33
MODULUL I: PLANIFICAREA ȘI ORGANIZAREA PRODUCȚIEI Ing. Lungu Iudit
MODULUL I: PLANIFICAREA ȘI ORGANIZAREA
PRODUCȚIEI
Ing. Lungu Iudit
CAPITOLUL IPROCESE DE PRODUCȚIE
2
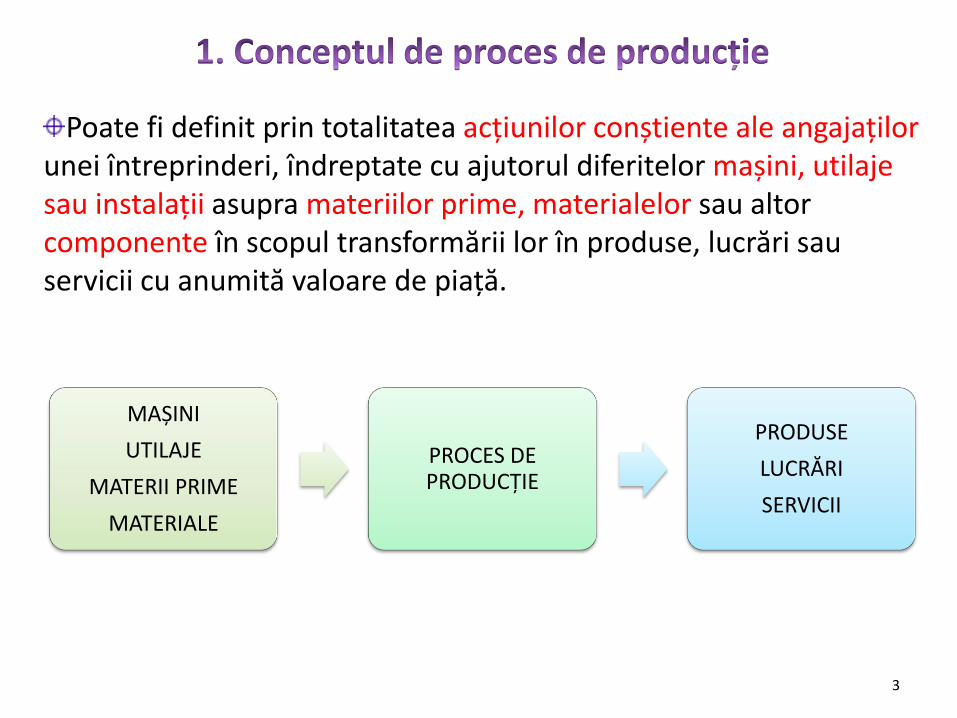
Poate fi definit prin totalitatea acțiunilor conștiente ale angajaților unei întreprinderi, îndreptate cu ajutorul diferitelor mașini, utilaje sau instalații asupra materiilor prime, materialelor sau altor componente în scopul transformării lor în produse, lucrări sau servicii cu anumită valoare de piață.
MAȘINI
UTILAJE
MATERII PRIME
MATERIALE
PROCES DE PRODUCȚIE
PRODUSE
LUCRĂRI
SERVICII
3

4
http://youtube/Z69N3zwJUIE
http://www.youtube.com/watch?v=uiMTWvpv-0o&feature=related
http://www.youtube.com/watch?v=0Gf4tJfSBT8&feature=related
http://www.youtube.com/watch?v=ZUn1IAL6O5E&feature=related
http://www.youtube.com/watch?v=UhwXPsTaRgc&feature=related
5
1. Procesul tehnologic este format din ansamblul operațiilor tehnologice prin care se realizează un produs sau repere componente ale acestuia. Procesul tehnologic modifică atât forma , structura cât și compoziția chimică a diverselor materii prime pe care le prelucrează.
2. Procesele de muncă sunt acele procese prin care factorul uman acționează asupra obiectelor muncii cu ajutorul unor mijloace de muncă.
