PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică Faza 3: Caracterizarea straturilor depuse. Identificarea aplicațiilor industriale. Diseminarea rezultatelor cercetării. Rezumatul fazei: Lucrarea elaborată “Caracterizarea straturilor depuse. Identificarea aplicațiilor industriale. Diseminarea rezultatelor cercetării.” reprezintă a treia fază a proiectului PN 09‐160111/2015 cu titlul “ Cercetări exploratorii de acoperiri materiale folosind procedeul de pulverizare termică HVOF. Program experimental de realizare tehnologii de pulverizare pentru materialele supuse cercetării”. În primul Capitol, intitulat „Caracterizarea suprafețelor şi a dinamicii gazelor la un sistem HVOF” în partea introductivă, se prezintă informații referitoare la accentul pe realizarea de produse şi servicii de calitate superioară cu productivitate mare şi costuri minime de fabricație în toate sectoarele industriei din prezent, datorită cererilor de producție care sunt în continuă creştere. Cerințele extrem de exigente şi condițiile de exploatare agresive la unele aplicații pot conduce la pierderea prematură a funcționării unei componente sau a unui sistem. În cazul diferitelor tipuri de componente care funcționează în medii extreme şi prezintă o durată de viață care este considerată a fi inacceptabilă, fie întreaga componentă trebuie să se realizeze dintr‐ un material mai rezistent la uzură, fie zona unde uzura apare trebuie să fie protejată. Din motive de cost, decizia uzuală care se acceptă este cea din urmă. Această opțiune conduce la utilizarea acoperirilor de suprafață. În funcție de aplicație, componentele pot fi acoperite în totalitate sau doar în zona predispusă la uzare. Dintre toate tehnicile avansate de acoperire, procesul de pulverizare termică HVOF este unul dintre cele mai de succes procedee care prezintă o versatilitate mare datorită gamei foarte largi de materiale ce pot fi utilizate ca acoperire cât şi substraturilor care pot fi prelucrate ce aparțin multor tipuri de aplicații din domenii variate şi diferite între ele. Capitolul 1 continuă cu noțiuni referitoare la proprietățile de suprafață ale materialelor inginereşti. Ingineria suprafețelor din prezent cuprinde proiectarea, evaluarea și comportamentul în funcțiune a totalității unui sistem inclusiv substratul de la interfață până la stratul de acoperire. Este o ramură a ştiinței care se ocupă cu metodele de realizare a cerințelor de suprafață dorite şi evaluarea comportamentului suprafețelor în exploatare pentru componente mecanice. Comportamentul unui material este dependent în mare măsură de suprafața materialului, forma suprafeței de contact, mediul și condițiile de funcționare. Proprietățile de suprafață ale componentelor utilizate într‐un mediu de lucru special, trebuie să fie proiectate în conformitate cu acel mediu de lucru. Diferite proprietăți de suprafață, care sunt relevante pentru comportamentul componentelor inginereşti sunt prezentate schematic în figura 1.
Transcript
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
Lucrarea elaborată “Caracterizarea straturilor depuse. Identificarea aplicațiilor industriale. Diseminarea rezultatelor cercetării.” reprezintă a treia fază a proiectului PN 09‐160111/2015 cu titlul “ Cercetări exploratorii de acoperiri materiale folosind procedeul de pulverizare termică HVOF. Program experimental de realizare tehnologii de pulverizare pentru materialele supuse cercetării”.
În primul Capitol, intitulat „Caracterizarea suprafețelor şi a dinamicii gazelor la un sistem HVOF” în partea introductivă, se prezintă informații referitoare la accentul pe realizarea de produse şi servicii de calitate superioară cu productivitate mare şi costuri minime de fabricație în toate sectoarele industriei din prezent, datorită cererilor de producție care sunt în continuă creştere. Cerințele extrem de exigente şi condițiile de exploatare agresive la unele aplicații pot conduce la pierderea prematură a funcționării unei componente sau a unui sistem. În cazul diferitelor tipuri de componente care funcționează în medii extreme şi prezintă o durată de viață care este considerată a fi inacceptabilă, fie întreaga componentă trebuie să se realizeze dintr‐un material mai rezistent la uzură, fie zona unde uzura apare trebuie să fie protejată. Din motive de cost, decizia uzuală care se acceptă este cea din urmă. Această opțiune conduce la utilizarea acoperirilor de suprafață. În funcție de aplicație, componentele pot fi acoperite în totalitate sau doar în zona predispusă la uzare. Dintre toate tehnicile avansate de acoperire, procesul de pulverizare termică HVOF este unul dintre cele mai de succes procedee care prezintă o versatilitate mare datorită gamei foarte largi de materiale ce pot fi utilizate ca acoperire cât şi substraturilor care pot fi prelucrate ce aparțin multor tipuri de aplicații din domenii variate şi diferite între ele.
