Acest proiect este cofinantat din Fondul Social European prin Programul Operational Sectorial Dezvoltarea Resurselor Umane 2007-2013 Investeste in Oameni! Titlu proiect: Practica -un pasaport pentru piata muncii din sectorul auto Axa prioritara 2, Domeniul major de interventie 2.1 Modulul DETECTAREA DE DEFECTE Continutul acestui material nu reprezinta in mod obligatoriu pozitia oficiala a Uniunii Europene sau a Guvernului Romaniei”. Pentru informatii detaliate despre celelalte programe cofinantate de Uniunea Europeana, va invitam sa vizitati http://www.fonduri-ue.ro . 35 ore Profil tehnic, Calificarea tehnician electrician electronist auto Curriculum scolar 2007 1
Transcript
Acest proiect este cofinantat din Fondul Social European prin Programul Operational
Sectorial Dezvoltarea Resurselor Umane 2007-2013Investeste in Oameni!
Titlu proiect: Practica -un pasaport pentru piata muncii din sectorul autoAxa prioritara 2, Domeniul major de interventie 2.1
Modulul
DETECTAREA DE DEFECTE
Continutul acestui material nu reprezinta in mod obligatoriu pozitia oficiala a Uniunii Europene sau a Guvernului Romaniei”. Pentru informatii detaliate despre celelalte programe cofinantate de Uniunea Europeana, va invitam sa vizitati http://www.fonduri-ue.ro.
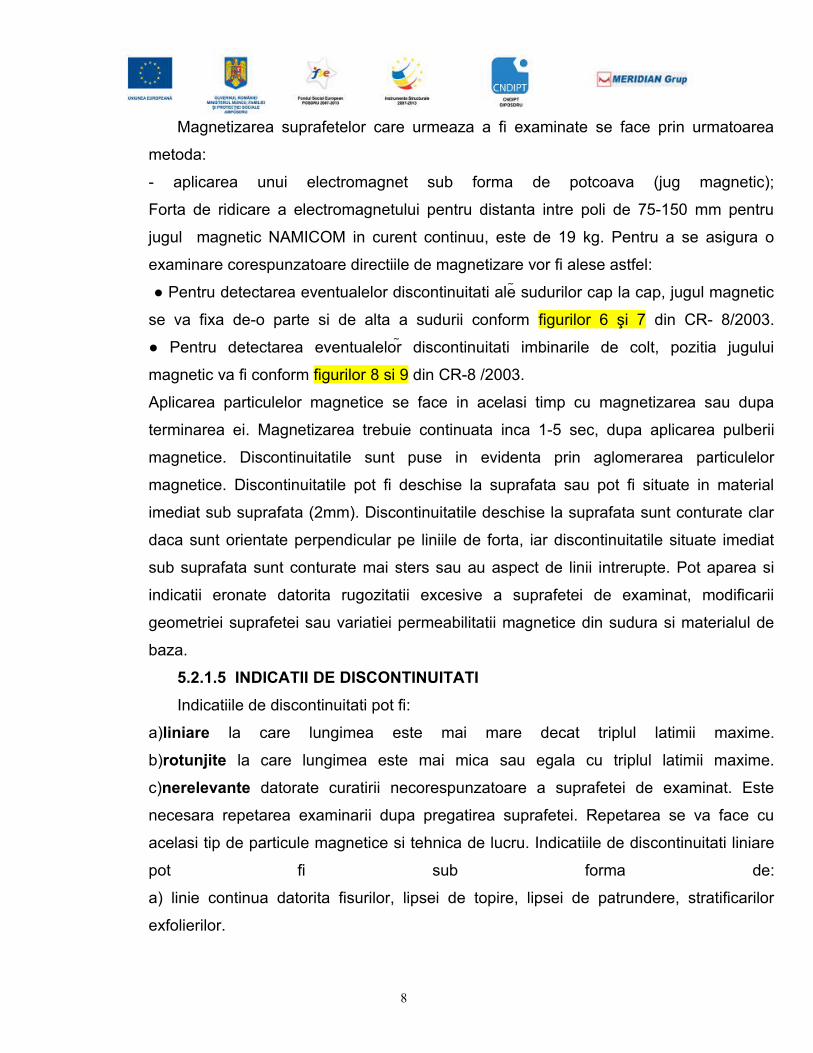
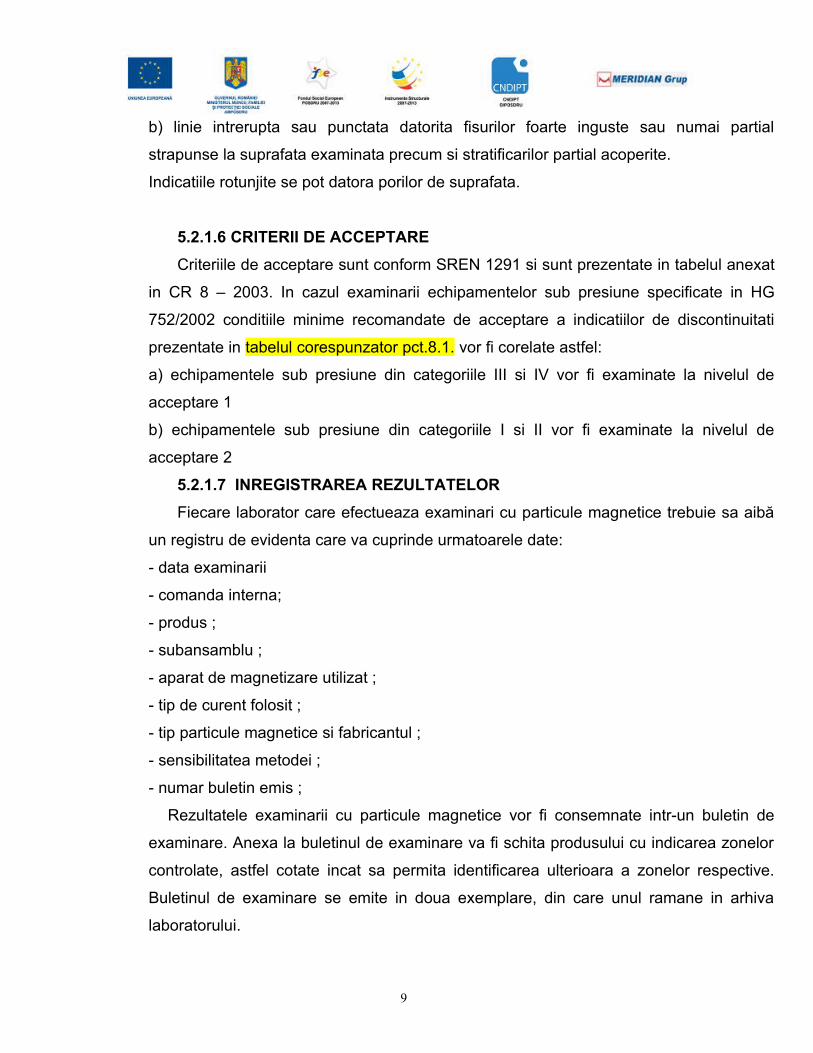
I. Selecteaza metode de control al semifabricatelor,pieselor,sistemelor tehnice
1.Metode de control:- vizual (pentru defecte macroscopice)- cu instrumente si aparatura obisnuita (pentru determinarea uzurilor, duritatii, fisurilormicroscopice, rasucirilor)- cu instrumente si dispozitive speciale (pentru determinarea uzurii rotilor dintate, rulmentilor, al elasticitatii arcurilor, segmentilor)- defectoscopic nedistructiv ( cu lichide penetrante, cu radiatii Gamma, ultrasonic,magnetic , cu aparate de masura electrice)2.Mijloace si aparate de masura si control:- ruleta, subler, comparator, micrometru, , calibre,lupa, microscop metalografic, lichidepenetrante, pulberi magnetice,surse de radiatii,contoare pentru radiatii, megohmetru,termometre- pirometre, manometre
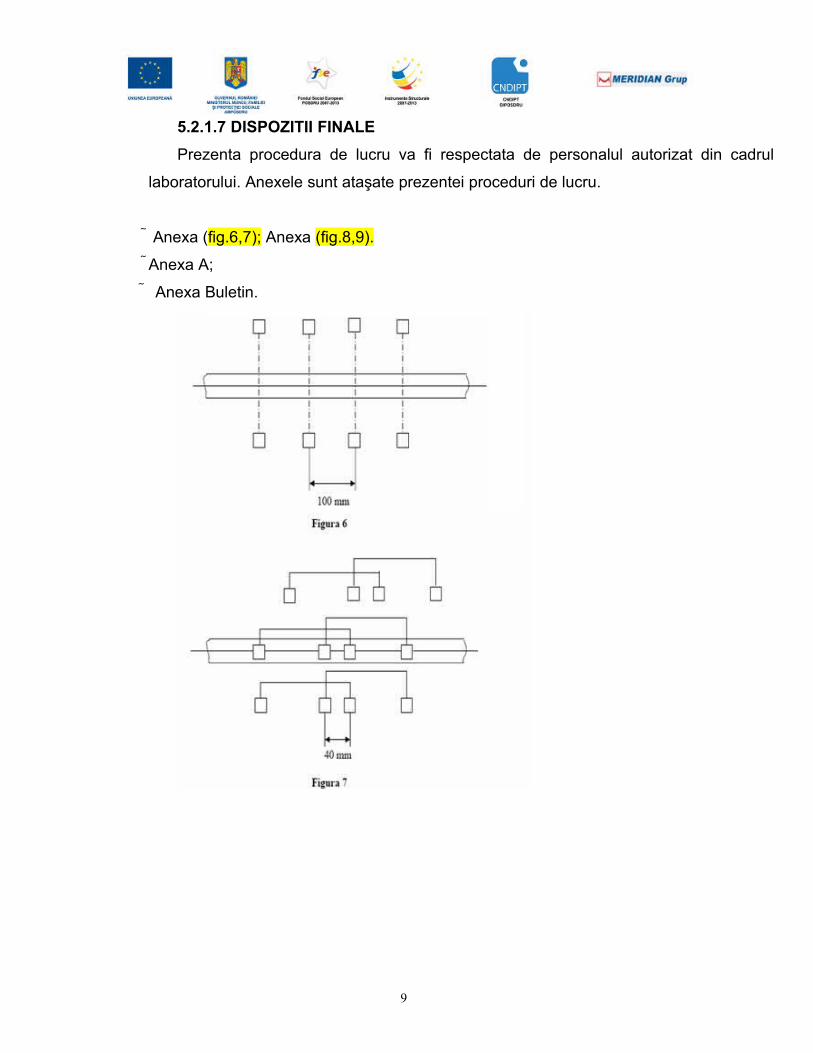
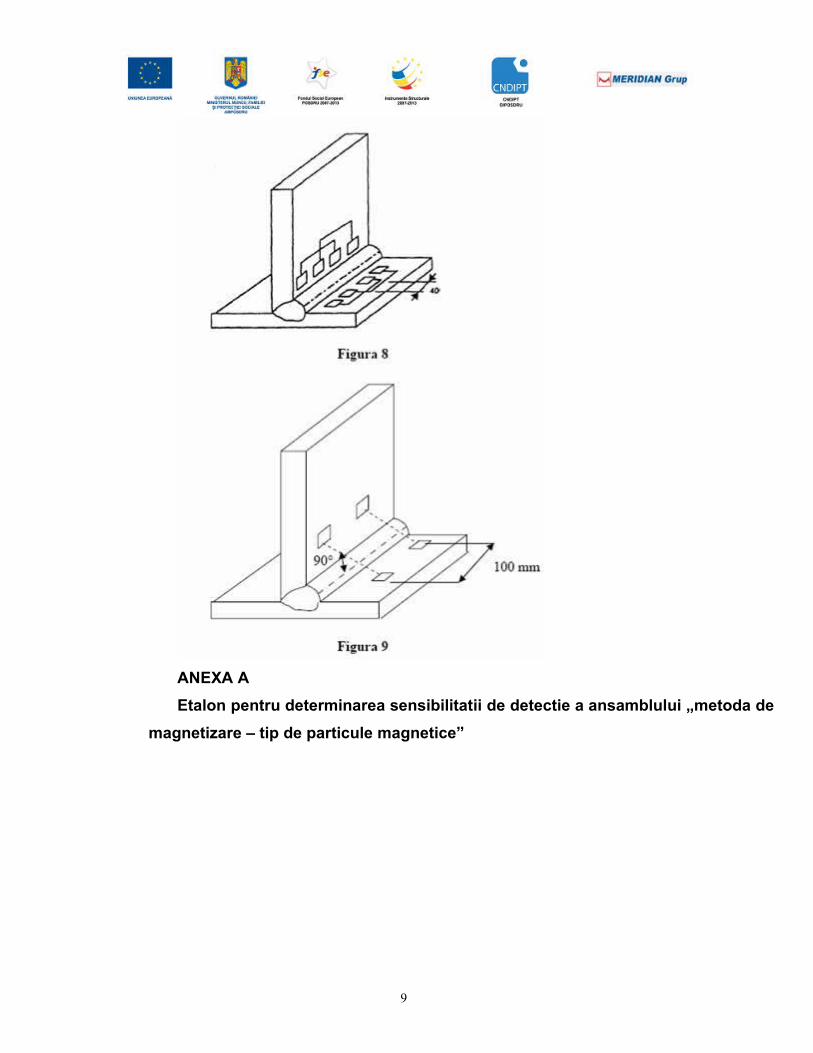
II. Depisteaza defectele semifabricatelor,pieselor,sistemelor tehnice
3. Defecte:- defecte macroscopice: abateri dimensionale si de forma, de suprafata- defecte microscopice: de structura interna, incluziuni metalice si nemetalice, pori, fisuri,segregatii
− defecte de functionare4. Cauze:- abateri de la tehnologiile de elaborare a materialelor- abateri de la tehnologiile de fabricatie- exploatare necorespunzatoare a sistemelor tehnice
II. Efectueaza controlul semifabricatelor, pieselor, sistemelor tehnice
5. Metode de control:- nedistructiv (vizual, auditiv, microscopic, cu lichide penetrante, cu radiatii Gamma,ultrasonic, magnetic, cu aparate de masura electrice)6. Norme de sanatate si securitate a muncii:
2
- utilizarea echipamentului de protectie adecvat metodei de lucru- verificarea integritatii si functionarii mijloacelor si aparatelor utilizate- respectarea normelor de lucru7. Evaluarea controlului:- compararea cu normele si standardele în vigoare, cu fisele tehnologice8. Rezultatele controlului:- semifabricat, piesa, sistem tehnic corespunzator calitativ / remediabil / rebut
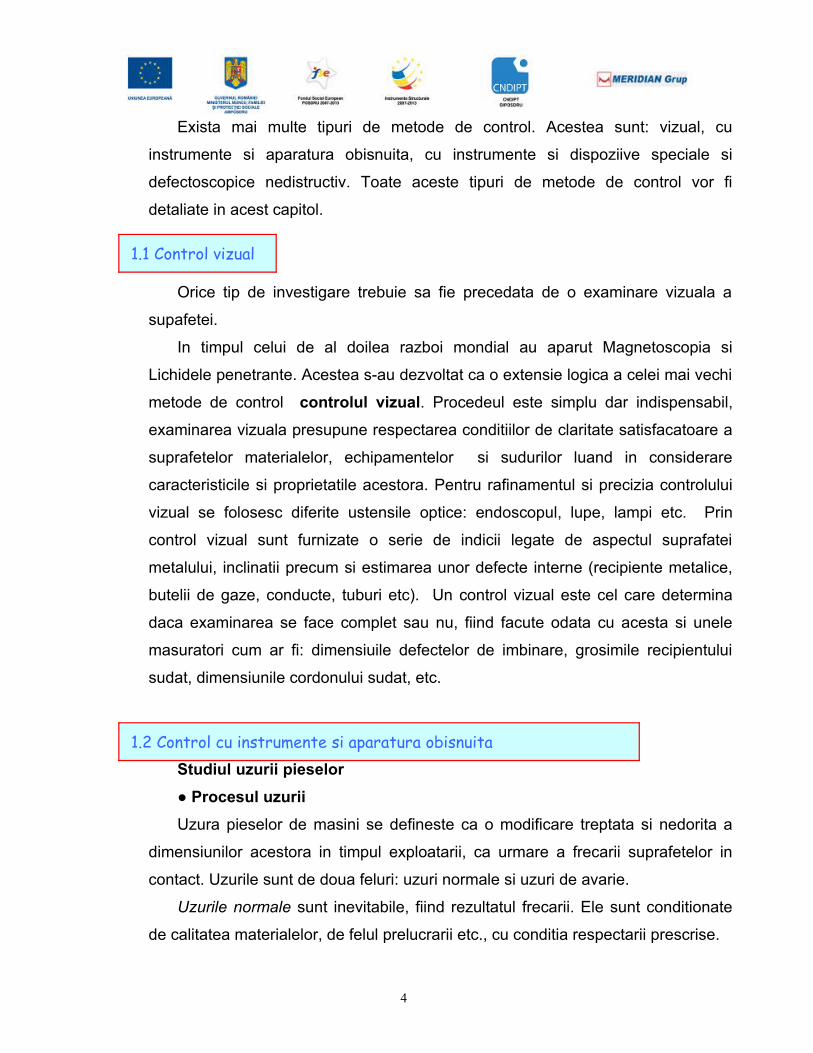
Notiunea sau conceptul de control este asemenea puterii, astfel ca daca nu
suntem atenti cand il folosim el poate furniza diferite conotatii negative. Atunci
cand lucrurile sunt sub control se genereaza o anumita stabilitate si siguranta in
functionare. Exista 3 perioade generale de timp in care mecanismele de control
pot fi actionate: precontroale, controale concurente, postcontroale
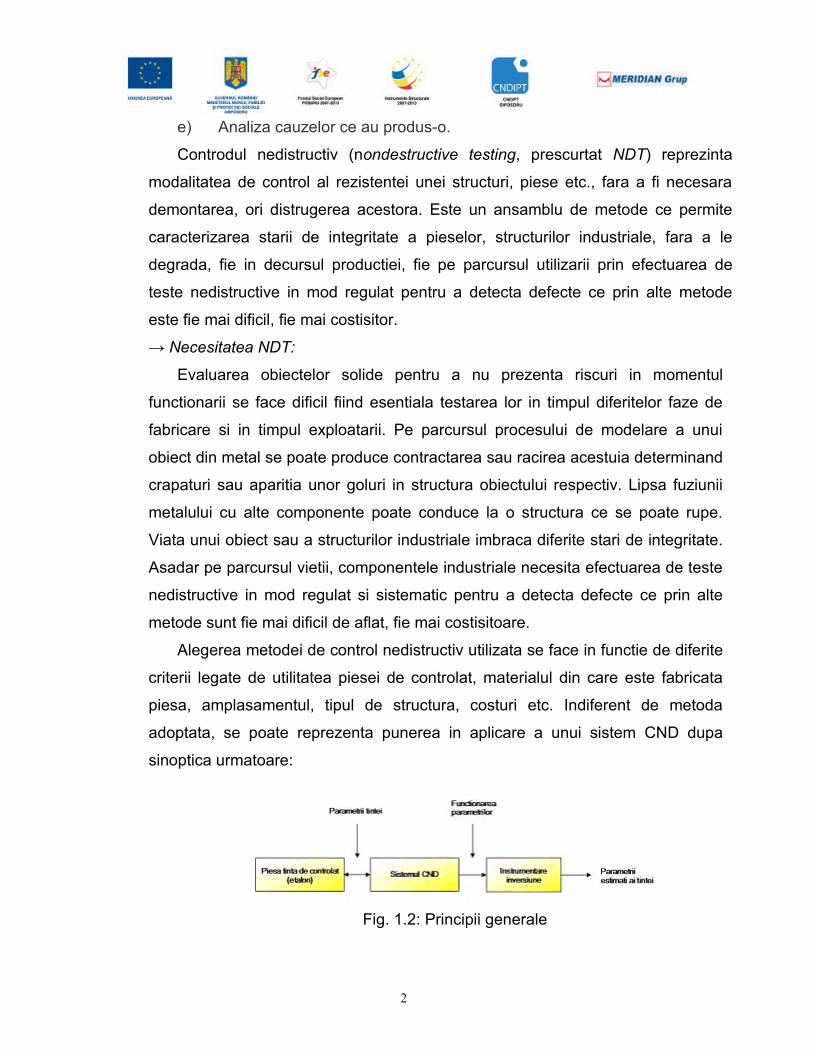
Fig. 1.1: Schematizarea tipurilor de control
3
1. Metode de control
Exista mai multe tipuri de metode de control. Acestea sunt: vizual, cu
instrumente si aparatura obisnuita, cu instrumente si dispoziive speciale si
defectoscopice nedistructiv. Toate aceste tipuri de metode de control vor fi
detaliate in acest capitol.
Orice tip de investigare trebuie sa fie precedata de o examinare vizuala a
supafetei.
In timpul celui de al doilea razboi mondial au aparut Magnetoscopia si
Lichidele penetrante. Acestea s-au dezvoltat ca o extensie logica a celei mai vechi
metode de control controlul vizual. Procedeul este simplu dar indispensabil,
examinarea vizuala presupune respectarea conditiilor de claritate satisfacatoare a
suprafetelor materialelor, echipamentelor si sudurilor luand in considerare
caracteristicile si proprietatile acestora. Pentru rafinamentul si precizia controlului
vizual se folosesc diferite ustensile optice: endoscopul, lupe, lampi etc. Prin
control vizual sunt furnizate o serie de indicii legate de aspectul suprafatei
metalului, inclinatii precum si estimarea unor defecte interne (recipiente metalice,
butelii de gaze, conducte, tuburi etc). Un control vizual este cel care determina
daca examinarea se face complet sau nu, fiind facute odata cu acesta si unele
masuratori cum ar fi: dimensiuile defectelor de imbinare, grosimile recipientului
sudat, dimensiunile cordonului sudat, etc.
Studiul uzurii pieselor
● Procesul uzurii
Uzura pieselor de masini se defineste ca o modificare treptata si nedorita a
dimensiunilor acestora in timpul exploatarii, ca urmare a frecarii suprafetelor in
contact. Uzurile sunt de doua feluri: uzuri normale si uzuri de avarie.
Uzurile normale sunt inevitabile, fiind rezultatul frecarii. Ele sunt conditionate
de calitatea materialelor, de felul prelucrarii etc., cu conditia respectarii prescrise.
4
1.1 Control vizual
1.2 Control cu instrumente si aparatura obisnuita
Uzurile de avarie sunt o crestere intensa a uzurii normale, ca urmare a
dereglarii functionarii masinii, a nerespectarii regimului de intretinere, de
exploatare si de reparatie.
Limita de uzura normala se considera cand lucrul efectuat de masina incepe
sa se inrautateasca. Functionarea masinii in continuare conduce la uzura de
avarie. Uzura organelor de masini se produce in trei faze (fig. 1.1).
Fig. 1.1: Diagrama de uzura a unei piese
In faza I, de rodaj, uzura creste repede, dupa curba OA. La sfarsitul rodajului
are loc netezirea suprafetelor in frecare. In urma rodajului, in tot timpul t1, piesele
capata uzura u1, egala cu jocurile normale de exploatare.
In fazaq II se produce uzura normala u2, in timpul exploatarii t2 dupa dreapta
AB, inclinata cu unghiul . Cand uzura ajunge la o valoare corespunzatoare
punctului B de pe diagrama, masina trebuie reparata.
In faza a III- a se produce uzura anormala, atunci cand dupa atingerea limitei
de uzura normala se continua exploatarea masinii. Uzura creste excesiv, daca
jocurile dintre piese depasesc o anumita limita, se produc socuri care vor distruge
piesele.
● Clasificarea uzurilor
a) Uzuri normale
5
Ele sunt: uzura mecanica, uzura termica, uzura prin coroziune, uzura prin
oxidare si uzura prin oboseala.
1)Uzura mecanica
Este rezultatul direct al frecarii suprafetelor a doua piese. Ea duce la
schimbarea formei, volumului si greutatii pieselor fara sa produca vreo modificare
a proprietatilor fizico-chimice ale materialului pieselor in frecare. Uzura mecanica
este de doua feluri:
- uzura prin abraziune este un proces de distrugere a suprafetelor pieselor
prin aparitia rizurilor si zgarieturilor datorita patrunderii particulelor dure intre
suprafetele in frecare. Aceasta uzura poate fi considerata ca un proces de
aschiere putandu-se aplica, deci legile aschierii.
- uzura prin eroziune se produce prin contactul direct al suprafetelor in frecare
de alunecare (in lipsa lubrifiantilor, de exemplu , la pornirea masinii)
2)Uzura termica
Cauzele uzurii termice sunt: incalzirea straturilor superficiale ale pieselor ca
urmare a vitezelor si presiunilor specifice mari. In acest caz are loc o modificare
microstructurala, care schimba proprietatile mecanice ale metalelor care duc la
inmuiere, strivire sau gripare. Uzura termica se intalneste la: came, tacheti,
cilindrii, lagare, dantura rotilor dintate.
3)Uzura prin coroziune
Uzura prin coroziune este o degradare a suprafetelor metalice sub actiunea
mediului inconjurator (de natura chimica sau electrochimica).
- coroziunea chimica este produsa de gazele uscate sau de unele lichide, care
nu sunt electroliti ca: apa, solutiile apoase de saruri, acizii si alcaliile, si se
deosebeste prin aparitia unei pelicule compacte (ca la aluminiu cu rol de protector)
sau poroase, neaderente, care permite inaintarea reactiei chimice in interiorul
metalului (de exemplu otelul)
- coroziunea electrochimica este determinata de formarea de pile electrice
locale pe suprafata metalului in prezenta unui electrolit
6
4)Uzura prin oxidare
Este determinata de patrunderea oxidului in stratul superficial al metalului. Mai
intai se produc particule mobile in stratul superficial al metalului, care se desprind
incontinuu iar apoi apar oxizi cu duritate si fragilitate mare. In acest caz,
suprafetele in frecare se uzeaza datorita formarii si rodarii continue a stratului
fragil.
5)Uzura prin oboseala
Este determinata prin actiunea sarcinilor variabile asupra pieselor. Aceasta
uzura poate aparea sub urmatoarele trei forme:
- uzura prin fretare este o distrugere a suprafetelor ca urmare a suprapunerii
efectelor de alunecare si de oxidare. Ea se produce atunci cand intre doua
suprafete in contact strans apar deplasari nedorite
- uzura prin exfoliere se caracterizeaza prin desprinderea unor straturi
superficiale foarte subtiri (de ordinul milimicromilor) de pe suprafetele mecanice
- uzura prin cavitatie este provocata de sarcinile ciclice care actioneaza pe
suprafetele metalice ce lucreaza in mediul corosiv (pompe, turbine etc.)
b)Uzuri de avarie
Acestea se produc atunci cand jocurile suprafetelor in frecare depasesc limita
admisa. Uzurile de avarie apar in doua perioade:
- uzurile de avarie in prima perioada se functionare, care se caracterizeaza
printr-un ritm rapid
- uzurile de avarie in a doua perioada, in care apar deformatii permanente sau
distrugerea ieselor.
3. cercetarea uzurii sculelor aşchietoare şi neaşchietoare.
Procedeele vechi de apreciere a uzurii, cum ar fi cântărirea piesei înainte şi
după uzură, care constau în opriri neproductive ale maşinilor, în cheltuieli
generate de demontarea şi montarea lor, în variaţii ale uzurii ca urmare a
demontării pieselor, de unde rezultă concluzii eronate, fiind necesară şi o
aparatură de măsurat costisitoare. Cel mai mare neajuns al vechilor procedee de
7
apreciere a uzurii constă în faptul că aceste fenomene nu puteau fi urmărite în
timpul desfăşurării lor.
Procedeele noi constau în urmărirea vitezei de uzare a organelor de maşini
chiar în timpul funcţionării acestora, ele pot fi de două feluri:
Primul procedeu constă în determinarea conţinutului de fier rezultat în urma
uzurii în mediul de ungere, probele de ulei fiind analizate pe cale chimică,
stabilindu-se astfel conţinutul de fier. Acest procedeu este nesatisfăcător datorită
efectuării unor lucrări costisitoare şi de lungă durată. Al doilea procedeu constă
în utilizarea izotopilor radioactivi. Utilizarea izotopilor radioactivi nu exclude
vechile procedee de cercetare a uzurii, combinarea, în unele cazuri, cu acestea
poate duce la rezultate deosebite. Organelor de maşini radioactivate li se
desprind particule mici în timpul procesului de uzare, care pot fi regăsite în
materialul de ungere. Detectarea se poate face cu ajutorul unui contor care,
după numărul de impulsuri ce le dă pe minut indică gradul de uzură în timpul
funcţionării maşinii. În cazul maşinilor şi agregatelor cu sistemul de ungere prin
circulaţie aparatul de măsurat se poate aşeza favorabil în sistemul de ungere
prin circulaţie s-au în apropierea conductei de ulei, putându-se trasa direct
diagramele uzurii, după variaţia radioactivităţii înregistrată de contor. Cantitatea
de izotop radioactiv, găsită în lubrifiant este proporţională cu uzura.