3. În unele procese de producție mai intervin și procesele naturale în cadrul cărora obiectele muncii suferă transformări fizice și chimice, sub acțiunea unor factori naturali (procese de fermentație, uscarea lemnului, afumarea mezelurilor, etc)
6
1. În raport cu modul de participare la executarea diferitelor produse:
Procese de muncă de bază – transformă materiile prime și materialele în produse, lucrări sau servicii
Procese auxiliare – asigură obținerea unor produse sau lucrări care asigură și condiționează buna desfășurare a proceselor de muncă de bază.
Procese de muncă de servire – au ca scop executarea unor servicii productive care nu constituie obiectul activității de bază sau activităților auxiliare, dar prin realizarea lor condiționează buna desfășurare atât a activității de bază, cât și a celor auxiliare.
7TEMA 3
2. În raport cu modul în care se execută:
Procese manuale – sunt cele în care acțiunea manuală a omului este preponderentă ( încărcarea – descărcarea mărfurilor, etc)
Procese manual mecanice – sunt cele în care transformarea materiilor prime și materialelor se face de către mașini și utilaje, muncitorul efectuând conducerea acestora.
Procese de aparatură – sunt acele procese de producție în care executantul are sarcina de a urmări și regla mașini,aparate, utilaje și instalații care prelucrează materiile prime și materialele în vederea obținerii produsului finit ( neutralizarea, oxidarea, uscarea,etc).
8
3. În raport cu modul de obținere a produselor finite din materii prime:
Procese directe – atunci când produsul finit este obținut în urma unor operații succesive asupra aceleiași materii prime
Procese sintetice - atunci când produsul finit se obține din mai multe feluri de materii prime, după prelucrări succesive
Procese analitice – când dintr-un singur fel de materii prime se obține o gamă largă de produse.
9
4. În raport cu natura tehnologică a operațiilor efectuate
Procese chimice – se efectuează în instalații închise ermetic și în care are loc transformarea materiilor prime în produse finite în urma unor reacții chimice, termochimice sau electrochimice ( procese din industria chimică, obținerea aluminiului, maselor plastice, oțelului, fontei).
Procese de schimbare a configurației sau a formei – prin operații de prelucrare mecanică a materiilor prime cu ajutorul unor mașini. ( frezare, strunjire, etc)
Procese de asamblare – sudare, lipire, etc
Procese de transport
10
5. În raport cu natura activității desfășurate:
Procese de producție propriu-zise în care are loc transformarea efectivă a materiilor prime și materialelor în bunuri economice.
Procese de depozitare sau magazinaj
Procese de transport
11
12
CAPITOLUL IITIPURI DE PRODUCȚIE
U2: ORGANIZAREA ȘI PLANIFICAREA PRODUCȚIEI
13
Prin tip de producție se înțelege o stare organizatorică şi funcțională a întreprinderii, determinată de:
nomenclatorul produselor fabricate
volumul producției
gradul de specializare a întreprinderii
modul de deplasare a diferitelor materii prime, materiale, semifabricate de la un loc de muncă la altul.
amplasarea locurilor de muncă
14
TIPURI DE PRODUCȚIE
DE SERIE DE MASĂ INDIVIDUALĂ
PRODUCȚIA DE SERIE
Tipul de producție în serie este de mai multe feluri, în funcție de mărimea lotului de fabricație:
a) tipul de producție de serie mare
b) tipul de producție de serie mijlocie
c) tipul de producție de serie mică
PRODUCȚIA DE MASĂ
PRODUCȚIA INDIVIDUALĂ
15
specific întreprinderilor care fabrică un nomenclator relativ larg de produse, în mod periodic şi în loturi de fabricație de mărime mare, mică sau mijlocie
gradul de specializare în funcție de mărimea seriilor de fabricație
deplasarea produselor de la un loc de muncă la altul se face cu mijloace de transport cu deplasare discontinuă (pentru seriile mici de fabricație – cărucioare, electrocare, etc.) sau cu mijloace cu deplasare continuă, pentru seriile mari de fabricație;
locurile de muncă sunt amplasate după diferite criterii în funcție de mărimea seriilor de fabricație. Astfel, pentru serii mari de fabricate locurile de muncă sunt amplasate după criteriul liniilor tehnologice, iar pentru seriile mici de fabricație după criteriul grupelor omogene de maşini.
