsesc 10, 5 respectiv 25 grame aur pur. Avantajul aliajului de bronz-nichel este
că se poate suda uşor. Se mai foloseşte ca materie primă pentru duble, aliajul de staniu-bronz. Acesta se foloseşte la piesele care necesită o prelucrare mai fină.
Alpacaua este un aliaj care se obţine în cuptoare electrice închise. Este un metal rezistent la
coroziune, se poate modela uşor la rece şi mai greu la cald. Principalul constituent al aliajului este
Colegiul UCECOM „Spiru Haret” București
6
cupru, nichel, zinc care dau un efect albicios metalului. Monturile din alpaca se galvanizează în general
cu nichel după prelucrare.
Oţelul inoxidabil are marele dezavantaj de a fi corosiv. De aceea, se aplică procesul de
galvanizare pentru protecţie. Oţelul inoxidabil conţine 18% Cr, 8% Ni etc. Are multe calităţi, dar unul
din cele mai mari neajunsuri este greutatea prelucrării.
Aluminiul are multe proprietăţi: uşor, ieftin, rezistent la coroziune. Se foloseşte în special la
fabricarea braţelor monturilor pentru ochelari. Pentru a putea fi folosit la confecţionarea monturilor, în
amestec se adaugă 2,7 până la 3,5% Mg, 0,4% Fe, 0,5% Sn, 0,4% Mn, 0,1% Cu, 0,1% Zn, 0,2% Ti.
Este un bun conducător de caldură, lucru ce poate fi considerat şi ca un dezavantaj. De obicei, ochelarii
prevăzuţi cu braţe din aluminiu, au apărători din material plastic protector, prin aceasta nefăcându-se
contactul direct cu pielea. La rece, aluminiul se poate modela foarte uşor şi se poate lustrui uşor. După
ce monturile au fost executate, li se dau diferite culori, prin acoperirea cu alte metale.
Condiţii tehnice generale specifice monturilor pentru ochelari
La dimensiunile principale ale monturilor pentru ochelari se admit următoarele toleranţe:
lungimea monturii până la 150 mm, lungimea braţului până la 140 mm, lăţimea şi înălţimea locaşului lentilei până la 0,3 mm.
Balamalele sunt nichelate şi se vor folosi în funcţie de lăţimea braţelor. Balamalele montate nu
trebuie să aibă joc care să provoace oscilarea liberă a braţelor. Capetele niturilor nu trebuie să iasă în afară mai mult de 0,5 mm.
Monturile executate din alamă trebuie să aibă o acoperire galvanică decorativă şi anticorosivă
(nichelate sau cromate). Piesele executate din alpaca pot fi folosite şi fără a fi acoperite galvanic.
Acoperirile anticorosive decorative nu trebuie să se cojească şi să nu aibe fisuri şi pori. Ele trebuie să fie rezistente.
Monturile trebuie depozitate în încăperi ferite de umezeală, căldură şi ferite de foc.
Colegiul UCECOM „Spiru Haret” București
7
CAPITOLUL 2
Ochelarii - instrument optic de protecţie şi corecţie a ochilor
Dimensiunile de bază ale ochelarilor
La execuţia ochelarilor foarte importantă este studierea dimensiunilor de bază ale acestuia, în concordanţă cu aspectele faciale.
Aceste dimensiuni sunt : linia ochelarilor, centrele optice ale celor două lentile, pentru ochiul
drept şi pentru ochiul stâng, lungimea lentilei, măsurată faţă de linia ochelarilor, distanţa dintre cele două centre optice, distanţa minimă între lentile, lăţimea şeii nazale.
Linia ochelarilor este dreapta care uneşte centrele optice ale celor două lentile.
Centrul optic al unei lentile este acel punct prin care trece axa optică, punct care are
proprietatea, că orice rază de lumină ce trece prin el, nu va fi deviată.
Axa optică a unei lentilei este dreapta care uneşte cele două centre de curbură ale suprafeţei
lentilei. Poziţia centrului optic definită teoretic, nu poate fi practic realizată în poziţia ideală, ci cu mici
abateri. Aceste abateri duc la descentraj.
În general, producătorul de lentile este obligat să indice pe lentilă centrul său optic. Poziţia
centrului optic se verifică cu un aparat numit frontifocometru. Descentrarea poate fi în plan vertical,
orizontal sau în diagonală. Importanţa liniei ochelarilor, rezultă din faptul ca defineşte linia centrelor
celor două lentile, dar la rândul său, aceste centre trebuie să se afle la o anumită distanţă între ele pe
această linie. Distanţa între cele două centre optice trebuie să corespundă cu distanţa interpupilară.
Distanţa interpupilară se măsoară cu un instrument numit pupilmetru. La ochelari se poate
determina distanţa între cele două centre optice, măsurând lungimea lentilei şi distanţa dintre lentile pe
aceeaşi direcţie. Lăţimea şeii nazale este distanţa dintre colţurile monturii spre septul nazal şi se poate măsura de-a lungul liniei ochelarilor.
Părţile componente ale monturilor fabricate din materiale plastice
a) Cadrul
Cadrul reprezintă partea din faţă a monturii de ochelari. Rolul său este de a fixa lentilele.
Trebuie avut grijă ca aceasta să nu afecteze câmpul vizual. În unele cazuri, când se ţine cont de estetică
şi modă, se fac şi unele compromisuri.
Dimensiuni caracteristice: lungimea totală a cadrului; înălţimea totală a cadrului; lungimea
lentilei măsurată faţă de linia ochelarilor; înălţimea lentilei măsurată pe verticală; lăţimea şeii nazale
care poate varia între 16 şi 24 mm; lungimea părţii de legătură; înălţimea părţii de legatură; înălţimea şeii nazale; lungimea lentilei; distanţa dintre centrele optice ale lentilei.
Monturile pentru ochelari trebuie să fie comode, dar în acelaşi timp să corespundă din punct de vedere tehnico-medical.
Este foarte important ca montura să fie astfel potrivită, încât pupila ochiului aflată în repaus, să
corespundă cu centrul optic.
Lentila se fixează în cadru, într-un canal cu un unghi de 90o şi o adâncime de 0.8 mm, de obicei
în linia simetrică a grosimii anoului. Excepţie fac cadrele executate din celuloid cu straturi, din care se
poate îndepărta, eventual, un strat sau mai multe, prin aşchiere.
Colegiul UCECOM „Spiru Haret” București
8
În cazul cadrului executat din placa de celuloid cu mai multe straturi şi diferite culori, prin
îndepărtarea unor straturi cu scopuri decorative se poate obţine o greutate mai mică a ramei.
Partea de legatură a monturii foloseşte pentru ataşarea braţelor. Lungimea şi lăţimea ei
depind de mărimea braţelor. Partea de legatură se poate prelucra sub mai multe forme: dreaptă;
curbată; curbată şi tăiată; semicurbată; teşită; semiascuţită; ascuţită.
Montura perivist asigură un câmp vizual mult mai bun. Acest tip de montură poate avea mai
multe forme. Caracteristica de bază este că la montarea lentilelor este nevoie de fire de nylon sau
şuruburi.
Cadrele se pot executate din: celuloid, acetat de celuloză, celuloid cu un strat de acetat de celuloză, plexiglas, P.V.C.
b) Braţul
Braţul ajută la fixarea ochelarilor pe capul purtatorului. Se cunosc multe tipuri de braţe, dar
tehnologia lor de fabricaţie este aceeaşi. Încă de la începutul execuţiei, braţul ia forma şi mărimea
apropiată de mărimea finală. Pentru prelucrarea braţelor se folosesc plăci de celuloid cu grosimea de 2-4 mm.
La ochelarii executaţi corect, braţul nu atinge tâmpla, iar poziţia corectă a ochelarilor este
asigurată prin intermediul oaselor din spatele urechilor. Lăţimea braţelor depinde de lăţimea părţii de
legatură a cadrului (locul unde braţul este asamblat la cadru cu ajutorul balamalelor). Forma braţelor
depinde şi de lungimea lor.
Lungimea braţelor variază între 125 şi 126 mm şi lungimea porţiunii de siguranţă între 25 şi 40
mm. Braţele pot avea şi diferite forme. De obicei, in interiorul braţelor din celuloid, pentru a le mări
rezistenţa sunt introduse întărituri din metal numite armături. Acestea sunt introduse prin injectare şi
sunt executate din sârmă de alpaca sau alamă moale, cu un diametru de 1,5 mm. Lungimea lor depinde
de lungimea braţului şi întotdeauna mai mică cu 5…..10 mm. La unele monturi de ochelari, armăturile
sunt nichelate sau aurite. Braţele pot fi executate şi din apiflex, un material flexibil care permite o
usoara modelare după fizionomia persoanei.
c) Balamalele (şarniere)
Cu ajutorul balamalelor se realizează asamblarea braţului la cadru. Se pot executa din alpaca
sau alamă şi pot varia ca formă şi dimensiuni. Balamaua se compune dintr-o parte dreaptă şi o parte stângă. Pentru asamblare este nevoie de şuruburi.
Sunt balamale care se pot aplica atât pe partea dreaptă cât şi pe partea stângă deopotrivă.
Balamalele pot avea lăţimea de 5, 6, 7, 8 mm. Ele sunt fabricate din alamă, bronz sau zinc. Pot
fi demontabile (cu şurub) sau nedemontabile.
Balamaua este prevazută cu două găuri, având un diametru de 1,2 mm.
