Proiect Organe de Masini Proiectarea unui cric cu surub, in doua variante constructive, conform fig 2.1 cu urmatoarele caracteristici tehnice: sarcina de ridicare…………. Q=(1000-20000) daN ; cursa cricului……………….l=(100-300) mm; coeficient de ridicare………..c a =(2-3) Pentru intocmirea acestei piese a proiectului se urmeaza indicatiile de principiu din paragrapful 1.2 tema 1. Fazele algoritmului de dimensionare a cricului se expun grupate pe piesele principale: 1. surubul ..S.. 2. piulita ..P.. 3. carcasa ..C.. 4. manivela ..M. 5. bucsele ..B1.. si ..B2.. SURUBUL: a) Alegerea materialului 1.Alegerea materialului: 1
Transcript
Proiect Organe de Masini
Proiectarea unui cric cu surub, in doua variante constructive, conform fig 2.1 cu urmatoarele caracteristici tehnice:
sarcina de ridicare…………. Q=(1000-20000) daN ;
cursa cricului……………….l=(100-300) mm; coeficient de ridicare………..ca=(2-3)
Pentru intocmirea acestei piese a proiectului se urmeaza indicatiile de principiu din paragrapful 1.2 tema 1.
Fazele algoritmului de dimensionare a cricului se expun grupate pe piesele principale:
Surubul se executa din otel; se propune o ordine de preferinta pentru materialul surubului ( si a celorlalte piese ) conform tab.2.1. Deci, calculul surubului se incepe cu materialul OL 50 dar daca este prea mare se alege OL 50 si daca e prea mare se alege OLC 45.
Dimensionarea surubului se face din conditia de rezistenta la flambaj , conform schemei
1
Proiect Organe de Masini
conventionale de calcul din fig 2.2.a si se verifica la efort compus (compresiune + torsiune ).
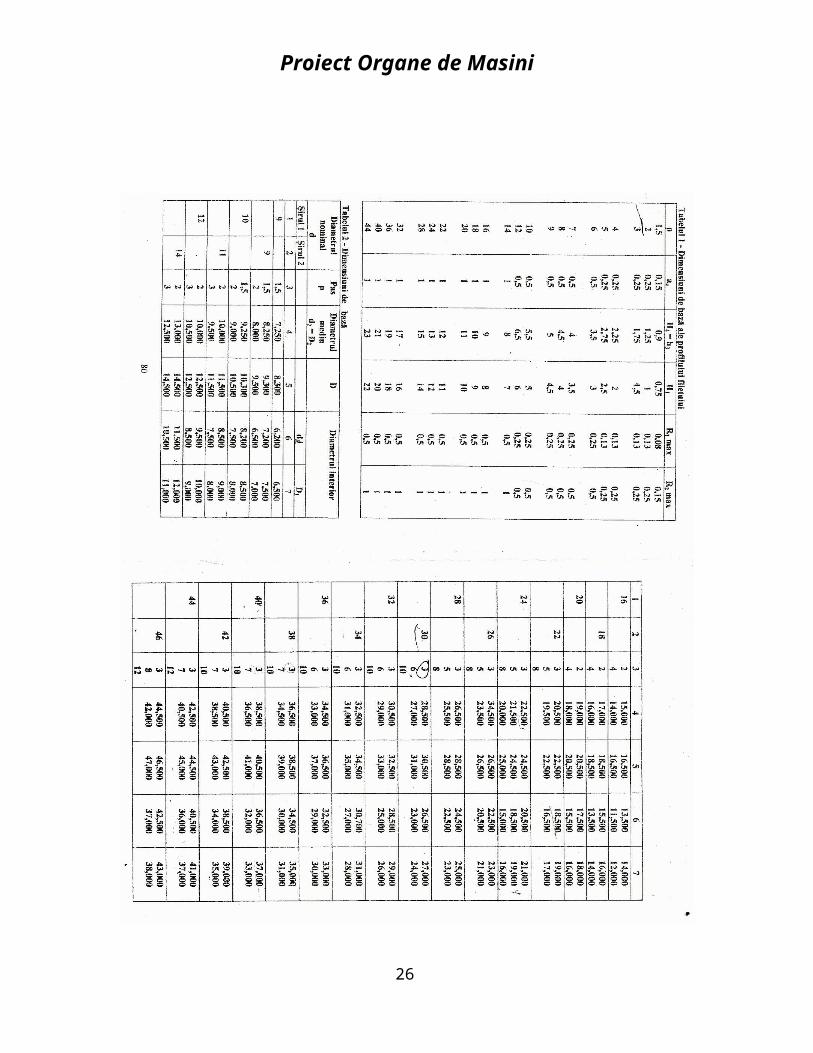
max=0.25dnominal=26,d2=D2=23.500,D=26.500,D1=21.0006.Punand conditia de verificare a coeficientului de sveltete rezulta,pentru diametrul mediu:
d2≥0.083∙l =0.083∙100 » d2≥8.3Daca conditia de mai sus nu este indeplinita se
adopta un filet cu diametrul interior mai mare si se reia algoritmul de la pct.4: daca si pentru ultima marime de filet din tabelul STAS nu este indeplinita conditia de mai sus, inseamna ca inaltimea de ridicare impusa prin Tema proiectului este prea mare.