INSTALAŢII NOI PENTRU CONTROLUL FISURILOR CU PULBERE MAGNETICA FLUORESCENTĂ
Complexitatea formei si a dimensiuniilor pieselor de controlat, precum si cerintele de productivitate si de garantarea calitatii, au dus la conceperea si relizarea unor instalatii de magnetizare cu câmpuri magnetice rotitoare, care parcurg piesele din toate direcţiile necesare unei magnetizări complete.
Digitalizarea parametrilor de magnetizare, memorarea lor pentru diferite piese de controlat, automatizarea ciclului de magnetizare, flexibilitatea mare de poziţionare tridimensoină a contactelor, cu comanda de la un pupitru central, permite controlul sigur a mai multori tipuri de piese cu aceasi maşina de control.
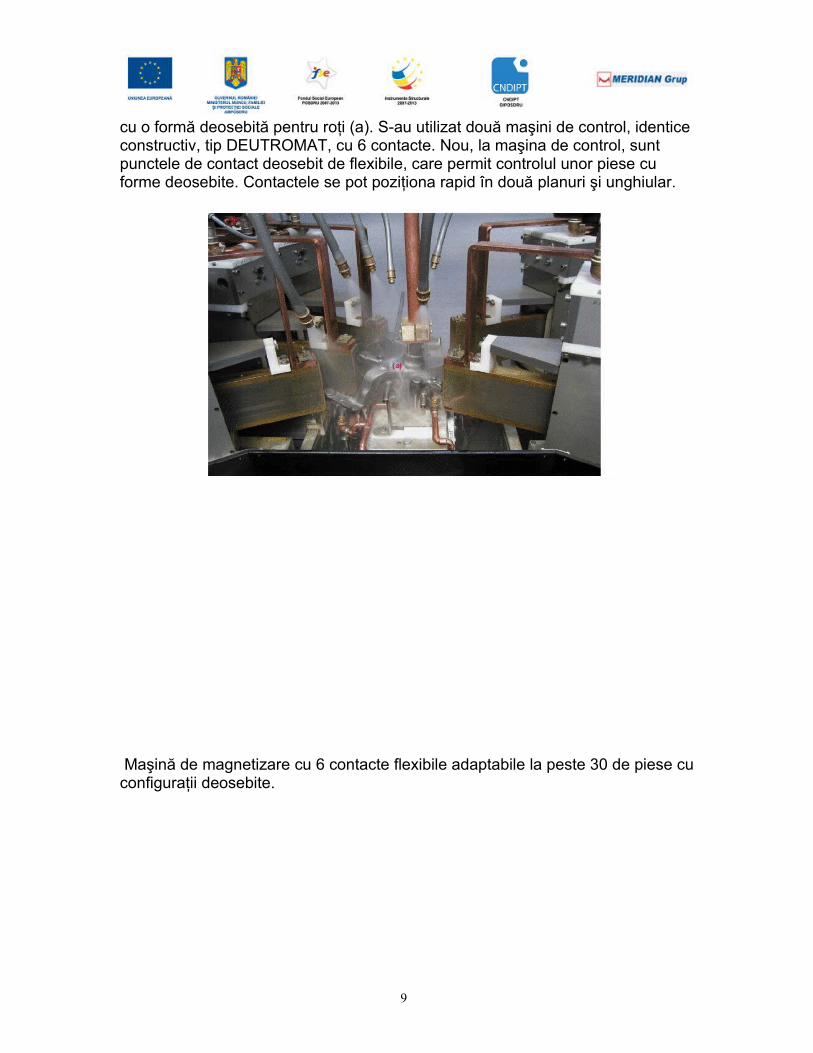
Anul 2003 a oferit noutăţi şi soluţii specifice beneficiarilor controlului fisurilor cu pulberi magnetice. O forjă germană importantă a trebuit să controleze suporţi
8
cu o formă deosebită pentru roţi (a). S-au utilizat două maşini de control, identice constructiv, tip DEUTROMAT, cu 6 contacte. Nou, la maşina de control, sunt punctele de contact deosebit de flexibile, care permit controlul unor piese cu forme deosebite. Contactele se pot poziţiona rapid în două planuri şi unghiular.
Maşină de magnetizare cu 6 contacte flexibile adaptabile la peste 30 de piese cu configuraţii deosebite.
9
Pentru o deservire simplă şi sigură s-a utilizat un sistem de comandă Siemens-S7 cu tastatura de deservire OP 17 (b), care asigură încărcarea parametrilor de control specifici pieselor controlate 32 piese cu forme diferite precum şi o documentare a controlului efectuat.
Mulţi beneficiari doresc să utilizeze o maşină universală, cu care să controleze o paletă mare de piese (c). Pentru aceasta, s-a extins o maşină cu bobină deplasabilă, tip DEUTROFLUX UWS, cu două bobine staţionare cu juguri lamelare. Piesele lungi se controlează ca şi până acum, cu bobina (d) deplasabilă peste piesa de controlat, care asigură o magnetizare deosebit de uniformă. Arborii grei se examinează prin rotire pe role de sprijin. Pentru piese goale la interior, este posibil suplimentar controlul suprafeţei interioare prin magnetizare cu dorn.Piesele controlate sunt componente de la instalaţii energetice eoliene.
1
Instalaţie de control magnetic cu bobină deplasabilă
Interesant este, de asemenea, controlul inelelor mari pentru lagăre (d). Si sucursala chineză a unui producător renumit, de inele mari, s-a dotat cu o instalaţie de control. Inelele au diametre pănă la 2600 mm şi se poziţionează în picioare pe un suport cu role. Unechipament de magnetizare compact compus dintr-o bobină cu deschidere şi o pereche de jugurimagnetice detectează fisurile orientate în orice direcţie.
Instalaţie pentru controlul magnetic a inelelor mari până la Ø 2600 mm
În funcţie de diametru, durata de control este de maximum 40 de secunde. Poziţionarea cu servomotor, a suportului cu role, asigură durate de timp scurte pentru schimbarea de la o dimensiune la alta.Controlul fisurilor pe suprafeţele taglelor laminate se face deobicei cu instalatii de control cucurenti turbinari sau scăpări de flux magnetic. Datorită valorilor mari ai acestor instalaţii (800 –1500 mii EUR), unii beneficiari doresc instalaţii mai simple şi mai ieftine.
1
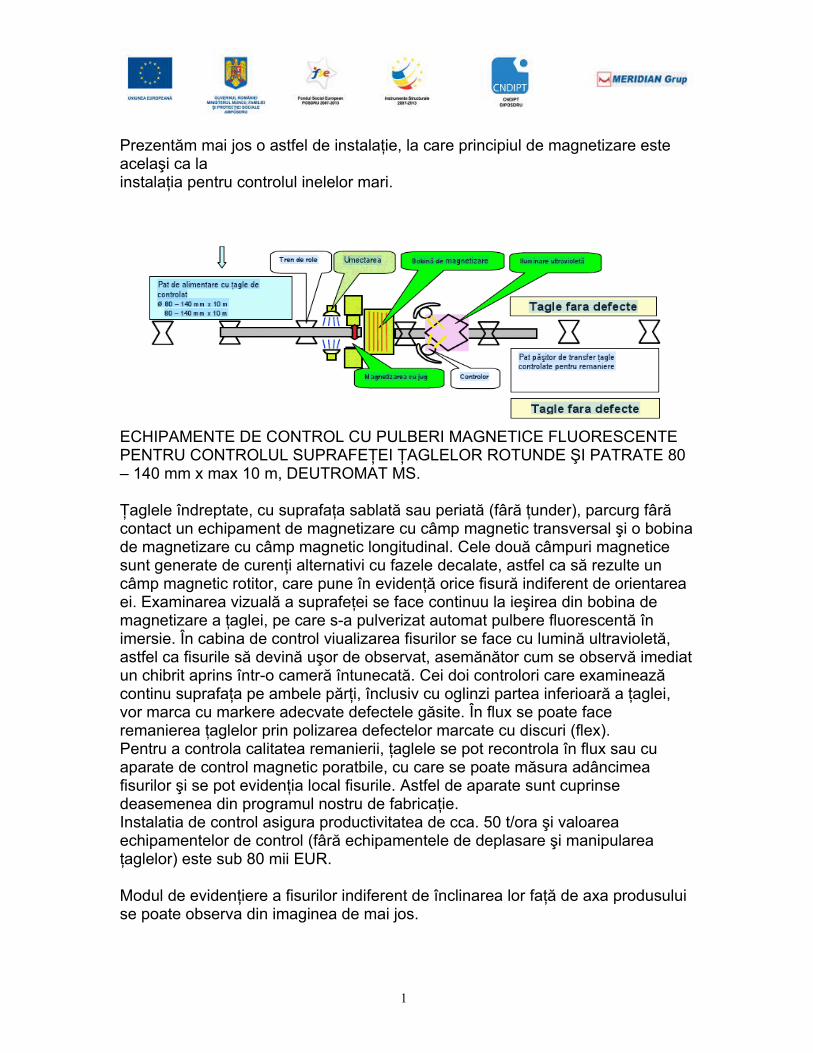
Prezentăm mai jos o astfel de instalaţie, la care principiul de magnetizare este acelaşi ca lainstalaţia pentru controlul inelelor mari.
ECHIPAMENTE DE CONTROL CU PULBERI MAGNETICE FLUORESCENTE PENTRU CONTROLUL SUPRAFEŢEI ŢAGLELOR ROTUNDE ŞI PATRATE 80 – 140 mm x max 10 m, DEUTROMAT MS.
Ţaglele îndreptate, cu suprafaţa sablată sau periată (fâră ţunder), parcurg fâră contact un echipament de magnetizare cu câmp magnetic transversal şi o bobina de magnetizare cu câmp magnetic longitudinal. Cele două câmpuri magnetice sunt generate de curenţi alternativi cu fazele decalate, astfel ca să rezulte un câmp magnetic rotitor, care pune în evidenţă orice fisură indiferent de orientarea ei. Examinarea vizuală a suprafeţei se face continuu la ieşirea din bobina de magnetizare a ţaglei, pe care s-a pulverizat automat pulbere fluorescentă în imersie. În cabina de control viualizarea fisurilor se face cu lumină ultravioletă, astfel ca fisurile să devină uşor de observat, asemănător cum se observă imediat un chibrit aprins într-o cameră întunecată. Cei doi controlori care examinează continu suprafaţa pe ambele părţi, înclusiv cu oglinzi partea inferioară a ţaglei, vor marca cu markere adecvate defectele găsite. În flux se poate face remanierea ţaglelor prin polizarea defectelor marcate cu discuri (flex).Pentru a controla calitatea remanierii, ţaglele se pot recontrola în flux sau cu aparate de control magnetic poratbile, cu care se poate măsura adâncimea fisurilor şi se pot evidenţia local fisurile. Astfel de aparate sunt cuprinse deasemenea din programul nostru de fabricaţie.Instalatia de control asigura productivitatea de cca. 50 t/ora şi valoarea echipamentelor de control (fâră echipamentele de deplasare şi manipularea ţaglelor) este sub 80 mii EUR.
Modul de evidenţiere a fisurilor indiferent de înclinarea lor faţă de axa produsului se poate observa din imaginea de mai jos.
1
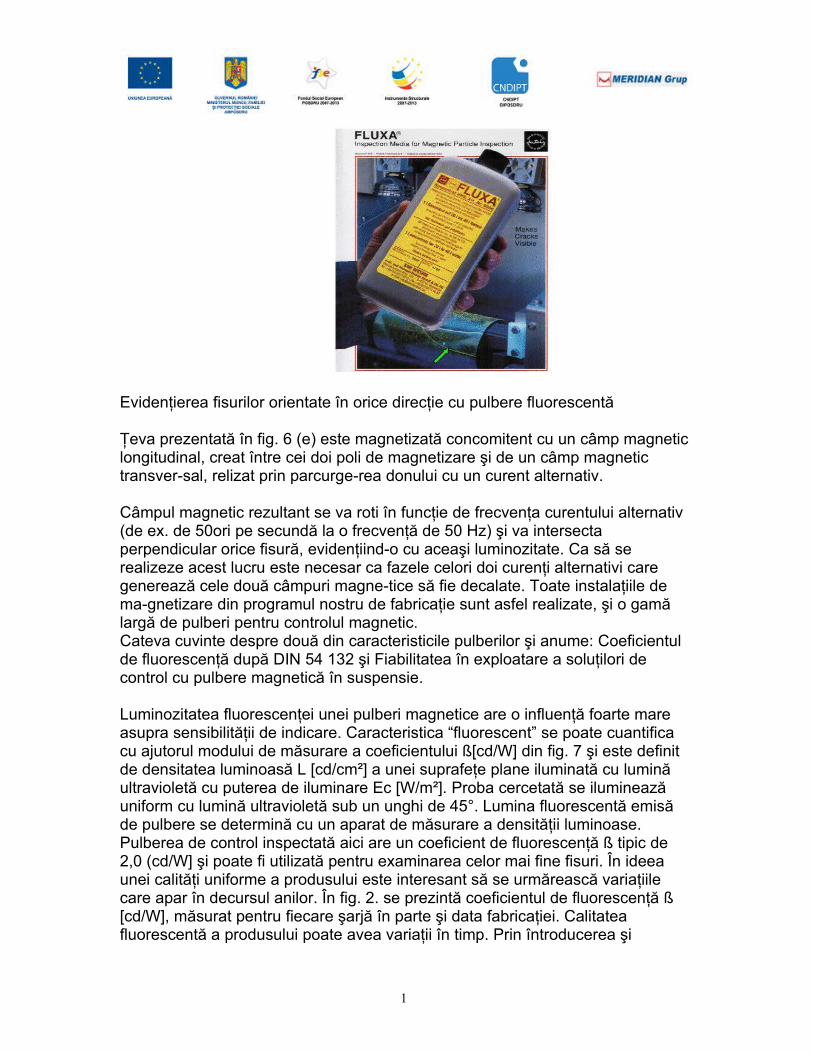
Evidenţierea fisurilor orientate în orice direcţie cu pulbere fluorescentă
Ţeva prezentată în fig. 6 (e) este magnetizată concomitent cu un câmp magnetic longitudinal, creat între cei doi poli de magnetizare şi de un câmp magnetic transver-sal, relizat prin parcurge-rea donului cu un curent alternativ.
Câmpul magnetic rezultant se va roti în funcţie de frecvenţa curentului alternativ (de ex. de 50ori pe secundă la o frecvenţă de 50 Hz) şi va intersecta perpendicular orice fisură, evidenţiind-o cu aceaşi luminozitate. Ca să se realizeze acest lucru este necesar ca fazele celori doi curenţi alternativi care generează cele două câmpuri magne-tice să fie decalate. Toate instalaţiile de ma-gnetizare din programul nostru de fabricaţie sunt asfel realizate, şi o gamă largă de pulberi pentru controlul magnetic. Cateva cuvinte despre două din caracteristicile pulberilor şi anume: Coeficientul de fluorescenţă după DIN 54 132 şi Fiabilitatea în exploatare a soluţilori de control cu pulbere magnetică în suspensie.
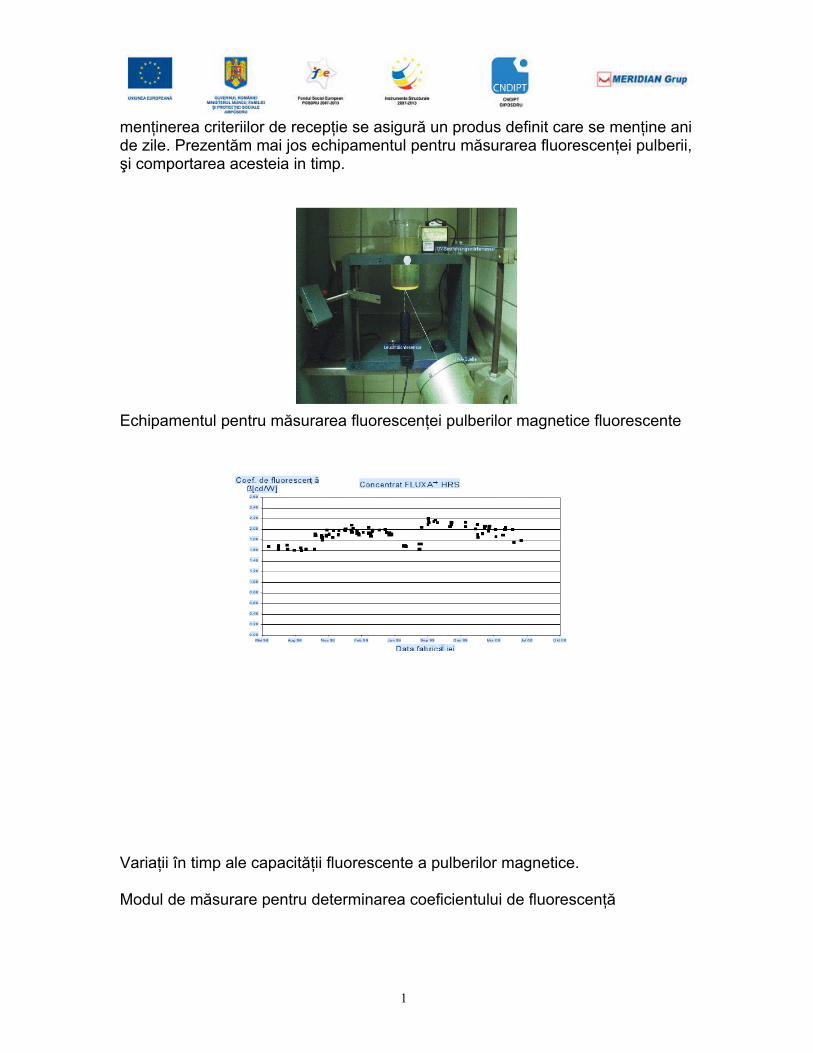
Luminozitatea fluorescenţei unei pulberi magnetice are o influenţă foarte mare asupra sensibilităţii de indicare. Caracteristica “fluorescent” se poate cuantifica cu ajutorul modului de măsurare a coeficientului ß[cd/W] din fig. 7 şi este definit de densitatea luminoasă L [cd/cm²] a unei suprafeţe plane iluminată cu lumină ultravioletă cu puterea de iluminare Ec [W/m²]. Proba cercetată se iluminează uniform cu lumină ultravioletă sub un unghi de 45°. Lumina fluorescentă emisă de pulbere se determină cu un aparat de măsurare a densităţii luminoase. Pulberea de control inspectată aici are un coeficient de fluorescenţă ß tipic de 2,0 (cd/W] şi poate fi utilizată pentru examinarea celor mai fine fisuri. În ideea unei calităţi uniforme a produsului este interesant să se urmărească variaţiile care apar în decursul anilor. În fig. 2. se prezintă coeficientul de fluorescenţă ß [cd/W], măsurat pentru fiecare şarjă în parte şi data fabricaţiei. Calitatea fluorescentă a produsului poate avea variaţii în timp. Prin întroducerea şi
1
menţinerea criteriilor de recepţie se asigură un produs definit care se menţine ani de zile. Prezentăm mai jos echipamentul pentru măsurarea fluorescenţei pulberii, şi comportarea acesteia in timp.
Echipamentul pentru măsurarea fluorescenţei pulberilor magnetice fluorescente
Variaţii în timp ale capacităţii fluorescente a pulberilor magnetice.
Modul de măsurare pentru determinarea coeficientului de fluorescenţă
1
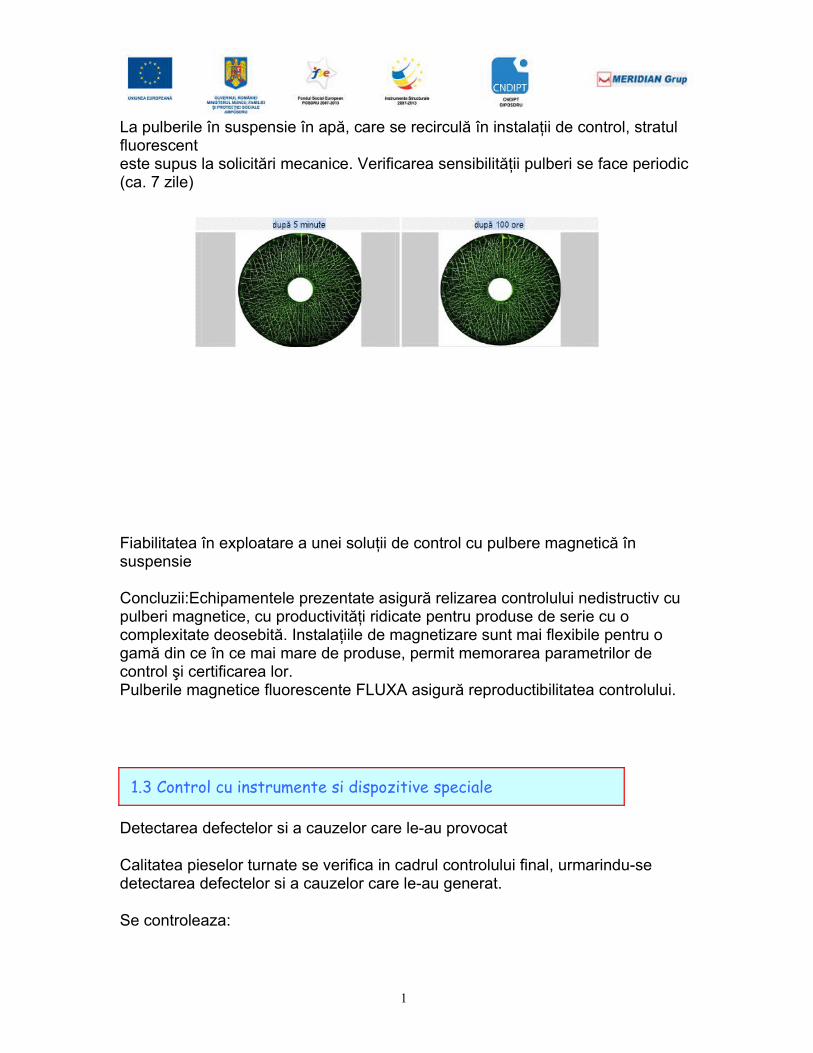
La pulberile în suspensie în apă, care se recirculă în instalaţii de control, stratul fluorescenteste supus la solicitări mecanice. Verificarea sensibilităţii pulberi se face periodic (ca. 7 zile)
Fiabilitatea în exploatare a unei soluţii de control cu pulbere magnetică în suspensie
Concluzii:Echipamentele prezentate asigură relizarea controlului nedistructiv cu pulberi magnetice, cu productivităţi ridicate pentru produse de serie cu o complexitate deosebită. Instalaţiile de magnetizare sunt mai flexibile pentru o gamă din ce în ce mai mare de produse, permit memorarea parametrilor de control şi certificarea lor.Pulberile magnetice fluorescente FLUXA asigură reproductibilitatea controlului.
Detectarea defectelor si a cauzelor care le-au provocat
Calitatea pieselor turnate se verifica in cadrul controlului final, urmarindu-se detectarea defectelor si a cauzelor care le-au generat.
Se controleaza:
1
1.3 Control cu instrumente si dispozitive speciale
Aspectul exterior.Prin aceasta cercetare se poate constata nerespectarea formelor exterioare ale pieselor turnate, defecte superficiale si uneori chiar defecte interioare care ies la suprafata.
Compactitatea. Se constata defectele interioare printr-o serie de metode:
o Incercarea la presiune ( proba hidraulica).Se aplica pieselor care in exploatare sunt solicitate la presiuni interioare sau exterioare exercitate de diverse fluide. Incercarea se face de regula asupra unei presiuni superioare celei din exploatare. Aparitia picaturilor de apa pe peretii piesei pune in evidenta neatanseitatile produse de defectele interioare.
o Detectarea defectelor interioare cu ajutorul ultrasunetelor,razele X,prin defectoscopie magnetica.Se aplica pieselor deosebit de importante.
o Metode indirecte – masurarea greutatii specifice a piesei,determinarea proprietatilor mecanice, ciocanirea.
Controlul dimensiunii si a masei.Se face cu instrumente universale sau speciale de control.La piesele mari si complicate, verificarea dimensiunilor se face prin trasaj, pe placa de trasare.
Compozitia chimica.Se determina prin metode obisnuite de analiza chimica cantitativa sau prin metode speciale (spectroscopice, colorimetrice).Proba supusa analizei trebuie sa fie reprezentativa pentru metalul turnat.Se pot folosi probe turnate (din aceeasi sarja) independent de piese sau probe martor, solidare cu piesa.
Controlul structural.structura metalelor turnate depinde de compozitia chimica, de conditiile de racire si de tratamentul termic aplicat piesei.
Controlul se poate face prin:
Analiza macroscopica.Examinarea se face cu ochiul liber sau la marime mica (lupe) pe probe luate din piese, pe epruvete speciale, sau direct in ruptura.
Analiza microscopica.Examinarea se face cu ajutorul microscopului pe probe metalografice slefuite si atacate cu reactivi.
1
Controlul proprietatilor mecanice.Caracteristicile mecanice care se verifica uzual sunt duritatea, rezistenta la rupere (la curgere) la intindere si incovoiere, alungirea, gatuirea, rezilienta.Incercarile nedistructive (duritatea) se pot executa direct asupra pieselor; pentru cele distructive sunt necesare epruvete turnate care pot fi:
Epruvete martor – se toarna odata cu piesele, fiind legate de acestea prin canale de alimentare.
Epruvete turnate separat.Se toarna in aceleasi conditii ca si piesa, din aceiasi sarja si sunt supuse aceluiasi tratament termic.
Epruvete prelevate din piesa.Se sacrifica un numar de piese turnate si din ele se confectioneaza epruvete.
Detectarea defectelor la pieselor turnate este urmata de analizarea cauzelor care le-au generat,in vederea preintamplarii aparitiei lor in viitor.Acelasi tip de defect poate fi generat de mai multi factori iar acelasi factor (denumit ‚factor de productie’) poate provoca mai multe defecte.
Uzura rotilor dintate
În cele ce urmează se va descrie sistemul Borsoff, Cook şi Otvas privind
uzura roţilor dinţate. Se iradiază o roată dinţată într-un flux de neutroni. Izotopii
radioactivi ce iau naştere în roată în timpul acestui proces de iradiere sunt
următorii: .
Roata în cauză este angrenată cu altă roată neradioactivă, fiind supusă la
diferite solicitări. Particulele radioactive , desprinse în timpul procesului de uzură
de pe suprafaţa roţii dinţate, sunt antrenate de uleiul pompat pin cutia
angrenajului. Uleiul, ce antrenează particule radioactive, este refulat de o pompă
de circulaţie spre o cameră în care s-a montat un contor Geiger-Müller. Se
compară activitatea, după numărul de radiaţii înregistrate de contor într-un
minut, în timpul circulaţiei uleiului şi în timpul când uleiul nu circulă. Etalonul de
comparaţie este o soluţie de naftenat de fier, preparată din material din roata
dinţată radioactivă. Se constată că numărul de înregistrări pe minut este o funcţie
liniară de cantitate de metal din ulei. Întrucât activitatea roţii scade din cauza
1
unor izotopi cu perioada de înjumătăţire scurtă, este necesar ca activitatea roţii
dinţate să fie determinată zilnic
Activitatea de examinare tehnica de fabricatie incepe din momentul alegerii procedeului tehnologic de formare si prelucrare, continua cu receptia calitativa a materiilor prime si materialelor, care urmeaza sa fie utilizate in procesul de productie, se desfasoara constant pe tot parcursul procesului tehnologic de fabricatie si se incheie cu livrarea si respectiv receptia pieselor.
Scopul examinarii, respectiv al defectoscopiei nedistructive este de a decela cu operativitate discontinuitatile,a le determina natura si parametrii acestora: pozitia, orientarea si marimea, si de a emite decizii de acceptare, remediere sau refuz, in concordanta cu criteriile de admisibilitate sau limitele de admisibilitate prescrise in documentatii de executie, norme si standarde. Stabilirea naturii discontinuitatii este deosebit de utila in identificarea cauzelor si fixarea masurilor de corectare a executiei sau a tehnologiei. Aflarea celorlalti parametrii ai defectului se impune in vederea indicarii cu exactitate a locului si extinderii remedierii.