În cazul tipului de producție de serie, de fapt, se întâlnesc caracteristici comune atât tipului de producție de masă, cât şi tip
16
fabricarea unui nomenclator redus de produse, în mod neîntrerupt şi în cantități mari sau foarte mari
specializare înaltă atât la nivelul locurilor de muncă, cât şi la nivelul întreprinderii
deplasarea produselor de la un loc de muncă la altul se face bucată cu bucată, în mod continuu cu ajutorul unor mijloace de transport specifice, cu deplasare continuă de felul benzilor rulante, conveioaresau planuri înclinate
din punct de vedere organizatoric, locurile de muncă şi forța de muncă care le utilizează au un grad înalt de specializare fiind amplasate în succesiunea operațiilor tehnologice sub forma liniilor de producție în flux
Tipul de producție de masă creează condiții foarte bune pentru folosirea pe scară largă a proceselor de producție automatizate, cu efecte deosebite în creşterea eficienței economice a întreprinderii.
17
fabricarea unui nomenclator foarte larg de produse, în cantități reduse, uneori chiar unicate
repetarea fabricării unor produse are loc la intervale de timp nedeterminate, uneori fabricarea acestora putând să nu se mai repete vreodată;
utilajele din dotare au un caracter universal, iar personalul care le utilizează o calificare înaltă;
deplasarea produselor între locurile de muncă se face bucată cu bucată sau în loturi mici de fabricație, cu ajutorul unor mijloace de transport cu deplasare discontinuă;
amplasarea locurilor de muncă în secțiile de producție se face conform principiului grupelor omogene de maşini.
18

19
3.1. Organizarea producției în flux
3.2. Organizarea producției după metoda producției individuale sau de serie mică
20
Organizarea producţiei în flux se poate defini ca acea formă de organizare a producției
caracterizată prin specializarea locurilor de muncă în executarea anumitor operații, necesitate de fabricarea unui produs, a unor piese sau a unui grup de produse sau piese asemănătoare prin
amplasarea locurilor de muncă în ordinea impusă de succesiunea executării operațiilor şi prin
deplasarea produselor sau pieselor de la un loc de muncă la altul, cu mijloace adecvate de transport,
întregul proces de producție desfăşurându-se sincronizat, pe baza unui model unic de
funcționare, stabilit anterior.
21
Linia de producție în flux este o aranjare a spațiilor de lucru în care operațiunile succesive sunt amplasate una lângă alta, în care materialele se deplasează continuu şi cu o viteză uniformă, printr-o serie de operațiuni echilibrate între ele, care permit efectuarea simultană a lor, procesul desfăşurându-se în lungul unui traseu rațional şi direct.
Dacă linia are ca obiect fabricația, ea poarta denumirea de linie de fabricație sau linie de montaj (asamblare) dacă aceasta contribuie la montajul unui produs.
Elementul constituent de bază al liniei este postul de lucru.
În cadrul unui post de lucru se pot realiza mai multe faze sau o singură fază a procesului tehnologic. Faza sau fazele executate la un post de lucru formează o operație.
22
Gruparea fazelor pe posturi de lucru se face după anumite criterii şi poartă denumirea de echilibrarea liniei.
Un parametru de bază al liniei este ritmul linieicare reprezintă intervalul de timp între două livrări succesive de produse ale liniei, sau altfel, intervalul de timp între două intrări succesive de semifabricate pe linie.
Istoric analizând evoluția liniei de producție (montaj) în flux se poate spune că începuturile ei se leagă foarte mult de inginerul(managerul) Henry Ford (1863-1947)
23
Astfel, în anul 1908, Henry Ford, proprietarul unei companii producătoare de autoturisme în sistem de montaj manufacturier, a găsit o cale prin care au putut fi depăşite problemele producției manufacturiere.
Aceste tehnici noi au permis reducerea drastică a costurilor de producție simultan cu creşterea calități produsului.
Noul sistem de producție a fost denumit de contemporanii lui Henry Ford, “fordism”, dar el e cunoscut în prezent sub denumirea de “producție de masă”, pe care i-a dat-o Henry Ford în 1926.