Capitolul 1 continuă cu noțiuni referitoare la proprietățile de suprafață ale materialelor inginereşti. Ingineria suprafețelor din prezent cuprinde proiectarea, evaluarea și comportamentul în funcțiune a totalității unui sistem inclusiv substratul de la interfață până la stratul de acoperire. Este o ramură a ştiinței care se ocupă cu metodele de realizare a cerințelor de suprafață dorite şi evaluarea comportamentului suprafețelor în exploatare pentru componente mecanice. Comportamentul unui material este dependent în mare măsură de suprafața materialului, forma suprafeței de contact, mediul și condițiile de funcționare. Proprietățile de suprafață ale componentelor utilizate într‐un mediu de lucru special, trebuie să fie proiectate în conformitate cu acel mediu de lucru. Diferite proprietăți de suprafață, care sunt relevante pentru comportamentul componentelor inginereşti sunt prezentate schematic în figura 1.
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
Fig.1. Diferite proprietăți de suprafață Proprietățile de suprafață ale materialelor unei componente se pot schimba vizibil ca urmare a mediului în care funcționează. Suprafața exterioară a materialului de bază se cunoaşte că este constituită din mai multe zone având diferite caracteristici fizice şi chimice specifice pentru acel material. Structura unei suprafețe metalice este prezentată schematic în figura 2.
Fig. 2. Reprezentare schematică a unei suprafețe metalice
Deasupra stratului ecruisat mecanic există o regiune de material amorf sau microcristalin numit stratul Beilby care rezultă din topirea şi fluajul suprafeței în timpul ecruisării. Deasupra acestuia este un strat de oxid, formarea acestui strat se face în funcție de mediu şi mecanismul de oxidare a
Suprafaţă
Natură
FormăInteracţiunea cu
mediul
Altele
Culoare
Grad de curăţire
Contaminare
Ecruisare mecanică
Rugozitate
Ondulaţie
Reconstrucţie Segregare Adsorbţie fizică Adsorbţie chimică Formare de compuşi Coroziune
Energia de suprafaţă Energia de coeziune Imperfecţiuni Dislocări Limitele grăunţilor Conductivitate Duritate
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
suprafeței. La extremitatea superioară este un strat de adsorbat care este, în general, un strat de vapori de apă sau hidrocarburi din mediul din împrejurimi care se poate condensa şi devine aderent fizic la suprafață. În continuarea capitolului 1 se face o analiză asupra combustiei şi dinamicii gazelor la un sistem HVOF. Instalația de pulverizare din dotarea institutului, utilizată în cadrul programelor experimentale de pulverizare HVOF, împreună cu componentele conexe şi sistemele auxiliare cât şi parametrii de funcționare a acesteia, a fost prezentată în detaliu în cadrul fazelor anterioare ale proiectului. Se fac referiri şi la Combustia şi dinamica gazelor la un sistem HVOF. Procesul HVOF se bazează pe utilizarea unei combinații de energie termică şi cinetică pentru topirea şi accelerarea particulelor de pulbere, pentru a depune acoperirile dorite. Hidrocarburile (propan, propilenă, acetilena) sau hidrogenul pur sunt utilizate în principal, ca gaze combustibile, iar temperatura gazului depinde de alegerea de gaz combustibil şi raportul dintre debitele de gaz ale oxigenului şi combustibilului. Raportul stoichiometric dintre carburant şi oxigen este 4.5 la 1. Energia eliberată prin reacția chimică a gazelor de ardere este folosită pentru încălzirea și accelerarea atât a gazelor emergente cât şi a pulberii utilizate la pulverizare. Viteza gazului rezultat este o funcție de variabile cum ar fi compoziția gazelor, presiune, temperatură, densitate și zona prin care gazul circulă. Cu toate acestea, viteza maximă care se poate obține de către gaz funcție de suprafața minimă în secțiune transversală este proporțională cue viteza locală a sunetului Viteza locală a unui gaz perfect este definită ca:
√ Unde, C = viteza sunetului K = raportul specific căldurii degajate de către amestecul oxygen – carburant R = constanta gazului T = temperature locală Numărul Mach este definit ca fiind raportul dintre viteza locală a gazului (V) şi viteză sonică locală:
Regimurile de curgere de bază sunt definite în raport cu numărul Mach ca: Regim subsonic M < 1 Regim sonic M = 1 Regim supersonic M > 1 Regim hipersonic M > 5 Condiția în care viteza de gaz este egală cu viteza sonică, unde M = 1 se numește "starea critică". Cu starea critică se asociază condițiile critice de stare de gaz, valoarea critică a debitului masic și zona critică. Când viteza gazului locală este egală cu viteza sonică prin duză se poate evacua o rata maximă a debitului masic, m. Valoarea critică a debitului masic poate fi definită ca:
Unde, ρ = densitatea critică V = viteza critică a gazului A = zona critică
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
Când se ajunge la situația critică, debitul este considerat ca fiind suprasaturat.. Din ecuația de mai sus se poate observa că prin creșterea presiunii gazelor creşte masa critică de debit, în timp ce prin creșterea temperaturii critice scade debitul masic. Din măsurătorile făcute asupra vitezei particulelor de pulbere de diferite mărimi și diferite materiale (figura 3) se arată că vitezele cu cele mai mari valori se regăsesc la axa centrală şi acestea descresc radial spre exterior. Această scădere este determinată de interacțiunea forțelor care acționează între jetul de flacără și aerul ambiant.
