1 Marcote´orico 1.1. Materiales con memoria de forma La memoria de forma se define como la capacidad de un material de recuperar su forma inicial incluso tras haber sufrido grandes deformaciones. El proceso que permite este comportamiento es la transformaci´ on austenita-martensita, que consiste en un cambio de estructura cristalogr´ afica sin difusi´ on, es decir, un reacomodo de los ´ atomos debido a una deformaci´ on por cizalladura y sin migraci´on de ´ atomos. El cambio de fase ocurre al enfriar el material, de modo que a altas temperaturas se obtiene Austenita y a bajas, Martensita. Las temperaturas de inicio y fin de cada fase se encuentran representadas en la figura 1.1. Este proceso es denominado One way memory, memoria de forma simple. Figura 1.1: Transformaci´ on martens´ ıtica Esta transformaci´ on se realiza en dos etapas, tal como ilustra la figura 1.2, primero se deforma la red cristalina por cizalladura y despu´ es se reacomodan los ´atomos, proceso de maclado, para minimizar el estado energ´ etico. Para que el efecto de memoria de forma sea observable, este proceso ha de ser totalmente reversible. 1
Transcript
1Marco teorico
1.1. Materiales con memoria de forma
La memoria de forma se define como la capacidad de un material de recuperar suforma inicial incluso tras haber sufrido grandes deformaciones. El proceso que permite estecomportamiento es la transformacion austenita-martensita, que consiste en un cambio deestructura cristalografica sin difusion, es decir, un reacomodo de los atomos debido a unadeformacion por cizalladura y sin migracion de atomos.
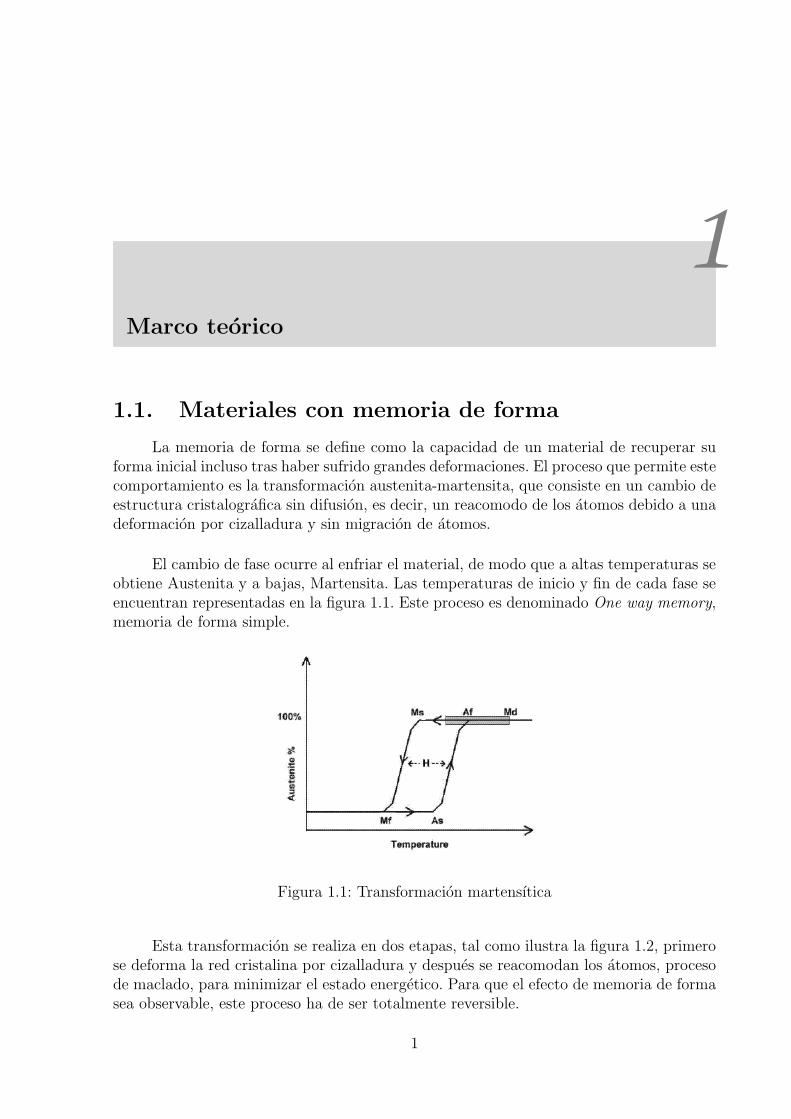
El cambio de fase ocurre al enfriar el material, de modo que a altas temperaturas seobtiene Austenita y a bajas, Martensita. Las temperaturas de inicio y fin de cada fase seencuentran representadas en la figura 1.1. Este proceso es denominado One way memory,memoria de forma simple.
Figura 1.1: Transformacion martensıtica
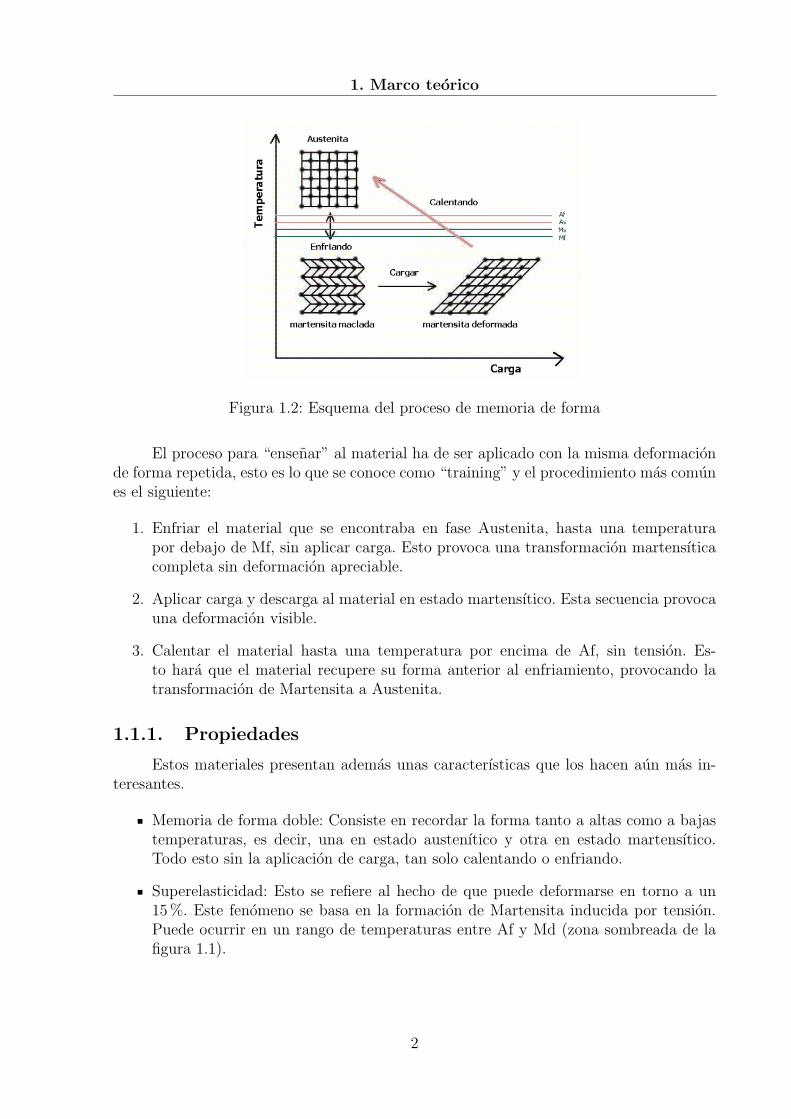
Esta transformacion se realiza en dos etapas, tal como ilustra la figura 1.2, primerose deforma la red cristalina por cizalladura y despues se reacomodan los atomos, procesode maclado, para minimizar el estado energetico. Para que el efecto de memoria de formasea observable, este proceso ha de ser totalmente reversible.
1
1. Marco teorico
Figura 1.2: Esquema del proceso de memoria de forma
El proceso para “ensenar” al material ha de ser aplicado con la misma deformacionde forma repetida, esto es lo que se conoce como “training” y el procedimiento mas comunes el siguiente:
1. Enfriar el material que se encontraba en fase Austenita, hasta una temperaturapor debajo de Mf, sin aplicar carga. Esto provoca una transformacion martensıticacompleta sin deformacion apreciable.
2. Aplicar carga y descarga al material en estado martensıtico. Esta secuencia provocauna deformacion visible.
3. Calentar el material hasta una temperatura por encima de Af, sin tension. Es-to hara que el material recupere su forma anterior al enfriamiento, provocando latransformacion de Martensita a Austenita.
