Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X 73 ASUPRA ARCUIRII ŞI SUPRAÎNALŢĂRII MATERIALELOR METALICE SUPUSE OPERAŢIEI TEHNOLOGICE DE ÎNDOIRE Ş.l..dr.ing. Alin STĂNCIOIU, Universitatea Constantin Brâncuşi Tg-Jiu Prof.univ.dr.ing. Gheorghe POPESCU, Universitatea Constantin Brâncuşi Tg-Jiu Prof.univ.dr.ing. Gheorghe GIRNICEANU, Universitatea Constantin Brâncuşi Tg-Jiu Abstract: The experimental results concerning the change from the initial shape to the final deformed V-shape due to the forming load agree very closely with the theoretical calculations, implying that a complete history of deformation can be traced successfully.This information can be used to improve both the manufacturing process and the design of the tools. This study has improved the understanding of the V-die bending process.Experiments and the simulations are conducted to elucidate theeffects of the blank profile on the camber final shape. An incremental statistica computer program, was developed to simulate successive camber processes. Satisfactory agreement between calculations and the experimental results was obtained, clearly demonstrating the efficiency of the code. Keywords: încovoiere, îndoire, eforturi, elasticitate, graphic, dependenţe analitice; 1. Analiza procesului de îndoire Îndoirea reprezintă operaţia de deformare plastică prin care are loc modificarea formei unui semifabricat prin încovoierea plană în jurul unei muchii rectilinii. În funcţie de dimensiunile şi forma pieselor de prelucrat îndoirea se poate realiza cu ajutorul matriţelor, la maşini speciale de îndoire şi la instalaţii speciale manuale sau mecanizate. Piesele obţinute prin îndoire la rece din tablă pot avea diferite forme atât în secţiune transversală cât şi longitudinală, iar grosimea lor maximă poate ajunge până la 100 mm. Schemele de îndoire sunt prezentate în figura 1. Deformarea semifabricatului la îndoire reprezintă un proces de deformare elasto-plastică şi are loc în condiţiile modificării curburii în planul de îndoire datorită acţiunii forţelor de deformare care produc un efect de încovoiere. Fig.1. Scheme de îndoire Acest mod de solicitare crează în material o stare de tensiuni neuniforme pe grosimea materialului, căreia îi corespunde o stare neuniformă de deformare. Astfel, la un semifabricat plan de grosime s supus unei operaţii de îndoire, fibrele exterioare se alungesc iar cele interioare se scurtează, fig.2. Aceste deformări descresc pe măsura pătrunderii în material pe grosime anulându-se la o anumită adâncime. Stratul corespunzător acestei adâncimi se numeşte strat neutru şi este deplasat, de obicei spre interiorul curburii faţă de stratul median al piesei.
Transcript
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
73
ASUPRA ARCUIRII ŞI SUPRAÎNALŢĂRII MATERIALELOR
METALICE SUPUSE OPERAŢIEI TEHNOLOGICE DE ÎNDOIRE
Ş.l..dr.ing. Alin STĂNCIOIU, Universitatea Constantin Brâncuşi Tg-Jiu Prof.univ.dr.ing. Gheorghe POPESCU, Universitatea Constantin Brâncuşi Tg-Jiu
Prof.univ.dr.ing. Gheorghe GIRNICEANU, Universitatea Constantin Brâncuşi Tg-Jiu
Abstract: The experimental results concerning the change from the initial shape to the final deformed V-shape due to the forming load agree very closely with the theoretical calculations, implying that a complete history of deformation can be traced successfully.This information can be used to improve both the manufacturing process and the design of the tools. This study has improved the understanding of the V-die bending process.Experiments and the simulations are conducted to elucidate theeffects of the blank profile on the camber final shape. An incremental statistica computer program, was developed to simulate successive camber processes. Satisfactory agreement between calculations and the experimental results was obtained, clearly demonstrating the efficiency of the code. Keywords: încovoiere, îndoire, eforturi, elasticitate, graphic, dependenţe analitice;
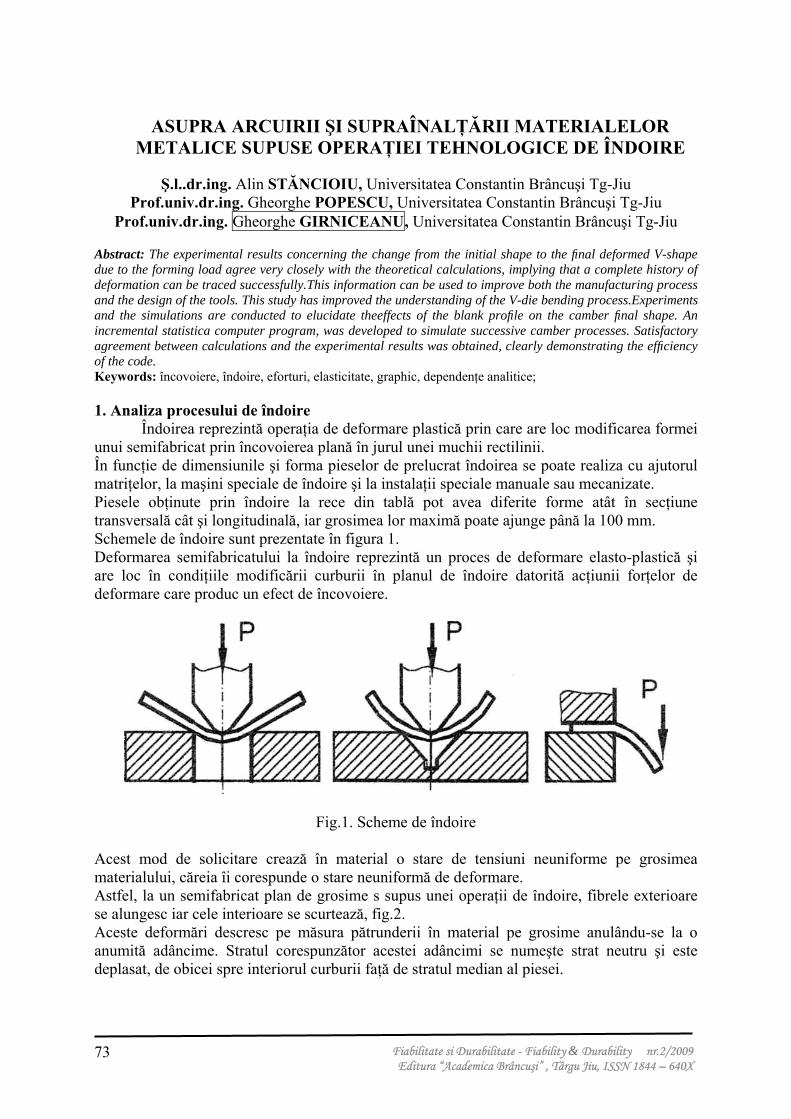
1. Analiza procesului de îndoire Îndoirea reprezintă operaţia de deformare plastică prin care are loc modificarea formei unui semifabricat prin încovoierea plană în jurul unei muchii rectilinii. În funcţie de dimensiunile şi forma pieselor de prelucrat îndoirea se poate realiza cu ajutorul matriţelor, la maşini speciale de îndoire şi la instalaţii speciale manuale sau mecanizate. Piesele obţinute prin îndoire la rece din tablă pot avea diferite forme atât în secţiune transversală cât şi longitudinală, iar grosimea lor maximă poate ajunge până la 100 mm. Schemele de îndoire sunt prezentate în figura 1. Deformarea semifabricatului la îndoire reprezintă un proces de deformare elasto-plastică şi are loc în condiţiile modificării curburii în planul de îndoire datorită acţiunii forţelor de deformare care produc un efect de încovoiere.