Partea care se montează pe braţ are o lungime mai mare, iar cea care este montată pe cadru este
mai scurtă şi, de asemenea, prevazută cu două găuri. O balama este corect montată, atunci când pentru
a deschide braţele trebuie forţată puţin, iar când braţele sunt lăsate libere nu cad unul peste celalalt.
Şuruburile folosite sunt de tipul M 1, 2 sau M 1, 4 şi se pot înşuruba cu ajutorul şurubelniţei. Suruburile
trebuie bine strânse; nu trebuie să se deşurubeze când se mişcă braţele. Pentru o prindere mai sigură se pot folosi piuliţe. După felul montării, balamalele pot fi: îngropate, încastrate, aplicate.
Balamalele îngropate se pot asambla în două feluri:
- prin încalzirea balamalei la 80-85oC şi aplicarea ei cu penseta pe locul dorit;
Colegiul UCECOM „Spiru Haret” București
9
- prin frezarea unui locaş în locul unde se fixează balamaua, atât în cadru cât şi în braţ.
Balamaua încastrată face corp comun cu armătura. Se fixează în cadru într-un locaş frezat prin
lipire şi presare.
Balamalele aplicate sunt nituite, cu nituri având diametrul de 2 mm şi lungimea de 12-14 mm.
Operaţia cuprinde următoarele faze: găurirea cadrului şi a braţului, executarea nitului, fixarea
balamalei, nituirea.
d) Şaua nazală (puntea)
Şaua este fabricată din material plastic. Se poate clasifica astfel: şa normală, şa în unghi şi şa
arcuită (ondulată).
Ca poziţie faţă de cadrul ramei, şaua poate fi aşezată la mijloc (pe direcţia liniei ochelarului) sau
în partea superioară. Şaua nazală este caracterizată prin trei parametri: raza la vârf, săgeata (distanţa de
la linia ochelarului la marginea inferioară a şeii) şi baza (lăţimea şeii).
După format, şaua nazală poate fi:
- cu lungimea mai mare decât deschiderea;
- cu lungimea egală cu deschiderea;
- cu lungimea mai mică decât deschiderea.
Şaua nazală este prevazută cu două aripioare. Ele sunt pastile din material plastic de diferite
forme în funcţie de fizionomia nasului. Aripioarele susţin greutatea cadrului. Ele sunt asamblate în
ramă prin lipire, urmând apoi operaţia de finisare.
e) Nituri şi aplicaţii metalice
Niturile se folosesc pentru montarea balamalelor. Ele pot fi simple sau prevăzute cu diferite
aplicaţii metalice (ornamentale) executate din alpaca semidură. Niturile folosite au diametrul de 1,4
mm. De obicei, ele se execută mai lungi decât ar fi nevoie, astfel că după montare să se poată tăia 1,5 –
2 mm. Ornamentele au diferite forme. Acestea pot fi în formă de X, care se montează mai ales pe braţe sau în formă de V care se montează pe cadru.
Aceste aplicaţii se execută din alpaca cu o grosime de 0,2 mm. Pentru o montare uşoară cele
două nituri trebuie să fie paralele, iar lungimea lor să fie aceeaşi cu a niturilor simple.
Părţile componente ale monturilor fabricate din materiale metalice
Metalul este din ce în ce mai folosit pentru fabricarea monturilor pentru ochelari, datorită
numeroaselor sale calităţi. Monturile din metal (alpaca, nichelate, aurite, tombac, duble, oţel inoxidabil)
îşi păstrează culoarea, dar îşi pot pierde din strălucire. Aceasta se poate reobţine prin frecare cu o cârpă
moale. Monturile metalice moderne sunt uşoare şi elegante. Cele mai răspândite sunt monturile glazant
(cu şurub). Avantajul acestor monturi, este că forma lentilei nu este strict legată de forma monturii, iar
câmpul vizual este destul de mare. Dezavantajul lor este însă că lentila se poate sparge relativ uşor. Lentilele sunt prinse de partea superioară a monturii, prin câte două şuruburi.
Partea superioară este prevazută cu două orificii necesare pentru fixarea lentilelor. Mărimea
monturii este dată de mărimile l1 respectiv l2 din desen. Se poate executa din sârmă de alpaca, cu un diametru de 1,6 mm.
Perniţele sunt pastile executate din material plastic, iar suportul din metal, cu diametrul de 1,2
mm. Suportul curbat după forma nasului este sudat de partea superioară a monturii. Perniţele sunt
Colegiul UCECOM „Spiru Haret” București
10
turtite lateral şi prezintă pe suprafaţa lor adâncituri, pentru o mai bună fixare pe nasul purtatorului. Ele
se pot executa din celuloid sau acetat de celuloza şi au diferite forme.
Monturile glazant sunt uşoare, greutatea lor crescând prin montarea lentilelor. Suportul perniţelor trebuie astfel aranjat, încât montura să fie bine fixată pe nasul purtatorului.
Braţele din metal sunt foarte uşoare, au un diametru de 2,4 mm. La un capăt sunt prevăzute cu o
balama, iar în celălalt capăt cu apărători. Balamalele sunt prevăzute cu orificii de diametru de 0,8 mm. La montare, balamalele se nituiesc, niturile având un diametru de 0,7 mm.
Anourile au rolul de a proteja lentila şi sunt deseori folosite la monturile glazant. Sunt anouri
metalice, diferite ca formă după mărimea şi forma lentilei. Se execută mai ales din duble. În partea
interioară se află un canal cu adâncimea de 0,5 mm în unghi de 900. Pe partea superioară, sunt lipite
mici piese rotunde, cu ajutorul cărora anoul este montat la partea superioară a monturii cu ajutorul unor
şuruburi. Anourile sunt perechi pentru dreapta şi pentru stânga, iar şuruburile sunt de tipul M 1,25 x
1,5.
Ornamentele sunt montate împreună cu lentilele la partea superioară a ramei. Pe ornamente sunt
sudate două şuruburi M 1,2 x 8 mm şi M 1,2 x 12 mm, având între ele o distanţă de 10 mm. Pentru a
proteja lentilele, se mai pot aplica şaibe din material plastic sau metalic.
Părţile componente ale monturilor fabricate din materiale combinate
Monturile combinate sunt foarte plăcute, deoarece sunt combinaţii de materiale plastice cu
metalice. Există monturi de ochelari ccare au partea superioară din celuloid, iar şaua nazală şi anourile
din metal. De anouri sunt lipite perniţe din celuloid cu suporturi din metal. Perniţele sunt comode şi se
aşează uşor după fizionomia purtătorului de ochelari. Partea superioară a monturii, executată din
celuloid se montează cu şuruburi M 1,4 x 2 mm, fixate în două locuri spre nazal şi spre temporal. Acest
tip de montură combinată, este folosită pentru bărbaţi. Braţele sunt executate tot din celuloid şi sunt prevăzute cu armături metalice.
La monturile combinate se folosesc braţe combinate. Fabricarea acestor braţe este diferită de
fabricarea braţelor obişnuite. Monturile de ochelari cu astfel de braţe combinate (împletite) se
recomandă pentru sportivi şi copii. Braţul are capătul mai arcuit, se poate fixa mai strâns după ureche.
Braţul este format din: partea împletită alcătuită la rândul ei din două straturi de sârmă de alpaca de 0,4 mm grosime. Pentru a-i mări elasticitatea, fiecare strat, după împletire, se bate sub formă rotundă.
Împletitura se execută pe arc de oţel, cu diametrul de 0,8 mm, iar după extragerea arcului se
obţine o împletitură cu diametrul de 0,8 mm. O altă componentă a acestui braţ este armătura de metal.
Această armătură este mai scurtă şi are diametrul de 0,8 mm. Pe armatură se montează materialul
plastic. Braţul mai are şi o parte de legatură, iar la capăt se află terminaţia braţului. Braţul combinat se
execută din alpaca nichelată. Dacă împletitura este bine executată, ea este deosebit de elastică, se poate
îndoi în orice direcţie şi îşi păstrează forma.
Colegiul UCECOM „Spiru Haret” București
11
CAPITOLUL 3
Prelucrarea monturilor din materiale plastice
Procesul tehnologic de prelucrare
Cele mai folosite materiale plastice sunt: acetat de celuloză, nitrat de celuloză (celuloid), polistirol etc.
Pentru realizarea acestor monturi se foloseşte prelucrarea la rece şi prelucrarea la cald.
Fiecare procedeu de prelucrare are avantajele şi dezavantajele sale. Prin prelucrarea
materialelelor plastice la rece, calitatea materialului nu se schimbă. Procesul tehnologic, în acest caz,
cuprinde mai multe operaţii. Procedeul se foloseşte la fabricarea individuală a monturilor şi pentru serii
mici. Metoda este totuşi economică, întrucât se pot procura uşor şi repede scule potrivite.
Prin prelucrarea la cald, odată cu încălzirea materialului, acesta îşi pierde din plasticitate, devine rigid şi îşi pierde astfel şi durabilitatea. Procedeul se foloseşte la producţia de serie mare.
La fabricarea monturilor pentru ochelari, trebuie să se ţină seama de faptul că în final
suprafeţele trebuie să fie fine şi lucioase. Utilizarea monturilor este influenţată de formă, de aspect, de
mărime şi de durabilitatea sa. Operaţiile de finisare ale suprafeţei, sunt operaţii prin care sunt înlăturate
neregularităţile ce rămân de la operaţiile de prelucrare. În timpul fabricării pieselor componente ale
monturilor pentru ochelari, este important controlul fineţei suprafeţelor ce se realizează cu şabloane etalon. Etalonul 1 este cel mai fin.