Fig. 3. Distribuția vitezelor particulelor reprezentată schematic în plan
Alegerea corectă a combustibilului gazos este reglementată în principal de aspectele economie, de materialul de acoperire în sine și de proprietățile acoperirii dorite. Propanul este gazul utilizat în principal ca un gaz combustibil. Capitolul 2 “Caracterizarea straturilor depuse” conține informații referitoare la caracteristicile straturilor depuse prin HVOF. Stratul depus prin pulverizare termică în aer liber este un amestec eterogen de material pulverizat, incluziuni de oxid și un anumit grad de porozitate. În timpul deplasării fizice de la pistolul de pulverizat către substrat, particulele interacționează chimic și fizic cu mediul înconjurător. Acoperirile realizate prin pulverizare termică sunt constituite din particule lenticulare ale căror limite sunt în general paralele cu suprafața substratului. La solidificare, în interiorul fiecărei particule se formează cristale cu grăunți echiaxiali fini. Pistolul de pulverizare se deplasează peste substrat și primul strat format este constituit de obicei dintr‐un număr de 5 până la 15 particule lenticulare, în funcție de parametrii de proces (debitul de pulbere, distanța de pulverizare, diametrul particulelor și viteza liniară de deplasare a pistoletului). Materialele dure (WC‐Co, Cr3C2‐NiCr) reprezintă aproximativ 70% din materialele actuale de acoperire utilizate la procedeul HVOF şi ocupă o poziție importantă în industria acoperirilor. Materialele dure pulverizate prin HVOF prezintă o densitate superioară (de obicei> 97%), distribuție omogenă a fazelor și o tendință