7.Calculul momentului de torsiune:
(Mt)A=Mf+Mo
Mf=0.5Qd2tg(α+p’) daN/mmΒ=15o, la filet trapezoidal, si 3o la filet fierastrauμ=0.03 coeficientul de frecare S-P
3
Proiect Organe de Masini
p- pasul filetului
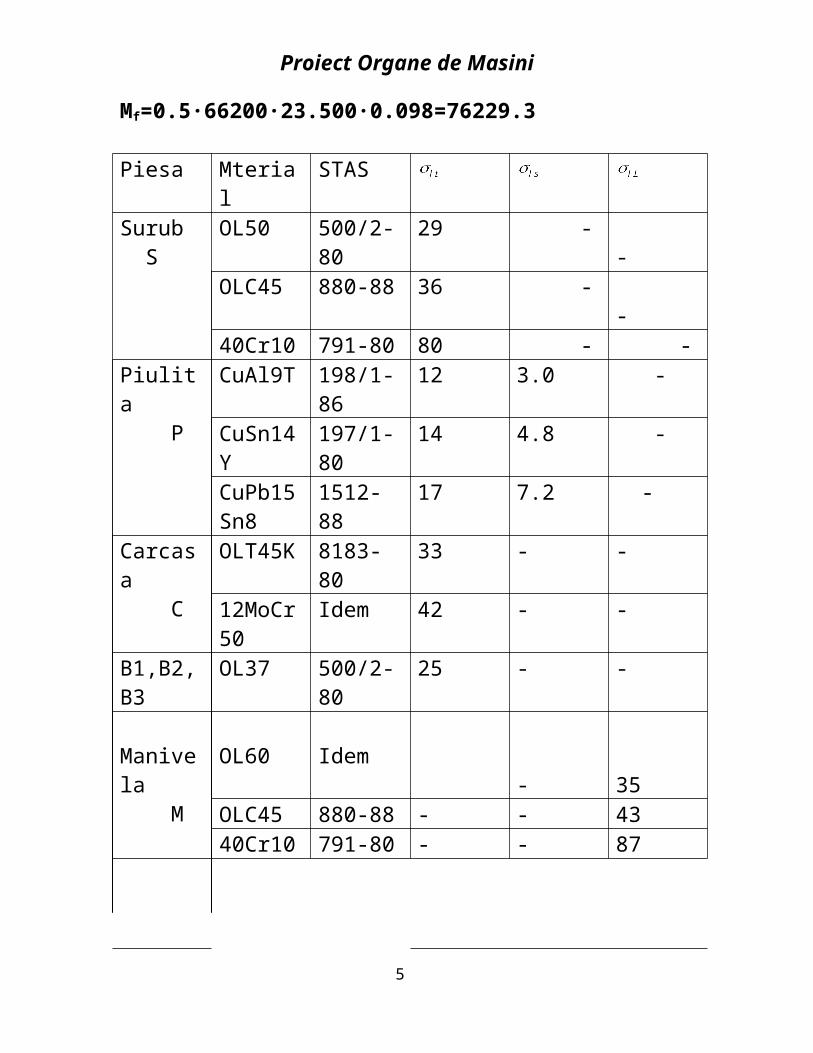
Mf=0.5∙66200∙23.500∙0.098=76229.3
Piesa Mterial STASSurub S
OL50 500/2-80
29 - -
OLC45 880-88 36 - - 40Cr10 791-80 80 - -
Piulita P
CuAl9T 198/1-86
12 3.0 -
CuSn14Y
197/1-80
14 4.8 -
CuPb15Sn8
1512-88
17 7.2 -
Carcasa C
OLT45K 8183-80
33 - -
12MoCr50
Idem 42 - -
B1,B2,B3
OL37 500/2-80
25 - -
Manivela M
OL60 Idem- 35
OLC45 880-88 - - 4340Cr10 791-80 - - 87
4
Proiect Organe de Masini
Mf este momentul de frecare in filet si Mo este momentul de frecare intre surub si bucsa B3, la cricul tip A (fig .2.1).
Pentru calculul momentului Mo se aproximeaza suprafata sferica cu raza Rs cu o suprafata plana cu raza medie Rm si deci:
Mo=QμoRm, [daN/mm] cu Rm=0.3∙d=0.3∙26=7.8 μo=0.06 (coeficient de frecare S-B3)
Daca conditia de mai sus nu este indeplinita se propun mai multe solutii, in urmatoarea ordine de prioritate:
schimbarea filetului si reluarea algoritmului de la punctual 4
filetul trapezoidal fin si (Fo)max=50 [daN] = 500 [N]
5
Proiect Organe de Masini
solutia anterioara plus marirea cotei Lm din 5 in 5 mm , pan ace conditia de mai sus este indeplinita.