Fig.1. Scheme de îndoire Acest mod de solicitare crează în material o stare de tensiuni neuniforme pe grosimea materialului, căreia îi corespunde o stare neuniformă de deformare. Astfel, la un semifabricat plan de grosime s supus unei operaţii de îndoire, fibrele exterioare se alungesc iar cele interioare se scurtează, fig.2. Aceste deformări descresc pe măsura pătrunderii în material pe grosime anulându-se la o anumită adâncime. Stratul corespunzător acestei adâncimi se numeşte strat neutru şi este deplasat, de obicei spre interiorul curburii faţă de stratul median al piesei.
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
74
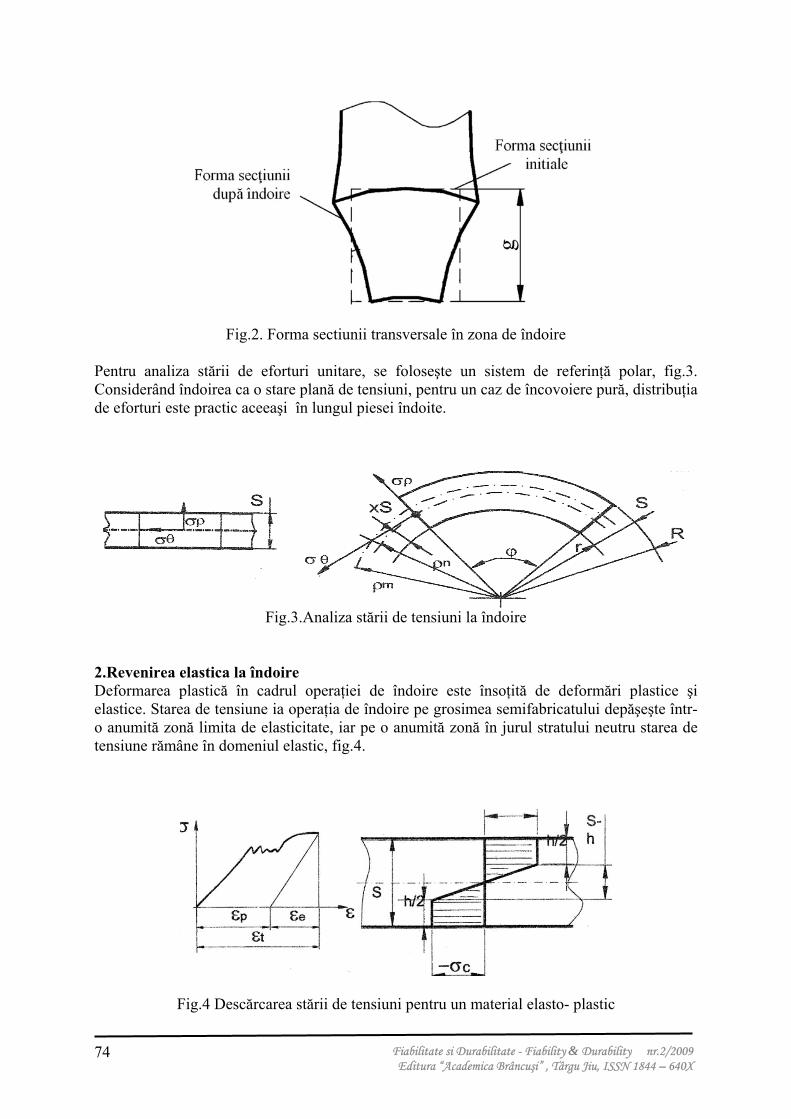
Fig.2. Forma sectiunii transversale în zona de îndoire
Pentru analiza stării de eforturi unitare, se foloseşte un sistem de referinţă polar, fig.3. Considerând îndoirea ca o stare plană de tensiuni, pentru un caz de încovoiere pură, distribuţia de eforturi este practic aceeaşi în lungul piesei îndoite.
Fig.3.Analiza stării de tensiuni la îndoire
2.Revenirea elastica la îndoire Deformarea plastică în cadrul operaţiei de îndoire este însoţită de deformări plastice şi elastice. Starea de tensiune ia operaţia de îndoire pe grosimea semifabricatului depăşeşte într-o anumită zonă limita de elasticitate, iar pe o anumită zonă în jurul stratului neutru starea de tensiune rămâne în domeniul elastic, fig.4.
