ACORD DE MEDIU NR. _ / __.06.2014 Ca urmare a cererii adresate de către S.C. AZOMUREŞ S.A., cu sediul în loc. Târgu Mureş, str. Gheorghe Doja, nr. 300, judeţul Mureş, înregistrată la A.P.M. Mureş cu nr. 7518/30.10.2012, în baza Ordonanţei de urgenţă a Guvernului nr. 195/2005 privind protecţia mediului, aprobată cu modificări şi completări prin Legea nr. 265/2006, cu modificările şi completările ulterioare, a Hotărârii Guvernului nr. 445/2009 privind evaluarea impactului anumitor proiecte publice şi private asupra mediului şi a Ordonanţei de urgenţă a Guvernului nr. 57/2007 privind regimul ariilor naturale protejate, conservarea habitatelor naturale, a florei şi faunei sălbatice, cu modificările şi completările ulterioare, după caz, se emite: ACORD DE MEDIU pentru proiectul: „MODERNIZAREA INSTALAŢIILOR DE AMONIAC DIN CADRUL S.C. AZOMUREŞ S.A.”, amplasament: loc. Târgu Mureş, str. Gheorghe Doja, nr. 300, judeţul Mureş în scopul: stabilirii condiţiilor şi a măsurilor pentru protecţia mediului care trebuie respectate pentru realizarea proiectului, care prevede: Proiectul se încadrează în Anexa nr. 1 a H.G. nr. 445/2009 privind evaluarea impactului anumitor proiecte publice şi private asupra mediului: pct. 22 - Orice modificare sau extindere a proiectelor enumerate în prezenta anexă(5 b) producerea substanţelor chimice anorganice de bază;); Activitatea instalațiilor care se modernizează intră sub incidenţa Legii nr. 278/2013 privind emisiile industriale - Anexa nr.1 pct. 4.2. Producerea compuşilor chimici anorganici precum: a) gaze, cum sunt amoniacul, clorul sau acidul clorhidric , fluorul sau acidul fluorhidric, oxizii de carbon, compuşii sulfului, oxizii de azot, hidrogenul, dioxidul de sulf, clorura de carbonil; Activitatea instalațiilor care se modernizează intră sub incidenţa HG 780/2006 privind stabilirea schemei de comercializare a certificatelor de emisii de gaze cu efect de seră cu modificările şi completările ulterioare; Proiectul și activitatea instalațiilor intră sub incidenţa H.G. 804/2007 privind controlul pericolelor de accident major în care sunt implicate substanţe periculoase, conform art. 10. I. DESCRIEREA PROIECTULUI, LUCRĂRILE PREVĂZUTE DE PROIECT, INCLUSIV INSTALAŢIILE ŞI ECHIPAMENTELE I.1. Amplasament Implementarea proiectului se va face în incinta actuală a S.C. AZOMUREŞ S.A., cu următoarele vecinătăţi: - NV - zonă industrială (TMUCB, TCCH), râul Mureş; localitatea Nazna la distanţa
Transcript
ACORD DE MEDIU
NR. _ / __.06.2014
Ca urmare a cererii adresate de către S.C. AZOMUREŞ S.A., cu sediul în loc.
Târgu Mureş, str. Gheorghe Doja, nr. 300, judeţul Mureş, înregistrată la A.P.M. Mureş cu
nr. 7518/30.10.2012, în baza Ordonanţei de urgenţă a Guvernului nr. 195/2005 privind
protecţia mediului, aprobată cu modificări şi completări prin Legea nr. 265/2006, cu
modificările şi completările ulterioare, a Hotărârii Guvernului nr. 445/2009 privind
evaluarea impactului anumitor proiecte publice şi private asupra mediului şi a Ordonanţei
de urgenţă a Guvernului nr. 57/2007 privind regimul ariilor naturale protejate,
conservarea habitatelor naturale, a florei şi faunei sălbatice, cu modificările şi
completările ulterioare, după caz, se emite:
ACORD DE MEDIU
pentru proiectul: „MODERNIZAREA INSTALAŢIILOR DE AMONIAC DIN
CADRUL S.C. AZOMUREŞ S.A.”,
amplasament: loc. Târgu Mureş, str. Gheorghe Doja, nr. 300, judeţul Mureş
în scopul: stabilirii condiţiilor şi a măsurilor pentru protecţia mediului care trebuie
respectate pentru realizarea proiectului,
care prevede:
Proiectul se încadrează în Anexa nr. 1 a H.G. nr. 445/2009 privind evaluarea impactului
anumitor proiecte publice şi private asupra mediului:
pct. 22 - Orice modificare sau extindere a proiectelor enumerate în prezenta anexă(5 b)
producerea substanţelor chimice anorganice de bază;);
Activitatea instalațiilor care se modernizează intră sub incidenţa Legii nr. 278/2013
superior de umplutură a secţiunii inferioare a coloanei împreună cu leşia regenerată
coboară până la cele 4 straturi de umplutură a secţiunii inferioare a coloanei şi ajunge la
baza absorberului. Gazul la intrarea în coloană barbotează în leşie şi deja la baza
aborberului se reţine o parte din CO2 14.3. Răcirea CO2-ului - CO2 saturat cu vapori de apă la 102°C împreună cu picăturile
de leşie antrenate se răceşte în două trepte
14.4. Recircularea şi răcirea leşiei Carsol - leşia regenerată, prin intermediul unui
colector, se distribuie la pompele de leşie regenerată, de unde este dirijată către două
răcitoare cu apă, montate în paralel şi prevăzute cu by-pass pentru reglarea temperaturii
leşiei. în condiţii normale unul din răcitoare funcţionează, celălalt se menţine în rezervă.
Soluţia se răceşte de la 119°C la cca. 70-75°C, temperatura cu care intră la vârful
absorberului.
14.5 Prepararea şi stocarea leşiei Carsol - se face în vase de preparare; în vasul de stocaj
se menţine soluţie preparată şi concentrată care se foloseşte la completarea pierderilor din
circuitul de spălare, înainte de a se introduce în circuitul de spălare, condensul adunat în
soluţia proaspătă se trec printr- un filtru mecanic pentru reţinerea impurităţilor mecanice.
15. Preîncălzirea gazului spălat de CO2 înaintea metanizării Se face în două trepte: prin schimbătorul de căldură gaz-gaz care răceşte gazul de sinteză
de pe refularea treptei I a turbocompresorului şi încălzeşte gazul spălat de CO2 de la cca.
70°C la cca. 112°C sau prin schimbătorul de căldură gaz/gaz în care se încălzeşte de la
112°C la 280-320°C pe seama gazului convertit I.
16. Metanarea
Gazul de sinteză, spălat de CO2 şi preîncălzit la 280-320°C trece de sus în jos prin stratul
catalizator de nichel.
Reacţiile de metanare sunt reacţii exoterme. Pentru fiecare procent de CO transformat în
metanator temperatura catalizatorului creşte cu cca. 74°C, iar pentru fiecare procent de
CO2 cu cca. 60°C. în urma reacţiilor de metanare, oxidul şi bioxidul de carbon din gaz se
reduce cca. 5-10 ppm, iar temperatura gazului creşte la 365-400°C.
Metanatorul este prevăzut cu posibilităţi de admisie gaz de sinteză rece peste stratul de
catalizator, folosit la răcirea gazului în cazul creşterii excesive a temperaturii (450-
460°C).
Temperatura maximă continuă de lucru a catalizatorului de metanare este de 400 - 425°C.
în mod continuu se măsoară şi căderea de presiune pe stratul catalizator care nu trebuie să
depăşească 0,15 kgf/cm2.
17. Răcirea gazului de sinteză de metanare
Răcirea gazului după metanare se face în trei trepte, prin:
- apa de alimentare cazan;
- apă demineralizată;
- apă de răcire recirculată.
Condensul rezultat în urma răcirii gazului se adună în separatorul de picături.
Gazul de sinteză răcit cu o presiune de cca. 25,6 kgf/cm2 este dirijat la aspiraţia TC-ului
de gaz de sinteză.
III.Sinteza şi separarea amoniacului
18. Comprimarea şi recircularea gazului de sinteză
Comprimarea şi recircularea gazului de sinteză se realizează cu un turbocompresor, cu
două trepte de comprimare, antrenată cu două turbine (înaltă şi medie presiune), în prima
treaptă de comprimare presiunea gazului creşte la 67,5 kgf/cm2, iar temperatura la 173°C.
Răcirea gazului refulat de prima treaptă se realizează în trei trepte:
- prin schimbătorul gaz/gaz până la 130°C;
- prin răcitorul cu apă până la 41°C;
- prin răcitorul cu amoniac lichid până la 8°C.
Apa rezultată în urma răcirii se separă şi se trimite la coloana de stripare.
In treapta a II a de comprimare gazul proaspăt de sinteză se amestecă cu gazul de sinteză
recirculat.
Gazul de sinteză se răceşte în răcitorul cu apă recirculată până la 41°C şi apoi în trei
răcitoare cu amoniac lichid şi un schimbător de căldură gaz/gaz până la -23°C,
temperatură cu care intră în separatorul de amoniac lichid. După separarea amoniacului
lichid, gazul de sinteză recirculat (cu un conţinut de cca. 2% NH3) se preîncălzeşte în
două trepte până la 24°C în schimbătorul gaz/gaz. Gazul astfel preîncălzit intră în spaţiul
intertubular al schimbătorului de căldură gaz/gaz din vârful coloanei de sinteză şi intră în
primul strat de catalizator din coloana de sinteză.
Gazul parcurge succesiv (de sus în jos) cele patru straturi de catalizatori. După ce iese
din ultimul strat de catalizator ajunge în spaţiul tubular al schimbătorului unde se răceşte
de la cca. 460°C la cca. 280°C, în continuare se răceşte pe seama apei de alimentare
tambur până la 165°C şi cu această temperatură reintră în coloana de sinteză de sus în jos
prin spaţiul dintre mantaua de rezistenţă şi coşul de catalizator cu cca. 169°C şi cu un
continut de amoniac de 12%.
Amoniacul lichid condensat se separă. Gazul de purjă cu un conţinut redus de NH3 (sub
2,5%) se amestecă cu gazele de tanc rezultat din vasul de destindere şi după ce se
preîncălzeşte la cca. 21°C, se trimite în colectorul de gaz de combustie pentru cuptorul de
cracare.
19. Separarea şi refrigerarea amoniacului produs
Amoniacul lichid din gazul de sinteză recirculat şi răcit la -23°C se separă şi se trimite în
vasul de destindere. Tot aici se trimite şi amoniacul lichid separat din purja continuă a
circuitului de sinteză. Gazele rezultate din vas se trimit în traseul gazelor de purjă.
Amoniacul lichid ajunge în instalația de refrigerare care asigură:
- răcirea amoniacului până la -33°C prin destindere până la o presiune de 0,015-
0,024kgf/cm (totodată şi o degazare aproape completă);
- alimentarea cu amoniac lichid a răcitoarelor de gaz/gaz;
- comprimarea şi condensarea amoniacului gazos în urma destinderii amoniacului
lichid. Comprimarea amoniacului gazos se realizează cu un turbocompresor cu trei
trepte antrenat de o turbină cu condensare.
Răcitoarele de amoniac lichid sunt legate de trei vase de răcire. Alimentarea răcitoarelor
cu amoniac lichid se face prin termosifonare.
Amoniacul gazos, rezultat în urma evaporării în răcitoarele cu amoniac lichid, se separă
din emulsie lichid - gaz în vasele de răcire şi se dirijează către treptele de presiune
corespunzătoare a TC-ului. Amoniacul gazos comprimat de TC-ul la cca. 15-16 kgf/cm2
se răceşte şi se condensează în trei răcitoare cu apă şi se adună într-un vas tampon. În
acest vas tampon se poate admite amoniac lichid din exteriorul instalației de amoniac din
reţeaua combinatului.
Amoniacul produs, răcit la -33°C, se trimite în depozitul de amoniac lichid cu ajutorul
pompelor.