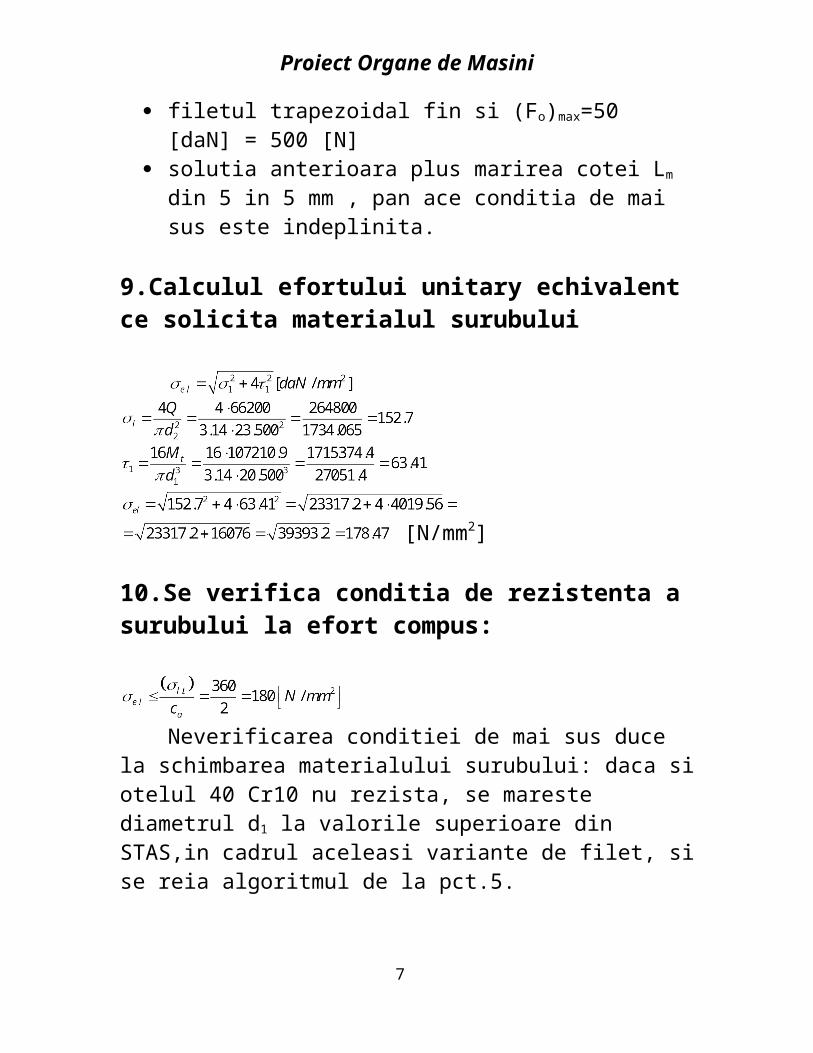
9.Calculul efortului unitary echivalent ce solicita materialul surubului
[N/mm2]
10.Se verifica conditia de rezistenta a surubului la efort compus:
Neverificarea conditiei de mai sus duce la schimbarea materialului surubului: daca si otelul 40 Cr10 nu rezista, se mareste diametrul d1 la valorile superioare din STAS,in cadrul aceleasi variante de filet, si se reia algoritmul de la pct.5.
6
Proiect Organe de Masini
CARCASA:
1.Alegerea materialuluiSe propun materiale trecute in tab.2.1 se incepe
deci su otelul OLC 45K.Dimensionarea carcasei, se face de asemenea
din conditia de rezistenta la flambaj, conform schemei din fig 2.2.a.; momentul de inertie minim trebuie sa fie acelasi ca la surub- calculat la pct.2.Se va face si o verificare le efort compus ( compresiune + torsiune).
2.Calculul diametrului interior minim
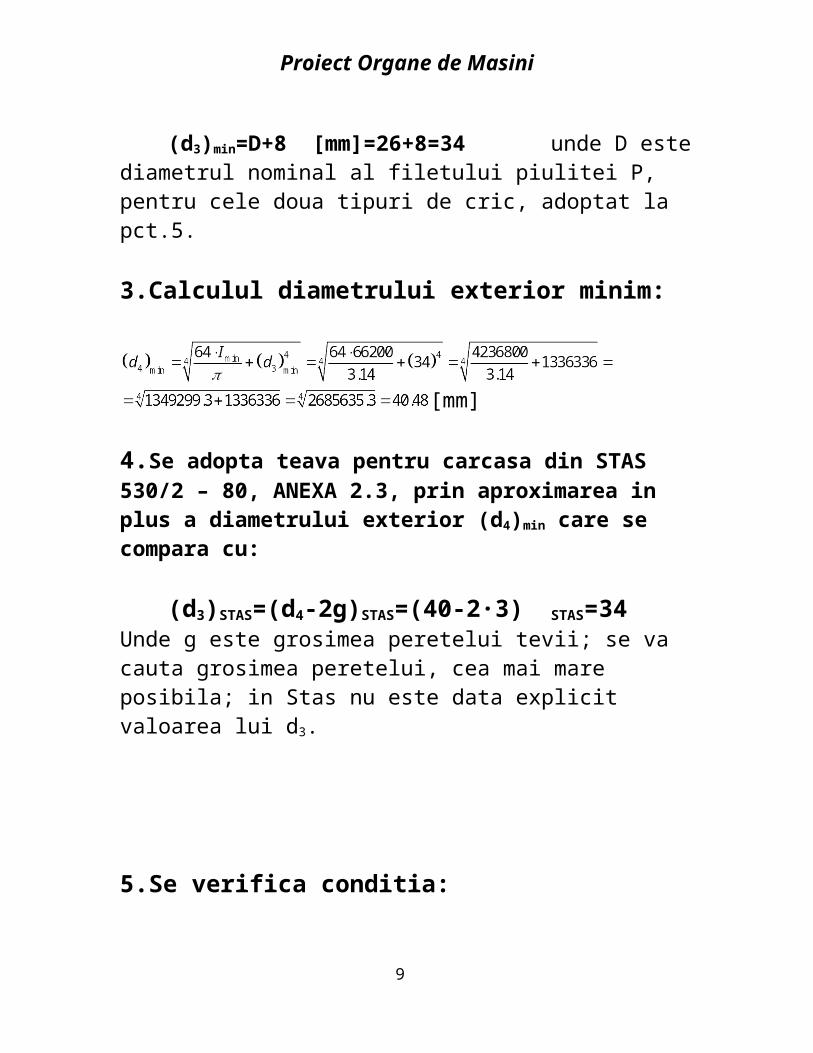
(d3)min=D+8 [mm]=26+8=34 unde D este diametrul nominal al filetului piulitei P, pentru cele doua tipuri de cric, adoptat la pct.5.