Fig.4 Descărcarea stării de tensiuni pentru un material elasto- plastic
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
75
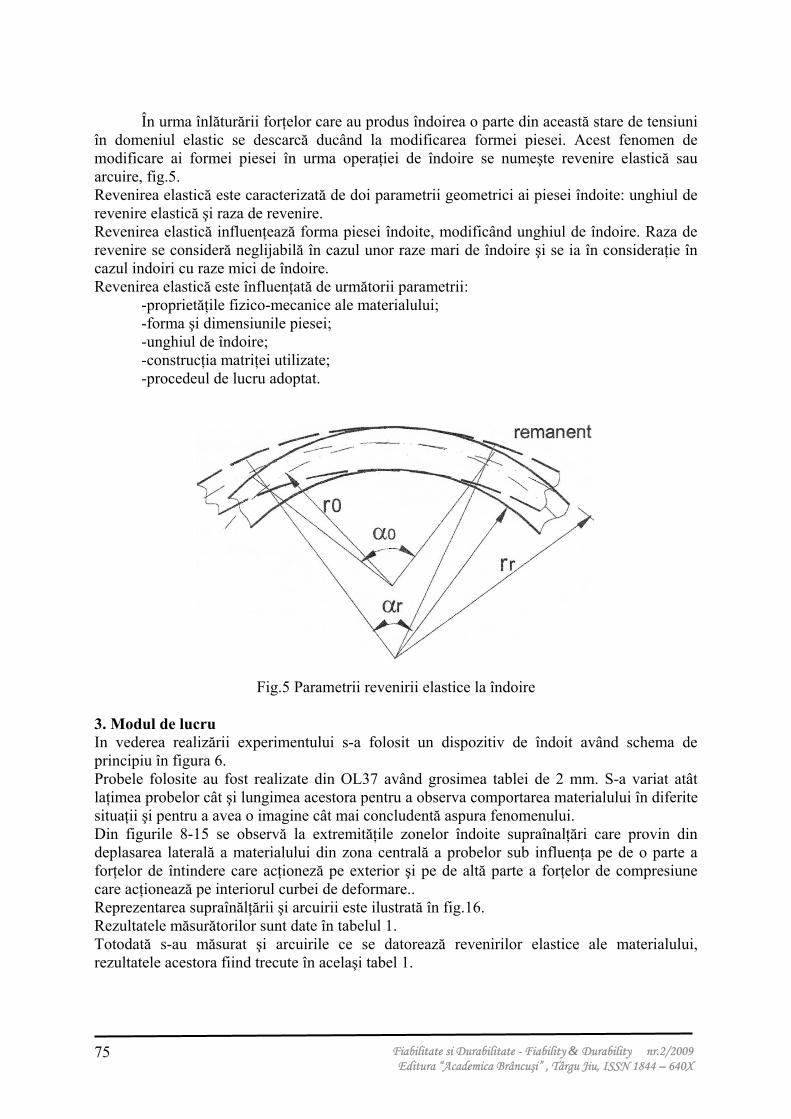
În urma înlăturării forţelor care au produs îndoirea o parte din această stare de tensiuni în domeniul elastic se descarcă ducând la modificarea formei piesei. Acest fenomen de modificare ai formei piesei în urma operaţiei de îndoire se numeşte revenire elastică sau arcuire, fig.5. Revenirea elastică este caracterizată de doi parametrii geometrici ai piesei îndoite: unghiul de revenire elastică şi raza de revenire. Revenirea elastică influenţează forma piesei îndoite, modificând unghiul de îndoire. Raza de revenire se consideră neglijabilă în cazul unor raze mari de îndoire şi se ia în consideraţie în cazul indoiri cu raze mici de îndoire. Revenirea elastică este înfluenţată de următorii parametrii:
-proprietăţile fizico-mecanice ale materialului; -forma şi dimensiunile piesei; -unghiul de îndoire; -construcţia matriţei utilizate; -procedeul de lucru adoptat.
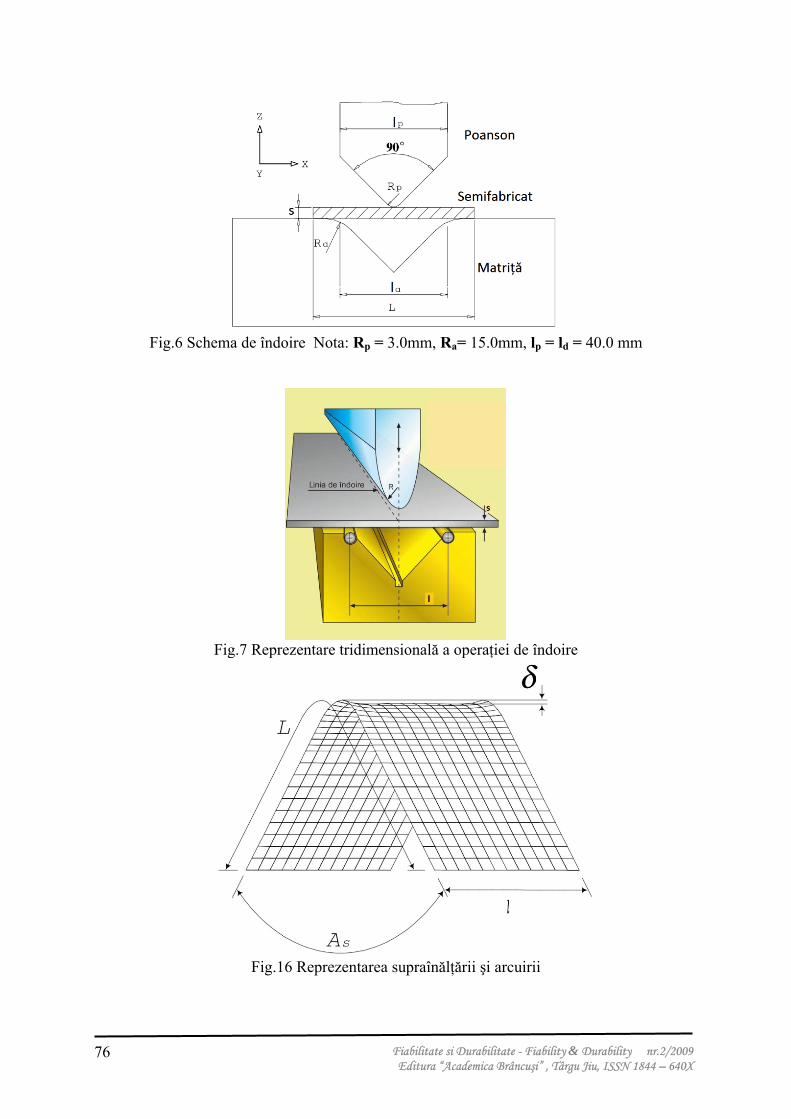
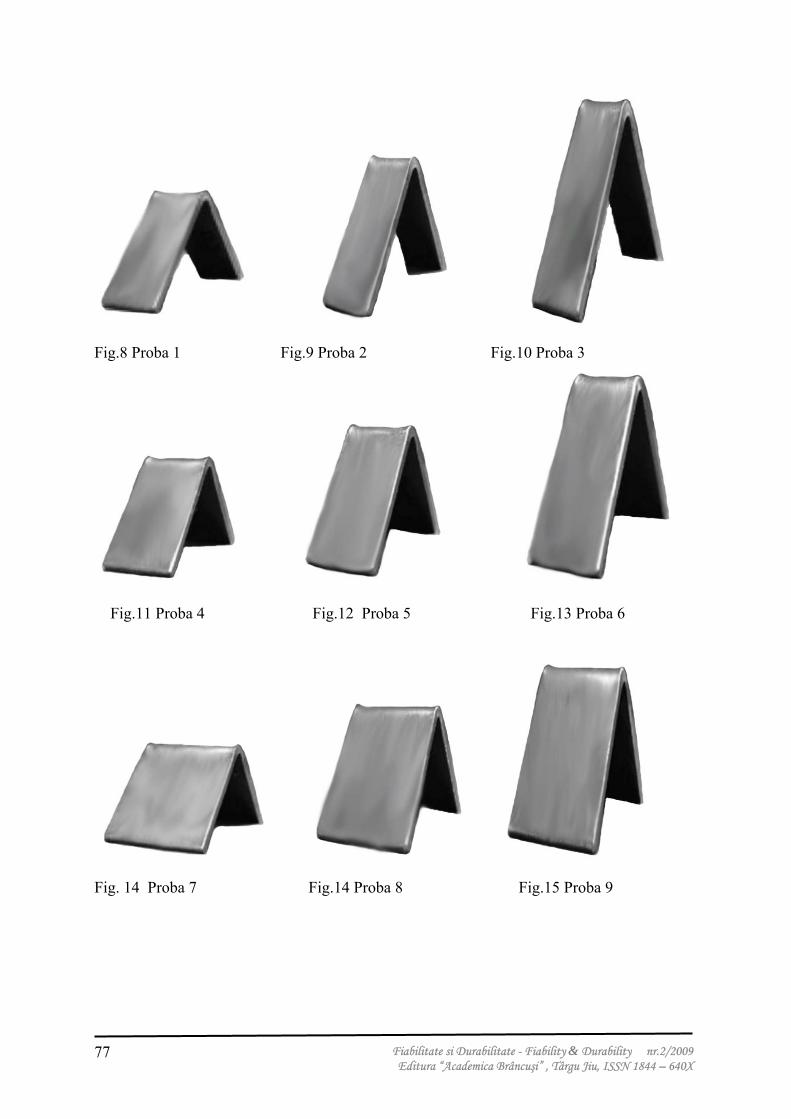
Fig.5 Parametrii revenirii elastice la îndoire 3. Modul de lucru In vederea realizării experimentului s-a folosit un dispozitiv de îndoit având schema de principiu în figura 6. Probele folosite au fost realizate din OL37 având grosimea tablei