Page 1
UNIVERSITATEA DE STAT „BOGDAN PETRICEICU HASDEU” DIN CAHUL
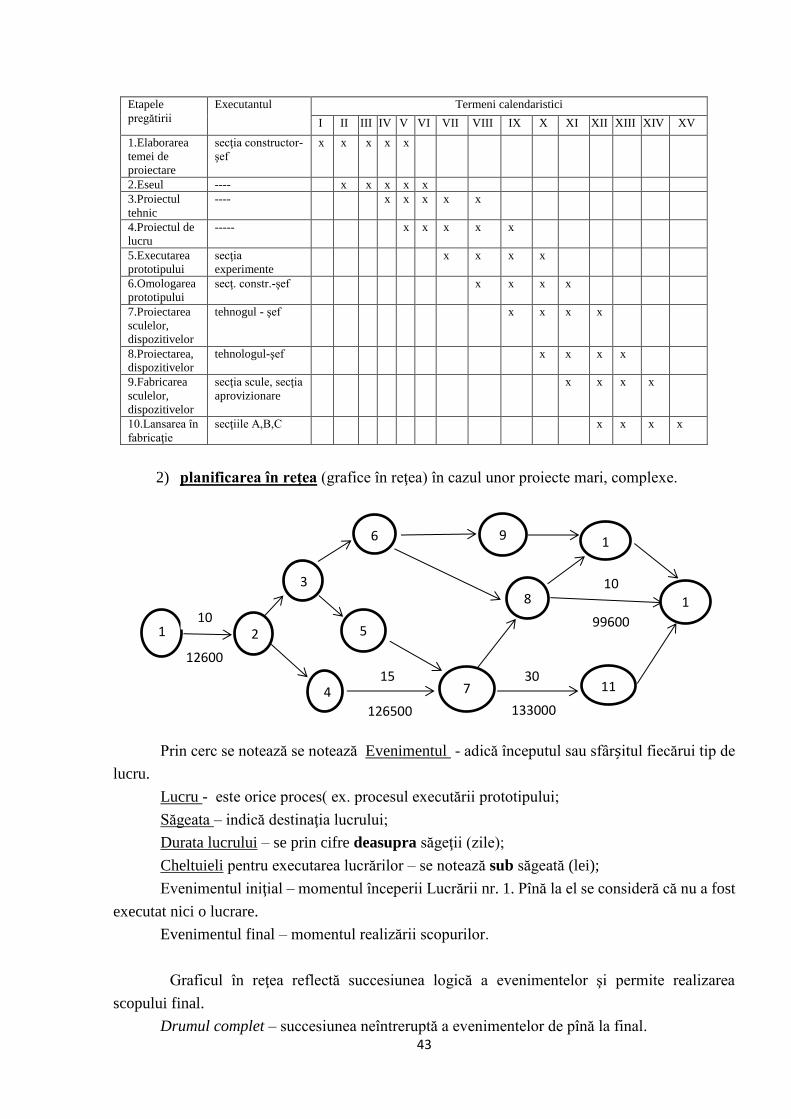
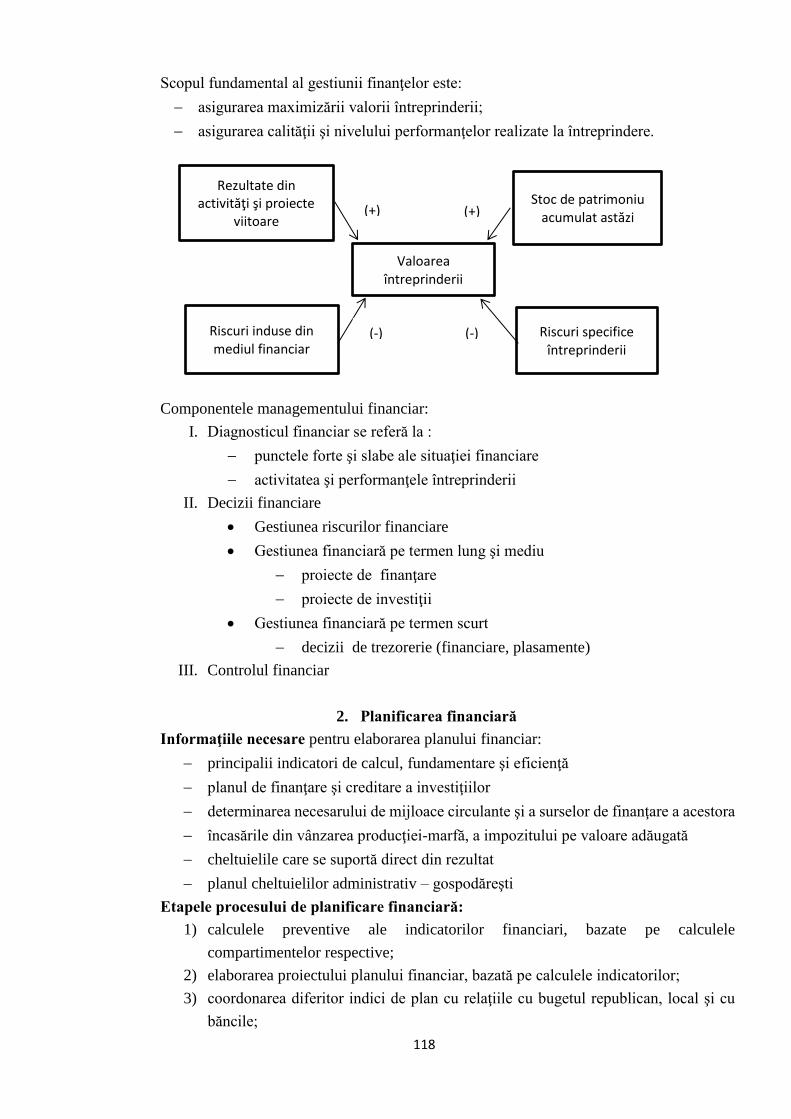
DEPARTAMENTUL ȘTIINȚE ECONOMICE
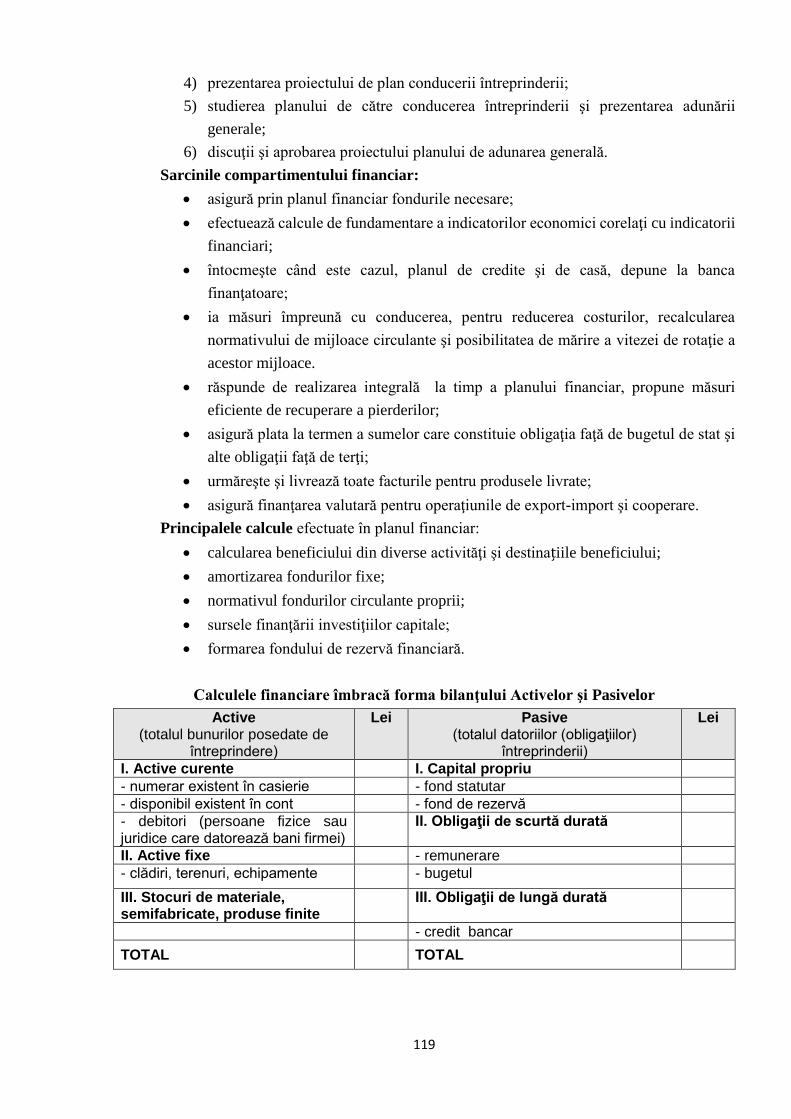
Management industrial
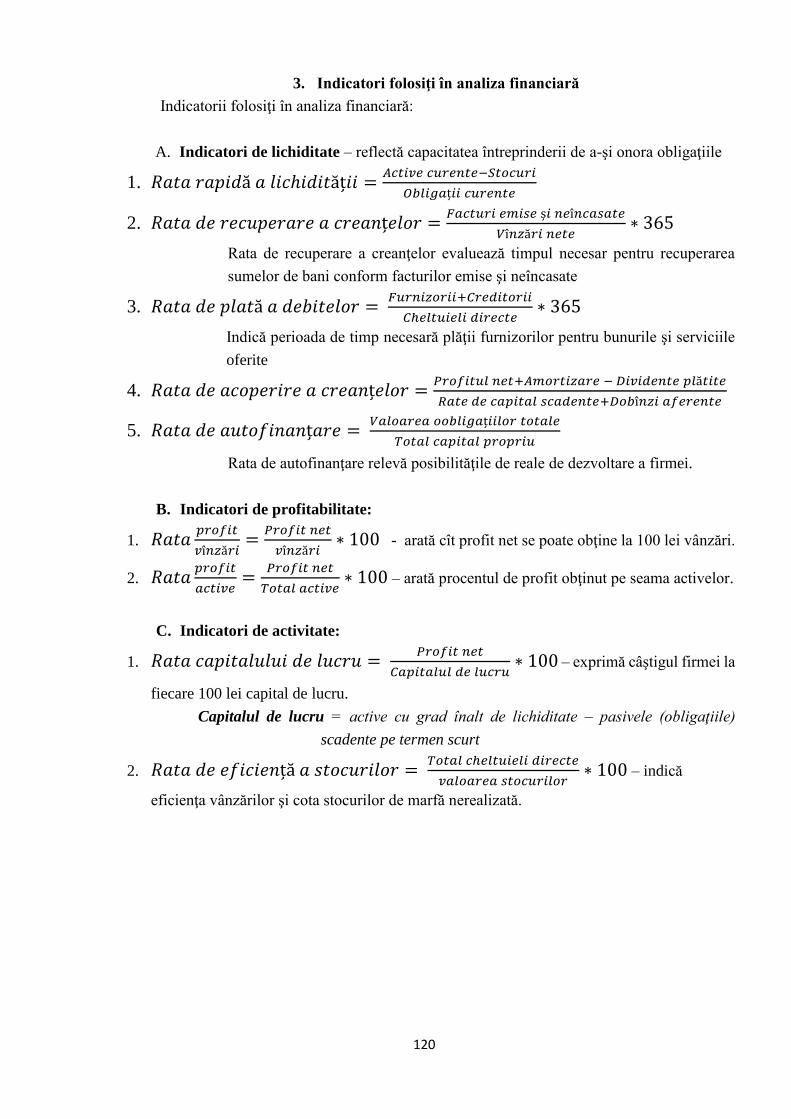
NOTE DE CURS
(CONSPECT)
pentru specialitatea 0413.1 BUSINESS ȘI ADMINISTRARE (ciclul I, Licență)
Andrei Popa,
doctor habilitat în științe economice,
profesor universitar
Page 2
1
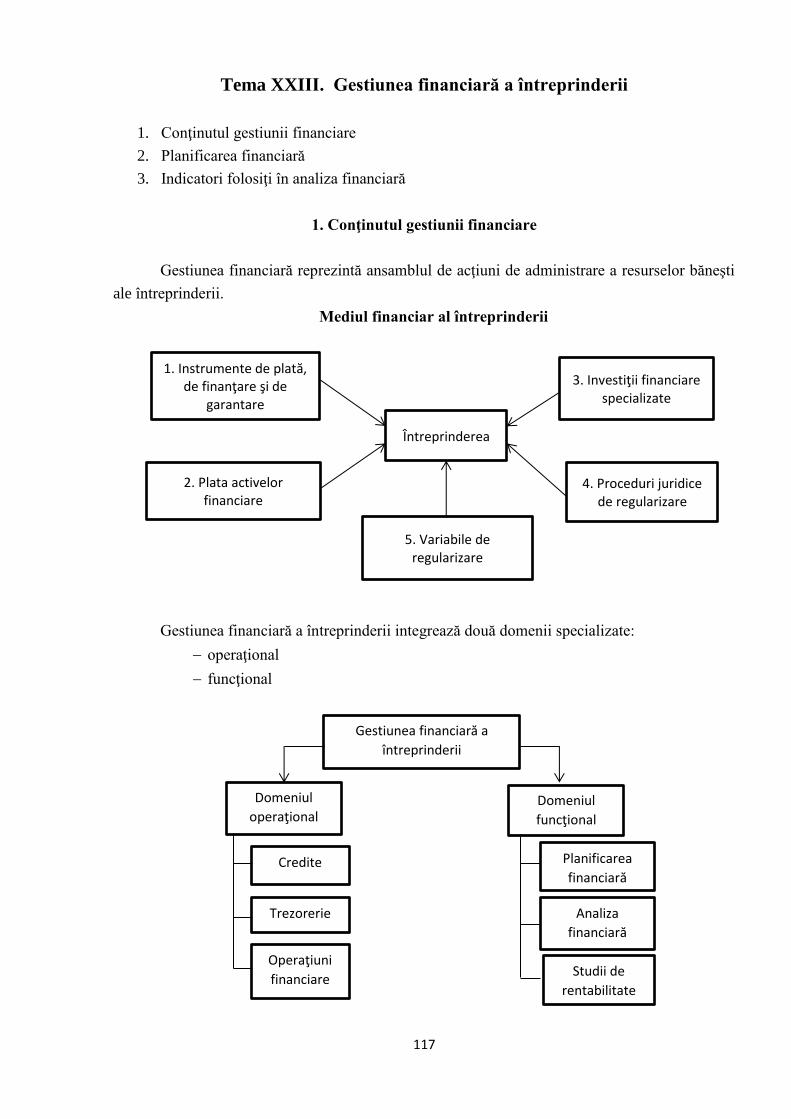
Tema I. Esenţa întreprinderii industriale
Ampla şi complexa dezvoltare ce caracterizează evoluţia societăţii omeneşti în ultimul
secol se reflectă şi în apariţia unui număr de întreprinderi, care prezintă o extremă varietate de
însuşiri economice, tehnice, umane, juridice etc.
Întreprinderea industrială se defineşte drept unitate de bază în cadrul in-dustriei, în care
personalul, prin utilizarea factorilor de producţie, obţine materii prime, produce bunuri materiale,
anumite servicii, în condiţiile realizării unui anu-mit profit.
Abordată ca un sistem, întreprinderea prezintă mai multe caracteristici:
a) Întreprinderea este un sistem complex, deoarece include resurse umane, materiale şi
financiare, fiecare dintre acestea fiind alcătuite dintr-o varietate de elemente. Resursele
umane sunt compuse din personalul întreprinderii, care pre-zintă caracteristice din punct
de vedere al nivelului pregătirii, specialităţii, postului ocupat, vârstei, vechimii în unitate
etc. Disponibilităţile băneşti în numerar şi la bancă, aflate la dispoziţia întreprinderii
formează resursele sale financiare.
b) Întreprinderea este un sistem socio-economic, în sensul că în cadrul său colectivele de
oameni ai muncii desfăşoară procese de muncă generatoare de noi valori de întrebuinţare.
Calitatea resurselor umane de a fi singurele producătoare de noi valori le conferă o poziţie
centrală în cadrul întreprinderii industriale.
c) Întreprinderea industrială este şi un sistem planificat. Esenţa acestei tră-sături o reprezintă
fundamentarea şi desfăşurarea tuturor activităţilor întreprinderii pe baza planului său, al
cărui conţinut este diferit în întreprinderea de stat faţă de cea privată.
d) Întreprinderea este un sistem deschis. Aceasta se exprimă prin fluxul de întăriri – utilaje,
materii prime, materiale, combustibil, energie electrică, informaţii destinate sistemelor din
care face parte.
e) Întreprinderea este un sistem organic adaptiv, adică se schimbă perma-nent, sub influenţa
factorilor endogeni şi exogeni, adaptându-se atât la evoluţia macrosistemelor din care face
parte, cât şi la cerinţele generate de dinamica susţi-nută a resurselor încorporate. Însă
întreprinderea nu este un sistem pasiv şi, la rân-dul său, influenţează ieşirile sale, unele din
caracteristicile sistemelor cu care intră în contact.
f) Întreprinderea este un sistem tehnico-material, în sensul că între mijloa-cele de muncă,
materii prime şi materiale utilizate în cadrul său, există anumite le-gături, care se manifestă
prin dependenţa tehnologică dintre subdiviziunile sale.
g) Întreprinderea este un sistem organizat. Se manifestă în descompunerea întreprinderii în
elemente componente cu scopul recompunerii lor în elemente componente după anumite
criterii tehnice, economice şi de personal.
Astfel în cadrul unei unităţi economice poate fi evidenţiat un ansamblu de activităţi de
bază: aprovizionare, producţie, vânzare, transport etc.
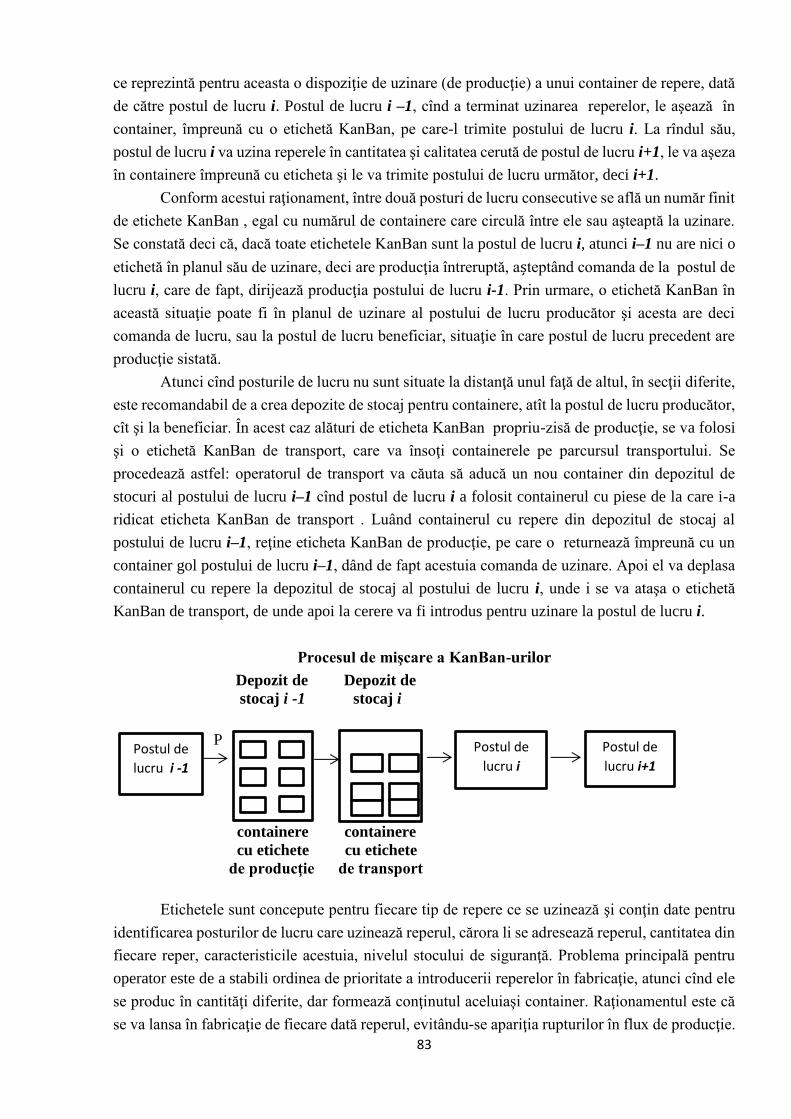
Complexitatea întreprinderii industriale este prezentată în figura nr.1
Page 3
2
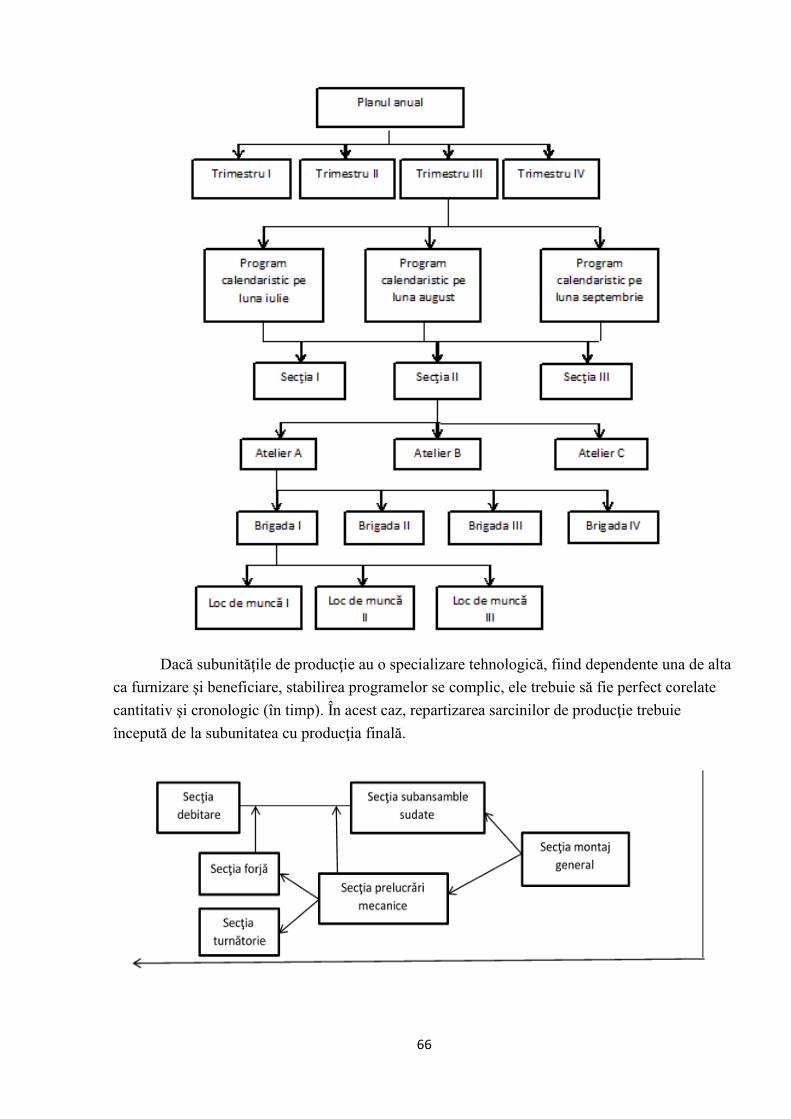
Fig.1. Întreprinderea industrială ca sistem complex şi organizat
Strategii industriale ale unităţilor economice
Oferta < Cererea. Se vinde ceea ce se produce.