scăzută de formare de faze fragile nedorite de carbură comparativ cu alte rezultate obținute prin utilizarea de procedee diferite de pulverizare termică Grosimea straturuilor depuse pentru materialele dure este în general în intervalul de la 0.1 la 0.2 mm. Grosimea de strat mai mare de 0,3 mm este posibilă dar din cauza tensiunilor reziduale
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
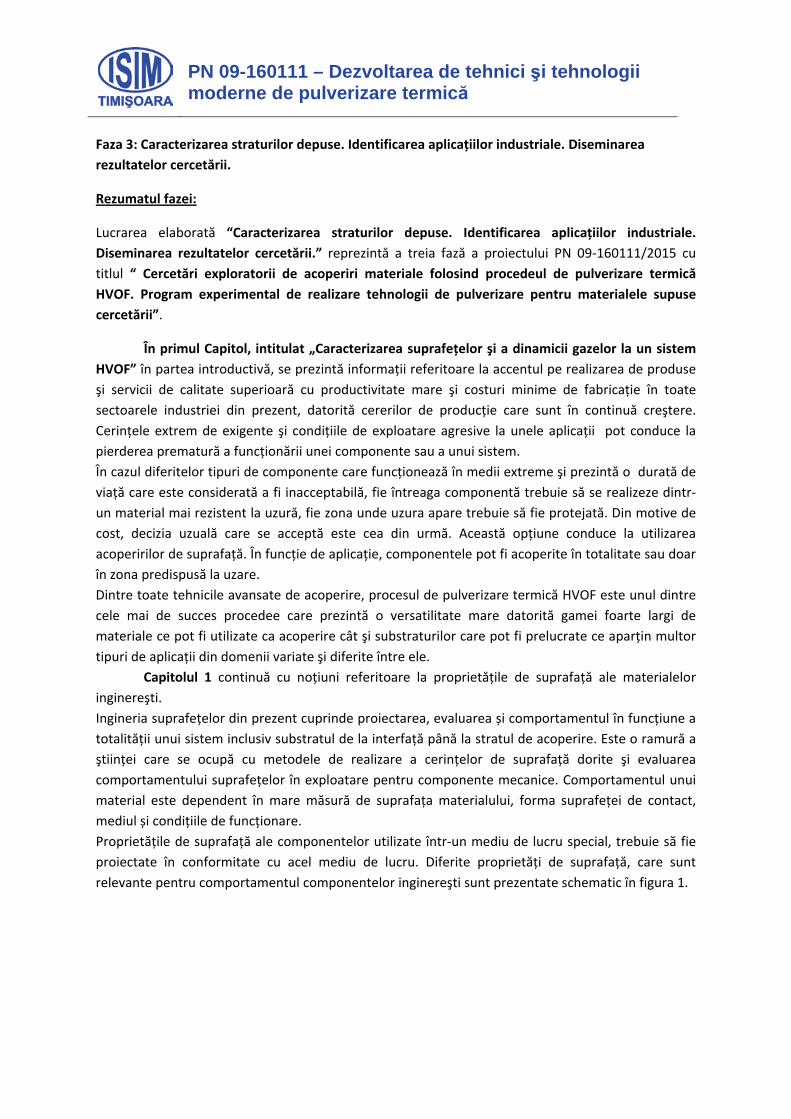
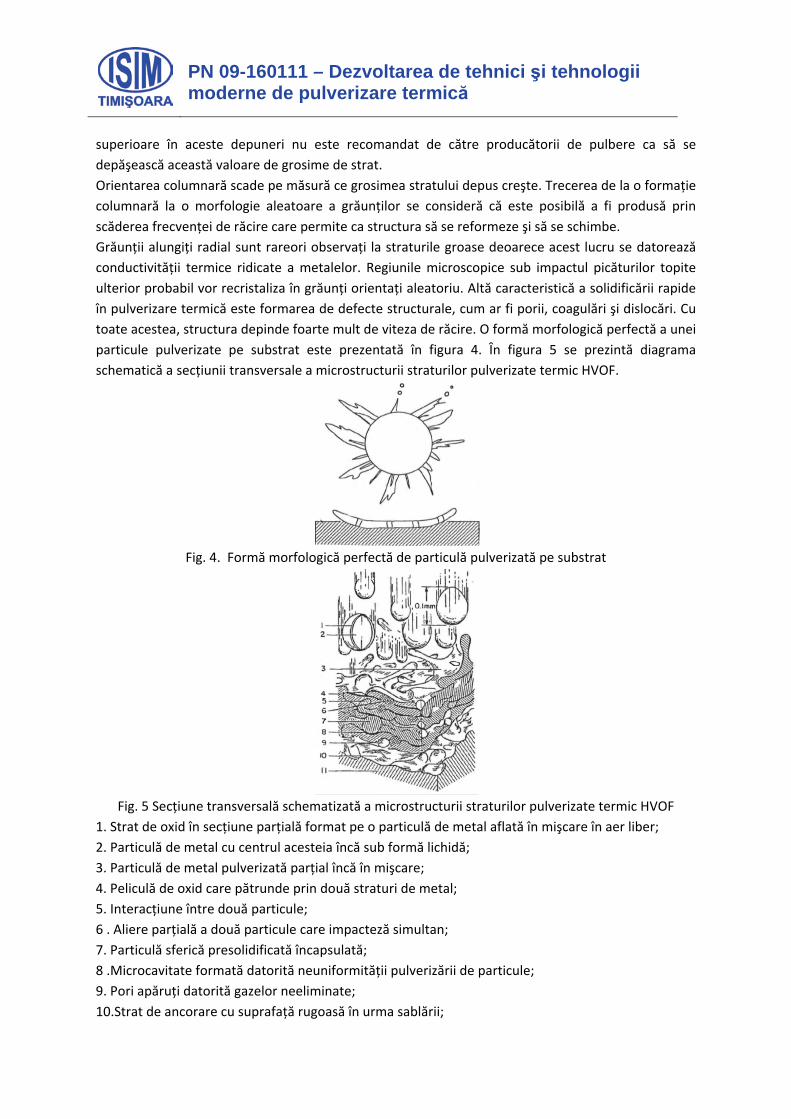
superioare în aceste depuneri nu este recomandat de către producătorii de pulbere ca să se depăşească această valoare de grosime de strat. Orientarea columnară scade pe măsură ce grosimea stratului depus creşte. Trecerea de la o formație columnară la o morfologie aleatoare a grăunților se consideră că este posibilă a fi produsă prin scăderea frecvenței de răcire care permite ca structura să se reformeze şi să se schimbe. Grăunții alungiți radial sunt rareori observați la straturile groase deoarece acest lucru se datorează conductivității termice ridicate a metalelor. Regiunile microscopice sub impactul picăturilor topite ulterior probabil vor recristaliza în grăunți orientați aleatoriu. Altă caracteristică a solidificării rapide în pulverizare termică este formarea de defecte structurale, cum ar fi porii, coagulări şi dislocări. Cu toate acestea, structura depinde foarte mult de viteza de răcire. O formă morfologică perfectă a unei particule pulverizate pe substrat este prezentată în figura 4. În figura 5 se prezintă diagrama schematică a secțiunii transversale a microstructurii straturilor pulverizate termic HVOF.