Prelucrarea la rece cuprinde următoarele operaţii:
- tăierea plăcii de material plastic în bucăţi (ştraifuri);
- copierea modelului pentru cadru la maşina pantograf;
- tobarea cadrelor;
- trasarea pe cadru a locului unde vor fi montate balamalele;
- găurirea cadrelor cu maşina de găurit;
- executarea curburii nazale;
- montarea balamalelor;
- tăierea din ştraifuri a braţelor;
- injectarea în braţe a armăturilor metalice;
- frezarea profilului braţelor;
- tobarea braţelor;
- găurirea braţelor pentru montarea balamalelor;
- montarea braţelor la cadru;
- confecţionarea perniţelor nazale;
- lipirea cu acetonă a perniţelor la cadru;
- acetonarea ramelor;
- lustruirea la perie a aplicaţiilor metalice;
- ambalarea produsului finit.
Prima operaţie este tăierea materialului la maşini de tipul ferăstraielor circulare, obţinându-se
ştraifuri (plăci) de dimensiunile dorite. Astfel, în cazul monturilor pentru copii, lungimea plăcii va fi de
Colegiul UCECOM „Spiru Haret” București
12
13 cm, pentru monturi bărbăteşti între 15 şi 15,5 cm, iar pentru monturi destinate femeilor între 14 şi
14,5 cm.
După această operaţie, ştraifurile se fixează la maşina pantograf, unde se copiază modelul dorit pentru cadru.
Pantograful este o maşină, care realizează prelucrarea unei piese, asemenea cu o piesă sau
forma dată la o anumită scară. Se compune din următoarele părţi: un motor electric care acţionează
scula, în acest caz o freză (frezele utilizate sunt profilate, putând realiza şi locaşul lentilei în montură);
masa principală a maşinii - pe masă este fixat printr-un dispozitiv de prindere, modelul necesar pentru cadru.
Pentru ca deplăarile piesei (ştraifurilor) faţă de sculă, să determine realizarea monturii, în
paralel este montată montura model, pe masă. Pe capul maşinii, este fixat poansonul de copiere care este montat în paralel cu freza.
În funcţie de profilul frezei, masa principală poate ocupa două poziţii pe verticală
La prima poziţie se copiază conturul exterior al cadrului, iar la a doua poziţie, interiorul
cadrului şi în acelaşi timp se execută şi canalul interior pentru fixarea lentilei.
După copiere se trasează la ambele proeminenţe, numite bac-uri, axele pentru două găuri aşezate vertical la o distanţă de 2,1 - 2,5 mm.
Apoi, cadrul se introduce într-o tobă de formă hexagonală, unde este ţinut timp de 16 ore,
efectuându-se operaţia de tobare.
Braţele se execută din plăci de celuloid, cu o grosime de 2,8 mm. Din aceste plăci, se taie
ştraifuri de 16-18 mm. După tăiere, bucata de material este introdusă în maşina de injectat armături
metalice.
Maşina de injectat armături metalice realizează injectarea armăturilor astfel: ştraiful de material
este dirijat către un încălzitor de înaltă frecvenţă, încălzindu-se numai zona ce urmează a fi armată;
armatura are o formă adecvată, respectiv ascuţită la un capat, fiind deasemenea încălzită, este împinsă
în material. Toate deplasările sunt realizate prin acţionări pneumatice, comandate de un sistem
electronic de comandă. În funcţie de materialul utilizat la executarea braţelor, este necesar un reglaj al temperaturii.
Operaţia de frezare a braţelor se execută la o maşină care are la bază principiul copierii după un
model. În paralel cu braţul care trebuie prelucrat, pe masa maşinii se află modelul de referinţă. Poziţiile
relative ale piesei şi modelului sunt dispuse pe verticală. Masa are o mişcare de translaţie alternativă, pe
direcţie orizontală. În cursa activă, prin deplasarea mesei, modelul va întâlni două discuri, plasate de o
parte şi cealaltă a modelului. Coaxial cu aceste discuri, dar într-un alt plan, pe direcţie verticală,
respectiv în planul piesei, se află două piese profilate, conform formei pe care trebuie să o aibe braţul.
După operaţia de frezare, braţul este introdus în tobă şi menţinut 16 ore. Tobarea este necesară pentru rotunjirea muchiilor, atât pentru cadru cât şi pentru braţe.
După această operaţie, cadrelor li se execută conturul nazal, la o maşină de presat. Operaţia de
încălzire este necesară deoarece la presare cadrele se pot rupe.
Se fixează cadrul pe masă, iar la coborârea pistonului, acesta imprimă conturul nazal dorit.
Urmează operaţia de găurire a cadrelor şi braţelor, care se execută cu un burghiu, având un diametru de 1,1-1,8 mm.
Dupa montarea balamalelor este nevoie de: căpuitor, contracăpuitor, un ciocanel, nituri,
aplicaţii etc. Balamalei i se aplică lovituri, până intră picioruşele aplicaţiei în găurile specifice. Se taie
din lungimea aplicaţiei şi se nituieşte cu nituitorul. Se execută aceeaşi operaţie şi la braţe. Urmează
montarea braţelor la cadru, prin intermediul şuruburilor.
Colegiul UCECOM „Spiru Haret” București
13
Cu o pensetă şi prin intermediul acetonei se execută lipirea aripioarelor de cadru, de la capăt.
Ultima etapă este finisarea monturii. Se pileşte montura, până ce deschizătura braţelor este bună.
Pilirea cadrului, respectiv a braţului, se realizează cu ajutorul unei pile semirotunde. După pilire
se curăţă suprafeţele respective cu şmirghel fin. Este necesară apoi, o şlefuire mai ales la monturile
executate din acetat sau celuloid. Reşlefuirea se execută la un polizor prevăzut cu pânză şi pastă de
şlefuit. Aceasta elimină de pe suprafaţa monturii toate zgârieturile, iar suprafaţa rugoasă devine
omogenă. Pilirea trebuie executată până ce dispar toate zgârieturile.
La monturile din celuloid, se foloseşte lustruirea cu cârpă şi acetonă, iar la cele fabricate din acetat se foloseşte lustruirea cu o cârpă specială.
Cel mai des folosită este lustruirea cu acetonă, care este o metodă rapidă, economică şi conferă
monturii un luciu îndelungat.
Monturile asamblate se introduc în baie de acetonă. Pentru această operaţie este nevoie de o
cuvă şi un gratar mai mare pentru a se putea introduce în baie mai multe bucăţi în acelaşi timp.
Monturile de acetat se ţin în baie circa 2 min, iar cele de celuloid 1 min. Apoi se lustruiesc cu o perie, pentru ca aplicaţiile metalice să aibe un luciu plăcut.
Prelucrarea la cald se aplică în special materialelor termoplaste. Pentru injectarea în matriţe
a monturilor pentru ochelari se foloseşte acetatul de celuloză. Acesta este color sau incolor, transparent
şi se foloseşte sub formă de granule. Este un material rezistent, ceea ce îl face să fie indicat pentru aceste monturi. Un dezavantaj este tendinţa materialului de a fi higroscopic.
Fazele procesului tehnologic sunt: vopsirea materiei prime, uscarea, injectarea în matriţe,
tratamentul final, găurirea.
a) Vopsirea materiei prime: din punct de vedere economic, materia primă incoloră se poate
procura şi depozita uşor. Vopsirea se va face la începutul procesului tehnologic. Cantităţile mai mici se
vopsesc pe plăci de aluminiu, iar cantităţile mai mari în cutii prevăzute cu o instalaţie de amestecare,
care execută permanent o mişcare de rotaţie în jurul axei sale. Viteza de rotaţie a instalaţiei trebuie
aleasă în aşa fel, încât granulele de acetat de celuloză să nu se lipească de peretele instalaţiei, ci să cadă
uniform de pe el. Pentru vopsire se foloseşte vopsea de anilină, amestecându-se până când aceasta se
împarte uniform pe suprafaţa tuturor granulelor. Culoarea neagră se realizează cu ajutorul negrului de fum.
Monturile se vopsesc după operaţia de ştanţare. În acest scop, montura se sprijină pe braţe, se
pune şablonul şi se vopseşte cu ajutorul unui pistol special de vopsit.
b) Uscarea materiei prime: în timpul prelucrării, umezeala are un efect negativ, de aceea trebuie
înlăturată. La peste 1000 C, umezeala trece în stare de vapori, care nu se pot evapora din masa de
materie topitî. În material se pot produce bule de gaze. Umezeala se îndepărtează înaintea operaţiei de
injectare. Uscarea se realizează în cuptoare electrice la temperatura de 700 C. Timpul de uscare depinde
de gradul de umezeală existent. Pentru a se stabili timpul optim de uscare, se ia o probă din materialul
umed şi se usucă în cuptorul electric, până ajunge la greutatea standard a unei monturi. Pentru a ajunge
la această greutatea standard, în timpul uscării trebuie făcute mai multe măsurări. Timpul scurs până la
obţinerea greutăţii standard a materialului de probă, este folosit pentru determinarea timpului de uscare
necesar materialului.
c) Injectarea: materia primă pregatită pentru injectare, trebuie să aibe temperatura mai ridicată
decât temperatura de topire, dar mai mică decât temperatura la care se descompune. Temperatura
optimă este cea situată la mijlocul intervalului dintre cele două temperaturi. Acetatul de celuloză are temperatura de prelucrare situată între 140
0 C şi 230
0 C.
Colegiul UCECOM „Spiru Haret” București
14
Tehnologia aplicată depinde de următorii factori: temperatura de injectare, presiunea de
injectare şi temperatura matriţei de injectare.