- Preocuparea de bază: utilizarea tuturor mijloacelor de producţie la 100%
- Evaluarea individuală a performanţelor fiecărui post
- Manevrarea cu costurile
Oferta = Cererea. Se produce ceea ce poate fi vândut.
- De efectuat previziuni comerciale
- Reducerea stocurilor
- Diversificarea produselor
- Reacţionare la perturbaţii
- Constituirea unui sistem informaţional adecvat
Oferta > Cererea. Se produce ceea ce se vinde.
- Personalizarea produselor
- Decalaje mici
- Costuri şi preţuri reduse
- Durata de viaţă a produselor
- Relaţii client-furnizor
- Organizarea în flux
Page 4
3
Tema II. Caracteristica întreprinderii – veriga de bază a economiei de piaţă
1. Esenţa întreprinderii industriale
2. Tipologia întreprinderilor industriale
3. Caracteristica întreprinderilor după forma organizatorico-juridică
1. Esenţa întreprinderii industriale
Întreprinderea industrială se defineşte drept unitate de bază în cadrul industriei, în care
personalul, prin utilizarea factorilor de producţie, obţine materii prime, produce bunuri materiale,
anumite servicii în condiţiile realizării unui anumit venit.
Procesul de producţie
Întreprinderea:
a. un sistem complex – include resurse umane, materiale, financiare, informaţionale.
b. un sistem socio-economic – oamenii din cadrul întreprinderii desfăşoară procese de
muncă generatoare de noi valori de întrebuinţare.
c. un sistem planificat
d. un sistem deschis – fluxuri de intrări, utilaje, materii prime, materiale informaţii
e. un sistem organic adaptiv – se schimbă permanent sub influenţa factorilor endogeni şi
exogeni.
f. un sistem tehnico-material – există anumite legături între mijloacele de muncă (oameni,
utilaje)materii prime şi materiale utilizate în cadrul său.
g. un sistem organizat – activitatea se descompune în elemente componente conform unor
anumite criterii tehnologice economice si de personal.
2. Tipologia întreprinderilor industriale
Necesitatea clasificării:
pe această bază se pot efectua analize complexe şi aprofundate (dezechilibre
disfuncţionalităţi)
se identifică caracteristicile şi modalităţile de exercitare a conducerii în
întreprindere
a. în funcţie de forma de proprietate:
întreprinderi de stat
întreprinderi private
întreprinderi cu proprietate mixtă
Întreprindere de stat – întreg patrimoniul unităţii aparţine statului.
Întreprinderi private – patrimoniul aparţine unei sau mai multor persoane.
Page 5
4
Caracteristica:
a. iniţiativa constituirii şi funcţionării întreprinderii aparţine integral întreprinzătorului
b. posedă un capital minim obligatoriu
c. independenţa deplina în direcţionarea activităţii
d. asumarea integrală a riscurilor economice şi sociale implicate de operaţiunile firmei
Dacă patrimoniul (capitalul) aparţine unei singure persoane – întreprindere individuală.
Dacă deţinătorii de capital sunt mai multe persoane – întreprindere de grup.
Dacă deţinătorii patrimoniului se află în proprietatea unei familii – întreprindere familială.
Dacă întreprinderea este înfiinţată prin dorinţa şi participarea în condiţii egale a mai multor
persoane – întreprindere asociativă.
Caracteristica:
a. dreptul de proprietate asupra patrimoniului de către mai multe persoane.
întreprinderea cu proprietate mixtă - patrimoniul întreprinderii aparţine parţial
statului, parţial persoanelor fizice sau juridice.
b. în funcţie de sectorul economiei:
sectorul primar – întreprinderi agricole – nivel mediu a progresului tehnic.
sectorul secundar – întreprinderi industriale – nivel ridicat al progresului
tehnic.
sectorul terţiar – întreprinderi de servicii şi distribuţie – se dezvoltă în
strînsă legătură cu cel secundar şi atrage din ce în ce mai mulţi lucrători.
c. după natura activităţii:
întreprinderi agricole
întreprinderi industriale
întreprinderi de servicii (bănci, companii de asigurări, transport)
întreprinderi de distribuţie . pun la dispoziţia consumatorilor diferite bunuri
de consum
d. în funcţie de caracterul obiectului muncii supus prelucrării:
extractive
prelucrătoare
e. în raport cu destinaţia economică şi caracterul producţiei finite:
producătoare de mijloace de producţie producţie (gr A)
producătoare de bunuri de consum (gr. B)
f. în raport cu continuitatea procesului tehnologic:
cu procese tehnologice continue
cu procese tehnologice discontinue
g. în funcţie de timpul de lucru în cadrul anului calendaristic:
întreprinderi ce funcţionează anul împrejur
întreprinderi sezoniere
h. în raport cu nivelul de specializare:
specializate
Page 6
5
universale
mixte
i. în funcţie de tipul producţiei:
producţie individuală
cu producţie de serie (mică, mijlocie, mare)
cu pro de masă
j. în funcţie de metoda de organizare a producţiei:
întreprinderi cu producţia organizată in flux
întreprinderi cu producţia organizată pe obiecte
întreprinderi cu producţia organizată în unicate
k. în funcţie de numărul personalului încadrat în întreprindere (conform legislaţiei
R.M.. Legea privind susţinerii întreprinderilor mici şi mijlocii):
microîntreprinderi – 9 salariaţi
întreprinderi mici – 10-50 salariaţi
întreprinderi mijlocii – cel mult 249 salariaţi
l. în funcţie de venitul anual din vânzări (lei):
microîntreprinderi – < 3 mln
întreprinderi mici – < 25mln
întreprinderi mijlocii - < 50 mln
m. în funcţie de forma organizatorico-juridică:
întreprindere individuală (ÎI) – persoana fizică
societate în nume colectiv (SNC) – persoană fizică
societate cu răspundere limitată (SRL) – persoana juridică
societate în comandită – persoană fizică
societate pe acţiuni (S.A.) – persoană juridică
cooperativă de producţie / de întreprinzător – persoană juridică
întreprindere de stat
întreprindere municipală
Lectia 2 . Tema II. Caracteristica întreprinderii – veriga de bază a
economiei de piaţă
1. Scopul şi sarcinile de bază ale întreprinderii, drepturile şi datoriile . Legea R.M. cu
privire la antreprenoriat şi întreprinderi.
2. Esenţa şi însemnătatea noilor tipuri de uniuni (consorţii, asociaţii, concerne).
Întreprinderile au în viaţa unei economii un rol dublu: economic şi social.
a) Rolul economic
I. întreprinderile - atrag şi combină factori de producţie.
sarcini – managerii – optimizarea combinării factorilor de producţie pe care îi deţin.
Page 7
6
II. întreprinderile – au ca finalitate a activităţii lor, executarea de bunuri şi servicii.
sarcini – managerii – să producă la costuri minime, realizând şi reînnoind
permanent factorii şi combinarea lor în funcţie de situaţia pieţelor de aprovizionare
şi desfacere.
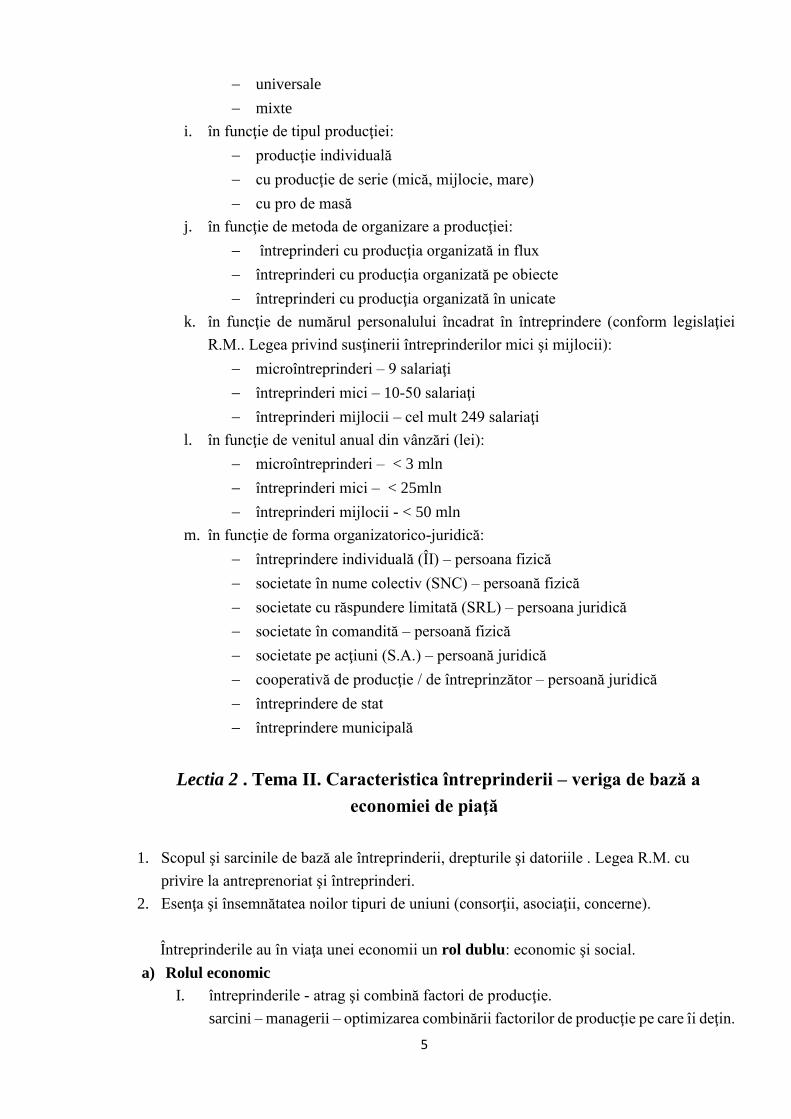
III. întreprinderile – distribuie veniturile
managerii - acţiuni specializate de remunerare a factorilor de producţie utilizaţi:
Beneficiari Instrumente de repartiţie
- Personal angajat Salarii
- Organisme sociale Cotizaţii sociale
- Statul Impozite, taxe
- Creditorii şi băncile Dobânzi comisioane
- Asociaţii Dividende
- Întreprinderea Autofinanţare
b) Rolul social:
Firma exista prin indivizi – prin salariaţii săi;
- prin consumatori, bunurile pe care le oferă pe piaţă.
Fima manifestă un rol social specific:
I. - faţă de salariaţi care îşi consacră o mare parte din viaţa lor muncii în întreprindere
Sarcini – Managerii - crearea condiţiilor favorabile pentru muncă şi salarizare,
favorizarea promovării personalului
favorizarea reciclării impuse de modernizarea tehnicii şi tehnologiei.
II. – faţă de consumatori
Firma trebuie să caute cea mai buna adaptare a bunurilor şi serviciilor produse
la solicitarea clienţilor.
Firma trebuie să furnizeze o informaţie completă şi obiectivă asupra produselor
sale prin politici de publicitate, reclamă.
Page 8
7
2 Esenţa şi însemnătatea noilor tipuri de uniuni (consorţiu, asociaţii, concerne)
Concerne - întreprinderi mari şi foarte mari, care se creează prin unirea mai multor firme
mici şi sunt conduse centralizat – persoană fizică – descentralizare parţială.
Consorţiu – reuniune provizorie în scopul realizării unor proiecte sau programe mari. Îşi
încheie existenţa la finalizarea proiectului.
Grupuri Industrial - Financiare – reuniune benevolă de structuri financiar-bancare şi de
cercetare-dezvoltare, se caracterizează prin procesul integrat al tuturor etapelor lanţului valoric –
de la elaborare - pînă la realizare.
Reţele antreprenoriale – reuniuni benevole de firme în scopul coordonării activităţii sale
pe piaţă, cooperării în producerea în comun a elementelor produsului final. Exemple de reţele:
Reţele ale furnizorilor, Reţele de desfacere, Reţele de cooperare tehnologică.
Corporaţii Transnaţionale – reuniuni de firme din diferite ţări cu scopul de a domina unul
sau cîteva segmente de piaţă.
Lectia 3 . Tema II. Caracteristica întreprinderii – verigă de bază a
economiei de piaţă
1. Importanţa micului business în economia de piaţă
2. Susţinerea şi protecţia micului bussiness
3. Formele de parteneriat între întreprinderile mari şi cele mici
1. Importanţa micului business în economia de piaţă
Caracteristica businessului mic:
a. managementul este independent, de regulă managerul este proprietarul firmei.
b. capitalul este asigurat de o persoană sau cîteva – proprietarii întreprinderii.
c. aria geografică de activitate este locală.
Avantajele întreprinderilor mici:
1. lansează mai ușor un produs sau serviciu.
2. se adaptează rapid şi satisface anumite nevoi specifice.
3. satisface maximal gusturile consumatorilor prin fabricarea bunurilor de serie mică sau
unicate.
4. Este capabilă să întreţină relaţii personale cu consumatorii. Promovează relaţii directe între
producător şi client.
5. Oferă locuri de muncă
6. Sunt flexibile şi se acomodează repede la conjunctura pieţei şi schimbările în producţie.
Dezavantajele întreprinderilor mici:
1. Riscuri şi incertitudine în succesul afacerii.
2. Probleme financiare şi obligaţii la momentul pornirii afacerii.
Page 9
8
3. Responsabilitate completă.
4. Apariţia unor probleme fiziologice. Stresul impus de mersul afacerilor poate provoca
dereglări de sănătate.
5. Insuficienţa capitalului disponibil.
6. Dificultăţi resimţite în faţa reglementărilor legislativ-normative şi a procedurilor
birocratice.
În SUA din cele 20 milioane de firme
13 mil. - individuale şi de familie.
1,8 mil. - de parteneriate (SRL)/LTD.
4 mln. – SA (corporation)
40% din PIB sunt produse de 500 corporaţii mari.
≈ 40% din PIB revine businessului mic.
Anual se înregistrează 400 mii de firme mici noi din care 80 % se închid în primii ani de
activitate.
În Germania la sfîrşitul anilor ’90 din total firme:
- 65% - SRL – care ofereau locuri de muncă pentru 38% din total angajaţi.
- din ele 24% - societăţi în comandită
În Republica Moldova la sfîrşitul anilor ’90 (1996) din total 143 227 agenti economici
41 169 întreprinderi individuale (28,7)
19 097 SRL (13,3%)
61 574 GŢ (43%)
2. Susţinerea şi protecţia micului bussiness
(vezi)
1. Legea Republicii Moldova cu privire la antreprenoriat şi întreprinderi, nr. 845-XII din
03.01.1992
2. Legea Republicii Moldova privind societăţile cu răspundere limitatănr, nr. 135 din
14.06.2007
3. Legea Republicii Moldova privind susţinerea sectorului întreprinderilor mici şi mijlocii
nr. 206-XVI din 07.07.2006 .
4. Legea Republicii Moldova cu privire la patenta de întreprinzător, nr. 93-XIV din 15 iulie
1998
5. Legea Republicii Moldova privind licențierea unor genuri de activitate, nr. 451-XV din 30
iulie 2001
6. Legea Republicii Moldova cu privire la franchising, nr. 1335-XIII din 1 octombrie 1997
7. Legea Republicii Moldova cu privire la leasing, nr. 731-XII din 15 februarie 1996
8. Legea Republicii Moldova cu privire la patenta de întreprinzător, nr. 93-XIV din 15 iulie
1998
Page 10
9
3. Formele de parteneriat între întreprinderile mici şi mari.
Franchisingul - compania mare (franchiser) acordă unor firme independente – operatori
marca sa comercială, utilaj tehnologii şi know-how, servicii de instruire a personalului şi
controlează calitatea producţiei. (,,Mc Donald’’, ‚,Pizza Hut’’, ,,KFC’’).
Leasingul – procurarea tehnicii şi tehnologiilor şi darea lor în arendă cu acordarea
concomitentă a creditelor şi serviciilor tehnice.
Reţele antreprenoriale – asociaţii ale unor firme independente fondate pe baza contractelor
pe termen lung, pentru elaborarea, producerea şi realizarea în comun a unor produse complexe,
fără a crea organe speciale de dirijare.
În agricultură:
Asociaţii de aprovizionare cu materiale circulante( îngrăşămînt, nutreţuri
combinate, mijloace de protecţie).
Asociaţii de prelucrare, păstrare şi desfacere a producţiei pe principii acţionare şi
cooperatiste (frigidere, linii de conservare etc.)
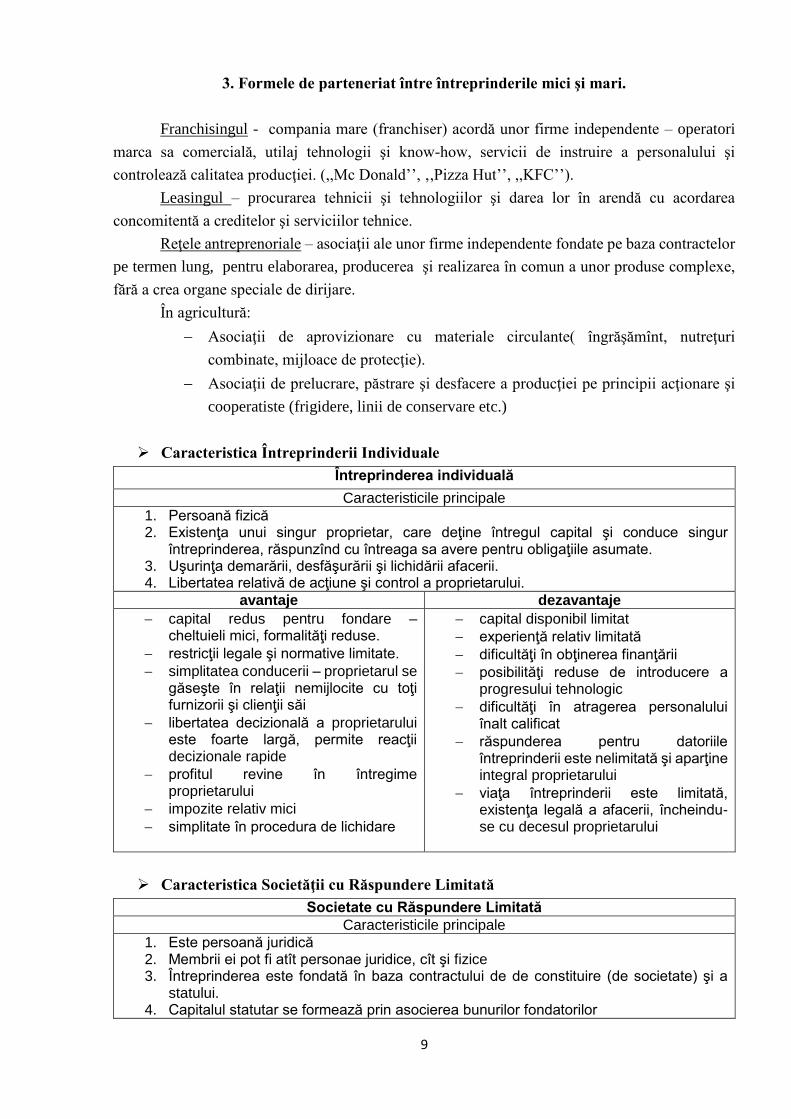
Caracteristica Întreprinderii Individuale
Întreprinderea individuală
Caracteristicile principale
1. Persoană fizică 2. Existenţa unui singur proprietar, care deţine întregul capital şi conduce singur
întreprinderea, răspunzînd cu întreaga sa avere pentru obligaţiile asumate. 3. Uşurinţa demarării, desfăşurării şi lichidării afacerii. 4. Libertatea relativă de acţiune şi control a proprietarului.
avantaje dezavantaje
capital redus pentru fondare – cheltuieli mici, formalităţi reduse.
restricţii legale şi normative limitate.
simplitatea conducerii – proprietarul se găseşte în relaţii nemijlocite cu toţi furnizorii şi clienţii săi
libertatea decizională a proprietarului este foarte largă, permite reacţii decizionale rapide
profitul revine în întregime proprietarului
impozite relativ mici
simplitate în procedura de lichidare
capital disponibil limitat
experienţă relativ limitată
dificultăţi în obţinerea finanţării
posibilităţi reduse de introducere a progresului tehnologic
dificultăţi în atragerea personalului înalt calificat
răspunderea pentru datoriile întreprinderii este nelimitată şi aparţine integral proprietarului
viaţa întreprinderii este limitată, existenţa legală a afacerii, încheindu-se cu decesul proprietarului
Caracteristica Societăţii cu Răspundere Limitată
Societate cu Răspundere Limitată
Caracteristicile principale
1. Este persoană juridică 2. Membrii ei pot fi atît personae juridice, cît şi fizice 3. Întreprinderea este fondată în baza contractului de de constituire (de societate) şi a
statului. 4. Capitalul statutar se formează prin asocierea bunurilor fondatorilor
Page 11
10
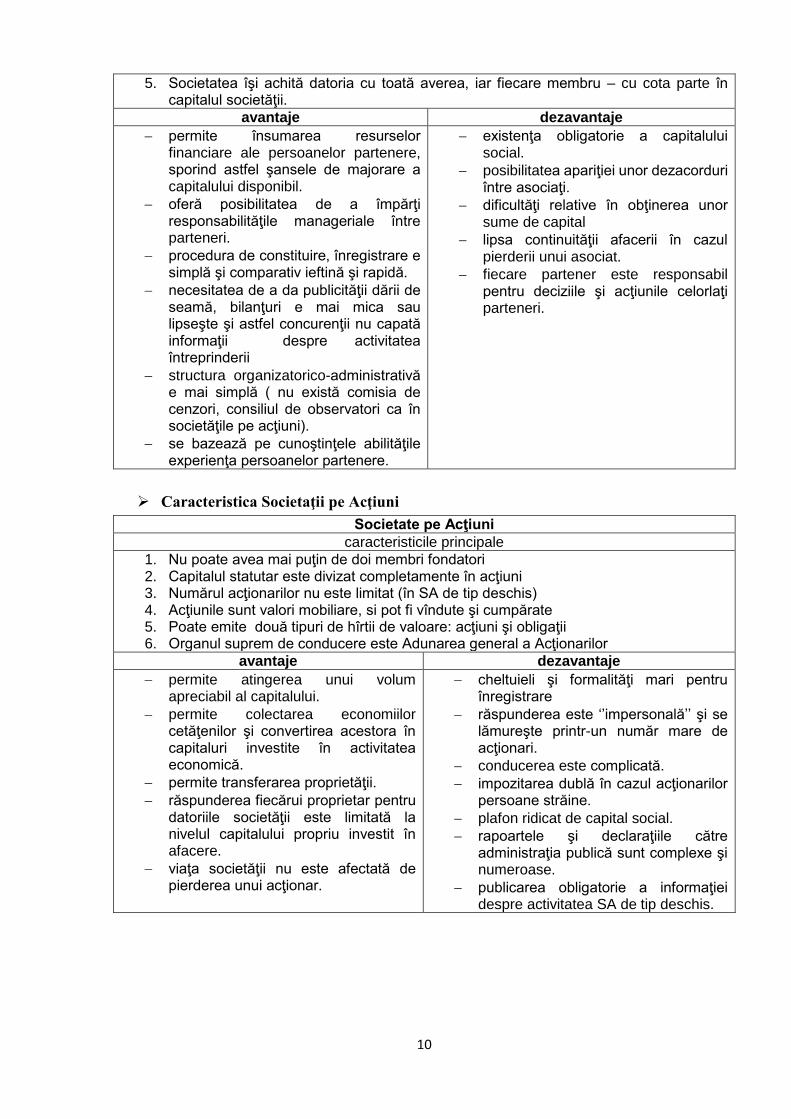
5. Societatea îşi achită datoria cu toată averea, iar fiecare membru – cu cota parte în capitalul societăţii.
avantaje dezavantaje
permite însumarea resurselor financiare ale persoanelor partenere, sporind astfel şansele de majorare a capitalului disponibil.
oferă posibilitatea de a împărţi responsabilităţile manageriale între parteneri.
procedura de constituire, înregistrare e simplă şi comparativ ieftină şi rapidă.
necesitatea de a da publicităţii dării de seamă, bilanţuri e mai mica sau lipseşte şi astfel concurenţii nu capată informaţii despre activitatea întreprinderii
structura organizatorico-administrativă e mai simplă ( nu există comisia de cenzori, consiliul de observatori ca în societăţile pe acţiuni).
se bazează pe cunoştinţele abilităţile experienţa persoanelor partenere.
existenţa obligatorie a capitalului social.
posibilitatea apariţiei unor dezacorduri între asociaţi.
dificultăţi relative în obţinerea unor sume de capital
lipsa continuităţii afacerii în cazul pierderii unui asociat.
fiecare partener este responsabil pentru deciziile şi acţiunile celorlaţi parteneri.