Dezvoltarea impetuoasa a examinarii nedistructive pe terenul tot mai extins a pretentiilor pentru calitate si rentabilitate, are ca principal argument eficienta economica. Ea rezulta, in primul rand pe cale directa prin:
- reducerea cheltuielilor materiale, a fortei de munca si a timpului pentru examinarii;
- reducerea cheltuielilor de folosire a tehnologiilor active de executie;
- marirea productivitatii si ritmicitatii muncii;
- preintampinarea pierderilor in productie si in exploatare, prin eliminarea in faze timpurii de executie a semifabricatelor si pieselor necorespunzatoare si micsorarea rebuturilor;
- reducerea cheltuielilor de exploatare si intretinere;
1
1.4 Control defectoscopic nedistructiv
- imbunatatirea calitatii produselor, prin marirea gradului de detectabilitate a defectelor si a preciziei examinarii.
Metodele nedistructive folosite pentru examinarea materialelor, pieselor si imbinarilor in general, pot fi grupate in :
a) Examinarea vizuala: cu ochiul liber, folosind aparate de marit obisnuite, sau tehnici speciale;
b) Examinarea cu lichide penetrante: cu contrast de culoare fluorescente;
c) Examinarea cu pulberi magnetice: cu pulberi colorate, cu pulberi fluorescente;
d) Examinarea cu radiatii penetrante: cu radiatii X, cu radiatii gamma;
e) Examinarea cu ultrasunete: cu impuls reflectat, cu r 616k1024g ezonanta;
f) Examinarea cu ajutorul curentilor turbionari;
g) Examinarea prin termografie;
h) Examinarea prin holografie;
i) Examinarea prin metoda emisie acustice.
In alegerea metodei de examinare nedistructiva pentru evaluarea discontinuitatilor trebuie avute in vedere urmatoarele:
a) Tipul discontinuitatilor ce urmeaza a fi detectate;
b) Procedeul de fabricare al produselor;
c) Accesibilitatea articolului;
d) Nivelul de sensibilitate dorit;
e) Echipamentul de examinare disponibil;
f) Costul.
CATEGORII DE DISCONTINUITATI
1
Fiecare din discontinuitatile specifice materialelor feroase sau neferoase, configuratiei materialului sau procesului de fabricare sunt impartite in trei categorii: inerente, de prelucrare si de utilizare.
DISCONTINUITATILE INERENTE
Discontinuitatile inerente sunt acele discontinuitati care sunt legate de solidificarea metalului topit. Ele sunt de doua tipuri:
a) Forjate. Discontinuitatile inerente ale materialelor forjate acopera categoria acelor discontinuitati care sunt legate de incalzirea si racirea metalelor sau de matrita de forjare.
b) Turnate. Discontinuitatile datorate turnarii sunt cele legate de topire, turnare si solificare a metalului turnat. Include acele discontinuitati care sunt proprii procesului de fabricare ca: incarcarea inadecvata, procedeul de turnare,temperatura de turnare excesiv de ridicata, bule de aer,manipulare si cuva de turnare.
DISCONTINUITATI DE PROCES
Discontinuitatile de proces sunt discontinuitatile legate de feluritele moduri de prelucrare a materialului: fasonare, extrudare, laminare, sudare, placare sau tratari termice.
DISCONTINUITATI DE UTILIZARE
Aceste discontinuitati acopera gama acelor discontinuitati care sunt legate de conditiile variate de utilizare: oboseala, eroziune, corodare.
DESCRIEREA DISCONTINUITATILOR SI A CAUZELOR CE LE PRODUC
Descrierea discontinuitatilor trebuie sa fie insotita de incadrarea ei intr-o categorie speciala, precum si de fotografii care sa ilustreze tipul discontinuitatilor. Discutia asupra discontinuitatilor trebuie sa acopere urmatoarele puncte:
a) Originea si localizarea discontinuitatilor (de suprasfata, in apropierea suprafetei sau interne);
b) Orientarea (paralele sau perpendiculare directiei de prelucrare);
c) Forma (ovale, neregulate sau spiralate);
d) Fotografia (o indicatie tipica a discontinuitatii);
metalografic, lichide penetrante, pulberi magnetice, surse de radiatii, contoare
pentru radiatii, megohmetru, termometre, pirometre, manometre.
Este un instrument pentru măsurarea lungimilor, constând dintr-o panglică gradată, care se strânge prin rulare într-o casetă.
2
2. Mijloace si aparate de masura si control
2.1 Ruleta
Sublerul este instrumentul de masura alcatuit dintr-o rigla, gradata in milimetri,
in lungul careia se poate deplasa cursorul. Atat rigla cat si cursorul au cate un
cioc. Ciocul fix este solidar cu rigla, iar ciocul mobil este solidar cu cursorul.
Cursorul are si o fereastra, unde se afla vernierul, pe care se citeste distanta
dintre suprafetele de masurare ale ciocurilor. Cursorul poate fi fixat pe rigla cu
ajutorul surubului. Sublerele obisnuite folosesc vernierul zecimal, cu ajutorul caruia
se pot citi dimensiuni cu precizie de 0,1 mm. La acest vernier distanta dintre doua
repere alaturate este de 0,9 mm, adica cu 0,1 mm mai mica decat distanta dintre
doua repere alaturate de pe rigla. Aducandu-se ciocurile unul langa celalalt,
reperul 0 (zero), al vernierului va coincide cu reperul 0 (zero) al riglei. In acest caz,
vor mai coincide reperul 10 al vernierului cu reperul 9 al riglei. Alte repere ale
vernierului nu vor mai coincide cu nici un reper al riglei. Aceasta situatie se va
repeta de cate ori reperul 0 (zero) al vernierului va coincide cu un alt reper
oarecare al riglei.
Sublerul este un aparat de masurare cu vernier, folosit pentru masurari
directe de lungime. Vernierul este o scara gradata ajutatoare care, asezata langa
rigla gradata a sublerului, permite citirea fractiunilor de diviziune ale acesteia.
Sublerul este alcatuit din:
2
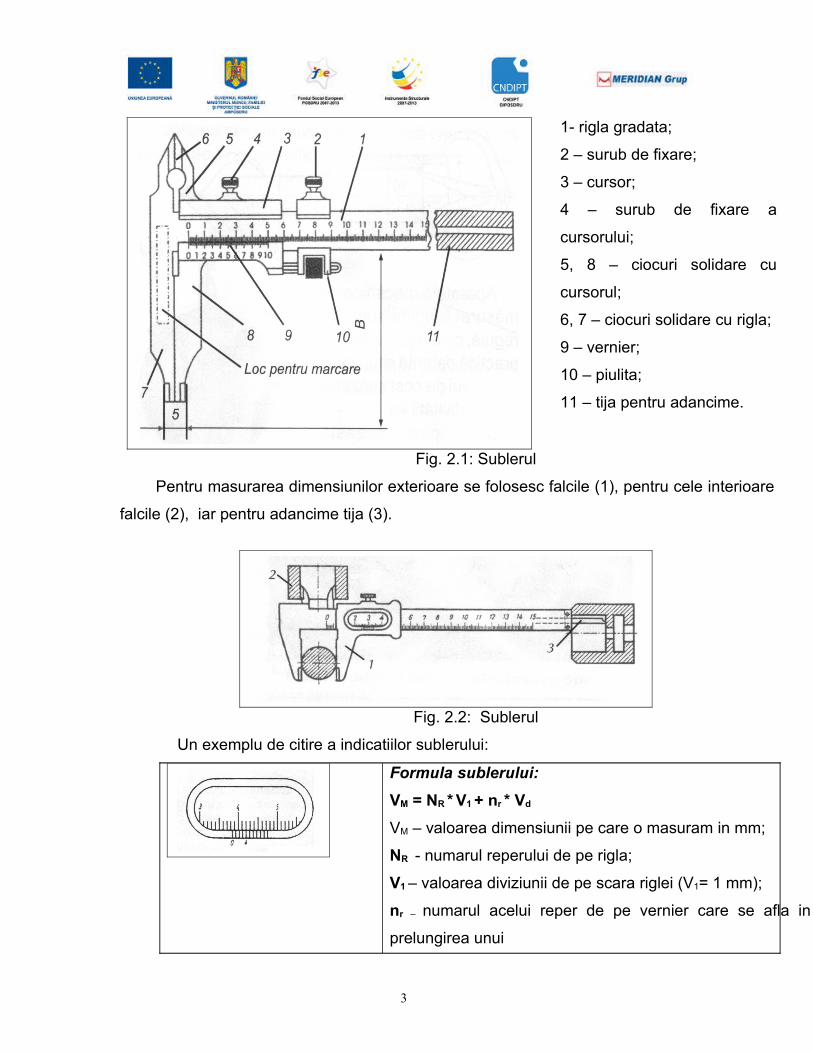
2.2 Sublerul
1- rigla gradata;
2 – surub de fixare;
3 – cursor;
4 – surub de fixare a
cursorului;
5, 8 – ciocuri solidare cu
cursorul;
6, 7 – ciocuri solidare cu rigla;
9 – vernier;
10 – piulita;
11 – tija pentru adancime.
Fig. 2.1: Sublerul
Pentru masurarea dimensiunilor exterioare se folosesc falcile (1), pentru cele interioare
falcile (2), iar pentru adancime tija (3).
Fig. 2.2: Sublerul
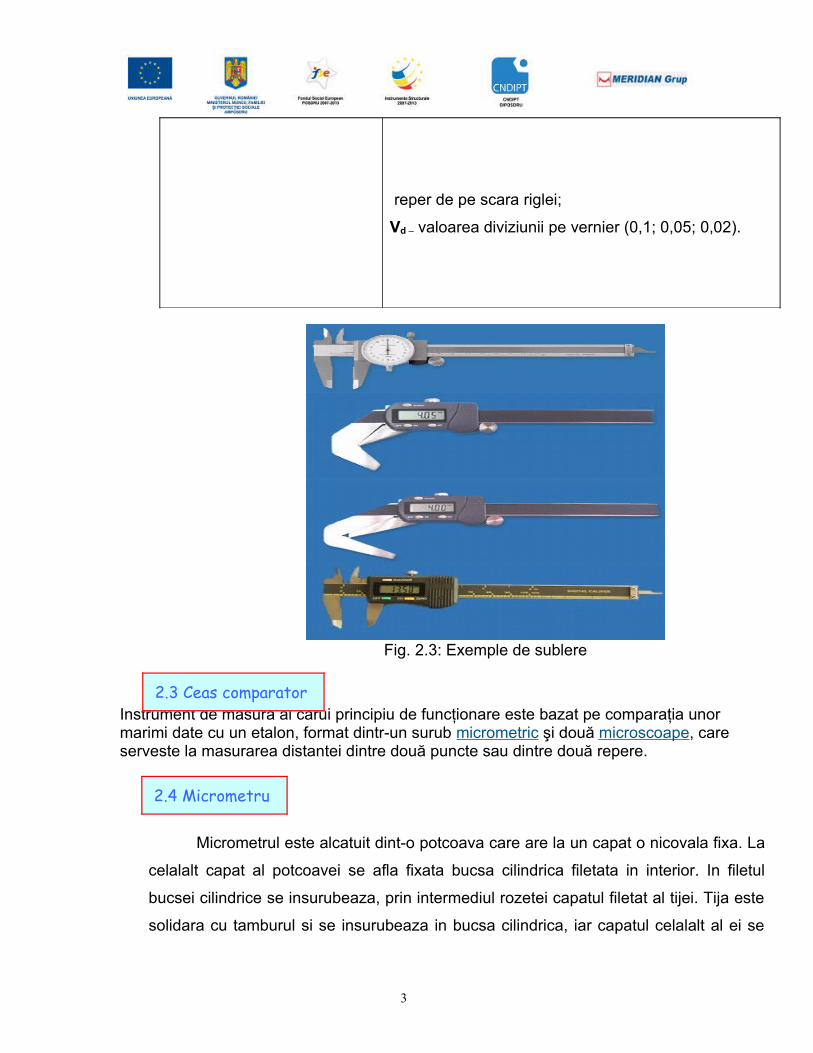
Un exemplu de citire a indicatiilor sublerului:
Formula sublerului:
VM = NR * V1 + nr * Vd
VM – valoarea dimensiunii pe care o masuram in mm;
NR - numarul reperului de pe rigla;
V1 – valoarea diviziunii de pe scara riglei (V1= 1 mm);
nr – numarul acelui reper de pe vernier care se afla in
prelungirea unui
3
reper de pe scara riglei;
Vd – valoarea diviziunii pe vernier (0,1; 0,05; 0,02).
Fig. 2.3: Exemple de sublere
Instrument de măsură al cărui principiu de funcţionare este bazat pe comparaţia unor marimi date cu un etalon, format dintr-un surub micrometric şi două microscoape, care serveste la masurarea distantei dintre două puncte sau dintre două repere.
Micrometrul este alcatuit dint-o potcoava care are la un capat o nicovala fixa. La
celalalt capat al potcoavei se afla fixata bucsa cilindrica filetata in interior. In filetul
bucsei cilindrice se insurubeaza, prin intermediul rozetei capatul filetat al tijei. Tija este
solidara cu tamburul si se insurubeaza in bucsa cilindrica, iar capatul celalalt al ei se
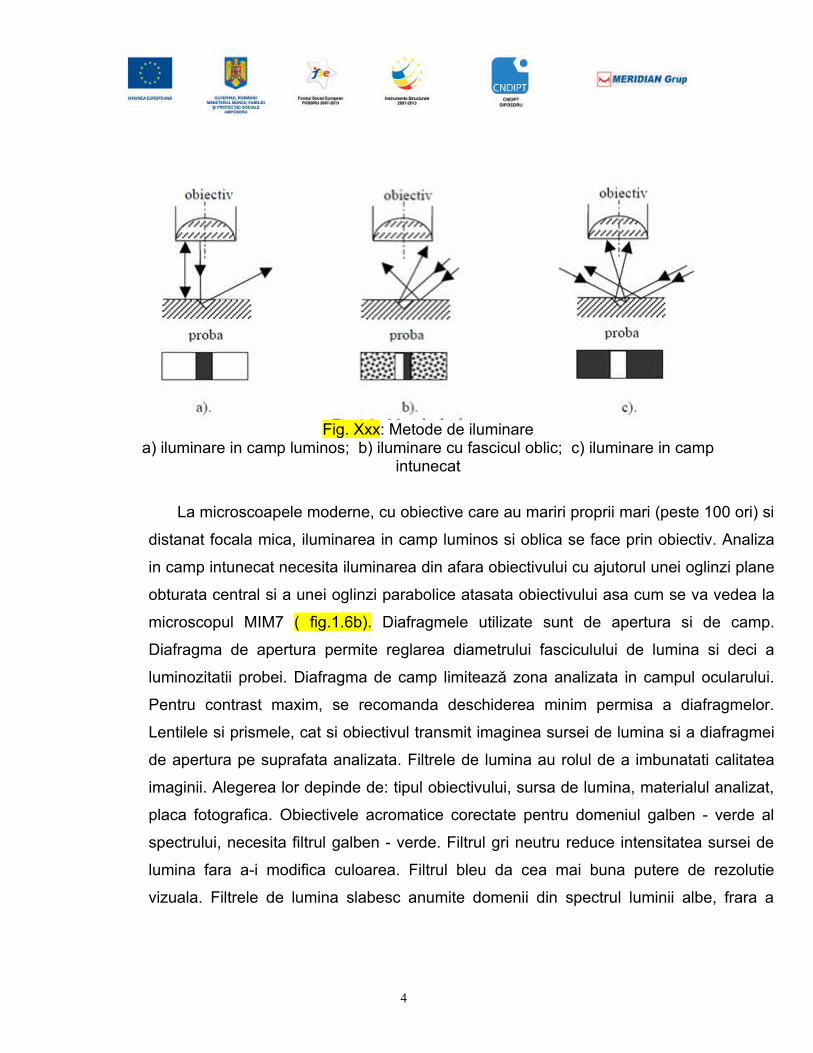
transparente, fisuri etc. , care apar puternic luminati pe fond intunecat. De asemenea se
vad culorile naturale ale unor constituenti structurali, la care in camp luminos, culorile
sunt denaturate prin reflexii si absorbti necontrolate. Astfel oxidul de cupru apare
albastru in camp luminos, in timp ce in camp intunecat apare la culoarea naturala rosu
granat.
4
d) Microscopia in lumina polarizata foloseste iluminarea perpendiculara cu lumina
polarizata plan, prin introducerea in circuitul optic a unei prisme Nicol - polarizorul.
Lumina reflectata de proba trece printr-un al doilea Nicol - analizorul. Atunci cand
materialul analizat este izotrop, la pozitia incrucisata a nicolilor (planele de polarizare
perpendiculare) se produce extinctia fasciculului de lumina si materialul apare intunecat.
Daca materialul analizat este puternic anizotrop (structuri cristaline necubice), la reflexia
pe suprafata acestuia se roteste planul de polarizare si campul analizatorului apare
luminat. Pentru extinctie totala trebuie rotit analizorul sau proba cu un numar de grade
specific fiecarei substante. In acest mod se pot identifica constituentii anizotropi, cum
sunt: grafit, incluziuni nemetalice de FeS , CoS, NiS, oxid de aluminiu, oxidul de fier
(Fe2O3) etc.
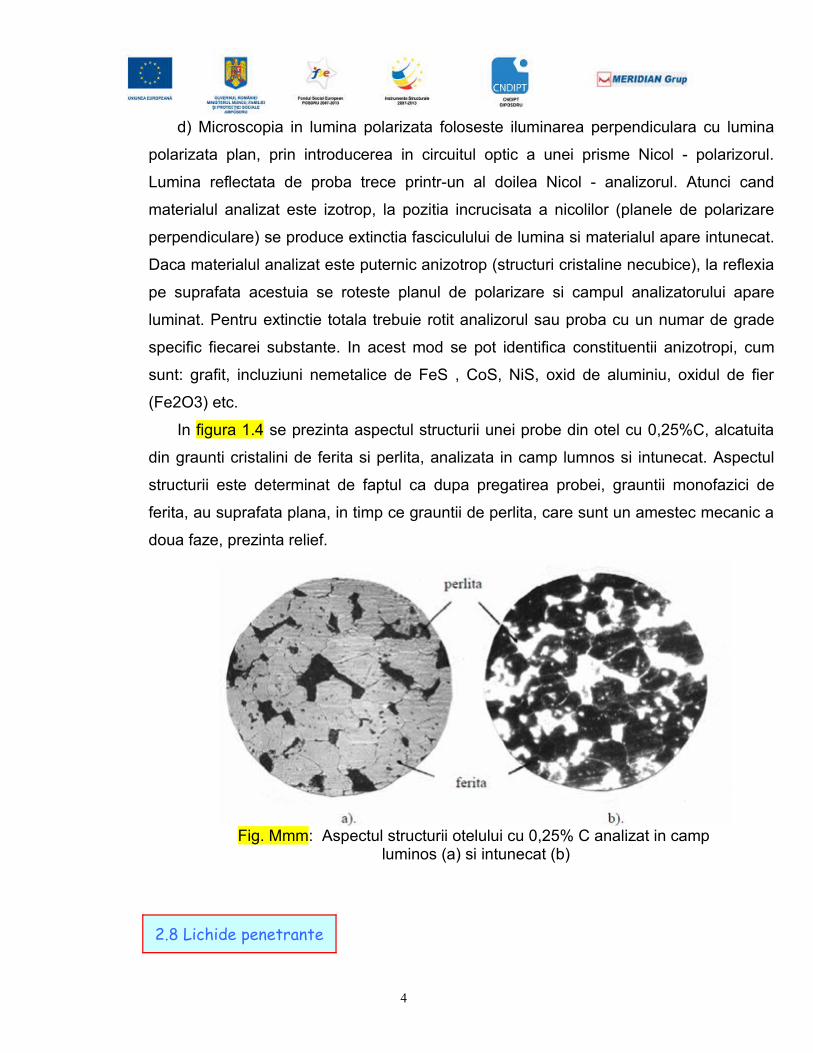
In figura 1.4 se prezinta aspectul structurii unei probe din otel cu 0,25%C, alcatuita
din graunti cristalini de ferita si perlita, analizata in camp lumnos si intunecat. Aspectul
structurii este determinat de faptul ca dupa pregatirea probei, grauntii monofazici de
ferita, au suprafata plana, in timp ce grauntii de perlita, care sunt un amestec mecanic a
doua faze, prezinta relief.
Fig. Mmm: Aspectul structurii otelului cu 0,25% C analizat in camp luminos (a) si intunecat (b)
4
2.8 Lichide penetrante
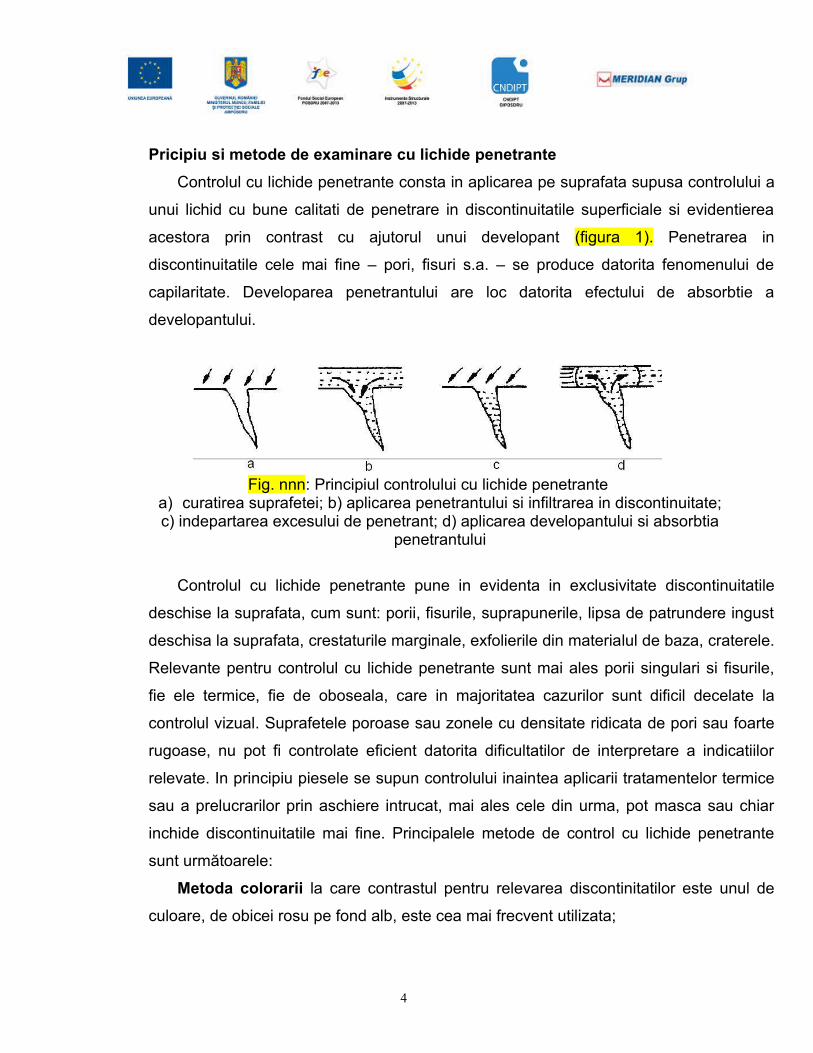
Pricipiu si metode de examinare cu lichide penetrante
Controlul cu lichide penetrante consta in aplicarea pe suprafata supusa controlului a
unui lichid cu bune calitati de penetrare in discontinuitatile superficiale si evidentierea
acestora prin contrast cu ajutorul unui developant (figura 1). Penetrarea in
discontinuitatile cele mai fine – pori, fisuri s.a. – se produce datorita fenomenului de
capilaritate. Developarea penetrantului are loc datorita efectului de absorbtie a
developantului.
Fig. nnn: Principiul controlului cu lichide penetrantea) curatirea suprafetei; b) aplicarea penetrantului si infiltrarea in discontinuitate;c) indepartarea excesului de penetrant; d) aplicarea developantului si absorbtia
penetrantului
Controlul cu lichide penetrante pune in evidenta in exclusivitate discontinuitatile
deschise la suprafata, cum sunt: porii, fisurile, suprapunerile, lipsa de patrundere ingust
deschisa la suprafata, crestaturile marginale, exfolierile din materialul de baza, craterele.
Relevante pentru controlul cu lichide penetrante sunt mai ales porii singulari si fisurile,
fie ele termice, fie de oboseala, care in majoritatea cazurilor sunt dificil decelate la
controlul vizual. Suprafetele poroase sau zonele cu densitate ridicata de pori sau foarte
rugoase, nu pot fi controlate eficient datorita dificultatilor de interpretare a indicatiilor
relevate. In principiu piesele se supun controlului inaintea aplicarii tratamentelor termice
sau a prelucrarilor prin aschiere intrucat, mai ales cele din urma, pot masca sau chiar
inchide discontinuitatile mai fine. Principalele metode de control cu lichide penetrante
sunt următoarele:
Metoda colorarii la care contrastul pentru relevarea discontinitatilor este unul de
culoare, de obicei rosu pe fond alb, este cea mai frecvent utilizata;
4
Metoda fluorescenta la care contrastul pentru relevarea discontinuitatilor este
obtinut prin stralucirea observata in lumina ultravioleta si camp de examinare negru;
contrastul este de regula galben – verde pe fond violet inchis;
Metoda activarii cu ultrasunete unde surplusul de energie de infiltrare a pene-
trantului folosit este asigurat cu ajutorul vibratiilor ultrasonore si emisia undelor elastice
in mediul de penetrare sau de postemulsionare. O frecventa mai joasa mareste
capacitatea de patrundere dar poate avea efecte perturbatorii sub 20 kHz.
Activarea cu ultrasunete se aplica mai ales in cazul controlului etanseitatii produselor
contribuind la invingerea fortei de aderenta si fortarea procesului de infiltrare a
penetrantului. Cu bune rezultate se foloseste la spalarea suprafetelor capilare de
materiale contaminate. Vibratiile contribuie de asemenea la minimizarea duratei de
penetrare, metoda cu trasor radioactiv, unde evidentierea discontinuitatilor se realizeaza
prin impresionarea unui film radiografie aplicat in stare lichida, de catre substante
radioactive continute in mediul de penetrare.
Indiferent de felul penetrantului sau a developantului, controlul cu lichide penetrante
comporta urmatoarele operatii:
1. pregatirea suprafetei;
2. aplicarea penetrantului;
3. indepartarea excesului de penetrant;
4. aplicarea revelatorului;
5. examinarea suprafetei si interpretarea rezultatelor;
6. marcarea pe piesa a locurilor cu indicatii.
In cazul folosirii penetrantilor cu postemulsionare este necesara o faza suplimentara
de adaugare a agentului emulgator dupa epuizarea timpului de patrundere a
penetrantului.
Componentele se livrează in seturi de flacoane de 250 – 500 ml. Consumul de
solutii este obisnuit de aproximativ un flacon de 350 cm3 la 50 – 100 m cusatura sudata.
Proportia consumului intre degresant – penetrant – developant este in functie de starea
suprafetei, in general in limitele de 2-2,5:1,2:1. Pentru aplicatii diferite de cea prin
pulverizare, componentele se livrează la bidoane speciale.
4
Magnetoscopia este indicata pentru cercetarea defectelor de suprafata si din
vecinatatea acesteia: fisuri, cute, incluziuni nemetalice, exfolieri de material, etc.
Dimensiunile minime ale defectului care poate fi evidentiat depind mai ales de distanta
la care se afla fata de suprafata, dar limita de detectare este mai buna fata de metoda
cu lichide penetrante. Tehnica exploateaza o caracteristica speciala a aliajelor feroase:
feromagnetismul, si anume capacitatea de a concentra campul pentru a evidentia
anomaliile liniilor de flux ale campului magnetic in vecinatatea unui defect de suprafata.
Aplicabilitate: pe toate materialele feromagnetice (fonta, otel, nichel, cobalt, etc.).
Produse controlate: laminate, forjate, topite, turnate, sudate, tuburi, prelucrate, etc.