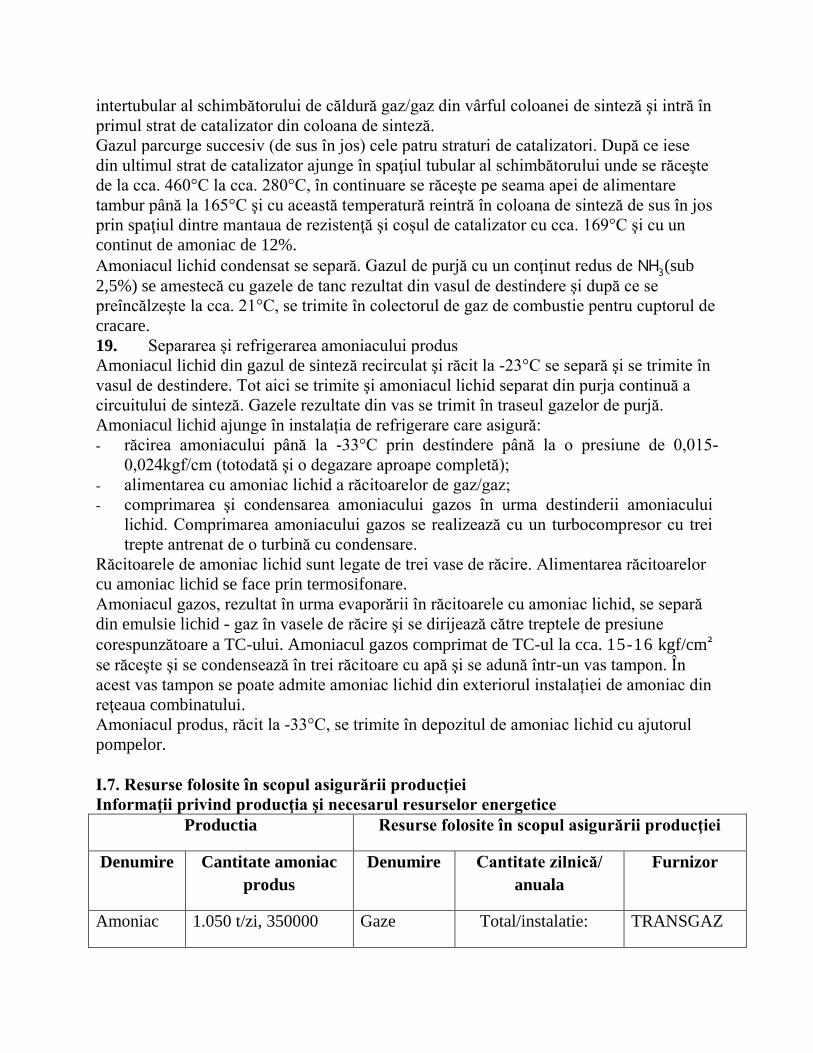
I.7. Resurse folosite în scopul asigurării producţiei
Informaţii privind producţia şi necesarul resurselor energetice
Productia Resurse folosite în scopul asigurării producţiei
Denumire Cantitate amoniac
produs
Denumire Cantitate zilnică/
anuala
Furnizor
Amoniac 1.050 t/zi, 350000 Gaze A. Total/instalatie: TRANSGAZ
t/an, pentru fiecare
instalație în
parte(după
modernizare)
naturale B. 1.174.680 Stm3/zi
C. 387.644.400
Stm3/an .
D. A. Gaz tehnologic
E. 692.424 Stm3/zi
F. 228.499.920
Stm3/an
G. B. Gaz de
combustie
H. 482.256 Stm3/zi
I. 159.144.480
Stm3/an
S.A.
Aer
tehnologic
981.144 Nm3/zi
323.777.520 Nm3/an
Energie
electrica
34,5 kWh/tonă SC
ELECTRICA
SA
Abur Export de abur Centrale
termoelectrice-
CET I; CET II
Produse secundare rezultate: bioxid de carbon, gaze de purjă și apă amoniacală
- aproximativ 210 kg/h amoniac ca soluție de apă amoniacală (NH3 - 20 % masic);
- aproximativ 52,5 t/h CO2 la 15 °C și 0,15 kg/ cm2g;
- 85 t/h export abur medie presiune la 350 °C şi 39,5 kg/ cm2g.
Gazul de purja se prelucreaza in vederea recuperarii hidrogenului.
Condensul de proces, stripat și va fi trimis la instalația Demi III pentru recuperare.
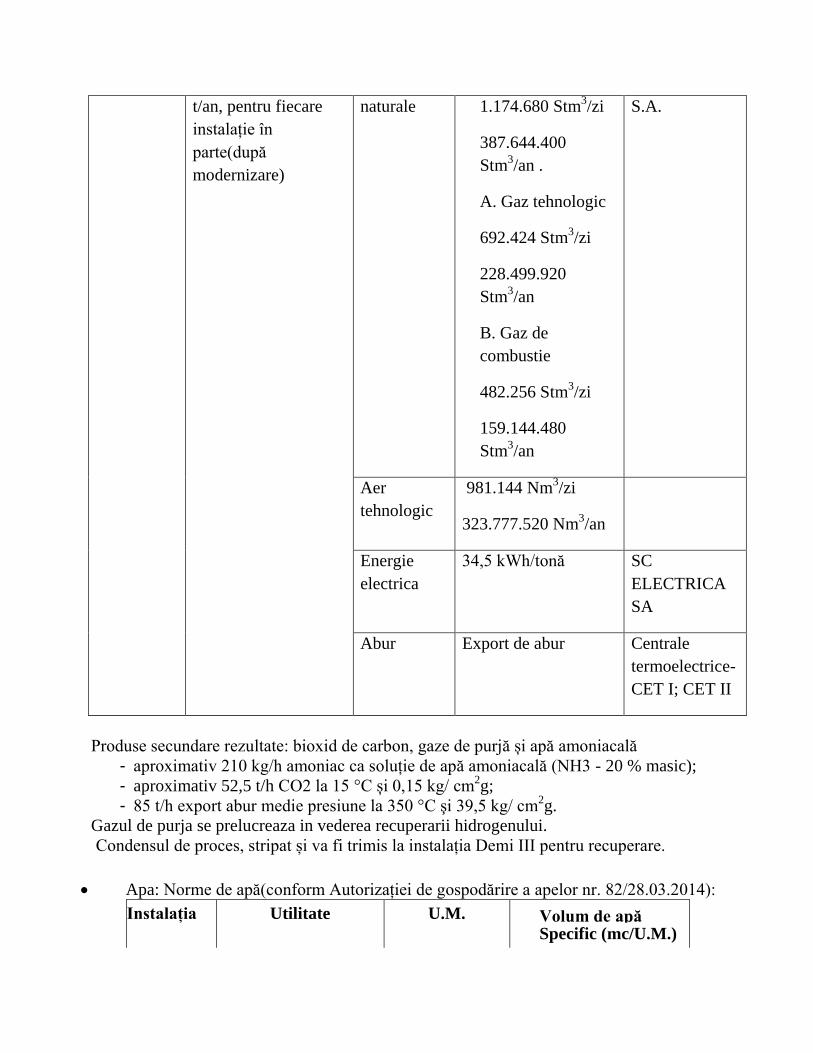
Apa: Norme de apă(conform Autorizației de gospodărire a apelor nr. 82/28.03.2014):
Instalația Utilitate U.M. Volum de apă Specific (mc/U.M.)
Amoniac III - apă recirculată-R3 mc/tonă 385,0
- apă demineralizată
3,5
Amoniac IV - apă recirculată-R6 mc/tonă 385,0
- apă demineralizată 3,5
Gospodăriile de apă recirculată ( R3, respectiv R6) existente pe platforma unității
deservesc și aceste 2 instalații.
Alte resurse/utilități
- Aer comprimat – furnizat de instalaţia de separare a aerului tip GAN 2200;
I.8. Substanţe chimice periculoase vehiculate
Substanţe periculoase vehiculate în instalaţie în timpul funcţionării sunt:
- amoniac
- gaz metan
- hidrogen
- monoxid de carbon
- soluţie CARSOL
- catalizatori cu conţinut de substanţe periculoase
- ulei de ungere
Amoniacul, gazul metan și hidrogenul , în limitele de explozitivitate, prezintă pericol de
explozie extrem de mare sau mai bine spus explozie sigură, în prezența unor scântei,
flăcări, scurtcircuit electric, scântei provocate prin lovirea unor corpuri dure, etc.
S.C. AZOMUREȘ S.A. deține Raport de Securitate, conform H.G. 804/2007 privind
controlul pericolelor de accident major în care sunt implicate substanţe periculoase;
pentru proiectul de modernizarea a instalațiilor de amoniac Raportul de Securitate a fost
revizuit.
Prin natura procesului de fabricație, se poate considera că practic orice punct al instalației
conține substanțe periculoase, și anume:
- gaz metan tehnologic – în fazele de purificare (desulfurare) a gazului
metan;
- gaz metan de combustie – de la punctul de alimentare până la arzătoarele
reformerului primar;
- gaz de sinteză de la reformarea primară (H2, CO, CO2, metan nereacționat,
abur)
în tuburile reformerului primar şi pe traseul de alimentare a reformerului secundar;
- gaz brut de sinteză (H2, N2, CO, CO2, metan nereacționat) în reformerul
secundar,
convertorul de CO, până la metanator;
- gaz de sinteză purificat (H2, N2) de la compresorul de sinteză la coloana de
sinteză;
- gaz de sinteză reacționat (H2, N2, NH3) de la coloana de sinteză la treaptă de
recirculare a compresorului de sinteză;
- amoniac lichefiat de la separatoarele de amoniac la limitele bateriei.
În cadrul instalațiilor Amoniac şi pentru creșterea siguranței în funcționare a instalațiilor
tehnologice în perioada modernizării se prevăd următoarele dotări:
▪ Sistemul de Control Distribuit - DCS care înlocuiește Sistemul de automatizare
convențional cu conducere centralizată de la tabloul de comandă.
▪ Sistemul de oprire automată în caz de urgență - ESD - pentru creșterea
siguranței în funcționare şi îmbunătățirea sistemului de control a instalațiilor de pe
platforma AZOMUREȘ. Scopul sistemului de interblocare este de a menține un
mediu sigur și fiabil în zona instalațiilor tehnologice pentru protecția personalului,
a echipamentelor, în cazul proastei funcționări a sistemului de comandă și/sau în
cazul erorilor umane.
II. MOTIVELE ŞI CONSIDERENTELE CARE AU STAT LA BAZA EMITERII
ACORDULUI
Procedura de evaluare de mediu pentru proiect s-a derulat cu respectarea prevederilor
legislative aplicabile:
- HG nr. 445/2009 privind evaluarea impactului anumitor proiecte publice şi private
asupra mediului;
- O.M. nr. 135/2010 privind aprobarea Metodologiei de aplicare a evaluării impactului
asupra mediului pentru proiecte publice şi private;
- O.M. nr. 863/2002 privind aprobarea ghidurilor metodologice aplicabile etapelor
procedurii cadru de evaluare a impactului asupra mediului;
- Legea nr. 278/2013 privind emisiile industriale;
- H.G. 804/2007 privind controlul pericolelor de accident major în care sunt implicate
substanţe periculoase;
- Autorizatia integrată de mediu nr. SB 84 din 2007, revizuita la 20.03.2012;
Decizia de emitere a fost luată în urma verificării documentaţiei depuse şi a
amplasamentului, în urma consultării publicului şi a autorităţilor publice competente
membre ale Comisiei de Analiză Tehnică, pe baza concluziilor şi a recomandărilor
raportului privind impactul asupra mediului.
Decizia de emitere a acordului de mediu se bazează pe respectarea prevederilor legale
privind:
- măsurile ce se impun pentru protecţia apei, aerului, solului şi biodiversităţii, gestiunea
deşeurilor;
- valorile limită de emisie, compararea cu prevederile documentelor de referinţă asupra
celor mai bune tehnici disponibile;
- respectarea cerinţelor comunitare transpuse în legislaţia naţională;
- măsuri adecvate pentru supravegherea emisiilor inclusiv obligativitatea de a raporta
autorităţii competente pentru protecţia mediului datele de supraveghere;
- măsuri speciale cu scopul de a preveni poluarea şi/sau reduce poluarea, atunci când
autorităţile competente pentru protecţia mediului le consideră necesare;
MĂSURI PENTRU PREVENIREA ŞI REDUCEREA EFECTELOR
NEGATIVE SEMNIFICATIVE ASUPRA MEDIULUI
III.1. Apa
- S.C. AZOMUREŞ S.A. deţine Autorizația de gospodărire a apelor nr.
82/28.03.2014 emisă de Administraţia Naţională „Apele Române” , București.
Alimentarea cu apă
Sursa apă: râul Mureş
Apa captată şi tratată în instalaţiile de tratare a apei din unitate este utilizată în special la
sistemele de răcire ale instalaţiilor tehnologice.
Gospodăriile de apă recirculată ( R3, respectiv R6) existente pe platforma unității
deservesc și aceste 2 instalații de producție amoniac.
Implementarea proiectului de modernizare a instalatiilor de producție amoniac nu va
conduce la modificarea actualei scheme de consum a apei tehnologice.
Clădirile (administrative; de serviciu) aferente instalațiilor sunt racordate la rețelele de
apă potabilă, respectiv canalizare menajeră, existente pe platforma unității. Apele meteorice colectate de pe platforma societăţii sunt transportate gravitaţional printr-o reţea
subterană de canalizare şi sunt conduse spre colectoarele magistrale
Apa pentru intervenţii în caz de incendiu
Apa pentru incendiu se asigură din bazinele de apă tehnologică și rezervorul castelului de
apă.
III.2. Aer În perioada de construcţii – montaj pentru realizarea proiectului :
Pe timpul realizării lucrărilor de modernizare la cele doua instalații, se va proceda la
întreruperea temporara a activității, fie a întregii instalații, sau a unor părţi din instalație;
se vor aplica prevederile din Planul de închidere a amplasamentului, întocmit de S.C.