Între temperatură şi presiune trebuie creat un echilibru. Dacă unul din aceşti parametri nu este
corespunzător, se va obţine o piesă rebut. Temperatura matriţei de injectare influenţează materialul, iar
de multe ori acesta este rece, îşi pierde temperatura şi se contractă producându-se o scădere a volumului sau.
Dupa operaţia de injectare piesa obţinută poate rezulta incompletă. Cauzele acestui defect sunt:
temperatura scazută în cilindrul de topire, poziţia necorespunzătoare a pistonului, presiunea exercitată
de piston este mai mică decat normal, existenţa în matriţă a unor ventuze, care nu lasă să iasă aerul din
matriţă, surplusul de material se datorează unei presiuni mari de lucru, ventilul este defect, nu se
închide corect, montura obţinută prezintă bule, datorită unei presiuni mici de lucru faţă de cea normală
sau existenţa aerului în matriţă, suprafaţa monturii prezintă neregularităţi sfărâmicioase datorită unei
răciri bruşte a materialului, existenţa unor umflături pe suprafaţa monturii, datorită temperaturii de
lucru prea ridicate sau umidităţii materialului.
Aceste defecte se pot înlătura, dacă se face o injectare de probă, unde se întrunesc toate condiţiile necesare obţinerii unei piese de calitate superioară.
d) Tratamentul final este operaţia prin care se îndepărtează surplusul de material, manual, în aşa
fel încât montura să nu suporte nici o deteriorare. În acest caz, o serie de monturi considerate rebut, pot
fi totuşi utilizate. În acelaşi mod, se poate proceda şi cu rebuturile datorate celorlalte defecte, dar după
o sortare corespunzătoare.
Rebuturile care conţin impurităţi nu se mai folosesc. La materia primă se pot adauga doar 15-
20% din rebuturile măcinate, deoarece ele nu mai au aceeaşi temperatură de topire. Aceste amestecuri
cu rebuturi, se folosesc la executarea unor piese care nu sunt supuse unor uzuri prea mari. Piesele finite
se depozitează în saci timp de 14 zile pentru relaxare; în acest timp presiunea internă dispare. După
relaxare, monturile sunt introduse sub un tambur special, pentru a se înlătura eventualele denivelări existente pe suprafaţă.
e) Găurirea: cadrul şi braţele trebuie găurite. În timpul găuririi, materialul se încălzeşte din
cauza frecării care apare. Pentru micşorarea încălzirii, burghiul trebuie uns cu ulei sau parafină.
Burghiul se mai poate raci, ridicându-l de mai multe ori în timpul operaţiei de găurire. Partea activă a
burghiului este lată, taie adânc, iar cantitatea de material aşchiată de acesta este mare.
Asamblarea monturilor fabricate din materiale plastice
Procedeul de montare cuprinde: pregătirea, asamblarea propriu–zisă şi finisare monturii.
În faza de pregătire tehnicianul îşi pregăteşte sculele necesare şi materialele. Pentru realizarea
monturii din celuloid, sunt necesare următoarele operaţii:
- tăierea aplicaţiei metalice pentru braţul ochelarului;
- montarea balamalelor pe braţe;
- pilirea oblică a părţilor de asociere;
- pilirea colţului cadrului;
- şlefuirea manuală a balamalelor;
- reşlefuirea;
- polizarea şi lustruirea;
- ştergerea monturii asamblate.
Colegiul UCECOM „Spiru Haret” București
15
Tăierea aplicaţiilor metalice trebuie executată la dimensiuni potrivite, pentru a se putea face o
nituire corespunzătoare. Dacă aplicaţiile sunt prea lungi ele se îndoaie, se adună sub balama, făcând ca
aceasta să slăbească şi să cadă. Dacă aplicaţiile sunt prea scurte, ele umplu orificiul balamalei cu
material şi nituirea este necorespunzătoare.
Pilirea colţurilor se execută cu o pilă semirotundă cu un diametru de 150 mm. După pilirea colţurilor, suprafaţa ramei se curăţă cu şmirghel.
Reşlefuirea este necesară la toate ramele executate din celuloid sau acetat de celuloză.
Urmele lăsate după pilire pot fi îndepărtate de polizor, cu pastă de şlefuit. Trebuie eliminate de
pe suprafaţa monturii toate zgârieturile, pentru ca suprafaţa rugoasă să devină omogenă. Polizarea se execută, până când dispar toate zgârieturile de pe suprafaţă.
Finisarea monturii include lustruirea acesteia. Lustruirea se face cu cârpă şi acetonă. Cea mai
des folosită este lustruirea cu acetonă, fiind o metodă rapidă şi economică, asigurând monturii un luciu
îndelungat. Monturile din celuloid se menţin în baia de acetonă timp de 1-2 secunde, până când acetona
se depune pe suprafaţa lor. Se şterge după aceea, cu o cârpă moale.
CAPITOLUL 4
Prelucrarea monturilor din materiale metalice
Monturile metalice au forme asemănătoare cu cele din materiale plastice.
Montura metalică este formată din anouri legate între ele prin bara de legatura şi suportul nazal.
Braţele sunt prinse de anouri prin balamale.
Unele modele de monturi metalice, au anourile prinse de un centru superior, pe care se montează şi suportul nazal şi braţele.
Anourile pentru ramele metalice pot avea diferite forme constructive, în general însă anoul nu
este complet închis, ci prezintă o deschidere necesară pentru montarea lentilei.
Anourile se execută din sârmă de alamă moale, cu diametrul de 2,3 mm, ce se trefilează la
profilul dorit. Trefilarea sau tragerea este procedeul prin care sârmele, barele şi ţevile, sub acţiunea
unui efort de tracţiune, sunt trecute printr-un orificiu calibrat, de forma profilului dorit şi suferă o
reducere ţi, uneori, o modificare a formei secţiunii. La trefilare, pe lângă modificarea dimensiunii şi a
formei, se modifică şi caracteristicile fizico-mecanice ale materialului din care se execută produsul respectiv.
Sârma de alamă trefilată la forma corespunzătoare, adica prezentând în secţiune un canal în V la
un unghi de 900 şi adâncime de 0,5 - 0,6 mm, necesar pentru aşezarea lentilei, este infăşurată pe un
şablon, având forma corespunzătoare anourilor dorite.
Din acest arc elicoidal se taie câte o spira, obţinându-se anoul respectiv: pantoscopic,
dreptunghiular, rotund, trapezoidal etc. La cele două capete libere ale anourilor, se lipesc, prin alămire
sau argintare, îndeosebi, elementele de prindere ale monturii glazant şi de prindere a lentilelor. La unele
modele, prinderea anourilor între ele prin bare de legatură şi suportul nazal, se fac tot prin sudură.
Braţele se execută din sârmă de alamă, ce este supusă unei operaţii de deformare a sârmei prin
îndreptare obţinându-se diferite profiluri, în general braţul prezintă o parte de secţiune dreptunghiulară,
cu o latură foarte mica 0,5 - 1 mm (ca o bandă subţire), iar cele două capete sunt prelucrate astfel încât,
Colegiul UCECOM „Spiru Haret” București
16
să permită montarea la cadru la un cap, iar la celălalt este ascuţit, pentru a putea fi montată o apărătoare
de plastic, pentru protecţia urechilor purtătorului de ochelari.
Suportul nazal se execută din sârmă de alamă cu grosimea de 1,2 - 2,5 mm. După ce se taie la
lungime, se aplatisează cele două capete, prinzându-se de ele perniţele de protecţie a nasului. După
aceea, sârma se îndoaie la forma dorită a suportului nazal.
Apărătorile pentru braţe şi perniţele pentru suportul nazal, se realizează prin injectarea în matriţe închise, pe maşini de injectat material plastic. Materialul plastic este polietilena.
Balamalele se execută din alamă tare, au diferite forme constructive şi realizează în principal
legătura dintre braţe şi anouri, dar pentru unele modele servesc şi la priderea lentilei. Axul balamalei îndeplineşte şi rolul de şurub de strângere al anoului pe lentilă.
Profilul balamalelor se obţine în general prin ştanţare, operaţie urmată de executarea găurilor,
necesare pentru prinderea de braş sau de montură şi eventual se aplică operaţii de frezare şi ajustare pentru păsuirea corectă a balamalelor.
După executarea subansamblurilor ochelarilor se trece la asamblarea acestora. În funcţie de
modelul respectiv, montura pentru ochelari poate fi demontabilă sau sudată (cu excepţia prinderii lentilei şi a braţelor în balamale).
La modelele sudate, lipirea se poate executa cu ajutorul unui aliaj cu alamă. Înainte de lipire,
porţiunea de lipit este decapată prin curăţire, cu pâslă înmuiată în acid boric. Topirea aliajului între cele două piese se realizează sub acţiunea unei flăcări.
În cazul sudurii electrice se vor curăţa mai întâi suprafeţele de oxizi, se introduc părţile ce
trebuie sudate ţntr-un lichid de sudare într-o baie, între electrozi. Vârful sârmei de sudare cu diametrul
de 0,3 mm din argint, se introduce în baie, aducându-se în contact cu zonele ce trebuie îmbinate. Când
se atinge temperatura de topire a argintului, acesta se va scurge pe cele doua zone de lipit. Se scoate din
baie şi se răceşte în apă rece. Se mai poate executa sudura şi cu electrozi de cupru la o tensiune de 1,5 -
3,5 V. Dacă piesele sudate cu astfel de electrozi, sunt din dublé sau tombac, trebuie înlăturate straturile de oxid din timpul sudării, prin dizolvarea cu soluţie de 20% acid clorhidric.