Avantaje:
- sensibilitate atat la defecte de suprafata cat si la cele din vecinatatea acesteia
- este aplicabila si pe suprafete cu straturi de acoperire, nefiind necesara curatirea
produselor supuse controlului
- prezinta o accesibilitate buna, fiind utilizata mult in industria petrochimica,
automobilistica si aeronautica
- aparatura necesara controlului este portabila, iar indicatiile se dau la fata locului
- piesele supuse examinarii nu trebuie degresate (particulele magnetice florescente
avand ca mediu de umezire o solutie uleioasa)
Dezavantaje:
- posibilitatea aplicarii doar pe materiale feromagnetice si pentru a evidentia defectele de
suprafata si din imediata apropiere a acesteia
- geometria si dimensiunile obiectului pot impune limite in utilizarea unor tehnici de
examinare
- orientarea campului magnetic fata de directia discontinuitatilor este un factor critic
- demagnetizarea, in cazul in care este necesara, poate fi dificila, fiind cerute valori de
magnetism rezidu foarte scazute
4
2.10 Surse de radiatii
2.9 Pulberi magnetice
Principalele surse de radiaţii nocive pentru sanatatea umana
Până în prezent sunt cunoscute unele dintre cele mai puternice surse de radiatii
patogene asupra omului, care conduc la distrugerea câmpurilor fizice fine (CFF) ale
acestuia, cu urmări foarte grave. Aceste surse patogene sunt următoarele:
1. Radiaţiile electromagnetice tehnopatogene;
2. Zonele geopatogene ale pământului;
3. Acţiunile social-pa togene;
4. Radiaţiile cosmice;
Până în prezent se poate afirma că locuitorii oraşelor sunt supuşi concomitent acţiunii
tuturor tipurilor de radiaţii patologice, enumerate mai sus, şi, în acest cadru, se produce
distrugerea rapida a câmpului energetic al omului.
În toate cazurile este vorba de distrugerea câmpului informaţional al omului de către
nişte clustere anomalice mari ale câmpurilor fizice fine sau de aşa numita radiaţie
torsionică cu polarizare de stânga. Aceste raze anomalice pătrund peste tot,
acţionează asupra tuturor oamenilor, indiferent de sex, vârstă şi stare de sănătate, iar
nivelul acestor radiaţii, odată cu dezvoltarea civilizaţiei, creşte în mod constant.
S-a stabilit faptul că anomaliile câmpurilor electromagnetice generează anomalii în
comportamentul oamenilor şi al animalelor. Noi avem cunoştinţe despre bioritmurile
corpului nostru, care sunt strâns legate de mişcarea Pământului. Modificările în
pulsaţia energiei Pământului influenţează nemijlocit asupra presiunii sângelui,
respiraţiei, funcţionării inimii, sistemului imunitar al organismului şi producerii de
hormoni.
Oamenii care lucrează în câmpul electromagnetic al cablurilor de înaltă tensiune au
şanse de 5-8 ori mai mari de a se îmbolnăvi de leucemie. La muncitorii care deservesc
radarele sau antenele creşte de 8-12 ori riscul de a se îmbolnăvi de polisitemie – o
boală a sângelui, care se caracterizează prin surplus de globule roşii.
S-a demonstrat că celulele canceroase supuse unei radiaţii de numai 60 Hz (ca normă
- 10Hz) încep să crească de 6 ori mai repede, în comparaţie cu ritmurile obişnuite.
Primele simptome ale stării de disconfort, care apar în
cazul deteriorării câmpului informaţional şi energetic a omului, sunt comune pentru
toate cele patru tipuri de acţiune patogenă.
Aceste simptome sunt:
o fatigabilitatea rapidă
o căderea memoriei
o oboseala generală
o starea de somnolenţă sau insomnia
o durerile de cap cronice
o ameţelile, depresiile
o psihozele şi nevrozele cu sentimentul de neîncredere
o refugiul „în sine"
4
Acestea sunt deosebit de periculoase la vârsta copilăriei şi cea a adolescenţei.
Dezvoltarea în continuare a acestei stări primare de "preboală" conduce la
dezorientarea sistemului imunitar, cu toate urmările ce decurg de aici: procese
tumorale, bolile sistemului endocrin, uro-genital, cardiovascular etc.
Parametrii ce caracterizeaza domeniul de lucru al unui contor Geiger-Muller sunt
- tensiune de prag,
- lungimea si panta palierului,
- tensiunea optima de lucru
Un asemenea contor se foloseste pentru detectarea radiatiilor nucleare.
Contorul Geiger-Muller face parte din categoria detectorilor de ionizare in gaz, ca si camera de ionizare si contorul proportional.Acest detector are o constructie simpla, fiind alcatuit din doi electrozi introdusi intr-un tub de sticla sau de metal. Tubul contine si un gaz nobil la presiune joasa ( zeci de torri). De obicei, electrozii au geometrie cilindrica, anodul fiind un fir metalic, subtire, dispus pe axul unui cilindru care constituie catodul. Acesta din urma poate fi un strat conductor depus pe peretele interior al tubului de sticla, iar daca tubul exterior este metalic, va servi chiar el drept catod. Intre cei doi electrozi se aplica o difernta de potential Forma si dimensiunile unui contor Geiger -Muller depind de scopul in care va fi folosit.
La trecerea unei radiatii prin volumul contorului se produce excitarea si ionizarea moleculelor gazului. In functie de natura radiatiei incidente, ionizarea se poate face direct, in cazul particulelor cu sarcina electrica, sau indirect, prin intermediul electronilor smulsi din peretele contorului de radiatii.
4
2.11 Contoare pentru radiatii
Este un aparat pentru masurarea rezistentelor electrice de valoare mare.
Ca schema de principiu a unui megohmetru cu convertizor static tranzistorizat:
Cele doua tranzistoare formeaza un oscilator in contratimp care transforma tensiunea continua furnizata de baterie in tensiunea alternativa dreptunghiulara,care apoi este ridicata la inalta tensiune cu ajutorul unui transformator; dupa aceea urmeaza redresarea acestei tensiuni cu un redresor dublu de tensiune format dein doua diode si doua condensatoare.Functionarea corecta a condensatorului este pusa in evidenta de aprinderea becului cu neon. Teraohmetrele sunt utilizate,in principal,pentru masurarea rezistentelor de izolatie de ordinul 1013…1015 W.
Termometrele sunt dispozitive de masurare a temperaturii, cu aplicatii in aproape
toate domeniile de activitate practica a omului. Sunt dispozitive realtiv simple, de
Pentru masurarea presiunilor se intrebuinteaza urmatoarele instrumente, care
variaza in raport cu marimea presiunii si natura fluidelor.
● Piezometrul este un instrument care consta dintr-un tub transparent racordat la vasul
lichidului. Acesta este de doua feluri: deschis (caz in care masoara presiunea relativa) si
inchis (caz in care tubul trebuie sa fie destul de lung pentru ca la partea superioara sa
ramana un spatiu vid, acesta masurand presiunea absoluta).
● Manometrele de mercur sunt folosite pentru masurarea presiunii unui lichid sau a unui
gaz in punctul A intre sectiunile B si D pe aceeasi suprafata de nivel, avem relatia:
γmh + P0 = γh` + PA
In care γ si γm sunt greutatile specifice ale fluidului din recipient si mercurului.
Rezulta: PA = γmh – γh` + P0
Densitatea mercurului fiind de 13,6 ori mai mare decat cea a apei, coloana de
mercur, h, va fi de atatea ori mai scurta decat coloana unui piezometru cu apa: deci
acest tip de manometru poate fi folosit pentru presiuni mai mari.
● Manometrele metalice sunt de doua tipuri:
- manometrul cu un arc (Bourdon) care este un tub metalic elastic, de sectiune
transverasala eliptica, are forma unui arc, insurubat la un capat in recipientul a carui
6
presiune interioara o masuram. Celalaltcapat este inchis astfel ca presiunea in tub
creste, sectiunea eliptica a tubului tinde a deveni circulara, iar axa tubului tinde a
deveni rectilinie. Capatul A a tubului, departandu-se de centrul arcului, deplaseaza un
sector dintat, in jurul centrlui sau C si, prin intermediul unei rotite O angrenate cu
sectorul, un arc se misca in fata unor diviziuni. Acest manometru este etalonat cu
ajutorul altui manometru de precizie.
- manometrul cu membrana. In locul tubului arcuit se intrebuinteaza uneori o placa
flexibila care se deformeaza prin actiunea presiunii, iar defomatiile se transmit la acul
indicator sau inregistrator printr-un dispozitiv analog cu cel al manometrului Bourdon.
● Tubul piezometric diferential
Pentru masurarea diferentei de presiune din doua vase continand acelasi lichid se
foloseste dispozitivul cu un tub de sticla indoit in forma de U rasturnat, care este
racordat cu ambele capete, prin tuburi de cauciuc sau de metal, la cele doua vase. In
partea superioara a tubului este prinsa o cantitate de aer care se poate regla cu
robinetul R. Daca la fiecare vas am racorda cate un dispozitiv inchis, lichidul s-ar ridica
in fiecare tub la o inaltime h1, respectiv h2. Din cauza presiunii p a aerului inchis in partea
curbata a tubului, aceste inaltimi vor fi mai mici cu P/γ, p fiind presiunea aerului inchis,
iar γ fiind greutatea specifica a lichidului. Daca presiunea p este prea mare si lichidul nu
ajunge un partea de sticla, se deschide robinetul R pentru a iesi o parte din aer.
● Manometre pentru diferente foarte mici de presiune – micromanometrul diferential.
Acesta se compune dintr-un vas cantinand un lichid mobil insa nevolabil. Pe la partea
superioara vasul este in legatura cu presiunea p2, iar in partea inferioara, prin
intermediul unui tub de sticla, inclinat cu unghiul α fata de orizontala, este in legatura cu
presiunea p1. Fie p2 > p1. Lichidul se ridica in tubul inclinat de inaltimea h, deplasandu-se
cu cantitatea l = h/sin α, care se citeste pe tubul oblic gradat. Pentru a fi siguri ca la
unghiul α din constructie nu se adauga unghiul de inclinare chiar al instrumentului, se
prevad o nivela de precizie cu bula si surub de reglare a nivelului.
Manometrul cu doua lichide se compune din doua recipiente R, R`, avand fiecare
sectiune mare = Ω, dintr-un tub de sectiune mica = ω si continand doua lichide ce nu se
amesteca, avand densitati foarte putin diferite intre ele. Aparatul serveste la masurarea
6
diferentei, foarte mica, de presiune a fluidelor continute in doua vase. Inainte de a
racorda manometrul la vase, suprafetele MN si M`N` din cele doua recipiente sunt
supuse la aceeasi preiune p, insa MN este la un nivel mai jos ca M`N`. nivelurile acestor
doua suprafete in raport cu suprafata de separatie A a celor doua lichide fie h si h`.
Daca presiunea creste cu ∆p in recipientul R`, nivelul M`N` coboara cu є, iar nivelul
MN urca cu є.
Daca lichidele din recipiente sunt apa pura, a carei greutate specifica la 20o C este
998 si anilina pura a carei greutate specifica la 20o C este 1022.
● Manometre pentru presiuni mari
Manometrul cu piston; O cutie metalica cu pereti grosi este plina cu un lichid vascos
cu un piston de sectiune Ω poate aluneca intr-un orificiu prevazut la fata superiora cu o
cutie. Presiunea p tinde sa ridice pistonul, care este adus la loc incarcand pistonul cu o
greutate F. Daca pa este presiunea atmosferica, avem F + pa Ω = pΩ si p = pa + F/Ω.
Pentru presiuni foarte mari se foloseste proprietatea uni fir de manganina de a avea
o rezistenta electrica variabila cu presiunea, conform legii urmatoare, in care R si Ro sunt
rezistentele electrice la presiunea p1, respectiv presiunea atmosferica: R = Ro (1 + 2,2 X
10-6p).
Se introduce lichidul, a carei presiune se masoara, o bobina de manganina protejata
intr-o capsula plina cu benzina (care nu ingheata la temperaturi joase) si se masoara
rezistenta. Cu asemenea manometre s-au studiat proprietatile apei pana la 20 000 at
presiune.
6
3. Depistarea defectelor semifabricatelor, pieselor, sistemelor tehnice 4. Cauzele lor
3.1 Defecte macroscopice
În procesul de prelucrare se folosesc metode, utilaje, dispozitive etc. care nu sunt perfecte si ca urmare, piesele prelucrate se obtin cu abateri de la dimensiuni, forme geometrice, microgeometrie etc.
La proiectare se cunoaste faptul ca modelul fizic, respectiv piesa prelucrata, se obtine cu imprecizii, când se prescriu abateri admisibile si rationale care se trec pe desenul piesei. Abaterile trebuie sa fie admisibile pentru a corespunde conditiilor normale de functionare si rationale pentru a fi realizate la un cost minim.Datorita imperfectiunii metodelor si mijloacelor de prelucrare, piesele prelucrate se obtin cu abateri de la dimensiuni, forme geometrice etc. Gradul de concordanta dintre modelul fizic – piesa prelucrata - si modelul teoretic exprimat prin desen se numeste precizie de prelucrare.Notam cu f1, f2, ... fk abaterile modelului fizic, care reprezinta functii independente. Precizia de prelucrare poate fi exprimata analitic sub forma:Pp = F(f1, f2, ... fk)unde fi = i(x1, x2, ... xn) care depinde de un numar mare de factori (x1, x2, ... xn) variabili care influenteaza aparitia abaterii de ordinul i.Abaterile fi, care pot fi dimensionale, geometrice etc. se numesc erori de prelucrare.În procesul de prelucrare, cauzele care genereaza erori de prelucrare sunt multiple, variate si complexe.
Precizia geometrica a masinilor-unelte. Masinile-unelte, în procesul de prelucrare, se deformeaza sensibil datorita solicitarilor variabile la care sunt supuse. Ele genereaza erori de prelucrare datorita unor cauze legate direct de precizia lor de executie (abateri de la rectilinitate a ghidajelor, de la paralelismul ghidajelor si linia centrelor etc.). O sursa importanta de erori o constituie deformatiile sistemului tehnologic datorate variatiei temperaturii ca urmare a caldurii degajate din aschiere, a frecarii organelor în miscare, a mediului ambiant, radiatii solare etc.
Erorile sistematice sunt generate, în principal, de unele defectiuni de montare a masinilor-unelte (abateri de la paralelismul si perpendicularitatea axelor, coaxialitate etc.), folosirea unor scule cu abateri la dimensiune si forma (burghie, adâncitoare, alezoare, brose etc.), imprecizia de executie si montare a dispozitivelor pentru fixarea pieselor pe masina etc.
Erori aleatorii (întâmplatoare), sunt erori care apar datorita actiunii unui numar mare de factori independenti si ale caror valori nu pot fi prevazute. Cauzele de aparitie a erorilor aleatorii sunt multiple si variate.Ele apar datorita elasticitatii sistemului tehnologic sub actiunea fortelor de aschiere, abateri de reglare a masinilor-unelte la cota, datorita jocurilor variabile din lagare, organe în miscare de rotatie neechilibrate, uzura diferitelor organe mobile din masina-unealta, a sculelor, dispozitivelor etc.
6
Erorile aleatorii au unele proprietati, pe baza carora, influenta lor asupra preciziei de prelucrare se determina cu ajutorul teoriei probabilitatilor si a statisticii matematice.Precizia dimensionalaDatorita erorilor de prelucrare, concordanta dintre modelul fizic al piesei prelucrate si modelul sau teoretic, sub aspect geometric si al conditiilor fizice,nu este asigurata perfect. Independent de vointa noastra, nu poate fi realizatao concordanta absoluta, dupa cum nici punerea în evidenta, prin masurare, avalorilor absolute nu este posibila, aceasta situatie reprezentând o imposibilitate tehnica. Odata cu perfectionarea mijloacelor si a metodelor de prelucrare precizia de executie creste, erorile de prelucrare se micsoreaza, fara a fi însa eliminate integral. Având în vedere aceste imperfectiuni inerente, de la început proiectantul trebuie sa prescrie abateri, admisibile si rationale, elementelor geometrice ale modelului teoretic. Abaterile trebuie sa fie admisibile pentru a corespunde conditiilor normale de functionare si rationale, pentru a fi realizate la un pret de cost minim.Dimensiuni, abateri, toleranteLa asamblarea a doua piese, suprafetele care vin în contact sunt:- o suprafata cuprinsa, pentru piesa din interiorul ansamblului;- o suprafata cuprinzatoare, pentru piesa din exteriorul ansamblului.Daca piesele montate în ansamblul considerat sunt de forma cilindricasau conica, suprafata cuprinzatoare se numeste alezaj, iar suprafata cuprinsase numeste arbore. De exemplu, suprafata fusului de la lagar se numestearbore si reprezinta suprafata cuprinsa, iar suprafata cuzinetilor sau a bucseise numeste alezaj si reprezinta suprafata cuprinzatoare.În cele ce urmeaza, conventional, toate caracteristicile dimensionalereferitoare la arbore se vor nota cu litere mici, iar cele referitoare la alezaje culitere mari.a) Dimensiuni.Dimensiunea liniara sau unghiulara este caracteristica geometric ce determina marimea unei piese, pozitia unei suprafete fata de alta sau pozitia unei piese fata de alta în cadrul unui ansamblu. Dimensiunile se determina din considerente constructive, functionale, tehnologice si se stabilesc pe baza de calcul, se adopta comparativ sau experimental.Dimensiunile, în functie de scopul pentru care sunt destinate în ansamblu, se clasifica în urmatoarele categorii:- dimensiuni functionale, determinate de rolul pe care îl îndeplineste piesa în ansamblu (diametrul si lungimea cilindrilor masinilor, diametrul de rostogolire la rotile dintate etc.);- dimensiuni de montare, sunt dimensiunile dupa care se face asamblarea si care determina calitatea îmbinarii (diametrul fusului si a bucsei de la lagare, diametrul interior al rulmentului si cel al arborelui pe care se monteaza etc.);- dimensiuni auxiliare sau intermediare, sunt dimensiunile pe care le capata o piesa în cursul prelucrarii de la semifabricat pâna la piesa finita;- dimensiuni libere, care nu influenteaza asamblarea.
Din punct de vedere al prelucrarii, marimea unei piese este caracterizata prin mai multe tipuri de dimensiuni, cu urmatoarele denumiri specifice:
6
- dimensiune nominala (Nd , ND), este valoarea ce se ia ca baza pentru a caracteriza o anumita dimensiune, indiferent de diferentele admise inerente imperfectiunii executiei. Dimensiunea nominala este prima valoare luata ca dimensiune si care apare la proiectare, ea rezultând din calcul sau constructiv. Este valoarea de referinta în caracterizarea si determinarea celorlalte valori dimensionale. De exemplu, din calcul se obtine valoarea de 99,6 mm pentru un arbore. Aceasta valoare, denumita dimensiune calculata, se rotunjeste la o valoare întreaga standardizata (100 mm), valoare care caracterizeaza diametrul arborelui si care se numeste dimensiune nominala.Din necesitati practice si tehnologice, se urmareste ca dimensiunile nominalesa aiba pe cât posibil valori întregi. Aceasta masura, conduce la utilizareadiametrelor standardizate, la micsorarea sortimentului de scule, de dispozitive si instrumente de masurat, permitând prin aceasta cresterea productivitatii si reducerea costurilor.- dimensiune efectiva (Ed, ED), este dimensiunea unei piese rezultata în urma unui procedeu de fabricatie si a carei valoare numerica se obtineprin masurare;- dimensiune reala (Xd, XD), este dimensiunea matematic exacta, a carei valoare numerica nu poate fi determinata;- dimensiuni limitaa, sunt dimensiunile între care poate variadimensiunea efectiva fara a prejudicia calitatea produsului. Dimensiunea maxima (Dmax, dmax), reprezentând valoarea maxim_ pe care o poate capatadimensiunea efectiva si dimensiunea minima (Dmin, dmin), reprezentândvaloarea minima pe care o poate capata dimensiunea efectiva.
Abateri. Reprezinta diferenta dintre dimensiunea efectiva, dimensiunea limita si dimensiunea nominala. Exista abateri efective, abateri limita
Din figura urmatoare se constata ca abaterile sunt niste cote situate deasupra sau dedesubtul unei linii fixata de dimensiunea nominala, numita linie de referinta sau linie zero si se noteaza prin 0 .
a. Pentru arbore; b. Pentru alezaj
6
3.2 Defecte microscopice
Acestea pot fi:- de structura interna;- incluziuni metalice si nemetalice;- pori;- fisuri;- segregatii.
Incluziunea este o particulă de metal străin conţinută în masa unui corp solid.; un defect de fabricaţie al unei piese, datorat prezenţei unor incluziuni (1) sau unor particule metalice izolate în masa ei.
Incluziunile sunt datorate procesului de fabricatie.Apar in materiale feroase si neferoase prelucrate prin forjare.Sunt discontinuitati situate la suprafata sau in imediata apropiere a suprafetei. Sunt de doua tipuri: nemetalice – sub aspectul unor linii lungi, paralele cu directia de prelucrare sau scurte aparand in grup – si neplastice – aparand sub forma unor arii mai intinse si nu sunt paralele cu directia de prelucrare. Se intalnesc in materialele forjate, extrudate sau laminate. Cauzele producerii lor: Incluziunile nemetalice sunt cauzate de existenta unor zgure sau oxizi in matrita de prelucrare. Incluziunile neplastice sunt cauzate de particulele ramase in stare solida in timpul incalzirii lingoului.
a) Ultrasunete. De obicei aceasta metoda este utilizata pentru determinarea incluziunilor prezentein materialele forjate. Incluziunile vor apare ca interfate in interiorul materialului. Grupari mici de incluziuni sau prezxenta lor in plane diferite cauzeaza o pierdere a ecoului de fund. Mai multe incluziuni mici, adunate, pot apare sub forma unui “ semnal de zgonmot” excesiv. Indicatiile incluziunilor paralele cu directia fascicolului ultrasonic sunt dificil de interpretat. Directia fascicolului ultrasonic trebuie sa fie perpendiculara pe directia de prelucrare a materialului oro de cate ori acest lucru este posibil.
b) Curenti turbionari. De obicei se utilizeaza in examinarea peretilor subtiri ai tevilor sau pentru bare de diametre foarte mici. Examinarea materialelor feromagnetice poate fi dificila.
c) Lichide penetrante. Aceasta metoda nu este folosita in detectarea incluziunilor din materiale deoarece acestea nu apar in general la suprafata.
Fisura este o crăpătură îngustă, plesnitură la suprafața sau în interiorul unui corp solid
Aceste tipuri de fisuri sunt datorate procesului de fabricatie. Ele apar atat la materiale feroase cat si neferoase.
Sunt fisuri de suprafata putin adanci si ascutite la baza, similare fisurilor de tratament. De obicei apar in grup, perpendiculare pe directia de rectificare. Se intalnesc la produsele tratate la temperaturi inalte, la cele cromate si la cele ceramice supuse operatiei de rectificare.
Cauzele producerii lor
Rectificarea suprafetelor dure determina frecvent aparitia fisurilor. Aceste fisuri termice sunt cauzate de supraincalzirea locala a suprafetei ce este grundata sau slefuita. Supraincalzirea este de obicei cauzata de lipsa sau proasta calitate a agentului de racire de o grundare improprie, de o incarcare rapida sau de prelucrarea cu indepartarea de aschii de, mare sectiune.
Metode de examinare nedistructiva folosite:
a) Lichide penetrante.
De obicei sunt folosite pentru materiale feroase si neferoase pentru detectarea fisurilor de rectificare. Indicatiile lichidelor penetrante vor apare ca urme fine de linii neregulate,frante sau intrerupte brusc. Fisurile sunt cele mai dificile discontinuitati ce pot fi evaluate cu ajutorul lichidelor penetrante, de aceea necesita un timp de penetrare mai lung. Produsele care au fost degresate in prealabil pot retine solventi in discontinuitati de aceea trebuie lasate un timp suficient necesar evaporarii acestora inainte de aplicarea penetrantului.
b) Curenti turbionari.
Aceasta metoda nu este de obicei folosita pentru detectarea fisurilor de rectificare. Poate fi folosita totusi la materiale neferoase.
c) Ultrasunete.
In general aceasta metoda nu este folosita la detectarea fisurilor de rectificare. Alte
metode de examinare sunt mult mai rapide, mai economice si mai bine adaptate la
aceste tipuri de discontinuitati.
SUDURI RECI
6
Aceste discontinuitati sunt inerente. Sunt intalnite atat la materiale feroase cat si neferoase. Sudurile reci sunt prezente la suprafata sau in imediata apropiere a suprafetei avand forma unor crestaturi plane.
Cauzele producerii lor
Sudurile reci sunt produse in timpul turnarii metalului topit. Ele pot rezulta din improscari, turnare intermitenta, intreruperea turnarii sau intalnirea a doi curenti de metal topit venind din directii diferite. De asemenea solidificarea unei suprafete inainte ca o alta turnare de metal topit sa aiba loc, prezente peliculare de metal racit, vascos sau al oricarui alt factor ce impiedica fuzionarea a doua suprafete ce se intalnesc vor produce suduri reci. Mai raspandite sunt in produsele ale caror matrita de turnare prezinta canale sau porti de turnare.
Metode de examinare nedistructiva folosite
a) Lichide penetrante.De obicei sunt folosite in evaluarea sudurilor reci de suprafata existente atat in materialele feroase cat si neferoase. Indicatiile vor apare sub forma plana regulata continue sau intermitente, paralele cu sectiune transversala a ariei in care apar. Unele piese turnate pot avea suprafata de asa natura incat indepartarea excesului de penetrant sa fie dificila. Configuratia geometrica (canale, orificii sau falturi) pot permite developantului sa se usuce impiedicand determinarea discontinuitatilor.
b) Ultrasunete. Aceasta metoda nu este recomandata. Structura si configuratia produselor turnate nu permit de regula,examinarea cu metoda ultrasonica.
c) Curenti turbionari. Configuratia produselor turnate si variatile inerenta ale materialului restrictioneaza folosirea acestei metode.
CRAPATURI
Sunt datorate procesului de fabricatie. Aceste tipuri de discontinuitati sunt specifice produselor forjate feroase si neferoase. Crapaturile sunt discontinuitati de suprafata dar si interne. Ele se prezinta sub forma unor cavitati drepte sau neregulate, de marime variabila, avand interstitii largi sau foarte fine. De obicei sunt paralele cu directia de prelucrare. Se intalnesc in materiale rupoase care au suferit procesul de forjare, laminare sau extrudare.Cauzele producerii lor: Crapaturile aparute in urma procesului de forjare sunt crapaturi de suprafata sau interne datorate prelucrarii materialului la temperaturi scazute, miscarii materialului in timpul procesului de forjare, laminare sau extrudare. Crapaturile nu au forma spongioasa si astfel prezenta lor poate fi remarcata si intr-un tub, chiar daca apar in
7
centrul acestuia. Crapaturile tind sa se mareasca si, cel mai des, duc la rupturi in timpul procesului de utilizare a produsului.
Metode de examinare nedistructive folosite:
a) Ultrasunete. De obicei aceasta metoda este folosita pentru determinarea crapaturilor interne. Crapaturile sunt definite ca deschizaturi in material, producand o indicatie foarte clara pe ecran. Metoda ultrasonica este capabila sa detecteze crapaturi de marime de marime variabila care nu pot fi detectate prin alte metode de examinare nedistructiva. Crescaturile, aschiile, ariile suprainaltate, incluziunile straine, bulele de gaz, prezente in produsul examinat pot produce indicatii contradictorii.
b) Curenti turbionari. Nu este de obicei folosita. Examinarea prin aceasta metoda este rezumat la fire, sarme si alte produse cu diametrul mai mic de 6,35 mm.
c) Lichide penetrante. In general aceasta metoda nu se aplica la detectarea crapaturilor. Daca totusi se utilizeaza trebuie avut grija in momentul in care se utilizeaza un penetrant fluorescent pe un produis ce a fost testat inainte cu un penetrant colorat ca toate urmele penetrantului colorat sa fi fost indepartate prin spalarea minutioasa a suprafetei cu un solvent adecvat.
CRAPATURI DATORATE TRATAMENTULUI TERMIC
Sunt datorate procesului de prelucrare (mai ales in cazul sudurilor). Apar atat in materiale feroase cat si neferoase. Sunt discontinuitati de suprafata, de obikcei destul de adanci si foarte fine. De obicei apar paralel cu directia zonei incalzite sau a sudurii efectuate.
Cauzele producerii lor:
Fisurile datorate incalzirii zonelor de sudura cresc in marime si numar odata cu cresterea continutului de carbon in material. Otelul care contine 0,30% carbon este expus aparitiei acestor tipuri de fisuri si necesita o preincalzire inaintea inceperii procesului de sudare.
Metode de examinare nedistructiva folosite:
a) Lichide penetrante. De obicei sunt folosite la materiale neferoase. Materialele care au suprafata stearsa, estompata sau amestecata datorita procesului de fabricatie nu trebuie sa fie examinate pana ce stratul de impuritati nu a fost inlaturat. Examinarea cu lichide penetrante dupa aplicarea unui film protector pe suprafata produsului este improprie deoarece acesta poate acoperi sau chiar umple discontinuitatile.
7
b) Ultrasunete. Aceasta metoda se foloseste acolo unde au fost dezvoltate aplicatii specializate. Sunt necesare standarde si proceduri rigide pentru dezvoltarea validitatii testelor.
c) Curenti turbionari. In general aceasta metoda nu este folosita pentru detectarea crapaturilor datorate tratamentului termic. Echipamentul de curenti turbionari are capacitatea de a detecta discontinuitatile de suprafata in materiale neferoase dar nu este universal folosit.