1.1.1. Propiedades
Estos materiales presentan ademas unas caracterısticas que los hacen aun mas in-teresantes.
Memoria de forma doble: Consiste en recordar la forma tanto a altas como a bajastemperaturas, es decir, una en estado austenıtico y otra en estado martensıtico.Todo esto sin la aplicacion de carga, tan solo calentando o enfriando.
Superelasticidad: Esto se refiere al hecho de que puede deformarse en torno a un15%. Este fenomeno se basa en la formacion de Martensita inducida por tension.Puede ocurrir en un rango de temperaturas entre Af y Md (zona sombreada de lafigura 1.1).
2
1. Marco teorico
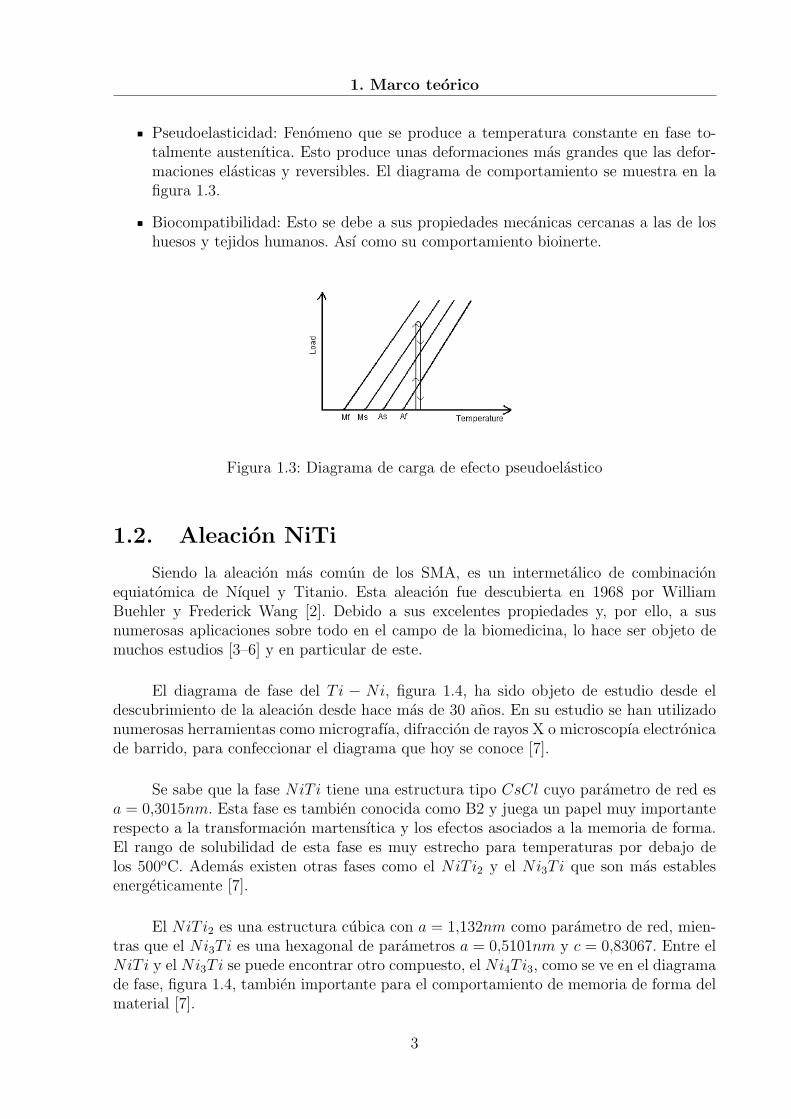
Pseudoelasticidad: Fenomeno que se produce a temperatura constante en fase to-talmente austenıtica. Esto produce unas deformaciones mas grandes que las defor-maciones elasticas y reversibles. El diagrama de comportamiento se muestra en lafigura 1.3.
Biocompatibilidad: Esto se debe a sus propiedades mecanicas cercanas a las de loshuesos y tejidos humanos. Ası como su comportamiento bioinerte.
Figura 1.3: Diagrama de carga de efecto pseudoelastico
1.2. Aleacion NiTi
Siendo la aleacion mas comun de los SMA, es un intermetalico de combinacionequiatomica de Nıquel y Titanio. Esta aleacion fue descubierta en 1968 por WilliamBuehler y Frederick Wang [2]. Debido a sus excelentes propiedades y, por ello, a susnumerosas aplicaciones sobre todo en el campo de la biomedicina, lo hace ser objeto demuchos estudios [3–6] y en particular de este.
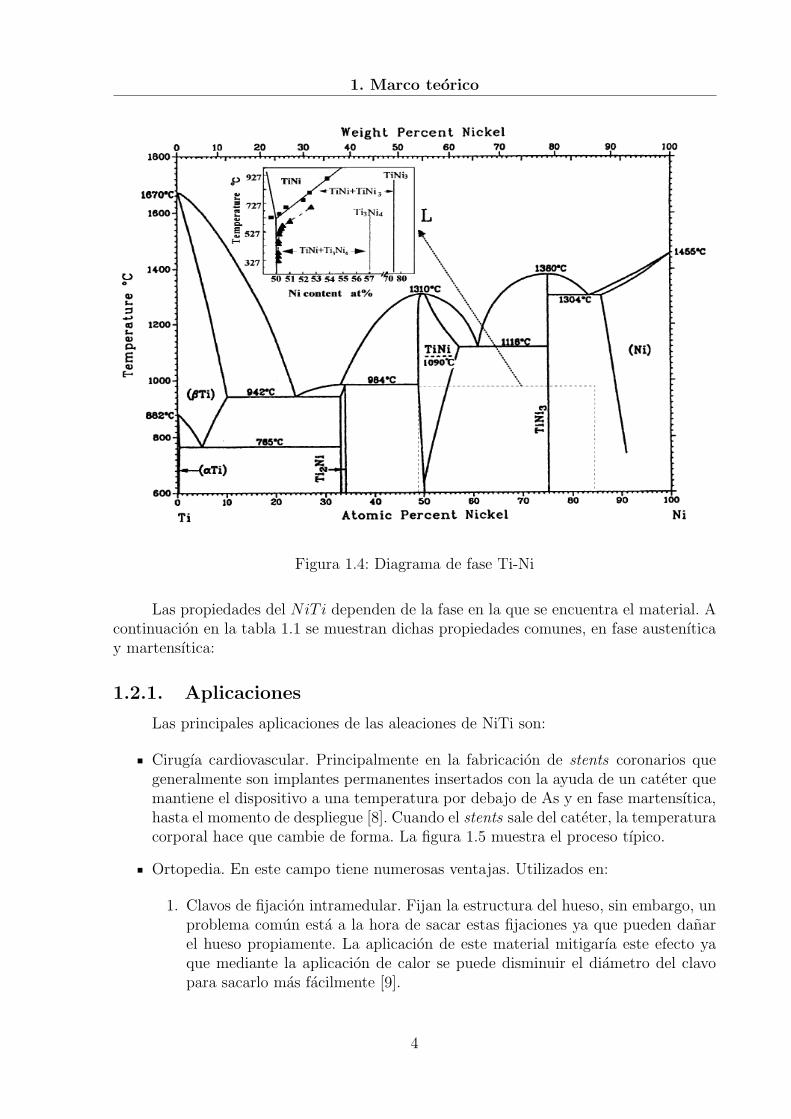
El diagrama de fase del T i − Ni, figura 1.4, ha sido objeto de estudio desde eldescubrimiento de la aleacion desde hace mas de 30 anos. En su estudio se han utilizadonumerosas herramientas como micrografıa, difraccion de rayos X o microscopıa electronicade barrido, para confeccionar el diagrama que hoy se conoce [7].
Se sabe que la fase NiT i tiene una estructura tipo CsCl cuyo parametro de red esa = 0,3015nm. Esta fase es tambien conocida como B2 y juega un papel muy importanterespecto a la transformacion martensıtica y los efectos asociados a la memoria de forma.El rango de solubilidad de esta fase es muy estrecho para temperaturas por debajo delos 500oC. Ademas existen otras fases como el NiT i2 y el Ni3T i que son mas establesenergeticamente [7].
El NiT i2 es una estructura cubica con a = 1,132nm como parametro de red, mien-tras que el Ni3T i es una hexagonal de parametros a = 0,5101nm y c = 0,83067. Entre elNiT i y el Ni3T i se puede encontrar otro compuesto, el Ni4T i3, como se ve en el diagramade fase, figura 1.4, tambien importante para el comportamiento de memoria de forma delmaterial [7].