AZOMUREŞ S.A.:
- oprirea în condiţii de siguranţă a procesului tehnologic şi a funcţionării instanțiilor;
- golirea instalaţiilor tehnologice şi de stocare cu recuperarea conţinutului,
gestionarea produselor rezultate;
- spălarea/curăţarea instalațiilor tehnologice şi de stocare;
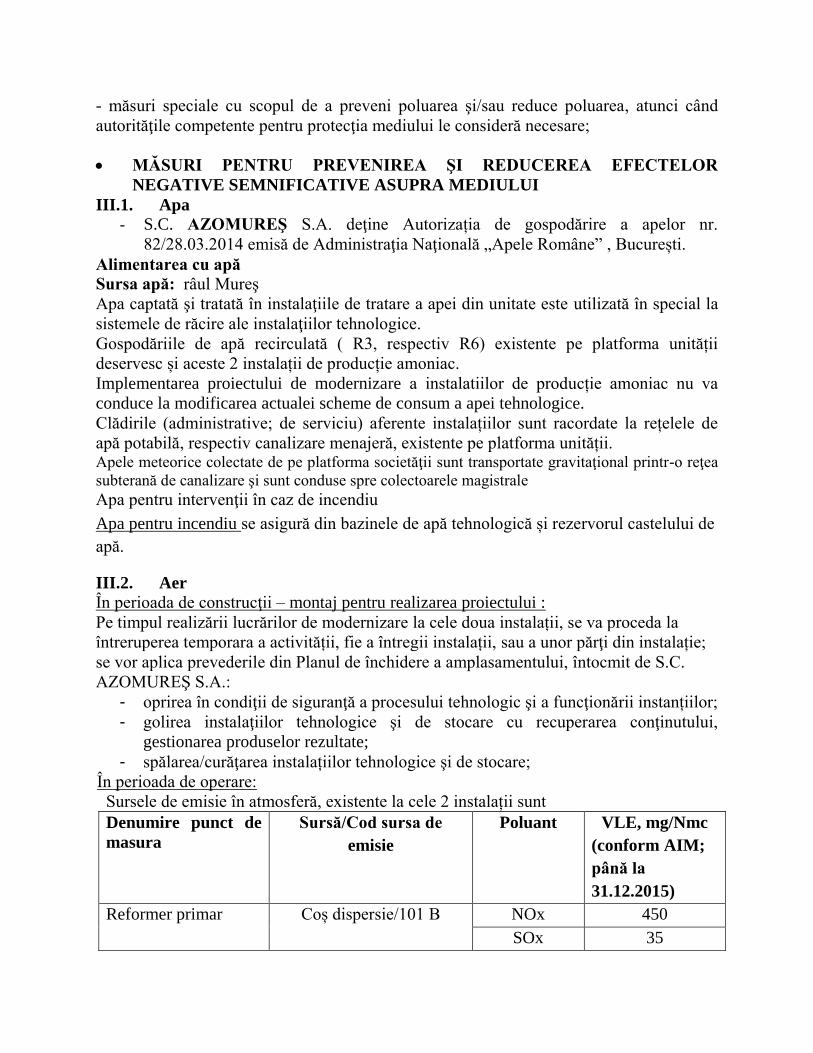
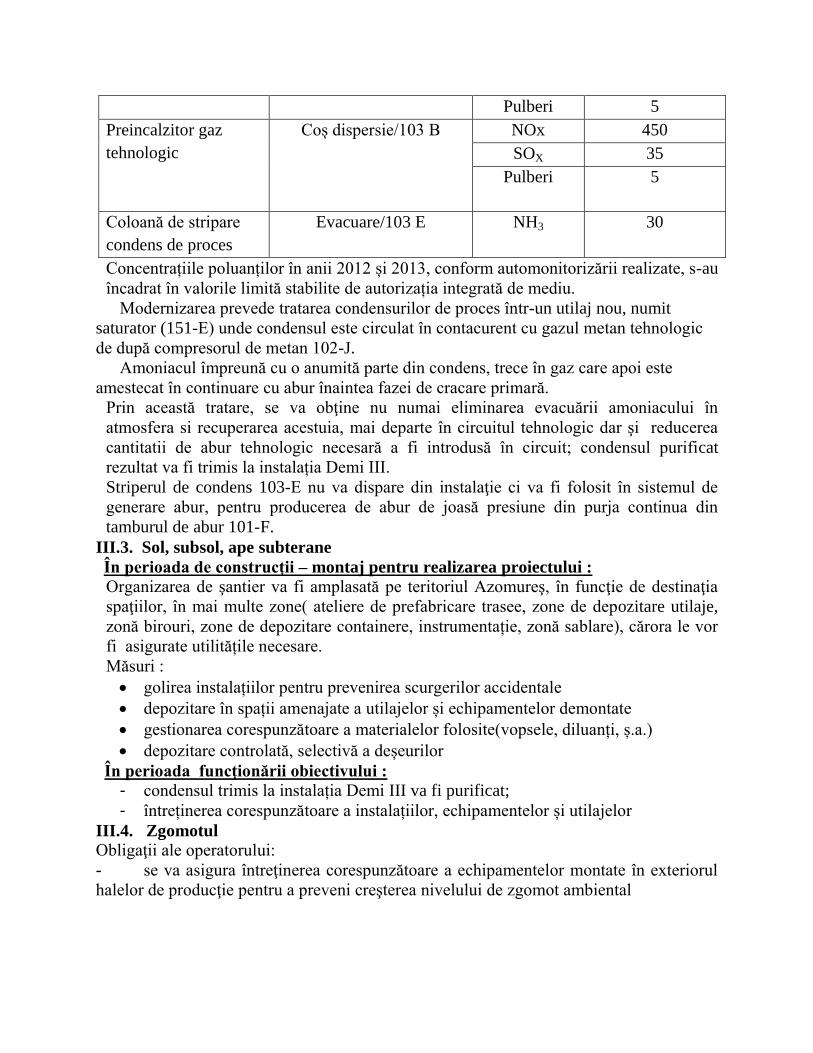
În perioada de operare:
Sursele de emisie în atmosferă, existente la cele 2 instalații sunt
Denumire punct de
masura
Sursă/Cod sursa de
emisie
Poluant VLE, mg/Nmc
(conform AIM;
până la
31.12.2015)
Reformer primar
Coș dispersie/101 B
NOx 450
SOx 35
Pulberi 5
Preincalzitor gaz
tehnologic
Coș dispersie/103 B
NOx 450
SOX 35
Pulberi 5
Coloană de stripare
condens de proces
Evacuare/103 E NH3 30
Concentrațiile poluanților în anii 2012 și 2013, conform automonitorizării realizate, s-au
încadrat în valorile limită stabilite de autorizația integrată de mediu.
Modernizarea prevede tratarea condensurilor de proces într-un utilaj nou, numit
saturator (151-E) unde condensul este circulat în contacurent cu gazul metan tehnologic
de după compresorul de metan 102-J.
Amoniacul împreună cu o anumită parte din condens, trece în gaz care apoi este
amestecat în continuare cu abur înaintea fazei de cracare primară.
Prin această tratare, se va obţine nu numai eliminarea evacuării amoniacului în
atmosfera si recuperarea acestuia, mai departe în circuitul tehnologic dar şi reducerea
cantitatii de abur tehnologic necesară a fi introdusă în circuit; condensul purificat
rezultat va fi trimis la instalația Demi III.
Striperul de condens 103-E nu va dispare din instalaţie ci va fi folosit în sistemul de
generare abur, pentru producerea de abur de joasă presiune din purja continua din
tamburul de abur 101-F.
III.3. Sol, subsol, ape subterane
În perioada de construcţii – montaj pentru realizarea proiectului :
Organizarea de şantier va fi amplasată pe teritoriul Azomureş, în funcţie de destinaţia
spaţiilor, în mai multe zone( ateliere de prefabricare trasee, zone de depozitare utilaje,
zonă birouri, zone de depozitare containere, instrumentație, zonă sablare), cărora le vor
fi asigurate utilitățile necesare.
Măsuri :
golirea instalațiilor pentru prevenirea scurgerilor accidentale
depozitare în spații amenajate a utilajelor și echipamentelor demontate
gestionarea corespunzătoare a materialelor folosite(vopsele, diluanți, ș.a.)
depozitare controlată, selectivă a deșeurilor
În perioada funcţionării obiectivului :
- condensul trimis la instalația Demi III va fi purificat;
- întreținerea corespunzătoare a instalațiilor, echipamentelor și utilajelor
III.4. Zgomotul
Obligaţii ale operatorului:
- se va asigura întreţinerea corespunzătoare a echipamentelor montate în exteriorul
halelor de producţie pentru a preveni creşterea nivelului de zgomot ambiental
- să folosească măsuri de bună practică pentru controlul zgomotului. Aceasta include o
mentenanţă adecvată a echipamentelor, a căror deteriorare poate conduce la creşterea
zgomotului.
- trebuie să folosească tehnici de control a zgomotului care să asigure că zgomotul
produs de instalaţie nu conduce la cauze rezonabile de sesizări ale populaţiei;
- să asigure măsuri şi dotări speciale pentru izolarea şi protecţia fonică a surselor
generatoare de zgomot şi vibraţii, să verifice eficienţa acestora;
- să pună în exploatare numai pe cele care nu depăşesc nivelul de zgomot echivalent
Lech= 65 dB(A) şi valoarea curbei de zgomot Cz= 60 dB, la limita instalaţiei, conform
STAS 10009/88;
III.5. Miros
Surse de mirosuri – emisii dirijate sau fugitive generate din următoarele operaţii:
- instalaţiile tehnologice ;
- zona de depozitare materiale.
- zona de depozitare deşeuri.
Se vor lua următoarele măsuri:
- Se va asigura că toate operaţiile de pe amplasament să fie realizate în aşa fel încât
mirosurile să nu determine o deteriorare semnificativă a calităţii aerului, dincolo de
limitele amplasamentului.
- Se va urmări prevenirea generării mirosurilor la sursă sau reducerea acestora prin
sisteme speciale de tratare, în cazul în care acestea nu pot fi prevenite.
- Se vor lua măsurile necesare pentru reducerea emisiilor fugitive generatoare de miros.
- Se va asigura întreţinerea corespunzătoare a echipamentelor montate în exteriorul halei
de producţie pentru a preveni emisiile de miros în aer.
III.6. Gospodărirea deşeurilor
Deşeurile rezultate din procesul ”cleaning securing”(catalizatori, umpluturi, soluție
Carsol, ulei mineral, cărbune activ, ape de spălare utilaje, silicagel), dezafectarea
utilajelor(deșeuri metalice; deșeuri de construcții; uleiuri minerale/sintetice) vor fi
colectate selectiv în recipiente adecvate şi vor fi stocate temporar pe amplasament, pe
platforme betonate.
Deșeurile se vor preda la unități autorizate de colectare și transport deșeuri.
Principalele tipuri de deşeuri rezultate în etapa de operare a instalațiilor de Amoniac III şi
IV sunt:
- catalizatori uzaţi (cu conţinut de Cr, Ni, Ni-Mo, ZnO) proveniţi din procesele de
fabricaţie;
- piese şi componente metalice uzate rezultate de la întreţinerea şi repararea
echipamentelor şi instalațiilor;
- ulei uzat rezultat din activităţile de întreţinere şi reparaţii a echipamentelor şi
utilajelor
- deşeuri menajere.
După modernizare, modul de gestionare a deşeurilor de către operator, nu se va modifica
şi nu vor fi necesare măsuri suplimentare de colectare selectivă şi de stocare separată a
deşeurilor.