Caracteristica Societaţii pe Acţiuni
Societate pe Acţiuni
caracteristicile principale
1. Nu poate avea mai puţin de doi membri fondatori 2. Capitalul statutar este divizat completamente în acţiuni 3. Numărul acţionarilor nu este limitat (în SA de tip deschis) 4. Acţiunile sunt valori mobiliare, si pot fi vîndute şi cumpărate 5. Poate emite două tipuri de hîrtii de valoare: acţiuni şi obligaţii 6. Organul suprem de conducere este Adunarea general a Acţionarilor
avantaje dezavantaje
permite atingerea unui volum apreciabil al capitalului.
permite colectarea economiilor cetăţenilor şi convertirea acestora în capitaluri investite în activitatea economică.
permite transferarea proprietăţii.
răspunderea fiecărui proprietar pentru datoriile societăţii este limitată la nivelul capitalului propriu investit în afacere.
viaţa societăţii nu este afectată de pierderea unui acţionar.
cheltuieli şi formalităţi mari pentru înregistrare
răspunderea este ‘’impersonală’’ şi se lămureşte printr-un număr mare de acţionari.
conducerea este complicată.
impozitarea dublă în cazul acţionarilor persoane străine.
plafon ridicat de capital social.
rapoartele şi declaraţiile către administraţia publică sunt complexe şi numeroase.
publicarea obligatorie a informaţiei despre activitatea SA de tip deschis.
Page 12
11
Tema III. Structura de producţie a întreprinderii
1. Procesul de producţie-noţiuni, structură
2. Clasificarea procesului de producţie
3. Structura de producţie: definire, noţiuni, verigile componente
4. Tipuri de structuri de producţie
5. Căile de perfecţionare a structurii de producţie
1. Procesul de producţie-noţiuni, structură
Întreprinderea industrială are ca funcţiune de bază fabricarea bunurilor materiale care se
realizează prin desfăşurarea procesului de producţie.
Activitatea de producţie constă în obţinerea de către om a unor bunuri din natură sau
prelucrarea acestora şi a materiilor prime din agricultură în vederea obţinerii unor produse utile
societăţii, folosind în acest scop un sistem de mijloace de muncă.
Activitatea de producţie se realizează prin intermediul procesului de producţie (p/p).
Definirea completă a p/p, necesită caracterizarea lui atît sub raport social-economic, cît şi
sub raport tehnico-material. Aceasta este determinată de faptul că în procesul de producţie oamenii
nu acţionează numai asupra obiectului muncii, ci şi unii asupra altora. Ei produc cooperînd într-
un fel anumit şi schimbînd ei activităţile lor.
Sub raport tehnico-material, procesul de producţie reprezintă un proces de unire a muncii
vii cu mijloace de producţie.
O trăsătură esenţială a p/p constituie caracterul conştient al activităţii omului. Pornind de
la elementele caracteristice sus-numite se poate determina procesul de producţie prin totalitatea
acţiunilor conştiente ale oamenilor munci îndreptate cu ajutorul mijloacelor de muncă asupra
obiectelor muncii şi a proceselor naturale în vederea transformării lor în bunuri materiale necesare
societăţii.
Procesul de producţie reprezintă unitatea organică a două procese: procesul tehnologic şi
procesul de muncă. Conţinutul principal al p/p îl formează procesele de muncă, adică acţiunea
executantului cu ajutorul uneltelor de muncă asupra obiectelor muncii în vederea transformării lor
în bunuri materiale sau îndeplinirea unei funcţii în sfera neproductivă. Procesul tehnologic
reprezintă transformarea directă cantitativă şi calitativă a obiectelor muncii în produse finite.
În anumite ramuri industriale p/p mai include şi acţiunea unor procese naturale, în cadrul
cărora obiectele muncii sunt supuse unor transformări fizice sau chimice sub acţiunea factorilor
naturali, procesele de muncă oprindu-se complet sau parţial.
În asa fel p/p are nevoie de trei componente: obiecte de muncă (materia primă), mijloace
de muncă şi însăşi munca.
2. Clasificarea procesului de producţie
Multitudinea proceselor de producţie determină necesitatea unei clasificări. Clasificarea
p/p poate fi efectuată după diferite criterii:
1. În raport cu modul cum se participă la obţinerea produsului finit.
Page 13
12
procese de bază
procese auxiliare
procese de servire
Procesele de bază constituie conţinutul principal al proceselor de producţie şi include acele
procese ce au ca scop transformarea materii prime în produse finite, care constituie obiectul
activităţii de bază a întreprinderii. De exemplu: procesele de filat, ţesut ş.a.
Aceste procese la rîndul lor, pot fi grupate în trei categorii:
1) procese de bază pregătitoare sunt acelea care presupun executarea unor
operaţii ce au drept scop pregătirea materialelor sau asigurarea pieselor sau
semifabricatelor necesare în vederea prelucrării propriu-zise;
2) procese de bază prelucrătoare includ acelea care asigură efectuarea
operaţiilor de prelucrare propriu-zisă a materiilor prime şi a materiilor în
vederea obținerii produselor finite.
3) procese de bază de finisare sau montaj. Aici se includ toate procesele care
asigură obţinerea în formă finală a produselor, cum sunt procesele de
asamblare a pieselor şi subansamblelor în produse de finisare din industria
textilă (vopsit, călcat etc.).
Procesele auxiliare sunt acele procese, care nu contribuie în mod nemijlocit la
transformarea materiilor prime în produse finite dar cu ajutorul lor se creează condiţiile tehnico-
materiale necesare desfăşurării normale a proceselor de bază (de ex. procese de obţinere a sculelor,
de producere a energiei, de executare a reparaţiilor ş.a.).
Procesele de servire sunt acele procese, care asigură condiţiile necesare derulării
corespunzătoare a proceselor de bază şi auxiliare din cadrul întreprinderii (de ex: procesele de
transport intern, de depozitare ş.a.).
2. În raport cu modul în care se execută procesele de producţie se disting:
a. Procese manuale, adică acelea la care muncitorul acţionează direct sau cu
ajutorul sculelor asupra obiectelor muncii pentru a le transforma în produse
finite.
b. Procese manual-mecanice - se caracterizează prin faptul că o parte din procese
se execută manual, iar o altă parte mecanizat.
c. Procese mecanice - se caracterizează prin faptul că operaţiile prin care se
concretizează procesele se efectuează mecanizat. Muncitorul conduce în mod
direct diferite maşini şi utilaje (de ex: procesele de aşchiere, de filare, de ţesut,
ş.a.)
d. Procese automate – acea categorie de procese de producţie care se efectuează cu
ajutorul unor maşini, utilaje sau instalații automatizate, muncitorii avînd doar
rolul de a urmări şi supraveghea funcţionarea acestora.
e. Procesele de aparatură – acele procese care se efectuează în vase şi alte instalaţii
capsulate prevăzute cu anumite mecanisme care formează aparatura de măsură
şi control. În cadrul proceselor de aparatură pot avea loc reacţii chimice (
Page 14
13
oxidare, sulfonare), procese fizice – evaporarea, cristalizarea, uscarea, procese
termochimice şi electrochimice.
3. În raport cu modul de obținere a produselor finite din materia primă.
a. Directe – se caracterizează prin faptul că produsul finit se obţine ca urmare a
efectuării unor operaţii succesive asupra aceleaşi materii prime (De ex: din
sfeclă de zahăr se obţine zahărul ş.a.).
b. Sintetice - se caracterizează prin faptul că produsul finit se4 obţine ca urmare a
folosirii mai multor felurii de materii prime, care după diferite prelucrări
succesive necesită operaţii de asamblare sau montaj (de ex: în industria
constructoare de maşini ş.a.)
c. Analitice – se caracterizează prin faptul că dintr-un singur fel de materie primă
se obţine o gamă variată de produse ( de ex: cele din industria chimică,
petrochimică ş.a.)
4. În raport cu gradul de periodicitare al desfăşurării în timp a proceselor de producţie:
a. Procese ciclice – au un carcter repetativ, ciclic după anumite intervale de timp
regulate.
b. Procese neciclice – se efectuează o singură dată, repetarea lor putându-se efectua
numai cu caracter întîmplător în producţia pe unicate ş.a.
5. În raport cu natura tehnologică a operaţiilor efectuate se disting:
a. Procese chimice – se efectuează în instalaţii capsulate, procesele de transformare
din materii prime în produse finite avînd loc prin efectuarea unor reacţii chimice,
termochimice sau electrochimice.
b. Procesele de schimbare a formei – se folosesc unele maşini sau agregate pentru
schimbarea configuraţiei sau formei. De ex: procesele de strunjire, găurire,
frezare ş.a.
c. Procese de asamblare – sunt acele procese care asigură reunirea diferitelor
materiale, piese etc. (de ex: procesele de sudură, lipire ş.a.).
d. Procesele de transport – asigură deplasarea diferitelor materiale sau produse
dintr-un loc în altul în interiorul întreprinderii.
6. În raport cu felul materiei prime:
a. Produse de producţie extractivă – nu au ca materii prime, ci numai obiecte ale
muncii(cărbune, lemn etc.) Ele nu au valoare pentru că în starea în care se află
ele în natură nu s-a cheltuit muncă omenească pentru producerea lor nici valoare
de întrebuinţare, deoarece în forma în care se află în natură ele nu pot fi folosite
de om.
b. Procese de producţie prelucrătoare – se caracterizează prin faptul că au ca obiect
prelucrarea materiei prime provenite din industria extractivă şi prelucrarea
industrială a produselor agricole.
Page 15
14
3. Structura de producţie: definire, noţiuni, verigile componente
Structura de producţie exprimă forma organizatorică de desfăşurare a procesului de
producţie şi reprezintă numărul şi componenţa verigilor de producţie, control şi cercetare, modul
de construire şi organizare internă şi legăturile de cooperare dintre acestea pe linia realizării p/p.
Verigi ale structurii de producţie sunt considerate:
locul de muncă;
sectoare de producţie;
ateliere de producţie;
secţii de producţii;
laboratoare de analiză, control şi cercetare;
uzine, fabrici şi alte unităţi similare fără personalitate juridică.
În cadrul organizării unităţilor de producţie veriga structurală de bază o constituie locul de
muncă.
Locul de muncă este acea parte a suprafeţei de producţie a unui atelier, sector sau a unei
secţii dotate cu utilaj şi echipament tehnic corespunzător, destinate executării anumitor operaţii în
vederea obținerii producţiei sau a deservirii p/p.
Un loc de muncă poate fi universal – cînd în cadrul lui se execută un tip de operaţie la o
mare varietate de produse sau specializat – cînd se execută o operaţie la un fel de produs sau piesă
în mod repetat.
În cadrul secţiilor de producţie sau atelierelor se pot constitui sectoare de producţie, care
reprezintă acea subunitate delimitată sub raport teritorial unde se execută un anumit tip de operaţie
tehnologică sau o succesiune de operaţii legate de fabricarea unei piese sau părţi de produs.
Atelierul de producţie poate fi constituit ca verigă independentă sau ca parte componentă
a unei secţii. Ca verigă independentă, caracteristicile tehnico-productive şi cele organizatorico-
administrative sunt similare secţiei, diferind volumul de muncă.
Atelierul ca verigă componentă a secţiei reprezintă acea verigă structurală, în cadrul căreia
se execută fie aceeaşi activitate sub raport tehnologic, fie anumite operaţii succesive necesitate de
executarea unui produs sau a unei piese.
Prin secţia de producţie se înţelege o verigă structurală determinată tehnic-productiv şi
organizatoric-administrativ, în cadrul căreia se execută un produs sau o parte a acestuia sau se
desfăşoară un anumit stadiu al procesului tehnologic.
Se creează pentru conducerea unitară a activităţilor legate tehnologic, cînd volumul de
muncă necesită cel puţin trei ateliere de producţie.
După rolul pe care îl au în procesul de fabricaţie a produselor finite, într-o întreprindere,
verigile de producţie pot fi:
de bază;
auxiliare;
de servire.
Verigile de bază sunt acelea, în cadrul cărora se desfășoară p/p din care rezultă produse
şi lucrări ce formează obiectul specific de activitate al unei întreprinderi.
Page 16
15
În verigile auxiliare se desfăşoară procese de producţie finalizate în produse şi lucrări
care nu constituie obiectul activităţii specializate a întreprinderii, dar sunt indispensabile
desfăşurării activităţii în verigile de bază; producţia sculelor, diferitelor forme de energie ş.a..
În unităţile de deservire se desfăşoară procese ce au ca obiect prestarea unor servicii
necesare desfăşurării producţiei de bază şi auxiliare, transportul ş.a..
Alături de aceste verigi de producţie în unele întreprinderi sunt organizate secţii sau ateliere
anexe, scopul lor este prelucrarea şi valorificarea deşeurilor.
În structura de producţie a unor întreprinderi se constituie şi laboratoare de control şi
cercetare, dacă volumul de muncă al acestora necesită cel puţin cinci persoane.
În cadrul acestor unităţi structurale se execută analiză, probe, măsurători pentru
determinarea calităţii materiilor prime produselor sau diferite lucrări cu caracter de studiu sau
cercetare.
4. Tipuri de structuri de producţie
Funcţionarea în condiţii de eficienţă economică maximă a unei întreprinderi industriale
necesită adaptarea tipului optim de structură de producţie în raport cu particularităţile pe care le
prezintă.
În dependenţă de principiul adoptat de organizare a verigilor de producţie de bază ale unei
întreprinderi se cunosc 3 tipuri de structură de producţie:
structură de tip tehnologic;
structură de tip pe obiecte;
structură de tip mixt.
Structura tehnologică avînd la baza organizării verigilor structurale principiul tehnologic,
se caracterizează prin specializarea secţiilor şi întreprinderilor în executarea unor faze ale procesul
tehnologic. Produsul finit se obţine ca urmare a prelucrării succesive în mai multe secţii de
producţie. Se foloseşte la întreprinderile cu producţie individuală şi de serie mică.
Avantaje:
a. Asigură fabricarea unei nomenclaturi variate de produse;
b. Permite o folosire raţională a utilajelor printr-o încărcare completă;
c. Creează condiţii pentru folosirea optimă a muncitorilor care au o astfel de calificare
încât să poată executa un tip de operaţie la o diversitate de produse.
Dezavantaje:
a. Necesită un volum sporit de transporturi interne ca urmare a amplasării utilajelor
pe grupe omogene de maşini;
b. Cresc întreruperile în funcţionarea utilajelor pe seama timpilor de reglare şi
necesitatea trecerii de la fabricarea unui produs la fabricarea altui produs;
c. Nu permite organizarea producţiei în flux.
Structura pe obiect este caracteristică întreprinderilor la care secţiile şi atelierele de
producţie sunt specializate în executarea unor produse, părţi componente sau grupe de produse în
Page 17
16
totalitatea operaţiilor de fabricare a lor, iar organizarea este făcută după principiul pe obiect sau pe
produs.
Acest tip de structură este caracteristic întreprinderilor cu producţie de serie mare şi de
masă.
Avantaje:
a. Asigură organizarea producţiei în flux în cadrul secţiilor de producţie;
b. Permite o adâncire continuă a specializării producţiei;
c. creează condiţii necesare pentru introducerea tehnicii noi prin folosirea unor
tehnologii perfecţionate, introducerea mecanizării şi automatizării;
d. Permite specializarea cadrelor şi creşterea calificărilor lor;
e. Asigură creşterea productivităţii muncii, reducerea ciclului de producţie şi a
costurilor de producţie.
Dezavantaje:
a. Are o flexibilitate redusă, schimbarea structurii sortimentului necesitând
reorganizarea secţiilor de producţie, ceea ce determină întreruperi în folosirea
utilajelor, a forţei de muncă ş.a.;
b. Schimbarea structurii sortimentului poate duce la folosirea unor utilaje în mod
incomplet.
Structura de producţie de tip mixt se caracterizează prin faptul că organizarea secţiilor
de producţie se face după principiul mixt, o parte a unităţilor de producţie organizîndu-se după
principiul pe obiecte, iar altă parte după principiul tehnologic.
Acest tip de structură este folosit în mod eficient la întreprinderile care fabrică o producţie
de serie mică şi mijlocie.
Avantaje:
a. Permite fabricarea unei nomenclaturi de produse, în condiţiile folosirii organizării
producţiei în flux;
b. Asigură o flexibilitate sporită a întreprinderilor în trecerea la fabricarea unor noi
produse;
c. Creează condiţii pentru specializarea unor secţii în fabricarea anumitor produse,
asigurând prin aceasta creşterea productivităţii muncii şi reducerea costurilor de
producţie.
Dezavantaje:
a. datorită organizării secţiilor de producţie după principiul tehnologic,
volumul transportului în aceste secţii se menţine ridicat, avînd loc
întreruperi în fabricaţia produselor şi mărind astfel durata ciclului de
producţie.
5. Căile de perfecţionare a structurii de producţie
I. Creşterea ponderii unităţilor de producţie (secţii ateliere) specializate, organizate după
principiul obiectului de fabricare, în totalul unităţilor de producţie ale întreprinderii. Prin
Page 18
17
aceasta se creează condiţii optime pentru generalizarea introducerii în întreprindere a
metodelor superioare de organizare a producţiei în flux.
II. Asigurarea adâncirii specializării producţiei şi extinderea relaţiilor de cooperare.
III. Optimizarea gradului de mărire a unităţilor de producţie şi asigurare a proporţionalităţii
între capacităţile de producţie ale acestora.
IV. Sistematizarea întreprinderii. Folosirea acestei căi trebuie să ducă la îmbunătăţirea cît e
posibil, a planului general de organizare a întreprinderii, pe linia aplicării cerinţelor de
proiectare raţională atunci cînd survin abateri de la aplicarea acestora.
Prin sistematizare trebuie să se asigure un flux tehnologic continuu, pe traseele cele mai
scurte, evitarea întoarcerilor sau intersectării fluxurilor de materiale sau de oameni, aproprierea
unităţilor auxiliare şi de servire de către unităţile cărora le furnizează produse, lucrări sau servicii.
Page 19
18
Tema IV. Organizarea producţiei în secţiile de bază.
Managementul activităţii de fabricare
1. Noţiuni de organizare a producţiei la întreprindere şi principiile ei.
2. Tipurile organizatorice de producţie, caracteristica lor, eficacitatea, domeniul de
răspândire.
3. Indicatorii de bază a organizării liniilor în flux.
4. Ciclul de producţie, noţiune, structură.
5. Metodele de îmbinare în timp a operaţiunilor. Influenţa lor asupra duratei ciclului de
producţie.
6. Căi de reducere a duratei ciclului de producţie.
1. Noţiuni de organizare a producţiei la întreprindere şi principiile ei
Organizarea producţiei – un ansamblu de măsuri cu caracter economic si tehnico-
organizatoric, care stabilesc, asigură şi coordonează mijloacele de producţie şi forţa de muncă în
scopul fabricării produselor în cele mai bune condiţii şi la un nivel maxim de eficienţă.
La organizarea eficientă a producţiei sunt folosite 5 principii de bază:
a. proporţionalitatea;
b. ritmicitatea;
c. paralelismul;
d. principiul liniei drepte;
e. continuitatea.
Principiul proporţionalităţii – urmăreşte asigurarea elaborării unor proporţii de
încărcătură a sarcinii pentru fiecare loc de muncă în funcţie de productivitatea muncitorilor sau
randamentul utilajului.
Principiul paralelismului – presupune executarea simultană a diferitor părţi unui produs
sau ale produselor şi a diferitor părţi ( faze, operaţii, stadii ) ale procesului de producţie.
Principiul liniei drepte - promovează asigurarea celui mai scurt drum de trecere a materiei
prime sau auxiliare de la o secţie la alta. Aceasta presupune ca fluxul de materiale să aibă un
caracter continuu, să fie cît mai scurt posibil, evitîndu-se întoarcerile, direcţiile contrare sau
intersecţiile.
Principiul continuităţii - asigurarea desfăşurării procesului de producţie fără întreruperi
sau cu întreruperi cît mai mici pe toate fazele de producţie.
Principiul ritmicităţii – asigurarea condiţiilor necesare pentru repetarea la intervale de
timp prestabilite a aceloraşi lucrări, la aceleaşi locuri de muncă.
Pentru asigurarea ritmicităţii sunt utilizaţi indicatorii:
ritmul mediu al fabricaţiei – cadenţa fabricaţiei aceloraşi lucrări ce reprezintă intervale
de timp ce separă lansarea în fabricaţie a două piese identice, succesive.
sincronizarea posturilor – efectuarea simultană a lucrărilor la fiecare loc de muncă care
permite trecerea succesivă a produsului, cu minimul de opriri de la un loc de fabricaţie
Page 20
19
( prelucrare, asamblare etc.) la altul. Presupune echilibrarea încărcării locurilor de
muncă.
Sincronizarea se face cu ajutorul unui grafic de tip Gantt
2. Tipurile organizatorice de producţie, caracteristica lor, eficacitatea, domeniul de
răspândire.
Tipul de producţie este caracterizat print totalitatea factorilor tehnici şi organizatorici
utilizaţi în cursul procesului de fabricaţie.
Sunt cunoscute 4 tipuri de producţie:
a. individuală – produsul este complex, se fabrică într-un singur exemplar sau un număr
foarte mic de exemplare ( construcţia unei nave, unui imobil).
b. în serie – sistem de organizare foarte flexibil pentru a răspunde cerinţelor exprimate de
clienţi ( confecţii).
c. în masă – se folosesc procese necesare care combină elemente standardizate. Sistemul
de organizare este rigid şi orice schimbare necesită intervale mari de timp (fabricarea
automobilelor, zahărului, chibriturilor, cimentului).
d. de proces – un singur produs de mare serie trece printr-un proces unic. Sistemul de
organizare nu admite nici o flexibilitate (producţia îngrășămintelor minerale, fabricarea
oţelului). Din punct de vedere a gradului de continuitate producţia de proces nu se
deosebeşte de producţia în masă. De aceia se vorbeşte despre 3 tipuri: individuală, în
serie, în masă.