3.Calculul diametrului exterior minim:
[mm]
7
Proiect Organe de Masini
4.Se adopta teava pentru carcasa din STAS 530/2 – 80, ANEXA 2.3, prin aproximarea in plus a diametrului exterior (d4)min care se compara cu:
(d3)STAS=(d4-2g)STAS=(40-2∙3) STAS= 34Unde g este grosimea peretelui tevii; se va cauta grosimea peretelui, cea mai mare posibila; in Stas nu este data explicit valoarea lui d3.
5.Se verifica conditia:
ISTAS≥ Imin,
Daca conditia nu se verifica se adopta urmatorul diametru exterior d4 din STAS.
6.Calculul efortului unitary echivalent ce solicita materialul carcasei:
8
Proiect Organe de Masini
7.Severifica conditia de rezistenta a carcasei la efort compus:
[N]
Neverificarea conditiei duce la schimbarea materialului carcasei daca si otelul 12MoCr50 nu rezista, se adopta urmatorul diametru din STAS si se reia algoritmul de la punct.4.
PIULITA:
1.Alegerea materialului:Se propun trei materiale, vezi tab.2.1 se incepe deci cu Cu Al 9T.
2.Se calculeaza inaltimea piulitei din conditia de rezistenta la strivire a spirelor filetului:
=40
9
Proiect Organe de Masini
unde D,D1,p,in mm, sunt cote ale filetului piulitei in daN/mm2 – din tab 2.1 si β – conform rel 7 se rotunjeste h, in plus la un numar intreg in mm.
3.Se verifica conditia :
h≥12 mm h≥1,5∙d h=1,5∙40=60mm h≤100mmDaca conditia 8 nu este indeplinita se ia h=12
mm.Neverificarea conditiilor de mai sus duce la schimbarea materialului piulitei si reluarea algoritmului de la pct.18;daca si materialul CuPbl5Sn* nu indeplineste conditiile ,se adopta acest material, se schimba varianta de filet si se reia algoritmul de la pct.4 ; daca si varianta filet trapezoidal cu pas fin nu verifica conditiile, se adopta CuPbl5Sn8, filet trapezoidal fin,se mareste diametrul d1 al fieltului la valoarea superioara sin dtas si se reia algoritmul de la pct 4.
Se verifica surub-piulita, notat (Ajs I)in fig 2.3.Conform SR ISO 2903 pentru filete trapezoidale si STAS 2234/3 – 75 –pentru filetele ferastrau, aceste filete se executa cu ajustatjul cu joc, ce rezulta prin alegerea clasei de precizie la surub si piulita.Se propune:
pentru filetul trapezoidal :clasa de precizie mijlocie “m” si la surub si
la piulita, notarea pe desen a ajustajului se face indicand numai clasa de precizie a surubului de exemplu : Tr 42 x 3 mm, unde 42 indica in mm, diametrul exterior d al surubului iar 3 pasul;
pentru filetul ferastrau: clasa de precizie kijlocie “m” la surub ; la
10
Proiect Organe de Masini
aceste filete, piulita are o singura clasa de precizie care nu se simbolizeaza : notarea pe desen a ajustajului se fac indicand numai clasa de precizie a surubului , de exemplu : S 30 x 3 m,unde cifrele in mm, sunt d si p.
Rugozitatile Ra ale suprafetelor filetului, corespunzatoare clasei de precizie mijlocie , sunt Ra=3,2 μm.
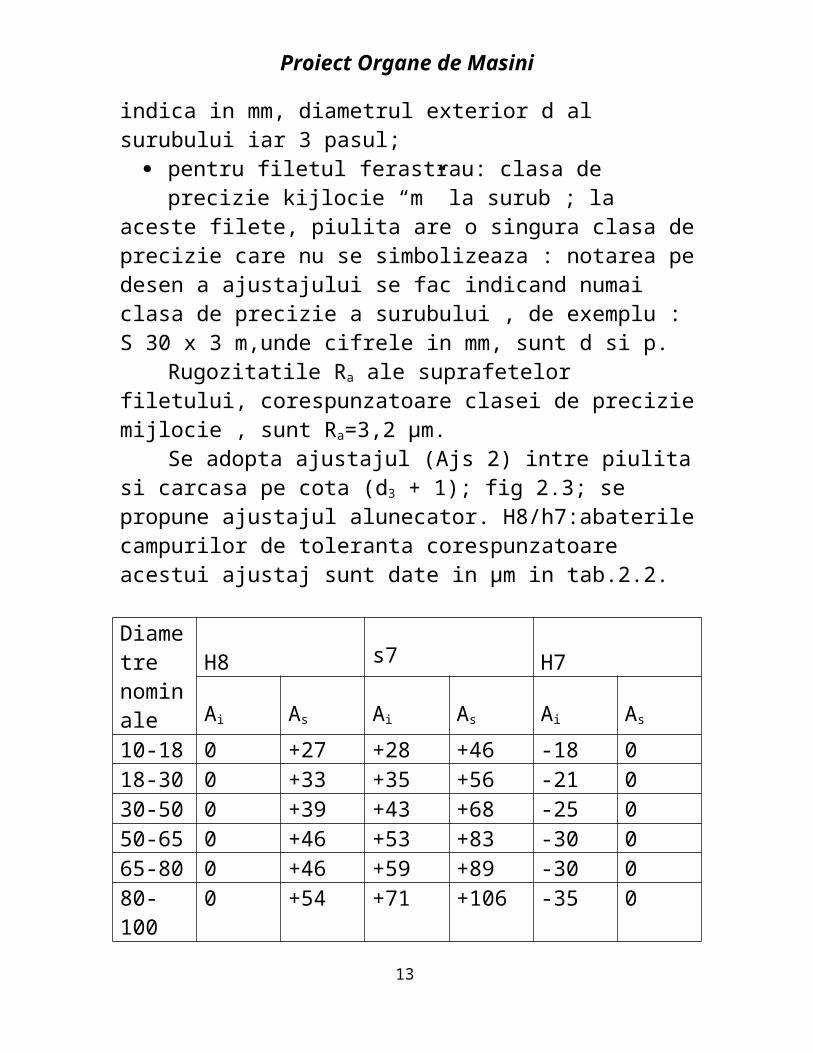
Se adopta ajustajul (Ajs 2) intre piulita si carcasa pe cota (d3 + 1); fig 2.3; se propune ajustajul alunecator. H8/h7:abaterile campurilor de toleranta corespunzatoare acestui ajustaj sunt date in μm in tab.2.2.