3
1. Marco teorico
Figura 1.4: Diagrama de fase Ti-Ni
Las propiedades del NiT i dependen de la fase en la que se encuentra el material. Acontinuacion en la tabla 1.1 se muestran dichas propiedades comunes, en fase austenıticay martensıtica:
1.2.1. Aplicaciones
Las principales aplicaciones de las aleaciones de NiTi son:
Cirugıa cardiovascular. Principalmente en la fabricacion de stents coronarios quegeneralmente son implantes permanentes insertados con la ayuda de un cateter quemantiene el dispositivo a una temperatura por debajo de As y en fase martensıtica,hasta el momento de despliegue [8]. Cuando el stents sale del cateter, la temperaturacorporal hace que cambie de forma. La figura 1.5 muestra el proceso tıpico.
Ortopedia. En este campo tiene numerosas ventajas. Utilizados en:
1. Clavos de fijacion intramedular. Fijan la estructura del hueso, sin embargo, unproblema comun esta a la hora de sacar estas fijaciones ya que pueden danarel hueso propiamente. La aplicacion de este material mitigarıa este efecto yaque mediante la aplicacion de calor se puede disminuir el diametro del clavopara sacarlo mas facilmente [9].
4
1. Marco teorico
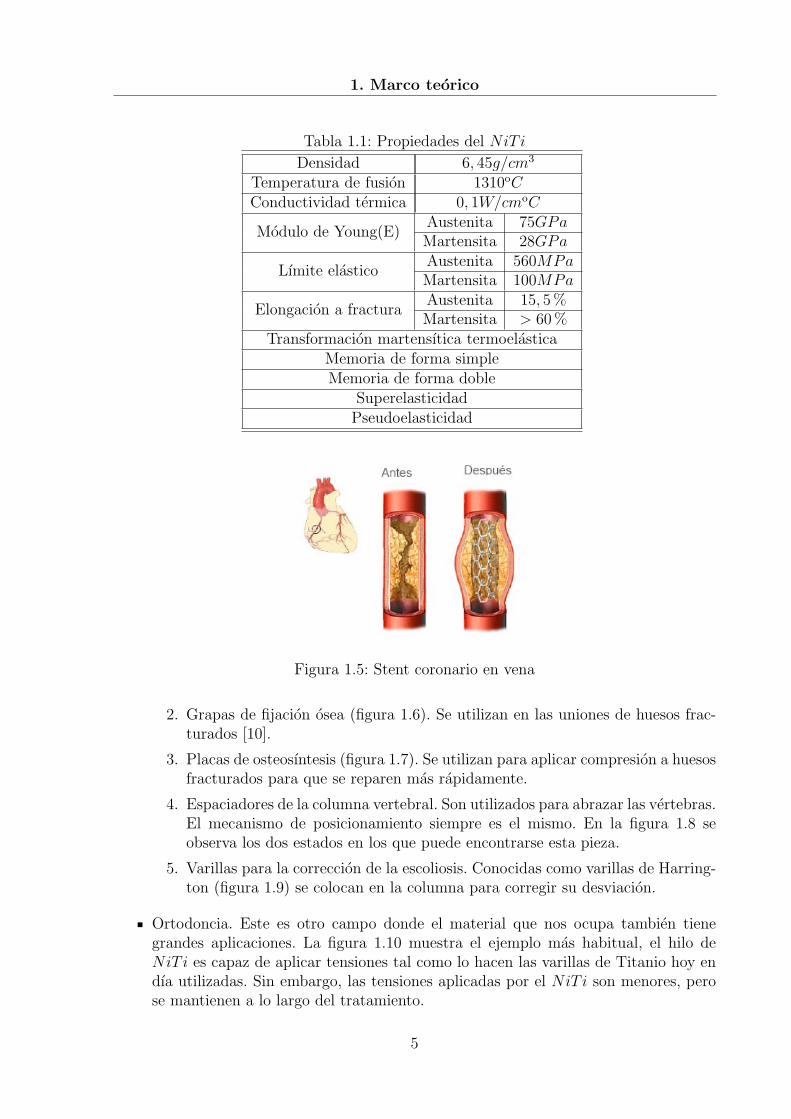
Tabla 1.1: Propiedades del NiT i
Densidad 6, 45g/cm3
Temperatura de fusion 1310oCConductividad termica 0, 1W/cmoC
Modulo de Young(E)Austenita 75GPaMartensita 28GPa
Lımite elasticoAustenita 560MPaMartensita 100MPa
Elongacion a fracturaAustenita 15, 5%Martensita > 60%
Transformacion martensıtica termoelasticaMemoria de forma simpleMemoria de forma doble
SuperelasticidadPseudoelasticidad
Figura 1.5: Stent coronario en vena
2. Grapas de fijacion osea (figura 1.6). Se utilizan en las uniones de huesos frac-turados [10].
3. Placas de osteosıntesis (figura 1.7). Se utilizan para aplicar compresion a huesosfracturados para que se reparen mas rapidamente.
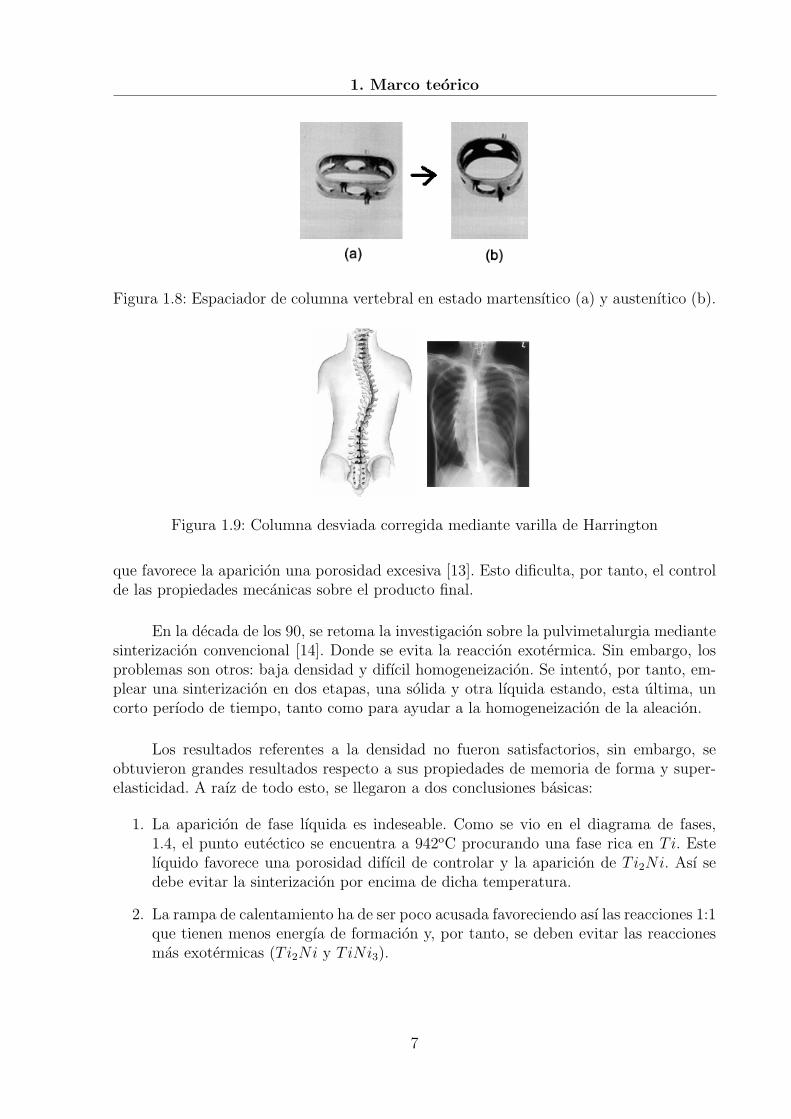
4. Espaciadores de la columna vertebral. Son utilizados para abrazar las vertebras.El mecanismo de posicionamiento siempre es el mismo. En la figura 1.8 seobserva los dos estados en los que puede encontrarse esta pieza.