După sudare urmează operaţia de curăţire şi apoi lustruirea monturii, mai ales la modelele din
dublé, sau operaţii de nichelare, eloxare etc., în vederea obţinerii unui aspect plăcut.
Balamalele sunt prinse de cadru sau de braţe cu ajutorul unor bride, îmbinarea realizându-se
prin nituire sau înşurubare. La îmbinările cu şuruburi, se folosesc şaibe din material plastic, cu care se
acoperă piuliţele metalice.
Asamblarea monturilor demontabile, decurge după aceeaşi sucesiune de operaţii. Şuruburile sunt M1, 2 fiind montate cu grijă în locaşurile respective, fără a le zgâria.
După montare, urmează operaţiile de ajustare a monturii, după configuraţia şi fizionomia
purtătorului. Se îndoaie braţele în zona apărătorilor pentru urechi.
Îndoirea se realizează prin încălzirea cu un cleşte de îndoit, ce are suprafeţele de lucru bine
prelucrate sau acoperite cu plăcuţe protectoare, pentru a nu zgâria plasticul. De asemenea, se ajustează
suportul nazal, precum şi unghiul din planul cadrului şi cele două braţe. Suportul nazal se cambrează cu ajutorul unui cleşte de cambrat.
Unele modele sunt combinaţii de montaj prin sudură şi înşurubare. Astfel, suportul nazal este
realizat din două părţi sudate de anouri, anourile sunt prinse între ele prin bare de legătură, prin sudură,
pe această bară se prinde, cu ajutorul şuruburilor, un ornament. Prinderea lentilei în anouri, se
realizează prin şuruburi M1,2x4 de care se prinde şi balamaua.
O altă combinaţie posibilă este cea cu glazantul din ebonită neagră, anourile prinzându-se de glazant prin şuruburi.
Colegiul UCECOM „Spiru Haret” București
17
Operaţia de montare a lentilelor în monturi metalice, presupune o mărire a deschiderilor
anourilor cu 10-150, introducerea lentilelor şi strângera cu şurub a celor două părţi. La strângerea
şurubului se va avea grijă să nu se tensioneze lentila; în astfel de cazuri se poate proceda fie la ajustarea
profilului lentilei, fie a anourilor.
CAPITOLUL 5
Sisteme de măsurare specifice monturilor de ochelari
● Sistemul Boxing constă în:
- cele două lentile sunt cuprinse în dreptunghiuri, ale căror laturi sunt tangente la contururile lentilelor;
- linia de bază este paralelă cu laturile orizontale ale dreptunghiurilor şi la egală distanţă de ele.
● Sistemul Dantum în care se definesc:
- linia de bază este linia orizontală trasată la egală distanţă de tangentele la contururile lentilei;
- centrul geometric se află pe linia de bază la distanţă egală de punctele de intersecţie ale acestei linii cu marginile lentilei;
- lăţimea lentilei este masurată pe linia de bază;
- distanţa între centrele optice ale celor lentile.
CAPITOLUL 6
Alegerea monturilor de ochelari
Tehnicianul optometrist prelucrează şi ajustează monturile de ochelari, în funcţie de capul
purtătorul ochelarilor, ţinând cont de caracteristicile optice, fizice, estetice ale acestuia.
Rolul unei monturi de ochelari este de a asigura poziţionarea lentilelor faţă de ochi. Ea trebuie
să se ajusteze pe cap, respectând integritatea zonelor capului cu care vine în contact şi armonia
trăsăturilor fetei.
Monturile pentru ochelari cu cercuri incomplete sunt monturi a căror cadre sunt fie din metal fie
din material plastic, sau materiale naturale cu proprietăţi similare sau combinaţii metal plastic şi în care
lentilele nu sunt înconjurate de cercurile de protecţie (anouri).
Alegerea monturii depinde de caracteristicile sistemului optic al ochelarilor, de morfologia capului purtătorului, de întrebuinţarea dată ochelarilor, de estetică şi modă.
Din punctul de vedere al caracteristicilor sistemului optic monturile pot fi: compensatoare
obişnuite, cu lentile cu puteri dioptrice mari, cu sisteme optice multifuncţionale, cu sisteme optice
complexe, pentru copii, cu destinaţie specială, medicală sau profesională şi monturi pentru ochelari de
soare.
Forma si dimensiunile monturii, trebuie să permită centrarea lentilelor, cu respectarea unui câmp vizual convenabil.
Alte considerente specifice monturilor de ochelari:
Colegiul UCECOM „Spiru Haret” București
18
- montura trebuie să asigure o distanţă suficientă între ochi şi lentile (12 - 15 mm), atât cât
morfologia corpului permite.
- montura ochelarilor cu lentile multifocale, trebuie să aibe înălţimea calibrului suficientă,
dependent de tipul multifocal. Calibrul este o piesă din folie de material plastic cu grosimea de 0,5 - 1
mm, de regulă transparentă, cu contur corespunzător locaşului din montură şi care poate servi pentru
prelucrarea lentilelor pe contur şi marcarea centrelor de montaj. În cazul ochelarilor cu lentile
multifocale, montura trebuie să asigure câmpul vizual și pentru vederea în planul apropiat.
- montura trebuie să asigure prinderea bună a lentilelor, trebuie să fie confortabilă şi stabilă pe cap.
- ochelarii, fiind, un sistem compensator funcţional, este necesar ca forma şi structura lui să fie
aleasă în funcţie de întrebuinţarea care i se prescrie.
- daca se are în vedere câmpul vizual şi centrajul, nu se vor propune aceleaşi monturi pentru vederea în planul apropiat şi vederea în planul depărtat.
- ochelarii care se pun şi se scot de pe cap frecvent, trebuie să fie mai robuşti, decât cei care nu
se scot o zi întreaga.
- pentru lucru la birou, se poate folosi o montura cu ţinută medie, dar pentru activitatea în care purtătorul se mişcă se recomandă modele bine fixate pe cap.
- dacă profesia purtătorului de ochelari impune o bună vedere în sus, se propune o montură care
depăşeşte sprâncenele pentru a nu limita câmpul vizual în partea superioară.
- monturile ochelarilor pentru copii nu vor avea aceleaşi proporţii ca la adulţi.
- montura trebuie aleasă corespunzator feţei purtătorului. De această alegere depind confortul şi
stabilitatea ochelarilor. Orice eroare morfologică se va traduce prin dificultăţi de ajustare şi pentru
purtătorul de ochelari, prin diverse neplăceri: alunecare, răni, centraj prost al lentilelor, disconfort vizual etc.
- în cazul monturilor din material plastic trebuie să se acorde atenţie formei nasului, deoarece
retuşurile sunt dificile.
- distanţa între marginile exterioare ale locaşurilor pentru lentile trebuie să fie egală cu
intervalul sfenoidal. Lăţimea totală a feţei monturii se recomandă să fie cuprinsă între dimensiunea
intervalului temporal mediu şi intervalul auricular.
- văzut din profil, braţul monturii, montată pe cap, trebuie să fie cât mai aproape de orizontală.
- unele monturi au balamale (articulaţii) sus, altele jos. Urechile la rândul lor pot fi situate mai
sus sau mai jos faţă de linia pupilelor. Nu se recomandă braţe cu balamalele sus unei persoane care are
urechi joase şi nici braţe cu balamale joase pentru urechi foarte sus. Braţele trebuie să aibe aceeaşi înclinare faţă de montură (excepţie fac cazurile speciale).
- montura trebuie să fie uşoară. Ochelarii pot cântări între 20 - 75 grame. Materialul monturii va
avea pentru lentilele din material organic, densitate mică, dar rezistenţă şi rigiditete suficiente.
Materialul plastic trebuie să poată fi deformat cu cleştele. Grosimea materialului trebuie să fie aceeaşi
la punte şi la urechi pentru balamale. În partea inferioară montura ar trebui să fie mai subţire. Trebuie
avut în vedere, alegerea înălţimii punţii în funcţie de proeminenţa rădăcinii nasului, de pomeţi, arcada
sprâncenelor, lungimea genelor. Forma punţii poate fi responsabilă pentru presiunea exercitată asupra pielii.
- presiunea în punctele de contact cu nasul este repartizată neuniform dacă puntea şi plachetele
sunt adaptate necorespunzător.
Colegiul UCECOM „Spiru Haret” București
19
- puntea şi plachetele trebuie să fie adaptate astfel încât, să urmărească perfect forma părţilor
rigide ala nasului. Dacă forma standard a punţii, nu corespunde formei anatomice, ea trebuie adaptată. Presiunea de contact pe nas, depinde de forma nasului.
- braţele preiau 10% din greutatea totală a ochelarilor.
- mărimea suprafeţei plachetelor este limitată de aspectele anatomice. O suprafaţă de reazem
prea mare, poate perturba funcţiile canalului lacrimal, nervii locali, muşchii etc. O presiune pe muşchi
poate provoca durere, înainte ca pielea să reacţioneze. Durerea este surdă, devine tot mai puternică şi se
întinde din ce în ce mai departe de punctul de presiune.
Poziţia punctului de rotaţie al plachetei mobile influenţează modul cum este repartizată presiunea acesteia pe nas.
- observarea atentă a capului şi corpului uşurează mult alegerea şi adaptarea corectă a monturii.
Corpul cu toare componentele sale formează o unitate care trebuie pusă în valoare cu ajutorul
hainelor, ochelarului, podoabelor. Proporţiile feţei sunt influenţate de ochelari. Pentru un observator, ochelarii par să umple faţa.