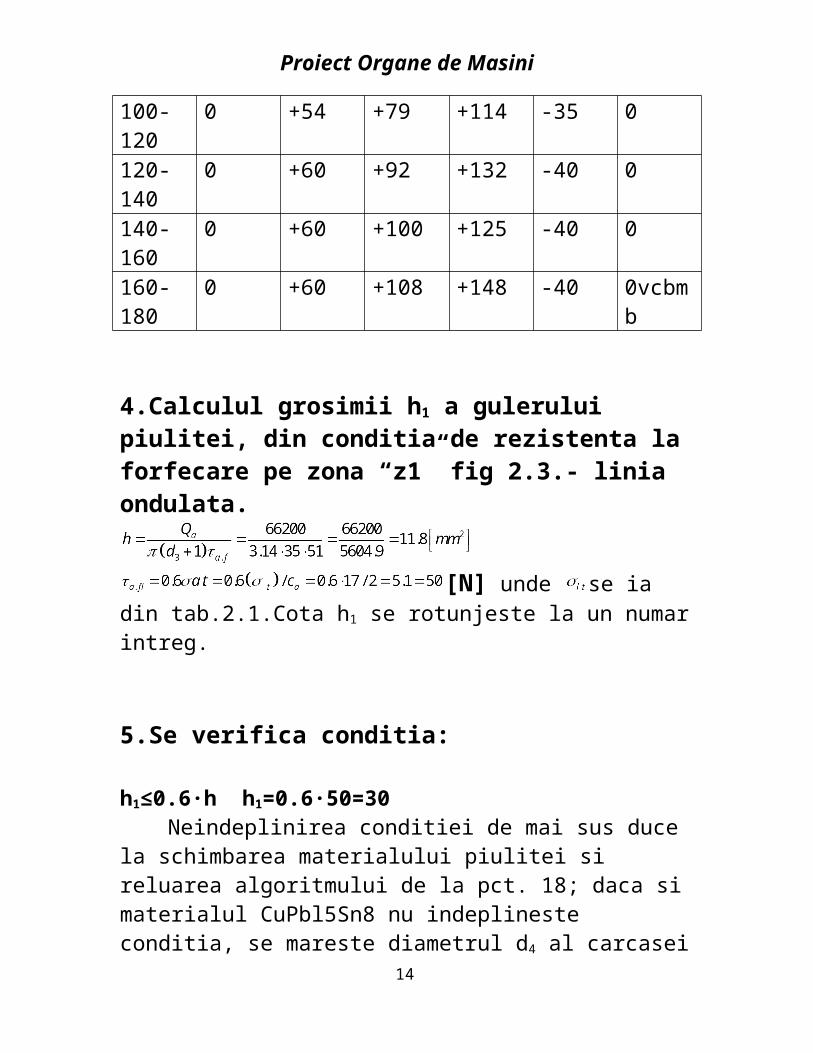
4.Calculul grosimii h1 a gulerului piulitei, din conditia de rezistenta la forfecare pe zona “z1” fig 2.3.- linia ondulata.
[N] unde se ia din tab.2.1.Cota h1 se rotunjeste la un numar intreg.
5.Se verifica conditia:
h1≤0.6∙h h1=0.6∙50=30 Neindeplinirea conditiei de mai sus duce la
schimbarea materialului piulitei si reluarea algoritmului de la pct. 18; daca si materialul CuPbl5Sn8 nu indeplineste conditia, se mareste diametrul d4 al carcasei la valoarea superioara din STAS si se reia algoritmul de la pct.14.