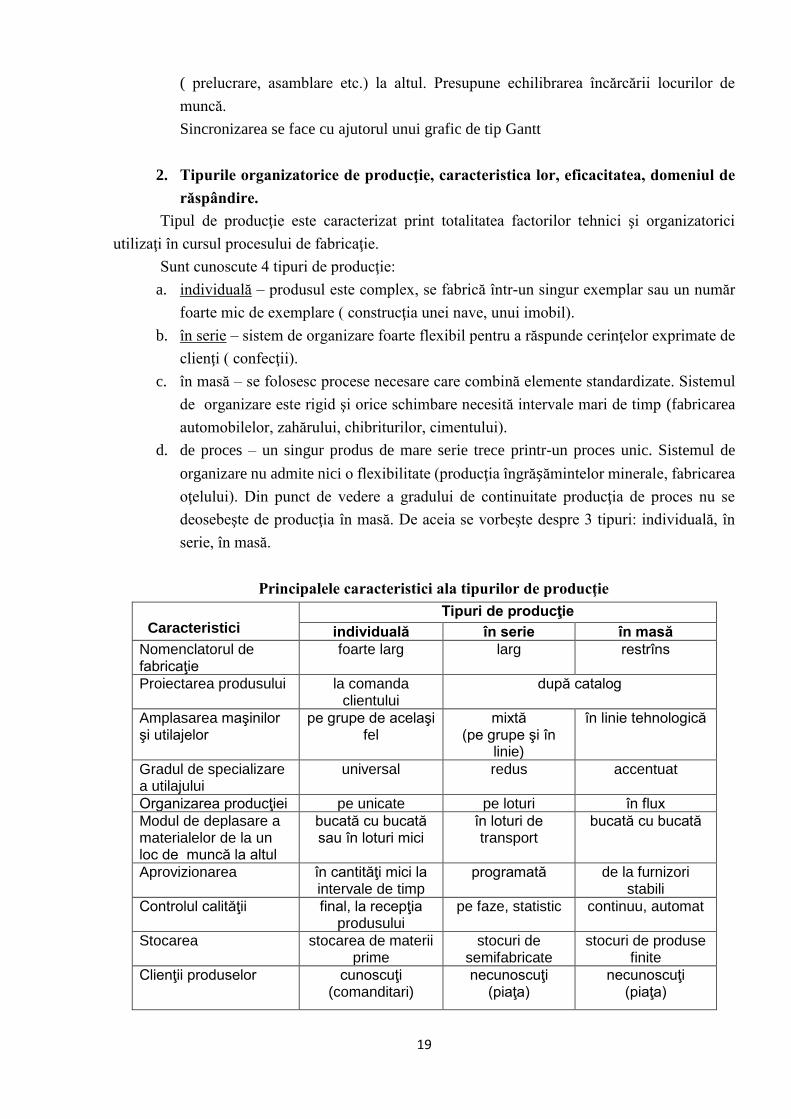
Principalele caracteristici ala tipurilor de producţie
Caracteristici
Tipuri de producţie
individuală în serie în masă
Nomenclatorul de fabricaţie
foarte larg larg restrîns
Proiectarea produsului la comanda clientului
după catalog
Amplasarea maşinilor şi utilajelor
pe grupe de acelaşi fel
mixtă (pe grupe şi în
linie)
în linie tehnologică
Gradul de specializare a utilajului
universal redus accentuat
Organizarea producţiei pe unicate pe loturi în flux
Modul de deplasare a materialelor de la un loc de muncă la altul
bucată cu bucată sau în loturi mici
în loturi de transport
bucată cu bucată
Aprovizionarea
în cantităţi mici la intervale de timp
programată de la furnizori stabili
Controlul calităţii final, la recepţia produsului
pe faze, statistic continuu, automat
Stocarea stocarea de materii prime
stocuri de semifabricate
stocuri de produse finite
Clienţii produselor cunoscuţi (comanditari)
necunoscuţi (piaţa)
necunoscuţi (piaţa)
Page 21
20
Metoda de apreciere a timpului de producţie conform indicatorului ‚, număr obiect-
operaţie’’ (𝑁𝑜)
𝑁𝑜 = 1 producţie în masă
2 ≤ 𝑁𝑜≤ 6 – producţie în serie mică
6 ≤ 𝑁𝑜≤ 10 – producţie în serie mijlocie
10 ≤ 𝑁𝑜≤ 20 – serie mare
No > 20 – producţie individuală
3. Indicatorii de bază a organizării liniilor în flux
Tactul – intervalul de timp la care un produs sau o piesă iese sub formă finită de pe linie.
Se calculează ca raportul între fondul de timp disponibil (t) al liniei pe perioada
considerată (60) (schimb , zi, lună) calculat în ore şi cantitatea de produse prevăzute ( Pp ) a se
fabrica.
𝑇 =𝑡∗60
𝑃𝑝 (min)
Dacă pentru linia de producţie în flux sunt prevăzute întreruperi planificate, atunci timpul
de funcţionare al liniei trebuie micşorat cu mărimea (î) a acestora.
𝑇 =𝑡∗60−î
𝑃𝑝 (min)
Ritmul de lucru al liniei reprezintă o mărime inversă tactului şi exprimă cantitatea de
produse care se execută în cadrul liniei pe unitate de timp.
𝑅 =1
𝑇 =>
𝑃𝑝
𝑡∗60 buc/min
Numărul de locuri de muncă (de maşini) (𝑁𝑙𝑚) necesar pe executarea uni operaţii ( 𝐷𝑜)
şi tactul liniei în flux.
𝑁𝑙𝑚 =𝐷𝑜
𝑇
Numărul total de locuri de muncă în cadrul liniei în flux 𝑁𝑙𝑚𝑡:
𝑁𝑙𝑚𝑡 = ∑ 𝑁𝑙𝑚𝑛𝑖=1 sau 𝑁𝑙𝑚𝑡 = 𝑁𝑙𝑚1
+ 𝑁𝑙𝑚2 , i = numărul de operaţii.
Lungimea liniei de producţie în flux este produsul între distanţa dintre centrul a două
locuri de muncă alăturate (pasul liniei) (d) şi numărul total de locuri de muncă de pe linie (𝑁𝑙𝑚𝑡).
𝐿 = 𝑑 ∗ 𝑁𝑙𝑚𝑡
Viteza liniei în flux este viteza de deplasare a mijlocului de transport care efectuează
deplasarea obiectelor muncii de la un loc de muncă la altul.
𝑉 =𝑑
𝑇
Page 22
21
4. Ciclul de producţie, noţiune, structură
Ciclul de producţie al unui produs sau al unui lot de produse este perioada de timp din
momentul lansării în fabricaţie (materie primă) şi pînă la momentul ieşirii lor din fabricaţie
(produse finite).
Durata ciclului este exprimată în minute, ore, zile lucrătoare, zile calendaristice, luni.
Structura ciclului de producţie – totalitatea elementelor componente şi ponderea
duratei acestora faţă de durata totală a ciclului de producţie.
Durata totală a ciclului de producţie este formată din 2 părţi:
perioada de lucru;
perioada de întreruperi.
A. Perioada de lucru:
Ciclul operativ – are ponderea cea mai mare în ciclul de producţie.
a. Durata operaţiunilor de pornire – încheiere ( aprovizionare cu materii
prime, reglarea utilajului, instructarea muncitorilor).
b. Durata operaţiunilor tehnologice – obiectele muncii sunt supuse direct
prelucrării.
Durata proceselor naturale – perioada de timp de-a lungul căreia sub influenţa
condiţiilor naturale procesul de producţie continuă deşi procesul de muncă
încetează ( fermentarea) sau datorită factorilor naturali, au loc anumite modificări
ale proprietăţilor obiectului muncii.
Durata operaţiilor auxiliare:
a. durata operaţiilor de control.
b. durata operaţiilor de transport intern (de la un loc de muncă la altul).
c. Durata operaţiilor de deservire.
B. Perioada de întreruperi – întreruperi care au loc în procesul de producţie şi doar acelea
care normează.
Întreruperi interoperaţionale:
a. întreruperi datorită lotului de fabricaţie – fiecare piesă trebuie să aştepte
pînă cînd îi vine rîndul la prelucrare, apoi pînă cînd toate piesele din lot au
fost prelucrate.
b. întreruperi de aşteptare – datorită nesincronizării duratei operaţiilor.
c. întreruperi de completare – piesele care formează un complet trebuie să
aştepte pînă cînd vor fi gata toate piesele din complet.
Întreruperi între schimburi:
a. întreruperi datorate duminicilor şi sărbătorilor legale.
b. datorită schimburilor nelucrătoare.
c. întreruperi pentru masă
Page 23
22
Calcularea duratei ciclului de producţie:
𝐷𝑐𝑝 = ∑ 𝑡𝑡𝑒ℎ𝑛 + ∑ 𝑡𝑝î + ∑ 𝑡𝑝𝑛 + ∑ 𝑡𝑐𝑡 + ∑ 𝑡𝑡𝑟 + ∑ 𝑡𝑖𝑐𝑠 + ∑ 𝑡𝑅𝑆
𝐷𝑐𝑝 – durata ciclului de producţie
∑ 𝑡𝑡𝑒ℎ𝑛 – suma timpilor operaţiilor tehnologice
∑ 𝑡𝑝î - suma timpilor de pregătire – încheiere
∑ 𝑡𝑝𝑛 - suma timpilor proceselor naturale
∑ 𝑡𝑐𝑡 - suma timpilor de control tehnic al calităţii
∑ 𝑡𝑡𝑟 - suma timpilor de transport intern
∑ 𝑡𝑖𝑐𝑠 - suma timpilor în cadrul schimbului
∑ 𝑡𝑅𝑆 - suma timpilor în afara schimbului
5. Metodele de îmbinare în timp a operaţiunilor. Influenţa lor asupra duratei ciclului de
producţie.
Îmbinarea succesivă – lotul este trecut integral la o anumită operaţie, trecerea la
următoarea operaţie se face după terminarea întregului lot la operaţia anterioară
𝑇𝑜𝑝𝑠 = 𝑡1 ∗ 𝑛 + 𝑡2 ∗ 𝑛 + 𝑡3 ∗ 𝑛 … … . +𝑡𝑖 ∗ 𝑛
𝑇𝑜𝑝𝑠 = 𝑛(𝑡1 + 𝑡2 + 𝑡3 … … + 𝑡𝑖)
𝑇𝑜𝑝𝑠 = 𝑛 ∗ ∑ 𝑡𝑖
𝑚
𝑖=1
În cazul cînd la fiecare loc de muncă se foloseşte un număr diferit de utilaje ce lucrează la
operaţia ,,i’’
𝑇𝑜𝑝𝑠 = 𝑛 ∗ ∑
𝑡𝑖
𝑁𝑖
𝑚
𝑖=1
n – mărimea lotului de fabricaţie
𝑡𝑖 – durata operaţiilor tehnologice
i - numărul operaţiilor tehnologice
Metoda îmbinării successive se uitilizeză la producţia de tip individual şi de serie mică.
Îmbinarea paralelă – fiecarea unitate de produs (piesă) din lot trece individual la operaţia
următoare imediat ce s-a terminat prelucrarea la operaţia precedent. Operaţia tehnologică se
efectuiază paralel.
Condiţia principală – la o operaţie cu cea mai lungă durată să fie asigurată continuitatea.
Calculul se face de la operaţia cea mai lungă, scădem durtă operaţiei precedente a primului
produs (prima piesă).
Page 24
23
𝑇𝑜𝑝𝑝
= ∑ 𝑡𝑖 + 𝑡𝑚𝑎𝑥(𝑛 − 1)
𝑚
𝑖=1
Lotul de fabricaţie „ n” este cantitatea de piese fabricate simultan din lotul de fabricaţie.
La îmbinarea paralelă piesa trece individual prin fiecare operaţie, deci lotul e de transport – P=1.
Dacă la o operaţie sau cîteva operaţii sau la toate operaţiile simultan sunt procesate cîteva
piese atunci P= cu numărul pieselor procesate simultan, de ex. se procesează 5 piese simultan P=5.
În caz general formula se modifică:
𝑇𝑜𝑝𝑝
= ∑𝑡𝑖
𝑁𝑖
𝑚
𝑖=1
+ (𝑛 − 𝑃) (𝑡𝑖
𝑁𝑖) 𝑚𝑎𝑥
unde P – lotul de transport
Dezavantaj: apar întreruperi la locuri de muncă.
Îmbinarea mixta (paralel-succesivă) - trecerea piesei în mod individual se face dacă de
la operaţia precedent se trece la alta cu o durată mai mare (de la 𝑡𝑚𝑖𝑐 → 𝑡𝑚𝑎𝑟𝑒 =
𝑏𝑢𝑐𝑎𝑡ă 𝑐𝑢 𝑏𝑢𝑐𝑎𝑡ă)
Cînd se trece la operaţia cu bucată mai mica trecerea se face în loturi timpul calculîndu-se
de la executarea ultimei piese ( de la 𝑡𝑚𝑎𝑟𝑒 → 𝑡𝑚𝑖𝑐 = 𝑙𝑜𝑡 𝑠𝑎𝑢 𝑏𝑢𝑐𝑎𝑡ă 𝑐𝑢 𝑏𝑢𝑐𝑎𝑡ă în dependeţă de
costurile de transport.
𝑇𝑜𝑝𝑚=𝑛 ∑ 𝑡𝑖
𝑚𝑖=1 − (𝑛 − 1) ∑ 𝑡𝑖 𝑚𝑖𝑐
𝑚−1𝑖=1
𝑡𝑖 𝑚𝑖𝑐- dintre fiecare două operaţii învecinate se ia durata cea mai scurtă.
Metoda de îmbinare mixtă se foloseşte în cadrul întreprinderilor cu producţia de serie
şi în masă. Îmbină avantajele îmbinării succesive şi paralele. Lipsesc întreruperile în funcţionarea
utilajului.
6. Căi de reducere a duratei ciclului de producţie
1) Introducerea tehnicii noi şi perfecţionarea tehnologiilor de fabricaţie existente.
2) Înlocuirea proceselor naturale cu procese artificiale.
3) Mecanizarea şi automatizarea proceselor de transport şi de control. Organizarea
desfăşurării lor în paralel cu procesul tehnologic de bază.
4) Ridicarea nivelului de organizare a producţiei şi muncii, ridicarea calificării muncitorilor
şi întărirea disciplinei.
Page 25
24
Tema V. Managementul gospodăriei de scule, dispozitive şi verificatoare
1. Noţiuni generale
2. Scule: codificarea şi clasificarea lor
3. Planificarea necesarului de scule
4. Dispozitive şi verificatoare
5. Căi de perfecţionare în folosirea SDV
1. Noţiuni generale
Pentru desfăşurarea normală a procesului de producţie este necesară asigurarea locului de
muncă cu scule.
Sculă – parte activă a unui utilaj sau dispozitiv care interacţionează direct cu obiectul
muncii ; cuţite de aşchiat, pînzele la fierăstrău.
Dispozitiv – anumită construcţie care permite îndeplinirea operaţiei de bază ; forme de
turnat, mecanisme de atîrnare, întindere, diverse suporturi etc. care sunt fabricate conform
necesităţii producţiei de bază.
Verificatoare – sunt instrumente sau dispozitive (manuale, mecanizate, semi automate,
automate) care permit verificarea a diferitor parametri a procesului de producţie (metru,
voltmetru, termometru ş.a.).
Pentru a asigura locurile de muncă cu scule în cadrul întreprinderii se creează – secţia de
scule care are sarcinile:
producerea sculelor sau aducerea lor din afară în cantităţi necesare pentru procesul de
producţie;
îmbunătăţirea calităţii sculelor;
repararea, întreţinerea şi recondiţionarea sculelor;
micşorarea cheltuielilor pentru producerea, întreţinerea şi păstrarea sculelor.
2. Scule: codificarea şi clasificarea lor
În cadrul întreprinderilor industriale în special în industria grea consumul de scule ajunge
pînă la la 30% din costul de fabricaţie, de aceia este necesar evidenţa numărului de scule şi
urmărirea exploatării lor corecte. Pentru a organiza o evidenţă corectă a producerii şi consumului
de scule se organizează un sistem de clasificare cu ajutorul căruia se poate identifica rapid
fiecare tip de sculă. Sculele se împart în zece grupe de la 0 pînă la 9.Fiecare grupă se împarte în
subgrupe de la 0 pînă la 9, fiecare subgrupă se împarte în clase de la 0 pînă la 9, fiecare clasă se
împarte în subclase de la 0 pînă la 9, fiecare subclasă se împarte în fel de la 0 pînă la 9 şi fiecare
fel se împarte în variante de la 0 la 9.Pe o bază de 6 cifre se formează codul.
cod 178236
1- grupa, 7 – subgrupa, 8- clasa, 2- subclasa, 3 – felul, 6- varianta.
Page 26
25
În funcţie de gradul de specializare se disting:
scule universale – se folosesc pentru executarea unei anumite categorii de lucrări dar
pentru diferite produse.
scule speciale – utilizate numai pentru un produs sau o anumită operaţie:
scule speciale prelucrătoare;
scule speciale de control;
tachelaj tehnologic - ansamblul de unelte utilizate pentru susţinerea operaţiei
de bază (suporturi, cleşte...).
3. Planificarea necesarului de scule
Pentru a calcula necesarul de scule pot fi utilizate 3 metode de calcul:
1) pe baza normelor de consum;
2) metoda statistică;
3) baza normelor de echipare tehnologică.
A. Calculul pe baza normelor de consum se efectuează în funcţie de tipul produselor
fabricate, de normele de consum de scule pe unitate de produs. Calculul se face pe fiecare
tip de sculă.
𝐶𝑠 = ∑ 𝑄𝑖 ∗ 𝑛𝑐𝑖
𝑚
𝑖=1
𝐶𝑠 – consumul de scule;
∑ - suma numărului total de tipuri de scule ,,i’’
𝑄𝑖 - cantitatea de produse care urmează a fi prelucrate cu un anumit tip de scule;
𝑛𝑐𝑖 – norma de consum de scule pentru prelucrarea unei unităţi de produs de tip ‚,i’’.
𝐶𝑠=(𝐶𝑢ț𝑖𝑡𝐴+𝐶𝑢ţ𝑖𝑡𝐵) n*𝐶𝑖
Norma de consum se determină în mod diferit în funcţie de tipul sau grupa sculelor.
Pentru scule aşchietoar:
𝑛𝑐𝑖 =𝑡𝑚
𝑇𝑢𝑧
𝑡𝑚 – timpul de prelucrare mecanică a unei unităţi de produs cu scula respectivă
𝑇𝑢𝑧 – timpul mechanic de funcţionare a sculei pînă la uzarea complete
𝑇𝑢𝑧 = (𝐿
𝑙+ 1) ∗ 𝑡𝑎𝑠𝑐(1 − 𝑘)
𝑇𝑢𝑧 – timpul de uzură;
L- lungimea sau grosimea părţii aşchietoare a sculei (mm);
l- mărimea stratului din lungimea sau lăţimea care se pierde la aşchiere;
Page 27
26
𝑡𝑎𝑠𝑐 - timpul dintre două ascuţiri ;
+1 – coeficientul de integritate a sculei;
k – coeficientul deriorării accidentale a sculei.
B. Metoda statistică - consumul de scule se stabileşte la 1000 lei producţie sau la 1000 ore
de funcţionare a utilajului pe baza datelor statistice din perioada de bază.
C. Calcularea pe baza normelor de echipare tehnologică a locului de muncă – include
numărul locurilor de muncă şi sculele cu care acestia trebuie echipate.
𝐶𝑠 =𝑁𝑙𝑡𝑜𝑡 + 𝐶𝑖 ∗ 𝑡𝑠𝑖
𝑇𝑢𝑧
𝑁𝑙𝑡𝑜𝑡 - numărul total de locuri de muncă;
𝐶𝑖 – consumul sculelor la locul de muncă ‘‘i’’;
𝑡𝑠𝑖 – timpul de folosire a sculei pe perioada considerate exprimată în scule oră.
Astfel putem calcula stocul curent de scule:
𝑆𝑠𝑡𝑜𝑐 𝑠𝑐 =
𝐶𝑎 ∗ 𝑡
360
𝐶𝑎 – consum anual de scule;
𝑡 – numărul de zile după care se reînoieşte stocul.
Întreprinderea calculează şi necesarul total de scule pe perioada unui an:
𝑇𝑠𝑐𝑢𝑙𝑒 = 𝐶𝑠𝑜 + 𝐶𝑠 𝑛𝑜𝑢𝑎 + ∆𝑆𝑠𝑡𝑜𝑐 𝑠𝐶 + ∆𝑆𝑠𝑡𝑜𝑐 𝑐
𝐷 + ∆𝑆𝑠𝑡𝑜𝑐 𝑠𝐵
𝐶𝑠𝑜 – consumul de scule necesar pentru producţia activă existentă;
𝐶𝑠 𝑛𝑜𝑢𝑎 – consumul de scule necesar pentru a asigurea producţiei noi;
∆𝑆𝑡𝑜𝑐 – variaţia stocurilor de la sfîrsitul anului faţă de începutul anului pentru
secţiile A, B C.
4. Dispozitive şi verificatoare
Pe lîngă fabricarea sau procurarea sculelor în cadrul întreprinderii se utilizează şi diverse
dispozitive, printre acestia sunt dispozitive de tachelaj tehnologic, unelte care se utilizează pentru
susţinerea operaţiilor de bază, suporturi, suporturi, cîrlige, cleşte etc.
La fel sunt utilizate formele de turnat, de regulă formele de turnat sunt folosite ca
dispozitive în care se toarnă materialul lichid din care se fabrică obiectul muncii, în continuare
materialul lichid se consolidează şi ca urmare obiectul fabricat se extrage din formă.
Formele sunt de două tipuri:
1) de unică folosinţa
2) de folosinţă multiplă
Page 28
27
Formele de unică folosinţă la extragerea obiectului muncii sunt distruse, iar materialul din
care sunt executate formele se reciclează şi se foloseşte pentru realizarea altor firme noi. Formele
de unică folosinţă sunt executate din argilă, nisip, ipsos.
Formele de folosinţă multiplă sunt efectuate din materiale rezistente la fabricarea
obiectului muncii, sunt executate din metale pentru producţia ceramică, mase plastice, sau din
materiale plastice pentru producţia din materiale usor neferoase.
Verificatoarele au sarcina de a asigura executarea precisă a întregului proces de producţie
precum şi a diferitor faze de producţie de aceia SDV are ca sarcină să verifice exactitatea
verificatoarelor.
5. Căi de perfecţionare în folosirea SDV
Pentru gospodăria SDV se stabilesc unele sarcini de perfecţionare şi exploatare utilă:
proiectarea unor scule durabile, din materiale rezistente
adaptarea celor mai raţionale regimuri de lucru ale sculelor, ţinînd seama de tipul
materialelor prelucrate şi rezistenţa lor
recondiţionarea sculelor uzate, organizarea ascuţirii şi reparării lor la timp, depistarea şi
înlăturarea cauzelor care provoacă uzura prea rapidă
respectarea regimurilor de exploatare a dispozitivelor şi verificatoarelor
înzestrarea întreprinderii cu cele mai potrivite SDV care asigură minimizarea costurilor
de producţie, inclusiv cheltuiala cu SDV.
Page 29
28
Tema VI Managementul activităţii de întreţinere şi
reparare a fondurilor fixe
1. Sisteme de întreţinere şi reparare a fondurilor fixe. Sarcini funcţionale
2. Organizarea reparaţiilor fondurilor fixe
1. Sisteme de întreţinere şi reparare a fondurilor fixe. Sarcini funcţionale
Pentru asigurarea funcţionării normale, o întreprindere necesită creată odată cu unităţile
de bază şi a unui ansamblu de unităţi auxiliare şi de servire.
Acestea sunt:
secţii de întreţinere şi reparare a utilajului
secţii de producere şi distribuire a sculelor
secţii de producere şi distribuire a energiei
secţii de transport
secţii depozitare etc.
Activitatea eficientă a acestora asigură ritmicitatea şi eficienţa economică maximă a
secţiilor de bază.
Întreţinerea şi repararea utilajelor în cadrul întreprinderii înseamnă de fapt, menţinerea
‚,stării de sănătate a acestora’’
Executarea reparării fondurilor fixe se poate face:
1) în cadrul întreprinderii în care funcţionează
2) de către unităţi specializate.