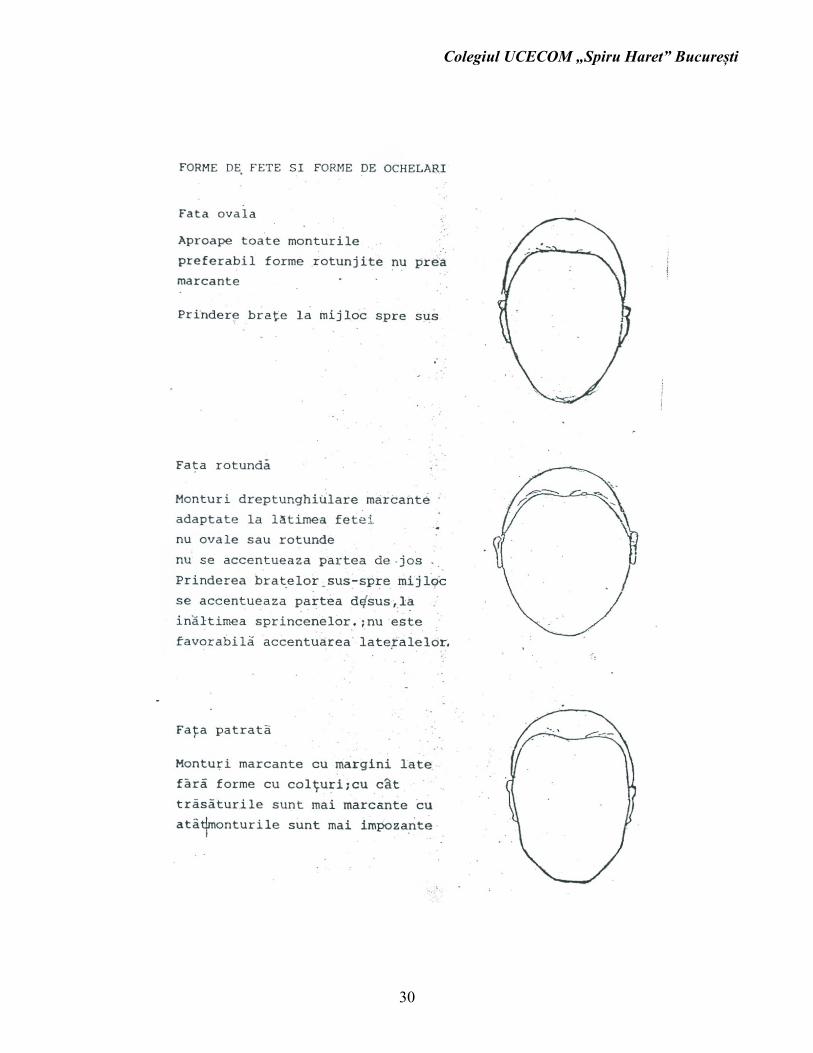
Mărimea şi forma monturilor de ochelari
În majoritatea cazurilor lăţimea monturii trebuie să corespundă cu lăţimea feţei. Pentru ochelarii fără cercuri, rotunzi se pot alege monturi mai înguste.
Dacă faţa permite este mai bine să se poarte monturi urcătoare, care fac faţa mai proaspătă decât
monturile coborâtoare, care dau un aspect obosit.
Puntea şi sprâncenele trebuie să urmeze o linie coerentă, braţele nu trebuie să prelungească sprâncenele. O punte înaltă alungeşte estetic nasul.
O prindere a braţelor sus cu punte medie sau joasă, „urcă” ansamblul, astfel faţa pare mai fină,
bărbia şi gura sunt puse în evidenţă.
O prindere a braţelor joasă cu punte medie sau înaltă „coboară” ansamblul, astfel faţa pare mai fină, bărbia şi gura sunt puse în evidenţă, faţa este scurtată.
Ajustarea monturii
A ajusta o montură înseamnă a o adapta la faţa purtătorului de ochelari, astfel încât:
- lentilele sa fie la înalţimea, distanţa şi înclinarea prevăzute de o bună compensare a defectului optic, de folosire a câmpului vizual, ţinând cont de mărimea şi puterea dioptrică a lentilelor;
- montura să fie aşezată pe nas, fără să alunece sau să rănească;
- braţele trebuie să menţină ochelarii la locului lor, fără comprimarea exagerată a tâmplelor sau
tracţiune prea mare pe urechi.
Operaţia de ajustare a monturii presupune: abilitate manuală, cunoştinţe anatomice şi morfologice, capacitate bună de observare, dotare cu scule corespunzătoare.
Corecţia monturii constă în a reface forma monturii, după asamblarea lentilelor.
Metoda de ajustare
Clientul este aşezat în faţă sau alături de tehnicianul optometrist. Se verifică rapid cum s-a făcut montarea lentilelor în montură.
Ajustarea se face astfel:
1) Reglajul deschiderii braţelor se face în funcţie de: forma timpanelor şi de intervalul superior
auricular.
Colegiul UCECOM „Spiru Haret” București
20
Presiunea pe cap se exercită numai la nivelul vârfului şanţului auricular, ca să nu se comprime
artera temporală superficială. Braţele nu trebuie să fie prea depărtate de tâmple, din motive de estetică
şi stabilitate. Este ideal ca braţele să fie rectilinii de la balama şi până la începutul cambrurii. Braţele se
curbează uşor, dacă tâmplele sunt rotunde. Se eviăa braţele concave care sunt inestetice, presează tâmplele şi împing montura înainte.
Dacă se cunoaşte intervalul superior auricular se determină deschiderea braţelor folosind regula
următoare:
- braţele fine sau suple = 15 mm mai puţin ca intervalul superior auricular;
- braţele semirigide = 10 mm mai puţin ca intervalul superior auricular;
- braţele rigide = 5 mm mai puţin ca intervalul superior auricular;
- braţele foarte rigide = 2 - 3 mm mai puţin ca intervalul superior auricular.
Deschiderea se măsoară când braţele sunt deschise la începutul îndoirii de la capăt.
De regulă braţele sunt simetrice, dar uneori unul din braţe trebuie deschis mai mult din cauza
asimetriei capului. Se controlează ca lentilele să fie la aceeaşi distanţă faţă de cei doi ochi. Dacă este
cazul, se deschide braţul în partea lentilei care este mai departată de ochi.
La o montură metalică este uşor să se închidă un braţ prea deschis, dar la monturile din material
plastic acest lucru este dificil. Dacă înclinarea monturii trebuie modificată mult, cele două operaţii
trebuie să se facă în acelaşi timp, deschidere şi înclinare.
2) Verificarea: fiecare braţ se sprijină pe vârfurile şanţurilor auriculare si nu deasupra, ceea ce
se întâmplă dacă îndoitura braţului după ureche este exagerată sau braţul este prea scurt. Se poate
verifica simetria, cu un dispozitiv care are trasate linii cu diverse înclinaţii. Se verifică răsucirea feţelor
ochelarilor. Curbura ramei nu trebuie să fie exagerată, ea nu trebuie să fie niciodată concavă, ci uşor
convexă.
3) Reglajul înclinării braţelor: dacă o ureche este mai sus ca cealaltă se înclină braţul din partea
urechii care este mai joasă, sau se micşorează această înclinare de cealaltă parte, după cum corpul
monturii este prea sau nu, înclinat. Înclinarea depinde de:
- morfologia feţei (montura nu trebuie să atingă sprâncenele nici pomeţii);
- utilizarea ochelarului (pentru vederea în planul îndepărtat sau pentru vederea în planul apropiat).
Înclinarea exagerată riscă să provoace un astigmatism de incidenţă jenant. Trebuie să se încline
diferit braţele atunci când sprâncenele nu sunt la aceeaşi înălţime.
Se verifică şi închiderea braţelor. Funcţie de lăţimea şi grosimea braţtelor, se alege una din situaţiile:
- închiderea braţelor, ele încrucişându-se în planul median;
- închiderea braţelor paralel, spatele braţelor nu trebuie să atingă lentilele.
4) Ajustarea braţelor în spatelor urechilor
Succesiunea fazelor se începe cu partea cea mai aprope de vârful şanţului auricular şi se termină
cu extremitatea spatelui.
Există trei tipuri principale de ajustaj: braţe drepte, braţe cu curbură simplă, braţe cu curburi multiple.
5) Ajustarea plachetelor se face: după lăţimea nasului, funcţie de înălţimea monturii, de distanţa
ochi – lentilă, de lungimea genelor, de poziţionarearea pentru vederea în planul apropiat pentru lentile multifocale.
Colegiul UCECOM „Spiru Haret” București
21
O montură metalică poate fi reglată uşor. Montura din material plastic se poate modifica în ce
priveşte unghiul de fugă al plachetelor prin pilire, ceea ce face ca montura să coboare. Pentru a evita
acest inconvenient este recomandat să se aleagă o formă de montură convenabilă formei nasului şi să se
modifice montura înainte de a monta lentilele.
Pentru monturile metalice, plachetele vor fi simetrice şi dacă este posibil ascunse în spatele cercurilor.
6) Strângerea braţelor : se verifică toate şuruburile. Braţele nu trebuie să fie prea libere,
deoarece şuruburile se pot deşuruba complet şi jocul face să varieze sensibil unghiul de înclinare al
braţelor, ca şi unghiul de deschidere. Braţele nu trebuie să fie prea fixe, deoarece efortul pentru
manipulare al braţelor ar fi prea mare ceea ce poate duce la riscul de spargere al lentilelor şi la modificarea ajustajului monturii.
Pentru ajustarea monturilor metalice sunt necesari diverşi cleşsti, şurubelniţe, sursă de caldură
pentru capetele braţelor.