Operatorul are următoarele obligaţii:
- evitarea producerii de deşeuri; în cazul în care aceasta nu poate fi evitată, valorificarea
lor, iar în caz de imposibilitate tehnică şi economică, neutralizarea şi eliminarea acestora,
evitându-se sau reducându-se impactul asupra mediului;
- eliminarea deşeurilor periculoase prin firme specializate, autorizate, pe bază de
contract;
- operatorul trebuie să se asigure că deşeurile transferate către o altă persoană fizică sau
juridică sunt ambalate şi etichetate în conformitate cu standardele naţionale, europene şi
cu oricare alte norme în vigoare privind inscripţionările obligatorii;
- amenajarea locurilor pentru colectarea selectivă, în condiţii de siguranţă pentru mediu şi
sănătatea umană, a deşeurilor ce vor rezulta din activitate şi gestionarea corespunzătoare
a acestora în conformitate cu prevederile legale în vigoare; deşeurile industriale
reciclabile vor fi colectate separat şi valorificate în conformitate cu legislaţia în vigoare
(Legea 211/2011 privind regimul deşeurilor);
- gestionarea deşeurilor se va realiza conform cerinţelor H.G. nr. 856/2002 privind
evidenţa gestiunii deşeurilor;
- deşeurile destinate proceselor de recuperare sau eliminare pot fi transportate numai de
agenţi economici autorizaţi, cu respectarea prevederilor H.G. nr. 1061/2008;
- gestionarea ambalajelor şi deşeurilor de ambalaje se va face conform H.G. nr. 621/2005,
cu modificările ulterioare;
IV. CONDIŢII CARE TREBUIE RESPECTATE
IV.1. Protecţia calităţii apelor
- Se vor respecta prevederile Autorizației de gospodărire a apelor nr. 82/28.03.2014 emisă
de Administraţia Naţională „Apele Române” , București;
- Analizele vor fi efectuate de către un laborator acreditat RENAR;
- Beneficiarul investiţiei va urmări respectarea indicatorilor de calitate pentru apele uzate
menajere şi pluviale;
- Se interzice evacuarea de ape uzate neepurate sau insuficient epurate în apele de
suprafaţă sau în pânza freatică, atât în perioada executării construcţiilor cât şi la punerea în
funcţiune a acestora, conform Legii Apelor nr. 107/1996, cu modificările şi completările
ulterioare;
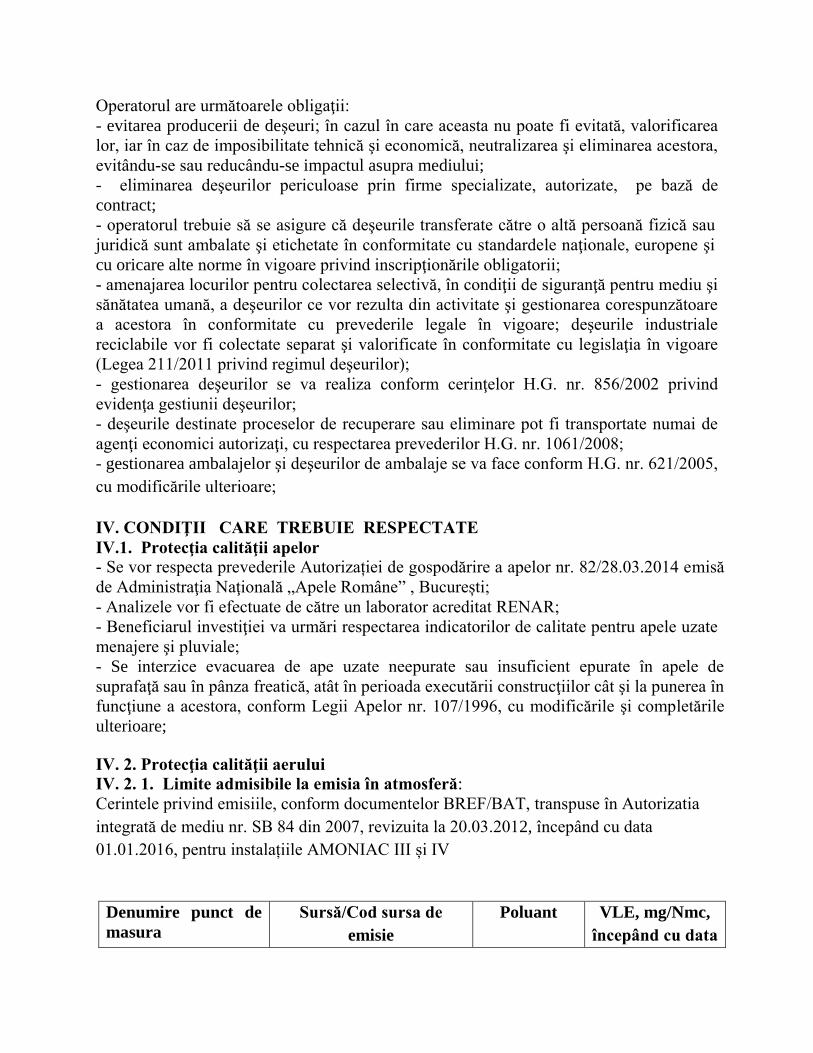
IV. 2. Protecţia calităţii aerului
IV. 2. 1. Limite admisibile la emisia în atmosferă:
Cerintele privind emisiile, conform documentelor BREF/BAT, transpuse în Autorizatia
integrată de mediu nr. SB 84 din 2007, revizuita la 20.03.2012, începând cu data
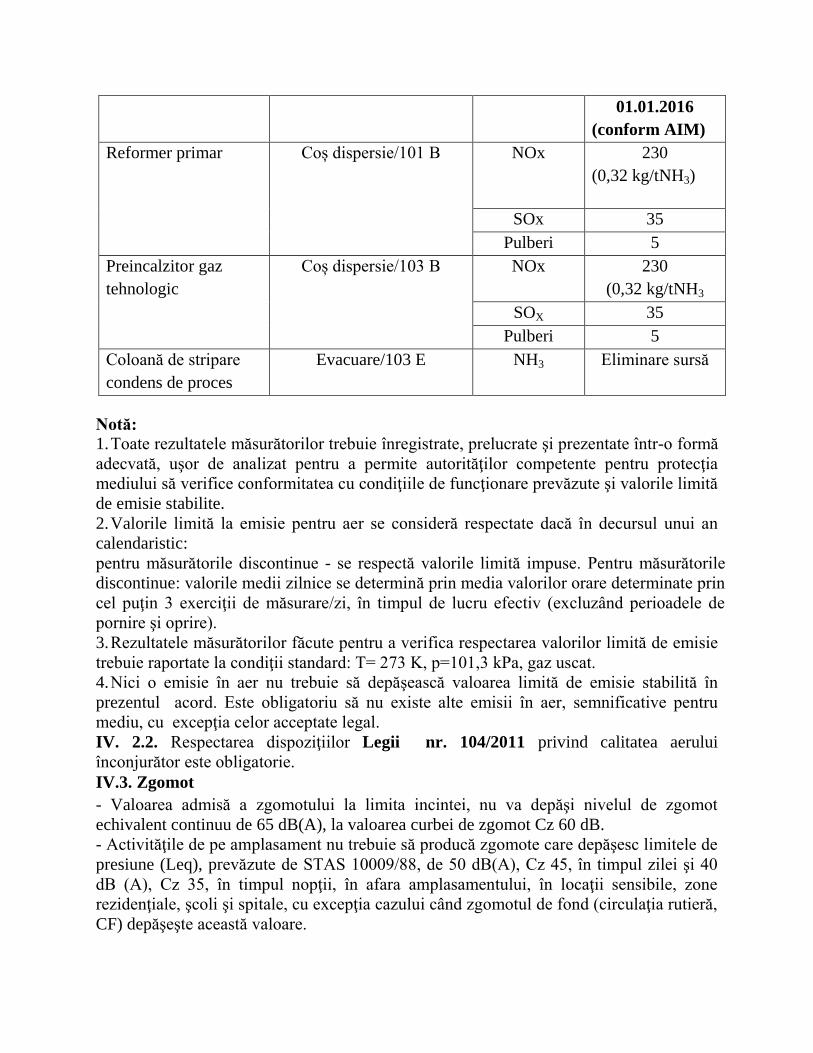
01.01.2016, pentru instalațiile AMONIAC III și IV
Denumire punct de
masura
Sursă/Cod sursa de
emisie
Poluant VLE, mg/Nmc,
începând cu data
01.01.2016
(conform AIM)
Reformer primar
Coș dispersie/101 B
NOx 230
(0,32 kg/tNH3)
SOx 35
Pulberi 5
Preincalzitor gaz
tehnologic
Coș dispersie/103 B
NOx 230
(0,32 kg/tNH3
SOX 35
Pulberi 5
Coloană de stripare
condens de proces
Evacuare/103 E NH3 Eliminare sursă
Notă:
1. Toate rezultatele măsurătorilor trebuie înregistrate, prelucrate şi prezentate într-o formă
adecvată, uşor de analizat pentru a permite autorităţilor competente pentru protecţia
mediului să verifice conformitatea cu condiţiile de funcţionare prevăzute şi valorile limită
de emisie stabilite.
2. Valorile limită la emisie pentru aer se consideră respectate dacă în decursul unui an
calendaristic:
pentru măsurătorile discontinue - se respectă valorile limită impuse. Pentru măsurătorile
discontinue: valorile medii zilnice se determină prin media valorilor orare determinate prin
cel puţin 3 exerciţii de măsurare/zi, în timpul de lucru efectiv (excluzând perioadele de
pornire şi oprire).
3. Rezultatele măsurătorilor făcute pentru a verifica respectarea valorilor limită de emisie
trebuie raportate la condiţii standard: T= 273 K, p=101,3 kPa, gaz uscat.
4. Nici o emisie în aer nu trebuie să depăşească valoarea limită de emisie stabilită în
prezentul acord. Este obligatoriu să nu existe alte emisii în aer, semnificative pentru
mediu, cu excepţia celor acceptate legal.
IV. 2.2. Respectarea dispoziţiilor Legii nr. 104/2011 privind calitatea aerului
înconjurător este obligatorie.
IV.3. Zgomot
- Valoarea admisă a zgomotului la limita incintei, nu va depăşi nivelul de zgomot
echivalent continuu de 65 dB(A), la valoarea curbei de zgomot Cz 60 dB.
- Activităţile de pe amplasament nu trebuie să producă zgomote care depăşesc limitele de
presiune (Leq), prevăzute de STAS 10009/88, de 50 dB(A), Cz 45, în timpul zilei şi 40
dB (A), Cz 35, în timpul nopţii, în afara amplasamentului, în locaţii sensibile, zone
rezidenţiale, şcoli şi spitale, cu excepţia cazului când zgomotul de fond (circulaţia rutieră,
CF) depăşeşte această valoare.
- Măsurătorile şi calculul nivelului de zgomot echivalent continuu se vor face respectând
prevederile STAS 6161/1-89, STAS 6156-86 şi STAS 6161/3-82.
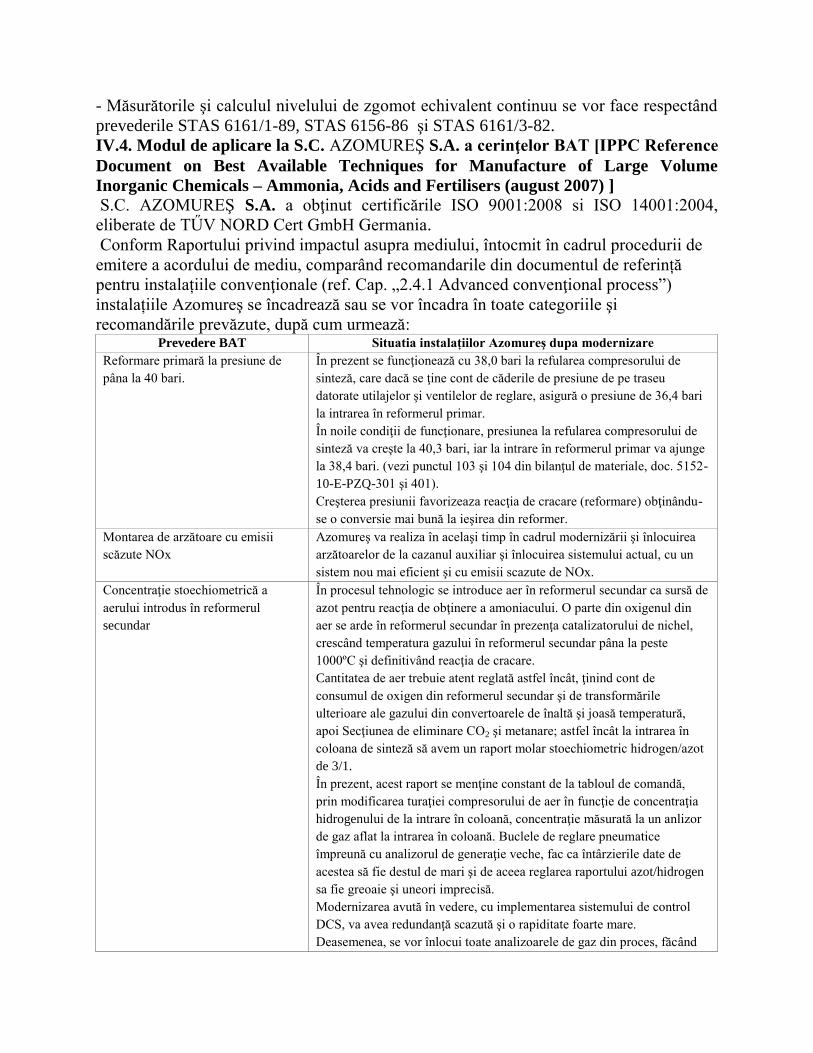
IV.4. Modul de aplicare la S.C. AZOMUREŞ S.A. a cerinţelor BAT [IPPC Reference
Document on Best Available Techniques for Manufacture of Large Volume
Inorganic Chemicals – Ammonia, Acids and Fertilisers (august 2007) ]
S.C. AZOMUREŞ S.A. a obţinut certificările ISO 9001:2008 si ISO 14001:2004,
eliberate de TŰV NORD Cert GmbH Germania.
Conform Raportului privind impactul asupra mediului, întocmit în cadrul procedurii de
emitere a acordului de mediu, comparând recomandarile din documentul de referință
pentru instalațiile convenţionale (ref. Cap. „2.4.1 Advanced convenţional process”)
instalațiile Azomureş se încadrează sau se vor încadra în toate categoriile şi
recomandările prevăzute, după cum urmează: Prevedere BAT Situatia instalațiilor Azomureş dupa modernizare
Reformare primară la presiune de
pâna la 40 bari.
În prezent se funcţionează cu 38,0 bari la refularea compresorului de
sinteză, care dacă se ţine cont de căderile de presiune de pe traseu
datorate utilajelor şi ventilelor de reglare, asigură o presiune de 36,4 bari
la intrarea în reformerul primar.