Obiectivele activităţii de întreţinere şi reparare a utilajelor:
evitarea uzurii utilajelor şi prelungirea duratei lor de viaţă;
menţinerea randamentului utilajelor;
eliminarea opririlor accidentale;
reducerea costurilor de întreţinere a utilajelor;
creşterea calităţii producţiei fabricate;
mărirea siguranţei în funcţionarea utilajelor;
micşorarea consumului de energie, combustibil, lubrifianţi.
Pentru realizarea acestor obiective în cadrul întreprinderii se pot realiza trei sisteme de
reparare a utilajului:
a) sistem centralizat – toate lucrările se execută de către o subdiviziune (compartiment,
secţie) specializată.
b) sistem descentralizat – organizarea reparaţiilor în cadrul unităţii ( secţiei) de producţie
de către mecanici şi echipele de reparare şi întreţinere subordonate administrativ şefilor
acestor unităţi
c) sistem mixt
La întreprinderi mari de regulă se foloseşte sistemul centralizat sau mixt, la întreprinderile
mici – descentralizat.
Page 30
29
Prin sistem de reparaţie se înţelege un ansamblu de măsuri cu caracter tehnic şi
organizatoric aplicat în vederea menţinerii utilajelor în condiţii normale de muncă asigurând
randamentul şi gradul de precizie a lucrărilor.
Tipologia sistemelor de reparare:
Marea Britanie
1 întreţinerea planificată – revizia stării tehnice, ajustării minore efectuate la intervale de
timp stabilite în prealabil, înlocuirea unor piese în urma reviziei;
2 întreţinerea corectivă - reparaţii mici planificate pe termen scurt, revizii generale
planificate anual sau la 2 ani – se planifică detaliat.
3 întreţinerea neplanificată – în cazul unor defecte neprevăzute.
Franţa
1 întreţinere preventivă – are ca scop evitarea defecţiunilor în cursul utilizării utilajului;
întreţinere sistemică – se efectuează conform unui plan prealabil, luând în
consideraţie timpul de funcţionare a utilajului şi gradul de uzură
întreţinere condiţionată – este dependentă de necesitatea reglării utilajului
care funcţionează în anumite condiţii (umiditate, temperatură, presiune
etc.).
2 întreţinere corectivă –efectuată după apariţia defectului.
SUA
1 întreţinere preventivă – activităţi efectuate înainte ca utilajul să se defecteze.
2 întreţinere de remediere – activităţi de restabilire după producerea defectului.
Sistemul de reparaţii în R. Moldova:
se avarie
preventiv – planificate
În condiţii de avarie reparaţiile se organizează sub titlul de forţă majoră, acest sistem cere
costuri suplimentare, deseori mai mari şi e acceptat ca condiţie extraordinar de necesară pentru a
menţine graficul producţiei.
Sistem de reparaţii preventiv-planificate – ansamblu complex de lucrări de întreţinere,
control şi reparaţii, executate la anumite intervale de timp conform unui plan prestabilit şi care
are ca scop preîntâmpinarea creşterii progresive a uzurii fizice, a accidentelor şi asigurarea
parametrilor normali de funcţionare pe întreaga durată de viaţă a utilajelor.
Sistemul de reparaţii preventiv-planificate include următoarele lucrări:
Revizie tehnică (Rt) – totalitatea operaţiilor necesare a se executa pentru a stabili starea
tehnică a utilajelor şi a conţinutului lucrărilor de reparaţii care urmează a fi efectuate.
Se execută la termeni stabiliţi anterior, în perioadele de nefuncţionare a utilajelor
Page 31
30
(schimburi nelucrătoare, zile nelucrătoare).În timpul Rt se efectuează inspecţia
utilajului, reglarea, alimentarea cu ului, curățirea.
Reparaţii curente – totalitatea operaţiilor care se execută periodic în scopul înlăturării
uzurii utilajelor prin repararea, recondiţionarea şi înlocuirea unor piese sau subansamble
uzate. De obicei se execută pe locul unde sunt instalate utilajele.
Reparații curente de gradul I ( Rc-I ) – asigură restabilirea capacităţii de
lucru a diferitor părţi componente ale utilajelor şi necesită numai demontări
locale.
Reparaţii curente de gradul II (Rc-II ) – cuprind un volum mare de lucrări ce
constau în recondiţionarea pieselor uzate, înlocuirea unor piese, reglarea
mecanismelor şi verificarea lor. Rc-II include reparaţii efectuate în Rt şi
Rc-I.
Reparaţii capitale (Rk) – au ca scop restabilirea caracteristicilor tehnico-economice
ale utilajelor la nivelul iniţial, precum şi preîntâmpinarea ieşirii acestora din funcţiune
înainte de termen. Principalele operaţii: demontarea, recondiţionarea şi înlocuirea unor
piese de schimb sau subansamble uzate, remontarea, reglarea, vopsirea părţilor
exterioara şi efectuarea probelor
2. Organizarea reparaţiilor fondurilor fixe
Planul de reparaţii se elaborează pe un an de zile cu defalcarea pe trimestre şi luni, pentru
întocmirea planului de reparaţii sunt necesare informaţii de bază:
numărul de utilaje
tipul utilajului
starea tehnică
normele tehnice pentru întreţinere şi reparare.
În plan sunt incluse anumite normative cunoscute şi anume:
a. durata ciclului de reparaţii – intervalul de timp de funcţionare a utilajului între două
reparaţii capitale.
b. structura ciclului de reparaţie – numărul, tipul şi succesiunea intervenţiilor tehnice
care au loc în cadrul unui ciclu de reparaţii (perioada de timp între două reparaţii
capitale)
c. durata de funcţionare a utilajului între două reparaţii de acelaşi fel.
Cunoscându-se aceste normative, data (ziua) şi tipul ultimei intervenţii tehnice care a
fost efectuată în anul de bază se pot determina data şi tipul intervenţiei tehnice ce se va executa
în anul de planificare.
𝐷𝑅 =𝑇𝑛
𝑁𝑚 ∗ 𝑡𝑠 ∗ 𝑛𝑠 ∗ 𝑘𝑛
𝐷𝑅 – durata unei reparaţii;
𝑇𝑛 – timpul normat necesar executării reparaţiei utilajului în ore;
Page 32
31
𝑁𝑚 - numărul muncitorilor din echipa de reparaţii ce lucrează simultan la
utilajul respectiv;
𝑡𝑠 – durata unui schimb, în ore;
𝑛𝑠 - numărul de schimburi pe zi;
𝑘𝑛 – coeficientul de îndeplinire a normei de lucru.
Cerinţe faţă de planificarea şi structura reparaţiilor:
1. să fie flexibilă, să se adapteze la modificări şi condiţii.
2. să conţină delegare de autoritate – de la şef la subordonaţi.
3. să ofere posibilitatea unei organizări logice a tuturor lucrărilor de întreţinere şi reparare.
Page 33
32
Tema VII. Managementul sectorului energetic
1. Structura şi sarcinile sectorului energetic
2. Planificarea necesarului întreprinderii în resurse energetice. Balanţa energetică a
întreprinderii
3. Căi de raţionalizare a utilizării energiei
1. Structura şi sarcinile sectorului energetic
Sectorul energetic a întreprinderii este acea structură care este responsabilă de asigurarea
la timp şi în cantităţi necesare a întreprinderii cu toate tipurile de energie. De regulă distingem
următoarele tipuri de energie:
1 Energie electrică
2 Energia apei ( hidrotermică, hidraulică)
3 Energie combustibilă ( petrol. gaze, motorină)
4 Energia eoliană
Sectorul energetic este responsabil asigurarea la timp şi în cantităţile necesare cu toate
felurile de energie, utilizarea raţională şi economică a resurselor energetice, tot odată este necesar
şi creşterea randamentului de consum a resurselor energetice prin reducerea pierderilor şi
automatizarea instalaţiilor energetice.
Resursele energetice în cadrul întreprinderii sunt utilizate în următoarele scopuri:
în procesul tehnologic;
ca forţă motrice;
la iluminare;
la încălzire;
în alte scopuri neproductive.
2. Planificarea necesarului întreprinderii în resurse energetice. Balanţa energetică a
întreprinderii
Energia se consumă în mai multe scopuri:
1) tehnologice
𝑁𝑒𝑡𝑒ℎ𝑛 = ∑ 𝑛𝑐𝑖 ∗ 𝑄𝑖
𝑚
𝑖=1
𝑁𝑒𝑡𝑒ℎ𝑛 – necesarul de energie folosită în scopuri tehnologice (kw/h);
𝑛𝑐𝑖 – norma de consum a energie (kwh/produs);
𝑄𝑖- cantitatea de produse planificată pentru a fi produsă;
2) ca forţă motrice
Page 34
33
𝑁𝑒𝑓𝑚 =𝑁𝑚 ∗ 𝑇𝑓 ∗ 𝑛𝑐 ∗ 𝑘𝑠
(1 − 𝑘𝑝) ∗ 𝑅
𝑁𝑒𝑓𝑚- necesarul de energie folosită ca forţe motrice;
𝑁𝑚 – numărul maşinilor de acelaşi tip care urmează a fi pus în acţiune;
𝑇𝑓 – timpul mediu de funcţionare a unei maşini în perioada planificată;
𝑛𝑐- norma de consum a energiei pe oră de funcţionare a maşinii (kw/h);
𝑘𝑠- coeficientul de simultaneitate a folosirii maşinilor de acelaşi tip;
𝑘𝑝- coeficientul de corecţie în dependenţă de pierderile de energie în reţea;
𝑅- randamentul maşinii.
3) pentru iluminare
𝑁𝑒𝑖𝑙 =𝑛𝑢 ∗ 𝑃𝑢𝑖 ∗ 𝑇𝑒𝑓 ∗ 𝑘𝑠
1000
𝑁𝑒𝑖𝑙- necesarul de energie folosită pentru iluminare;
𝑛𝑢 – numărul de becuri;
𝑃𝑢𝑖 – puterea unui bec instalat (W);
𝑇𝑒𝑓 – timpul iluminării în perioada planificată;
𝑘𝑠 - coeficientul de simultaneitate a iluminării;
Necesarul total de energie folosită în perioada planificată
𝑁𝑡𝑜𝑡 = 𝑁𝑒𝑡𝑒ℎ𝑛 + 𝑁𝑒𝑓𝑚 + 𝑁𝑒𝑖𝑙
Necesar kwh Resurse kwh
1. Pentru scopuri tehnologice 100 000 Din surse proprii 40 000
2. Pentru scopuri forţă motrice 120 000 Din sistemul energetic 220 000
3. Pentru iluminare 40 000 Din sistemul energetic
Total 260 000 Total 260 000
Acest exemplu de balanţă energetică reflectă doar necesarul de energie electrică, în cadrul
întreprinderilor mari balanţa energetică se complectează pe fiecare tip de resursă energetică.
3. Căi de raţionalizare a utilizării energiei
1. Normarea ştiinţifică a consumurilor de energie;
2. Perfecţionarea tehnologiilor de fabricaţie;
3. Înlocuirea instalaţiilor cu randamente scăzute;
4. Reducerea pierderilor energiei în reţea;
5. Dimensionarea raţională a iluminatului şi încălzirii;
6. Dotarea întreprinderilor cu agregate energetice de mare randament şi folosirea raţională a
capacităţii acestora.
Page 35
34
Tema VIII. Managementul transportului intern
1. Clasificarea şi sarcinile transportului intern
2. Sisteme de organizare a transportului intern
3. Planificarea transportului intern
4. Căi de perfecţionare a organizării transportului intern
1. Clasificarea şi sarcinile transportului intern
Transportul intern reprezintă totalitatea instalaţiilor utilajelor, maşinilor şi altor agregate
din cadrul întreprinderii care deplasează obiectul muncii de la un loc de muncă la altul, sau de la
o secţie la alta.
În dependenţă de particularităţile activităţii transportul poate fi clasificat pe următoarele
criterii:
1. După destinaţia şi legătura cu procesul tehnologic:
transport în exteriorul întreprinderii
transport intern de uzină:
a. transport între secţii
b. transport în interiorul secţiilor
2. După tipuri :
transport pe şine
transport pe sol
transport pe apă
transport mecanic
3. După modul de acţiune:
transport cu acţiune periodică
transport continuu
4. După direcţia de deplasare a încărcăturii:
transport orizontal
transport vertical
transport inclinat
transport orizontal-vertical
Sarcinile activităţii de transport în întreprinderile industriale:
asigurarea condiţiilor necesare desfăşurării ritmice şi uniforme a procesului de producţie
atât în secţiile de bază, cât şi în cele auxiliare;
asigurarea mecanizării şi automatizării operaţiilor de ridicare, descărcare şi deplasare a
încărcăturilor;
asigurarea unui regim strict de economii şi de materiale de transport;
reducerea cheltuielilor de transport;
folosirea raţională a mijloacelor de transport.
Page 36
35
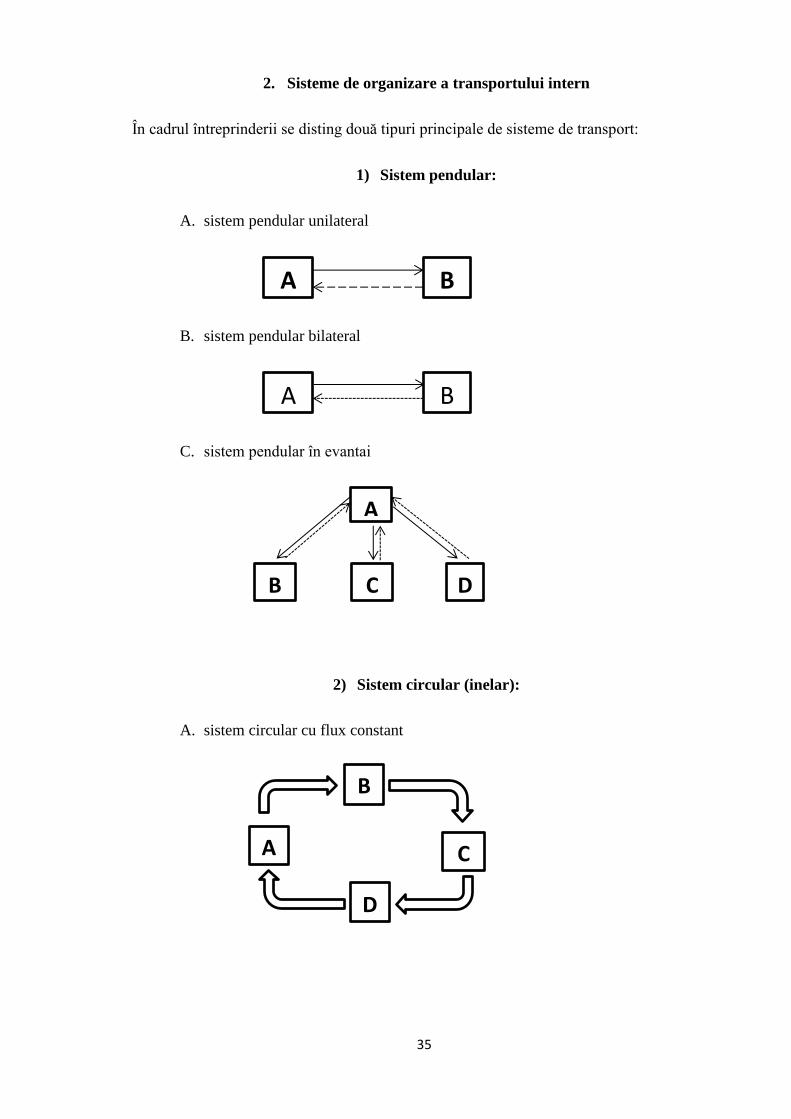
2. Sisteme de organizare a transportului intern
În cadrul întreprinderii se disting două tipuri principale de sisteme de transport:
1) Sistem pendular:
A. sistem pendular unilateral
B. sistem pendular bilateral
C. sistem pendular în evantai
2) Sistem circular (inelar):
A. sistem circular cu flux constant
A B
A B
B C D
A
A
B
C
D
Page 37
36
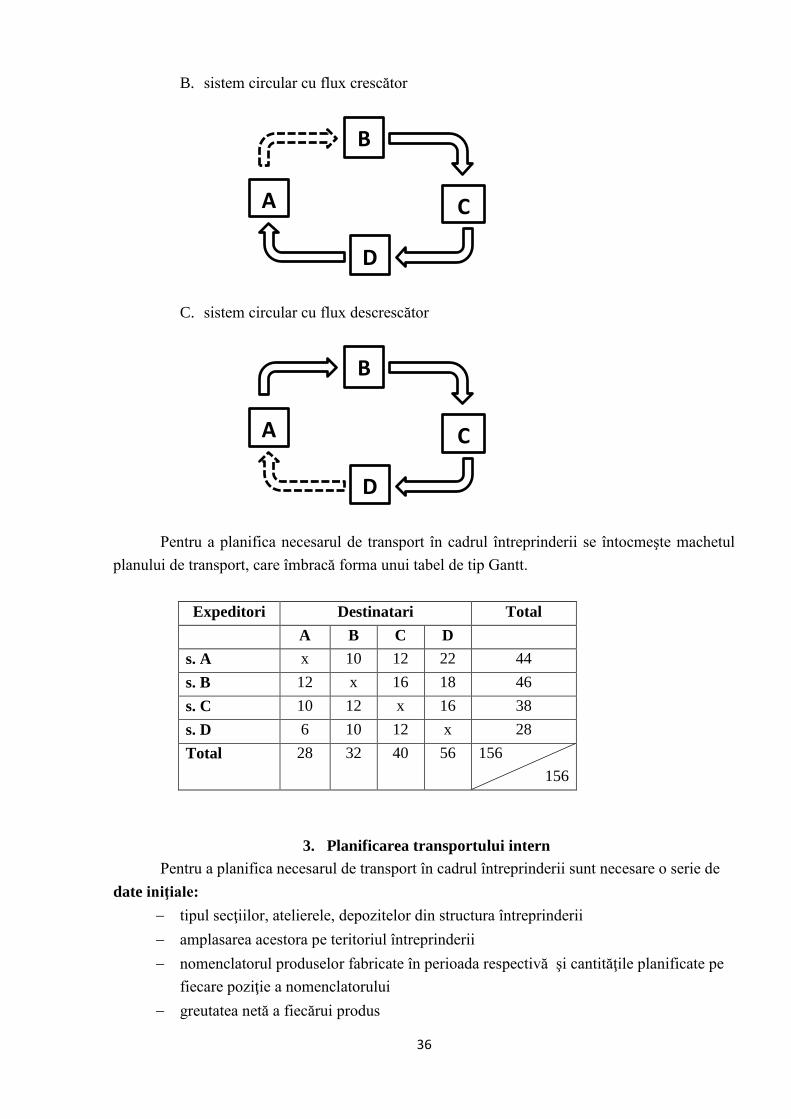
B. sistem circular cu flux crescător
C. sistem circular cu flux descrescător
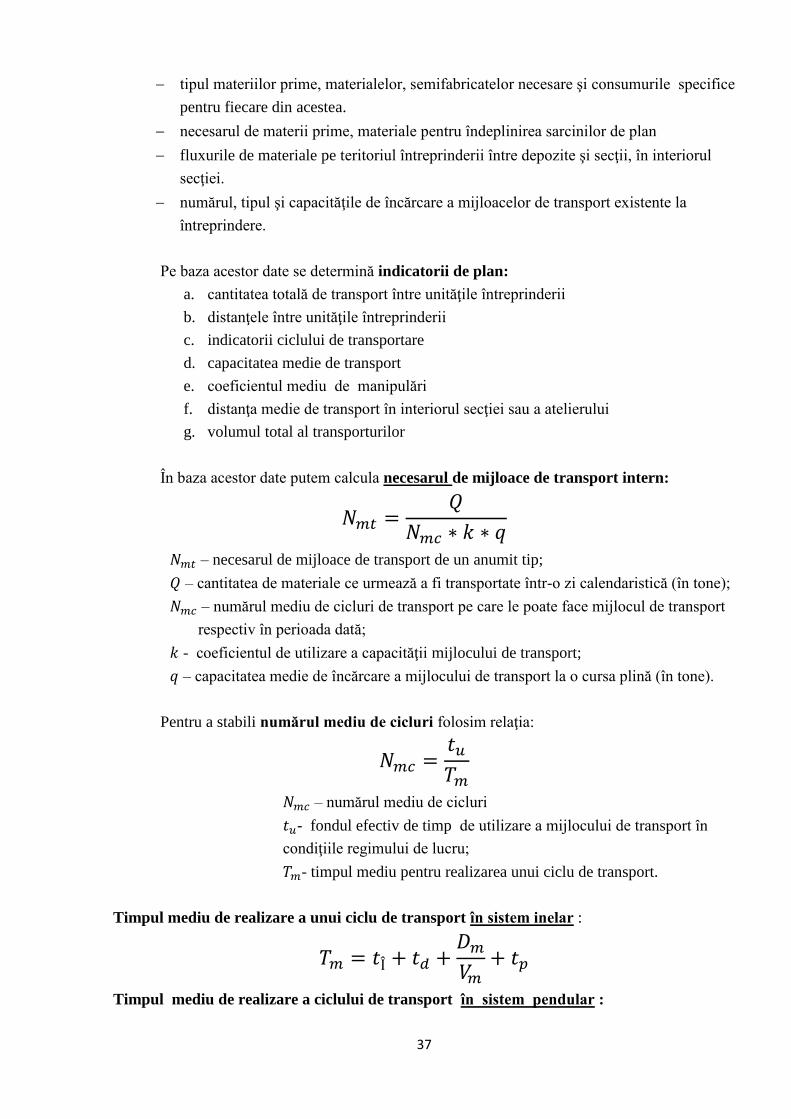
Pentru a planifica necesarul de transport în cadrul întreprinderii se întocmeşte machetul
planului de transport, care îmbracă forma unui tabel de tip Gantt.
Expeditori Destinatari Total
A B C D
s. A x 10 12 22 44
s. B 12 x 16 18 46
s. C 10 12 x 16 38
s. D 6 10 12 x 28
Total 28 32 40 56 156
156
3. Planificarea transportului intern
Pentru a planifica necesarul de transport în cadrul întreprinderii sunt necesare o serie de
date iniţiale:
tipul secţiilor, atelierele, depozitelor din structura întreprinderii
amplasarea acestora pe teritoriul întreprinderii
nomenclatorul produselor fabricate în perioada respectivă şi cantităţile planificate pe
fiecare poziţie a nomenclatorului
greutatea netă a fiecărui produs
A
B
C
D
A
B
C
D
Page 38
37
tipul materiilor prime, materialelor, semifabricatelor necesare şi consumurile specifice
pentru fiecare din acestea.
necesarul de materii prime, materiale pentru îndeplinirea sarcinilor de plan
fluxurile de materiale pe teritoriul întreprinderii între depozite şi secţii, în interiorul
secţiei.
numărul, tipul şi capacităţile de încărcare a mijloacelor de transport existente la
întreprindere.
Pe baza acestor date se determină indicatorii de plan:
a. cantitatea totală de transport între unităţile întreprinderii
b. distanţele între unităţile întreprinderii
c. indicatorii ciclului de transportare
d. capacitatea medie de transport
e. coeficientul mediu de manipulări
f. distanţa medie de transport în interiorul secţiei sau a atelierului
g. volumul total al transporturilor
În baza acestor date putem calcula necesarul de mijloace de transport intern:
𝑁𝑚𝑡 =𝑄
𝑁𝑚𝑐 ∗ 𝑘 ∗ 𝑞
𝑁𝑚𝑡 – necesarul de mijloace de transport de un anumit tip;
𝑄 – cantitatea de materiale ce urmează a fi transportate într-o zi calendaristică (în tone);
𝑁𝑚𝑐 – numărul mediu de cicluri de transport pe care le poate face mijlocul de transport
respectiv în perioada dată;
𝑘 - coeficientul de utilizare a capacităţii mijlocului de transport;
𝑞 – capacitatea medie de încărcare a mijlocului de transport la o cursa plină (în tone).