FISURI DE TRATAMENT TERMIC
Sunt datorate procesului de productie.
Apar atat in materiale feroase cat si neferoase, forjate sau turnate.
Sunt discontinuitati de suprafata,de regula adanci si bifurcate. Pot urma o schema definita sau pot fi in orice directie a piesei. Ele iau nastere in zonele care prezinta o schimbare rapida a grosimii materialului, urme de prelucrare, filetari, caneluri si discontinuitati care au fost aduse la suprafata materialului.
Cauzele producerii lor:
In timpul procesului de racire si incalzire poate aparea un fenomen de stres local datorat unei incalziri sau raciri inegale. Aparitia acestor forte de tensiune interna determina aparitia de fisuri. Supunerea materialului la anumite solicitari poate cauza o ruptura.Metode de examinare nedistructive folosite: a) Lichide penetrante. Metoda este recomandata in special materialelor neferoase.
b) Curenti turbionari. De obicei aceasta metoda nu este folosita pentru detectarea acestor tipuri de discontinuitati. Folosirea lichidelor penetrante este mult mai economica.
c) Ultrasunete. Daca se foloseste aceasta metoda, indicatiile obtinute trebuie sa fie foarte clare. Se recomanda utilizarea undelor de suprafata.
FISURI DE CONTRACTII SUPERFICIALE Sunt discontinuitati datorate procesului de fabricatie. Apar atat in materiale feroase cat si neferoase. Sunt fisuri situate la suprafata sudurilor, in zonele de fuziune si la baza metalului. Domeniu de marime variaza de la fisuri mici, inguste si de mica adancime, pana la fisuri adanci si deschise. Fisurile pot aparea paralel sau perpendicular pe directia de sudare. Cauzele producerii lor: Fisurile de contractie superficiala sunt rezultatul aplicarii unei incalziri necorespunzatoare, fie in timpul sudarii materialului sau al incalzirii lui. Incalzirea sau racirea intr-o zona locala poate determina aparitia unor forte de tensiune in material
7
care determina fisurarea materialului. De asemenea impiedicarea miscarii materialului (contractia sau intinderea lui) in timpul incalzirii, racirii sau sudarii determina tensionarea lui excesiva.Metode de examinare nedistructiva folosite: a) Lichide penetrante. De obicei aceste fisuri sunt detectate cu ajutorul lichidelor penetrante. Materialele necesare examinarii cu lichide penetrante sunt usor de transportat si pot fi utilizate atat in examinare sudurilor facute la materiale feroase cat si neferoase. Componentele unite prin bulonare, nituire, sudare in puncte sau prin ajustaj fortat vor retine penetrantul care va fi extras la suprafata in momentul aplicarii developantului, mascand discontinuitatile invecinate. Cand produsele sunt uscate in aer cald trebuie evitata folosirea unei temperaturi excesiv de ridicate a aerului pentru a preveni evaporarea pentrantului.
b) Curenti turbionari. De obicei aceasta metoda este aplicata la sudurile realizate la bare si tevi neferoase. Se folosesten un traducator in forma de solenoid atunci cand geometrie produsului o permite.
c) Ultrasunete. Aceasta metoda nu este de obicei folosita. Alte metode de examinare nedistructiva dau rezultate mai bune, fiind de asemenea mai economice si mai rapide.
FISURILE TEVILOR Sunt fisuri inerente. Apar in materiale neferoase. Fisurile tevilor apar pe suprafata superioara in directia structurii granulare a materialului.Cauzele producerii lor: Fisurile tevilor pot fi atribuite uneia dintre cauzele enumerate mai jos sau unei combinatii a acestora.
- Racirea necorespunzatoare a acestora in timpul fabricatiei- Prezenta unor incluziuni straine in suprafata interioara a tevilor cauzeaza
fragilitatea acestora si fisurarea lor in momentul in care materialul prelucrat este incalzit in procesul de decalire.
Metode de examinare nedistructiva folosite: a) Curenti turbionari. Sunt frecvent folositi pentru detectarea acestor tipuri de discontinuitati. Diametrul si grosimea tevilor examinate prin aceasta metoda trebuie sa corespunda capacitatilor echipamentului de examinare. Examinarea tevilor confectionate din materiale feromagnetice este mai dificila.
b) Ultrasunete. De obicei aceasta metoda este folosita la examinarea tevilor prelucrate prin aschiere. O varietate mare de traductoare pot fi folosite pentru observarea discontinuitatilor interne de acest tip. Anumiti cuplanti folositi la traductoarele cu ultrasunete pot avea un continut ridicat de sulf ce are un efect negativ asupra aliajelor de nichel.
c) Lichide penetrante. Aceasta metoda nu este recomandata pentru determinarea fisurilor prezente in tuburi. Discontinuitatile interne sunt dificil de observat si evaluat.
STRATIFICARI
7
Sunt discontinuitati inerente. Apar in materiale feroase si neferoase forjate. Sunt discontinuitati de suprafata cat si interne, plane, extrem de fine, in general orientate paralel cu suprafata de prelucrare a materialului. Pot contine o pelicula subtire de oxidant intre suprafete. Se intalnesc in produsele forjate extrudate si laminate. Cauzele producerii lor: Stratificarile sunt santuri in general orientate paralel cu directia de prelucrare a suprafetei materialului. Pot fi rezultatul unor incluziuni de aer, suduri, segregatii inerente sau facute in directia de prelucrare. Stratificarile sunt discontinuitati intinse extrem de fine. Metode de examinare nedistructiva folosite: a) Ultrasunete. Pentru materialele prelucrate prin aschiere geometria si orientarea stratificarilor (perpendiculare pe fascicolul ultrasonic) fac ca detectia lor sa fie limitata la ultrasunete. Pot fi utilizate diferite tipuri de unde pentru detectarea acestor discontinuitati alegerea metodei facandu-se in functie de natura materialului. Pot fi adaptate mai multe metode: automata, manuala sau de imersie. Stratificarile vor apare ca o interfata definita avand ca urmare pierderea ecoului de fund.
b) Lichide penetrante. De obicei sunt folosite la materiale neferoase. Diferite procese prelucrare pot determina acoperirea si mascarea suprafetei stratificarilor. Acizii si alcalinele limiteaza eficacitatea examinarii cu ichide penetrante. Curatirea suprafetei este esentiala.
c) Curenti turbionari. Aceasta metoda nu este de obicei folosita in detectarea stratificarilor. Daca este folosita ea trebuie aplicata doar pieselor subtiri.
Porul. Cauzele aparitiei porilor de sudura sunt curenti de aer care sufla gazul, baia
ramanand neprotejata
Segregatia. Recoacerea este tratamentul termic care consta in încălzirea produselor la
temperaturi ridicate (care pot fi inferioare, superioare sau In intervalul de transformări In
stare solida), menţinerea prelungita la aceasta temperatura (sau la temperaturile
oscilanta intr-un interval determinat), urmata de o răcire suficient de lenta pentru
realizarea unui anumit echilibru fizico-chimic si structural. Recoacerea se aplica fie
pentru a corecta unele defecte provenite de la prelucrări anterioare (turnare,
deformare plastica), fie pentru a pregăti semifabricatele pentru prelucrări ulterioare, fie
pentru a Îndeplini ambele roluri simultan. In functie de scopul urmărit recoacerea poate
7
fi de: omogenizare, regenerare, recristalizare, Înmuiere, detensionare, izoterma, de
normalizare.
a. Recoacerea de omogenizare a produselor turnate. Structura pieselor turnate din materiale metalice se caracterizează printr-o puternica neomogenitate chimica (segregaţie), care se datoreste faptului ca răcirea are lot cu viteza mare iar procesele de difuziune nu au timp sa se producă. In produsele turnate din otel (lingouri si piese) poate apărea segregaţia dendritica si zonala.
In cazul lingourilor, segregaţia dendritica se manifesta prin reducerea capacitaţii de deformare plastica la cald, printr-o sensibilitate mai mare la ruperea intercristalina si prin accentuarea anizotropiei proprietarilor semifabricatelor deformare la cald cum si a tendinţei de apariţia fulgilor. In piesele turnate, datorita segregaţiei dendritice, se micşorează alungirea relativa, gâtuirea si rezilienţa.
Atenuarea segregaţiei dendritice la lingouri din oteluri aliate se poate obţine printr-o Încălzire la temperaturi ridicate (1050-1250°C) cu menţinere îndelungata la aceasta temperatura (10-20 h). Atât Încălzirea cit si răcirea se făt lent, ceea ce măreşte substanţial Întregul ciclu, daca se are In vedere ca numai Încălzirea la temperatore de recoacere durează 30-40 h.
Recoacerea de omogenizare se aplica cu precădere produselor turnate masive (lingouri si piese) din oteluri complex aliate CrNiMo, CrMnSi, CrMnMo) si reduce f rag i l i ta tea la rosu in timpul laminarii la cald.
Defectul reprezinta nesatisfacerea exigentelor de utilizare prevazute.
Defect de fabricatie, de functionare si conceptie
Defectul de functionare reprezinta o modificare accidentala care afecteaza functionarea normala.
Defect de conceptie = defectul unei entitati care se datoreaza unei conceptii gresite.
Defect de fabricatie reprezinta defectul unei entitati care se datoreaza unei fabricari neconforme cu conceptia initiala a produsului sau cu procedeele sprcificate initial pentru fabricatie.
Defect critic, major, minor si necritic
7
3.3 Defecte de functionare
Defect critic - defect care este capabil sa provoace raniri / vatamari ale unor persoane, pagube materiale importante sau alte consecinte grave si inacceptabile.
Defect major - reprezinta defectul care este capabil sa provoace o defectiune sau sa reduca major posibilitatea de utilizare a entitatii.
Defect minor este orice defect care nu corespunde definitiei defectului major, descris mai sus.
Defect necritic - orice defect care nu corespunde definitiei defectului critic descris anterior.
Materiale pentru control:- degresant;- lampă cu ultraviolete;- pulberi magnetice colorate şi fluorescente;- blocuri şi piese de calibrare.Personal specializat: Operatori nivel II Aplicabilitate: Depistarea defectelor de la suprafaţa pieselor metalice sau nemetalice (fisuri, pori, sufluri etc.) şi controlul îmbinărilor sudate de orice tip
Metoda de control cu lichide penetrante este cunoscuta si aplicata sub forma
rudimentara (de exemplu: petrol cu praf de carbonat de calciu in amestec cu alcool) de
peste un secol. Tehnicile moderne, intr-o maniera similara celor folosite astazi, se
7
5. Metode de control
5.1 Lichide penetrante
cunosc din preajma celui de-al doilea razboi mondial. Perfectionarile ulterioare isi au
originea in dezvoltarea aviatiei, constructiei de rachete, a tehnicii nucleare si aero-
spatiale.
Controlul cu lichide penetrante pune in evidenta orice discontinuitate (imperfectiune)
de suprafata. Se poate aplica la orice material, forma si dimensiuni de piesa in conditii
de hala sau santier pe suprafete uscate, la temperaturi de peste 10 ~ 15°C. Metoda este
productiva, ieftina, usor de folosit, se preteaza si la controlul pe suprafete (lungimi) mari.
Rezultatele sunt concludente, imediate si usor de interpretat. Indicatiile provenite de la
discontinuitati sunt marite prin absorbtia penetrantului de cateva ori.
Controlul cu lichide penetrante implica curatirea chimica a suprafetei de impuritati,
operatii de spalare postoperatorie, mai ales atunci cand se aplica interfazic, in cursul
depunerii succesive a straturilor de sudura. Limitari apar in anumite cazuri datorita
faptului ca unele retete de lichide penetrante utilizeaza materiale inflamabile si toxice,
care reclama masuri corespunzatoare de spalare si evacuare.
Probabilitatea de detectare a defectelor este cu atat mai mare cu cat gradul de
prelucrare a suprafetei examinate este mai fin. Metoda de control este relevanta pentru
discontinuitati cuprinse in intervalul 0,1-5 mm. La nivelul performantelor maxime, nivelul
de detectabilitate ajunge pana sub un micron.
Controlul cu lichide penetrante trebuie considerat ca o perfectionare si extindere in
acelasi timp a examinarii vizuale. Controlul cu lichide penetrante a imbinărilor sudate
implica, ca si controlul cu pulberi magnetice, examinarea unor zone de minimum 20 – 30
mm de o parte si de alta in lungul sudurii, ceea ce prezinta avantajul de a evidentia si
eventualele fisuri propagate in materialul de baza. El poate fi aplicat in diferite faze de
executie. Limitarile in aplicarea metodei pot fi cauzate numai de temperatura, intrucat
penetrantii obisnuiti nu pot fi folositi la temperaturi ce depasesc 50°C. Exista si lichide
penetrante speciale, cu punct de inflamabilitate de peste 250°C [22], care fac posibil
controlul intre straturi depuse la sudare sau placare. Pentru controlul la temperaturi
joase s-au elaborat penetranti aplicabili pana la – 35°C [10].
Controlul cu lichide penetrante se foloseste cu rezultate bune si in cazul placarilor si
al metalizarilor. Aria de intrebuintare nu este practic limitata de felul materialului, putand
7
fi utilizat la toate tipurile de oteluri, fonte, aliaje de aluminiu si magneziu si, in general la
metalele neferoase, precum si la materiale amorfe, plastice, ceramice, sticla etc.
Un domeniu de mare interes a metodei il reprezinta controlul etanseitatii produselor.
5.1.1 Procedura de examinarea cu lichide penetrante
Prezenta procedura stabileste conditiile de examinare cu lichide penetrante a
imbinarilor sudate ale elementelor instalatiilor mecanice sub presiune si instalatiilor de
ridicat.
Examinarea cu lichide penetrante se aplica imbinarilor sudate ale oricaror materiale
metalice. Examinarea cu lichide penetrante este o metoda de control nedistructiv care
permite punerea in evidenta a discontinuitatilor deschise la suprafata ale cusaturilor
sudate.
Pentru examinarea cu lichide penetrante se foloseste un set de produse format din
urmatoarele materiale :
● penetrant ;
● produs de indepartare a excesului de penetrant;
● developant;
In setul de produse, fabricantul poate include si degresantul utilizat la curatirea
chimica prealabila a pieselor de examinat. Setul de produse va fi procurat, in mod
obligatoriu, de la acelasi fabricant in conformitate cu instructiunile acestuia. Produsele
folosite nu trebuie sa dea reactii chimice cu materialul examinat si sa nu reactioneze
chimic intre ele. Ca precautie se va avea in vedere :
● otelurile inoxidabile austenitice si titanul sunt atacate de halogenii Cl şi F.
● otelurile cu continut ridicat de nichel sunt atacate de sulfuri, etc.
In cazul cand exista cerinte privind limitarea continutului anumitor elemente din
compozitia setului de examinare, se vor respecta limitele impuse, certificate printr-un
buletin de analiza chimica. Aceste limite vor fi trecute si in buletinul de examinare emis.
Pentru examinarea cu lichide penetrante fluorescente se foloseste lampa U.V. tip
NAMICOM, cu lungimea de unda de 365 nm. Dotarea laboratorului permite masurarea
iluminarii zonei de examinat pentru lumina alba si pentru lumina ultravioleta. Aparatura
va fi verificata metrologic, in conformitate cu prevederile legale. Laboratorul pentru
7
examinari cu lichide penetrante are in dotare blocul de comparare P1 ( varianta
monobloc).
Examinarea cu lichide penetrante va fi efectuata de personalul autorizat conform cu
prevederile CR11 colectia iscir. Cusaturile sudate examinate, volumul faza tehnologica
de control, tipul de lichide penetrante, vor fi stabilite de proiectant, responsabilul cu
supravegherea si verificarea tehnica autorizat sau inspectorul ISCIR. Examinarea cu
lichide se efectueaza in conformitate cu SR EN 571-1 si cu precizarile prescriptiei
tehnice CR6-2003.
5.1.1.1 Pregatirea si curatirea prealabila
Imbinarea sudata care urmeaza a fi controlata precum si zonele invecinate acesteia
pe o latime de minim 25mm vor fi curatate de oxizi, zgura, stropi de sudura, grasimi,
uleiuri, vopsea. Inainte de efectuarea controlului se va face un control vizual prealabil,
pentru alegerea metodei de curatire. Curatarea prealabila se efectueaza in doua etape :
a) curatarea mecanica
Aceasta curatare se efectueaza prin periere cu perii de sirma, pilire. Nu se va folosi
metoda de curatare mecanica prin sablare cu alice sau nisip, deoarece aceasta poate
duce la obturarea discontinuitatilor deschise la suprafata.
b) curatarea chimica
Curatarea chimica se efectueaza in scopul indepartarii materialelor organice :
grasimi, uleiuri, vopsea, etc. Curatarea se poate efectua cu solventi organici, cu
detergenti sau solutii de decapare. Factorii care influenteaza negativ concluziile
examinarii imbinarilor sudate, datorati starii suprafetei, sunt prezentati in tabelul 3 din
CR6- 2003.
c) Uscarea
Uscarea, dupa curatarea prealabila, se face prin evaporare naturala sau fortata cu
aer cald sau rece, pana dispare orice urma de umezeala de pe suprafata. Temperatura
piesei controlate trebuie sa fie cuprinsa intre 10 si 500C pe toata durata examinarii.
Daca controlul se face in afara acestor temperaturi si setul de produse de examinare
permite acest lucru ( vezi instructiuni producator ) se va face o testare conform Anexa B
din CR6-2003.
7
5.1.1.2 TEHNICA DE EXAMINARE
Aplicarea penetrantului.
● Penetrantul se aplica pe suprafata de contact prin pulverizare (spray).
● Timpul de penetrare este cuprins intre 5 si 60 minute.
● Pe toata durata de penetrare se urmareste ca lichidul sa nu se usuce si sa
acopere toata suprafata examinata. Daca este necesar este permisa completarea
cantitatii de penetrant aplicata.
Indepartarea excesului de penetrant.
● Excesul de penetrant solubil in apa se indeparteaza prin stergere cu tampoane de
pinza umezite sau cu ajutorul unui jet de apa cu temperatura cuprinsa intre 10 si 400C,
presiunea mai mica de 2,5 bar sub un unghi mai mic de 300C fata de suprafata.
● Se va evita spalarea excesiva care poate conduce la indepartarea penetrantului
din discontinuitatile deschise la suprafata. Indepartarea excesului de penetrant se
considera terminata cind dispare orice urma de culoare vizibila.
Uscarea suprafetei
● Suprafata supusa examinarii se usuca conform metodei prezentate mai sus.
● Uscarea este considerata terminata in momentul in care dispare de pe suprafata
de examinat orice urma de pata de umezeala, evitandu-se uscarea excesiva care poate
conduce la uscarea penetrantului din discontinuitati.
Aplicarea developantului
● Developantul se aplica intr-un strat uniform si subtire, pe intreaga suprafata de
examinat, numai dupa ce in prealabil a fost bine agitat.
● Dupa aplicarea developantului suprafata examinata trebuie sa fie uscata fie prin
evaporare naturala fie prin evaporare fortata.
Durata de developare incepe imediat dupa uscarea suprafetei. Aceasta poate fi
cuprinsa între 10 si 30 minute. Interpretarea finala a rezultatelor se efectueaza la
terminarea timpului prescris pentru developare. Factorii care influenteaza negativ
concluziile examinarii, se datoreaza calitatii operatiilor din tehnica de examinare si sunt
prezentati in tabelul 3 din CR6-2003.
5.1.1.3 CONDITII DE INTERPRETARE
8
Iluminarea suprafetei controlate se efectueaza astfel incat directia fascicolului de
lumina sa nu depaseasca cu 300 unghiul format cu normala la suprafata. Iluminarea se
efectueaza astfel incat sa nu se creeze umbre sau reflexii de pe suprafata controlata.
Fascicolul de lumina trebuie astfel directionat incat sa fie ecranat fata de ochii
interpretatorului. Interpretarea pentru lichidele penetrante cu contrast de culoare se
efectueaza la lumina naturala sau lumina albă artificiala conform SREN 571-1,
masurandu-se iluminarea suprafetei la inceputul examinarii sau cand operatorul
considera necesar.
5.1.1.4 INDICATII DE DISCONTINUITATI
Indicatiile de discontinuitati pot fi :
a) Indicatii concludente
- liniare, la care lungimea este mai mare decat triplul latimii maxime;
- rotunjite, la care lungimea este mai mica sau egala cu triplul latimii maxime;
b) Neconcludente, datorate modului necorespunzator de pregatire a suprafetei de
controlat sau efectuarii defectuoase a operatiilor din tehnica de lucru. Se recomanda
repetarea examinarii cu acelasi set de lichide si tehnica.
c) False, datorate configuratiei suprafetelor, crustelor, oxizilor. Indicatiile rotunjite
apar datorita porilor de suprafata.
C1) Linie continua ( fisuri, lipsa de topire, exfolieri ).
C2) Linie intrerupta sau punctata, datorita fisurilor foarte inguste, exfolierilor partial
acoperite la prelucrări. Indicatiile rotunjite apar datorita porilor de suprafaţa.
5.1.1.5 CRITERII DE ACCEPTARE
Criteriile de acceptare sunt conform cu SREN 571-1 si sunt prezentate in tabelul nr
3. In cazul echipamentelor sub presiune specificate in HG 752/2002 conditiile minime
recomandate de acceptare a indicatiilor de discontinuitati prezentate in tabelul amintit
vor fi corelate astfel :
● Echipamentele sub presiune din cat. III, IV, vor fi examinate la nivelul de acceptare 1.
● Echipamentele sub presiune din cat. I, II, vor fi examinate la nivelul de acceptare 2.
5.1.1.6 INREGISTRAREA REZULTATELOR
8
Fiecare laborator care efectueaza examinari cu lichide penetrante trebuie sa aiba un
registru de evidenta care va cuprinde urmatoarele date :
- data examinarii;
- comanda interna;
- produs;
- subansamblu;
- tipul de lichide penetrante utilizat si fabricantul;
- numar buletin emis;
Rezultatele examinarii cu lichide penetrante vor fi consemnate intr-un buletin de
examinare conform Anexa A din CR6-2003. Anexa la buletinul de examinare va fi schita
produsului cu indicarea zonelor controlate, astfel incat sa permita identificarea
ulterioara. Buletinul de examinare se emite in doua exemplare din care unul va ramane
in arhiva laboratorului.
5.1.1.7 Procedura operationala de examinare cu lichide penetrante
Prezenta procedura stabileste cerintele si responsabilitatile pentru examinarea
nedistructiva cu lichide penetrante a materialelor in scopul evidentierii defectelor
deschise la suprafata.
Aceasta procedura se aplica la examinarea cu lichide penetrante a sudurilor, a
produselor laminate, turnate si forjate. Examinarea cu lichide penetrante se poate
efectua in stare finala sau in faze intermediare de executie, functie de cerintele din
documentatia tehnica a produsului. Totodata, poate fi utilizata complementar altor
metode de control, ca de exemplu pentru confirmarea unor defecte constatate la
examinarea vizuala sau la examinarea locurilor de contact dupa efectuarea controlului
cu pulberi magnetice.
5.1.1.8 RESPONSABILITATI
Controlul cu lichide penetrante va fi efectuat de personal autorizat conform CR11
colectia ISCIR pentru examinari sub incidenta ISCIR si/sau SR EN 473/2002.
5.1.1.9 PROCEDURA
METODA SI MATERIALELE UTILIZATE
8
a) Este aplicabila orice metoda de control (prin pulverizare sau imersie, cu lichide
penetrante colorate sau fluorescente), urmarindu-se o cât mai buna adaptare la
conditiile concrete referitoare la numarul si dimensiunile pieselor, spatiul, dotarile si
materialele disponibile etc. E de preferat, utilizarea unor lichide colorate pulverizate cu
ajutorul unor spray-uri.
b) Seturile de lichide utilizate vor fi adecvate metodei, fiind interzisa combinarea
materialelor provenite de la producatori diferiti. Calitatea materialelor utilizate trebuie sa
fie certificata de furnizor.
c) Continutul maxim de halogeni admis, este de 250 ppm, iar continutul de sulf, sa
nu depasesca 1% in greutatea reziduului.
d) Cerintele specifice (de performanta) ale LP.
Materialele folosite in controlul cu LP, trebuie sa indeplineasca urmatoarele conditii:
● sa nu dea reactii chimice cu materialul examinat;
● sa nu dea reactii chimice intre ele;
● nu se vor utiliza la otelurile inoxidabile austenitice LP cu continut de clor si flor, iar
la otelurile cu continut mare de Ni, nu se vor utiliza materiale cu continut mare de sulf.
e) Conditii climatice de utilizare.
Utilizarea LP in afara limitelor de temperatura prescrise de producator, poate
conduce la cresterea vâscozitatii penetrantului si scaderea proprietilor de patrundere, in
cazul temperaturilor aflate sub limitele prescrise, iar in cazul temperaturilor care
f) Iluminarea necesara la locul de examinare in cazul penetrantilor colorati, trebuie
sa fie de minim 500lux/metru patrat pe suprafata piesei examinate. Intensitatea
luminoasa necesara poate fi obtinuta de la un bec de 100W la distanta de 0,2m, sau de
la un tub cu lumina fluorescenta de 80W la distanta de 1m.
g) Pentru examinarea cu lichide penetrante fluorescente se vor folosi lampi care
emit radiatii ultraviolete cu lungimea de unda cuprinsaintre 330-390nm. Laboratorul
trebuie sa fie dotat cu aparat pentru masurarea iluminarii zonei de examinat pentru
lumina alba sau UV si sa aiba in dotare un bloc de comparare.
8
PREGATIREA SUPRAFETEI
a) Starea suprafetei, care urmeaza a fi examinata trebuie sa corespunda
prescriptiilor din standardul de produs, sau din documentatia tehnica de executie.
O suprafata bine pregatita va permite o penetrare foarte buna a defectelor, si implicit
detectarea acestora ca urmare a obtinerii unor indicatii de defect bine conturate. De
regula, se admite utilizarea oricarei metode de curatire, cu conditia ca aceasta sa nu
provoace inchiderea sau mascarea defectelor si alterarea lichidelor penetrante.
b) Suprafata de examinat si zonele adiacente pe o largime de 25mm, trebuie sa fie
libere de oxizi, zgura, stropi, grasimi, uleiuri, vopsea, acoperiri de protectie si orice alt
material strain.
c) Curatirea se face pe cale chimica, prin spalare/degresare cu detergenti sau
solventi si/sau pe cale mecanica prin folosirea periilor de sârma, a materialelor abrazive
fine sau prin prelucrare.
Dupa curatirea mecanica se va efectua o degresare a suprafetei, pentru a indeparta
impuritatile care pot obtura deschiderea la suprafata a defectelor.
Operatia de curatire se va face cu maxima atentie pentru a evita mascarea
discontinuitatilor.
APLICAREA PENETRANTULUI
a) Temperatura piesei de examinat si a lichidelor penetrante trebuie sa fie cuprinsa
intre 100 - 500C, daca in instructiunile de utilizare nu sunt prevazute alte limite de
temperatura.
b) Penetrantul se aplica pe suprafata piesei prin turnare, pulverizare, imersare sau
pensulare.
c) Timpul de penetrare trebuie sa fie cuprins intre 5 si 60 de minute, daca
producatorul nu indica alte valori.
Se va urmari ca penetrantul sa acopere tot timpul intreaga suprafata a piesei si sa
nu se usuce.
INDEPARTAREA EXCESULUI DE PENETRANT
a) Dupa scurgerea timpului de penetrare, penetrantul ramas pe suprafata piesei se
indeparteaza. Se va evita spalarea excesiva, care poate extrage penetrantul din
8
discontinuitati, ca si spalarea insuficienta, care lasa un fond de penetrant care poate
masca discontinuitatile.
b) Penetrantii lavabili cu apa se indeparteaza prin spalare cu apa. In cazul utilizarii
unui jet de apa, temperatura apei va fi 10-400C, presiunea mai mica de 2,5 bar si unghiul
mai mic de 300 fata de suprafata.
c) Penetrantii solubili in solventi se indeparteaza prin stergere cu o pânza uscata,
urmata de o stergere cu o pânza inmuiata in solvent.
USCAREA SUPRAFETEI
Dupa indepartarea excesului de penetrant, suprafata de examinat se usuca prin
unul din urmatoarele procedee:
● stergere
● evaporare naturala
● evaporare fortata cu un jet de aer a carui temperatura nu depaseste 500C, cu
orientarea jetului oblic pe suprafata, pentru a nu extrage penetrantul din discontinuitati.