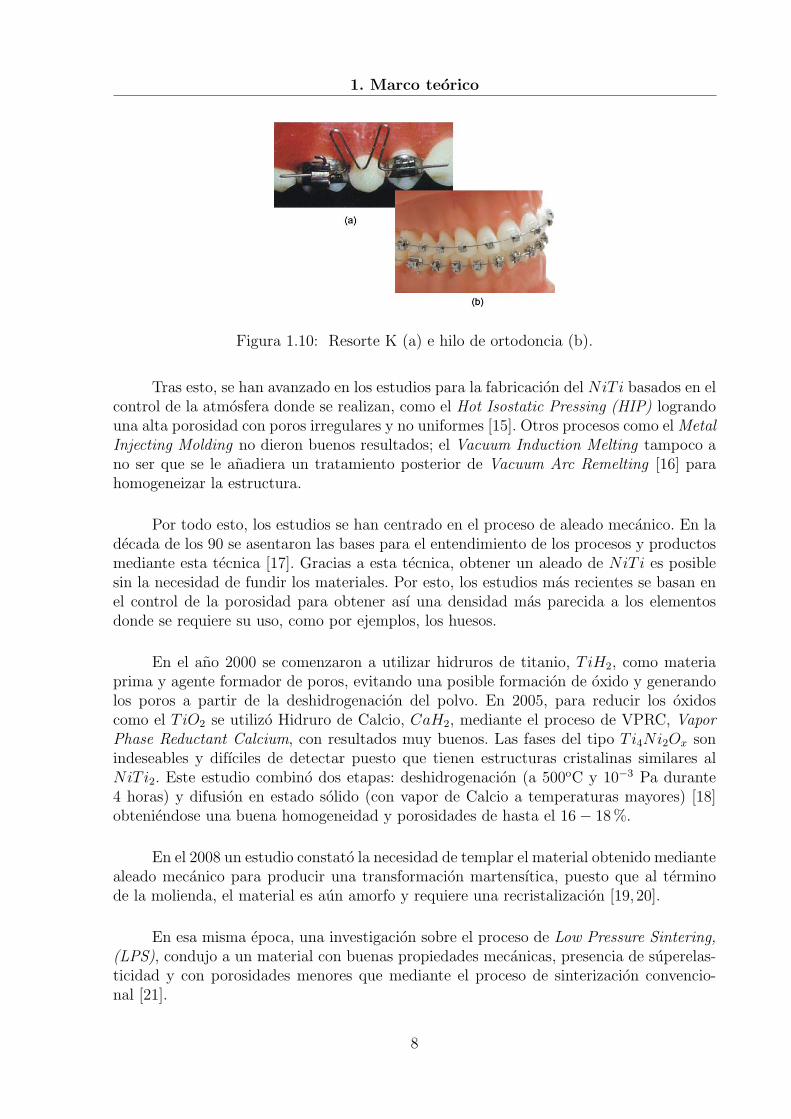
5. Varillas para la correccion de la escoliosis. Conocidas como varillas de Harring-ton (figura 1.9) se colocan en la columna para corregir su desviacion.
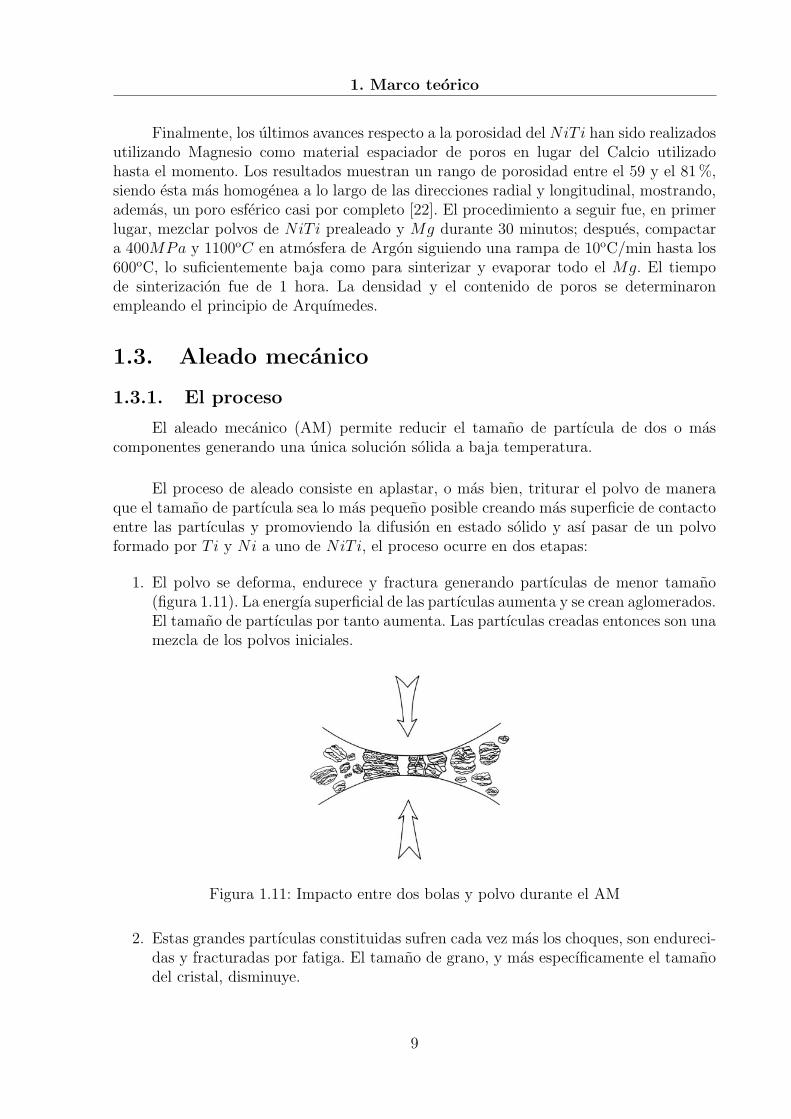
Ortodoncia. Este es otro campo donde el material que nos ocupa tambien tienegrandes aplicaciones. La figura 1.10 muestra el ejemplo mas habitual, el hilo deNiT i es capaz de aplicar tensiones tal como lo hacen las varillas de Titanio hoy endıa utilizadas. Sin embargo, las tensiones aplicadas por el NiT i son menores, perose mantienen a lo largo del tratamiento.
5
1. Marco teorico
Figura 1.6: Principio de funcionamiento de las grapas de fijacion osea
Figura 1.7: Fractura metatarsal fijada con placas de osteosıntesis.
1.2.2. Proceso de fabricacion del NiTi. “State of the art”.
Desde su descubrimiento en los anos 60, el NiT i se fabricaba a partir de la fusion depolvos elementales mediante sistemas basados en arco electrico:high frequency inductionmelting (fusion por induccion de alta), electron beam melting (fusion por haz de electro-nes), argon arc melting (fusion por arco en atmosfera de Argon), o plasma arc melting(fusion por arco de plasma) [11].
Estos procesos resultan difıciles de controlar y costosos, acarreando ademas, proble-mas derivados de la propia fusion como la segregacion de los elementos y un indeseadoaumento del tamano de grano [12]. Todo esto conlleva a una mala maquinabilidad delproducto terminado.
Estas dificultades promovieron hace un par de decadas otro tipo de vıa para lafabricacion del NiT i: la pulvimetalurgia. Gracias a este metodo, se consigue un mayorcontrol en la composicion estructural del compuesto, un ahorro de energıa y de materialconsiderables.
A finales de los 80, se invesigo el proceso de combustion sintering o self propagatinghigh temperature (SHS) para la fabricacion de NiT i poroso. Este proceso consiste enalear mecanicamente, mezclar, compactar y aplicar calor de forma violenta. El problemaradicaba en la aparicion de fase lıquida, puesto que la formacion de NiT i es exotermica, lo
6
1. Marco teorico
Figura 1.8: Espaciador de columna vertebral en estado martensıtico (a) y austenıtico (b).
Figura 1.9: Columna desviada corregida mediante varilla de Harrington
que favorece la aparicion una porosidad excesiva [13]. Esto dificulta, por tanto, el controlde las propiedades mecanicas sobre el producto final.
En la decada de los 90, se retoma la investigacion sobre la pulvimetalurgia mediantesinterizacion convencional [14]. Donde se evita la reaccion exotermica. Sin embargo, losproblemas son otros: baja densidad y difıcil homogeneizacion. Se intento, por tanto, em-plear una sinterizacion en dos etapas, una solida y otra lıquida estando, esta ultima, uncorto perıodo de tiempo, tanto como para ayudar a la homogeneizacion de la aleacion.
Los resultados referentes a la densidad no fueron satisfactorios, sin embargo, seobtuvieron grandes resultados respecto a sus propiedades de memoria de forma y super-elasticidad. A raız de todo esto, se llegaron a dos conclusiones basicas:
1. La aparicion de fase lıquida es indeseable. Como se vio en el diagrama de fases,1.4, el punto eutectico se encuentra a 942oC procurando una fase rica en T i. Estelıquido favorece una porosidad difıcil de controlar y la aparicion de T i2Ni. Ası sedebe evitar la sinterizacion por encima de dicha temperatura.