În noile condiţii de funcţionare, presiunea la refularea compresorului de
sinteză va creşte la 40,3 bari, iar la intrare în reformerul primar va ajunge
la 38,4 bari. (vezi punctul 103 şi 104 din bilanţul de materiale, doc. 5152-
10-E-PZQ-301 şi 401).
Creşterea presiunii favorizeaza reacţia de cracare (reformare) obţinându-
se o conversie mai bună la ieşirea din reformer.
Montarea de arzătoare cu emisii
scăzute NOx
Azomureş va realiza în acelaşi timp în cadrul modernizării şi înlocuirea
arzătoarelor de la cazanul auxiliar şi înlocuirea sistemului actual, cu un
sistem nou mai eficient şi cu emisii scazute de NOx.
Concentraţie stoechiometrică a
aerului introdus în reformerul
secundar
În procesul tehnologic se introduce aer în reformerul secundar ca sursă de
azot pentru reacţia de obţinere a amoniacului. O parte din oxigenul din
aer se arde în reformerul secundar în prezenţa catalizatorului de nichel,
crescând temperatura gazului în reformerul secundar pâna la peste
1000ºC şi definitivând reacţia de cracare.
Cantitatea de aer trebuie atent reglată astfel încât, ţinind cont de
consumul de oxigen din reformerul secundar şi de transformările
ulterioare ale gazului din convertoarele de înaltă şi joasă temperatură,
apoi Secţiunea de eliminare CO2 şi metanare; astfel încât la intrarea în
coloana de sinteză să avem un raport molar stoechiometric hidrogen/azot
de 3/1.
În prezent, acest raport se menţine constant de la tabloul de comandă,
prin modificarea turaţiei compresorului de aer în funcţie de concentraţia
hidrogenului de la intrare în coloană, concentraţie măsurată la un anlizor
de gaz aflat la intrarea în coloană. Buclele de reglare pneumatice
împreună cu analizorul de generaţie veche, fac ca întârzierile date de
acestea să fie destul de mari şi de aceea reglarea raportului azot/hidrogen
sa fie greoaie şi uneori imprecisă.
Modernizarea avută în vedere, cu implementarea sistemului de control
DCS, va avea redundanţă scazută şi o rapiditate foarte mare.
Deasemenea, se vor înlocui toate analizoarele de gaz din proces, făcând
sistemul de reglare a raportului azot/hidrogen prin modificarea turaţiei
compresorului de aer mult mai fiabilă şi mai exactă.
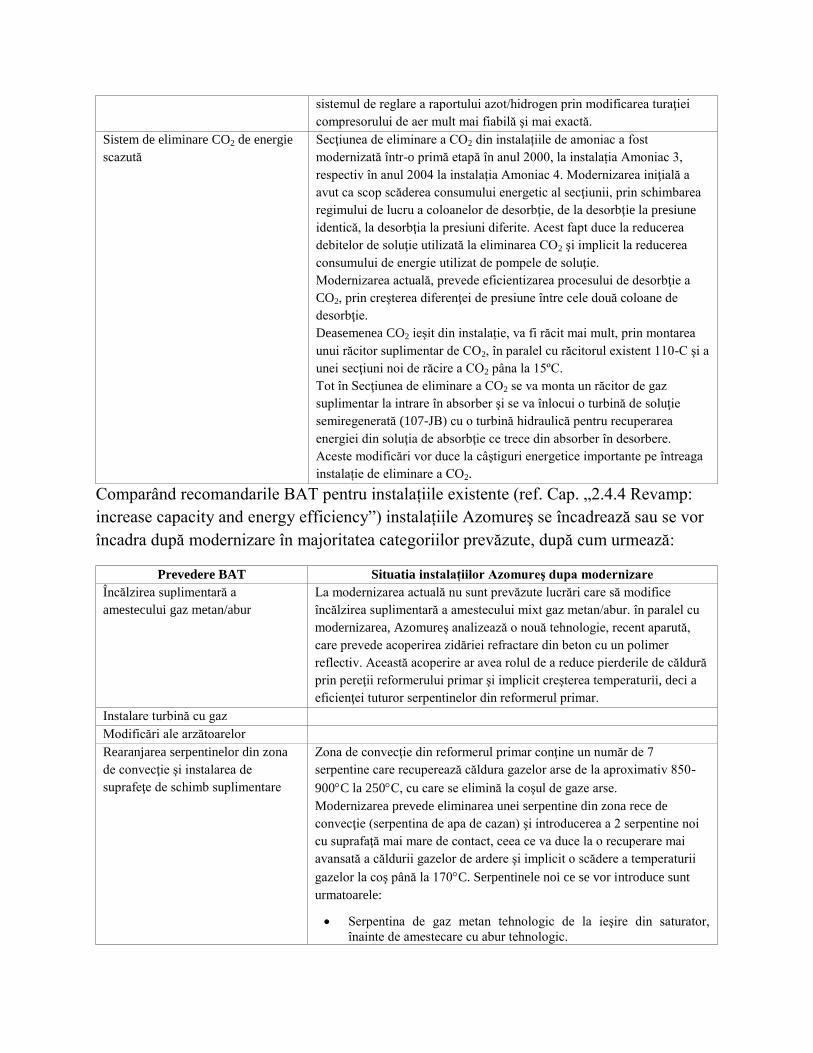
Sistem de eliminare CO2 de energie
scazută
Secţiunea de eliminare a CO2 din instalațiile de amoniac a fost
modernizată într-o primă etapă în anul 2000, la instalația Amoniac 3,
respectiv în anul 2004 la instalația Amoniac 4. Modernizarea iniţială a
avut ca scop scăderea consumului energetic al secţiunii, prin schimbarea
regimului de lucru a coloanelor de desorbţie, de la desorbţie la presiune
identică, la desorbţia la presiuni diferite. Acest fapt duce la reducerea
debitelor de soluţie utilizată la eliminarea CO2 şi implicit la reducerea
consumului de energie utilizat de pompele de soluţie.
Modernizarea actuală, prevede eficientizarea procesului de desorbţie a
CO2, prin creşterea diferenţei de presiune între cele două coloane de
desorbţie.
Deasemenea CO2 ieşit din instalație, va fi răcit mai mult, prin montarea
unui răcitor suplimentar de CO2, în paralel cu răcitorul existent 110-C şi a
unei secţiuni noi de răcire a CO2 pâna la 15ºC.
Tot în Secţiunea de eliminare a CO2 se va monta un răcitor de gaz
suplimentar la intrare în absorber şi se va înlocui o turbină de soluţie
semiregenerată (107-JB) cu o turbină hidraulică pentru recuperarea
energiei din soluţia de absorbţie ce trece din absorber în desorbere.
Aceste modificări vor duce la câştiguri energetice importante pe întreaga
instalație de eliminare a CO2.
Comparând recomandarile BAT pentru instalațiile existente (ref. Cap. „2.4.4 Revamp:
increase capacity and energy efficiency”) instalațiile Azomureş se încadrează sau se vor
încadra după modernizare în majoritatea categoriilor prevăzute, după cum urmează:
Prevedere BAT Situatia instalațiilor Azomureş dupa modernizare
Încălzirea suplimentară a
amestecului gaz metan/abur
La modernizarea actuală nu sunt prevăzute lucrări care să modifice
încălzirea suplimentară a amestecului mixt gaz metan/abur. în paralel cu
modernizarea, Azomureş analizează o nouă tehnologie, recent aparută,
care prevede acoperirea zidăriei refractare din beton cu un polimer
reflectiv. Această acoperire ar avea rolul de a reduce pierderile de căldură
prin pereţii reformerului primar şi implicit creşterea temperaturii, deci a
eficienţei tuturor serpentinelor din reformerul primar.
Instalare turbină cu gaz
Modificări ale arzătoarelor
Rearanjarea serpentinelor din zona
de convecţie şi instalarea de
suprafeţe de schimb suplimentare
Zona de convecţie din reformerul primar conţine un număr de 7
serpentine care recuperează căldura gazelor arse de la aproximativ 850-
900C la 250C, cu care se elimină la coşul de gaze arse.
Modernizarea prevede eliminarea unei serpentine din zona rece de
convecţie (serpentina de apa de cazan) şi introducerea a 2 serpentine noi
cu suprafaţă mai mare de contact, ceea ce va duce la o recuperare mai
avansată a căldurii gazelor de ardere şi implicit o scădere a temperaturii
gazelor la coş până la 170C. Serpentinele noi ce se vor introduce sunt
urmatoarele:
Serpentina de gaz metan tehnologic de la ieşire din saturator,
înainte de amestecare cu abur tehnologic.
Serpentina de condens intrare la saturator.
De asemenea, proiectul mai include o variantă de eliminare a
încălzitorului de preîncălzire gaz metan pentru desulfurare 103-B. În
acest caz odată cu eliminarea 103-B, se prevede instalarea unei serpentine
noi, situată între cele două serpentine menţionate mai sus.
Mentenanţa Mentenanţa instalațiilor în Azomureş se face pe parcursul întregului an,
odată ce apar probleme la utilaje. Problemele apar în special la utilajele
dinamice, care sunt prevăzute cu rezerve, astfel că un
utilaj/pompă/turbină se poate înlcui în funcţionare cu rezerva lui/ei şi se
poate interveni şi remedia fară a afecta procesul tehnologic.
La finalizarea reparaţiilor utilajul se reintroduce în circut.
Revizia anuală se execută cu oprirea instalaţiei, când sunt executate
lucrările care nu pot fi făcute în timpul funcţionării, împreună cu toate
verificarile, probele şi testările impuse de regulamentele de funcţionare şi
de legislaţia în vigoare.
Referitor la prevederile BAT din cap „2.4.5 Pre-reforming” ce prevede instalarea unui
pre-reformer catalitic instalat pe fluxul tehnologic în faţa reformerului primar, proiectul
actual nu prevede instalarea unui prereformer.
Referitor la prevederile BAT din cap „2.4.6 Energy audits” ce prevede efectuarea de
analize energetice pentru identificarea potentialelor surse de reducere a consumurilor,
proiectantul modernizării a efectuat un audit energetic al ambelor instalaţii şi a
identificat şi propus un număr de 9 soluţii suplimentare pentru scăderea suplimentară a
consumului energetic, unele vor fi executate în timpul modernizării, altele ulterior şi vor
avea ca efect reducerea consumurilor energetice cu aproximativ 0,5 Gcal/tona amoniac.
Referitor la prevederile BAT din cap „2.4.7 Advanced process control” ce prevede
implementarea unui sistem avansat de control al procesului, proiectul modernizării
include instalarea unui sistem nou de comanda şi monitorizare pe calculator a procesului
tehnologic (DCS+ESD) şi înlocuirea majorităţii ventilelor de reglare automate din proces,
pentru a se asigura fiabilitatea întregului sistem de control. Sistemul DCS va fi prevazut
cu proceduri de control automat şi optimizat al procesului tehnologic, şi va avea o
fiabilitate şi viteza de reacţie mult mai mare ca actualul sistem pneumatic de comandă.
Cap „2.4.8 Use of gas turbine to drive the process air compressor” prevede instalarea
unei turbine cu gaz la compresorul de aer. Aceasta modificare nu se va executa deoarece
au fost aplicate alte măsuri în acelaşi scop, respectiv schimbarea etanşărilor
compresoarelor de aer de la ambele instalații, cu un sistem de etanşare elastic nou, ca
urmare performanţele compresorului au crescut cu 15%. S-au economisit astfel 9 tone
abur de 40 bari pe oră, de la fiecare compresor şi implicit s-a redus consumului de gaz
metan necesar producerii aburului.
Conceptul etanşărilor elastice se va extinde la compresoarele de metan, de gaz de sinteză
şi de amoniac.
Prevederile BAT din cap „2.4.9 Combined Claus unit and tail gas management” sunt
valabile pentru instalațiile cu oxidare parţială a gazului metan, deci nu se aplica
instalațiilor Azomureş.
Cap „2.4.10 SNCR at the primary reformer” prevede instalarea unui sistem de reducere a
oxizilor de azot prin injectarea unui aditiv în gazele de ardere. Această modificare nu se
va executa, în schimb Azomureş a instalat în scopul eliminarii amoniacului din gazele de
tanc, care se introduc la ardere, o coloana de spălare cu apă demineralizata, apa
amoniacală rezultată se valorifică în instalația de azotat de amoniu. Lucrarea are ca şi
consecinţă scăderea drastică a concentraţiei de NOx din gazele arse de la reformerul
primar.
Referitor la prevederile BAT din cap „2.4.11 Improved CO2 removal systems” ce
prevede eficientizarea secţiunii de eliminare a CO2 se pot menţiona urmatoarele: S-a
executat o modernizarea iniţială care a avut ca scop scăderea consumului energetic al
secţiunii prin schimbarea regimului de lucru initial, cu o coloana de absorbţie şi doua
coloane de desorbţie la presiune identica, la un sistem în care coloanele de desorbţie
lucrează la presiuni diferite. Ca urmare a acestei modernizări s-a obţinut reducerea
debitelor de soluţie absorbantă utilizată la eliminarea CO2 şi implicit la reducerea
consumului de energie utilizată de pompele de soluţie regenerata 108-J şi de soluţie
semiregenerata 107-JA/JB. Modernizarea actuală prevede eficientizarea procesului de
desorbţie al CO2, prin creşterea diferenţei de presiune între cele două coloane de
desorbţie, realizată prin montarea unui ejector 152-L pe traseul de CO2 de la ieşirea din
desorberul de joasă presiune, având ca agent motor CO2 de la ieşirea din desorberul de
înaltă presiune, ceea ce va duce la eficientizarea energetică suplimentară a procesului.