APLICAREA DEVELOPANTULUI
a) Developantul se aplica dupa indepartarea excesului de penetrant si uscarea
suprafetei.
b) Developantul trebuie sa acopere cu un strat subtire si uniform toata zona
examinata, fara a forma depuneri ce pot masca discontinuitatile.
c) Timpul de developare se masoara din momentul uscarii developantului depus. El
este cuprins intre 10 si 30 de minute, daca producatorul nu prevede altfel.
5.1.1.10 EXAMINAREA SUPRAFETEI
a) Suprafetele controlate cu penetranti fluorescenti se examineaza in incinte
intunecate sau slab iluminate, folosind lampi cu radiatii ultraviolete. Inaintea inceperii
examinarii, ochiul operatorului se va acomoda cu lumina mediului ambiant timp de
minim 5 minute. Iluminarea suprafetei de examinat se efectueaza astfel incat directia
fascicului de lumina sa nu depaseasca cu 300 unghiul format cu normala la suprafata, sa
8
nu se creeze umbre sau reflexii de pe suprafata de examinat, iar in cazul lichidelor
penetrante fluorescente lumina reziduala vizibila trebuie limitata la 20lx.
b) Suprafetele controlate cu penetranti colorati se examineaza la lumina naturala
sau artificiala, asigurându-se o iluminare adecvata pentru analizarea discontinuitatilor.
c) Prezenta unei cantitati de penetrant pe fondul developantului indica existenta unei
discontinuitati.
Discontinuitatile (fisuri, suprapuneri, stratificari) dau indicatii sub forma de linii
continue, intrerupte sau punctate. Suflurile izolate apar sub forma de puncte, iar cele
grupate apar ca o grupare de puncte sau ca o pata.
d) Din marimea indicatiei nu se pot trage concluzii cu privire la adâncimea
discontinuitatii.
e) Datorita faptului ca o difuzie excesiva a penetrantului in stratul de developant
poate denatura forma si marimea indicatiei, evolutia indicatiilor de defect va fi urmarita
pe tot timpul examinarii, incepând cu momentul formarii lor.
f) Informatii suplimentare se pot obtine prin indepartarea penetrantului si examinarea
discontinuitatii cu ajutorul unei lupe.
g) In cazul aparitiei unor indicatii nerelevante, zona respectiva se supune din nou
examinarii, cu respectarea tuturor fazelor.
5.1.1.11. APRECIEREA REZULTATELOR
Rezultatele examinarii vor fi apreciate dupa forma, marimea si dispunerea
discontinuitatilor, in conformitate cu normele de acceptare prevazute in documentatia
tehnica a produsului.
Exemple:
1.Criteriile de acceptare/respingere, dupa EN 1289-2002 (PT CR6-2003) sunt:
Nr.crt. Tipul indicatiilor Nivel de acceptare1 2 3
1 Indicatii liniare
L=lungimea indicatiilor
L<2mm L<4mm L<8mm
2 Indicatii neliniare
D=axa cu
dimensiunea maxima
D<4mm D<6mm D<8mm
8
2.Criterii de acceptare/respingere conform SR EN 5817/2006.
5.1.1.12 CURATIREA FINALA
Daca se prevede indepartarea penetrantului si a developantului dupa examinare,
aceasta se realizeaza prin spalare cu apa sau stergere cu o pânza cu solvent.
Echipament de control: - jug magnetic portabil în curent alternativ;- lampă cu ultraviolete;- pulberi magnetice colorate şi fluorescente;- blocuri şi piese de calibrare. Personal specializat: Operatori nivel IIAplicabilitate: Depistarea defectelor de la suprafaţa sau din imediata vecinătate a suprafeţei pieselor metalice feromagnetice (laminate, forjate, turnate) şi controlul îmbinărilor sudate.
5.2.1 Procedura de examinare cu particole magnetice
Prezenta procedura stabileste modul de examinare cu particule magnetice a
imbinarilor sudate ale elementelor, instalatiilor mecanice sub presiune si instalatiilor de
ridicat.
5.2.1.1 DOMENIUL DE APLICARE
Examinarea cu pulberi magnetice se aplica imbinarilor sudate ale tuturor
materialelor feromagnetice si care prezinta conditii de suprafata corespunzatoare.
Aceasta metoda permite identificarea discontinuitatilor de suprafata si din imediata
apropiere a suprafetei.
5.2.1.2 APARATURA, MATERIALE SI ACCESORII
Pentru efectuarea examinarii cu particule magnetice se utilizeaza electromagnetul
alimentat de la o sursa de curent continuu. Particulele magnetice folosite sunt sub forma
de suspensie (umede). Verificarea calitatii particulelor magnetice in suspensie se face
conform STAS12559-87. Sensibilitatea de detectie se face pe etalonul din anexa A, a
8
5.2 Pulberi magnetice
prescriptiei tehnice CR 8 -03. Verificarea calitatii particulelor magnetice utilizate se face
ori de cate ori consideră seful de laborator ca aceasta operatie este necesara si in mod
obligatoriu atunci cand nu au fost respectate indicatiile producatorului de particule
magnetice. Sursa de iluminare folosita va fi lumina ultravioleta, deoarece se folosesc
particule magnetice fluorescente. Pentru verificarea magnetizarii se va folosi indicatorul
de camp magnetic – tip BERTHOLD. Aparatura destinata masurarii intensitatii radiatiei
luminii ultraviolete pe suprafata examinata si cea destinata masurarii intensitatii
campului magnetic va fi verificata metrologic in conformitate cu prevederile legale.
5.2.1.3 CONDITII DE LUCRU
Examinarea cu particule magnetice este executata de personal autorizat in
conformitate cu prevederile prescriptiilor tehnice CR-11/2003 colectia ISCIR.
Modul de efectuare a examinarii, aprecierea si inregistrarea rezultatelor vor fi in
conformitate cu prevederile STAS 8539 si cu CR- 8/2003. Imbinarile sudate care se
examineaza cu particule magnetice, volumul de examinare si faza tehnologica in care se
face examinarea vor fi stabilite in functie de cerintele proiectantului, a inspectorului
ISCIR sau a responsabilului cu supravegherea si verificarea tehnica autorizat.
Examinarea cu particule magnetice a imbinarilor sudate se poate efectua pe muchiile
rostului inainte de executia imbinarii sudate, intre straturi sau pe imbinarea sudata, in
acest din urma caz fiind necesar ca examinarea sa includa si cel putin 15mm din metalul
de baza de fiecare parte a cordonului de sudura. Suprafata de examinat va fi curatata
de impuritati (ulei, rugina, tunder ). Neregularitatile superficiale vor fi indepartate in asa
fel incat sa nu existe posibilitatea aparitiei de indicatii false. Inainte de examinarea cu
particule magnetice se va face un control vizual care sa ateste curatirea suprafetei.
Controlul cu particule magnetice se poate efectua si pe suprafete vopsite sau acoperire
de protectie aderente insă cu conditia ca grosimea lor sa nu depasească 50 μm. In cazul
in care examinarea s-a executat in conformitate cu punctul 5.7., buletinul de examinare (
anexa B, CR- 8/2003) va fi insotit si de un buletin de masurare a stratului de grosime, iar
magnetizarea se va verifica conform punctului 4.5.
5.2.1.4 TEHNICA DE LUCRU
8
Magnetizarea suprafetelor care urmeaza a fi examinate se face prin urmatoarea
metoda:
- aplicarea unui electromagnet sub forma de potcoava (jug magnetic);
Forta de ridicare a electromagnetului pentru distanta intre poli de 75-150 mm pentru
jugul magnetic NAMICOM in curent continuu, este de 19 kg. Pentru a se asigura o
examinare corespunzatoare directiile de magnetizare vor fi alese astfel:
● Pentru detectarea eventualelor discontinuitati ale sudurilor cap la cap, jugul magnetic
se va fixa de-o parte si de alta a sudurii conform figurilor 6 şi 7 din CR- 8/2003.
● Pentru detectarea eventualelor discontinuitati imbinarile de colt, pozitia jugului
magnetic va fi conform figurilor 8 si 9 din CR-8 /2003.
Aplicarea particulelor magnetice se face in acelasi timp cu magnetizarea sau dupa
terminarea ei. Magnetizarea trebuie continuata inca 1-5 sec, dupa aplicarea pulberii
magnetice. Discontinuitatile sunt puse in evidenta prin aglomerarea particulelor
magnetice. Discontinuitatile pot fi deschise la suprafata sau pot fi situate in material
imediat sub suprafata (2mm). Discontinuitatile deschise la suprafata sunt conturate clar
daca sunt orientate perpendicular pe liniile de forta, iar discontinuitatile situate imediat
sub suprafata sunt conturate mai sters sau au aspect de linii intrerupte. Pot aparea si
indicatii eronate datorita rugozitatii excesive a suprafetei de examinat, modificarii
geometriei suprafetei sau variatiei permeabilitatii magnetice din sudura si materialul de
baza.
5.2.1.5 INDICATII DE DISCONTINUITATI
Indicatiile de discontinuitati pot fi:
a)liniare la care lungimea este mai mare decat triplul latimii maxime.
b)rotunjite la care lungimea este mai mica sau egala cu triplul latimii maxime.
c)nerelevante datorate curatirii necorespunzatoare a suprafetei de examinat. Este
necesara repetarea examinarii dupa pregatirea suprafetei. Repetarea se va face cu
acelasi tip de particule magnetice si tehnica de lucru. Indicatiile de discontinuitati liniare
pot fi sub forma de:
a) linie continua datorita fisurilor, lipsei de topire, lipsei de patrundere, stratificarilor
exfolierilor.
8
b) linie intrerupta sau punctata datorita fisurilor foarte inguste sau numai partial
strapunse la suprafata examinata precum si stratificarilor partial acoperite.
Indicatiile rotunjite se pot datora porilor de suprafata.
5.2.1.6 CRITERII DE ACCEPTARE
Criteriile de acceptare sunt conform SREN 1291 si sunt prezentate in tabelul anexat
in CR 8 – 2003. In cazul examinarii echipamentelor sub presiune specificate in HG
752/2002 conditiile minime recomandate de acceptare a indicatiilor de discontinuitati
prezentate in tabelul corespunzator pct.8.1. vor fi corelate astfel:
a) echipamentele sub presiune din categoriile III si IV vor fi examinate la nivelul de
acceptare 1
b) echipamentele sub presiune din categoriile I si II vor fi examinate la nivelul de
acceptare 2
5.2.1.7 INREGISTRAREA REZULTATELOR
Fiecare laborator care efectueaza examinari cu particule magnetice trebuie sa aibă
un registru de evidenta care va cuprinde urmatoarele date:
- data examinarii
- comanda interna;
- produs ;
- subansamblu ;
- aparat de magnetizare utilizat ;
- tip de curent folosit ;
- tip particule magnetice si fabricantul ;
- sensibilitatea metodei ;
- numar buletin emis ;
Rezultatele examinarii cu particule magnetice vor fi consemnate intr-un buletin de
examinare. Anexa la buletinul de examinare va fi schita produsului cu indicarea zonelor
controlate, astfel cotate incat sa permita identificarea ulterioara a zonelor respective.
Buletinul de examinare se emite in doua exemplare, din care unul ramane in arhiva
laboratorului.
9
5.2.1.7 DISPOZITII FINALE
Prezenta procedura de lucru va fi respectata de personalul autorizat din cadrul
laboratorului. Anexele sunt ataşate prezentei proceduri de lucru.
Anexa (fig.6,7); Anexa (fig.8,9).
Anexa A;
Anexa Buletin.
9
ANEXA A
Etalon pentru determinarea sensibilitatii de detectie a ansamblului „metoda de
magnetizare – tip de particule magnetice”
9
5.2.2 Procedura operationala de examinare cu particole magnetice
Prezenta procedura stabileste cerintele si responsabilitatile pentru examinarea
nedistructiva cu pulberi magnetice a materialelor feromagnetice.
Procedura se aplica semifabricatelor, pieselor turnate, forjate, placate, sudurilor si
reparatiilor, in conformitate cu documentatia de executie.
5.2.2 1 RESPONSABILITATI
Societatile care solicita examinarea cu pulberi magnetice sunt responsabile de
asigurarea conditiilor cerute de tehnicile de examinare mentionate in procedura si
anume: starea suprafetei, temperatura piesei, a zonei etc.
9
Pesonalul care efectueaza examinari nedistructive cu pulberi magnetice trebuie sa
fie calificat in conformitate cu standardul SR EN 473-2003 si/sau cu prescriptiile tehnice
CR 11, colectia ISCIR.
Pentru personalul care executa examinarea, responsabilitatile sunt mentionate in
SR EN 473-2003 sau in prescriptiile tehnice ISCIR, CR 11.
Operatorul de examinari nedistructive are obligatia ca inainte de a incepe activitatea
propriu-zisa, sa examineze vizual fiecare componenta, pe intreaga zona de examinare,
atât din punct de vedere al curatirii de impuritati, cât si din punctul de vedere al
rugozitatii sau al existentei eventualelor discontinuitati vizuale cu ochiul liber.
In cazul in care starea suprafetei nu e conforma cu tehnologiile aplicabile,
componentele sunt trimise in zona corespunzatoare pentru o noua curatire si eventual
obtinerea unei noi rugozitati sau stare a suprafetei.
In cazul existentei unor discontinuitati, operatorul le va mentiona pe buletinul de
examinare si pe harta cu discontinuitati, in cazul când acestea nu sunt acceptate,
componenta se respinge.
Seful de laborator raspunde de modul de efectuare si conducere al examinarilor
nedistructive conform procedurilor avizate; de formarea si indrumarea personalului din
subordine; de structurarea si redactarea rapoartelor de examinari nedistructive.
Laboratorul CND are obligatia sa documenteze valabilitatea informatiilor referitoare
la fiecare specialist in examinari nedistructive, inclusiv atestatele privind educatia,
formarea si experienta acestor persoane, conform pct. 5.2.4. si 6.3. din SR EN 473-2003
si/sau CR 11, fara a se implica in procedura de certificare si autorizare.
Conducerea societatii va fi responsabila cu:
a) obtinerea autorizatiei de lucru (daca e cazul);
b) trimiterea personalului la medic pentru verificarea acuitatii vizuale, in mod special
si a starii de sanatate in general.
5.2.2.2 PROCEDURA
a) Starea suprafetelor supuse examinarilor cu pulberi magnetice
In general rezultate satisfacatoare se pot obtine si pentru cazul cand suprafata de
examinare este asa cum rezulta din turnare, forjare, laminare sau sudare. In cazul in
9
care neregularitatile suprafetei pot masca indicatiile provenite de la discontinuitati
neacceptabile, se impune prelucrarea suprafetei prin polizare, aschiere, sablare etc.
Suprafata de examinare, impreuna cu o zona adiacenta cu o latime de minim 25 mm,
trebuie curatata de impuritati, cum ar fi zgura, nisip, rugina, grasimi, ulei etc., impuritati
ce ar putea sa impiedice examinarea corecta cu PM. Pentru punerea in evidenta a
discontinuitatilor fine, suprafata trebuie prelucrata la o rugozitate de cel mult 6.3 μm.
Curatirea suprafetei poate fi efectuata cu ajutorul solutiilor de decapare, degresare cu
vapori, sablare, alicare etc. Pentru degresarea suprafetelor supuse examinarii se vor
utiliza solventi organici. In caz ca benificiarul echipamentelor impune limitarea
continutului de halogeni si sulf in substantele utilizate la examinare, restrictia se aplica si
solventilor organici utilizati ca degresanti.
Se pot utiliza pentru curatire urmatorii solventi:
a)acetona;
b)white spirt;
c)degresant folosit pentru lichide penetrante.
Dupa degresare este obligatorie operatia de uscare. Timpul de uscare este de
minim 5 min. Uscarea se poate efectua fie prin evaporare naturala, fie cu aer comprimat
filtrat. Examinarea cu pulberi magnetice se poate efectua si pe suprafete pe care exista
straturi de vopsea sau acoperiri de protectie aderente cu conditia ca grosimea acestora
sa nu depaseasca 50μm.
b) Metoda de examinare cu PM
Prin metoda de examinare cu PM se pun in evidenta discontinuitati de suprafata sau
in imediata apropiere a suprafetei, in materiale cu proprietati magnetice. Deoarece
aceasta metoda se bazeaza pe orientarea liniilor de forta ale câmpului magnetic,
sensibilitatea sa va depinde de orientarea acestora fata de orientarea discontinuitatilor.
Sensibilitatea maxima se obtine atunci când discontinuitatile sunt orientate
perpendicular pe liniile de forta. Pentru detectarea tuturor discontinuitatilor, suprafata
examinata se va magnetiza in cel putin doua directii perpendiculare (examinari
succesive).
9
c) Tehnici de examinare
c1) Liniile de forta ale câmpului magnetic pot fi puse in evidenta cu ajutorul
pulberilor magnetice ce pot fi folosite fie sub forma de pulberi uscate (tehnica uscata), fie
sub forma de suspensie intr-un lichid purtator (tehnica umeda).
c2)Pulberile sunt de doua feluri:
- pulberi colorate;
- pulberi fluorescente.
c3)Tehnicile de examinare uscata-pulberi colorate.
- Utilizarea pulberilor colorate impune existenta unui contrast pronuntat de culoare intre
pulbere si suprafata materialului examinat.
- Culorile cele mai folosite pentru pulberile magnetice sunt:
- negru
- rosu
-gri deschis
-galben
- Pulberile magnetice trebuie sa aiba o permeabilitate magnetica mare, astfel incât sa fie
magnetizate cu usurinta si o remanenta mica pentru a nu produce aglomerari de pulberi
din cauza atractiei dintre ele.
- Pulberea se aplica pe suprafata de examinare prin prafuire usoara, având grija ca
depunerea sa fie uniforma.
- Excesul de pulbere se indeparteaza inainte de interpretarea indicatiilor, cu ajutorul unui
jet de aer, nu prea puternic, astfel incât sa nu distruga eventualele indicatii.
- Temperatura piesei pe care se plica PM uscata nu va depasi valoarea de 570C; daca
instructiunile furnizorului de PM recomanda un anumit interval de temperatura in timpul
examinarii, operatorul le va respecta pe acestea.
- Examinarea se face in spectrul vizibil (lumina alba), cu conditia ca pe suprafata de
examinat sa fie 350 lx (pentru produsele speciale, de exemplu: nucleare, se respecta
valoarea din documentatie).
- Temperatura piesei pe care se aplica PM umeda nu va depasi valoarea de 570C.
9
ATENTIE: Se interzice refolosirea pulberii uscate. Pulberea magnetica se poate
impurifica in timpul examinarii cu praf, nisip, pilitura, impurificare care îi altereaza
proprietatile.
c4)Tehnica de examinare uscata – pulberi fluorescente
- Se vor respecta afirmatiile de la pct. c3), de la pulberi colorate si in cazul folosirii pulberilor
fluorescente. Acestea au o stralucire galben verzui.
- Examinarea se face in spectrul ultraviolet (lumina neagra).
- Masurarea intensitatii luminii ultraviolete de pe suprafata de examinat se face cu
instrumentul centrat pe lungimea de unda de 3650 Å la o distanta de 380 mm fata de
suprafata de examinat.
- Prima masuratoare se face fara filtru, a doua cu filtru de absorbtie asezat peste elementul
sensibil al instrumentului. Diferenta dintre cele doua citiri trebuie sa fie minim 800 μmW/cm2.
Valorile masurate vor fi monitorizate.
- Examinarea propriu-zisa, precum si masuratorile de la pct. D) inclusiv, se vor face intr-un
spatiu intunecos al carui fond luminos nu va depasi 1000 lux/metru patrat.
- Intensitatea luminii ultraviolete de pe suprafata de examinare trebuie masurata cel putin la
4 (patru) ore, ori de câte ori se schimba locul de lucru sau in cazul când se considera
necesar.
c5)Tehnica de examinare umeda
a)Si aceasta tehnica, ca si tehnica uscata, foloseste atât pulberi colorate cât si pulberi
fluorescente.
b) Mediul de suspensie poate fi apa sau kerosenul (petrol lampant).
c)Afirmatiile de la “Tehnica de examinare uscata-pulberi colorate” sunt valabile si in cazul
“Tehnici de examinare umeda cu pulberi colorate”; la fel si in cazul pulberilor fluorescente.
d)Aplicarea pulberilor magnetice umede pe suprafetele de examinare ale piesei se poate
face fie prin stropire, fie prin sprayere.
e)Pulberile magnetice colorate sau fluorescente, folosite la tehnica umeda sunt livrate de
fabricanti sub forma de pulbere, pasta concentrata sau spray.
f)Amestecul pulberii magnetice cu mediul de suspensie, la concentratia recomandata va fi
monitorizata de laboratorul de examinari nedistructive.
9
g)In cazul utilizarii buteliilor cu aerosoli pentru produse la care se impun anumite limitari
privind halogenii si sulful, se va avea grija ca furnizorul de butelii sa prezinte un certificat
privind continutul de halogeni si sulf.
h)Se impune ca lichidele de suspensie sa aiba o tensiune superficiala mica si sa nu faca
spuma; se pot utiliza agenti antispumanti.
i) Concentratia suspensiei se verifica o data pe zi, respectând urmatoarele etape:
●se agita cateva minute intreaga masa a suspensiei;
●se toarna intr-un tub centrifugal gradat, in forma de pana, 100ml de suspensie;
● se centrifugheaza tubul mentinând nivelul amestecului la diviziunea 100ml;
● se aseaza tubul pe un stativ bine fixat, fara vibratii, mentinându-l 30 minute, timp in
care pulberea se va depune pe fundul tubului;
● dupa scurgerea celor 30 minute se va citi si nota nivelul pulberii depuse.
j)Se recomanda pentru pulberea colorata ca nivelul depunerii sa fie cuprins intre 1,2-2,4
ml; pentru pulberea fluorescenta sa fie 0,4-0,8 ml.
ATENTIE: Daca furnizorul de pulberi recomanda alte valori, atunci laboratorul le va
respecta intocmai.
d) Tehnici de magnetizare
d1) Tehnica jugului.
a) Tehnica jugului se aplica numai pentru detectarea discontinuitatilor de la suprafata
sau in imediata apropiere a suprafetei de examinare.
b)Se pot utiliza juguri electromagnetice cu curent alternativ sau cu curent continuu, sau
magneti permanenti.
d2) Tehnica magnetizarii circulare cu conductor central.
a)Se foloseste un conductor central (sub forma de tija, bara, cablu) pentru a examina
suprafetele interioare ale pieselor de forma inelara sau cilindrica.
b)Pentru cilindrii cu diametre mari, conductorul se va pozitiona aproape de suprafata sa.
In acest caz conductorul nefiind centrat, circumferinta cilindrului va fi examinata pe
portiuni; indicatorul de câmp magnetic va permite determinarea zonei de examinare.
9
c)Daca este necesar un curent de 600 A pentru examinare, in cazul utilizarii unui
conductor, pentru doi conductori avem nevoie de 300 A, iar pentru 5 (cinci) conductori
avem nevoie de 120 A pe conductor.
d3)Tehnica magnetizarii cu electrozi.
a)Se utilizeaza electrozi de contact portabili care se preseaza pe suprafata in zona
examinata.
b)Trecerea curentului va fi permisa numai dupa ce electrozii vor fi pozitionati corect;
acest lucru se face cu ajutorul unui comutator care are si rolul de a evita producerea
arcului electric.
c)Distanta dintre electrozi nu va depasi 200 mm. In cazul in care unele zone nu permit o
astfel de distanta sau in cazul in care avem o sensibilitate mai mare, putem micsora
distanta dintre electrozi pana la 80 mm.
ATENTIE: Distanta dintre electrozi nu trebuie sa fie mai mica de 80 mm; la distante mai
mici pulberea magnetica se aseaza in jurul electrozilor.
d)Zonele de contact ale electrozilor trebuie sa fie curate si acoperite cu plumb, otel sau
aluminiu pentru a evita depuneri de cupru pe piesa examinata in cazul in care tensiunea
in circuitul deschis este mai mare de 25 V.
e)Se foloseste curent continuu sau redresat, cu valori cuprinse intre 100 A si 125 A
pentru fiecare inch de distanta dintre electrozi, pentru sectiuni ale grosimii de ¾ inch
(20mm) sau mai mari. Pentru sectiuni ale grosimii mai mici de ¾ inch, curentul va avea
valori cuprinse intre 90 -110 A pentru fiecare inch de distanta dintre electrozi (1
inch=25,4mm).
d4) Tehnica magnetizarii longitudinale.
a)Magnetizarea se realizeaza fie cu ajutorul unei bobine, cu diametru, lungimea si
numarul de spire fixate, fie cu ajutorul unui cablu infasurat in jurul piesei sau a unei
sectiuni din piesa.
ATENTIE: Daca bobina are diametrul interior mai mare de 10 ori decât sectiunea sau
diametrul piesei, atunci piesa se va plasa nu in centrul bobinei, ci lânga peretele bobinei,
pentru a fi examinata.
9
b) Bobina fixa sau realizata cu ajutorul unui cablu infasurat in jurul piesei produce un
camp magnetic longitudinal paralel cu axa bobinei.
c) Piesele lungi vor fi examinate pe sectiuni, ce nu vor depasi lungimea de L= 460mm.
Diametrul exterior al piesei il notam cu D.
d) Valoarea curentului necesar magnetizarii pieselor, pentru aceasta tehnica, se
calculeaza astfel:
● Piese cu raportul L/D egal sau mai mare ca 4 (patru).
ATENTIE: Lungimea L nu va depasi valoarea de 460 mm. Curentul de magnetizare va
avea valoarea amperi spira egala cu: (± 10%)
● Piese cu raportul L/D cuprins intre 2 si 4. Curentul de magnetizare va avea valoarea
amperi spira egala cu: (± 10%)
● Piese cu raportul L/D mai mic ca 2. Se va folosi o alta tehnica de magnetizare.
e) Curentul de magnetizare se va determina prin impartirea valorii amperi spira obtinuta
cu una din cele doua formule de mai sus, la numarul de spire utilizat, adica:
d5) Tehnica magnetizarii circulare prin contact direct.
a) Magnetizarea se realizeaza prin trecerea curentului prin piesa de examinat. Se obtine
un câmp magnetic circular, perpendicular pe directia curentului.
b) Curentul de magnetizare poate fi cuntinuu sau redresat (semialternativ sau complet)
c) Valoarea curentului va fi determinata dupa urmatoarele criterii:
- Piese cu diametrul exterior pana la 125 mm. Curentul va avea valoarea cuprinsa intre
700 si 900 A/inch de diametru (27,5 A/mm si 35,5 A/mm).
- Piese cu diametrul exterior cuprins intre 125 mm si 250 mm. Curentul va avea valoarea
500 si 700 A/inch; diametru (20 A/mm si 27,5 A/mm).
- Piese cu diametrul exterior cuprins intre 250 mm si 380 mm. Curentul va avea valoarea
cuprinsa intre 300 si 500 A/inch; diametru (12 A/mm si 20 A/mm).
- Piese cu diametrul exterior mai mare de 380 mm. Curentul va avea valoarea cuprinsa
intre 100 si 300 A/inch; diametru (4 A/mm si 12 A/mm).
- Piese cu marimi diferite de forma cilindrica; se va lua in considerare diagonala celei
mai mari sectiuni intr-un plan perpendicular pe directia curentului. In functie de marimea
diagonalei se va alege valoarea curentului data de criteriile mai sus mentionate.
1
ATENTIE: Se poate folosi indicatorul de câmp magnetic pentru a determina amperajul
necesar magnetizarii, ca o alternativa, dar numai piesele necilindrice.
d6) Tehnica de magnetizare multidirectionala.
a) Magnetizarea se realizeaza prin impulsuri de mare amperaj, pe trei circuite, folosite
alternativ in succesiune rapida.
b) Se obtine o magnetizare completa pe directiile celor trei circuite, si anume câmpuri
magnetice circulare, cât si longitudinale, in orice combinatie, daca se folosesc tehnicile
de magnetizare longitudinala si/sau tehnica de magnetizare circulara.
c) Se va folosi curent trifazat, complet redresat. Curentul de magnetizare, pentru fiecare
circuit, se va stabili conform pct.6.4.4., 6.4.2. si 6.4.5.
d) Cu ajutorul indicatorului de camp magnetic se va verifica daca se obtin campuri pe cel
putin doua directii perpendiculare. In caz ca sunt zone unde nu se obtin intensitati
adecvate ale câmpului magnetic sa se foloseasca tehnici suplimentare pentru doua
directii perpendiculare.
d7) Magnetizarea cu curent alternativ.
a) Se poate realiza magnetizarea pieselor si cu ajutorul curentului alternativ.
b) O astfel de magnetizare permite detectarea discontinuitatilor de suprafata.
e) Aparatura, echipamente, instalatii
e1) Intensitatea câmpului magnetic se va verifica cu indicatorul de camp magnetic
(prezentat in codul ASME, sectiunea V, SE 709).
e2) Daca liniile formate de pulberea magnetica formeaza o imagine bine definita pe
suprafata de cupru a indicatorului, rezulta ca intensitatea câmpului magnetic a fost bine
calculata.
e3) Verificarea si etalonarea echipamentelor
a) Aparatura, echipamentele etc. de magnetizare trebuie verificate cel putin o data pe
an, sau ori de câte ori este necesar (reparatii, neutralizare un timp de peste 6 luni etc.).
b) Se verifica aparatura electrica (ampermetre, voltmetre etc.) in conformitate cu
Normele Metrologiei Nationale.
c) Forta de magnetizare a jugului se verifica prin determinarea puterii de ridicare:
1
● Jugul cu curent alternativ trebuie sa posede o forta portanta de cel putin 4,5 kg,
la distanta maxima intre poli.