de 2 mm. S-a variat atât laţimea probelor cât şi lungimea acestora pentru a observa comportarea materialului în diferite situaţii şi pentru a avea o imagine cât mai concludentă aspura fenomenului. Din figurile 8-15 se observă la extremităţile zonelor îndoite supraînalţări care provin din deplasarea laterală a materialului din zona centrală a probelor sub influenţa pe de o parte a forţelor de întindere care acţioneză pe exterior şi pe de altă parte a forţelor de compresiune care acţionează pe interiorul curbei de deformare.. Reprezentarea supraînălţării şi arcuirii este ilustrată în fig.16. Rezultatele măsurătorilor sunt date în tabelul 1. Totodată s-au măsurat şi arcuirile ce se datorează revenirilor elastice ale materialului, rezultatele acestora fiind trecute în acelaşi tabel 1.
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
76
Fig.6 Schema de îndoire Nota: Rp = 3.0mm, Ra= 15.0mm, lp = ld = 40.0 mm
Fig.7 Reprezentare tridimensională a operaţiei de îndoire
Fig.16 Reprezentarea supraînălţării şi arcuirii
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
77
Fig.8 Proba 1 Fig.9 Proba 2 Fig.10 Proba 3
Fig.11 Proba 4 Fig.12 Proba 5 Fig.13 Proba 6
Fig. 14 Proba 7 Fig.14 Proba 8 Fig.15 Proba 9
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
78
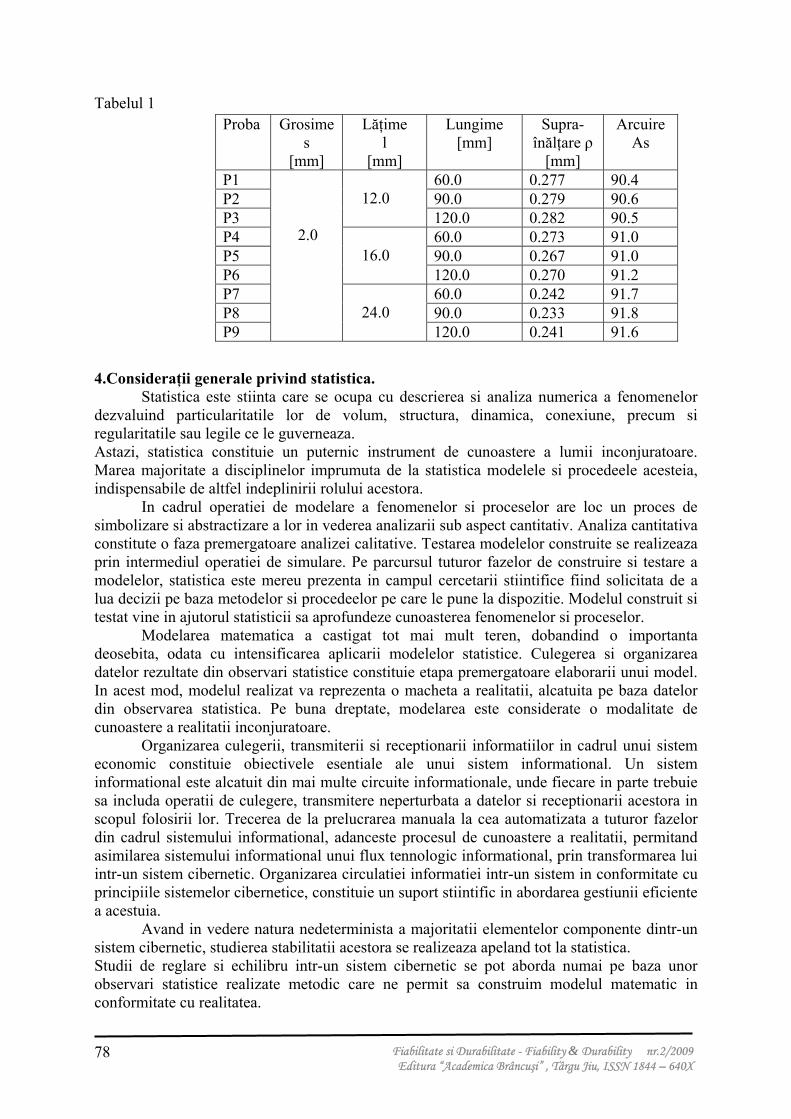
Tabelul 1 4.Consideraţii generale privind statistica.