2. La rampa de calentamiento ha de ser poco acusada favoreciendo ası las reacciones 1:1que tienen menos energıa de formacion y, por tanto, se deben evitar las reaccionesmas exotermicas (T i2Ni y T iNi3).
7
1. Marco teorico
Figura 1.10: Resorte K (a) e hilo de ortodoncia (b).
Tras esto, se han avanzado en los estudios para la fabricacion del NiT i basados en elcontrol de la atmosfera donde se realizan, como el Hot Isostatic Pressing (HIP) lograndouna alta porosidad con poros irregulares y no uniformes [15]. Otros procesos como elMetalInjecting Molding no dieron buenos resultados; el Vacuum Induction Melting tampoco ano ser que se le anadiera un tratamiento posterior de Vacuum Arc Remelting [16] parahomogeneizar la estructura.
Por todo esto, los estudios se han centrado en el proceso de aleado mecanico. En ladecada de los 90 se asentaron las bases para el entendimiento de los procesos y productosmediante esta tecnica [17]. Gracias a esta tecnica, obtener un aleado de NiT i es posiblesin la necesidad de fundir los materiales. Por esto, los estudios mas recientes se basan enel control de la porosidad para obtener ası una densidad mas parecida a los elementosdonde se requiere su uso, como por ejemplos, los huesos.
En el ano 2000 se comenzaron a utilizar hidruros de titanio, T iH2, como materiaprima y agente formador de poros, evitando una posible formacion de oxido y generandolos poros a partir de la deshidrogenacion del polvo. En 2005, para reducir los oxidoscomo el T iO2 se utilizo Hidruro de Calcio, CaH2, mediante el proceso de VPRC, VaporPhase Reductant Calcium, con resultados muy buenos. Las fases del tipo T i4Ni2Ox sonindeseables y difıciles de detectar puesto que tienen estructuras cristalinas similares alNiT i2. Este estudio combino dos etapas: deshidrogenacion (a 500oC y 10−3 Pa durante4 horas) y difusion en estado solido (con vapor de Calcio a temperaturas mayores) [18]obteniendose una buena homogeneidad y porosidades de hasta el 16− 18%.
En el 2008 un estudio constato la necesidad de templar el material obtenido mediantealeado mecanico para producir una transformacion martensıtica, puesto que al terminode la molienda, el material es aun amorfo y requiere una recristalizacion [19, 20].
En esa misma epoca, una investigacion sobre el proceso de Low Pressure Sintering,(LPS), condujo a un material con buenas propiedades mecanicas, presencia de superelas-ticidad y con porosidades menores que mediante el proceso de sinterizacion convencio-nal [21].
8
1. Marco teorico
Finalmente, los ultimos avances respecto a la porosidad del NiT i han sido realizadosutilizando Magnesio como material espaciador de poros en lugar del Calcio utilizadohasta el momento. Los resultados muestran un rango de porosidad entre el 59 y el 81%,siendo esta mas homogenea a lo largo de las direcciones radial y longitudinal, mostrando,ademas, un poro esferico casi por completo [22]. El procedimiento a seguir fue, en primerlugar, mezclar polvos de NiT i prealeado y Mg durante 30 minutos; despues, compactara 400MPa y 1100oC en atmosfera de Argon siguiendo una rampa de 10oC/min hasta los600oC, lo suficientemente baja como para sinterizar y evaporar todo el Mg. El tiempode sinterizacion fue de 1 hora. La densidad y el contenido de poros se determinaronempleando el principio de Arquımedes.
1.3. Aleado mecanico
1.3.1. El proceso
El aleado mecanico (AM) permite reducir el tamano de partıcula de dos o mascomponentes generando una unica solucion solida a baja temperatura.
El proceso de aleado consiste en aplastar, o mas bien, triturar el polvo de maneraque el tamano de partıcula sea lo mas pequeno posible creando mas superficie de contactoentre las partıculas y promoviendo la difusion en estado solido y ası pasar de un polvoformado por T i y Ni a uno de NiT i, el proceso ocurre en dos etapas:
1. El polvo se deforma, endurece y fractura generando partıculas de menor tamano(figura 1.11). La energıa superficial de las partıculas aumenta y se crean aglomerados.El tamano de partıculas por tanto aumenta. Las partıculas creadas entonces son unamezcla de los polvos iniciales.
Figura 1.11: Impacto entre dos bolas y polvo durante el AM
2. Estas grandes partıculas constituidas sufren cada vez mas los choques, son endureci-das y fracturadas por fatiga. El tamano de grano, y mas especıficamente el tamanodel cristal, disminuye.
9
1. Marco teorico
Durante todo el proceso de aleado mecanico (AM) los defectos aumentan, mejorandola difusion.
Sin embargo, la dificultad radica en llevarlo a cabo, pues existen numerosos parame-tros que controlan el proceso. Desde la vasija donde ocurre todo, hasta la atmosfera conque se lleva a cabo. Pasando por el ratio de bolas, la velocidad de giro de estas, la cantidadde ACP (Agente Controlador del Proceso), el tiempo de molienda e incluso la temperaturaalcanzada. A continuacion se comentan uno a uno.
1.3.2. El equipo
Los equipos utilizados para alear mecanicamente suelen ser 3:
Spex shaker mill (Molino por agitacion): Este equipo es capaz de mezclar hasta 20gramos de polvo y es comunmente utilizado para investigaciones en laboratoriosmuy concretas [23]. Es capaz de mezclar dos componentes que inicialmente estanseparados.
Planetary ball mills (Molino planetario de bolas): Este equipo es capaz de alear unoscientos de gramos de polvo [23]. Consta de un mecanismo que hace que las bolas yla vasija giren en sentido contrario. Suelen utilizarse para aleaciones de Cr-Ni.
Attritor mills (Molino Attrtor): El equipo convencional utilizado en el aleado delpolvo [23].
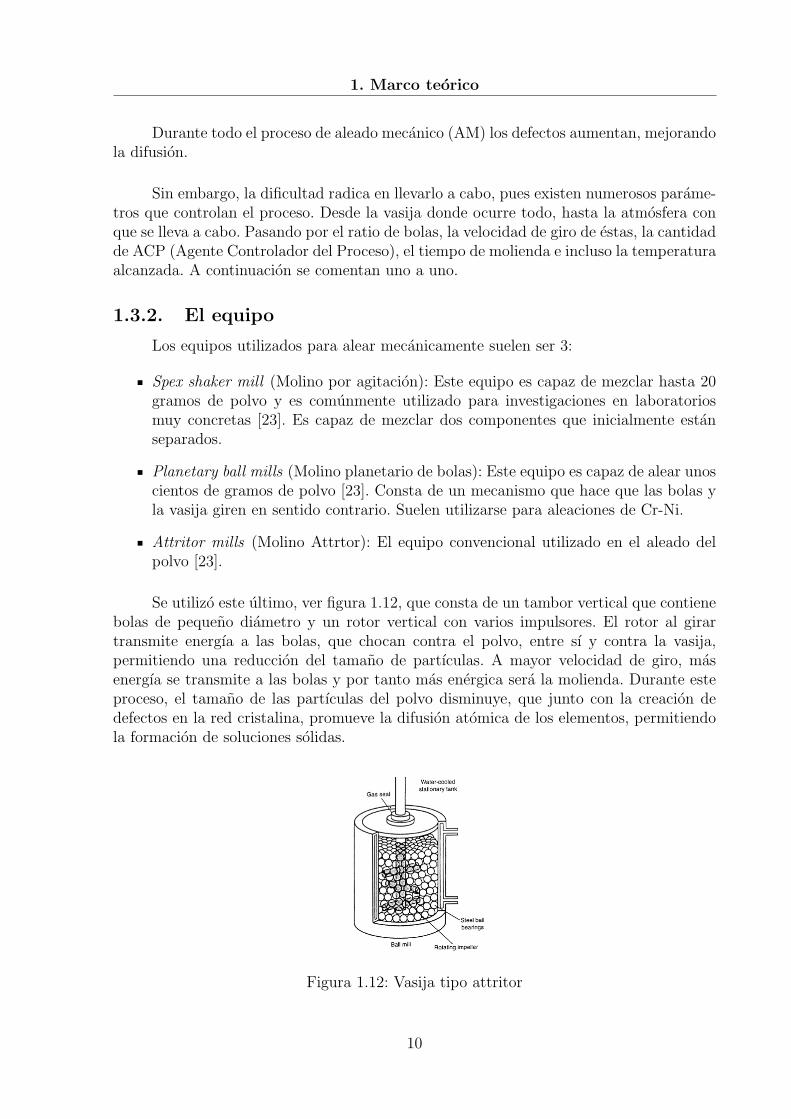
Se utilizo este ultimo, ver figura 1.12, que consta de un tambor vertical que contienebolas de pequeno diametro y un rotor vertical con varios impulsores. El rotor al girartransmite energıa a las bolas, que chocan contra el polvo, entre sı y contra la vasija,permitiendo una reduccion del tamano de partıculas. A mayor velocidad de giro, masenergıa se transmite a las bolas y por tanto mas energica sera la molienda. Durante esteproceso, el tamano de las partıculas del polvo disminuye, que junto con la creacion dedefectos en la red cristalina, promueve la difusion atomica de los elementos, permitiendola formacion de soluciones solidas.
