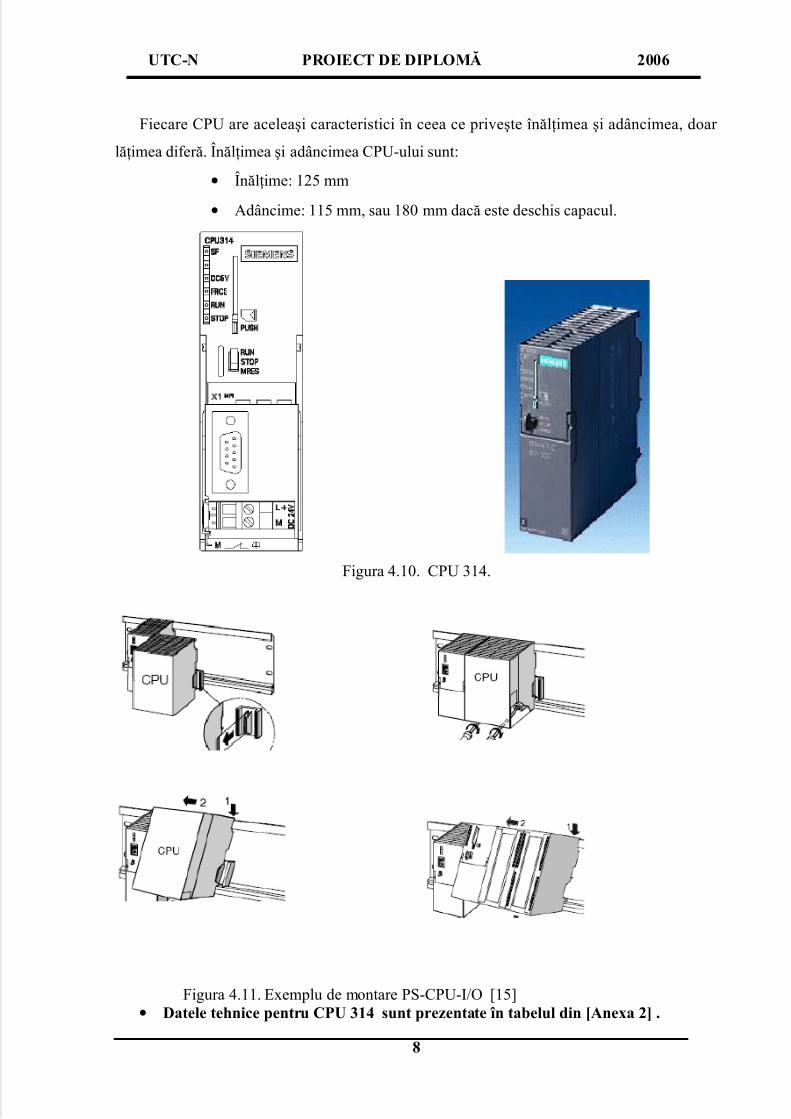
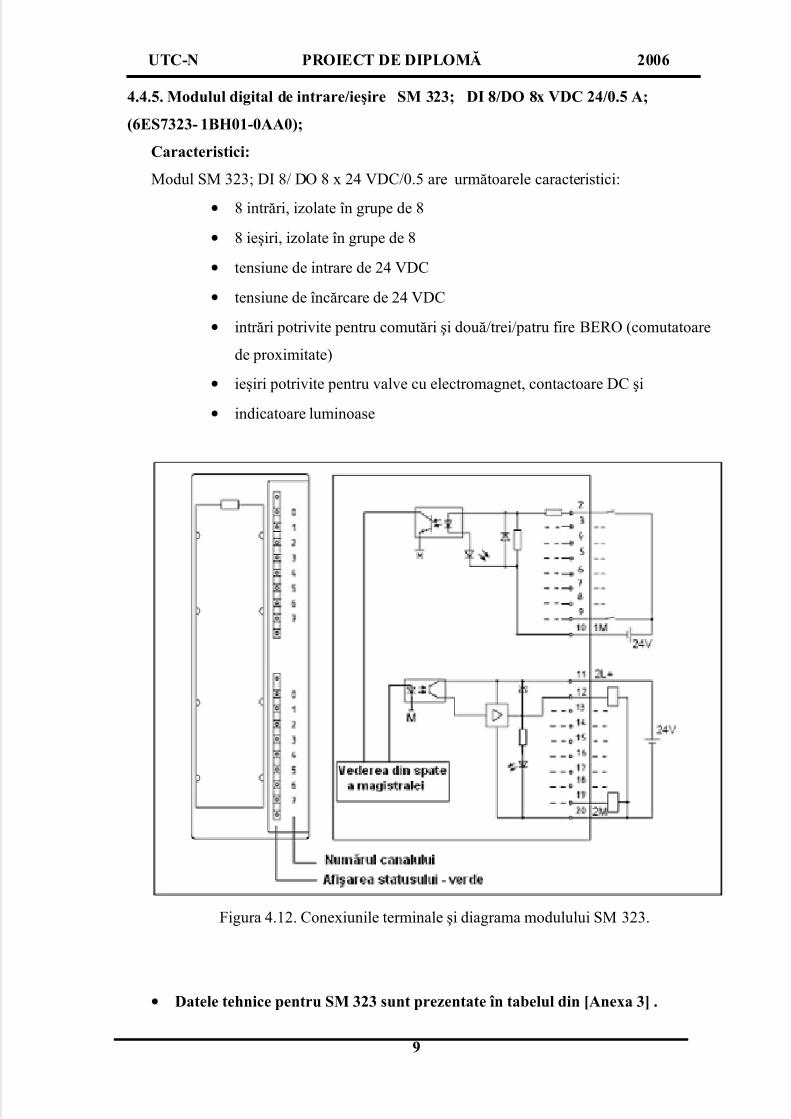
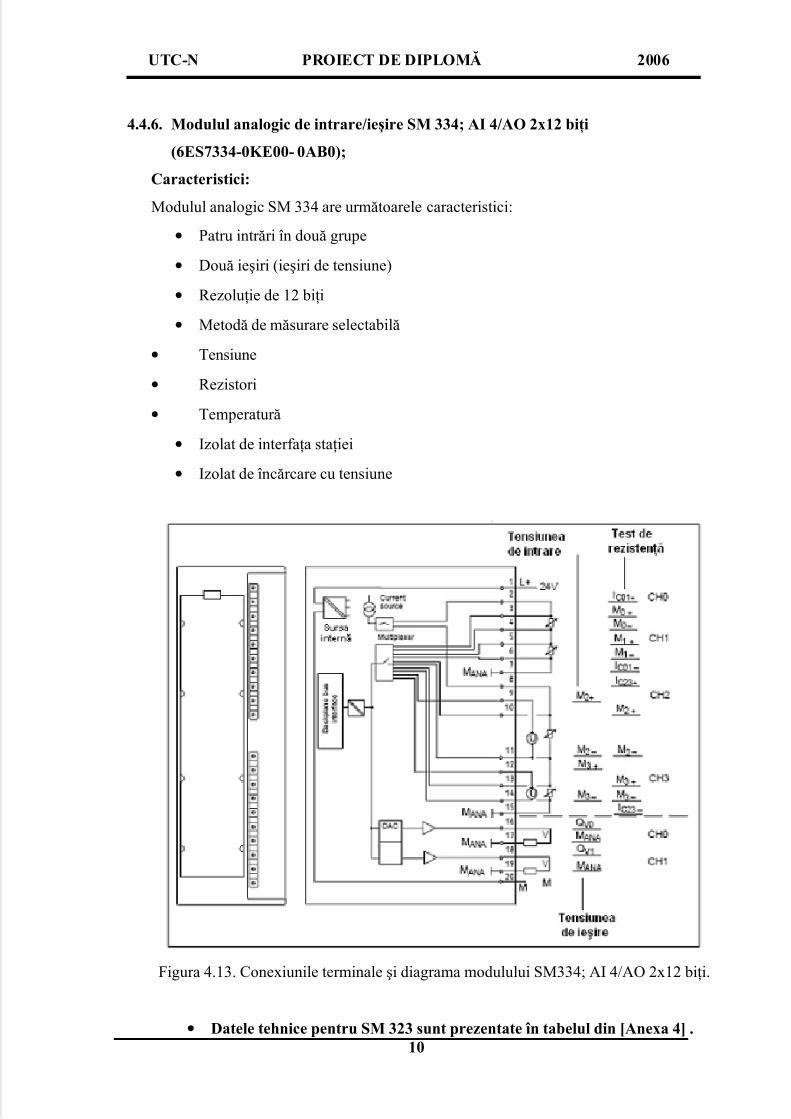
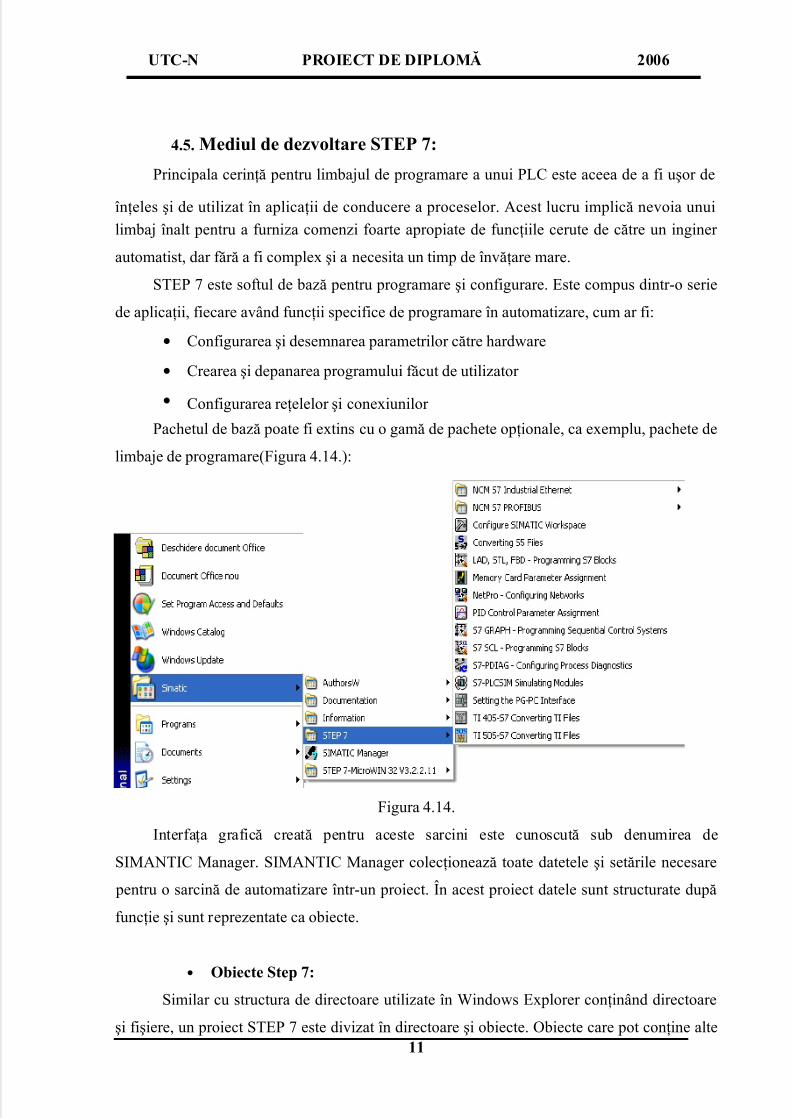
UTC-N PROIECT DE DIPLOMĂ 2006 Cap.4 Tehnologia Siemens S7-300. Mediul de dezvoltare Step7. Configuraţia hardware a structurii de control. 4.1. Tehnologia Siemens S-300. Generalităţi: Siemens a reuşit să îşi aducă aportul la numeroase proiecte de anvergură, având în vedere că SIEMENS este un concern cu un bogat portofoliu de produse şi servicii în următoarele domenii: informaţii şi comunicaţii, tehnica medicala, energie, transporturi, automatizări şi acţionari. Criteriul hotărâtor în proiectare este stabilitatea şi robusteţea sistemului, fără însa a neglija aspecte precum: uşurinţa în operare, monitorizarea şi înregistrarea erorilor, diagnosticarea eventualelor defecte precum şi un service rapid şi facil. De asemenea, un accent important