Statistica este stiinta care se ocupa cu descrierea si analiza numerica a fenomenelor dezvaluind particularitatile lor de volum, structura, dinamica, conexiune, precum si regularitatile sau legile ce le guverneaza. Astazi, statistica constituie un puternic instrument de cunoastere a lumii inconjuratoare. Marea majoritate a disciplinelor imprumuta de la statistica modelele si procedeele acesteia, indispensabile de altfel indeplinirii rolului acestora.
In cadrul operatiei de modelare a fenomenelor si proceselor are loc un proces de simbolizare si abstractizare a lor in vederea analizarii sub aspect cantitativ. Analiza cantitativa constitute o faza premergatoare analizei calitative. Testarea modelelor construite se realizeaza prin intermediul operatiei de simulare. Pe parcursul tuturor fazelor de construire si testare a modelelor, statistica este mereu prezenta in campul cercetarii stiintifice fiind solicitata de a lua decizii pe baza metodelor si procedeelor pe care le pune la dispozitie. Modelul construit si testat vine in ajutorul statisticii sa aprofundeze cunoasterea fenomenelor si proceselor.
Modelarea matematica a castigat tot mai mult teren, dobandind o importanta deosebita, odata cu intensificarea aplicarii modelelor statistice. Culegerea si organizarea datelor rezultate din observari statistice constituie etapa premergatoare elaborarii unui model. In acest mod, modelul realizat va reprezenta o macheta a realitatii, alcatuita pe baza datelor din observarea statistica. Pe buna dreptate, modelarea este considerate o modalitate de cunoastere a realitatii inconjuratoare.
Organizarea culegerii, transmiterii si receptionarii informatiilor in cadrul unui sistem economic constituie obiectivele esentiale ale unui sistem informational. Un sistem informational este alcatuit din mai multe circuite informationale, unde fiecare in parte trebuie sa includa operatii de culegere, transmitere neperturbata a datelor si receptionarii acestora in scopul folosirii lor. Trecerea de la prelucrarea manuala la cea automatizata a tuturor fazelor din cadrul sistemului informational, adanceste procesul de cunoastere a realitatii, permitand asimilarea sistemului informational unui flux tennologic informational, prin transformarea lui intr-un sistem cibernetic. Organizarea circulatiei informatiei intr-un sistem in conformitate cu principiile sistemelor cibernetice, constituie un suport stiintific in abordarea gestiunii eficiente a acestuia.
Avand in vedere natura nedeterminista a majoritatii elementelor componente dintr-un sistem cibernetic, studierea stabilitatii acestora se realizeaza apeland tot la statistica. Studii de reglare si echilibru intr-un sistem cibernetic se pot aborda numai pe baza unor observari statistice realizate metodic care ne permit sa construim modelul matematic in conformitate cu realitatea.
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
79
Informatica, prin aparatul sau, se implica tot mai mult in toate fazele de vehiculare si prelucrare a informatiilor din cadrul sistemelor informationale, conducand in acest mod la un salt calitativ important, cu consecinte semnificative si asupra statisticii. Calculatoarele electronice, prin puterea lor de calcul, conduc la o noua viziune cu privire la functiile statistice, precum si la modalitatile de realizare a acestor functii. Realizarea automata si in regim interactiv a tuturor metodelor si procedeelor algoritmizabile din statistica, cu ajutorul calculatorului nu afecteaza cu nimic obiectul si metoda statisticii.
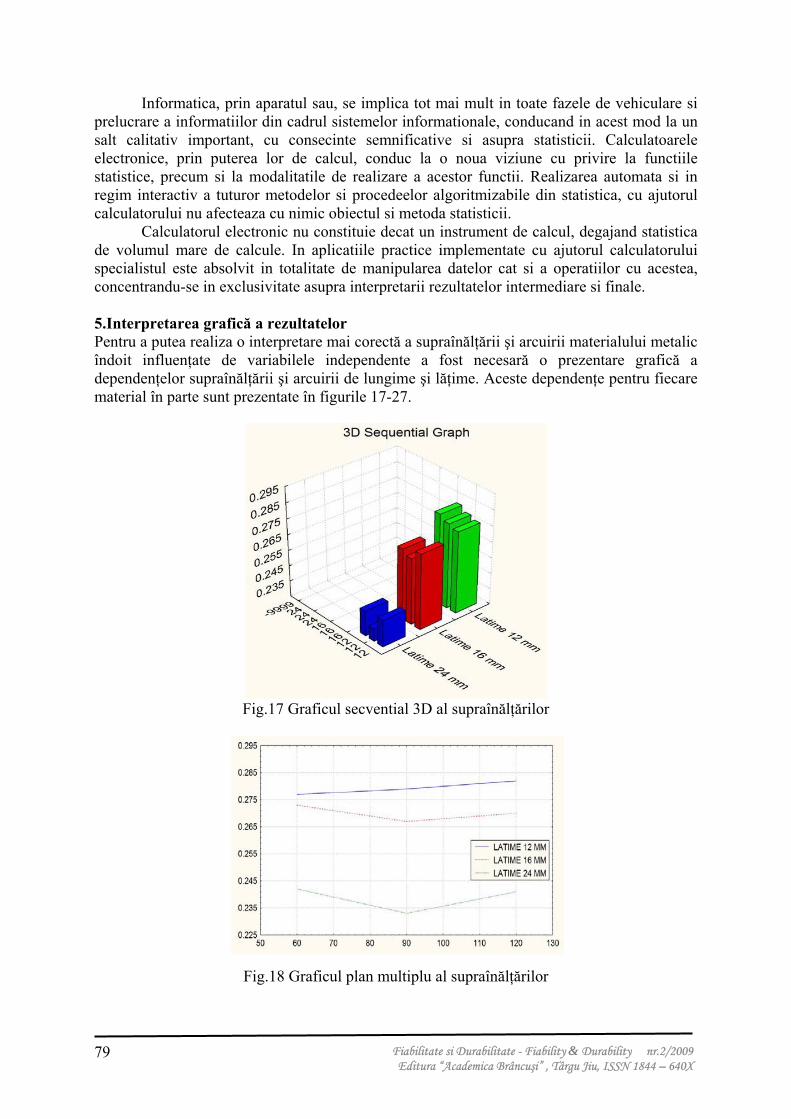
Calculatorul electronic nu constituie decat un instrument de calcul, degajand statistica de volumul mare de calcule. In aplicatiile practice implementate cu ajutorul calculatorului specialistul este absolvit in totalitate de manipularea datelor cat si a operatiilor cu acestea, concentrandu-se in exclusivitate asupra interpretarii rezultatelor intermediare si finale. 5.Interpretarea grafică a rezultatelor Pentru a putea realiza o interpretare mai corectă a supraînălţării şi arcuirii materialului metalic îndoit influenţate de variabilele independente a fost necesară o prezentare grafică a dependenţelor supraînălţării şi arcuirii de lungime şi lăţime. Aceste dependenţe pentru fiecare material în parte sunt prezentate în figurile 17-27.