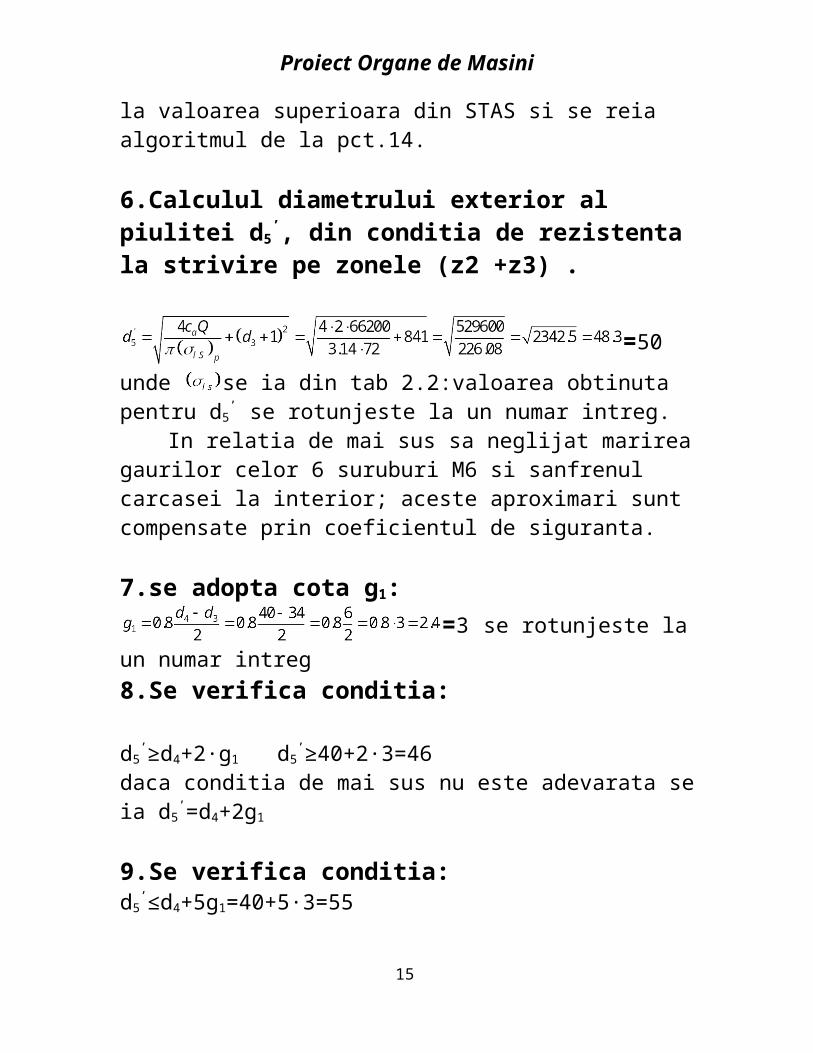
6.Calculul diametrului exterior al piulitei d5
’, din conditia de rezistenta la strivire pe zonele (z2 +z3) .
=50
unde se ia din tab 2.2:valoarea obtinuta pentru d5
’ se rotunjeste la un numar intreg.In relatia de mai sus sa neglijat marirea gaurilor
celor 6 suruburi M6 si sanfrenul carcasei la interior; aceste aproximari sunt compensate prin coeficientul de siguranta.
12
Proiect Organe de Masini
7.se adopta cota g1:=3 se rotunjeste la un
numar intreg8.Se verifica conditia:
d5’≥d4+2∙g1 d5
’≥40+2∙3=46 daca conditia de mai sus nu este adevarata se ia d5
’=d4+2g1
9.Se verifica conditia:d5
’≤d4+5g1=40+5∙3=55 Daca conditia de mai sus nu este indeplinita se
schimba materialul piulitei si se reia algoritmul de la pct. 17; daca si CuPb15Sn8 nu indeplineste aceasta conditie se mareste grosimea carcasei, adica diametrul d4 si se reia algoritmul de la pct 14.
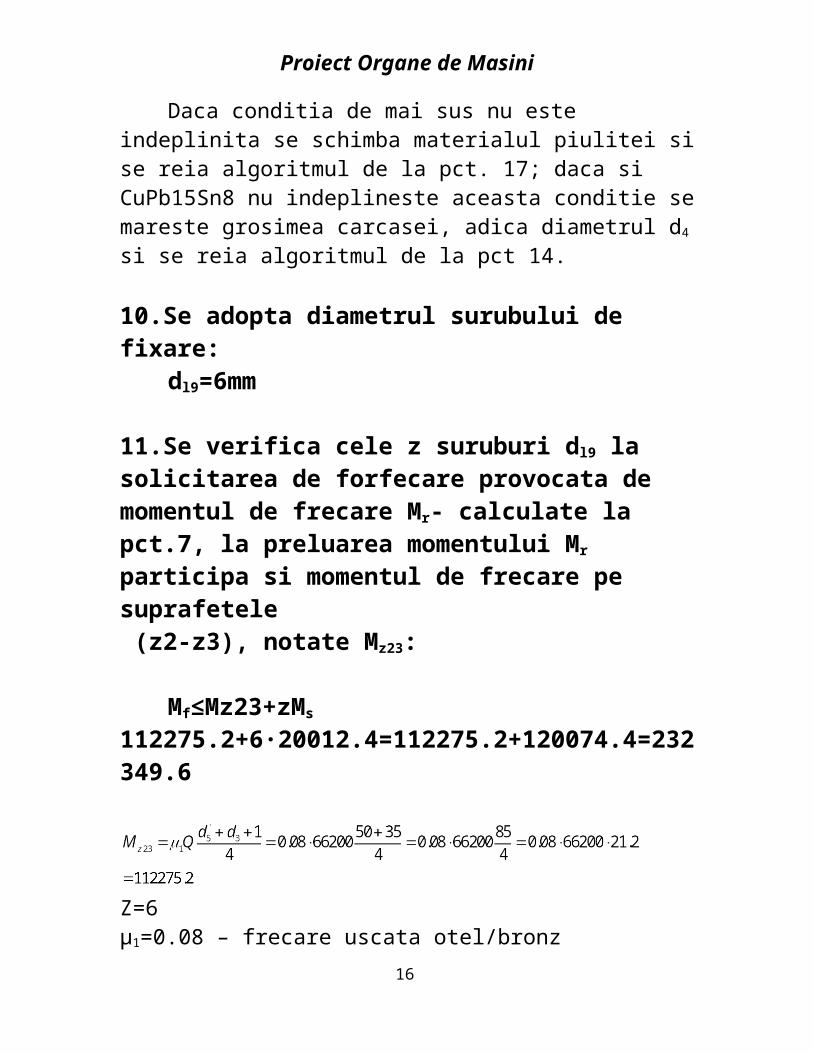
10.Se adopta diametrul surubului de fixare:
dl9=6mm
11.Se verifica cele z suruburi dl9 la solicitarea de forfecare provocata de momentul de frecare Mr- calculate la pct.7, la preluarea momentului Mr participa si momentul de frecare pe suprafetele (z2-z3), notate Mz23:
Mf≤Mz23+zMs
13
Proiect Organe de Masini
112275.2+6∙20012.4=112275.2+120074.4=232349.6
Z=6μ1=0.08 – frecare uscata otel/bronz
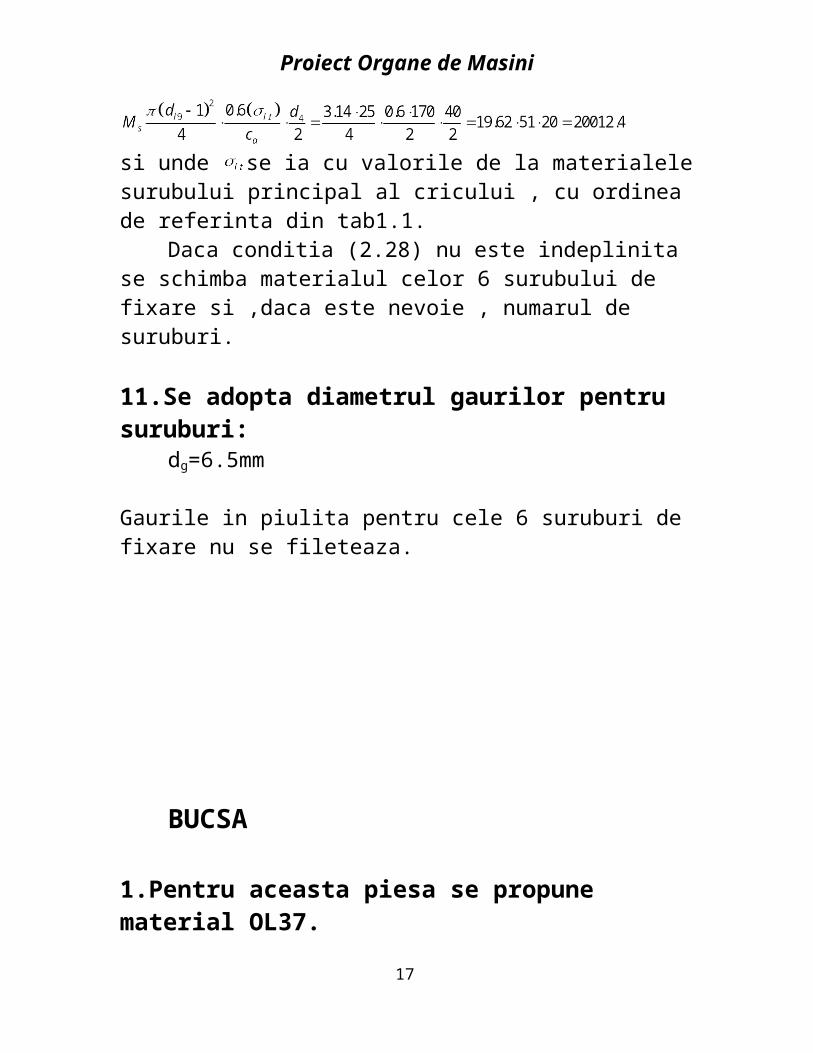
si unde se ia cu valorile de la materialele surubului principal al cricului , cu ordinea de referinta din tab1.1.
Daca conditia (2.28) nu este indeplinita se schimba materialul celor 6 surubului de fixare si ,daca este nevoie , numarul de suruburi.
11.Se adopta diametrul gaurilor pentru suruburi:
dg=6.5mm
Gaurile in piulita pentru cele 6 suruburi de fixare nu se fileteaza.