Fig. 4. Formă morfologică perfectă de particulă pulverizată pe substrat
1. Strat de oxid în secțiune parțială format pe o particulă de metal aflată în mişcare în aer liber; 2. Particulă de metal cu centrul acesteia încă sub formă lichidă; 3. Particulă de metal pulverizată parțial încă în mişcare; 4. Peliculă de oxid care pătrunde prin două straturi de metal; 5. Interacțiune între două particule; 6 . Aliere parțială a două particule care impacteză simultan; 7. Particulă sferică presolidificată încapsulată; 8 .Microcavitate formată datorită neuniformității pulverizării de particule; 9. Pori apăruți datorită gazelor neeliminate; 10.Strat de ancorare cu suprafață rugoasă în urma sablării;
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
11.Material substrat. Căldura din particulele fierbinți este transferată la materialul de bază neîncălzit. Pe măsură ce particulele se micşorează şi se solidifică, acestea aderă la materialul de bază care are o suprafață rugoasă. Aderența acoperirii este, prin urmare, bazată pe ancorare mecanică. Rugozitatea suprafeței se obține de obicei prin sablare cu corindon uscat. În plus, alte medii de sablare, cum ar fi alice de fier, oțel, sau carbura de siliciu sunt folosite pentru anumite aplicații. Pe lângă tipul de agent de sablare, există şi alți factori importanți care includ elemente ca: dimensiunea particulei, forma particulelor, unghi de sablare, presiunea şi puritatea agentului abraziv. La pulverizarea termică, compoziția straturilor depuse poate varia de la compoziția materialului pulverizat inițial datorită reacției particulelor topite cu mediul gazos. Amploarea acestei oxidari este foarte importantă pentru proprietățile acoperirii. Într‐un studiu al efectului de oxidare pe aluminiu depus şi bronz, sa constatat că oxidarea chiar minoră în timpul depunerii este în detrimentul rezistenței la compresiune. Cu toate acestea, particulele de oxid consolidează acoperirea şi adaugă rezistența la uzură. Acoperirile metalice sau de tipul cermeților pot de asemenea reacționa cu aerul, formând cruste de oxizi pe particule care dizolvă impuritățile în picătura topită. Amploarea acestor reacții variază funcție de parametrii de proces. Rezultatul răcirii rapide poate fi constituit din faze de neechilibru. În cazul acoperirilor de alumină, particulele supraîncălzite uşor care impactează pe un substrat care are o conductivitate termică superioară vor avea ca rezultat faze δ şi θ faze în plus pe lângă faza γ, cu faza α suprimată.
Capitolul 2 continuă cu specificații referitoare la structura straturilor depuse. Acoperirile pulverizate termic prezintă o anumită dependență de nivelul de porozitate aferent procesului. Acoperirile HVOF, produc straturi foarte dense, cu porozitate sub 0,5%. Acoperiri plasmatice tipic trebui aproximativ o la doi la suta porozitate. Stratul pulverizat se dezvoltă pe măsură ce pistolul traversează în mod repetat suprafața şi aplică acoperirea în straturi, gradual, cu o grosime a stratului tipic de 10 până la 20 μm. Oxizii se pot forma în timpul dintre treceri pe suprafața exterioară a stratului. Această oxidare poate fi minimizată prin pulverizare în vid sau în atmosferă inertă. În timpul pulverizării se poate crea un praf foarte fin de la particulele în exces care împreună cu particule netopite pot fi prinse în acoperire. Praful este rezultat din materialul de acoperire care nu aderă la piesa de lucru în timpul pulverizării. Trecerile succesive de pulverizare conduc aceste particule de praf către suprafața de acoperire unde devin prinse în stratul de suprafață. În figura 6 se prezintă o micrografie a unui strat pulverizat cu arc electric pe oțel X40. Se observă structura stratificată şi porozitatea existentă (regiunile negre). Particulele circulare sunt cele care nu s‐au topit complet înainte de consolidare. Grosimea acestui strat poate fi până la câțiva milimetri.
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
Fig. 6. Pulverizare cu arc electric pe substrat de oțel X40
Acoperiri mult mai dense se pot realiza cu procedeul de pulverizare termică HVOF. În figura 7 se prezintă un strat pulverizat de WC (CoCr). Se observă o lipsă a porozităților. Regiunile luminoase constau în faza tare WC, care este încorporată într‐o matrice ductilă de cobalt și crom. Aici grosimea tipică a stratului de acoperire este de 0.2 la 0.3 mm.