Fig.17 Graficul secvential 3D al supraînălţărilor
Fig.18 Graficul plan multiplu al supraînălţărilor
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
80
LUNGIMEA [MM]
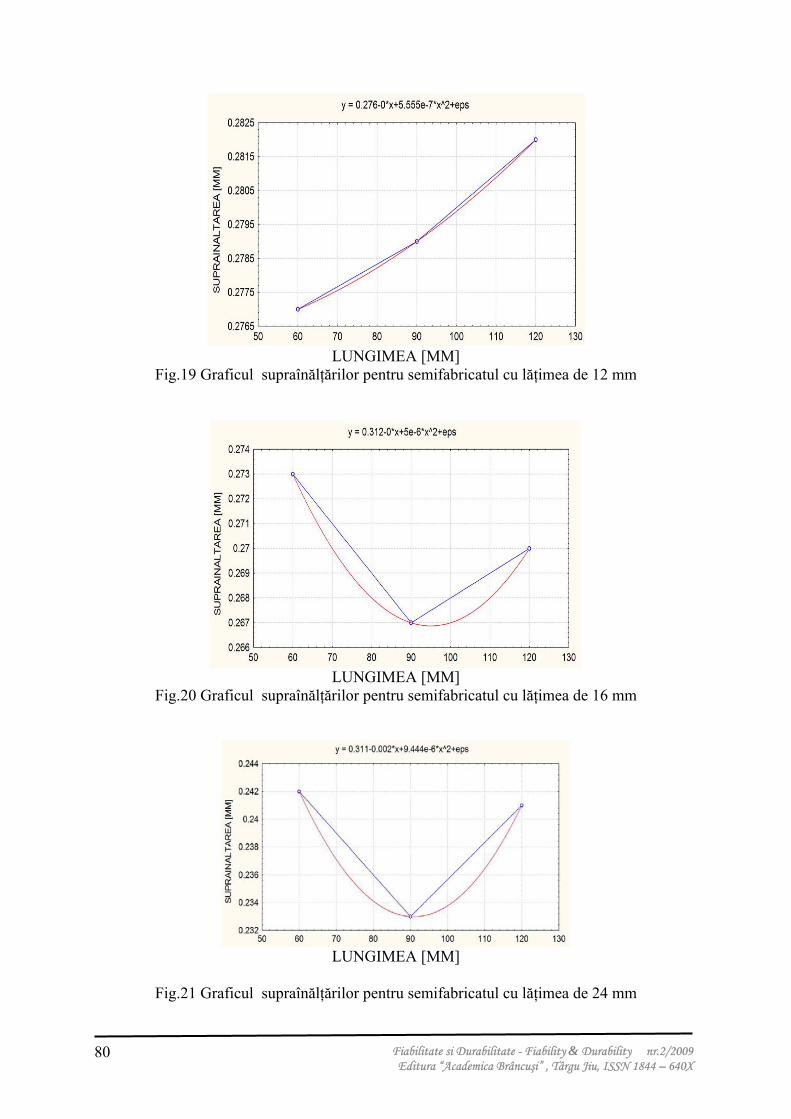
Fig.19 Graficul supraînălţărilor pentru semifabricatul cu lăţimea de 12 mm
LUNGIMEA [MM]
Fig.20 Graficul supraînălţărilor pentru semifabricatul cu lăţimea de 16 mm
LUNGIMEA [MM]
Fig.21 Graficul supraînălţărilor pentru semifabricatul cu lăţimea de 24 mm
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
81
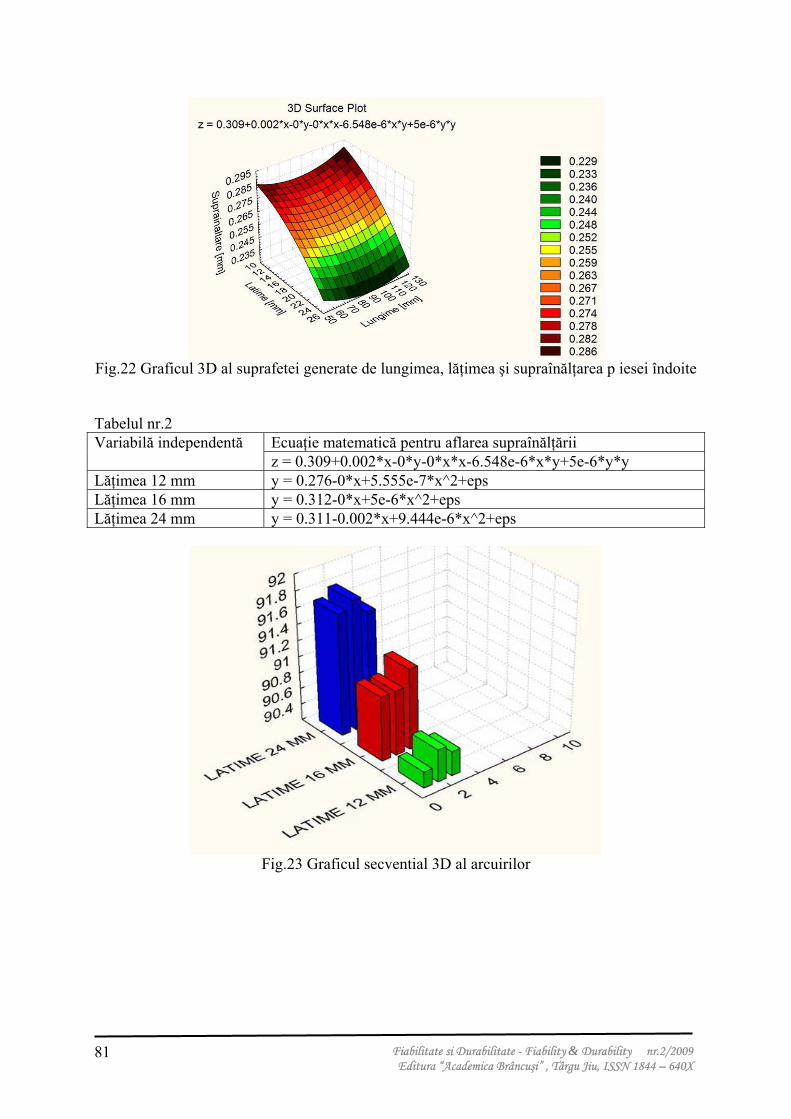
Fig.22 Graficul 3D al suprafetei generate de lungimea, lăţimea şi supraînălţarea p iesei îndoite Tabelul nr.2
Ecuaţie matematică pentru aflarea supraînălţării Variabilă independentă z = 0.309+0.002*x-0*y-0*x*x-6.548e-6*x*y+5e-6*y*y
Lăţimea 12 mm y = 0.276-0*x+5.555e-7*x^2+eps Lăţimea 16 mm y = 0.312-0*x+5e-6*x^2+eps Lăţimea 24 mm y = 0.311-0.002*x+9.444e-6*x^2+eps
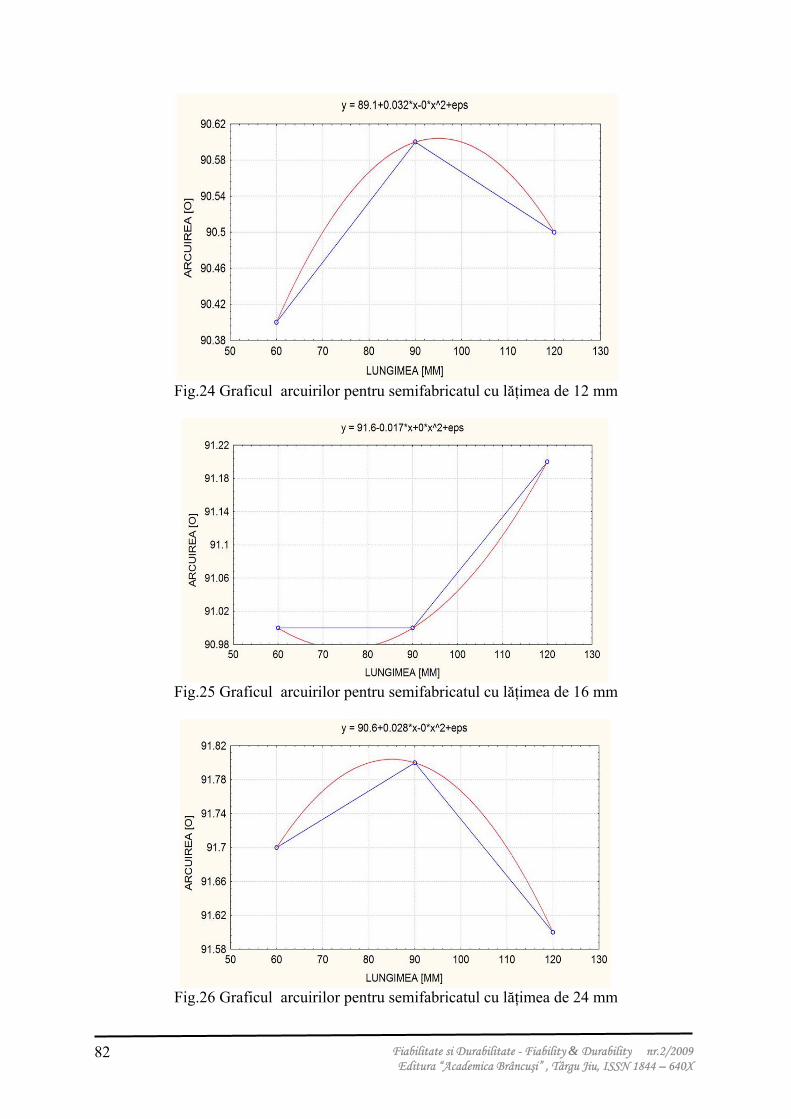
Fig.23 Graficul secvential 3D al arcuirilor
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
82
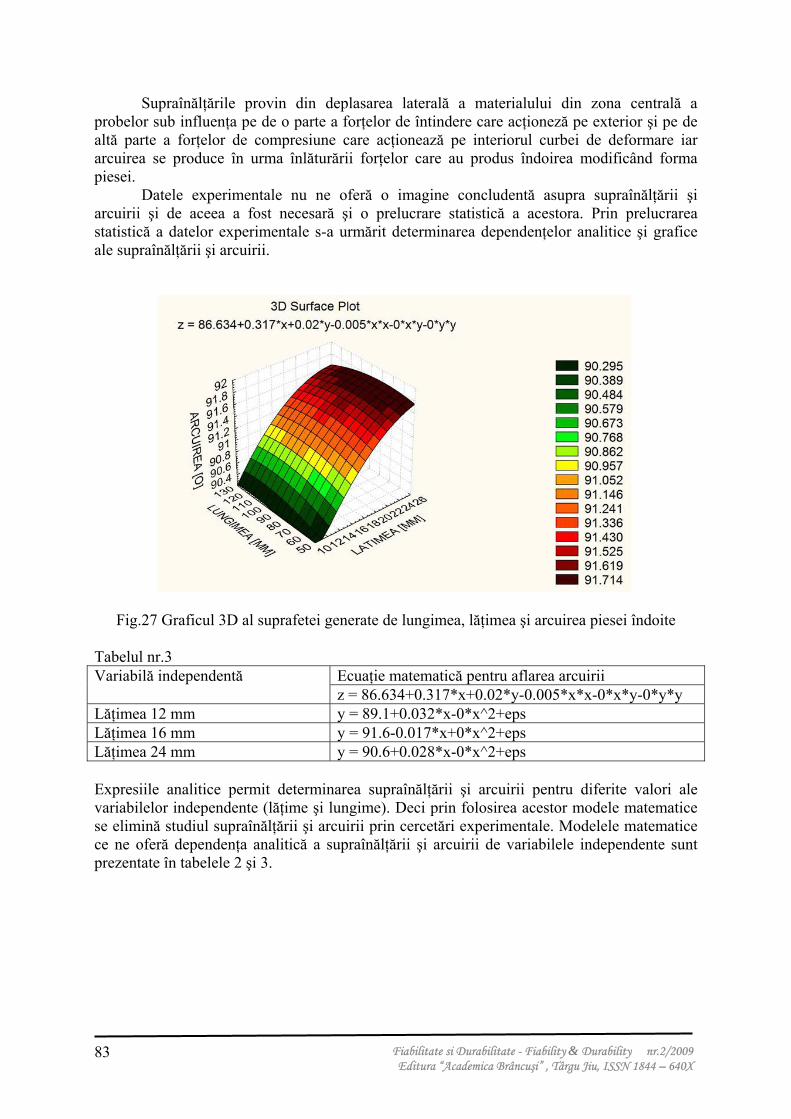
Fig.24 Graficul arcuirilor pentru semifabricatul cu lăţimea de 12 mm
Fig.25 Graficul arcuirilor pentru semifabricatul cu lăţimea de 16 mm
Fig.26 Graficul arcuirilor pentru semifabricatul cu lăţimea de 24 mm
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
83
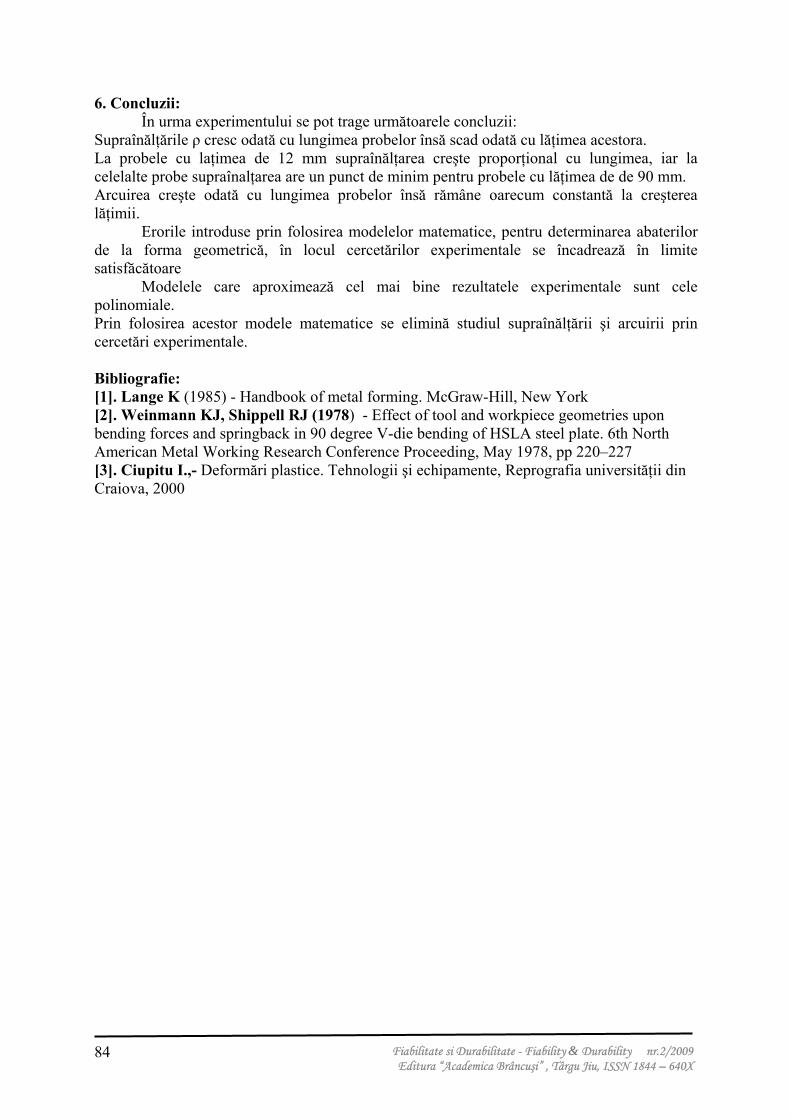