Pentru a stabili numărul mediu de cicluri folosim relaţia:
𝑁𝑚𝑐 =𝑡𝑢
𝑇𝑚
𝑁𝑚𝑐 – numărul mediu de cicluri
𝑡𝑢- fondul efectiv de timp de utilizare a mijlocului de transport în
condiţiile regimului de lucru;
𝑇𝑚- timpul mediu pentru realizarea unui ciclu de transport.
Timpul mediu de realizare a unui ciclu de transport în sistem inelar :
𝑇𝑚 = 𝑡Î + 𝑡𝑑 +𝐷𝑚
𝑉𝑚+ 𝑡𝑝
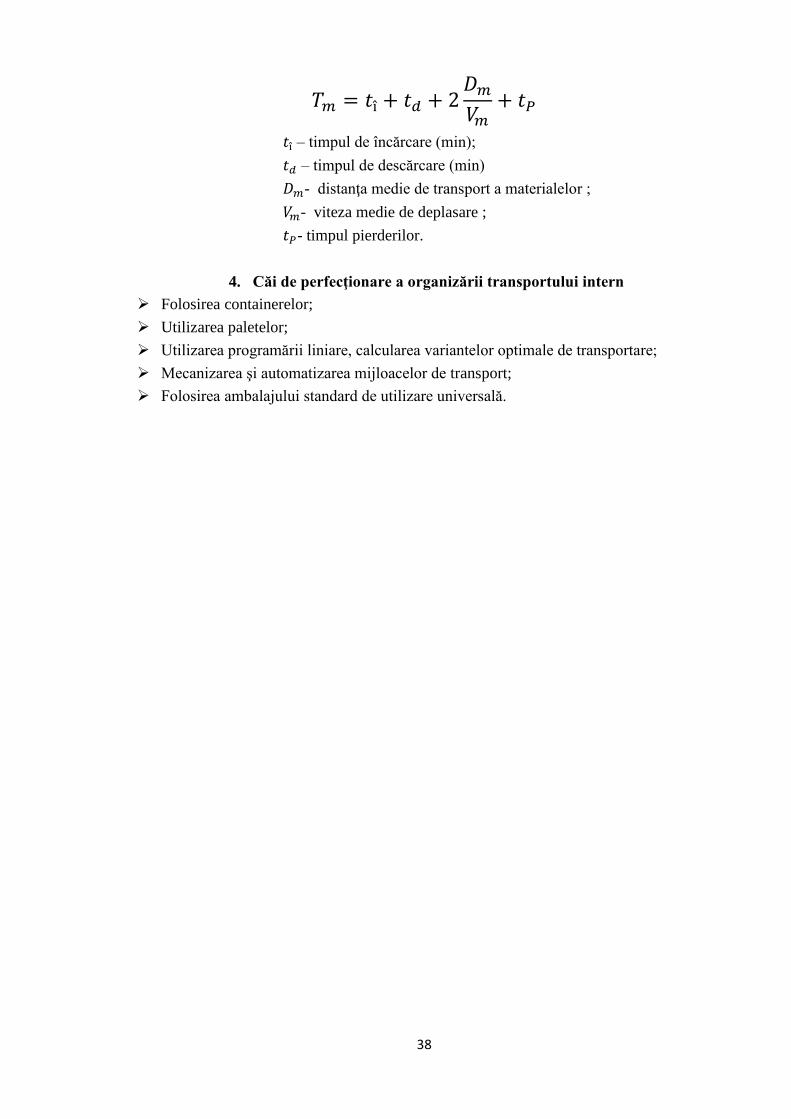
Timpul mediu de realizare a ciclului de transport în sistem pendular :
Page 39
38
𝑇𝑚 = 𝑡î + 𝑡𝑑 + 2𝐷𝑚
𝑉𝑚+ 𝑡𝑃
𝑡î – timpul de încărcare (min);
𝑡𝑑 – timpul de descărcare (min)
𝐷𝑚- distanţa medie de transport a materialelor ;
𝑉𝑚- viteza medie de deplasare ;
𝑡𝑃- timpul pierderilor.
4. Căi de perfecţionare a organizării transportului intern
Folosirea containerelor;
Utilizarea paletelor;
Utilizarea programării liniare, calcularea variantelor optimale de transportare;
Mecanizarea şi automatizarea mijloacelor de transport;
Folosirea ambalajului standard de utilizare universală.
Page 40
39
Tema IX. Managementul pregătirii către producere la întreprinderile
industriale
1. Pregătirea producere: noţiuni, sarcini, importanţă
2. Proiectarea produselor (pregătirea constructivă)
3. Pregătirea tehnologică a producţiei
4. Executarea, testarea şi omologarea prototipului şi seriei zero
5. Pregătirea materială şi organizatorică pentru lansarea în fabricare
6. Planificarea pregătirii către producere
1. Pregătirea către producere: noţiuni, sarcini, importanţă
Necesitatea înoirii produselor este determinată de diferiţi factori, printre care de:
o schimbările tehnologice şi ritmul rapid al progresului tehnico-ştiinţific
o evoluţia rapidă a necesităţilor de consum
o efectele schimbărilor economice internaţionale, etc.
Noţiunea de pregătire către producere are un caracter complex şi se referă îndeosebi la
masurile ce trebuie adoptate pentru punerea în fabricaţie a unor noi produse şi pentru
perfecţionarea fabricaţiei produselor deja existente, precum şi măsuri legate de modernizarea
fabricaţiei curente prin introducerea tehnologiilor ce corespund celor mai noi realizări ale ştiinţei
şi tehnicii contemporane.
Deci, pregătirea către producere este un ansamblu de acţiuni interdependente efectuate
pe baza unu plan calendaristic prestabilit, care au ca scop crearea şi asimilarea în fabricaţie a unor
noi produse, perfecţionarea celor existente, introducerea tehnicii noi şi a celor mai avansate metode
de organizare a producţiei în vederea asigurării unei eficienţe economice maxime.
Pregătirea către producere cuprinde 2 etape mari, fiecare din ele fiind formată din activităţi
specifice:
1. Pregătirea tehnică, care include:
proiectarea produsului (pregătirea construcţia)
pregătirea tehnologică
executarea prototipului, încercarea şi omologarea lui
executarea seriei zero, a capului de serie, sau a lotului experimental şi
omologarea.
2. Pregătirea material-organizatorică:
lărgirea sortimentului produselor şi creşterea calităţii acestora
înlocuirea materialelor scumpe şi deficitare cu materiale noi, ieftine
folosirea în proiectarea noilor produse a standardelor existente
asigurarea folosirii raţională a capacităţii de producţie, a creşterii productivităţii
muncii
reducerea costului de producţie a produselor existente în fabricaţie.
Page 41
40
2. Proiectarea produselor (pregătirea constructivă)
Proiectarea produselor sau pregătirea constructivă are scopul proiectării noilor produse şi
determinarea (stabilirea) caracteristicilor tehnico-constructive şi calitative, a aspectului exterior a
acestuia (de exemplu la producţia stofei - tipul ţesăturii, densitatea ţesăturii, culoare, desen etc.).
Proiectarea noilor produse cuprinde două faze principale:
1 Elaborarea temei de proiectare şi a studiului tehnico-economic (studiul de fezabilitate).
Tema de proiectare se întocmeşte de beneficiar şi include:
date iniţiale
analizele cu privire la principalele caracteristici tehnico-productive ale noului
produs
desenele de execuţie (schiţele).
Studiul de fezabilitate trebuie să prezinte:
baza de materie primă necesară
caracteristicile tehnice şi de exploatare a noilor produse în comparaţie cu
produsele existente şi cele similare din alte ţări etc.
2 Elaborarea proiectului tehnic:
elemente de calcul ale produsului
desenul de ansamblu şi pe secţiuni
caietul de sarcini.
Proiectul tehnic cuprinde toate calculele necesare dimensionării noului produs, datele
privind formele geometrice şi dimensiunile ale ansamblelor şi pieselor. Se precizează materialul
din care se fabrică produsul, precum şi calculele tehnico-economice ce vor fundamenta soluţia
constructivă adoptată.
Uneori pe baza proiectului tehnic se întocmeşte proiectul de execuţie care detaliază datele
proiectului tehnic.
3. Pregătirea tehnologică a producţiei
Pregătirea tehnologică cuprinde proiectarea de noi procedee tehnologice şi perfecţionarea
celor existente în scopul obţinerii noilor produse cu cheltuieli minime.
Pentru aceasta urmează a fi respectate anumite cerinţe:
nivel înalt al mecanizării complexe şi automatizării proceselor de producţie
creşterea productivităţii muncii, raţionalizarea consumului de materie primă; folosirea
optimă a capacităţilor de producţie
asigurarea calităţii respectarea cerinţelor ecologice
reducerea costurilor de producţie
realizarea indicatorilor cantitativi şi calitativi.
La această etapă este ales procesul tehnologic optim. Alegerea variantei optime se poate
realiză în două etape:
1. Compararea indicatorilor în expresie naturală
normele de consum
volumul de muncă necesar procesului de producţie
Page 42
41
cantitatea, felul, complexitatea noului utilaj
suprafeţele de producţie necesare
calitatea produselor finite.
2. Compararea indicatorilor valorici de cost ai produselor şi lucrărilor
materii prime
combustibil şi energie
retribuţiile muncitorilor productivi
cheltuieli de exploatare a utilajului
exploatarea sculelor
cheltuieli generale.
4. Executarea, testarea şi omologarea prototipului şi seriei zero
Executarea, încercarea şi omologarea prototipului şi seriei zero presupune să se verifice
dacă noul produs corespunde documentaţiei.
Prototip – unul sau mai multe exemplare din noul produs executat pentru a fi supus unor
încercări şi probe.
Omologarea – activitatea de confirmare pe bază de încercări şi probe la care este supus
prototipul sau seria zero, a faptului că produsul corespunde cu cel proiectat.
Seria zero – o anumită cantitate de produse noi fabricate cu scopul de a testa sistemul de
organizare a fabricării a noului produs, îmbinările în timp a operațiilor tehnologice, durata ciclului
de producție a cantității de produse ce constituie seria zero.
Produsele seriei zero (serie de probare) sunt supuse testării pieței – testarea Marketing –
care dă răspunsul final al consumatorilor – a se lansa în producerea noului produs sau a renunța la
produsul neacceptat de consumatori, suportând doar cheltuielie perioadei de pregătire către
producere și evitând costurile unie potențiale producții nerealizate (ne vândute/ ne comercializate).
5. Pregătirea materială şi organizatorică pentru lansarea în fabricare
Pregătirea materială şi organizatorică include :
proiectarea, confecţionarea şi pregătirea sculelor
pregătirea şi amplasarea utilajelor
aprovizionarea cu materie primă şi semifabricate
adoptarea sistemului cel mai eficient de organizare a muncii şi producţiei
pregătirea cadrelor.
Sarcini:
1. determinarea necesarului de materie primă, materiale, combustibil, energie, încheierea
contractelor cu furnizorii, beneficiarii etc.
2. achiziţionarea utilajului nou, modernizarea şi repararea celui existent, amplasarea lui
conform fluxurilor tehnologice stabilite.
3. proiectarea fabricării sau achiziţionarea de la alte întreprinderi specializate a
echipamentului tehnologic necesar (scule, dispozitive)
4. pregătirea în timp util a cadrelor ce vor participa la fabricarea noului produs
Page 43
42
5. definitivarea sistemului de planificare operativă şi de evidenţă în secţiile nou create.
6. Planificarea pregătirii către producere
Pregătirea producţiei se realizează pe baza unui plan calendaristic care include:
etapele de lucru (de executare)
subdiviziuni care participă la realizare
perioada, timpul executării etapelor.
Sarcini la întocmirea planului de pregătire a producţiei:
reducerea termenilor pregătirii producţiei
reducerea cheltuielilor necesare pentru pregătirea producţiei
creşterea calităţii lucrărilor
creşterea calităţii lucrărilor.
Activităţile de elaborare a planului de pregătire a producţiei includ:
stabilirea listei tipurilor de produse ce urmează a fi proiectate sau modernizate
stabilirea volumului de lucru şi a duratei fiecărei etape
stabilirea termenilor de lansare în fabricaţie a produselor proiectate în baza
planului beneficiarului.
Durata etapei de pregătire către producere se calculează conform relaţiei:
𝑇 =𝑡
𝑁 ∗ 𝑑 ∗ 𝑛∗ 𝑘
𝑇- durata etapei de pregătire (zile lucrătoare);
𝑡- consumul total de timp necesar pentru executarea etape (ore);
𝑑 – durata zilei de lucru (ore);
𝑛- coeficientul de îndeplinire a normelor;
𝑘- coeficientul consumului de timp suplimentar (pentru coordonare, aprobare etc.);
Pentru a reduce durata de pregătire se utilizează metoda paralelă de executare, etapa
următoare începe înainte de a se termina etapa precedentă. Se utilizează informaţia preventivă
referitoare la lucrările, parametri etapei precedente.
Executarea paralelă nu afectează calitatea proiectului deoarece: (la executarea unui nou
produs)
se utilizează un număr mare de detalii standarde unificate procurate din exterior
este timp suficient pentru executarea unor detalii originale (noi)
Două metode de planificare a pregătirii către producere:
1) planificarea liniară (spaţiu liniar, graficul Gantt) se utilizează la elaborarea unor
proiecte simple
Page 44
43
Etapele
pregătirii
Executantul Termeni calendaristici
I II III IV V VI VII VIII IX X XI XII XIII XIV XV
1.Elaborarea
temei de
proiectare
secţia constructor-
şef
x x x x x
2.Eseul ---- x x x x x
3.Proiectul
tehnic
---- x x x x x
4.Proiectul de
lucru
----- x x x x x
5.Executarea
prototipului
secţia
experimente
x x x x
6.Omologarea
prototipului
secţ. constr.-şef x x x x
7.Proiectarea
sculelor,
dispozitivelor
tehnogul - şef x x x x
8.Proiectarea,
dispozitivelor
tehnologul-şef x x x x
9.Fabricarea
sculelor,
dispozitivelor
secţia scule, secţia
aprovizionare
x x x x
10.Lansarea în
fabricaţie
secţiile A,B,C x x x x
2) planificarea în reţea (grafice în reţea) în cazul unor proiecte mari, complexe.
Prin cerc se notează se notează Evenimentul - adică începutul sau sfârșitul fiecărui tip de
lucru.
Lucru - este orice proces( ex. procesul executării prototipului;
Săgeata – indică destinaţia lucrului;
Durata lucrului – se prin cifre deasupra săgeţii (zile);
Cheltuieli pentru executarea lucrărilor – se notează sub săgeată (lei);
Evenimentul iniţial – momentul începerii Lucrării nr. 1. Pînă la el se consideră că nu a fost
executat nici o lucrare.
Evenimentul final – momentul realizării scopurilor.
Graficul în reţea reflectă succesiunea logică a evenimentelor şi permite realizarea
scopului final.
Drumul complet – succesiunea neîntreruptă a evenimentelor de pînă la final.
1 2
3
4
6
5
7
9
8
1
0
1
2
11 330
0 133000
10
15
10
12600
126500
99600
Page 45
44
Drumul critic – consecutivitatea lucrărilor care necesită drumul cel mai lung.
Graficul în reţea permite:
cunoaşterea operaţiilor a căror durată trebuie să fie scurtată. Pentru aceasta va fi nevoie
de antrenarea unor surse suplimentare (ex. creşterea numărului de constructori);
cunoaşterea operaţiilor care pot fi întârziate , fără ca termenul total de executare să fie
afectat (ex. testarea pieselor, standarde procurate din exterior).
optimizarea termenilor de executare a tuturor lucrărilor.
Page 46
45
Tema X. Managementul activităţii de marketing şi desfacere
1. Marketingul ca sistem: Noţiune, scopul, principiile şi funcţiile lui
2. Serviciul de marketing şi serviciul de desfacere la întreprindere
1. Marketingul ca sistem: Noţiune, scopul, principiile şi funcţiile lui
Asociaţia Americana pentru Marketing: ‚, Marketingul reprezintă procesul de planificare
şi realizare a ideii comerciale, de formare a preţurilor, de promovare şi realizare a ideilor,
mărfurilor şi serviciilor prin intermediul unui schimb care să satisfacă cerinţele anumitor persoane
şi organizaţii’’
Marketingul include: previziunea, dirijarea şi satisfacerea cererii de mărfuri, servicii,
organizare, oameni şi idei prin intermediul schimbului între producător-cumpărător sau între
cumpărător şi furnizor.
Principalele întrebări la care marketingul răspunde sunt: ce?, cit?, cum?, cui?.
În cadrul întreprinderii activitatea de marketing include următoarele domenii:
studierea pieţei de desfacere
determinarea cantităţii şi calităţii mărfurilor şi serviciilor cerute
formarea şi dezvoltarea pieţei prin intermediul reclamei şi contractelor directe cu
consumatorii
planificarea preţurilor şi sortimentului de mărfuri şi servicii
organizarea şi stimularea desfacerii, şi serviciilor de întreţinere şi deservire după
vînzarea mărfii.
Pe parcursul activităţii sale serviciul de marketing realizează aşa numitul mix de marketing,
care presupune prezenţa celor 4 P:
P – produs
P – preţ
P – promovare
P – plasament.
Marketingul poate fi apreciat ca tip special al managementului şi ca fundament al tuturor
tipurilor de management:
managementul strategic
managementul pieţei – marketing
managementul administrativ
managementul de producţie şi calităţii
managementul de reţea
managementul resurselor umane
managementul investiţional
managementul inovaţional
managementul internaţional
managementul financiar
Page 47
46
2. Serviciul de marketing şi serviciul de desfacere la întreprindere
La baza activităţii serviciului de marketing stă problema competitivităţii mărfurilor
fabricate sau serviciilor prestate.
Competitivitatea se referă la calitatea produsului şi la cheltuielile consumatorului:
calitatea include nivelul tehnic al producţiei gradul de utilitate, satisfacţie pentru
consumator (calităţi funcţionale, sociale, estetice, ergonomice, ecologice, etc.)
cheltuielile constituie suma pe care consumatorul o va plăti producătorului , fiind
compus din suma: preţul mărfii + cheltuieli pentru exploatarea mărfii pe perioada cît
va servi .
Tot odată, competitivitatea produsului este legată şi de ciclul de viaţă al acestuia.
Respectiv cu cît perioada ciclului de viaţă a produsului este mai extinsă în perioada de
maturitate cu atît se consideră că produsul dat este mai competitiv, la fel competitivitatea ia în
calcul şi modernizarea a produsului. Astfel pentru a asigura o producţie continuă serviciul de
marketing se ocupă cu studierea pieţei şi stabileşte momentul lansării noilor tipuri de producţie în
punctul maximal a ciclului de viaţă a mărfii existente.
Studierea pieţei îmbracă forma studiului de marketing care permite:
1. Minimizarea riscurilor economice ale firmei
2. Specializarea întreprinderii
3. Adîncirea diviziunii muncii
4. Perfecţionarea continuă şi dezvoltarea capacităţilor de utilizare a noilor tehnologii
5. Asigurarea calităţii producţiei în baza preferinţelor consumatorilor
6. Creşterea capacităţii de supravieţuire a firmei în condiţii de concurenţă.
Page 48
47
Tema XI. Managementul calităţii producţiei
1. Conţinutul calităţii şi indicatori de exprimare a nivelului ei
2. Controlul calităţii produselor şi a producţiei. Costul calităţii
3. Certificarea calităţii produselor
1. Conţinutul calităţii şi indicatori de exprimare a nivelului ei
Condițiile actuale ale procesului de producţie, creşterea nivelului şi diversificarea formelor
de competiţie economică, denotă modificarea accentuării activităţii de producere de la cantitate la
calitate.
Calitatea produselor reprezintă totalitatea proprietăţilor pe care le posedă un produs,
măsura în care el satisface necesităţile, ca rezultat al performanţelor tehnico-economice şi estetice
al gradului de utilitate şi eficientă economică pe care acestea le asigură în exploatare.
Organizaţia Internaţională pentru Standardizare (ISO) ‚,calitatea – ansamblu de proprietăţi
şi caracteristici ale unui produs sau serviciu care îi conferă acestuia aptitudinea de a satisface
necesităţile exprimate sau implicite’’(ISO 8402, 1986)
Calitatea produselor – reprezintă expresia finală a întregului proces de producţie, se
realizează prin comportamentul produsului respectiv în procesul utilizării.
Calitatea producţiei – reflectă calitatea întregului proces de producţie.
Caracteristicile calităţii pot fi structurate în patru grupe:
1. funcţionale – se referă la însuşirile produsului, legate de folosirea produsului, la
aspectele tehnice şi economice.
aspect tehnic – conceptul constructiv al produselor, conceptul tehnologic,
siguranţa în utilizare,parametri funcţionali, putere viteză.
aspect economic – productivitatea, cheltuieli legate de fabricare şi utilizare,
durata exploatării, consumul durata de viaţă a produsului, nivelul preţurilor,
ambalarea produselor.
2. psihosenzoriale şi sociale
caracterul estetic al produselor (culoarea, desenul, forma)
aspectul organoleptic (gust, miros)
aspectul de exploatare ( zgomot, confort etc.)
3. ergonomice – determină relaţia om-natură
comoditate în exploatare
gradul de uşurare a muncii
securitatea şi protecţia muncii
confort şi ambianţă la locul de muncă.
4. gradul de disponibilitate – exprimă proprietăţile produsului de a fi apt de folosire la
diferite solicitări
În acelaşi timp în activitatea industrială urmărirea calităţii produsului se referă atît la
totalitatea caracteristicilor cît şi la bonitatea lui.
Page 49
48
Pentru măsurarea şi caracterizarea produselor a calităţii se utilizează mai mulţi indicatori.
a. Indicatori parţiali – pentru măsurarea lor se folosesc unităţi de măsură (puterea maximă,
umiditatea, procentul de grăsime).Indicatorii se înscriu în standardele de stat, normele
interne sub forma unor limite în care trebuie să se încadreze caracteristicile produsului.
Aprecierea se face prin compararea rezultatelor cu limitele sau nivelele prevăzute în
standard.
Standard – se numeşte un etalon care este exprimat în unităţi de măsură naturale sau
convenţionale şi exprimă nişte limite obligatorii. Standardele sunt de trei tipuri:
internaţionale, naţionale şi standarde interne la nivel de întreprindere.
b. Indicatorii care exprimă ponderea produselor de calitate superioară în totalul produselor
de acelaşi fel. Categoriile divizează diferite produs în eşantioane, în segmente care
structurează ierarhizarea proprietăţilor calităţilor. De la caracteristica, utilitatea de bază
a produsului se porneşte acumularea caracteristicilor suplimentare capabile să satisfacă
mai multe cerinţe.
De regulă în practica internaţională produsele se împart în patru categorii: superioară,
calitatea I, II si III.
La aprecierea categoriei produsului se ţine cont de calitatea materiei prime, cu cît materia
optimă e mai scumpă şi corespunde variantei ideale a produsului cu atît e mai înaltă categoria de
calitate.
Pentru a calcula ponderea produselor de calitate superioară se utilizează relaţia:
𝐶𝑜 =𝑞𝑐0
𝑄*100%
𝑞𝑐0- cantitatea produselor de cantitate superioară
𝑄- cantitatea totală de produse.