Fig. 7. Strat WC 12 (CoCr) pulverizat termic HVOF
Acoperirile pulverizate termic prezintă în general tensiuni interne mari, care pot fi atribuite procesului de solidificare şi răcire. Particulele fierbinti se contractă pe măsură ce se răcesc, iar acest fenomen dă naştere la tensiuni interne în stratul de acoperire. Dacă raportul dintre coeficienții de dilatare termică pentru materialul substrat şi materialul de acoperire este luat în considerare, aceste tensiuni pot fi compensate prin producerea de solicitări de compresiune. Controlul temperaturii în timpul procesului de acoperire, prin urmare, joacă un rol MPORTANT pentru a determina dacă substratul trebuie să fie răcit sau încălzit. Uneori, aderența unei acoperiri ceramice pe un substrat nu îndeplineşte cerința necesară pentru o rezistență bună de ancorare. În scopul de a creşte rezistența de ancorare, se aplica de obicei un strat de legătură, compus dintr‐un aliaj NiAl sau NiCr care acționează ca un strat intermediar între
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
substrat şi acoperirea ceramică. Astfel de acoperiri intermediare pot efectua, de asemenea, o altă funcție importantă prin furnizarea de protecție suplimentară la coroziune. După cum s‐a menționat anterior, porozitatea unei acoperiri prin pulverizare termică este dependentă de proces, şi prezintă o structură anizotropică, stratificată. Aceste caracteristici de bază pot fi modificate într‐un interval larg pentru a corespunde unor aplicații specifice, cum ar fi: ‐ Rezistență la uzare ‐ una dintre cele mai importante utilizări ale pulverizării termice este de protecție la uzură. La aceste aplicații se folosesc materiale ceramice dar mai presus de toate, sunt utilizate materiale de tipul carburilor. Materialele utilizate în mod obişnuit sunt carbură de WC / Co sau WC / CoCr. În acest caz, fazele dure ale carburii (WC) prezintă o rezistență excelentă împotriva uzurii abrazive şi de eroziune, şi sunt încorporate într‐o matrice ductilă de cobalt. ‐ Protecție la coroziune ‐ materiale cu conținut scăzut de carbon, din oțel nealiat sau fontă sunt sensibile la rugină şi prin urmare, au nevoie de multe ori de protecție de suprafață constantă. Acest lucru poate fi realizat prin pulverizare cu aluminiu sau zinc. Principalele domenii de aplicare sunt aferente structurilor metalice utilizate în condiții cu medii corozive (ex. platforme petroliere).. Pentru aplicații care operează la temperaturi ridicate, pot fi utilizate învelișuri protectoare din MCrAlY. ‐ Acoperiri de izolație (termică / electrică) ‐ materialele ceramice sunt excelente izolatoare termice şi electrice. Acestea prezintă de asemenea, rezistență bună la uzare şi oxidare. Aceste caracteristici sunt esențiale pentru componentele de motoare şi turbine deoarece au rol de bariere termice. Acoperirea de tip barieră termică scade temperatura suprafeței substratului, prelungind astfel durata de viață a componentei. Pe de altă parte, eficiența este îmbunătățită ca urmare a reducerii pierderii de căldură la aceeaşi temperatură de funcționare. Aceste straturi de acoperire constau dintr‐un strat de legătură, care este de obicei un material rezistent la oxidare McrAlY (M = Fe, Ni sau Co) şi o acoperire superioară ceramică. Capitolul 3 conține informații referitoare la diseminarea rezultatelor cercetării cât şi tipuri de aplicații cu referire la aplicatori industriali de pe piața locală. Rezultatele cercetărilor din cadrul proiectului au fost prezentate parțial în cadrul unui articol ştiințific publicat în revista Buletinul de Informare Documentare al Institutului Național de Cercetare‐Dezvoltare în Sudură şi Încercări de Materiale Timişoara, BID‐ISIM – Sudarea şi Încercarea Materialelor, cu titlul Cercetări exploratorii privind depunerile pe suprafață utilizând procedeul de pulverizare termică HVOF. De asemenea, rezultatele cercetărilor sunt prezentate în cadrul vizitelor organizate ale studenților din cadrul Universității Politehnica din Timişoara cât şi persoanelor din diferite sectoare industriale care efectuează cursuri de specializare profesională în cadrul institutului. Astfel, instalația de pulverizare termică HVOF, din dotarea ISIM are şi un rol de demonstrator pentru reprezentanții agenților economici industrial, atât zonali cât şi la nivel național. Prin prezentarea acestor rezultate se conturează posibilități de îmbunătățire a productivității şi aplicabilității procedeului prin automatizarea echipamentului, datorită discuțiilor cu reprezentanții firmelor din domeniu cât şi posibilități de aplicare de servicii de pulverizare la producători de diferite componente şi unelte care activează în condiții caracterizate de uzare mecanică mare.