Supraînălţările provin din deplasarea laterală a materialului din zona centrală a probelor sub influenţa pe de o parte a forţelor de întindere care acţioneză pe exterior şi pe de altă parte a forţelor de compresiune care acţionează pe interiorul curbei de deformare iar arcuirea se produce în urma înlăturării forţelor care au produs îndoirea modificând forma piesei.
Datele experimentale nu ne oferă o imagine concludentă asupra supraînălţării şi arcuirii şi de aceea a fost necesară şi o prelucrare statistică a acestora. Prin prelucrarea statistică a datelor experimentale s-a urmărit determinarea dependenţelor analitice şi grafice ale supraînălţării şi arcuirii.
Fig.27 Graficul 3D al suprafetei generate de lungimea, lăţimea şi arcuirea piesei îndoite Tabelul nr.3
Ecuaţie matematică pentru aflarea arcuirii Variabilă independentă z = 86.634+0.317*x+0.02*y-0.005*x*x-0*x*y-0*y*y
Lăţimea 12 mm y = 89.1+0.032*x-0*x^2+eps Lăţimea 16 mm y = 91.6-0.017*x+0*x^2+eps Lăţimea 24 mm y = 90.6+0.028*x-0*x^2+eps Expresiile analitice permit determinarea supraînălţării şi arcuirii pentru diferite valori ale variabilelor independente (lăţime şi lungime). Deci prin folosirea acestor modele matematice se elimină studiul supraînălţării şi arcuirii prin cercetări experimentale. Modelele matematice ce ne oferă dependenţa analitică a supraînălţării şi arcuirii de variabilele independente sunt prezentate în tabelele 2 şi 3.