Aceiaşi formulă se utilizează şi pentru ponderea produselor de calitatea I, II, III.
În cazul cînd producţia este omogenă putem determina coeficientul mediu de calitate
pe diferite clase de calitate.
𝐶 =∑ 𝐶 ∗ 𝑞
∑ 𝑞
𝐶 – coeficientul mediu de calitate
∑ 𝐶- suma claselor de ca litate
c. Pentru a compara calitatea efecticvă cu cea planificată se utilizează indicele
coeficientului mediu de calitate.
𝐼𝐶 =𝐶1
𝐶0=
∑ 𝐶 ∗ 𝑞1
∑ 𝑞1∗
∑ 𝑞1
∑ 𝐶 ∗ 𝑞0
𝐶0- coeficientul mediu de calitate planificat
𝐶1 – coeficientul mediu de calitate efectiv
Page 50
49
𝑞1- cantitatea fabricată efectiv
𝑞0- cantitatea fabricată conform planului
d. Indicatorii rebuturilor – caracterizează în mod indirect calitatea produselor.
Rebut - produs ce nu se încadrează în cerinţele de calitate prevăzute de standarde.
Caracteristica rebuturilor:
după modul unde a fost admis: rebuturi din exterior, rebuturi admise în interior
după posibilitatea de a fi recuperate:
rebut recuperabil (remaniabil) – cu cheltuieli suplimentare defectele pot fi
înlăturate;
rebut nerecuperabil – remanierea este imposibilă
Valoarea producţiei rebutate:
𝑉𝑅 = ∑ 𝑞𝑅𝑑𝑒𝑓+ 𝐶 + ∑ 𝑞𝑅𝑟𝑒𝑚𝑒𝑑
∗ 𝐶𝑟𝑒𝑚
𝑉𝑅- valoarea producţiei rebutate
𝑞𝑅𝑑𝑒𝑓 - cantitatea de produse rebutate definitiv
𝐶- costul unitar al produsului
𝑞𝑅𝑟𝑒𝑚𝑒𝑑- cantitatea de rebuturi remaniate
𝐶𝑟𝑒𝑚- costul unitar al remanierii
Procentul producţiei rebutate:
%𝑅𝑒𝑏 =𝑃𝑟𝑒𝑏
∑ 𝑄∗𝐶∗ 100%
∑ 𝑄 ∗ 𝐶 – costul toalal al cantității de produse bine fabricate.
Pierderi valorice:
𝑃𝑟𝑒𝑏 = 𝑉𝑅- 𝑆𝑟𝑒𝑐
𝑃𝑟𝑒𝑏- pierderi de la rebut
𝑉𝑅- valoarea rebuturilor
𝑆𝑟𝑒𝑐 – sumele recuperate de la cei vinovaţi de provocarea rebutului
2. Controlul calităţii produselor şi a producţiei. Costul calităţii
Asigurarea calităţii este organizată prin sistemul de control care include trei tipuri de
control:
1. Control incipient ( de recepţie) se desfăşoară înainte de lansarea în fabricaţie, include:
calitatea materiei prime şi materialelor primite de la furnizori;
calificarea gradul de instruire a forţei de muncă;
starea tehnică a utilajului;
Page 51
50
gradul de asigurare tehnico-materială;
asigurarea financiară
2. Control operativ ( de fabricaţie) se desfăşoară pe parcursul procesul de fabricaţie
controlul primului produs executat;
controlul selectiv prin sondaj
controlul continuu - are loc pe întreaga perioadă pentru fiecare unitate de
produs.
3. Controlul final – are loc la sfîrşitul procesului de producţie.
În cadrul întreprinderii industriale se utilizează două grupe de metode de control
a. metode de control deterministe – determină calitatea produselor sau pieselor de mare
importanţă a căror defecte pot provoca stagnarea unor utilaje sau agregate fabricate
de mare complexitate. Aceste control se face pentru fiecare piesă în parte, este foarte
costisitor, necesită mult timp, folosirea în producţia de serie este limitată, se
utilizează la producţia pe unicate.
b. metoda statistică – se foloseşte la controlul la recepţie al diferitor materii prime, la
controlul tehnologic şi al produsului finit. Acest tip de control se face prin sondaj se
foloseşte la producţia în masă.
Sistem contemporan a controlului - TQM – Managementul Total al Calităţii. Presupune
că la fiecare etapă de fabricare a produsului are loc verificarea calităţii operaţiei executate, în cazul
cînd este depistat rebutul obiectul muncii este întors pentru a repeta operaţia rebutată, astfel se
exclude posibilitatea rebutării produsului finit.
Pentru a asigura calitatea necesară întreprinderea suportă şi anumite cheltuieli legate de
urmărirea calităţii:
a. costuri de prevenire a apariţiei defectelor
b. costuri de identificare a defectelor
c. costurile noncalităţii (cheltuieli legate de rebut)
Sarcina managerilor calităţii producţiei constă în identificarea evaluarea şi compararea
permanentă a costurilor calităţii şi efectelor economice ale calităţii. În acest scop managementul
industrial stabileşte următoarele căi de creştere a calităţii producţiei:
perfecţionarea concepţiei tehnologice şi constructive a producţiei
folosirea unor materii prime de calitate superioară
folosirea tehnologiilor avansate, perfecţionarea celor existente
asigurarea funcţionării normale a utilajului
ridicarea calificării personalului
cointeresarea inclusiv materială a personalului pentru ridicarea calităţii
respectarea normelor de calitate şi a standardelor
Page 52
51
3. Certificarea calităţii produselor
În condiţiile globalizării şi avansării relaţiilor de import – export către mij. an. ’50 ai sec.
20 a apărut problema stabilirii unui sistem global comun de identificare a calităţii produselor.
Această necesitate a apărut în primul rînd pentru a asigura inofensivitatea produsului asupra
sănătăţii consumatorului. Astfel orişicare întreprindere pentru a comercializa producţia fabricată
este obligată să o certifice la organele naţionale de standardizare şi verificare a calităţii produselor.
Aceste organe sunt:
1. standard igienic şi sanitar
2. standard tehnologic şi tehnic
3. standard ecologic
Aceasta certificare este obligatorie daca întreprinderea doreşte să exporte producţia
fabricată.
Republica Moldova a aderat la ISO în anul 1995.
Page 53
52
Tema XII. Planificarea managerială, sistemul de planificare a activităţii
întreprinderii
1. Caracteristica generală şi clasificarea sistemului de planificare
2. Planul dezvoltării economico-sociale şi planul de fabricare şi realizare
3. Unităţi de măsură şi indicatori valorici ai producţiei
1. Caracteristica generală şi clasificarea sistemului de planificare
Planificarea este funcţia de bază a managementului. Prin planificare la nivelul întreprinderii
se înţelege programarea, organizarea, coordonarea şi conducerea pe bază de plan a activităţii
economice.
Planificarea economică are un caracter complex şi este clasificată după mai multe criterii:
I. În raport cu obiectivele de dezvoltare:
a. planificarea strategică – se realizează la nivelul top management, are obiective
pe termen lung
b. planificarea tactică – vizează acţiunile şi activităţile operative ce trebuie
efectuate pe perioade medii şi scurte
II. În raport cu perioada (orizontul) de timp la care se referă:
a. planificare de perspectivă (pe 3-7ani) cu repartizarea unor indicatori economici
principali pe ani
persistă elemente tehnice şi economice necunoscute (calitatea materiei
prime, nivelul preţurilor etc.)
schimbările permanente ale mediului ambiant impune corectarea
planului
b. planificarea curentă – precizează pentru perioada de 1 an indicatorii care rezultă
din planificarea de perspectivă
c. planificarea operativă – se elaborează pe un trimestru, o lună, decadă, săptămînă,
schimb, oră.
III. În raport cu nivelul ierarhic la care se îndeplineşte planificarea
a. planificarea corporativă – planificarea strategică ce cuprinde obiective comune
pentru toate firmele pe care le grupează corporaţia
b. planificarea la nivel de unitate economică
IV. În raport cu modul de formare a deciziilor:
a. planificare formală – există un sistem formal cu compartimente specializate,
folosind metode şi tehnici bine determinate de indicatorii economici (secţia
planificare industrială, secţia planificare financiară)
b. planificare informală – se bazează pe competenţa celor ce lucrează. Se utilizează
de regulă la întreprinderile mici şi mijlocii.
V. În raport cu conţinutul activităţii de planificare:
a. planificare tehnico-economică (agregată) – stabilirea principalilor indicatori
cantitativi şi calitativi ai activităţii unităţii
Page 54
53
b. planificarea operativ-calendaristică – partea planului ce vizează planificarea
internă a activităţii diferitor subdiviziuni ( secţii, ateliere, sectoare, locuri de
muncă) pe termene scurte (lună, decadă, zi, schimb, oră). Caracterizează şi
asigură îndeplinirea indicatorilor prevăzuţi în planul de dezvoltare social-
economică.
2. Planul dezvoltării economico-sociale şi planul de fabricare şi realizare
La nivelul întreprinderii principalul document care stabileşte obiectivele şi sarcinile de
dezvoltare este Planul de dezvoltare social-economic.
Planul de dezvoltare social-economică stabileşte indicatorii de bază cantitativi şi calitativi,
ce urmează a fi realizaţi, termenii de realizare, resursele ce vor fi utilizate, nivelul prevăzut al
costurilor şi veniturile.
Pentru elaborarea Planului de dezvoltare social-economică se utilizează:
informaţia externă:
studii de marketing;
prognoze economice;
informaţia internă:
mărimea şi structura capacităţii de producţie;
numărul personalului, calificarea lui;
starea financiară;
necesarul de mijloace circulante etc.
Secţiunile Planului de dezvoltare economico-socială:
1. Producţia industrială: fabricarea şi realizarea.
2. Capacitatea de producţie şi gradul de utilizare a acestuia.
3. Măsuri de introducere a progresului tehnico-ştiinţific.
4. Îmbunătăţirea calităţii producţiei şi a produselor.
5. Aprovizionarea tehnico-materială şi desfacerea.
6. Investiţii şi costuri capitale.
7. Planul muncii şi al salarizării:
asigurarea, pregătirea şi perfecţionarea forţei de muncă
productivitatea muncii
salarizarea
8. Activitatea economică externă.
9. Costuri de producţie, beneficiul şi rentabilitatea
10. Organizarea protecţiei mediului ambiant.
11. Dezvoltarea socială.
12. Planul financiar.
Cu cît mai minuţios sunt elaborate toate compartimentele planului, cu atît mai uşor este de
realizat ceea ce s-a planificat în condiţiile economisirii resurselor şi ridicării calităţii.
Page 55
54
În funcţie de politica întreprinderii secţiunile planului pot fi extinse sau restrînse, procedura de
întocmire a Planului de dezvoltare social-economică poate fi prezentată prin următoarea schemă:
Planul producţiei este baza de la care se porneşte elaborarea celorlalte compartimente.
După elaborarea celorlalte compartimente se efectuează corectarea reciprocă şi echilibrarea
(resurse, timp de executare).
În condiţiile economiei de piaţă o parte din unităţi economice nu au portofoliu de comenzi
care să permită o planificare riguroasă. În aceste condiţii activitatea de planificare trebuie să fie
flexibilă bazîndu-se pe prognozele de vînzări care se determină pe baza studierii cererii la diferite
produse.
Planul de fabricare şi realizare – exprimă funcţia de bază a întreprinderii industriale şi
constă în:
determinarea sortimentului produselor;
calităţii;
perioada de timp în care urmează a fi livrată producţia pe piaţă.
Problema principală cîtă producţie poate fi realizată pe piaţă?
Avem:
produse pentru desfacerea pe pieţe anonime;
produse executate la comandă;
produse combinate.
Etapele elaborării planului de fabricare şi realizare:
1. Precizarea nomenclatorului producţiei de fabricat, a cantităţii şi calităţii
2. Elaborarea planului de producţie în unităţi fizice cu stabilirea (defalcarea) calendaristică
3. Determinarea stocurilor de producţie neterminată
4. Stabilirea capacităţii de producţie, determinarea gradului de utilizarea a acesteia,
compararea volumului şi calităţii producţiei cerute cu mărimea capacităţilor de
producţie existente
5. Elaborarea măsurilor tehnico-organizatorice care să asigure condiţiile necesare pentru
îndeplinirea planului de producţie
Page 56
55
6. Crearea cadrului organizatoric şi precizarea sistemului de control.
Deci, prin planul de fabricare şi realizare:
1. se realizează misiunea organizaţiei
2. asigură funcţionarea normală a întreprinderii prin gradul în care reuşeşte să stabilească
nomenclatorul produselor (cantitate, calitate) şi termenul de realizare
3. indicatorii planului dat influenţează celelalte compartimente al planului de dezvoltare
economico-socială.
Procesul planificării fabricaţiei şi realizării include următoarele elemente:
Sistemul de organizare a producţiei pe stoc este nerecomandabil sub raport economic,
crescînd riscul de a se executa produse pentru care nu se poate asigura desfacerea, provocîndu-se
astfel imobilizarea unor mijloace materiale şi financiare ale întreprinderii.
3. Unităţi de măsură şi indicatori valorici ai producţiei
În practica planificării producţiei se utilizează patru tipuri de unităţi de exprimare:
1 unităţi naturale sau fizice – m, kg, tone, kwh, l etc.
2 unităţi convenţional-naturale – cai-putere, borcane convenţionale etc.
Unităţi convenţional-naturale reprezintă unităţi de măsură fizică a unu produs
considerată în mod convenţional ca etalon pentru o grupă de produse cu caracteristici
asemănătoare.
3 unităţi de timp de muncă – exprimă volumul producţiei planificate prin cantitatea de
muncă necesară executării ei (om/h, om/zi)
4 unităţi valorice – exprimă valoarea producţiei (lei, mii lei, mln lei, )
Page 57
56
Din indicatorii valorici principali la nivelul unităţii industriale fac parte:
Producţia marfă
producţia globală
producţia netă
producţia realizată
Interdependenţa indicatorilor valorici ai producţiei fabricate
Producţia marfă
𝑃𝑀 = 𝑃𝑓 + 𝑃𝑐 + ∆𝑆 + 𝐿𝑖 + 𝑅 + 𝑃𝑠
𝑃𝑓 – valoarea produselor destinate livrării;
𝑃𝑐 - valoarea prelucrării materiei prime şi a materialelor primite de la clienţi;
𝑆𝑙- valoarea semifabricatelor din producţia proprie destinată livrării;
𝐿𝑖- valoarea lucrărilor cu caracter industrial;
𝑅- valoarea reparaţiilor capitale terminate, executate pentru utilaje şi mijloace proprii
𝑃𝑠- valoarea pieselor de schimb, executate de întreprinderea industrială, destinate a fi
consumate pentru reparaţii capitale.
Page 58
57
Volumul planificat al producţiei-marfă în preţuri curente, poate fi determinat prin relaţia:
𝑃𝑀 = ∑ 𝑄𝑖
𝑛
𝑖=1
∗ 𝐶𝑖 + 𝑆
𝑄𝑖- volumul producţiei fabricate în unităţi naturale;
𝐶𝑖- costul unitar al produsului ‘’i’’
n – numărul sortimentelor;
𝑆- valoarea altor lucrări cu character industrial.
Producţia globală:
𝑃𝐺 = 𝑃𝑀 + (𝑆𝑓 − 𝑆𝑖) + (𝑁𝑓 − 𝑁𝑖)
𝑆𝑓, 𝑆𝑖- stocuri de semifabricate la finele şi la începutul perioadei de gestiune;
𝑁𝑓, 𝑁𝑖 – stocuri de producţie neterminată la finele şi la începutul perioadei de gestiune.
Producţia netă
1. prin metoda de producţie (indirectă)
𝑃𝑁 = 𝑃𝐺 − 𝐶𝑚
𝐶𝑚- valoarea cheltuielilor material.
Se iau în consideraţie:
materiale şi materii prime
combustibil, energie, apă
amortizarea fondurilor fixe
alte cheltuieli materiale
2. prin metoda de repartiţie (metoda directă)
𝑃𝑁 = 𝐵 − ∑ 𝐶𝑣
𝐵 – beneficiul net;
𝑪𝒗- suma cheltuielilor de muncă vie.
𝐶𝑣 = 𝑅 + 𝐶𝑟 + 𝐼𝑟 + 𝐶𝑓𝑐 + 𝐴𝑣
𝑅 – retribuţiile;
𝐶𝑟- contribuţii asupra retribuţiilor;
𝐼𝑟- impozitul pe fondul de retribuţii;
𝐶𝑓𝑐- contribuţii la fondul de cercetare ştiinţifică, dezvoltare tehnologică;
𝐴𝑣- alte elemente ale muncii vii.
Page 59
58
Producţia realizată
𝑃𝑅 = 𝑃𝑀 − (𝑁𝑒𝑝𝑓 − 𝑁𝑒𝑝𝑖) − (𝑆𝑑𝑓 − 𝑆𝑑î)
𝑁𝑒𝑝𝑓, 𝑁𝑒𝑝𝑖 – producţia finită livrată beneficiarului neplătiă ( adică nu s-a încheiat
procesul de decontare între beneficiar şi furnizor), respectiv la finele
şi la începutul anului;
𝑆𝑑𝑓, 𝑆𝑑î – producţia finită ce nu a fost livrată şi se află la depozitul întreprinderii,
respectiv la finele şi la începutul anului.
Page 60
59
Tema XIII. Normarea resurselor de producţie şi determinarea rezervelor
interne de producţie
1. Norme şi normative: noţiune, clasificare. Funcţiile şi metodele normării
2. Rezervele interne ale întreprinderii
1. Norme şi normative: noţiune, clasificare. Funcţiile şi metodele normării
Normele sau normativele reprezintă baza activităţii de planificare. Împreună cu indicatorii
cantitativi, modelele şi modelarea, informaţia , ele oferă caracteristica procesului de producţie şi
rezultatele lui pe diferite perioade.
Oricare proces de producţie începe şi se bazează pe consumul factorilor de producţie, în
cazul în care avem insuficientă sau deficit procesul de producţie se opreşte. În cazul când este
excedent de factori se formează stocuri şi blochează mijloacele întreprinderii.
Procesul de normare permite echilibrarea în planul de perspectivă a necesităţilor şi
stocurilor de resurse.
Norma reprezintă o mărime prestabilă, real de îndeplinit exprimată de obicei în unităţi
fizice. Ea precizează limitele minime sau maxime de utilizare a le resurselor, pentru anumite
condiţii date, în vederea obţinerii unii calităţi de efect util.
Normativul – este o mărime prestabilă, care determină nivelul optim de desfăşurare a
activităţii şi utilizează expresii valorice sau calcule.
Clasificarea normelor
Criteriul de
clasificare Grupa de clasificare
În raport cu
obiectul
normării
cheltuieli
de muncă
normele de
utilizare a
mijloacelor de
muncă
normele de
organizare a
procesului de
producţie
normele de
utilizare a
resurselor
financiare
normele
calităţii
producţiei
În raport cu
caracterul
reglării
utilizării
resurselor
norme de cheltuieli de regimuri normele eficienţei
După gradul
de diferenţiere pe operaţie pe piesă pe produs
După gradul
de agregare individuale de grup
Principiile de elaborare a normelor şi normativelor:
1. Metoda analitică – se bazează pe documentaţia tehnică, tehnologică. Normele şi
normativele se stabilesc concomitent cu elaborarea şi implementarea măsurilor tehnico-
Page 61
60
organizatorice îndreptate spre ridicarea nivelului tehnic, modernizarea producţiei,
îmbunătăţirea calităţii competitivităţii.
2. Metoda statistică – se bazează pe analiza datelor statistice, contabile şi operative
referitoare la cheltuieli efective de muncă şi a resurselor materiale pe perioada
precedentă.
3. Metoda experimentală – normele se elaborează în baza rezultatelor unor experimentări,
cercetări, observaţii, măsurări efectuate în condiţii de laborator şi de producere.
4. Metoda combinată – utilizează concomitent toate metodele.
Funcţiile de bază ale normării:
instrument de calcul previzional
fundamentare a planului
stimularea a organizaţiei şi salariaţilor ei
control al eficienţei activităţii desfăşurate.
Necesitatea elaborării normelor şi normativelor:
prevenirea şi neadmiterea cheltuielilor supra normă a resurselor
asigurarea regimului stabilit de activitate a întreprinderii
evitarea abaterii de la caracteristicile prestabile ale producţiei fabricate
respectarea condiţiilor de lucru şi de protecţie a mediului ambiant
crearea bazei informative pentru planificarea activităţii întreprinderii
2. Rezervele interne ale întreprinderii
Rezervă – posibilităţi nefolosite ale întreprinderii, parte de resurse proprii ale
întreprinderii (L, M, K) care temporar nu sunt incluse în procesul de producţie sau nu participă
la fabricarea ei, deşi sunt introduse în procesul de producţie.
După grupe de rezerve:
1. Fondurile de rezervă ale întreprinderii, fonduri create concret pentru stocurile de
combustibil, materiale, piese de schimb, tehnică neinstalată:
au destinaţie bine determinată
sunt mobile
pot fi transmise dintr-o subdiviziune în alta
Fondurile de rezervă asigură elasticitatea şi cantitatea procesului de producţie şi trebuie
să aibă o mărime optimă.
2. Rezerve interne – se formează spontan în urma dereglării echilibrului şi schimburilor
structurale ale resurselor ce participă simultan în procesul de producţie.
Page 62
61
Clasificarea rezervelor interne
În funcţiei de felul rezervelor
În raport cu nivelul de
dirijare
În raport cu factorii de formare
În raport cu metodele de
evaluare
În raport cu perioada de mobilizare
financiare
materiale
tehnice (fonduri fixe)
de muncă
ale locului de muncă
ale sectorului
ale secţiei
ale întreprinderii
Factori externi
greşeli în planificarea dezvoltării întrep. sau subdiviziunii
sporirea neechilibrului capacităţii de producţie
deficitul unor resurse materiale
creşterea neuniformă şi neechilibrată
schimbarea nomenclatorului şi sortimentului
Factori externi
disbalanţa capacităţii secţiilor
necorespunderea funcţională a resurselor cu nomenclatorul
excedente de resurse
care se determină după metoda analitică
care se determină pe baza metodei funcţional-valorice
operative
curente
de perspectivă
Indicatorii de evaluare a rezervelor:
pentru fondurile fixe:
randamentul
structura tehnologică a fondurilor fixe – ponderea părţii active
gradul de sincronizare a liniilor în flux
pentru evaluarea rezervelor muncii:
productivitatea muncii într-o unitate de timp (piese/ora; piese/schimb)
gradul de folosire a fondului anual de lucru
coeficientul lor de faţă de fondul anual de lucru
pentru rezervele resurselor materiale:
coeficientul de utilizare a resurselor materiale
coeficientul resurselor energetice
Page 63
62
Tema XIV. Planul producerii şi realizării producţiei
1. Planul de producere şi componentele sale
2. Metode de conducere operativă a producţiei
3. Programarea propriu-zisă
4. Lansarea în producţie
5. Urmărirea şi controlul cantitativ al îndeplinirii programelor de producţie
1. Planul de producere şi componentele sale
Planul producerii şi realizării producţiei reprezintă planificarea operativă a procesului
industrial şi care constituie un ansamblu de activităţi prin care se indică cantitatea de produse sau
servicii ce se cer a fi executate într-o perioada de timp, în anumite condiţii de ritmicitate, calitate
şi cheltuieli de muncă.