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
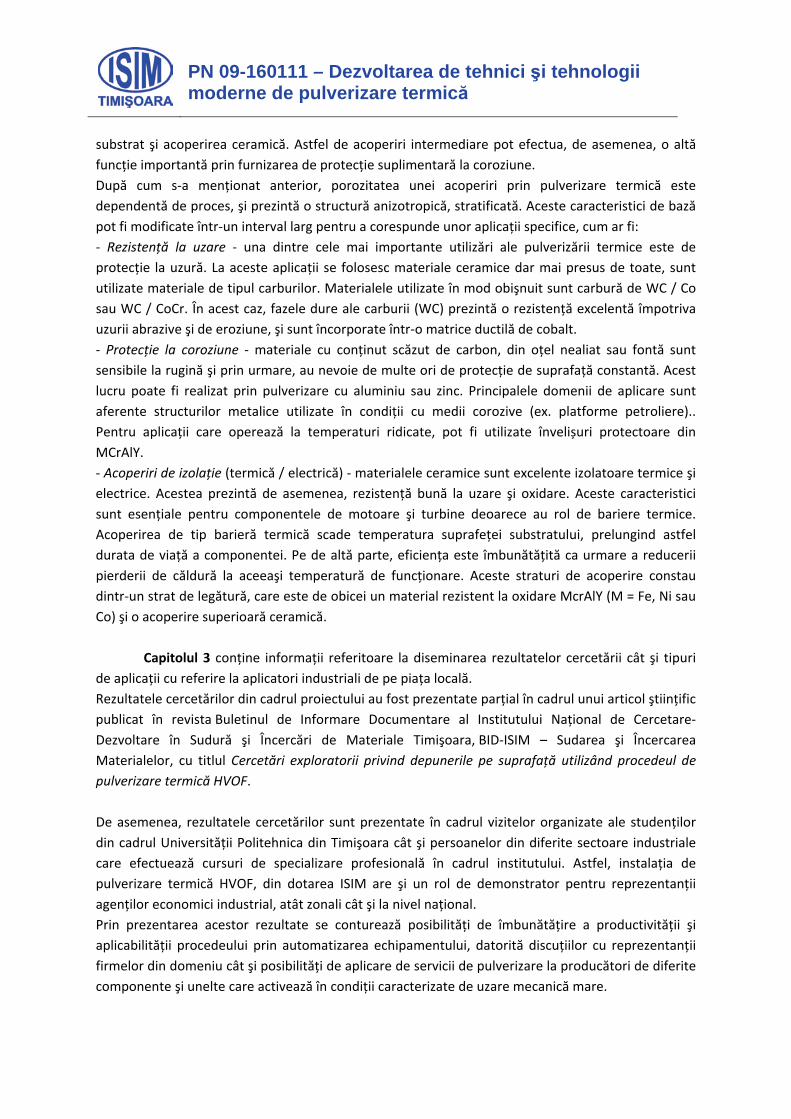
În continuarea capitolului se prezintă tipuri de aplicații ale procedeului de pulverizare HVOF. Pentru a utiliza acoperiri termice pulverizate în condiții optime, materialul de acoperire trebuie să fie selectat în mod corespunzător, şi parametrii de proces trebuie dezvoltați. De asemenea, componenta care urmează să fie acoperită trebuie să fie corect dimensionată pentru acoperire. Geometriile preferate pentru acoperiri sunt discuri, panouri plate şi componente simetrice de rotație, similare cu cele ilustrate în tabelul 1. Tabelul. 1 Geometrii favorabile pentru acoperiri termice
Nefezabil Fezabil Configuraţie optimă
Cu pistol special de pulverizare –
calitate redusă
Tipuri de aplicații: ‐ Alternativă la cromarea dură ‐ acoperirile HVOF pot fi utilizate ca o alternativă la cromarea dură pentru a oferi protecție la uzură şi coroziune utilizând crom pur şi diverse acoperiri cu carburi. Caracteristicile acoperirilor HVOF, în parte, le depăşesc pe cele ale procesului de cromare iar timpul de procesare HVOF este în general semnificativ mai scurt. Aspectul de suprafață lucioasă de cromare dură poate fi realizat prin prelucrare mecanică de finisare a suprafeței. Spre exemplificare se prezintă o aplicație în care se utilizează pulverizarea termică pentru a înlocui cromarea dură, şi anume acoperirea componentelor trenurilor de aterizare ale aeronavelor.