Deasemenea, tot în zona de eliminare a CO2 se va monta un răcitor suplimentar de CO2,
în paralel cu răcitorul existent 110-C, ceea ce va duce la scăderea temperaturii CO2 şi la
creşterea cantităţii de condens separat, având ca rezultat scăderea energiei necesare
pentru transportul CO2 la beneficiar.
Prin modernizare se mai prevede şi instalarea unei secţiuni de răcire a CO2, formată dîntr-
o coloana de răcire 152-E în care CO2 circulă ascendent, în contracurent cu un condens
subrăcit pe baza vaporizării amoniacului, într-un schimbator de căldura 152-C şi
vehiculat cu pompele 152-JA/JB. CO2 va fi racit astfel pâna la 15ºC ceea ce va duce,
deasemenea, la reducerea energiei necesare pentru transportul CO2 la beneficiar şi la
scăderea consumurilor energetice la instalația Uree.
Pe traseul de gaz, la intrarea în absorber, se va monta un răcitor suplimentar 156-C, în
serie cu răcitorul existent 106-C, ceea ce va avea ca rezultat scăderea temperaturii de
intrare în absorber de la 88ºC actual la 62ºC. Acest fapt impiedică formarea produşilor de
degradare a soluţiei absorbante în absorber, având ca rezultat reducerea debitelor de
soluţie şi implicit scăderea consumurilor energetice ale pompelor de soluţie regenerată
108-J şi de soluţie semiregenerată 107-J.
Tot în scopul creşterii eficienţei energetice a procesulului tehnologic se va înlocui una din
turbinele actuale de soluţie semiregenerată 107-JB cu o turbină hidraulică. Turbina
hidraulică va recupera diferenţa de presiune dintre absorber (26 bari) şi desorberul de
înaltă presiune (1,15 bari) şi o va utiliza pentru a genera forţa motoare necesară antrenării
pompei de soluţie semiregenerată 107-JB. Se salvează astfel 6,5 tone/ora de abur de
medie presiune şi implicit va scădea consumul global de gaz metan al instalațiilor.
Prevederile BAT din cap „2.4.12 Preheating of combustion air” nu se implementează din
cauza dificultăţii implementarii acestei solutii la cazul particular al instalațiilor
Azomureş.
Prevederile BAT din cap „2.4.13 Low temperature desulphurisation” nu se
implementeaza din cauza ca gazul metan utilizat de Azomureş ca materie prima la
fabricarea amoniacului, conţine extrem de puţini compuşi cu sulf, ca urmare modificarea
nu se justifică.
Prevederile BAT din cap „2.4.14 Isothermal shift conversion” referitoare la modificarea
convertoarelor de înaltă şi joasă temperatură. Se va executa într-o etapă următoare
modificarea interioarelor convertoarelor de înaltă şi joasă temperatura pentru a se realiza
un sistem de circulatie radial-axial al gazului. Aceasta va permite scăderea cantităţii de
catalizator utilizate şi a căderii de presiune pe cele două reactoare cu aproximativ 50%.
Scăderea căderii de presiune duce la micşorarea presiunii necesare a fi dezvoltată de
compresoarele de metan şi aer, de unde rezultă reducerea de consum energetic.
Capitolul BAT „2.4.15 Use of smaller catalyst particles în ammonia converter”
împreună cu cap. „2.4.17 Low pressure catalyst for ammonia synthesis” şi cap. „2.4.20
Indirect cooling of the ammonia synthesis reactor” se referă la modidficări făcute
coloanei de sinteză a amoniacului.
Actualul proiect prevede modernizarea interioarelor coloanei şi înlocuirea catalizatorului.
Lucrările de modernizare actuale a interiorul coloanei de sinteză presupun înlocuirea
coşurilor de catalizator, cu un sistem nou de susţinere a catalizatorului, din tablă cu fante,
şi deasemenea se va schimba şi întreg sistemul de circulatie a gazului în interiorul
coloanei, format din două schimbatoare de căldura împreună cu conductele de dirijare a
gazului de răcire deasupra straturilor.
Se va schimba şi tipul catalizatorului din coloana de sinteză. După modernizare se va
folosi un catalizator de tip nou, mai eficient, tipul Amomax10 de la Clariant (Sud
Chemie), de o reactivitate şi o stabilitate mai mare pe plaja de temperatură a coloanei de
sinteză şi de dimensiuni mai mici. Acest catalizator, faţă de catalizatorul uzual de fier,
conţine o anumită cantitate de wustită, care conferă acestuia reactivitate şi rezistenţă
sporită. Dimensiunile mai mici ale catalizatorului au ca efect şi micşorarea căderii de
presiune pe coloana de sinteză.
O altă modificare, în scopul reducerii consumului energetic în cadrul buclei de sinteză,
care se va realiza în timpul modernizarii actuale este inversarea traseelor de gaz în etapa
sinteză.
Configuraţia actuala este cu partea de sinteză a amoniacului dupa partea de separare a
amoniacului. Gazul de la coloana de sinteză, cu 18% amoniac, este preluat de treapta de
recirculare a compresorului de sinteză şi amestecat cu gaz proaspăt. După ce este
comprimat la 150 bari, amestecul de gaze este trecut la etapa de răcire (de la 150C la -
23C) şi eliminarea amoniacului, apoi este încălzit din nou şi introdus la coloana de
sinteză.
Configuraţia, după modernizare, va avea etapa de sinteză imediat după compresorul de
sinteză şi etapa de separare a amoniacului după sinteză şi înaintea recircularii în
compresor. Se vor realiza astfel importante economii energetice, deoarece gazul nu
trebuie răcit şi apoi reincălzit înainte de coloana de sinteză, ci se va putea profita de
încălzirea obţinută la comprimare.
Deasemenea, în noile condiţii, faza de separare a amoniacului va fi mai eficientă
deoarece separarea amoniacului se va face de la un procent mai mare din gazul de
sinteză.
Nu în ultimul rând, compresorul de sinteză se va descărca deoarece nu mai trebuie sa
transporte amoniacul obţinut în sinteză pentru că acesta este separat înaintea treptei de
recirculare.
În bucla de sinteză, alături de schimbări în configuraţia traseelor tehnologice, se vor
introduce utilaje noi după cum urmează: un răcitor de gaz proaspat sinteză (cu amoniac)
154-C, un răcitor suplimentar de gaz sinteză (cu apa de răcire) 153-C, un filtru de
separare ulei din gazul de sinteză, pe refularea compresorului de sinteză 153-L (a se
vedea schema tehnologica 5152-10-E-PDI-318).
Îndeplinirea prevederile BAT din cap „2.4.16 Stripping and recycling of process
condensate” . În situaţia actuală, condensul de proces format în separatoarele 102-F şi
104-F, cu un conţinut de amoniu de aproximativ 0.038%, este dirijat către striperul de
proces 103-E, unde este eliminat prin stripare cu abur de joasă presiune, iar amoniacul
împreună cu aburul se elimină prin eşapare într-un punct înalt deasupra instalației.
Modernizarea prevede tratarea condensurilor cu amoniu într-un utilaj nou, numit
saturator, 151-E unde condensul cu amoniu este circulat în contacurent cu gazul metan
tehnologic de după compresorul de metan 102-J.
Amoniacul împreună cu o anumită parte din condens, trece în gaz care apoi este
amestecat în continuare cu abur înaintea fazei de cracare primară.
Prin această tratare, se va obţine nu numai eliminarea evacuării amoniacului în atmosfera
ci acesta va merge mai departe în circuitul tehnologic dar şi reducerea cantitatii de abur
tehnologic necesară a fi introdusă în circuit cu aproximativ 33%., prin faptul că gazul este
saturat cu vapori de apă la temperatura de echilibru pâna la un raport abur/carbon de 1/1,
ceea ce va determina ulterior faptul că condensul rezultat va fi purificat, astfel încât după
o serie de faze de recuperare a căldurii acesta este trims la prelucrare în instalația Demi
III, de unde se va întoarce la instalațiile de amoniac sub formă de apă demineralizată.
Din punct de vedere constructiv, saturatorul este un vas cilindric vertical cu două zone de
diametre distincte, prevăzute cu umplutură metalică (inele Pall), fiecare strat fiind
prevăzut cu posibilitatea de extracţie condens. Gazul intră pe la partea inferioară şi
circulă în contracurent cu condensul de proces, apoi este evacuat pe la partea superioară
şi merge pe traseul vechi spre faza de amestecare cu abur tehnologic. Condensul de
proces este preluat cu pompele 153-JA/JB preîncălzit prin schimbatorul de căldura 151-
C, apoi se uneşte cu condensul de la stratul superior al saturatorului. Amestecul este apoi
încălzit într-o serpentină nouă din zona de convecţie a reformerul primar şi intră la partea
superioară a saturatorului. Cea mai mare parte a condensului este extrasă la mijlocul
saturatorului şi este recirculată cu pompele 151-JA/JB, iar o mică parte ce ajunge în
blazul saturatorului este eliminată prîntr-un regulator de nivel.
Beneficiul major al utilajelor noi din partea de saturare este acela că se elimină complet
eşapările actuale de amoniac în atmosferă de la striperul de condens 103-E. Toate
condensurile de proces cu conţinut de amoniu se vor recupera astfel şi vor fi trimise la
alte instalații pentru prelucrare şi reutilizare.
Fizic striperul de condens 103-E nu va dispare din instalație ci va fi folosit în sistemul de
generare abur, pentru producerea de abur de joasă presiune din purja continua din
tamburul de abur 101-F (a se vedea schema tehnologica 5152-10-E-PDI-312).
Prevederile BAT din cap „2.4.18 Use of sulphur resistant catalyst for shift reaction of
syngas from partial oxidation” sunt valabile pentru instalațiile cu oxidare parţială a
gazului metan şi deci nu se aplica instalaţiilor Azomureş.
Prevederile BAT din cap „2.4.19 Liquid nitrogen wash for final purification of the
synhtesis gas” se refera la folosirea azotului criogenic pentru purificarea gazului de
sinteză şi sunt valabile pentru instalațiile cu oxidare partială a gazului metan, ca urmare
nu se aplica instalaţiilor Azomureş.
Soluţia aleasă pentru purificarea gazului în instalațiile Azomureş, este instalarea unei
unităţi de spălare a gazului de sinteză cu amoniac rece la -33ºC.
În principiu compuşii cu oxigen (CO, CO2, H2O), reprezintă o otravă pentru catalizatorul
de sinteză şi de aceea trebuiesc eliminaţi complet din sistem.
Configuraţia actuală a buclei de sinteză permite eliminarea urmelor de compuşi oxigenaţi
prin captarea lor în amoniac lichid şi evitarea în acest fel a pătrunderii pe catalizatorul de
sinteză.
După modernizare când se va schimba configuraţia buclei de sinteză, gazul proaspăt nu
va mai ajunge mai întâi în zona de refrigerare, ci în cea de sinteză, devenind imperios
necesar eliminarea compuşilor oxigenaţi. Aceasta se va face într-o unitate de spălare cu
amoniac (Ammonia Washing Unit – AWU) prevăzută cu un utilaj de tip separator 151-F,
unde gazul circulă ascendent. Un flux de amoniac ce provine de la separatorul principal
de amoniac 106-F, este pulverizat în gaz cu ajutorul unui ejector 151-L. Amoniacul
absoarbe şi dizolvă compuşii cu oxigen şi apoi se adună ca lichid la partea inferioară a
separatorului 151-F, de unde este trimis înapoi în sistemul de refrigerare .
Cu ajutorul instalație de spălare gaz sinteză (AWU) se ajunge pâna la eliminarea
completă a apei, CO şi CO2 din fluxul de gaz care intră în sinteză .
Referitor la prevederile BAT din cap „2.4.21 Hydrogen recovery from the purge gaz of
the ammonia synthesis loop” se prevede montarea unei instalații de recuperare a
hidrogenului din gazele de purjă din sinteză. Deoarece în procesul tehnologic se
utilizeaza ca sursă de azot aerul din atmosferă, care conţine gaze inerte, în principal
argon, acestea se pot acumula în bucla de sinteză îngreunând tot mai mult reacţia de
producere a amoniacului. Pentru a se evita acest fapt şi a pentru a menţine concentraţia
gazelor inerte constantă şi la o valoare care nu deranjează sinteza, o mică parte din gazul
de sinteză este eliminată (purjată) din circuit.
Pentru recuperarea gazelor, există o instalație de recuperare hidrogen cu tehnologie Air
Liquide (SUA) care deserveşte în prezent cele două instalații de amoniac.
Aceasta primeşte gazul de purjă şi îl separă în două componente gazoase cu ajutorul unor
site moleculare. Hidrogenul având molecula mai mică trece prin aceste site moleculare,
apoi este colectat şi trimis înapoi la instalațiile de amoniac în faza de sinteză. Moleculele
mai mari: metan şi argon nu trec prin site şi sunt colectate la rândul lor şi trimise înapoi la
instalațiile de amoniac şi adăugate gazului metan de combustie.