este pus pe documentarea consistenta a aplicaţiei. Proiectarea unui sistem de automatizare implica alegerea pentru început a unei soluţii standard, implementata şi testata cu succes, urmând dezvoltarea şi modificarea ei pentru a satisface cerinţele clientului pentru aplicaţia în cauza. Soluţiile software şi hardware furnizate de SIEMENS asigura urmatoarele: • Achiziţionează şi analizează permanent datele din proces pentru a lua rapid decizii corecte. • Minimizează costurile de producţie optimizând consumurile energetice şi de materie prima. • Asigura uşurinţa în exploatare a echipamentelor de monitorizare şi control prin proiectarea unor interfeţe de operare prietenoase şi flexibile în conformitate cu cerinţele clientului. 4.2. Sistemul de automatizare SIMATIC: Sistemul de automatizare SIMATIC este reprezentat de componente coordonate cu metode unitare de configurarea, înregistrarea şi transmiterea datelor. [11] PLC-urile din familia SIMATIC (S7) reprezintă baza sistemului de automatizare .Cele 3 tipuri aflate pe piaţă sunt:S7-200 un automat de mici dimensiuni folosit în automatizări ale unor procese mai simple (obiecte casnice de exemplu) ,S7-300 este un automat pentru automatizări medii , iar S7-400 reprezintă soluţia pentru automatizări complexe. 1
Cap.4 Tehnologia Siemens S7-300. Mediul de dezvoltare Step7.
Configuraţia hardware a structurii de control.
4.1. Tehnologia Siemens S-300. Generalităţi:
Siemens a reuşit să îşi aducă aportul la numeroase proiecte de anvergură, având în vedere că
SIEMENS este un concern cu un bogat portofoliu de produse şi servicii în următoarele
domenii: informaţii şi comunicaţii, tehnica medicala, energie, transporturi,
automatizări şi acţionari.
Criteriul hotărâtor în proiectare este stabilitatea şi robusteţea sistemului, fără însa a neglija
aspecte precum: uşurinţa în operare, monitorizarea şi înregistrarea erorilor, diagnosticarea
eventualelor defecte precum şi un service rapid şi facil. De asemenea, un accent important
este pus pe documentarea consistenta a aplicaţiei. Proiectarea unui sistem de automatizare
implica alegerea pentru început a unei soluţii standard, implementata şi testata cu succes,
urmând dezvoltarea şi modificarea ei pentru a satisface cerinţele clientului pentru aplicaţia în
cauza.
Soluţiile software şi hardware furnizate de SIEMENS asigura urmatoarele:
• Achiziţionează şi analizează permanent datele din proces pentru a lua rapid
decizii corecte.
• Minimizează costurile de producţie optimizând consumurile energetice şi de
materie prima.
• Asigura uşurinţa în exploatare a echipamentelor de monitorizare şi control prin
proiectarea unor interfeţe de operare prietenoase şi flexibile în conformitate cu
cerinţele clientului.