Figura 1.12: Vasija tipo attritor
10
1. Marco teorico
1.3.3. Parametros de la molienda
Velocidad de giro: Al aumentar la velocidad de giro, se aumenta la energıa de im-pacto entre las bolas, pero controlando que la velocidad no sea demasiado alta. Enese caso se podrıan pegar las bolas a las paredes de la vasija o causar un aumentode la temperatura que puede ser contraproducente segun los casos.
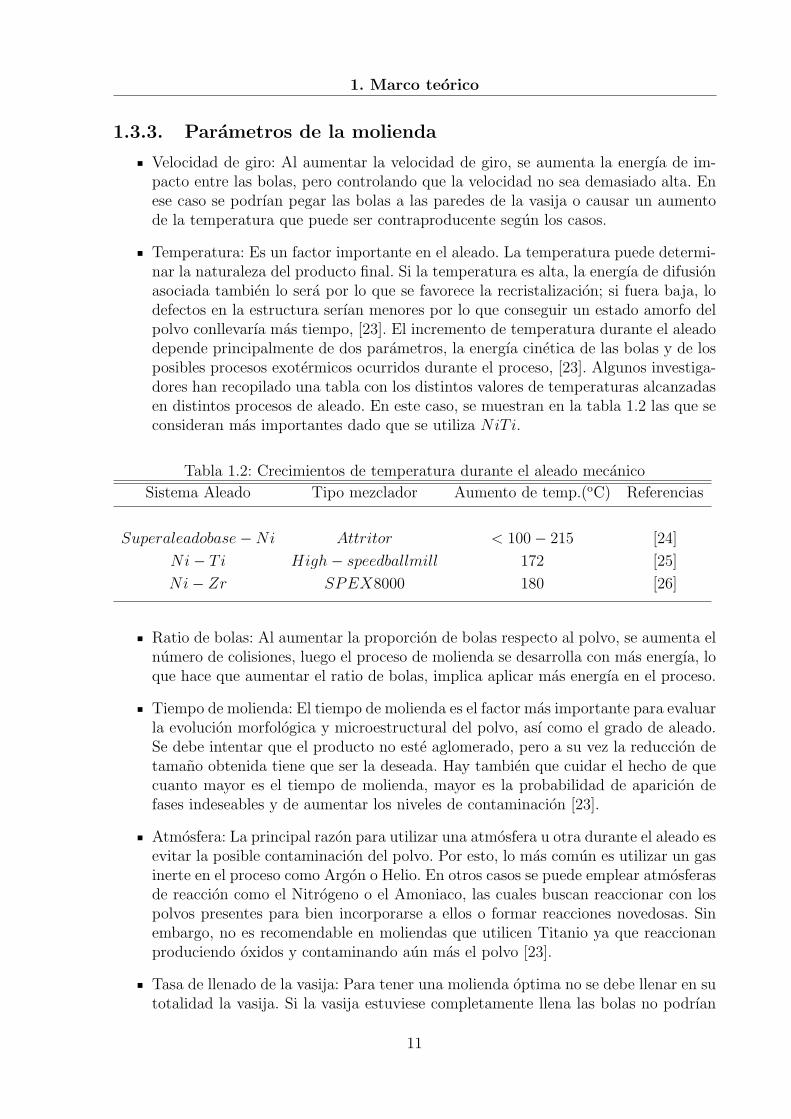
Temperatura: Es un factor importante en el aleado. La temperatura puede determi-nar la naturaleza del producto final. Si la temperatura es alta, la energıa de difusionasociada tambien lo sera por lo que se favorece la recristalizacion; si fuera baja, lodefectos en la estructura serıan menores por lo que conseguir un estado amorfo delpolvo conllevarıa mas tiempo, [23]. El incremento de temperatura durante el aleadodepende principalmente de dos parametros, la energıa cinetica de las bolas y de losposibles procesos exotermicos ocurridos durante el proceso, [23]. Algunos investiga-dores han recopilado una tabla con los distintos valores de temperaturas alcanzadasen distintos procesos de aleado. En este caso, se muestran en la tabla 1.2 las que seconsideran mas importantes dado que se utiliza NiT i.
Tabla 1.2: Crecimientos de temperatura durante el aleado mecanico
Sistema Aleado Tipo mezclador Aumento de temp.(oC) Referencias
Superaleadobase−Ni Attritor < 100− 215 [24]
Ni− T i High− speedballmill 172 [25]
Ni− Zr SPEX8000 180 [26]
Ratio de bolas: Al aumentar la proporcion de bolas respecto al polvo, se aumenta elnumero de colisiones, luego el proceso de molienda se desarrolla con mas energıa, loque hace que aumentar el ratio de bolas, implica aplicar mas energıa en el proceso.
Tiempo de molienda: El tiempo de molienda es el factor mas importante para evaluarla evolucion morfologica y microestructural del polvo, ası como el grado de aleado.Se debe intentar que el producto no este aglomerado, pero a su vez la reduccion detamano obtenida tiene que ser la deseada. Hay tambien que cuidar el hecho de quecuanto mayor es el tiempo de molienda, mayor es la probabilidad de aparicion defases indeseables y de aumentar los niveles de contaminacion [23].
Atmosfera: La principal razon para utilizar una atmosfera u otra durante el aleado esevitar la posible contaminacion del polvo. Por esto, lo mas comun es utilizar un gasinerte en el proceso como Argon o Helio. En otros casos se puede emplear atmosferasde reaccion como el Nitrogeno o el Amoniaco, las cuales buscan reaccionar con lospolvos presentes para bien incorporarse a ellos o formar reacciones novedosas. Sinembargo, no es recomendable en moliendas que utilicen Titanio ya que reaccionanproduciendo oxidos y contaminando aun mas el polvo [23].
Tasa de llenado de la vasija: Para tener una molienda optima no se debe llenar en sutotalidad la vasija. Si la vasija estuviese completamente llena las bolas no podrıan
11
1. Marco teorico
chocar correctamente para moler el polvo. Se conoce que la tasa optima es cerca del50%. Se puede tambien moler con una tasa de llenado inferior, pero la productividadsera en ese caso menor.