Amoniacul din gaz este spălat cu apă iar apa amoniacală rezultată este trimisă la instalația
Azotat pentru recuperare.
La modernizare, deoarece fluxurile de gaz şi implicit debitul gazului de purjă vor creşte,
se impune instalarea unei noi staţii de recuperare a hidrogenului. instalația nouă de
recuperare hidrogen va fi identică cu cea actuală, fiecare instalație de amoniac va fi
deservită după modernizare de către o staţie proprie de recuperare hidrogen (a se vedea
schema tehnologica 5152-10-E-PDI-319).
Prevederile BAT din cap „2.4.22 Ammonia removal from purge and flash gases în a
close loop” prevede instalarea de sisteme destinate a elimina amoniacul din gazele de
purjă din bucla de sinteză şi din gazele de tanc.
Gazele de purja sunt tratate în staţiile de recuperare a hidrogenului şi aşa cum s-a
menţionat mai sus, în cadrul modernizării se va instala o staţie noua de recuperare
hidrogen astfel încât fiecare instalație să aibă o astfel de unitate.
Gazele de tanc sunt gazele ce s-au absorbit în diverse faze în amoniacul lichid. Ele sunt
scoase din amoniac prin destindere într-un separator 107-F, de unde sunt trimise la o
instalație de spălare. Aici, gazele de tanc sunt trecute în contracurent cu apa
demineralizată care reţine amoniacul. Apa amoniacală rezultată este trimisă apoi la
instalația de Azotat de amoniu pentru utilizare.
Fiecare din cele două instalații de amoniac sunt dotate cu o staţie de spălare.
Prevederile BAT din cap „2.4.23 Low NOx burners” se referă la instalarea de arzătoare
cu emisii scăzute de NOx. Din punct de vedere tehnologic, instalațiile de amoniac sunt
prevăzute cu următoarele arzătoare:
180 arzătoare de boltă pentru încălzirea reformerului primar la temperatura de
producere a reacţiei de cracare, (consumă 50% din gazul total de combustie în
funcţionarea curentă),
5 arzătoare la cazanul auxiliar, utilizate la producerea aburului de înaltă presiune
(40% din gazul de combustie),
4 arzătoare la preîncălzitorul pentru desulfurare 103-B, utilizate la creşterea
temperaturii gazului metan tehnologic până la temperatura necesară desulfurării (5%
din gazul de combustie),
16 arzătoare la supraîncălzire, utilizate la creşterea temperaturii aburului de înaltă
presiune şi supraîncălzirea acestuia (5% din gazul de combustie),
4 arzătoare la preîncălzire gaz de sinteză, utilizate doar în faza de pornire a instaţiei.
În cadrul acestei modernizări nu sunt prevăzute modificări la arzătoare ci doar o varianta
de eliminare a preîncalzitorului pentru desulfurare 103-B. Încălzirea gazului metan
tehnologic se va face într-o serpentină nouă situată în zona de convecţie a reformerului,
pe seama gazelor arse de la reformerul primar. Aceasta modificare va avea ca efect
eficientizarea reformerului primar prin recuperarea accentuată a căldurii gazelor arse,
deasemenea va dispărea consumul de gaz metan de combustie de la 103-B.
Instalarea unor arzătoare cu emisii scăzute de Nox se va realiza într-o etapă ulterioară.
Toate modificările menţionate mai sus, executate în proiectul de modernizare sau în
paralel cu acesta vor duce la eficientizarea/eliminarea arzătoarelor care procesează
aproape jumătate din gazul de combustie utilizat în instalațiile de amoniac.
Prevederile BAT din cap „2.4.24 Metal recovery and controlled disposal of spent
catalysts” se referă la recuperarea avansată a metalelor din catalizatori.
În instalațiile de amoniac se utilizează catalizatori pe baza de metale active, dupa cum
urmeaza:
nichel – în reformerul primar, reformerul secundar metanator,
cupru – în convertorul de joasă temperatura,
fier – în colona de sinteză,
nichel-crom - în convertorul de înaltă temperatură,
cobalt – în desulfuratoare.
Catalizatorii au o durată de viaţă medie de 5-10 ani, după care îşi pierd activitatea şi
trebuiesc înlocuiţi.
Catalizatorii scoşi din instalație sunt depozitaţi într-o zonă specială destinată
catalizatorilor uzaţi. Ulterior catalizatorii uzaţi sunt vânduţi firmelor specializate în
recuperarea metalelor.
Prevederile BAT din cap „2.4.25 Handling of startup, shutdown and abnormal operating
conditions” se refera la conducerea procesului tehnologic într-o maniera eficientă şi în
acelaşi timp la eliminarea în cât mai mare masură a timpilor morţi din cadrul fazelor de
pornire/oprire/avarie.
La modernizare, odată cu instalarea sistemului de conducere a procesului tehnologic
asistată de calculator DCS, acesta va fi prevăzut cu proceduri de optimizare a tuturor
parametrilor tehnologici şi va identifica şi efectua măsurile corecte şi imediate pentru a se
atinge parametri optimi. Timpul de reacţie la variaţii tehnologice va fi foarte mult scăzut
faţă de varianta actuală cu operare pe un sistem pneumatic de control al instalației. De
asemenea, potenţialele deranjamente vor putea fi prevăzute din timp şi măsurile de
remediere se pot lua mai rapid, evitând opririle nedorite ale instalației.
Prevederile BAT din cap „2.4.26 Ammonia production using hydrogen from water
electrolysis” nu se aplică instalațiilor de amoniac de la Azomureş.
În paralel cu modernizarea descrisă, Azomureş desfăşoară permanent activităţi de
identificare a potenţialelor zone din instalațiile de amoniac în care se poate interveni în
scopul eficientizării procesului tehnologic, de scădere a consumurilor tehnologice şi
reducerea emisiilor. în afară de soluţiile prezentate mai sus, în directă legătură cu
prevederile BAT, se mai au în vedere următoarele modernizări:
Înlocuirea turbinei ventilatorului de gaze arse cu motor electric prevăzut cu reglare
de turaţie care va avea ca beneficiu scăderea consumului de abur de medie presiune
pe instalație cu 12 tone/oră, ceea ce va duce în final la scăderea consumului de gaz
metan al instalației,
Montarea de echipamente pentru reglarea de turație la motoarele pompelor de soluţie
regenerată 108-J, având ca beneficiu scăderea consumului de curent electric şi al
uzurii pompelor,
În continuarea lucrărilor de înlocuire a arzătoarelor de la cazanul auxiliar, se prevede
schimbarea arzătoarelor de la supraîncălzire cu arzatoare mai eficiente şi cu emisii
scăzute de NOx,
Modificarea sistemului de etanşare la compresoarele de metan, sinteză şi amoniac,
având ca beneficiu scăderea recircularii interne în compresor şi reducerea turaţiei
necesare compresorului, implicit scăderea consumului de abur de înaltă şi medie
presiune.
IV.4.1. Manipularea şi stocarea materialelor
- În perioada lucrărilor de construcție și montaj se vor folosi zone prestabilite pentru
stocare materiale necesare lucrărilor.
- Amoniacul produs în instalațiile Amoniac III și IV, răcit la -33°C, se trimite în
depozitul de amoniac lichid cu ajutorul pompelor.
IV.4.2. Emisiile în apele uzate
Sursa apelor uzate este spălarea instalaţiei, iar impurificatorii provin din
neetanşeităţi ale utilajelor şi traseelor aferente.
Din fabricaţiile amoniacului sunt evacuate cca. 0,1 mc/h ape uzate, impurificate cu
ion amoniu şi carbonat de potasiu. Acestea sunt supuse tratării prin hidroliză – stripare în
instalaţia modernizată de hidroliză-stripare de la uree.
IV.4.3. Emisiile în aer
Sursele şi poluanţii emişi în atmosferă, din fabricaţia de amoniacului sunt:
amoniac:
- din coloana de stripare condens (după modernizare, regimul de funcţionare a
striperului de condens de proces se modifică, în vederea eliminării emisiilor de amoniac
în atmosferă);
- pierdut accidental prin neetanşeităţile traseelor de amoniac: 0,0025 t /t amoniac
gaze de ardere – de la combustia gazului metan: 5,3 t /t amoniac
dioxid de carbon – rezultat din fabricaţie(care depăşeşte cantitatea trimisă spre
consumatori): 0,78 t /h
IV.4.4. Deşeurile
Deşeurile rezultate din procesul ”cleaning securing”(catalizatori, umpluturi, soluție
Carsol, ulei mineral, cărbune activ, ape de spălare utilaje, silicagel), dezafectarea
utilajelor(deșeuri metalice; deșeuri de construcții; uleiuri minerale/sintetice) vor fi
colectate selectiv în recipiente adecvate şi vor fi stocate temporar pe amplasament, pe
platforme betonate.
Deșeurile se vor preda la unități autorizate de colectare și transport deșeuri.
IV.5. Prevenirea riscurilor producerii unor accidente
Se vor respecta regulamentele interne ale societăţii, regulamentele de funcţionare a
instalaţiei şi prevederile pentru cazuri de avarii.
Raportul de securitate a identificat părțile relevante pentru securitate ale instalațiilor.
Pentru creșterea siguranței în funcționare și îmbunătățirea sistemului de control și
siguranță al instalației, este prevăzută în cadrul modernizării, înlocuirea sistemului de
automatizare cu comandă pneumatică existent, cu sistemele DCS (Sistem de Control
Distribuit) și ESD (Sistem de oprire automată în caz de urgență).
Cele mai periculoase incidente (explozii și incendii) care pot avea loc sunt cele de pe
traseele ce vehiculează amestec gazos cu hidrogen. Pentru prevenirea acestora se vor
menține parametrii tehnologici din reformerul primar în limite stricte, conform
instrucțiunilor de lucru.
Pentru evitarea pericolului de incendiu la turbocompresoare, se va proceda la o întreținere
deosebit de atentă a acestora, asigurându-se etanșări mecanice care să împiedice
scurgerile de ulei la piesele aflate în rotație (axuri).
IV.6. MONITORIZAREA
IV.6.1. În perioada de construcţii – montaj pentru realizarea proiectului:
În timpul realizării obiectivului se vor monitoriza aspecte privind protecţia factorilor de
mediu astfel încât parametrii de evacuare autorizaţi să nu fie modificaţi.
Se vor efectua determinările nivelurilor poluanţilor conform autorizaţiei de mediu în
vigoare.
IV.6.2. În perioada funcţionării obiectivului
Se va efectua o monitorizare tehnologică şi o monitorizare a calităţii factorilor de mediu.
Monitorizarea calităţii apelor uzate Se vor respecta prevederile Autorizației de gospodărire a apelor, eliberată de
Administraţia Bazinală de Apă Mureş.
Monitorizarea emisiilor în aer
- Monitorizarea emisiilor se va face de către laboratoare care deţin acreditarea cerută
de legislaţia naţională. În cazul în care titularul/operatorul activităţii realizează
monitorizarea emisiilor prin laboratorul propriu, o dată pe an va realiza
intercalibrarea cu un laborator acreditat. În buletinele de analiză se vor indica
standardele aplicate la prelevarea probelor şi analiza acestora, aparatura utilizată,
calibrată conform normelor naţionale. Se va specifica şi procentul de eroare a
metodelor folosite. Standardele utilizate, vor fi cele utilizate în U.E. (CEN, ISO) sau
naţionale care asigură o calitate echivalentă.
- Frecvenţa, metodele şi scopul monitorizării, prelevării şi analizelor, aşa cum sunt
prevăzute în prezentul acord, pot fi modificate doar cu acordul scris al autorităţii
competente pentru protecţia mediului.
- Echipamentele de monitorizare şi analiză trebuie exploatate, întreţinute şi verificate
astfel încât monitorizarea să reflecte cu precizie emisiile sau evacuările. Calibrarea
acestora se va face conform legislaţiei în vigoare.
- Rezultatele monitorizărilor se vor comunica publicului prin postare pe pagina de
internet a titularului activităţii.