Calităţile unui cleşte bun pentru ajustare sunt: robusteţea, netezimea ciocurilor, uşurinţa de
manevrare. Cleştele trebuie să ţină bine piesa ce trebuie modificată prin torsiune, fară să alunece şi fără
să deformeze metalul, sau să strice stratul superficial care protejează metalul de bază, de coroziune. Cu ajutorul cleştilor se pot modifica deschiderea şi înclinarea braţelor şi poziţia plachetelor.
Modificarea deschiderii braţelor se face la nivelul urechilor, cu ajutorul unui cleşte cu ciocuri
paralele evitând răsucirea cercurilor (risc de spargere al lentilelor). Braţul trebuie să rămână în
prelungirea urechii. Nu trebuie strivite capetele şuruburilor. Se evită folosirea pilei pentru deschiderea
braţelor. Pentru ajustarea capătului îndoit al braţului după forma şanţului auricular, se încălzeşte uşor
acest capăt şi apoi se deformează. Reglajul pachetelor se face cu cleşti cu ciocuri ascutite, rotunde şi
plate, pentru a ţine braţul şi cleştii cu ciocuri plate mai lateral.
Există un mare număr de plachete fixe sau mobile. În unele cazuri plachetele, sunt fixate de
cercuri. În acest caz se pot schimba plachetele cu altele mai groase sau mai înalte. Deplasarea
plachetelor se face modificând forma braţelor plachetelor, evitând curburi prea brutale şi tracţiuni care ar putea rupe sudura. Dacă se micşorează intervalul dintre plachete, ochelarul urca şi viceversa.
Pentru monturile din material plastic sunt necesare surse de caldură, pile, materiale de lustruit,
cleşti pentru balamale.
Ajustarea unei monturi din material plastic, este cu atât mai uşoară cu cât montura este mai bine aleasă. Se poate modifica la cald sau la rece, cu ajutorul pilelor.
Cu excepţia unor urechi cotite, deschiderea braţelor se realizează prin pilirea făcută cu grijă fără
să se strice balamaua.
Modificarea înclinării se poate face în trei feluri:
- prin încălzirea braţului care se îndoaie cu grijă;
- prin torsiunea părţii fixe a balamalelor;
- prin torsiunea ansamblului balamalei cu cleşte paralel şi cleşte pentru balamale.
Modificările de înclinare schimbă deschiderea braţelor. Dacă se curbează montura, lentilele se
aproprie de ochi şi se măreşte presiunea pe tâmple, ceea ce duce la necesitatea retuşării capetelor