1.3.4. ACP
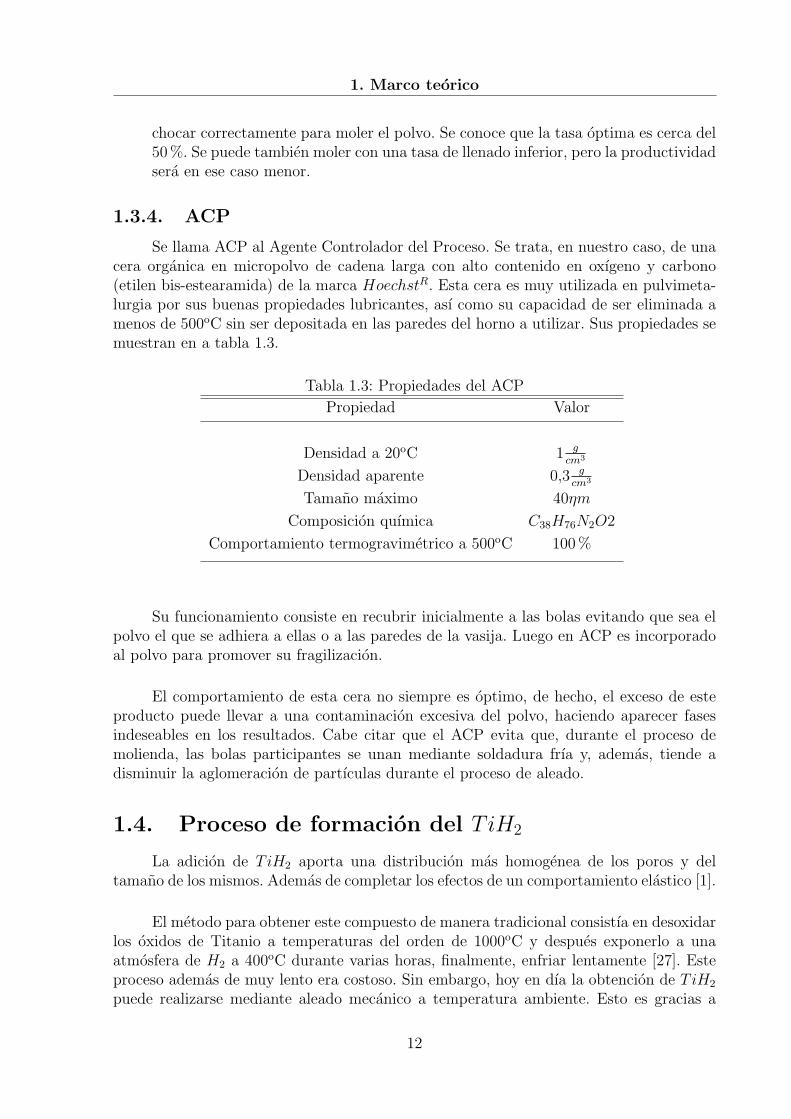
Se llama ACP al Agente Controlador del Proceso. Se trata, en nuestro caso, de unacera organica en micropolvo de cadena larga con alto contenido en oxıgeno y carbono(etilen bis-estearamida) de la marca HoechstR. Esta cera es muy utilizada en pulvimeta-lurgia por sus buenas propiedades lubricantes, ası como su capacidad de ser eliminada amenos de 500oC sin ser depositada en las paredes del horno a utilizar. Sus propiedades semuestran en a tabla 1.3.
Tabla 1.3: Propiedades del ACP
Propiedad Valor
Densidad a 20oC 1 gcm3
Densidad aparente 0,3 gcm3
Tamano maximo 40ηm
Composicion quımica C38H76N2O2
Comportamiento termogravimetrico a 500oC 100%
Su funcionamiento consiste en recubrir inicialmente a las bolas evitando que sea elpolvo el que se adhiera a ellas o a las paredes de la vasija. Luego en ACP es incorporadoal polvo para promover su fragilizacion.
El comportamiento de esta cera no siempre es optimo, de hecho, el exceso de esteproducto puede llevar a una contaminacion excesiva del polvo, haciendo aparecer fasesindeseables en los resultados. Cabe citar que el ACP evita que, durante el proceso demolienda, las bolas participantes se unan mediante soldadura frıa y, ademas, tiende adisminuir la aglomeracion de partıculas durante el proceso de aleado.
1.4. Proceso de formacion del T iH2
La adicion de T iH2 aporta una distribucion mas homogenea de los poros y deltamano de los mismos. Ademas de completar los efectos de un comportamiento elastico [1].
El metodo para obtener este compuesto de manera tradicional consistıa en desoxidarlos oxidos de Titanio a temperaturas del orden de 1000oC y despues exponerlo a unaatmosfera de H2 a 400oC durante varias horas, finalmente, enfriar lentamente [27]. Esteproceso ademas de muy lento era costoso. Sin embargo, hoy en dıa la obtencion de T iH2
puede realizarse mediante aleado mecanico a temperatura ambiente. Esto es gracias a
12
1. Marco teorico
los defectos introducidos en el Titanio facilitando la difusion del Hidrogeno en solucionsolida que se ve tambien favorecida por la disminucion del tamano de cristal, haciendo lasdistancias de difusion mas cortas [28].
En esta investigacion se pretende reducir la oxidacion del posible Titanio libre quequede al intentar crear NiT i mediante aleado mecanico. Por ello, se plantea introduciruna atmosfera de H2 posterior a la formacion de un polvo amorfo de NiT i, ası se podrıaeliminar cualquier posibilidad de oxidacion del polvo amorfo.
De igual forma, la deshidrogenacion ocurre a temperaturas mucho menores que lade aparicion de lıquido, y ası se contribuye a la formacion de una deseable porosidad alsinterizar.
La deshidrogenacion ocurre en dos etapas eliminandose distintas cantidades de cadavez y de forma espontanea. Los estudios muestran que ocurre a partir de los 300oC [29].
La reaccion que tiene lugar es de la siguiente forma:
T iH2300oC−400oC→ T iHx
500oC−600oC→ T i con x ∈ (0,7, 1,1)
1.5. Reduccion del oxıgeno presente
En principio, el metodo de desoxidacion en atmosfera reductora fue investigado entrelos anos 1985 y 1990 para ahorrar energıa y aumentar la produccion de Titanio metalicocon respecto al metodo Kroll (1950). Este metodo consiste en convertir T iO2 presenteen la naturaleza en T iCl4 y este en una esponja de T i gracias al Magnesio lıquido [30].Con la reduccion de T iO2 se ahorra la etapa con el T iCl4 y del reciclaje del MgCl2 porprocesos electroquımicos.
Anos atras, en 1936, se estudio una reduccion con Calcio debido a sus buenas ca-racterısticas, sin embargo, lo que se obtuvo fue un Titanio muy fragil debido a la grancantidad de oxıgeno en su interior [?, kroll2] Tanto el Ca como el Mg son excelentes can-didatos ya que sus oxidos son termodinamicamente mas estables que el T iO2 y ningunode los dos se disuelve en Titanio.
En 2003 se retoman los estudios mediante Calcio obteniendose una reduccion dela concentracion de Oxıgeno mediante la disolucion de CaO en CaCl2 especialmente enregiones de baja concentracion de CaO [32].
De esta forma, el uso del Calcio elemental como componente anadido al proceso desinterizacion puede ayudar de forma significativa a la reduccion del oxıgeno presente.
13
1. Marco teorico
1.6. Metodos para el analisis los polvos
1.6.1. Calorimetrıa diferencial de barrido (DSC)
La calorimetrıa diferencial de barrido permite el estudio de aquellos procesos en losque se produce una variacion entalpica, como los calores especıficos, puntos de fusion yebullicion, pureza de compuestos, entalpıas de reaccion y determinacion de otras transi-ciones de primer y segundo orden. En general, el DSC permite trabajar en un rango detemperaturas que va desde la del Nitrogeno lıquido hasta los 600oC aproximadamente.
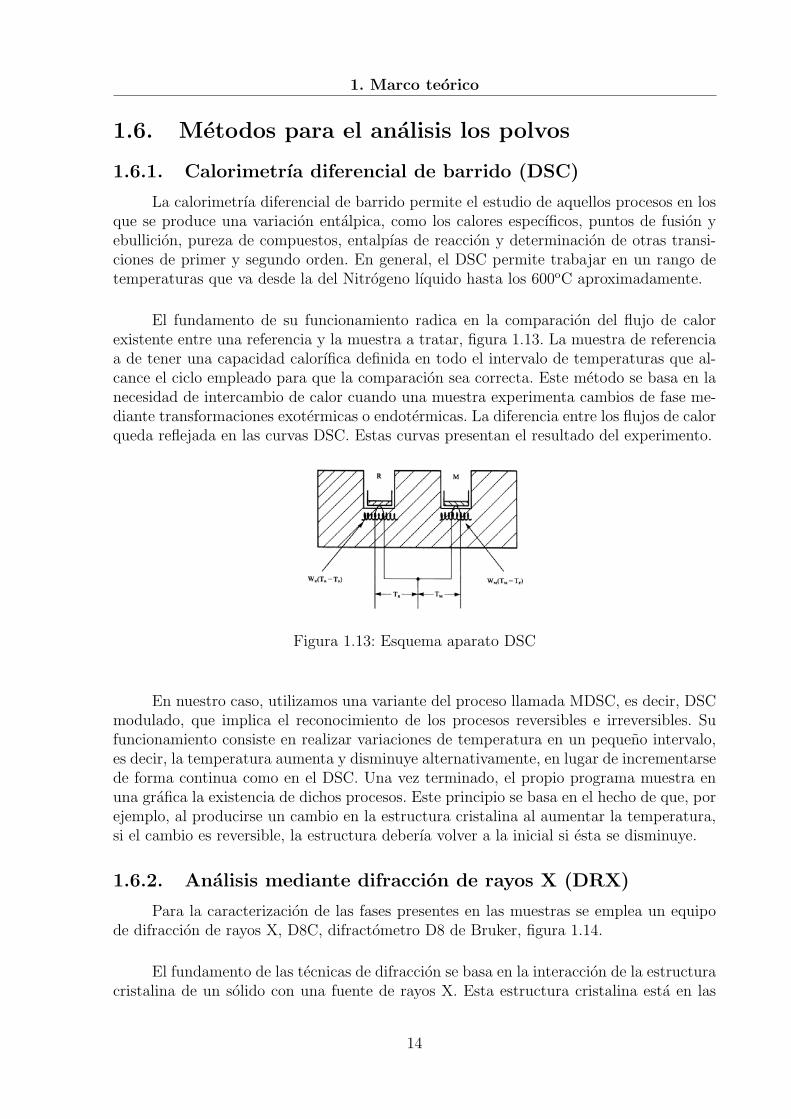
El fundamento de su funcionamiento radica en la comparacion del flujo de calorexistente entre una referencia y la muestra a tratar, figura 1.13. La muestra de referenciaa de tener una capacidad calorıfica definida en todo el intervalo de temperaturas que al-cance el ciclo empleado para que la comparacion sea correcta. Este metodo se basa en lanecesidad de intercambio de calor cuando una muestra experimenta cambios de fase me-diante transformaciones exotermicas o endotermicas. La diferencia entre los flujos de calorqueda reflejada en las curvas DSC. Estas curvas presentan el resultado del experimento.