Conceptul de linie de montaj cu bandă mobilă şi posturi fixe de lucru a fost dezvoltat de către Henry Ford şi colaboratorii săi, la începutul secolului XX.
Acest concept a revoluționat total industria constructoare de autovehicule, aflată atunci în perioada copilăriei, precum şi economia industrială, aflată în plin proces de formare şi dezvoltare.
24
Procesul de cristalizare şi punere în practică a noului sistem a durat 10 ani, între 1903 şi 1913, desfãşurându-se în trei mari etape:
Prima etapă, începută în 1903, a constat în organizarea de standuri de montaj în care era asamblată o singură maşină, cel mai adesea de către un singur muncitor, deci sistemul manufacturier pur.
A doua etapă, finalizată în anul 1908, a constat în reducerea numărului de operații executate de către un singur muncitor; fiecare muncitor executa montajul unei mari pãrți a autoturismului(modelul Ford T), care dura în total 12 ore şi 30 de minute. Muncitorii montori executau acelaşi set de operații, în mod repetat, în cadrul standurilor de asamblare staționare. Întrucât nu reuşise încã să obțină interschimbabilitatea totală, Ford a menținut muncitorii înalt calificați ca ajustori-montori. Pentru a mări eficiența muncii lor, el a stabilit cã alimentarea cu repere a locurilor de muncă să fie executată de către alți muncitori, cu o calificare redusă. Acum, montorii rămâneau la acelaşi loc de muncă toată ziua. Faimosul model T, se producea la prețul de 850$.
25

26
A treia fază a început dupã 1908 când Ford a reuşit să obțină interschimbabilitatea totală a reperelor*6+. El a stabilit că muncitorul montor va executa numai o singură operație de montaj şi se va deplasa de la un vehicul la altul în cadrul halei de montaj. În august 1913, înainte de introducerea liniei de montaj, ciclul de muncă al unui muncitor se redusese de la 514 minute la 2,3 minute.Introducerea liniei de montaj în flux continuu, cea de-a patra şi ultima fază, a fost realizată în 1913. Soluția se poate considera genială. Ea a constat în schimbarea rolurilor între muncitor şi produs. Astfel, în loc să se deplaseze de la un stand la altul, muncitorul devenea staționar, respectiv era repartizat pe un singur loc de muncă, în timp ce produsul era deplasat între locurile de muncă, utilizându-se o dublă bandă metalică pusă în mişcare de un motor electric.
S-a redus timpul total necesar pentru montarea unui autoturism la 2 ore şi 40 de minute. Totodată, cu cât producea mai multe vehicule, cu atât costurile pe un autoturism se reduceau, ajungând la 290$ în 1927 (în ultimul an de fabricație). Sistemul producției de masă a fost rapid adoptat de industria auto, apoi aproape de către fiecare sector cu activitate industrială care necesita operații de montaj pentru produsele sale.
27
Sistemul utiliza doar forța fizică, nefiind nici necesar, dar nici posibil, pentru un muncitor, să se gândească la ceea ce se întâmplă pe linie, inclusiv la ceea ce face el însuşi. Totuşi era necesar ca un om să organizeze sistemul de producție. Acesta era inginerul industrial a cărui sarcină consta în elaborarea tehnologiei de montaj. Astfel, sistemul producției de masă a determinat adâncirea specializării personalului. Au apărut profesii noi: inginer de producție, maistru, muncitori care alimentau linia de montaj cu repere, muncitori de întreținere şi reparații ale echipamentelor şi sculelor, muncitori-controlori ai calității produsului.
Sculele, dispozitivele şi echipamentele tehnologice se caracterizau prin acuratețe, printr-o mare adaptare la reperul prelucrat, printr-un grad înalt de automatizare sau, cel puțin, mecanizare şi, în consecință, printr-un nivel ridicat de productivitate. Fiind specializat în execuția unui singur reper al unui singur model de autoturism, sistemul de producție era inflexibil. Schimbarea maşinilor specializate, pentru a executa repere aparținând unui produs nou, era extrem de costisitoare şi de lungă durată.