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
‐ Implanturi medicale ‐ pentru ancorarea puternică şi durabilă de implanturi ortopedice, cum ar fi articulatii artificiale de şold, finisajul de suprafață prezintă o mare importanță. Acoperirile pulverizate cu o suprafață foarte rugoasă, creată intenționat permite osului să crească şi să se ancoreze pe aceasta. Există acoperiri care acționează ca un înveliş biocompatibil de titan sau acoperiri de hidroxiapatită bioactive, care accelerează în mod activ creşterea naturală a osului în suprafața implantului. ‐ Utilaje folosite în industria textilă ‐ acoperiri caracterizate printr‐o definire precisă a morfologiei produsă prin diferite metode de manipulare şi topologia suprafeței. Textura suprafeței este de o importanță deosebită pentru componentele de producție care vin în contact cu materialul textil. În scopul de a maximiza producția textilă, sunt utilizate acoperiri de oxizi ceramici, de obicei, cu un strat de legătură din nichel, care oferă protecție la coroziune. ‐ Turbine cu gaz – în cazul componentelor din cadrul turbinelor pulverizările termice sunt folosite în multe locuri diferite şi pentru multe funcții diferite. Acoperiri de protecție pentru rezistență la coroziune la temperaturi ridicate, acoperiri izolante termic, acoperiri pentru repararea componentelor din superaliaje reprezintă doar câteva exemple. ‐ Industria tipografică ‐ rolele acoperite şi cilindrii sunt utilizate pe scară largă pentru utilaje de imprimare. Straturile pulverizate cu oxid de crom pentru role prezintă microstructuri foarte fine, care pot fi apoi gravate cu laser cu un model foarte mic şi restrâns utilizat la imprimare. ‐ Aplicații industriale generale ‐ cea mai mare varietate de aplicatii este pentru industria de maşini şi utilaje. Exemple de aplicații sunt segmenții de piston pentru motoare diesel, tije de piston pentru compresoare, rulmenți, pompe, capace valve, etc. ‐ Bunuri de larg consum ‐ deşi cele mai multe utilizări pentru acoperiri prin pulverizare termică au fost dezvoltate pentru componente foarte specializate, există, de asemenea aplicații în industria bunurilor de larg consum. De exemplu o talpă de fier, pe care a fost aplicat un strat ceramic ca protecție împotriva uzurii pe care se aplică apoi un strat dintr‐un material anti‐aderent. Acoperiri similare pot fi, de asemenea, aplicate la tigăi de bucătărie. ‐ Industria automotive ‐ Pe lângă acoperirea a numeroase piese de mici dimensiuni, s‐au dezvoltat acoperiri termice interioare pentru blocuri de motor din aluminiu. Alezajele cilindrilor motoarelor sunt acoperite prin intermediul unui pistol special rotativ care se poate aplica acoperirea la interior a găurilor mici cu o suprafață rezistentă la uzură. ‐ Industria aerospațială ‐ În afară de acele componente deja menționate pentru turbine cu gaz, există acoperiri suplimentare folosite la componentele de avioane. Acestea pot fi utilizate la interiorul unei camere de ardere de la motoare cu reacție. ‐ Recondiționare ‐ pulverizarea termică poate fi folosită, de asemenea, în proceduri reparatorii pentru a restabili componentelor dimensiunile lor originale. Acoperirile utilizate pentru recondiționare sunt din Ni‐Cr, Ni‐Al sau Ni‐Cr‐Al pentru oțeluri aliate. Capitolul final din cadrul acestei faze se referă la posibilitatea dezvoltării procesului de pulverizare HVOF, din cadrul institutului, prin robotizarea acestuia. Se prezintă informații cu referire la tipul de robot propus împreună cu caracteristicile tehnice ale acestuia. Modelul de robot vizat este de producție Mitshubishi model RV12SD/12SDL, prezentat în figura 8.
PN 09-160111 – Dezvoltarea de tehnici şi tehnologii moderne de pulverizare termică
Fig. 8. Robot RV12SD/12SDL
Modelul este simbolizat prin RV ceea ce înseamna robot vertical cu sarcina maximă de 12 kg. Robotul este în construcție compactă cu 6 grade de libertate şi poate fi utilizat pentru asamblări, manipulări sau o varietate de alte sarcini similare. Caracteristici:
• Profil redus dar cu o rază mare de acțiune
⎯ Lungimea si forma brațului sunt proiectate pentru performanțe optime şi pentru alonjă maximă oferind în acelaşi timp posibilitatea de a ajunge la poziții aproape de baza robotului.
⎯ Poate asigura un spațiu mai mare de manevră dacă este montat pe un soclu de tavan sau de perete.
⎯ Zona de operare este mărită la 480°(±240°) astfel eliminând zonele moarte din spatele robotului.
• Controlul servo avansat generează mişcări rapide şi precise în funcționare
⎯ Viteza de deplasare maximă în regim compus este de 4.400mm/s.
⎯ Precizia poziționării şi gradul de repetabilitate se regăseşte în intervalul ±0.02mm.
• Brațul robotului are o proiectare unică care permite accesibilitate şi rază mare de acțiune.
⎯ Conceptul brațului defazat conferă abordarea de raze minime de mişcare pentru operații în zona apropiată acestuia.
Concluziile finale referitoare la această fază relevă faptul că pulverizarea termică HVOF, în comparație cu orice alt procedeu de acoperire, nu are aproape nici o limitare a numărului de opțiuni disponibile pentru substrat cât şi pentru materiale şi combinațiile de materiale de acoperire sub formă de pulbere utilizate. Ca urmare, acoperirea prin pulverizare termică HVOF se pretează la un domeniu larg de aplicatii, atat pentru fabricarea componentelor noi cât şi pentru reparații. Caracteristicile acoperirilor pot fi variate într‐un interval larg pentru a se potrivi cerințelor specifice aplicației. Aceasta presupune, însă, mulți ani de experiență şi know‐how a specialiştilor.