braţelor şi a deschiderii lor. Dacă, din motive morfologice, este necesar să se ridice una din părţile
monturii, trebuie să se aibe grijă ca: să nu se provoace hiperforie, să nu se decaleze segmentele
lentilelor multifocale, să nu se modifice orientarea axelor lentilelor astigmate.
Măsurătorile faciale şi cunoaşterea morfologiei sunt esenţiale pentru un bun ajustaj.
Colegiul UCECOM „Spiru Haret” București
22
Bibliografie
- Ing. State D. M, dr. Lascu E Utilajul şi tehnologia confecţionării lentilelor, ramelor şi
ochelarilor – manual pentru şcoli profesionale şi cursuri de specializare, EDP Bucureşti 1980;
- Prof. ing. Danescu F., prof. ing. Grosu M., prof. ing. Rotaru T., prof. ing. Stoian G, prof.ing.
Vertan E. - Utilajul şi tehnologia mecanicii fine şi a opticii – manuale pentru clasa a XI a şi a XII a,
licee industriale cu profil de mecanică, calificarea mecanic de mecanică fină şi optică şi şcoli
profesionale, EDP Bucureşti 1989;
- Popescu I. I, Toader E - Optica, ESE Bucureşti 1989;
- Dumitrescu N. – Tehnologia de adaptare a ochelarilor, UPB Bucureşti 1999 ;
- N Dumitescu - Bazele opticii fiziologice, UPB 1994;
- ECCO European Diploma Optometry (candidate guidelines) – Zentralverband der Augenoptiker, Dűsseldorf 2008.
- surse internet
Colegiul UCECOM „Spiru Haret” București
23
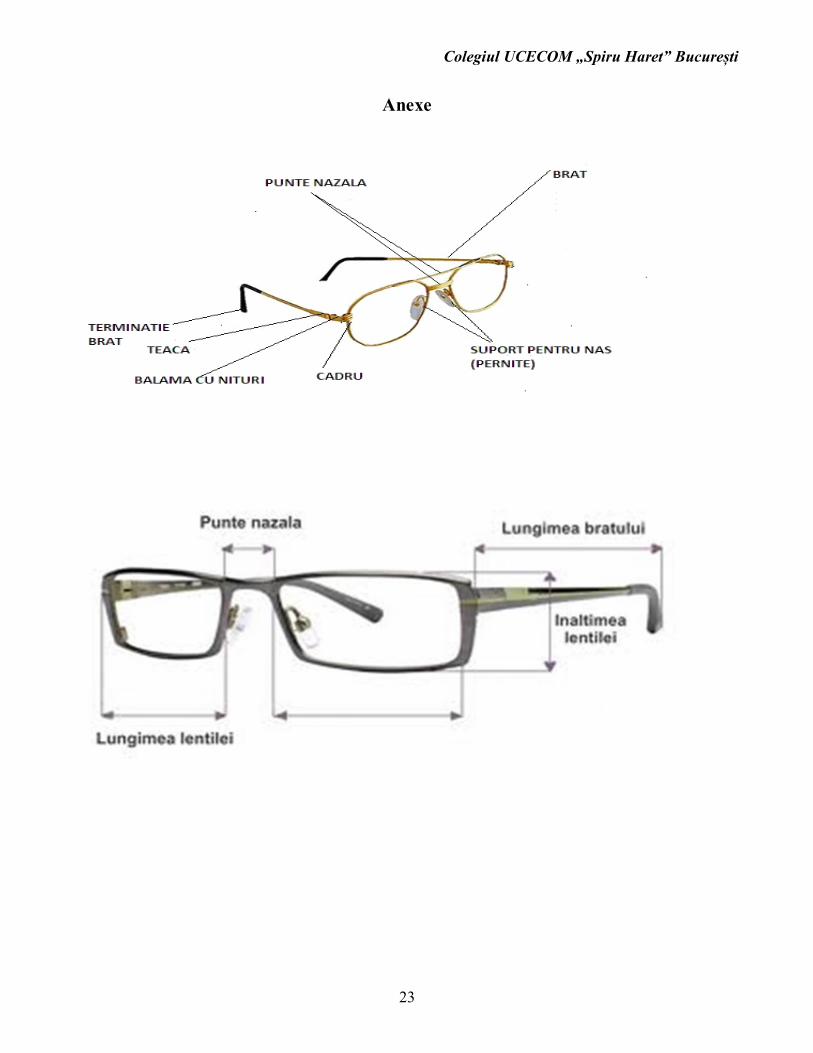
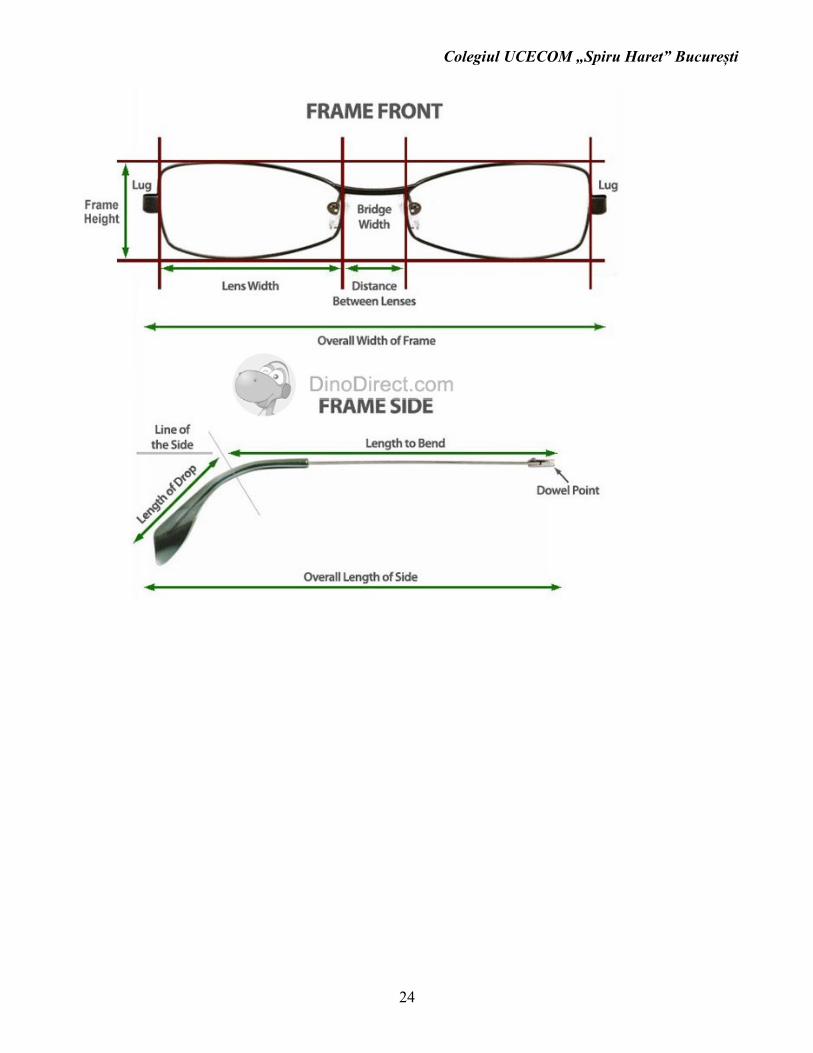
Anexe
Colegiul UCECOM „Spiru Haret” București
24
Colegiul UCECOM „Spiru Haret” București
25
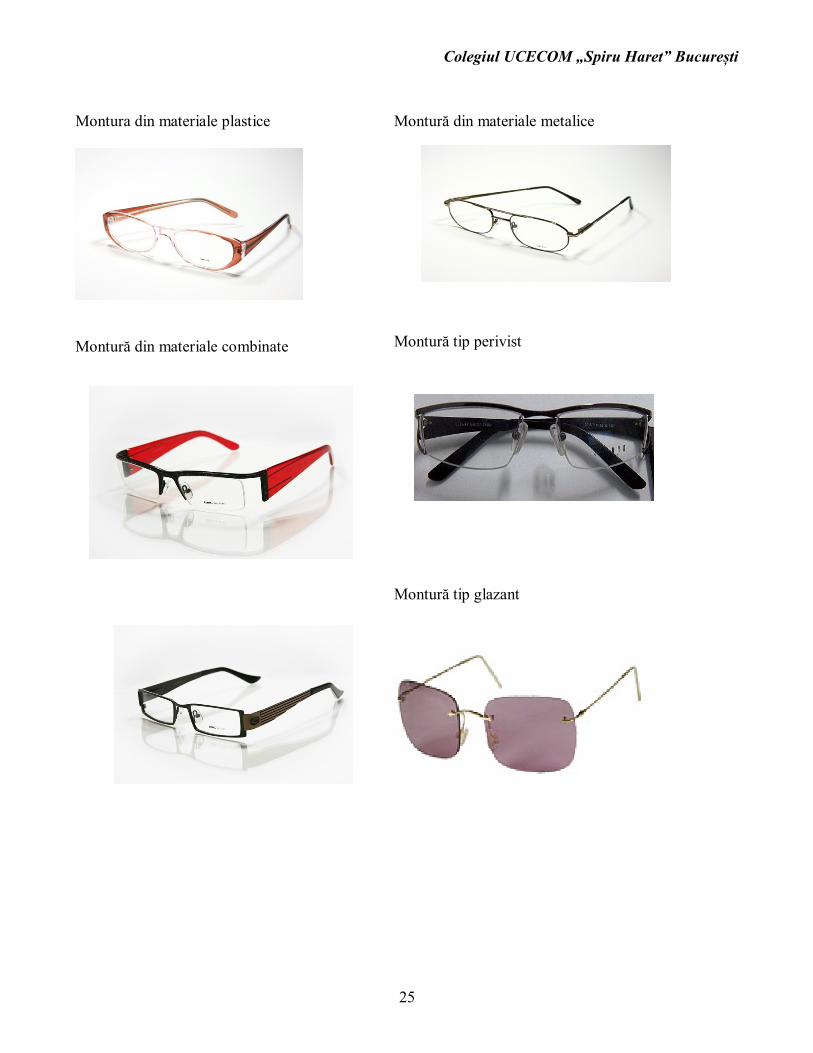
Montura din materiale plastice
Montură din materiale combinate
Montură din materiale metalice
Montură tip perivist
Montură tip glazant
Colegiul UCECOM „Spiru Haret” București
26
Anouri - cadru
Brațe cu sistem flexibil
Colegiul UCECOM „Spiru Haret” București
27
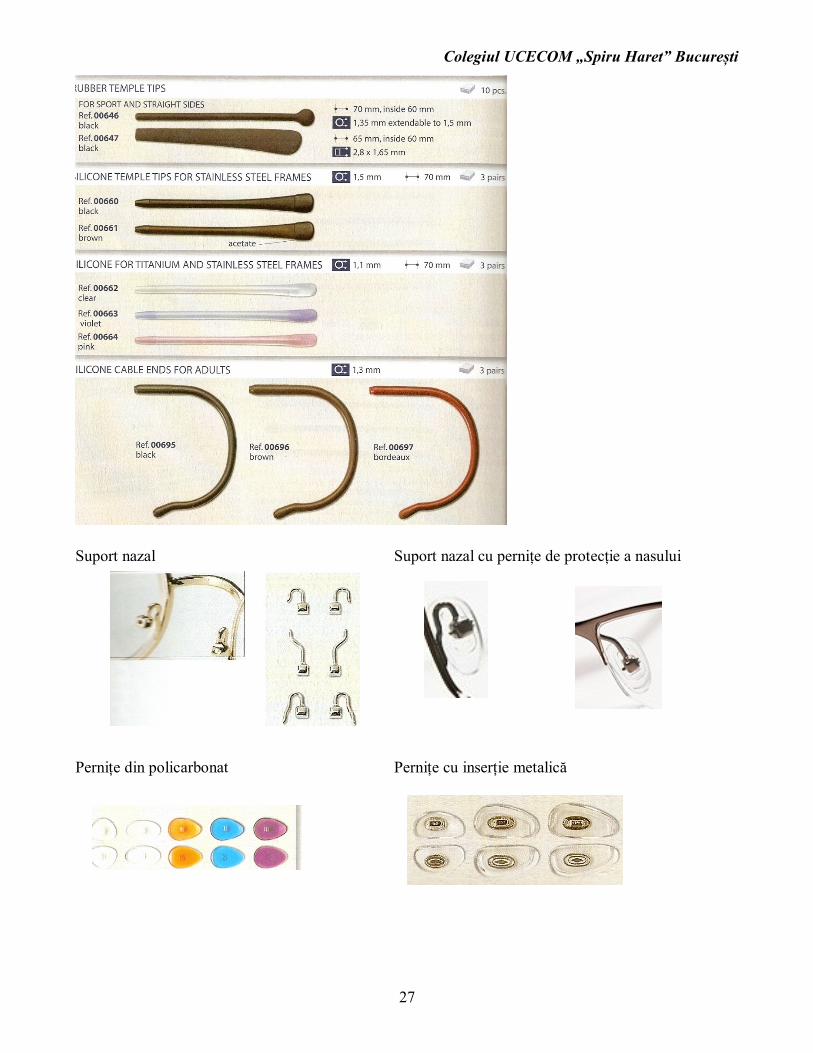
Suport nazal
Suport nazal cu pernițe de protecție a nasului
Pernițe din policarbonat
Pernițe cu inserție metalică
Colegiul UCECOM „Spiru Haret” București
28
Șei nazale
Set complet de balamale cu resort
Brațe din plastic
Balamale
Colegiul UCECOM „Spiru Haret” București
29
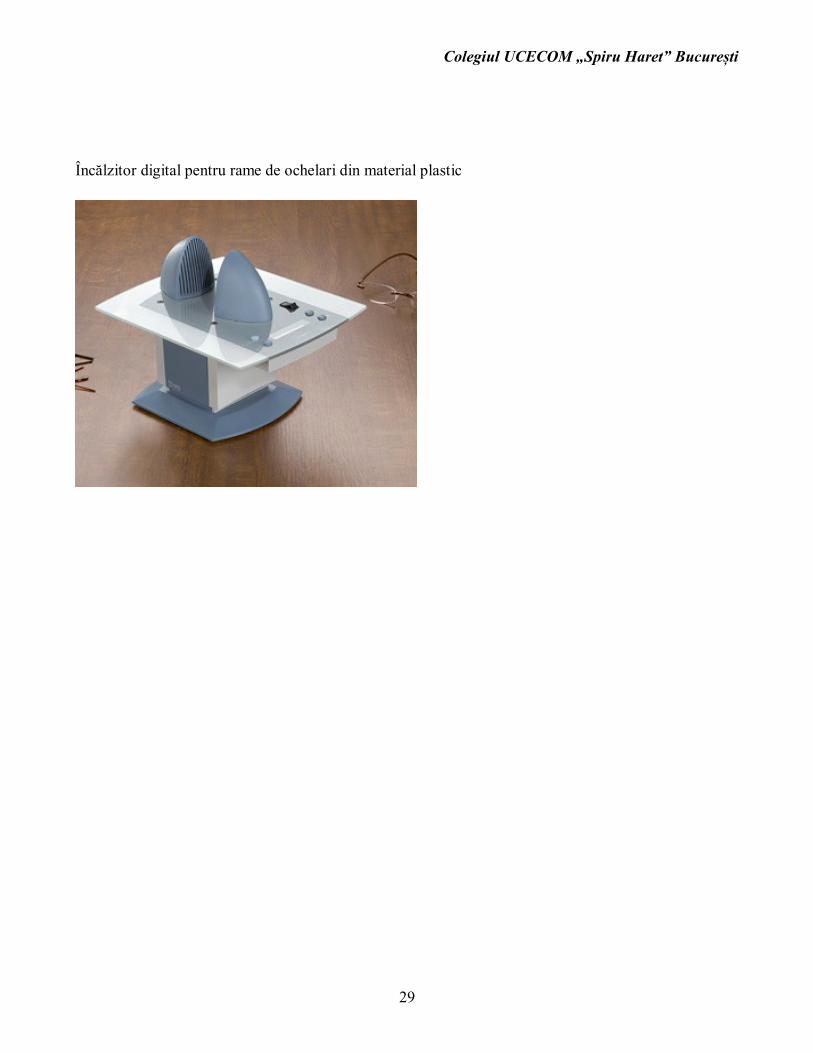
Încălzitor digital pentru rame de ochelari din material plastic