● Jugul cu curent continuu sau cu magnet natural trebuie sa posede o forta
portanta de cel putin 18,2 kg la distanta maxima intre poli.
d) In cazul in care piesa se magnetizeaza prin tehnica trecerii curentului direct,
elementele de contact sau electrozii vor asigura o presiune suficienta a suprafetelor de
contact astfel incat sa nu se produca arsuri pe suprafata piesei.
e) In cazul tehnicii de magnetizare cu electrozi, tensiunea din circuit nu va depasi 42V.
f) Daca tensiunea in circuit depaseste valoarea de 5V, se vor utiliza la electrozi vârfuri
din otel, plumb sau aluminiu. Pentru tensiuni cuprinse intre 5V si 20V, se pot utiliza si
vârfuri cu plasa de cupru.
g) Pentru iluminarea suprafetelor de examinare se poate folosi:
● bec cu incandescenta de 100W asezat la o distanta de 0,2m;
● tub fluorescent de 80W asezat la o distanta de 1m;
● la examinarea cu pulberi fluorescente se va utiliza o lampa de lumina
fluorescenta (ce functioneaza in domeniul 3300-3900 Å) care sa asigure pe suprafata
de examinat o intensitate de 800 μW/cm2.
h) Laboratorul de examinari nedistructive trebuie sa fie dotat cu o trusa cu anexe, cum
ar fi indicatorul de câmp magnetic (comform ASME, sectiunea V), etaloane cu fisuri si cu
gauri, pulverizator, instrument de masura a câmpului remanent, avertizor de tensiune,
agitator pentru solutii, cilindru gradat pentru determinarea concentratiilor solutiilor, lampa
ultravioleta, instrument de masura in UV etc.
i)Echipamentele de protectie pentru operatori, ochelari de protectie, cizme de cauciuc,
manusi de cauciuc. Se vor lua masuri de protectie in conformitate cu NTSM pentru
utilizarea instalatiilor sub tensiune.
ATENTIE: In cazul in care se lucreaza in spatii inchise, este necesar ca lucrarile echipei
de operatori (minim 2 operatori) sa fie supravegheata de o persoana din exterior care sa
poata intrerupe energia electrica si a interveni in caz de necesitate in sprijinul
operatorilor.
f) Demagnetizarea
1
f1) Demagnetizarea pieselor examinate se efectueaza numai in cazul in care este
impusa de proiect sau de beneficiarul pieselor.
ATENTIE: In cazul in care produsele examinate cu pulberi magnetice sunt supuse
ulterior unui tratament termic, demagnetizarea nu mai este necesara.
f2) Tehnici de demagnetizare.
a) Piesa se introduce intr-o bobina prin care circula un curent alternativ de intensitate
mare; piesa se scoate incet din interiorul bobinei.
b) Se reduce curentul alternativ de magnetizare in pasi mici, pâna la valoarea zero. Sunt
necesari aproximativ 25 de pasi de demagnetizare.
c) Se trece prin piesa un curent continuu de magnetizare, reducând marimea acestuia in
pasi consecutivi si totodata schimbând sensul curentului pentru fiecare pas.
d) Magnetizarea remanenta a piesei nu trebuie sa depaseasca valoarea de 2 Öe.
g) Curatirea produselor examinate
g1) Dupa examinarea nedistructiva se impune curatirea suprafetelor examinate
folosind diverse tehnici, ca de exemplu:
a) cu un jet de aer comprimat
b) cu ajutorul unor perii confectionate din par de animale; in caz ca nu exista restrictii de
halogeni si sulf se pot folosi si perii cu fire din plastic.
c) prin spalare cu substante care sa se incadreze cu continutul de halogeni si sulf in
limitele prevazute de proiectant sau beneficiar.
g2) Dupa ce produsele au fost curatate vor fi examinate vizual astfel incât sa nu
prezinte urme de pulberi.
5.2.2.3 MENTIUNI SI INREGISTRARI
Rezultatele examinarii nedistructive cu PM vor fi mentionate in buletinele de examinare
cu PM (vezi Anexa 1) care constituie inregistrari ale sistemului calitatii. Tehnica de
examinare utilizata uzual este tehnica cu puberi fluorescente umede si jug magnetic de
curent continuu tip PARKER INSTRUMENTS U.S.A. alimentat de la acumulatori
portabili de 12V sau cu alimentare de le retea 200V, cu deschiderea polilor reglabila
functie de complexitatea suprafetei. Calibrarea echipamentelor se va face in
conformitate cu art.7, pct.T 780, sect.V, codul ASME.
1
5.2.2.4 CRITERII DE ACCEPTARE / RESPINGERE
Criteriile de acceptare/respingere vor fi cele solicitate de client si/sau proiectant.
Exemple:
→ Criteriile de acceptare/respingere, dupa SR EN 1291-2002 (PT CR8-2003) sunt:
Nr.crt. Tipul indicatiilor Nivel de acceptare1 2 3
1 Indicatii liniare
L=lungimea indicatiilor
L<1,5mm L<3mm L<6mm
2 Indicatii neliniare
D=axa cu dimensiunea
maxima
D<2mm D<3mm D<4mm
→ Criteriile de acceptare/respingere, dupa codul ASME, sectiunea III, ale
materialelor si reparatiilor prin sudura (NB-2545), inclusiv pentru turnate, sunt
urmatoarele:
a) Orice indicatie cu dimensiunea majora mai mare de 1,6 mm se considera relevanta.
b) Urmatoarele indicatii relevante se considera neacceptabile:
● orice indicatie liniara cu dimensiunea majora mai mare decât cele prezentate in
tabelul de mai jos.
Lungimea indicatiei mmGrosimea materialului examinat t mm> 1,6 t < 16> 3,2 16 < t < 51= 4,8 51 < t
Indicatiile liniare care sunt interpretate ca fisuri nu se accepta.
● orice indicatie rotunjita cu dimensiunea majora mai mare decât cele prezentate in
tabelul de mai jos.
1
DIMENSIUNEA MAJORA A
INDICATIEI [mm]
GROSIMEA
MATERIALULUI (t) EXAMINAT
[mm]
> 3,2 t < 16
> 4,8 t > 16
c) Patru sau mai multe indicatii in linie, separate printr-un spatiu de 1,6 mm sau mai
putin, masurat margine la margine.
d) Zece sau mai multe indicatii incadrate intr-o zona de 3870 mm2 cu dimensiunea
majora a zonei de maxim 152 mm, amplasate in zona cea mai nefavorabila pentru
evaluarea indicatiilor.
→ Criteriile de acceptare/respingere (conform SA-614) ale organelor de asamblare
(suruburi, bolturi, prezoane, piulite) cu dimensiunea nominala peste 51 mm
a)Nu se admit discontinuitati liniare neaxiale.
b)Discontinuitatile axiale mai mici de 25 mm sunt acceptate.
→ Criterii de acceptare/respingere in conformitate cu codul ASME, sectiunea VIII, pentru
turnate
a) Indicatiile de suprafata se vor compara cu indicatiile din ASTM E125-1971 “Fotografii
standard de referinta pentru indicatiile puse in evidenta cu PM pe turnate feroase”. Nu vor fi
acceptate cele ce depasesc limitele din tabelul de mai jos.
Tip Grad
1
1.Discontinuitati liniare (fisuri sau
crapaturi termice)
orice indicatie
2. Retasuri 2
3. Incluziuni 3
4. Picaturi datorate lipsei de topire sau depuneri reci 1
5. Porozitate 1
→ Criterii de acceptare/respingere pentru sanfrene si suduri
a) La sanfrenele pentru suduri ale materialelor de peste 51 mm se accepta
discontinuitati de tip laminare cu o lungime de pâna la 25 mm. Extinderea lor in material
va fi determinata cu ajutorul metodei cu ultrasunete.
b)Daca lungimea depaseste 25 mm, aceasta se va repara prin sudura pe adâncimea
indicatiei dar nu mai mult de 10 mm (NB-5130).
c) Sunt neacceptate urmatoarele indicatii:
● fisurile si orice indicatie liniara;
● indicatiile rotunjite cu dimensiunea majora mai mare de 4,8 mm;
● patru sau mai multe indicatii rotunjite, in linie separate printr-un spatiu de 1,6 mm
sau mai putin, masurat de la margine la margine;
● zece sau mai multe indicatii rotunjite incadrate intr-o zona de 3870 mm2, cu
dimensiunea majora a zonei de maxim 152 mm, amplasate in zona cae mai
nefavorabila pentru evaluarea indicatiilor.
8.6. Criterii
5.3.1 Procedura de examinare cu radiatii penetrante X si Gamma
Prezenta procedura stabileste cerintele si responsabilitatile pentru examinarea prin
radiatii penetrante X si gama a imbinarilor sudate cap la cap din otel si remedierile
1
5.3 Radiatii X si Gamma
acestora prin sudare. Procedura se aplica sudurilor si reparatiilor, in conformitate cu
documentatia de executie.Se supun exeminarii numai imbinarile corespunzatoare,
atestate prin certificat de control vizual.
5.3.1.1 RESPONSABILITATI
Societatile care solicita examinarea cu radiatii penetrante sunt responsabile de
asigurarea conditiilor cerute de tehnicile de examinare mentionate in procedura si
anume: asigurarea zonei, starea suprafetei, etc. Pesonalul care efectueaza examinari
nedistructive cu radiatii penetrante trebuie sa fie calificat in conformitate cu standardul
SR EN 473-2003 si/sau cu prescriptiile tehnice CR 11, colectia ISCIR. Pentru personalul
care executa examinarea, responsabilitatile sunt mentionate in SR EN 473-2003 sau in
prescriptiile tehnice ISCIR, CR 11. Operatorul de examinari nedistructive are obligatia ca
inainte de a incepe activitatea propriu-zisa, sa asigure zona prin montarea panourilor
avertizoare pentru inchiderea zonei de lucru cu radiatii, sa examineze vizual fiecare
componenta, pe intreaga zona de examinare, atât din punct de vedere al curatirii de
impuritati, cât si din punctul de vedere al existentei eventualelor discontinuitati vizuale cu
ochiul liber.
5.3.1.2 PROCEDURA
a) MOMENTUL EXAMINARII
Examinarea sudurilor se va efectua dupa tratamentul termic (in masura in care un
astfel de tratament este prevazut). O modificare a formei cordonului, ulterioara
examinarii radiografice, impune reluarea exeminarii vizuale si radiografice. La sudurile la
care, in eventualitatea unor remedieri, accesul este dificil (de exemplu la tevi), se poate
efectua o exeminare radiografica preliminara a stratului de radacina.
b) Pregatirea suprafetei examinate
Suprafata examinata (sudura si materialul de baza invecinat) se curata inainte de
radiografiere, indepartându-se stropii de sudura, zgura si alte impuritati care pot stânjeni
dupa sudare, examinarea radiografica se va face dupa prelucrare. Suprafata examinata
se marcheaza prin poansonare, utilizând poansoane cu muchii rotunjite, astfel incât sa
poata fi orincând identificata.
1
c) TEHNICI DE CONTROL
c1) Exista doua tehnici de control radiografic:
A – tehnica de control uzuala
B – tehnica de control de inalta sensibilitate
Atunci când documentatia nu prevede in mod explicit tehnica de control B, se va
folosi tehnica A.
d) ALEGEREA SURSEI SI A ENERGIEI RADIATIILOR
Alegerea sursei de radiatii si a energiei se stabileste tabelar conform SR EN 1435.
e)INDICATORI DE CALITATE A IMAGINII (ICI). ALEGERE SI UTILIZARE
e1) Alegere:
a) Se vor utiliza indicatori cu fire, daca documentatia nu prevede utilizarea altor tipuri
(indicatori cu trepte si gauri, penetrametre). Alegerea ici este impusa de conditiile
minime pentru calitatea imaginii, continute in tabelele 1 pâna la 4. Grosimea pentru care
se alege ICI este grosimea strabatuta pe directia axei fascicolului de radiatii.
b) Tehnica de expunere si parametrii de lucru trebuie sa asigure aparitia pe film a
imaginii ICI si a firului indicat.
e2)Plasare:
a) ICI se plaseaza pe partea dinspre sursa a piesei. Daca portiunea examinata are o
forma neregulata, indicatorul se va plasa pe acea parte a piesei care este cea mai
indepartata de film.
b) La piesele la care, din cauza formei geometrice, plasarea pe partea dinspre sursa nu
este posibila, indicatorul se va plasa pe partea filmului, radiografia fiind marcata in acest
caz cu simbolul F.
c) La radiografierea prin doi pereti a tevilor, canalelor, indicatorul de calitate a imaginii se
va plasa pe partea filmului exceptând expunerile prin elipsa.
e3) Numarul indicatorilor folositi:
1
a)De regula, calitatea imaginii radiografice se apreciaza pe fiecare radiografie in parte.
Pentru aceasta trebuie ca imaginea ICI sa apara pe fiecare radiografie.
b)Daca pe portiunea examinata piesa prezinta variatii de grosime mari, atunci se va
plasa cate un ICI pe fiecare domeniu de grosime.
c)Daca exista certitudinea ca mai multe radiografii sunt realizate in conditii identice,
atunci nu este obligatoriu ca ICI sa apara pe fiecare radiografie. Exemplu: la expunerile
panoramice sunt suficienti trei ICI dispusi la 1200, dar nu la o distanta mai mare de 1m
intre acestia.
f) FILME RADIOGRAFICE SI ECRANE INTENSIFICATOARE
Filmele utilizate vor fi alese din specificatiile producatorilor. Formatele uzuale sunt 100 x
240 mm si 100 x 480 mm, dar se pot utiliza si alte formate sau decupaje daca geometria
piesei impune acest lucru. Se va evita curbarea excesiva a planului filmului pentru a nu
deteriora emulsia si pentru a nu crea ambiguitati la interpretare.
Filmul va fi expus intre doua ecrane intensificatoare din Pb, cu o grosime de 0,02 mm
fiecare, ansamblul folie-film fiind continut intr-o caseta din material plastic opaca si
etansa. Contactul intim intre film si ecranul de Pb se realizeaza prin presarea casetei.
In conformitate cu Normele SR EN 584-1/1986 clasele de sisteme de filme se definesc
prin gradient, granulatie si de raport gradient/zgomot al clasei sistemului. Clasificarea nu
este valabila decât pentru un sistem complet. La cerere fabricantul trebuie sa furnizeze
un certificat care contine in plus urmatoarele informatii:
- doza Ks
- prelucrarea:manuala sau automata, tipul reactiei alchimice, durata de imersiune in
revelator,
temperatura revelatorului
g) DENSITATEA DE INNEGRIRE MINIM ADMISA
Densitatea minima de innegrire a radiografiilor, in zona de inters va fi de >2 pentru
tehnica A si >2,3 pentru tehnica B. Densitatea de innegrire a filmului radiografic, in zona de
interes poate ajunge pâna la 3,5-4 cu conditia ca negatoscopul utilizat la citirea filmului sa
aiba o luminanta cuprinsa intre 30.000 si 100.000 de cd/m2. Culoarea luminii negatoscopului
trebuie sa fie, in general alba. Se admit culori cuprinse intre portocaliu si verde deschis.
1
h) TEHNICI DE EXPUNERE
Tehnica de expunere depinde de geometria piesei, grosimea peretilor, gradul de
accesibilitate, tipul si dimeniunile sursei utilizate etc.
Distanta minima sursa-piesa f, necesara pentru a reduce suficient de mult neclaritatea
geometrica, depinde de dimensiunea d a sursei (respectiv pata focala a tubului) si de
distanta h intre film si suprafata dinspre sursa a piesei, masurata pe directia axei
fascicolului.
Observatie: de cele mai multe ori filmul este lipit se suprafata piesei, astfel incât distanta h
este practic grosimea piesei, masurata pe axa fascicolului de radiatii.
La radiografierea portiunilor curbate, cu sursa plasata pe partea concava a piesei, distanta f
poate fi redusa la jumatate, fara a deveni insa mai mica decât raza de curbura a piesei.
Cateva geometrii tipice de iradiere:
a)Iradierea printr-un singur perete se aplica la sudurile plane, precum si la sudurile
longitudinale si circulare pe piese curbate, atunci când dimensiunile lor permit acest lucru.
b)Tehnica de iradiere prin doi pereti se plica la piesele cu raze de curbura mici si la alte
piese la care iradierea printr-un singur perete nu e posibila din cauza formei geometrice.
Numarul de radiografii necesar examinarii complete a cordoanelor circulare la tevi se
stabileste in fuctie de diametrul tevii si grosimea peretelui conform SR EN 1435 si sau cod
ASME.
La controlul complet al unui cordon de sudura, delimitarea portiunilor examinate se va face
astfel incât imaginile radiografice invecinate sa se suprapuna la capete pe o distanta de cel
putin 10 mm.
i) MARCAJE DE IDENTIFICARE SI POZITIONARE
Limitele portiunilor examinate se vor marca pe piese prin poansonare sau vopsire.
Marcajele de pozitionare trebuie sa apara pe radiografie alaturi de o simbolizare care sa
permita identificarea precisa a piesei examinate si a celui care a realizat radiografia.
Inscriptionarea radiografiei se asigura cu ajutorul unor simboluri din Pb iradiate in acelasi
timp cu portiunea examinata.
1
In cazul in care inaccesibilitatile geometrice nu permit executarea marcajelor pe piesa, se
accepta ca amplasarea zonelor examinate pe piesa sa fie descrisa cu ajutorul unor harti sau
fotografii.
j) PROTECTIA IMPOTRIVA RADIATIILOR IMPRASTIATE
Daca in spatele filmului exista obstacole care ar putea provoca un voal nedorit prin
retroamprastierea radiatiilor, filmul va fi protejat cu un ecran din Pb asezat in spatele sau.
Pentru a verifica eficacitatea protectiei, in timpul expunerii se plaseaza in spatele filmului
litera B din Pb. Daca simbolul B apare pe radiografie cu o densitate de innegrire mai mica
decât cea a zonei invecinate, inseamna ca filmul este insuficient protejat impotriva radiatiilor
imprastiate si se respinge.
k) CALITATEA RADIOGRAFIILOR
Prelucrarea fotochimica a filmelor se face respectând recomandarile producatorului.
Radiografiile nu trebuie sa aiba defecte datorate unor cauze mecanice, chimice sau unor
deficiente in tehnica de lucru:
● voaluri
● defecte de prelucrare (dungi de apa sau de substante chimice)
● zgarieturi, impuritati
● neclaritati datorate contactului prost intre film si ecranul de Pb
● indicatii false datorate unei uzuri accentuate a ecranului intensificator.
In final, acceptarea unei radiografii se bazeaza pe obtinerea sensibilitatii prescrise.
l) EXAMINAREA RADIOGRAFIILOR SI INTERPRETAREA
REZULTATELOR
Examinarea radiografiilor si interpretarea rezultatelor se face conform criteriilor de
acceptabilitate prevazute in documentatia produsului.
Rezultatele examinarii radiografice vor fi consemnate intr-un registru de evidenta care
contine:data examinarii si beneficiarul, denumirea produsului si/sau numarul de
fabricatie, grosimea materialului, tipul si dimensiunile filmului, natura si grosimea
ecranului intensificator, tipul ICI si nivelul de calitate a imaginii realizat, distanta sursa-
film sau sursa-piesa, parametrii de lucru (tensiune, activitate, intensitate, timp de
expunere), indicativul radiografiei, simbolizarea defectelor si aprecierea (admis, respins).
1
Aceste date vor fi mentionate in buletinul de examinare eliberat, care va contine lista
filmelor executate cu indicativul fiecaruia si rezultatul interpretarii.
Radiografiile se pastreaza in arhiva laboratorului pe perioada de garantie a produsului,
impreuna cu un exemplar din buletinul de control emis.
m) ACORDURI
Intre producator si beneficiar se pot conveni detalii, completari sau modificari fata de
prevederile acestei proceduri. Deasemenea, la solicitarea beneficiarului raportul de
examinare poate fi eliberat pe alt tip de formular decât cel continut in prezenta
procedura.
1
Tehnica de iradiere prin doi pereti:
a) iradierea cordoanelor circulare la tuburi
b) iradierea cordoanelor longitudinale la tuburi
c) iradierea oblica a cordoanelor circulare la tevi, cu interpretarea ambilor pereti
(expunere in elipsa)
d) iradierea cordoanelor circulare la tevi cu axa fascicolului in planul sudurii, cu
interpretarea ambilor pereti
n) Criterii de acceptare si respingere
Se considera respinse urmatoarele discontinuitati: discontinuitati rotunjite izolate mai
mari decit 1/3t sau 6mm, discontinuitati rotujite distribuite mai mari de 1/4t sau 4mm,
discontinuitati rotunjite grupate daca lungimea grupului depaseste 2t sau 25mm, mai
1
multe grupari de discontinuitati rotunjite daca depasesc 25mm pe o lungime de 150mm
aimbinarilor sudate, discontinuitati rotunjite aliniate daca dimensiunile maxime ale
indicatiilor sunt mai mari decat t pe o lungime de 12t, discontinuitati alungite izolate mai
mari decat t/3, discontinuitati alungite aliniate daca lungimea totala a grupului depaseste
t pe o lungime de 12t a imbinarii sudate, unde t este grosimea sudurii materialului de
baza (conform CR 13-2003). In nodurile de sudura discontinuitatile rotunjite se amplifica
cu coeficientul 0,5 iar cele alungite cu coeficientul 0,3. Se considera respinse retasurile
in cazul cand lungimea acestora este mai mare de 20% din circumferinta tevii iar in
cazul mai multor retasuri, lungimea totala a acestora sa depaseasca 30% din
circumferinta interioara a tevii iar distanta dintre doua retasuri alaturate sa fie mai mica
de 10% din circumferinta respectiva. Nu se admit fisuri si lipsa de topire.
5.3.1.3 MENTIUNI SI INREGISTRARI
Buletinul de examinare va fi conform anexei.
La solicitarea beneficiarului, raportul de examinare poate fi redactat pe un alt tip de
formular decat cel continut in aceasta procedura. Buletinul de control va fi completat cu
indicativul specific a laboratorului care a efectuat controlul, fiind insotit de schite,
fotografii etc. Din acestea un exemplar insoteste produsul, iar un exemplar se pastreaza
in arhiva laboratorului pe perioada de garantie a produsului.
Echipament de control: - defectoscop ultrasonic portabil- palpatori pentru unde transversale şi longitudinale;- blocuri şi piese de calibrare. Personal specializat: Operatori nivel II Aplicabilitate: Depistarea defectelor din interiorul pieselor şi semifabricatelor metalice obţinute prin laminare (bare, ţevi, table), forjare, turnare şi controlul îmbinărilor sudate. Măsurători grosimi piese metalice.
5.4.1 Examinare cu ultrasunete - procedura
1
5.4 Ultrasunete
Procedura de control cu ultrasunete, stabileste modul de depistare al defectelor
interne din sudura si materialul de baza, din zona adiacenta sudurii (zona influentata
termic). Aceasta procedura se aplica la examinarea cu ultrasunete, prin metoda impuls
reflectat, a imbinarilor sudate cu patrundere a tablelor laminate, cu grosimea cuprinsa
intre 10mm si 50mm, utilizate la structura navelor .
5.4.1.1 DEFINITII, ABREVIERI
AMPLITUDINE ( % ) Inaltimea unui ecou pe ecranul CRT (Catodic Ray Tube), marimea
impulsului de intrare, care produce ecoul.
ATENUARE (dB) Pierdere a energiei undelor prin absorbtie si dispersie.
AMPLIFICARE DE BAZA, PENTRU CALIBRARE (dB) Amplificare de aparat pentru
varful indicatiei reflectorului de calibrare la inaltimea de calibrare = inaltimea de referinta.
AMPLIFICARE DE BAZA, PENTRU COMPARATIE (dB) Amplificare de aparat cu care
s-a inregistrat linia de comparatie.
AMPLIFICARE DE INREGISTRARE (dB) Amplificare de aparat,compusa din
amplificarea de baza si adaosul de amplificare (corectii).
AMPLIFICARE DE DISCONTINUITATE (dB) Amplificare de aparat pentru varful unei
indicatii de discontinuitate pe curba de comparatie sau de referinta.
ARC DE CERC (mm) Arc de cerc cu raza de 100mm sau 25 si 50mm, care face parte
din geometria blocurilor de calibrare (K1, respectiv K2), utilizate la calibrarea distantelor
in incidenta oblica.
AXA LUNGIMII SISTEMULUI DE COORDONATE La controlul imbinarilor sudate este
data de directia cordonului de sudura.
AXA TRANSVERSALA A SISTEMULUI DE COORDONATE Axa perpendiculara pe axa
lungimii.
AXA DE ADANCIME A SISTEMULUI DE COORDONATE Axa perpendiculara pe planul
de examinare (planul de referinta).
BAZA DE TIMP Prezentarea timpului sau a distantei parcurse, prin deplasare pe
orizontala, in directia axei X.
BLOC DE REFERINTA (CALIBRARE) Corp de control, confectionat dintr-un material cu
o compozitie specificata, tratat termic, cu suprafete paralele si curbe si reflectori
1
artificiali, cu ajutorul caruia se efectueaza calibrarea distantelor, reglarea sensibilitatii si
verificarea proprietatilor sistemului de control.
CORP DE COMPARATIE Corp adaptat piesei de controlat, in ceea ce priveste
caracteristicile acustice si geometrice, cu reflectori de comparatie, cu ajutorul caruia se
regleaza sensibilitatea de control.
CRISTAL Element piezoelectric, component de baza al palpatorului.
CURBA DE CORECTIE DISTANTA-AMPLITUDINE Reprezinta curba data de inaltimea
semnalului de la acelasi reflector, in functie de distanta de la reflector la palpator,
folosita la aprecierea marimii unui ecou de defect.
CUPLANT Substanta intercalata intre palpator si piesa de controlat, care asigura si
Ce reprezinta conceptul de sanatate si securitate ?
Conditiile în care se desfasoara procesele de munca, complexitatea echipamentelor de munca, intensitatea efortului mental, volumul din ce în ce mai mare si complexitatea informatiilor necesare de receptionat si prelucrat necesita organizarea si desfasurarea muncii si a activitatilor social-administrative pe baza noilor principii de cunoastere, întelegere si aplicare a standardelor si normelor de securitate si sanatate a muncii.
Conceptul de sanatate si securitate constituie un ansamblu de activitati institutionalizate având ca scop asigurarea celor mai bune conditii în desfasurarea procesului de munca, apararea vietii, integritatii corporale si sanatatii lucratorilor si a altor persoane participante la procesul de munca. Normele si standardele de securitate a muncii reprezinta un sistem unitar de masuri si reguli aplicabile tuturor participantilor la procesul de munca.Activitatea de prevenire si protectie are ca scop asigurarea celor mai bune conditii de munca, prevenirea accidentelor si a îmbolnavirilor profesionale în rândul lucratorilor si adaptarea la progresul stiintei si tehnicii. In conformitate cu aceste reglementari, obligatia de a asigura securitatea si sanatatea, în toate aspectele referitoare la munca, revine conducatorului unitatii iar obligatiile lucratorilor nu afecteaza principiul responsabilitatii angajatorului.
- armonizarea legislatiei nationale cu cea a Uniunii Europene pe probleme privind calitatea vietii, protectia mediului înconjurator, asigurarea vietii, securitatii si sanatatii angajatilor;
- constientizarea lucratorilor în cunoasterea si respectarea normelor si standardelor de securitate si sanatate a muncii în amenajarea, dotarea locurilor de munca, exploatarea în conditii de siguranta a echipamentelor de munca în scopul evitarii producerii accidentelor de munca si a îmbolnavirilor profesionale;
- eliminarea sau diminuarea factorilor de risc de accidentare si/sau îmbolnavire profesionala existenti în sistemul de munca (executant - sarcina de munca - mijloace de productie - mediul de munca), informarea, consultarea si participarea lucratorilor si a reprezentantilor acestora;
- aplicarea cu prioritate a masurilor de protectie colectiva si de prevenire a accidentelor de munca si îmbolnavirilor profesionale fata de masurile de protectie individuala.