BUCSA
14
Proiect Organe de Masini
1.Pentru aceasta piesa se propune material OL37.2.Se adopta ajustajul intre bucsa B1 si carcasa C, pe cota nominala d4 notat (Ajs) in fig 2.3.Se propune alunecator H8/h7, cu abaterile din tab 2.2.3.Se adopta inaltimea bucsei h2:
h2=0.6h [mm] si se rotunjeste la un numarintreg. h2=14.Se adopta adancimea gaurii filetele:
hf=0.5h2
5.Verificarea imbinarii sudate intre bucsa B1 si carcasa C.
Solicitarea exterioara pe imbinarea sudata este forta de forfecare ce rezulta din presiunea normal ape suprafata “z3”.
Daca nu este indeplinita conditia de mai sus se mareste g1 din 1 in 1 mm, reluand algoritmul de la pct de mai sus.
Notarea pe desen a cordonului sudat se face ca in fig 2.3 cota a reprezinta grosimea cordonului a=0.7 g1 si se rotunjeste la un numar intreg in cm, iar E inseamna “electric”.
15
Proiect Organe de Masini
MANIVELA
1.Alegerea materialuluiSe propun trei materiale , vezi tab2.1; se incepe
calculul pentru OL60.La pct.7 al algoritmului s-a precizat lungimea Lm a manivelei.
2.Diametrul dm se calculeaza din conditia de rezistenta la incovoiere, considerand manivela ca o grinda incastrata in surub.
se ia din tab 2.1Si Mext – cu valoarea de la pct 8: rezultatul se rotunjeste la un numar intreg.
3.Se verifica conditia:dm≥6mm
Daca nu se indeplineste conditia de mai sus se adopta : dm≤0.75d
Daca nu este indeplinita conditia de mai sus se schimba materialul manivelei si se reia algoritmul de la pct 39 daca si otelul 40Cr10 nu verifica conditia, manivela se va executa din acest otel si se mareste diametrul dm din 1 in 1 mm pan ace conditia de mai
16
Proiect Organe de Masini
sus este indeplinita ;in acest caz cota d6 vezi fig 2.1 se va mari corespunzator.