4.2. Sistemul de automatizare SIMATIC:
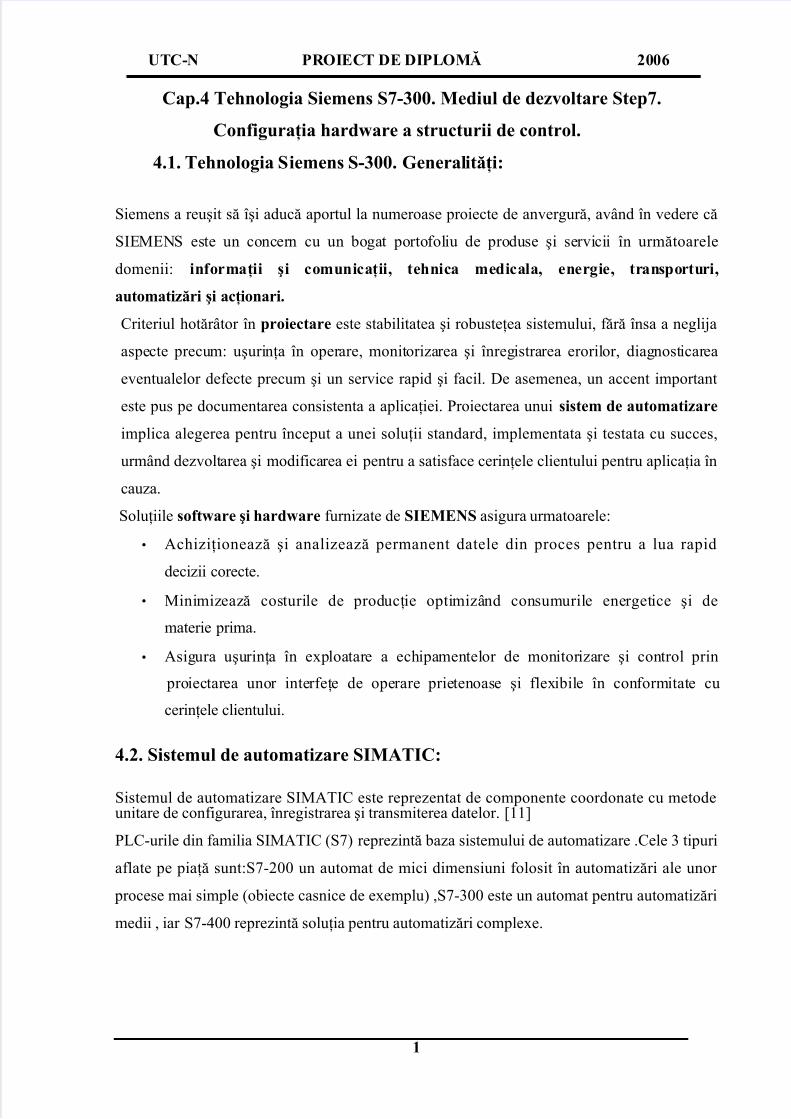
Sistemul de automatizare SIMATIC este reprezentat de componente coordonate cu metodeunitare de configurarea, înregistrarea şi transmiterea datelor. [11]
PLC-urile din familia SIMATIC (S7) reprezintă baza sistemului de automatizare .Cele 3 tipuri
aflate pe piaţă sunt:S7-200 un automat de mici dimensiuni folosit în automatizări ale unor
procese mai simple (obiecte casnice de exemplu) ,S7-300 este un automat pentru automatizări
medii , iar S7-400 reprezintă soluţia pentru automatizări complexe.
Celelalte componente din soluţia SIMATIC pentru automatizări, cum ar fi
(C7,DP,HMI,NET), completează PLC reprezentând o consolă specializată de programare,
module de I/O distribuite – pentru o comandă la distanţă – modul pentru conectare în reţea,
etc.
Limbajul acestui concept de automatizare totală este STEP 7 care este utilizat pentru
configurarea componentelor SIMATIC, pentru a le atribui parametri şi nu în ultimul rând pentru a le programa. Unealta software centrală pentru control este reprezentată de SIMATIC
Manager care păstrează toate datele unui proiect de automatizare într-un director cu o
structură ierarhică şi permite reutilizarea softului de utilizator prin librării.
Principalele activităţi realizate de STEP 7 sunt:
- configurarea hardware-ului – ceea ce reprezintă aranjarea modulelor, atribuirea de adrese,
precum şi setarea proprietăţilor acestora;
- configurarea parametrilor de comunicare precum şi a proprietăţilor acesteia;- scrierea de programe utilizator pentru PLC într-unul dintre cele 3 moduri folosite : Ladder
Diagram (LAD), Function Block Diagram (FBD) sau Statement List(STL), precum şi testarea
online a acestora pe automat. Soluţia SIMATIC pune la dispoziţie şi pachete software
opţionale care pot extinde funcţionarea uneltelor standard din STEP 7.