Organizarea activitatilor de prevenire si protectie este realizata de catre angajator, în urmatoarele moduri:
a) prin asumarea de catre angajator, în conditiile art. 9 alin. (4) din Legea 319/2006, a atributiilor pentru realizarea masurilor prevazute de lege;
b) prin desemnarea unuia sau mai multor lucratori pentru a se ocupa de activitatile de prevenire si protectie;
c) prin înfiintarea unui serviciu intern de prevenire si protectie;
d) prin apelarea la servicii externe de prevenire si protectie.
Activitatile de prevenire si protectie desfasurate prin modalitatile prevazute mai sus în cadrul întreprinderii si/sau al unitatii sunt urmatoarele:
1. identificarea pericolelor si evaluarea riscurilor pentru fiecare componenta a sistemului de munca, respectiv executant, sarcina de munca, mijloace de munca/echipamente de munca si mediul de munca pe locuri de munca/posturi de lucru;
2. elaborarea si actualizarea planului de prevenire si protectie;
3. elaborarea de instructiuni proprii pentru completarea si/sau aplicarea reglementarilor
1
de securitate si sanatate în munca, tinând seama de particularitatile activitatilor si ale unitatii/întreprinderii, precum si ale locurilor de munca/posturilor de lucru;
4. propunerea atributiilor si raspunderilor în domeniul securitatii si sanatatii în munca, ce revin lucratorilor, corespunzator functiilor exercitate, care se consemneaza în fisa postului, cu aprobarea angajatorului;
5. verificarea cunoasterii si aplicarii de catre toti lucratorii a masurilor prevazute în planul de prevenire si protectie, precum si a atributiilor si responsabilitatilor ce le revin în domeniul securitatii si sanatatii în munca, stabilite prin fisa postului;
6. întocmirea unui necesar de documentatii cu caracter tehnic de informare si instruire a lucratorilor în domeniul securitatii si sanatatii în munca;
7. elaborarea tematicii pentru toate fazele de instruire, stabilirea periodicitatii adecvate pentru fiecare loc de munca, asigurarea informarii si instruirii lucratorilor în domeniul securitatii si sanatatii în munca si verificarea cunoasterii si aplicarii de catre lucratori a informatiilor primite;
8. elaborarea programului de instruire-testare la nivelul întreprinderii si/sau unitatii;
9. asigurarea întocmirii planului de actiune în caz de pericol grav si iminent, conform prevederilor art. 101-107 din Normele metodologice de aplicare a prevederilor Legii securitatii si sanatatii în munca nr. 319/2006 si asigurarea ca toti lucratorii sa fie instruiti pentru aplicarea lui;
10. evidenta zonelor cu risc ridicat si specific prevazute la art. 101-107 din Normele metodologice de aplicare a prevederilor Legii securitatii si sanatatii în munca nr. 319/2006;
11. stabilirea zonelor care necesita semnalizare de securitate si sanatate în munca, stabilirea tipului de semnalizare necesar si amplasarea conform prevederilor Hotarârii Guvernului nr. 971/2006 privind cerintele minime pentru semnalizarea de securitate si/sau sanatate la locul de munca;
12. evidenta meseriilor si a profesiilor prevazute de legislatia specifica, pentru care este necesara autorizarea exercitarii lor;
13. evidenta posturilor de lucru care necesita examene medicale suplimentare;
14. evidenta posturilor de lucru care, la recomandarea medicului de medicina muncii, necesita testarea aptitudinilor si/sau control psihologic periodic;
15. monitorizarea functionarii sistemelor si dispozitivelor de protectie, a aparaturii de masura si control, precum si a instalatiilor de ventilare sau a altor instalatii pentru
1
controlul noxelor în mediul de munca;
16. verificarea starii de functionare a sistemelor de alarmare, avertizare, semnalizare de urgenta, precum si a sistemelor de siguranta;
17. informarea angajatorului, în scris, asupra deficientelor constatate în timpul controalelor efectuate la locul de munca si propunerea de masuri de prevenire si protectie;
18. întocmirea rapoartelor si/sau a listelor prevazute de hotarârile Guvernului emise în temeiul art. 51 alin. (1) lit. b) din LEGEA nr. 319/2006, inclusiv cele referitoare la azbest, vibratii, zgomot si santiere temporare si mobile;
19. evidenta echipamentelor de munca si urmarirea ca verificarile periodice si, daca este cazul, încercarile periodice ale echipamentelor de munca sa fie efectuate de persoane competente, conform prevederilor din Hotarârea Guvernului nr. 1.146/2006 privind cerintele minime de securitate si sanatate pentru utilizarea în munca de catre lucratori a echipamentelor de munca;
20. identificarea echipamentelor individuale de protectie necesare pentru posturile de lucru din întreprindere si întocmirea necesarului de dotare a lucratorilor cu echipament individual de protectie, conform prevederilor Hotarârii Guvernului nr. 1.048/2006 privind cerintele minime de securitate si sanatate pentru utilizarea de catre lucratori a echipamentelor individuale de protectie la locul de munca;
21. urmarirea întretinerii, manipularii si depozitarii adecvate a echipamentelor individuale de protectie si a înlocuirii lor la termenele stabilite, precum si în celelalte situatii prevazute de Hotarârea Guvernului nr. 1.048/2006;
22. participarea la cercetarea evenimentelor conform competentelor prevazute la art. 108-177 din Normele metodologice de aplicare a prevederilor Legii securitatii si sanatatii în munca nr. 319/2006; ;
23. întocmirea evidentelor conform competentelor prevazute la art. 108-177 din Normele metodologice de aplicare a prevederilor Legii securitatii si sanatatii în munca nr. 319/2006;
24. elaborarea rapoartelor privind accidentele de munca suferite de lucratorii din întreprindere si/sau unitate, în conformitate cu prevederile art. 12 alin. (1) lit. d) din Legea nr. 319/2006;
25. urmarirea realizarii masurilor dispuse de catre inspectorii de munca, cu prilejul vizitelor de control si al cercetarii evenimentelor;
26. colaborarea cu lucratorii si/sau reprezentantii lucratorilor, serviciile externe de
1
prevenire si protectie, medicul de medicina muncii, în vederea coordonarii masurilor de prevenire si protectie;
27. colaborarea cu lucratorii desemnati/serviciile interne/serviciile externe ai/ale altor angajatori, în situatia în care mai multi angajatori îsi desfasoara activitatea în acelasi loc de munca;
28. urmarirea actualizarii planului de avertizare, a planului de protectie si prevenire si a planului de evacuare;
29. propunerea de sanctiuni si stimulente pentru lucratori, pe criteriul îndeplinirii atributiilor în domeniul securitatii si sanatatii în munca;
30. propunerea de clauze privind securitatea si sanatatea în munca la încheierea contractelor de prestari de servicii cu alti angajatori, inclusiv la cele încheiate cu angajatori straini;
31. întocmirea unui necesar de mijloace materiale pentru desfasurarea acestor activitati
Obligatii generale ale angajatorilor
Angajatorul are obligatia de a asigura securitatea si sanatatea lucratorilor în toate aspectele legate de munca.In cazul în care un angajator apeleaza la servicii externe, acesta nu este exonerat de responsabilitatile sale în acest domeniu.
În cadrul responsabilitatilor sale, angajatorul are obligatia sa ia masurile necesare pentru:a) asigurarea securitatii si protectia sanatatii lucratorilor;b) prevenirea riscurilor profesionale;c) informarea si instruirea lucratorilor;d) asigurarea cadrului organizatoric si a mijloacelor necesare securitatii si sanatatii în munca.
Angajatorul are obligatia sa implementeze masurile de prevenire si protectie pe baza urmatoarelor principii generale de prevenire:
a) evitarea riscurilor;b) evaluarea riscurilor care nu pot fi evitate;c) combaterea riscurilor la sursa;d) adaptarea muncii la om, în special în ceea ce priveste proiectarea posturilor de munca, alegerea echipamentelor de munca, a metodelor de munca si de productie, în vederea reducerii monotoniei muncii, a muncii cu ritm predeterminat si a diminuarii efectelor acestora asupra sanatatii;
1
e) adaptarea la progresul tehnic;f) înlocuirea a ceea ce este periculos cu ceea ce nu este periculos sau cu ceea ce este mai putin periculos;g) dezvoltarea unei politici de prevenire coerente care sa cuprinda tehnologiile, organizarea muncii, conditiile de munca, relatiile sociale si influenta factorilor din mediul de munca;h) adoptarea, în mod prioritar, a masurilor de protectie colectiva fata de masurile de protectie individuala;i) furnizarea de instructiuni corespunzatoare lucratorilor.
Fara a aduce atingere altor prevederi ale prezentei legi, tinând seama de natura activitatilor din întreprindere si/sau unitate, angajatorul are obligatia:a) sa evalueze riscurile pentru securitatea si sanatatea lucratorilor, inclusiv la alegerea echipamentelor de munca, a substantelor sau preparatelor chimice utilizate si la amenajarea locurilor de munca;b) ca, ulterior evaluarii prevazute la lit. a) si daca este necesar, masurile de prevenire, precum si metodele de lucru si de productie aplicate de catre angajator sa asigure îmbunatatirea nivelului securitatii si al protectiei sanatatii lucratorilor si sa fie integrate în ansamblul activitatilor întreprinderii si/sau unitatii respective si la toate nivelurile ierarhice;c) sa ia în considerare capacitatile lucratorului în ceea ce priveste securitatea si sanatatea în munca, atunci când îi încredinteaza sarcini;d) sa asigure ca planificarea si introducerea de noi tehnologii sa faca obiectul consultarilor cu lucratorii si/sau reprezentantii acestora în ceea ce priveste consecintele asupra securitatii si sanatatii lucratorilor, determinate de alegerea echipamentelor, de conditiile si mediul de munca;e) sa ia masurile corespunzatoare pentru ca, în zonele cu risc ridicat si specific, accesul sa fie permis numai lucratorilor care au primit si si-au însusit instructiunile adecvate.
Fara a aduce atingere altor prevederi ale prezentei legi, atunci când în acelasi loc de munca îsi desfasoara activitatea lucratori din mai multe întreprinderi si/sau unitati, angajatorii acestora au urmatoarele obligatii:a) sa coopereze în vederea implementarii prevederilor privind securitatea, sanatatea si igiena în munca, luând în considerare natura activitatilor;b) sa îsi coordoneze actiunile în vederea protectiei lucratorilor si prevenirii riscurilor profesionale, luând în considerare natura activitatilor;c) sa se informeze reciproc despre riscurile profesionale;d) sa informeze lucratorii si/sau reprezentantii acestora despre riscurile profesionale.
Masurile privind securitatea, sanatatea si igiena în munca nu trebuie sa comporte, în nici o situatie, obligatii financiare pentru lucratori.
Angajatorul desemneaza unul sau mai multi lucratori, pentru a se ocupa de activitatile de protectie si de activitatile de prevenire a riscurilor profesionale din întreprindere
1
si/sau unitate, denumiti în continuare lucratori desemnati.
Lucratorii desemnati nu trebuie sa fie prejudiciati ca urmare a activitatii lor de protectie si a celei de prevenire a riscurilor profesionale.
Lucratorii desemnati trebuie sa dispuna de timpul necesar pentru a-si putea îndeplini obligatiile ce le revin prin prezenta lege.
Daca în întreprindere si/sau unitate nu se pot organiza activitatile de prevenire si cele de protectie din lipsa personalului competent, angajatorul trebuie sa recurga la servicii externe.
În cazul în care angajatorul apeleaza la serviciile externe, acestea trebuie sa fie informate de catre angajator asupra factorilor cunoscuti ca au efecte sau sunt susceptibili de a avea efecte asupra securitatii si sanatatii lucratorilor si trebuie sa aiba acces la informatiile specifice.
Lucratorii desemnati trebuie sa aiba, în principal, atributii privind securitatea si sanatatea în munca si, cel mult, atributii complementare.
În toate cazurile, pentru a se ocupa de organizarea activitatilor de prevenire si a celor de protectie, tinând seama de marimea întreprinderii si/sau unitatii si/sau de riscurile la care sunt expusi lucratorii, precum si de distributia acestora în cadrul întreprinderii si/sau unitatii se impune ca:a) lucratorii desemnati sa aiba capacitatea necesara si sa dispuna de mijloacele adecvate;b) serviciile externe sa aiba aptitudinile necesare si sa dispuna de mijloace personale si profesionale adecvate;c) lucratorii desemnati si serviciile externe sa fie în numar suficient.
Prevenirea riscurilor, precum si protectia sanatatii si securitatea lucratorilor, trebuie sa fie asigurate de unul sau mai multi lucratori, de un serviciu sau de servicii distincte, din interiorul sau din exteriorul întreprinderii si/sau unitatii.
In cazul micro-întreprinderilor si al întreprinderilor mici, în care se desfasoara activitati fara riscuri deosebite, angajatorul îsi poate asuma atributiile din domeniul securitatii si sanatatii în munca pentru realizarea masurilor prevazute de prezenta lege, daca are capacitatea necesara în domeniu.
Ce este echipamentul individual de protectie (EIP) si cum se utilizeaza ?
Echipamentul individual de protectie reprezinta orice dispozitiv sau mijloc destinat purtarii de catre fiecare participant la procesul de munca pentru a-l proteja împotriva unuia sau mai multor factori de risc de accidentare sau îmbolnavire profesionala.El se acorda obligatoriu si gratuit tuturor salariatilor, precum si altor categorii
1
participante la procesul muncii, în conformitate cu Normativul cadru de acordare si utilizare a echipamentului individual de protectie, elaborat de Ministerul Muncii, Solidaritatii Sociale si Familiei si aprobat prin Ordinul nr. 225/1995. Pe baza acestuia, angajatorul este obligat sa întocmeasca lista interna de dotare cu EIP adecvat executarii sarcinilor de munca în conditii de securitate.
Alte obligatii ale angajatorilor
Angajatorul are urmatoarele obligatii:a) sa realizeze si sa fie în posesia unei evaluari a riscurilor pentru securitatea si sanatatea în munca, inclusiv pentru acele grupuri sensibile la riscuri specifice;b) sa decida asupra masurilor de protectie care trebuie luate si, dupa caz, asupra echipamentului de protectie care trebuie utilizat;c) sa tina evidenta accidentelor de munca, ce au ca urmare o incapacitate de munca mai mare de 3 zile de lucru, a accidentelor usoare, a bolilor profesionale, a incidentelor periculoase, precum si a accidentelor de munca;d) sa elaboreze, pentru autoritatile competente si în conformitate cu reglementarile legale, rapoarte privind accidentele de munca suferite de lucratorii sai.
În vederea asigurarii conditiilor de securitate si sanatate în munca si pentru prevenirea accidentelor de munca si a bolilor profesionale, angajatorii au urmatoarele obligatii:a) sa adopte, din faza de cercetare, proiectare si executie a constructiilor, a echipamentelor de munca, precum si de elaborare a tehnologiilor de fabricatie, solutii conforme prevederilor legale în vigoare privind securitatea si sanatatea în munca, prin a caror aplicare sa fie eliminate sau diminuate riscurile de accidentare si de îmbolnavire profesionala a lucratorilor;b) sa întocmeasca un plan de prevenire si protectie compus din masuri tehnice, sanitare, organizatorice si de alta natura, bazat pe evaluarea riscurilor, pe care sa îl aplice corespunzator conditiilor de munca specifice unitatii;c) sa obtina autorizatia de functionare din punct de vedere al securitatii si sanatatii în munca, înainte de începerea oricarei activitati, conform prevederilor legale;d) sa stabileasca pentru lucratori, prin fisa postului, atributiile si raspunderile ce le revin în domeniul securitatii si sanatatii în munca, corespunzator functiilor exercitate;e) sa elaboreze instructiuni proprii, în spiritul prezentei legi, pentru completarea si/sau aplicarea reglementarilor de securitate si sanatate în munca, tinând seama de particularitatile activitatilor si ale locurilor de munca aflate în esponsabilitatea lor;f) sa asigure si sa controleze cunoasterea si aplicarea, de catre toti lucratorii, a masurilor prevazute în planul de prevenire si de protectie stabilit, precum si a prevederilor legale în domeniul securitatii si sanatatii în munca, prin lucratorii desemnati, prin propria competenta sau prin servicii externe;g) sa ia masuri pentru asigurarea de materiale necesare informarii si instruirii lucratorilor, cum ar fi afise, pliante, filme si diafilme cu privire la securitatea si sanatatea în munca;h) sa asigure informarea fiecarei persoane, anterior angajarii în munca, asupra riscurilor la care aceasta este expusa la locul de . munca, precum si asupra masurilor
1
de prevenire si de protectie necesare;i) sa ia masuri pentru autorizarea exercitarii meseriilor si a profesiilor prevazute de legislatia specifica;j) sa angajeze numai persoane care, în urma examenului medical si, dupa caz, a testarii psihologice a aptitudinilor, corespund sarcinii de munca pe care urmeaza sa o execute si sa asigure controlul medical periodic si, dupa caz, control-psihologic periodic, ulterior angajarii;k) sa tina evidenta zonelor cu risc ridicat si specific prevazute la art. 7 alin. (4) lit. e);functionarea permanenta si corecta a sistemelor si dispozitivelor de protectie, a aparaturii de masura si control, precum si-a instalatiilor de captare, retinere si neutralizare a substantelor nocive degajate în desfasurarea proceselor tehnologice;m) sa prezinte documentele si sa dea relatiile solicitate de inspectorii de munca în timpul controlului sau al efectuarii cercetarii evenimentelor;n) sa asigure realizarea masurilor dispuse de catre inspectorii de munca, cu prilejul vizitelor de control si al cercetarii evenimentelor;o) sa desemneze, la solicitarea inspectorului de munca, lucratorii care sa participe la efectuarea controlului sau la cercetarea evenimentelor;p) sa nu modifice starea de fapt rezultata din producerea unui accident mortal sau colectiv, în afara de cazurile în care mentinerea acestei stari ar genera alte accidente ori ar periclita viata accidentatilor si a altor persoane;q) sa asigure echipamente de munca fara pericol pentru securitatea si sanatatea lucratorilor;r) sa asigure echipamente individuale de protectie;s) sa acorde obligatoriu echipament individual de protectie nou, în cazul degradarii sau al pierderii calitatilor de protectie.Alimentatia de protectie se acorda obligatoriu si gratuit de catre angajatori, persoanelor care lucreaza în conditii de munca ce impun acest lucru, si se stabileste prin contractul colectiv de munca si/sau contractul individual de munca.Materialele igienico-sanitare se acorda, obligatoriu si gratuit, de catre angajatori.Categoriile de materiale igienico-sanitare, precum si locurile de munca ce impun acordarea acestora, se stabilesc prin contractul colectiv de munca si/sau contractul individual de munca.
14. Care sunt sarcinile si obligatiile conducatorului locului de munca ?
Conducatorul locului de munca raspunde de respectarea si aplicarea legislatiei si a normelor de securitate a muncii având urmatoarele sarcini si obligatii:- în toate locurile de munca sa afiseze, în dreptul fiecarei echipament de munca, instructiuni de folosire a acestuia si de securitate a muncii;- sa întocmeasca instructiuni proprii de securitate a muncii specifice locurilor de munca, în functie de caracteristicile echipamentelor existente, precum si de conditiile concrete în care se desfasoara activitatea respectiva; pentru echipamentele de munca noi, se vor elabora instructiuni proprii, iar la locurile de munca se vor afisa tablite avertizoare si afise sugestive;- sa efectueze instruirea la locul de munca si pe cea periodica potrivit normelor si
1
masurilor de protectie specifice locurilor de munca respective;- sa asigure însusirea de catre angajati a cunostintelor si formarea deprinderilor practice profesionale, sa nu admita la lucru nici o persoana care nu a fost instruita sau care nu si-a însusit cunostintele necesare de securitate a muncii;- sa asigure o buna functionare a dispozitivelor de protectie, a echipamentului individual de protectie, raspunzând de aplicarea tuturor masurilor de protectie individuala la locurile de munca;- sa interzica angajatilor parasirea sau schimbarea locului de munca fara aprobarea sa; în timpul pauzelor regulamentare se vor respecta prevederile regulamentului de ordine interioara, privitor la circulatia si stationarea persoanelor în cadrul unitatii;- sa anunte conducerea unitatii în legatura cu orice accident de munca.
Scopul respectării acestor norme este să contribuie la îmbunătăţirea continuă a
condiţiilor de muncă şi la înlăturarea cauzelor care pot produce accidente de muncă şi
îmbolnăviri profesionale, prin aplicarea de procedee tehnice moderne.
1. Utilajele şi maşinile vor fi astfel amplasate încât distanţele minime dintre
gabaritul lor funcţional maxim şi celelalte elemente înconjurătoare să respecte normele
în vigoare.
2. Maşinile de frezat trebuie să fie astfel concepute încât roţile de mână cu
mâner ale avansurilor să nu se rotească în timpul avansului rapid.
3. Înainte de montarea frezei se va verifica ascuţirea acesteia, dacă aceasta
corespunde materialului ce urmează sa să prelucreze, precum şi regimul de lucru
indicat în fişa de operaţii.
4. Montarea şi demontarea frezei se vor face cu mâinile protejate.
5. Dispozitivul de fixare al piesei trebuie să fie de construcţie rigidă, astfel ca la
regimurile rapide de frezare să nu se smulgă piesa.
6. Verificarea cotelor pieselor fixate pe masa maşinii, precum şi a calităţii
suprafeţei prelucrate se va face numai după oprirea maşinii.
7. La maşinile de găurit, înaintea fixării piesei pe masa maşinii se vor curăţa
masa şi canalele ei.
8. Prinderea piesei pe masa maşinii şi desprinderea ei se vor face numai după
ce axul principal s-a oprit complet.
9. Fixarea piesei pe masa maşini se va face în cel puţin două puncte , fie cu
ajutorul unor dispozitive de fixare, fie cu ajutorul menghinei.
1
10. Mandrinele de prindere se vor strânge şi desface numai cu chei adecvate,
care se vor scoate înainte de pornirea maşinii.
11. Burghiul sau alezorul introdus în axul principal sau în mandrina de prindere
trebuie să fie bine centrat şi fixat.
12. Se interzice folosirea burghielor necorespunzătoare sau prost ascuţite.
13. Se interzice folosirea burghielor , alezoarelor sau conurilor cu cozi uzate
care prezintă crestături, urme de ciocan.
14. Se interzice frânarea cu mâna a axului port-mandarină la oprirea maşinii.
15. La prelucrarea materialelor casante , muncitorul va purta ochelari de
protecţie.
16. La maşinile de rectificat trebuie să existe carcase de protecţie pentru
asigurarea protecţiei lucrătorului în cazul spargerii accidentale a corpului abraziv.
17. Pe toate maşinile care utilizează corpuri abrazive se vor marca vizibil şi
durabil: sensul de rotire al corpului abraziv (printr-o săgeată), turaţiile sau vitezele de
lucru ale acestuia.
18. Mesele maşinilor de rectificat plan trebuie să fie prevăzute cu îngrădire
pentru reţinerea pieselor în cazul desprinderii lor.
19. Mesele maşinilor cu platou electromagnetic trebuie să fie prevăzute cu
sisteme de interblocare care:
- să permită cuplarea avansului numai după conectarea platoului
electromagnetic;
- să oprească mişcarea mesei în momentul întreruperii curentului electric de
alimentare.
1
7. Evaluarea controlului
ASIGURAREA CALITATII PRODUSELOR
Calitatea unui produs, in general, insumeaza toate masurile de organizare luate in sensul ca procesul de productie, in toata complexitatea lui sa se desfasoare in conformitate cu prevederile tehnologice stabilite in cadrul unui anumit flux tehnologic prescris. In final calitatea piesei arata daca performantele obtinute au fost executate la nivelul parametrilor proiectati si acceptati de beneficiari. Calitatea piesei turnate exprima gradul de indeplinire al functiilor impuse de destinatia sa, de a satisface cerintele beneficiarului.
Calitatea pieselor depinde de un numar foarte mare de factori, cum sunt: calitatea materialelor de formare,modul lor de preparare, calitatea formarii, precizia dimensionala a garniturilor de model, a formelor metalice sau matritelor, calitatea si intretinerea utilajului de formare,modul de asamblare pentru turnare,modul de elborare a materialului metalic, compozitia si temperatura de prelucrare, conducerea proceselor de incalzire, topire, solidificare sau racire, viteza de umplere a formei – in cazul produselor turnate – sau viteza de executie a altor tipuri de prelucrari, curatirea pieselor sau finisarea lor.
O deficienta la oricare din acesti factori sau la mai multi din ei,duce la aparitia unor piese care nu indeplinesc una sau mai multe din conditiile de livrare.
Desi conventionala, prin notiunea de defect a piesei, se intelege orice abatere de la forma, dimensiuni, masa, aspect exterior, compactitate, structura, compozitie chimica sau proprietati mecanice si fizice prescrise in standardele respective, normative tehnice sau conditii tehnice contractuale.In functie de standardele respective, normative tehnice sau conditiile tehnice contractuale aceeasi discontinuitate a piesei turnate poate fi in unele cazuri admisibila sau remaniabila, iar in alte cazuri poate fi considerata un defect inadmisibil.
Pe baza acestor elemente, discontinuitatile pieselor se pot imparti corespunzator cu fiecare tip de prelucrare, in functie de importanta lor, in trei grupe:
1
8. Rezultatele controlului
- discontinuitati admisibile, fara remanieri;
- discontinuitati admisibile, cu remanieri;
- discontinuitati inadmisibile (defecte)
Grupa intai cuprinde discontinuitatile care nu afecteaza in nici un fel calitatea si functionalitatea piesei. Pentru imbunatatirea aspectului comercial al acestei grupe de discontinuitati ele se inlatura aparent prin acoperirea cu chituri sau vopsele.
Grupa a doua cuprinde acele discontinuitati care influenteaza defavorabil functionalitatea piesei. Aceste discontinuitati se pot inlatura prin remanierea pieselor utilizand diferite procedee (mecanice, metalurgice, chimice sau speciale) in asa fel incat piesele turnate sa corespunda integral conditiilor tehnice prevazute in standarde, documentatii tehnice, norme interne sau caiete de sarcini.
Grupa a treia cuprinde defectele inadmisibile, care conduc, fara exceptie, la rebutarea pieselor.
Clasificarea si terminologia discontinuitatilor pieselor sunt standardizate in standarde specifice modului de prelucrare al produsului. Standardul stabileste clasificarea si terminologia discontinuitatilor pieselor pentru toate tipurile de aliaje feroase si neferoase, indiferent de modul de fabricare al acestora. In general in practica industriala si prin standarde, clasificarile nu se fac numai cu scopul unei sistematizari intr-un ansamblu de notiuni, ci in special pentru a pune la indemana practicienilor un instrument util care sa coordoneze activitatea acestora. Din acest punct de vedere, clasificarea discontinuitatilor pieselor trebuie sa indeplineasca anumite conditii: - sa cuprinda toate defectele caracteristice pieselor in functie de modul de prelucrare al acestora;
- sa permita incadrarea discontinuitatii cu precizie intr-o anumita categorie;
- sa permita identificarea cauzelor care au produs discontinuitatea;
- sa permita evidenta usoara, clara si operativa a defectelor.
In standarde sistemul folosit pentru clasificarea discontinuitatilor se bazeaza pe descrierea fizica a fiecarei discontinuitati. Acest sistem permite identificarea discontinuitatilor fie prin observarea directa a piesei, fie dupa o descriere precisa a discontinuitatii folosind doar criteriile formei, aspectului, localizarii si dimensiunilor acestora. Astfel identificarea se poate face fara a se recurge la numele discontinuitatii sau la cauzele care pot interveni (si care de fapt sunt necunoscute in prealabil).
1. Tratarea neconformităţilor poate include :
1
- remanierea / reprelucrarea- repararea- represtarea- derogarea- rebutarea2. Acţiunile corective/preventive pot include:- reproiectarea proceselor/produselor/serviciilor- formarea echipelor de rezolvare a problemelor calităţii- reinstruirea personalului- motivarea personalului- întreţinerea echipamentelor3. Analiza modurilor de defectare , a efectelor şi criticităţii acestora (AMDEC) - este un amplu proces de lucruîn grup cu participarea reprezentanţilor :- proiectantului- clientului/utilizatorului
• Editor: S.C. Meridian B usiness Grup S.R.L.• Continutul acestui material nu reprezinta in mod obligatoriu pozitia oficiala a
Uniunii Europene sau a Guvernului Romaniei”. Pentru informatii detaliate despre celelalte programe cofinantate de Uniunea Europeana, va invitam sa vizitati http://www.fonduri-ue.ro.