In urma operatiilor effectuate pana aici s-au precizat definitive variantele de filet, ajustajele P-S,P-C,C-B1, sirul cotelor filetelor, dimensiunile diametrale ale carcasei d3 si d4, cotele piulitei h,h1, d5
’, cotele bucsei B1, h2 si g1, cotele manivelei: Lm si dm.
BUCSA B2-varianta B
Aceasta piesa se executa din OL37.Gaurile d8 – fig 2.1 – nu au rol functional; prin
ele se monteaza si demonteaza stiftul d10 care are rol de limitator de cursa.
Bucsa se sudeaza la carcasa cu 2 cordoane de grosime minima (2mm) care nu se verifica la rezistenta.
Ajustajul intre carcasa si bucsa B2.este alunecator H8/h7 si se trece toleranta numai pe desenul de executie al bucsei B2, corespunzator campului H8.
Dimensiunile bucsei se determina la pct 5.
17
Proiect Organe de Masini
Limitator de cursa –varianta A
Ca limitator de cursa la cricul de tip A se utilizeaza o saiba d12 x a7; fig 2.1 din OL37.
1.Calculul diametrului d12
d12=0.5(d3+d) [mm]=0.5(34+26)=0.5∙6=30Rezultatul se rotunjeste , prin aproximare in plus , la un numar intreg.
Constructiv, saiba limitator de cursa este de doua tipuri: pentru diameter mici de surub, sub 22 mm + conform fig2.5a, fixate cu un surub M6 x 1,5 – STAS 4272-89, asigurat la desurubare cu o saiba Grower STAS 7666/2-94, ca in fig 2.6, iar pentru d mai mare ca 22mm, limitatorul de cursa are forma ca in fig 2.5 b, iar fixarea se face cu surub STAS 4272-89, asigurat la desurubarea cu o saiba de siguranta tip A – STAS 2241- 56 si un stift cilindric C4 x 10- STAS 1599 – 68, ca in fig 2.1 si anexa 2.5.
2.Se adopta celelalte dimesiuni constructive si de montaj ale limitatorului de cursa; astlef :
pentru d≤ 22 mm:d12=6, a5=4,a6=1.6,a7=2.5,a8=0,d18=0;
pentru d>22 mm;d18=4;iar d13,a5,a6,a7,a8, si t se iau din ANEXA 2.5 in functie de marimea d12 calculata anterior; t indica diametrul saibei de siguranta (diametrul gaurii prin care intra surubul); de exemplu la surubul M8 se monteaza A8,4, deci t=8,4
18
Proiect Organe de Masini
PIESE AUXILIARE
Celelalte dimensiuni ale cricului se adopta constructive; pentru orientare pot fi folosite relatiile din tab 2.3 – pt cricul de tip A.
Surubul d16 – la cricul de tip A se adopta conform fig 2.7 cu valorile corespunzatoare extrase din STAS, in functie de marimea diametrului d16 determinat la punctual anterior.
Lungimea l16, fig 2.7 se determina cu relatia ce rezulta din fig 2.1;L16=0.5(d10-d7)+m16+j+3 [mm]= 0.5(60-52)+5+3.5+3=0.5∙8+11.5=15.5Unde m16
este inaltimea piulitei de asigurare a surubului , piulita hexagonala STAS 4071-89;
m16=4 pt surub M5m16=5 pt surub M6
Surubul d19 – cricul tip A si d1l – cricul tip B se adopta conform fig 2.8 in functie de diametrul determinat la pct urmator.
Stiftul conic d10 – cricul tip B, care roil de limitator de cursa al surubului , se adopta conform fig 2.9, cu diametrul determinat la pct 52 lungimea lm se ia:
L10=d+6=26+6=34La executia u nui arbore fig 1, dimensiunea efectiva se realizeaza prin micsorarea diametrului semifabricatului , si intrarea in camp de toleranta se face de la abaterea superioara As catre abaterea inferioara Ai(sageata “u”).
Posibilitatea ca sa se atinga abaterea minima este foarte mica ; muncitorul nu risca executia arborelui la dimensiunea minima de teama rebutarii
19
Proiect Organe de Masini
piesei .Statistic sa constatat ca dimensiunea efectiva a arborelui este cuprinsa , cu probalitatea de 95% in partea superioara a campului de toleranta intr-o zona egala cu 2/3 din marimea campului de toleranta.
Daca in calculul imbinarii arborelui cu contrapiesa respective se accepta probabilitatea de mai sus , se modifica abaterea inferioara in sensul sagetii”m”;
Ai’=Ai+0.33(As-Ai)=12+0.33∙20=18.66
Aceasta modificare se numeste in continuare “micsorarea de toleranta cu 1/3 spre partea buna.La uzinarea unei carcase se pune aceeasi problema:intrarea in campul de toleranta a dimensiunii efective se face insa de la abaterea superiaoar fig 2.
Deci pentru carcase, reducerea campului de toleranta cu 1/3 spre partea buna, din considerente ergonomice, inseamna modificarea abaterii superioare:
A’s=As-0.33(As-Ai)=20-
1.33∙2=17.34Scriind pentru un ajustaj cu joc. Fig 3, jocul
minim Jmin, jocul maxim Jmax si pentru un ajustaj cu strangere fig 4, strangerea minima Smin, strangerea maxima Smax, cu abaterile Ai
’ si As’ date mai sus,
rezulta.Se observa ca micsorarea campului de toleranta cu 1/3 spre partea buna modifica, la ajustajele cu joc, numai jocul maxim , iar la ajustajele cu strangere, numai strangerea maxima.