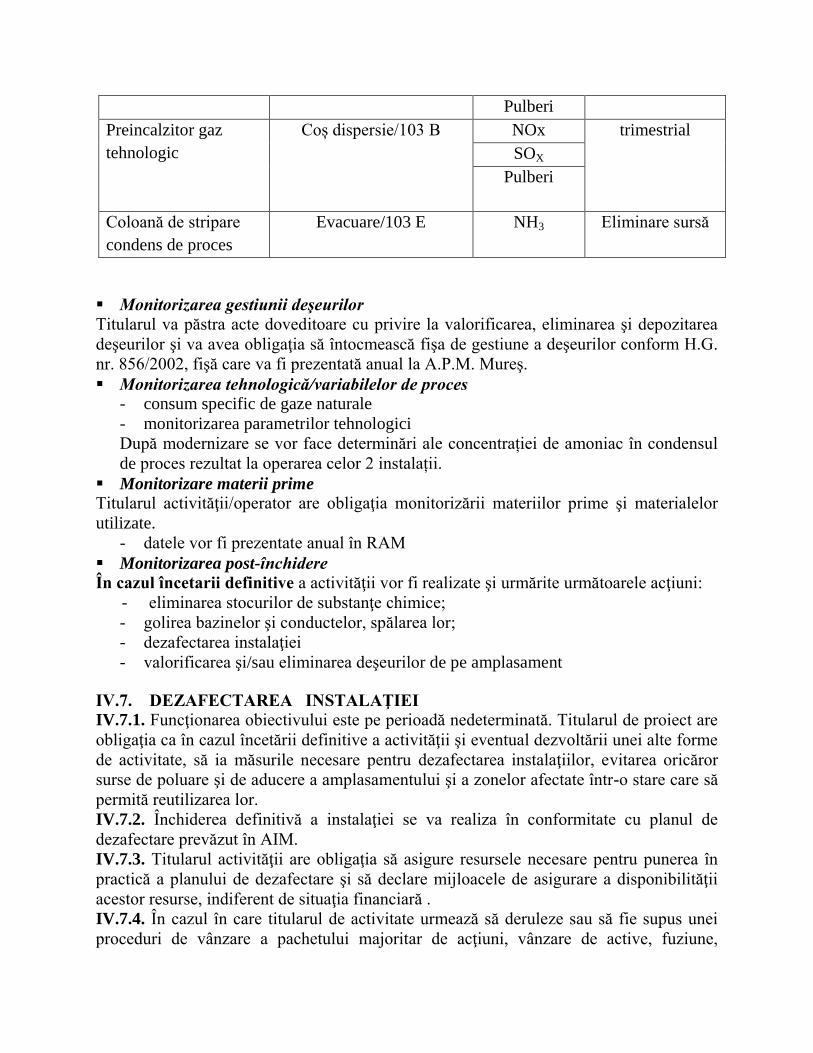
Denumire punct de
masura
Sursă/Cod sursa de
emisie
Poluant Frecvență
Reformer primar
Coș dispersie/101 B
NOx trimestrial
SOx
Pulberi
Preincalzitor gaz
tehnologic
Coș dispersie/103 B
NOx trimestrial
SOX
Pulberi
Coloană de stripare
condens de proces
Evacuare/103 E NH3 Eliminare sursă
Monitorizarea gestiunii deşeurilor
Titularul va păstra acte doveditoare cu privire la valorificarea, eliminarea şi depozitarea
deşeurilor şi va avea obligaţia să întocmească fişa de gestiune a deşeurilor conform H.G.
nr. 856/2002, fişă care va fi prezentată anual la A.P.M. Mureş.
Monitorizarea tehnologică/variabilelor de proces
- consum specific de gaze naturale
- monitorizarea parametrilor tehnologici
După modernizare se vor face determinări ale concentrației de amoniac în condensul
de proces rezultat la operarea celor 2 instalații.
Monitorizare materii prime
Titularul activităţii/operator are obligaţia monitorizării materiilor prime şi materialelor
utilizate.
- datele vor fi prezentate anual în RAM
Monitorizarea post-închidere
În cazul încetarii definitive a activităţii vor fi realizate şi urmărite următoarele acţiuni:
- eliminarea stocurilor de substanţe chimice;
- golirea bazinelor şi conductelor, spălarea lor;
- dezafectarea instalaţiei
- valorificarea şi/sau eliminarea deşeurilor de pe amplasament
IV.7. DEZAFECTAREA INSTALAŢIEI
IV.7.1. Funcţionarea obiectivului este pe perioadă nedeterminată. Titularul de proiect are
obligaţia ca în cazul încetării definitive a activităţii şi eventual dezvoltării unei alte forme
de activitate, să ia măsurile necesare pentru dezafectarea instalaţiilor, evitarea oricăror
surse de poluare şi de aducere a amplasamentului şi a zonelor afectate într-o stare care să
permită reutilizarea lor.
IV.7.2. Închiderea definitivă a instalaţiei se va realiza în conformitate cu planul de
dezafectare prevăzut în AIM.
IV.7.3. Titularul activităţii are obligaţia să asigure resursele necesare pentru punerea în
practică a planului de dezafectare şi să declare mijloacele de asigurare a disponibilităţii
acestor resurse, indiferent de situaţia financiară .
IV.7.4. În cazul în care titularul de activitate urmează să deruleze sau să fie supus unei
proceduri de vânzare a pachetului majoritar de acţiuni, vânzare de active, fuziune,
divizare, concesionare ori în alte situaţii care implică schimbarea titularului activităţii,
precum şi în caz de: dizolvare urmată de lichidare, lichidare, faliment, încetarea
activităţii, acesta are obligaţia de a notifica autoritatea competentă pentru protecţia
mediului. Autoritatea competentă pentru protecţia mediului informează titularul cu
privire la obligaţiile de mediu care trebuie asumate de părţile implicate, pe baza
evaluărilor care au stat la baza emiterii actelor de reglementare existente.
În termen de 60 de zile de la data semnării/emiterii documentului care atestă încheierea
uneia dintre proceduri, părţile implicate transmit în scris autorităţii competente pentru
protecţia mediului obligaţiile asumate privind protecţia mediului, printr-un document
certificat pentru conformitate cu originalul. Clauzele privind obligaţiile de mediu
cuprinse în actele întocmite au un caracter public. Îndeplinirea obligaţiilor de mediu este
prioritară în cazul procedurilor de: dizolvare urmată de lichidare, lichidare, faliment,
încetarea activităţii.
IV.8. OBLIGAŢIILE TITULARULUI
IV.8.1. Respectarea prevederilor Legii nr. 278/2013 privind emisiile industriale,
urmărindu-se în special:
- luarea măsurilor pentru a preveni poluarea în special prin aplicarea celor mai bune
tehnici disponibile;
- să nu se producă nici o poluare semnificativă;
- să fie evitată producerea de deşeuri, potrivit prevederilor legale în vigoare; în cazul în
care se produc deşeuri, ele sunt valorificate, iar dacă acest lucru este imposibil tehnic
sau economic, sunt eliminate, astfel încât să se evite sau să se reducă orice impact
asupra mediului;
- luarea măsurilor necesare pentru utilizarea eficientă a energiei;
- luarea măsurilor necesare pentru prevenirea accidentelor şi limitarea consecinţelor
acestora;
- luarea măsurilor necesare pentru minimizarea impactului asupra mediului produs de
condiţiile anormale de funcţionare;
- luarea măsurilor necesare pentru ca în cazul încetării definitive a activităţii să se evite
orice risc de poluare şi să se readucă amplasamentul la o stare satisfăcătoare.
IV.8.2. Respectarea prevederilor legislative:
O.U.G. nr. 195/2005 privind protecţia mediului, aprobată prin Legea nr. 265/2006,
cu modificările şi completările ulterioare;
Legea nr. 278/2013 privind emisiile industriale;
Legea nr. 211/2011privind regimul deşeurilor;
Ordinul nr. 794/2012 privind procedura de raportare a datelor referitoare la
ambalaje şi deşeuri de ambalaje;
Ordinul MAPPM nr. 462/1993 pentru aprobarea Condiţiilor tehnice privind
protecţia atmosferei şi Normelor metodologice privind determinarea emisiilor de
poluanţi atmosferici produşi de sursele staţionare;
Legea nr. 104/2011 privind calitatea aerului înconjurător;
Legea Apelor nr. 107/1996, cu modificările şi completările ulterioare;
H.G. nr. 1408/2008 privind clasificarea, etichetarea şi ambalarea substanţelor şi
preparatelor chimice periculoase, cu modificările ulterioare;
Legea nr. 105/2006 pentru aprobarea O.U.G. nr. 196/2005 privind Fondul pentru
mediu, cu modificările şi completările ulterioare;
Legea nr. 86/2000 pentru ratificarea Convenţiei privind accesul la informaţie,
participarea publicului la luarea deciziei şi la accesul în justiţie în probleme de
mediu, semnată la Aarhus la 25.01.2000;
H.G. nr. 188/2002 privind condiţiile de descărcare în mediul acvatic a apelor
uzate, cu modificările şi completările ulterioare;
H.G. nr. 856/2002 privind evidenţa gestiunii deşeurilor şi pentru aprobarea listei
cuprinzând deşeurile, inclusiv deşeurile periculoase;
H.G. nr.804/2007 privind controlul asupra pericolelor de accident major în care
sunt implicate substanţe periculoase
H.G. nr. 235/2007 privind gestionarea uleiurilor uzate;
H.G. nr. 1132/2008 privind regimul bateriilor şi acumulatorilor şi al deşeurilor de
baterii şi acumulatori;
H.G. nr. 1037/2010 privind deşeurile de echipamente electrice şi electronice
H.G. nr. 170/2004 privind gestionarea anvelopelor uzate;
H.G. nr. 878/2005 privind accesul publicului la informaţia privind mediul;
H.G. nr. 621/2005 privind gestionarea ambalajelor şi a deşeurilor de ambalaje, cu
modificările şi completările ulterioare;
STAS 12574/1987 privind condiţiile de calitate ale aerului din zonele protejate
STAS 10009/1988 privind acustica urbană – limite admisibile ale nivelului de
zgomot.
IV.8.3. Operatorul asigură reprezentanţilor autorităţii competente pentru protecţia
mediului întreaga asistenţă necesară pentru a le permite să desfăşoare orice inspecţie a
instalaţiei, prelevare de probe, culegerea oricăror informaţii necesare pentru îndeplinirea
atribuţiilor de serviciu;
IV.8.4.
Înainte de punerea în funcţiune a investiţiilor aferente activităţilor cu impact
semnificativ asupra mediului pentru care s-a obţinut acord de mediu, titularul este
obligat să depună solicitarea şi să obţină autorizaţia integrată de mediu. Solicitarea
autorizaţiei integrate de mediu se face în conformitate cu prevederile Legii nr. 278/2013,
privind emisiile industriale şi ale Ordinului nr. 818/2003 pentru aprobarea procedurii de
emitere a autorizaţiei integrate de mediu, cu modificările şi completările ulterioare.
V. Informaţii cu privire la procesul de participare a publicului în procedura
derulată:
- anunţ privind luarea deciziei etapei de încadrare în vederea obţinerii acordului de
mediu, pe pagina de internet a titularului www.azomures.com, în ziarul “Cuvântul
liber”/04.03.2014, afișare la Primăria mun. Tg. Mureş, şi postare pe pagina de internet a
APM Mureş http://apmms.anpm.ro;
- anunţ publicat în ziarul “Zi de zi”/21.05.2014, la Primăria mun. Tg. Mureş/21.05.2014,
la sediul titularului, pe pagina de internet a titularului www. azomures.com şi la sediul
APM Mureş precum şi pe pagina de internet http://apmms.anpm.ro, privind organizarea
şedinţei de dezbatere publică a Raportului privind impactul asupra mediului și a
Raportului de securitate revizuit;
- şedinţa de dezbatere publică a Raportului la studiul de impact asupra mediului și a
Raportului de securitate revizuit a avut loc în data de 11.06.2014, orele 1600
, la
Universitatea Petru Maior, Târgu Mureş;
- la dezbaterea publică s-a întocmit un proces verbal;
- decizia de emitere a acordului de mediu s-a luat în şedinţa Comisiei de Analiză
Tehnică/A.P.M. Mureş, din data de 17.06.2014;
- anunţ publicat în ziarul “ Zi de zi”/__.06.2014, la Primăria Tg. Mureş, la sediul
titularului, pe pagina de internet a titularului www. azomures.com şi pe pagina de
internet a APM Mureş http://apmms.anpm.ro, privind luarea deciziei de emitere a
acordului de mediu;
- APM Mureş a publicat pe pagina de internet şi a afişat la sediul său, anunţul privind
emiterea acordului de mediu, proiectul acordului de mediu iar documentaţia de susţinere
a solicitării a fost accesibilă spre consultare de către public pe toată durata derulării
procedurii: la sediul APM Mureş şi la sediul titularului de proiect.
DOCUMENTAŢIA SOLICITĂRII ACORDULUI DE MEDIU:
- notificare – anexa nr. 1/Ord. M.M.P. nr. 135/2010; plan de situaţie;
- memoriu de prezentare;
- raport la studiul de evaluare a impactului asupra mediului elaborat de S.C.
LUDAN ENGINEERING S.R.L., București;
- Raport de securitate revizuit, întocmit de S.C. IPROCHIM S.A., București;
- anunţuri publice pentru mediatizarea parcurgerii etapelor procedurale;
- acte emise de alte autorităţi: certificat de urbanism nr. 1644/30.09.2012 emis de
Primăria Municipiului Tg. Mureş .
Răspunderea pentru corectitudinea informaţiilor puse la dispoziţia autorităţilor
competente pentru protecţia mediului şi a publicului revine titularului proiectului,
iar răspunderea pentru corectitudinea lucrărilor revine autorului acestora, conform
art. 21 din OUG 195/2005 privind protecţia mediului, aprobată prin Legea nr.
265/2006, cu modificările şi completările ulterioare.
În cazul în care proiectul suferă modificări, titularul este obligat să notifice în scris
autoritatea publică pentru protecţia mediului emitentă asupra acestor modificări.
Prezentul acord de mediu este valabil pe toată perioada punerii în aplicare a