Figura 1.13: Esquema aparato DSC
En nuestro caso, utilizamos una variante del proceso llamada MDSC, es decir, DSCmodulado, que implica el reconocimiento de los procesos reversibles e irreversibles. Sufuncionamiento consiste en realizar variaciones de temperatura en un pequeno intervalo,es decir, la temperatura aumenta y disminuye alternativamente, en lugar de incrementarsede forma continua como en el DSC. Una vez terminado, el propio programa muestra enuna grafica la existencia de dichos procesos. Este principio se basa en el hecho de que, porejemplo, al producirse un cambio en la estructura cristalina al aumentar la temperatura,si el cambio es reversible, la estructura deberıa volver a la inicial si esta se disminuye.
1.6.2. Analisis mediante difraccion de rayos X (DRX)
Para la caracterizacion de las fases presentes en las muestras se emplea un equipode difraccion de rayos X, D8C, difractometro D8 de Bruker, figura 1.14.
El fundamento de las tecnicas de difraccion se basa en la interaccion de la estructuracristalina de un solido con una fuente de rayos X. Esta estructura cristalina esta en las
14
1. Marco teorico
Figura 1.14: Difractometro D8C
tres direcciones del espacio y se pueden trazar infinitos planos paralelos, cada uno delos cuales pasara por una serie de puntos. Si cogemos uno de esos planos, a una ciertadistancia existira otro donde la distribucion de puntos sera la misma, dicha distancia sedenomina distancia interplanar, “d”. Si por dos de esos planos se hace incidir un haz derayos X, se da el fenomeno que se observa en la figura 1.15.
Figura 1.15: Fundamentos de la difraccion de rayos X
Si el frente de ondas que se difracta por el primer plano lo hace con un angulo θ, elfrente de ondas del segundo plano tambien se va difractar con un angulo θ, con esta nuevatrayectoria que se describe si los dos frentes no estan en fase ocurre una interferenciadestructiva y se anula uno al otro, pero si los dos salen en fase, hay una interferenciaconstructiva, por tanto, el haz difractado no se anula y es detectable, esto ocurre cuandola diferencia de recorrido entre los dos frentes es un multiplo de la longitud de onda l quematematicamente se define como la Ley de Bragg: 2 · d · sin(θ) = nl o llamada Ley deBragg.
Cada familia de planos tiene una distancia, d, caracterıstica, por tanto, segun losresultados, sabremos si estamos ante una estructura u otra en funcion a los “picos” de
15
1. Marco teorico
deteccion que son en realidad las reflexiones de los planos de cada fase [33].
La difraccion de rayos X es una tecnica no destructiva que permite obtener infor-macion cuantitativa y cualitativa sobre una estructura cristalina. Ademas, no requierepreparacion de las muestras.
1.6.3. Granulometrıa laser
Se trata de una tecnica para conocer la distribucion de tamano de partıculas delpolvo proveniente del aleado mecanico.
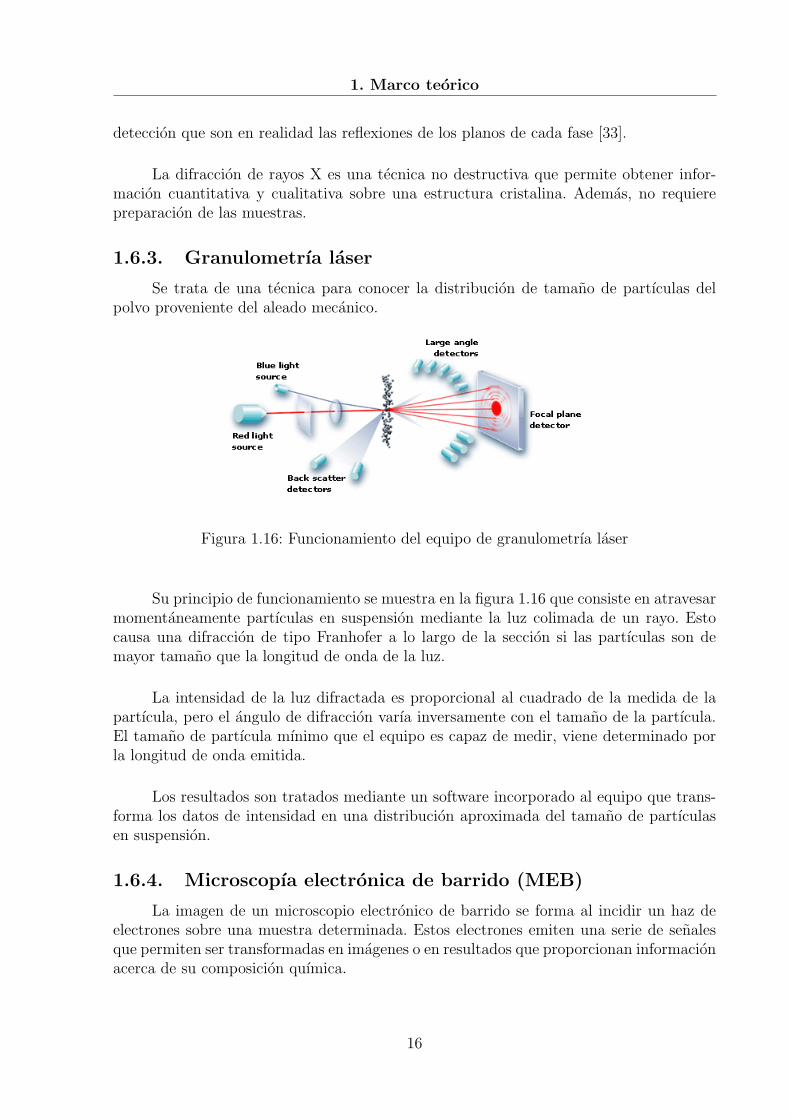
Figura 1.16: Funcionamiento del equipo de granulometrıa laser
Su principio de funcionamiento se muestra en la figura 1.16 que consiste en atravesarmomentaneamente partıculas en suspension mediante la luz colimada de un rayo. Estocausa una difraccion de tipo Franhofer a lo largo de la seccion si las partıculas son demayor tamano que la longitud de onda de la luz.
La intensidad de la luz difractada es proporcional al cuadrado de la medida de lapartıcula, pero el angulo de difraccion varıa inversamente con el tamano de la partıcula.El tamano de partıcula mınimo que el equipo es capaz de medir, viene determinado porla longitud de onda emitida.
Los resultados son tratados mediante un software incorporado al equipo que trans-forma los datos de intensidad en una distribucion aproximada del tamano de partıculasen suspension.
1.6.4. Microscopıa electronica de barrido (MEB)
La imagen de un microscopio electronico de barrido se forma al incidir un haz deelectrones sobre una muestra determinada. Estos electrones emiten una serie de senalesque permiten ser transformadas en imagenes o en resultados que proporcionan informacionacerca de su composicion quımica.
16
1. Marco teorico
Entre sus principales caracterısticas se encuentran la alta profundidad de campo, locual permite enfocar dos puntos a distinta altura, y su alta resolucion de imagen.
Para la realizacion de analisis quımicos, el microscopio lleva acoplado una sonda deanalisis de energıas dispersivas de rayos X. Una de las senales que emite la muestra alincidir sobre ella el haz de electrones es la de rayos X. Estos rayos con caracterısticos decada elemento, lo cual permite determinar la composicion y distribucion elemental queposee la muestra, es decir, su completo analisis quımico.