Fiabilitate si Durabilitate - Fiability & Durability nr.2/2009 Editura “Academica Brâncuşi” , Târgu Jiu, ISSN 1844 – 640X
84
6. Concluzii: În urma experimentului se pot trage următoarele concluzii:
Supraînălţările ρ cresc odată cu lungimea probelor însă scad odată cu lăţimea acestora. La probele cu laţimea de 12 mm supraînălţarea creşte proporţional cu lungimea, iar la celelalte probe supraînalţarea are un punct de minim pentru probele cu lăţimea de de 90 mm. Arcuirea creşte odată cu lungimea probelor însă rămâne oarecum constantă la creşterea lăţimii.
Erorile introduse prin folosirea modelelor matematice, pentru determinarea abaterilor de la forma geometrică, în locul cercetărilor experimentale se încadrează în limite satisfăcătoare
Modelele care aproximează cel mai bine rezultatele experimentale sunt cele polinomiale. Prin folosirea acestor modele matematice se elimină studiul supraînălţării şi arcuirii prin cercetări experimentale. Bibliografie: [1]. Lange K (1985) - Handbook of metal forming. McGraw-Hill, New York [2]. Weinmann KJ, Shippell RJ (1978) - Effect of tool and workpiece geometries upon bending forces and springback in 90 degree V-die bending of HSLA steel plate. 6th North American Metal Working Research Conference Proceeding, May 1978, pp 220–227 [3]. Ciupitu I.,- Deformări plastice. Tehnologii şi echipamente, Reprografia universităţii din Craiova, 2000