28
În perioada anilor ’60-’70, sistemul producției de masă inițial, cunoscut sub numele de „fordism pur”, a evoluat sub influența unui complex de factori interni şi externi intreprinderii, spre o nouă formă, denumită „fordism actual” sau „neofordism”. Termenul-cheie, care reprezintă esența acestei variante evoluate a sistemului producției de masă este “facilitatea de tip tampon”, având ca rol asigurarea amortizării oricărui şoc asociat unui eveniment neprevăzut ce afectează întreprinderea. Practic, întreprinderile sunt asigurate împotriva oricărui eveniment, prin:
păstrarea la nivele înalte a stocurilor de orice fel, în vederea amortizării unor probleme de calitate sau nelivrare la termen;liniile de montaj dispun de stocuri de repere şi subansamble în depozite amenajate în cadrul liniei, care să asigure continuarea montajului produsului finit în cazul în care se produc defecțiuni accidentale ale echipamentelor de producție din sectoarele primare; existența unui număr de angajați permanenți, calificați să execute orice sarcină de pe linia de montaj, care să poată înlocui oricând muncitorii absenți de la programul zilnic de lucru; existența unor zone de remedieri, având suprafețe considerabile, comparabile cu suprafața afectată liniei de montaj, care reprezintă o facilitate tampon împotriva calității reduse a operațiilor executate pe linia de montaj etc.
29
Din punct de vedere al structurii organizatorice a firmei, pe mãsură ce producția creştea, Ford a integrat pe verticală execuția unui număr tot mai mare de repere şi subansamble, pe care la început le aproviziona de la diverşi furnizori. Două motive au determinat această strategie:
Stăpânirea tehnicilor specifice producției de masă îi permitea lui Ford să producă mult mai ieftin decât furnizorii săi, deci să realizeze importante economii;
Cerințele referitoare la încadrarea reperelor şi subansamblelor în toleranțele dimensionale înguste pretinse de sistemul de montaj pe bandă, precum şi la respectarea termenelor stricte de livrare, pentru a se asigura funcționarea continuă a benzii de montaj menținându-se stocuri de siguranță la un nivel redus.
Succesul incontestabil obținut de firmele care au aplicat sistemul producției de masă a dus rapid la extinderea sa, practic în toate ramurile industriale. În consecință, acesta a devenit sistemul dominant de organizare.
30
În cadrul agenților economici există o serie de unități economice care execută o gamă largă de produse, în loturi foarte mici sau unicate.
Această situație impune adoptarea unui sistem şi a unor metode de organizare a producției de bază care să corespundă cel mai bine realizării de produse unicat sau în serii mici.
31
Organizarea unităților de producție după principiul tehnologic. Conform acestei metode de organizare unitățile de producție se creează pentru efectuarea anumitor stadii ale procesului tehnologic, iar amplasarea unităților şi a utilajelor din cadrul lor se face pe grupe omogene de maşini. În acest caz, dotarea locurilor de muncă se face cu maşini universale care să permită efectuarea tuturor operațiunilor tehnologice la o mare varietate de produse.
Trecerea de la o operație la alta a produsului are loc bucată cu bucată.În acest caz, există întreprinderi foarte mari în procesul de producție, ceea ce determină cicluri lungi de fabricație şi stocuri mari de producție neterminată.
Pentru fabricarea produselor se elaborează o tehnologie în care se vor stabili următoarele aspecte:
felul şi succesiunea operațiunilor ce vor fi executate;
grupele de utilaje pe care vor fi executate operațiile;
felul SDV-urilor ce vor fi utilizate.
Această tehnologie urmează a se definitiva pentru fiecare loc de muncă.
Pentru proiectarea tehnologiei de fabricație se folosesc normative grupate, evidențiindu-se elaborarea de tehnologii detaliate care ar necesita o mare perioadă de timp şi costuri ridicate.
32
GLOSAR DE TERMENI
1. Procesul de producție
2. Procesul tehnologic
3. Procesele de muncă
4. Procesele de muncă de bază
5. Procese auxiliare
6. Procesele de muncă de servire
7. Producția de serie
8. Producție de masă
9. Producție individuală
33

