Planificarea operativă constă în defalcarea planului anual de producţie al întreprinderii pe
verigi structurale elementare (secţii, ateliere, locuri de muncă) şi pe perioade scurte de timp (luni,
decade, zile, schimburi, ore).
Planificarea operativă cuprinde toate domeniile şi laturile activităţii întreprinderii:
producţie, aprovizionare, desfacere, dezvoltare, personal etc.
Programarea producţiei realizează în principal următoarele activităţi:
primirea, prelucrarea şi lansarea comenzilor
optimizarea structurii sortimentelor de fabricat pe termen scurt
întocmirea programelor de producţie
repartizarea lucrărilor din programul de producţie în timp şi spaţiu
minimizarea stocurilor de producţie
programarea elementelor auxiliare fabricaţiei (transport, reparaţii, scule)
asigurarea dispecerizării regiei, urmăririi şi actualizării programelor de producţie
respectarea termenilor de livrare
Page 64
63
Programarea producţiei
Funcţii:
Informare
Fundamentarea normativelor de programare
Elaborarea programelor operative
Coordonarea verigilor de producţie
Urmărirea şi reglarea operativă a producţiei
Obiective
Realizarea indicatorilor planificaţi
Ritmicitatea producţiei
Reducerea duratei ciclului de producţie
Utilizarea raţională a factorilor de producţie
Reducerea costurilor şi asigurarea calităţii
Programarea producţiei este o activitate complexă care cuprinde mai multe etape şi faze.
2. Metode de conducere operativă a producţiei
În practică se utilizează diferite metode de planificare operativă şi de reglare a producţiei
1. Planificarea la comandă:
în producţia pe unicate;
anumită succesiune a lucrărilor în spaţiu şi timp;
grafice de reţea;
termenii de executare conform comenzii.
Dezavantaje – încărcarea neuniformă a utilajului, staţionarea subansamblurilor
executate.
2. Planificarea pe seturi :
la producţia în serie
planificarea pe subdiviziuni ce fabrică un component (subansamblu) al
produsului finit
Page 65
64
Dezavantaj – diferenţa în durata ciclurilor de producţie şi a manoperei pentru
executarea subansamblurilor din set. Apare un volum mare de producţie neterminată,
sau stocuri de producţie supra normă.
3. Planificarea pe detalii:
la producţia în serii mari şi de masă
două variante:
pentru depozit – se menţin stocurile de completare, se garantează
asigurarea neîntreruptă
conform graficului de mişcare a detaliilor se asigură graficul lucrărilor
de asamblare.
4. Metoda de programare continuă a producţiei (MPCP) este accesibilă la orice tip de
producţie dar mai ales la întreprinderile mici şi mijlocii. Unitatea de programare (măsura
de programare) este completul-zi – cantitatea zilnică de piese necesare pentru fabricarea
produsului finit.
5. Metoda ,,Just in Time” (JIT). Este considerată de specialişti ca o condiţie importantă
pentru obţinerea unei organizări superioare a producţiei. Elaborată în Japonia ca rezultat
a lipsei de spaţiu şi resurse.
Principiul ,,JIT”
gruparea operaţiilor similare pentru a scurta timpul aşteptărilor
comenzile de fabricaţie trebuie transmise ultimului loc de muncă al procesului
tehnologic.
ultimul loc de muncă al procesului tehnologic transmite necesarul de piese şi
subansambluri locului de muncă precedent.
,,JIT’’ se utilizează la 2 niveluri:
în interiorul sistemului de producţie
în afara sistemului de producţie în relaţiile cu furnizorii
Condiţii:
stabilirea planurilor de producţie cu 3 luni înainte
lansarea comenzilor de materii prime şi materiale, numai după întocmirea acestor
planuri
planificarea producţiei pe centre de producţie
Page 66
65
punerea la punct în luna curentă, a programelor săptămânale sau zilnice şi
corectarea planurilor adoptate cu eventuale comenzi care au apărut ulterior.
6. Metoda Kanban – metoda etichetelor un subsistem a ‚,JIT’’ – locul precedent va începe
pe producerea numai după ce va primi confirmarea (eticheta) de la locul următor de
muncă.
3. Programarea propriu-zisă
Elaborarea programelor lunare:
Cerinţe:
respectarea termenului final de livrare a produselor
utilizarea raţională a factorilor de producţie
minimizarea stocurilor de producţie neterminată
simplificarea lucrărilor de programare, lansarea şi urmărirea producţiei.
Etapele şi fazele programării producţiei
I. Programarea propriu-zisă:
a. elaborarea programului calendaristic de producţie
b. elaborarea programului de producţie pe secţii
c. programarea în cadrul secţiilor de producţie
II. Lansarea în fabricaţie:
a. elaborarea documentaţiei de lansare
b. repartizarea pe secţii a documentaţiei de lansare
III. Executarea programului de producţie.
IV. Urmărirea şi controlul cantitativ al întreprinderii programului de producţie:
a. urmărirea şi controlul realizării ritmice
b. actualizarea programelor
I. Programarea propriu-zisă
Faza I – elaborarea planului de producţie lunar
Faza a II-a - elaborarea programului de producţie pe secţii
Faza a III-a - programarea în cadrul secţiilor, concretizarea programelor de
producţie pe ateliere (secţii, hale), formaţiuni (brigăzi, echipe) şi locuri de
muncă.
Page 67
66
Dacă subunităţile de producţie au o specializare tehnologică, fiind dependente una de alta
ca furnizare şi beneficiare, stabilirea programelor se complic, ele trebuie să fie perfect corelate
cantitativ şi cronologic (în timp). În acest caz, repartizarea sarcinilor de producţie trebuie
începută de la subunitatea cu producţia finală.
Page 68
67
Corelaţia între aceste variabile se numeşte ‚, devansare calendaristică’’ faţă de termenul
final.
Dacă avem un produs final „P”
unde Piesa 2 are durata cea mai lungă de producţie.
Atunci,
Timpul de devansare faţă de termenul final de livrare (d), în exemplul dat este:
𝑑 = 𝑡𝑡𝑝2+ 𝑡𝑝𝑝2
+ 𝑡𝑚𝑠1+ 𝑡𝑚𝐴1
+ 𝑡𝑚𝑝+ ∑ î
unde:
𝑡𝑡𝑝2 , 𝑡𝑝𝑝2
– timpul de turnare, respectiv de prelucrare la piesa 𝑃2
𝑡𝑚𝑠1, 𝑡𝑚𝐴1
, 𝑡𝑚𝑝- timpul de montaj al subansamblului 𝑆1 , ansamblului 𝐴1, şi a
produsului final P.
Potrivit acestei metode expresia analitică a programului operativ de producţie se determină prin
relaţia:
𝑃𝑝 = 𝑁𝑏 + 𝐿 + (𝑆𝑛 − 𝑆𝑒𝑓)
𝑃𝑝- programul de producţie
𝑁𝑏- necesarul de semifabricate al secţiei beneficiare
𝐿-cantitatea de obiecte (semifabricate) care trebuie livrate ca atare sau ca piese
de schimb unor beneficiari externi
𝑆𝑛 , 𝑆𝑒𝑓 – stocul normativ şi stocul efectiv de obiecte neterminate în luna
respectivă dintre secţia furnizoare şi cea beneficiară.
În faza a III-a se realizează repartizarea sarcinilor de producţie pe executanţi şi pe perioade
scurte de timp (decade, săptămâni, zile, etc.) Această detaliere, de regulă prezintă sub formă de
grafice de producţie.
Page 69
68
4. Lansarea în producţie
Lansarea în producţie – etapă a planificării operative de producere în care se elaborează
şi se transmite subunităţilor de producţie documentaţia referitoare la:
materii prime
materiale tehnologice
cheltuieli de muncă vie pe operaţii care vor sta la baza realizării programelor de
producţie.
Prin lucrările efectuate în cadrul lansării în producţie se asigură declanşarea executării
producţiei pe fiecare loc de muncă.
Se întocmesc o serie de documente:
Fişa de însoţire – se eliberează pentru fiecare piesă, subansamblu. Conţine denumirea
articolului, locul unde se execută, sculele necesare, operaţiile tehnologice, formaţia de
lucru.
Bonul de consum (de materiale) – se eliberează pentru fiecare material. Conţine
informaţii – felul materialului, cantitatea dată în consum, locul consumului.
Dispoziţia de lucru – sunt stabilite pentru muncitori şi indică operaţiile necesare, timpul
acordat operaţiilor, utilajul pe care se lucrează, muncitorul care execută operaţia.
Este considerată drept principalul act de declanşare a producţiei. Permite stabilirea
salariului personal, repartizarea costurilor cu salariile, controlul timpului de muncă.
5. Urmărirea şi controlul cantitativ al îndeplinirii programelor de producţie
Urmărirea şi controlul cantitativ al îndeplinirii programelor de producţie asigură
informaţiile necesare despre modul desfăşurării procesului de fabricare, în scopul luării unor
măsuri de corectare a abaterilor sau de actualizare a programelor.
Pe parcursul procesului de producţie pot apărea o serie de perturbări (tehnice, climaterice,
tehnologice, materiale)
Etapa de urmărire a controlului trebuie să asigure:
urmărirea funcţionării utilajelor
asigurarea trecerii continue a obiectelor muncii prin secţii şi ateliere, pe la locurile
de muncă.
preîntâmpinarea apariţiei unor dereglări în procesul de producţie
compararea continuă a sarcinilor de producţie realizate cu cele planificate
culegerea informaţiei despre îndeplinirea cantitativă şi calitativă a producţiei
Nivele de urmărire:
la nivelul sectorului de producţie ( se efectuează de către maiştri, şef de atelier )
la nivelul compartimentului (secţiei) PLUP (programe, lansare, urmărire a
producţiei) pentru secţiile întreprinderilor
la nivelul conducerii întreprinderii.
Activitatea normală a întreprinderii necesită asigurarea lansării producţiei finite în cantităţi
egale (uniforme), în unităţi egale în timp în conformitate cu sarcina de plan:
Încălcarea ritmicităţii producţiei este cauzată de:
Page 70
69
asigurarea inexactă cu materie primă, materiale, semifabricate
disproporţionalitatea încărcării utilajului şi staţionarea neproductivă a utilajului
greşeli în calculele planului grafic
nivel scăzut al disciplinei de producţie şi tehnologice
Coeficientul ritmicităţii – arată cota parte a producţiei livrate în fiecare decada, zi, schimb
în componenţa lunii.
Dacă avem 22 zile lucrătoare atunci norma zilnică va fi 100 / 22 = 4,54 % din sarcina
lunară. În acest caz dacă în lună sunt 3 decade în care s-au lucrat:
I. 7 zile
II. 7 zile
III. 8 zile, atunci
I. 7 * 4,54 = 31,8%
II. 7 * 4,54 = 31,8 %
III. 8 * 4,54 = 36,4%
Îndeplinirea reală a planului se determină pornind de la livrarea producţiei în limitele
planului.
𝐶𝑟 =𝐴𝑅
𝐴𝑃
𝐶𝑟- coeficientul de ritmicitate
AR –volumul producţiei livrate ce nu este mai mare decît cel de plan, mii lei
AP - volumul livrării producţiei în această perioadă
Coeficientul de uniformitate – se utilizează pentru producţia în masa şi serie mare
𝐶𝑢 = 1 −𝐴𝑛
𝐴𝑃
𝐴𝑛- neîndeplinirea planului livrării producţiei, mii lei
Acest indicator se realizează pentru estimarea pregătirii producţiei în fiecare zi.
Page 71
70
Tema XV. Capacitatea de producţie şi perfecţionarea utilizării ei
1. Capacitatea de producţie. Noţiune, Metodologia generală de calcul a capacităţii de
producţie
2. Planificarea gradului de utilizare a capacităţii de producţie
1. Capacitatea de producţie. Noţiune. Metodologia generală de calcul a capacităţii de
producţie
Capacitatea de producţie – producţia maximală ce poate fi obţinută într-o perioadă dată,
pentru o anumită structură şi calitate a producţiei în condiţiile folosirii depline (intensive şi
extensive) a fondurilor fixe productive, potrivit celui mai eficient regim de lucru şi de organizare
a producţiei şi muncii.
Capacitatea de producţie este mai mare decît planul de producţie. Planul (P) se bazează pe
producţia posibilă (Pp) care este sub nivelul capacităţii producţiei (Cp) în baza locurilor înguste ce
limitează producţia.
𝐶𝑝 > 𝑃𝑝 > 𝑃
Dieferenţa între Capacitatea de producţie şi Planul volumului producţiei planificate
constituie rezerva potenţială de producţie (Rp).
𝑅𝑝 = 𝐶𝑝 − 𝑃
Capacitatea de producţie se exprimă în unităţi naturale sau convenţional-naturale.
Factorii de influenţă a Capacităţii de producţie:
a. tehnici:
structura cantitativă (Q) a fondurilor fixe, nivelul parţii active
structura calitativă a fondurilor fixe
vârsta utilajului
nivelul utilizării utilajului (intensivă, extensivă)
calitatea şi componenţa materiei prime
sortimentul producţiei
b. organizatorici
gradul (nivelul) de specializare, concentrare, cooperare a producţiei
ritmicitatea producţiei
optimizarea programului de producţie
c. economici
formele de salarizare
sistemele de stimulare materială
Sub aspect metodologic, calculul Cp este divizat conform celor două grupări a unităţilor de
producţie:
Page 72
71
I. grupa unităţilor economice unde produsul finit se obţine ca urmare a prelucrării materiei
prime la un singur utilaj. Prin acest caz Cp a subdiviziunii se determină însumându-se
capacităţile maşinilor, sau agregatelor aparatelor care execută produsul respectiv
Furnale, turbine, automobile, mijloace de transport).
II. grupa la cere produsul finit se obţine ca urmare a prelucrărilor materiei prime în mod
succesiv la o serie de maşini sau instalaţii.
În acest caz Cp se calculează după capacitatea ‚, verigii conducătoare’’ – sector, atelier în
care se efectuează cele mai importante operaţii ale procesului tehnologic.
Capacitatea de producţie a celorlalte verigi se determină cu ajutorul normelor de consum.
Veriga conducătoare permite să fie stabilite:
Locuri înguste – capacitatea de producţie este mai mică decît veriga conducătoare
Locuri largi – unde Cp este mai mare decât veriga principală
Cunoscându-se locurile înguste şi locurile largi se pot lua măsuri pentru lichidarea lor.
Capacitatea de producţie este o mărime anuală.
𝐶𝑝 = 𝑛 ∗ 𝑇𝑑
𝑛 – norma de producţie a utilajului, exprimată în unităţi fizice;
𝑇𝑑- fondul de timp disponibil (ore)
Pentru procese continue (24/24)
𝑇𝑑𝑐𝑜𝑛𝑡= 𝑇𝑐 − (𝑇𝑜𝑝𝑡
+ 𝑇𝑅)
𝑇𝑐 – fondul de timp calendaristic (ore)
𝑇𝑜𝑝𝑡- timpul necesar opriri tehnologice
𝑇𝑅- timpul necesar pentru efectuarea reparaţiilor preventive-planificate pentru
un an
Pentru procese discontinue (8/24, 16/24)
𝑇𝑑𝑑𝑖𝑠𝑐= [𝑇𝑐 − (𝑇𝑜𝑝 + 𝑇𝑅 + 𝑇𝑙)] ∗ 𝑛𝑠 ∗ 𝑑𝑠
100 − %𝑃
100
𝑇𝑑𝑑𝑖𝑠𝑐 – durata timpul de funcţionare discontinue (întreruptă);
𝑇𝑙- timpul liber (zile de odihnă, sărbători);
𝑛𝑠- numărul schimburilor;
𝑑𝑠- durata unui schimb;
P – procentul planificat de întreruperi curente
Pentru întreprinderi sezoniere
𝑇𝑑 = 24 ∗ 𝑇𝑐𝑎𝑚𝑝
𝑇𝑐𝑎𝑚𝑝 – durata campaniei de recoltare.
Page 73
72
Structura timpului calendaristic
2. Planificarea gradului de utilizare a capacităţii de producţie
Capacitatea de producţie are un caracter dinamic, se modifică permanent. De aici apare
necesitatea de a se determina capacitatea de producţie în fiecare an şi de a face comparaţii cu anul
precedent.
𝐺𝑟𝑐𝑝 =𝑃
𝐶𝑝𝑎
∗ 100
𝐺𝑟𝑐𝑝- gradul de utilizare a capacităţii de producţie;
𝑃 – producţia planificată pentru anul dat;
𝐶𝑝𝑎- capacitatea de producţie medie anuală.
𝐶𝑝𝑎= 𝐶𝑒𝑥 + 𝐶𝑖𝑛 ∗
𝑇𝑓
12− 𝐶𝑝𝑠𝑐𝑜𝑠 ∗
𝑇𝑛𝑓
12
𝐶𝑒𝑥- Cp existentă la începutul anului;
𝐶𝑖𝑛- Cp introdusă pe parcursul anului;
𝑇𝑓 – timpul de funcţionare a utilajului (luni);
12 – luni în an;
𝐶𝑝𝑠𝑐𝑜𝑠 - Cp scoasă din funcţiune pe parcursul anului;
𝑇𝑛𝑓 – timpul de nefuncţionare a utilajului (luni).
Page 74
73
De exemplu:
𝐶𝑒𝑥- 100 mii
𝐶𝑖𝑛- 5 mii
𝑇𝑓 – 7
𝐶𝑝𝑠𝑐𝑜𝑠 - 7 mii
𝑇𝑛𝑓 – 4
𝐶𝑝𝑎= 100 000 + 5000 ∗
7
12− 7000 ∗
4
12= 100 583,3 𝑙𝑒𝑖
În cadrul întreprinderii se întocmeşte balanţa capacităţii de producţie la începutul anului,
care cuprinde întreaga întreprindere şi îmbracă forma unui tabel.
Cp
a verigii
conducătoare
Secţia A Secţia B Producţia
posibilă Necesar
Cp
Existent
de Cp
Excedent(+)
deficit (-)
Necesar
Cp
Existent
de Cp
Excedent
(+)
deficit (-)
5 000 5 000 5 500 +500 5 000 4 200 - 800 4 200
În baza balanţei capacităţii de producţie întreprinderea poate determina ce portofoliu de
comenzi poate să realizeze.
Căi de îmbunătăţire a utilizării capacităţii de producţie:
1. Intensivă – perfecţionarea proceselor de producţie, procedeelor de fabricare,
modernizare a maşinilor, creşterea nivelului de instruire a muncitorilor, respectarea
tehnologiilor stabilite.
2. Extensivă – modificarea numărului de schimburi, procurarea unor maşini noi cu
capacitate ridicată, creşterea segmentului de piaţă, întărirea disciplinei.
3. Mixtă – îmbină primele două metode.
Page 75
74
Tema XVI. Managementul aprovizionării tehnico-materiale a întreprinderii
1. Aprovizionarea tehnico-materială, noţiuni şi sarcini
2. Organizarea aprovizionării tehnico-materiale
3. Elaborarea programului de aprovizionare tehnico-materială. Normarea consumului.
Elaborarea programului de aprovizionare
4. Gestiunea stocurilor - tipuri de stocuri – managementul stocurilor
5. Sistemul de aprovizionare ‚,Just in Time’’, ,,Kanban’’. Alte sisteme
1. Aprovizionarea tehnico-materială, noţiuni şi sarcini
Aprovizionarea – un ansamblu de operaţii care permit unităţii economice să dispună de
bunurile economice şi serviciile necesare desfăşurării în condiţii optime a activităţii sale.
Obiectivul principal al aprovizionării tehnico-materiale: asigurarea completă şi complexă
cu resurse materiale şi echipamente tehnice corespunzătoare calitativ, la locul şi temenele
solicitate, cu un cost minim.
În cadrul întreprinderii mari sau mici există servicii specializate care sunt responsabile de
Aprovizionarea tehnico-materială (ATM).
Activităţile serviciilor de ATM:
Identificarea şi stabilirea volumului şi structurii de materiale şi resurse energetice
necesare;
Determinarea consumului de materiale şi resurse energetice reeşind din planul de
producţie;
Determinarea pe criterii economice a stocurilor de resurse materiale;
Studierea pieţei interne de resurse materiale în vederea determinării celor mai
avantajoşi furnizori;
Alegerea furnizorilor şi declanşarea procesului de semnare a contractelor;
Asigurarea condiţiilor normale de primire-recepţie a loturilor de materiale sosite de
la furnizori;
Organizarea spaţiilor de depozitare;
Urmărirea şi controlul utilizării resurselor materiale.
2. Organizarea aprovizionării tehnico-materiale
Pentru îndeplinirea activităţii de aprovizionare, conducerea întreprinderii poate adopta
organizarea aprovizionării tehnico-materiale după unul din următoarele sisteme:
I. sistemul funcţional
II. sistemul de organizare pe grupe de materiale
III. sistemul de organizare în funcţie de destinaţia de consum a resurselor materiale
IV. sistemul mixt
Page 76
75
I. Sistemul funcţional – toate activităţile sunt grupate pe sectoare
II. Sisteme de aprovizionare pe grupe de materiale
Fiecare sector este responsabil de asigurarea structurii materiale pentru care se formează
– de la fundamentarea necesităţilor , pînă la aducerea, gestionarea şi controlul utilizării acestora,
precum şi asigurarea depozitării acestora.
III. Sisteme de aprovizionare în funcţie de destinaţia de consum
Page 77
76
IV. Sistemul mixt de aprovizionare
3. Elaborarea programului de aprovizionare tehnico-materială. Normarea
consumului. Elaborarea programului de aprovizionare
Elaborarea programului de aprovizionare are două etape:
1. de pregătire a întocmirii programului
2. de elaborare propriu-zisă
1. La prima etapă se culeg şi se prelucrează datele generale pentru întocmirea planului.
Pentru fiecare categorie de resursă se determină norma de consum.
Norma de consum – cantitatea maximă dintr-un anumit material prevăzut pentru consum
în scopul obţinerii unei unităţi de produs sau al executării unei unităţi de lucrări.
𝑁𝑐 = 𝐶𝑢 + 𝑃𝑡 + 𝑃𝑛𝑡
𝐶𝑢- consum util (net) – cantitatea de material ce poate fi regăsită în produsul finit;
𝑃𝑡- pierderi tehnologice;
𝑃𝑛𝑡 – pierderi netehnologice, cauzate de proprietăţile fizico-chimice, de timp ,
tehnico-organizatorice.
În normarea consumurilor se utilizează indicatorii:
Coeficientil de utilizare a materialelor
𝐾𝑢 =𝐶𝑢
𝑁𝑐
𝐶𝑢- consum util
𝑁𝑐- norma de consum
Coeficientul de consum de material
𝐾𝑐 =𝑁𝑐
𝐶𝑢
Page 78
77
Pentru determinarea mărimii normelor de consum de material se folosesc metodele:
Metoda analitică – se bazează pe calculele fiecărui element component al consumului
în baza unor metodologii şi indicatori normativi.
Metoda experimentală – se utilizează atunci cînd lipsesc normativele necesare de
folosire a metodei analitice de calcul.
Metoda statistică – se bazează pe datele statistice existente ce se referă la consumuri
esemănătoare.
Elaborarea programului de aprovizionarem. Structura planului de aprovizionare
material
Necesităţile de resurse materiale
pentru consum
Surse pentru acoperirea necesităţilor de
consum ( pe surse de provenienţă ) -
Resurse
1. Necesar pentru realizarea planului şi
programelor de producţie, desfăşurarea
activităţii de ansamblu a unităţii
economice - 𝑁𝑝𝑙
1.Surse interne (proprii) ale unităţii
economice:
a) Stocul preliminat de resurse materiale
pentru începutul perioadei de gestiune - 𝑆𝑝𝑖
b) Alte surse interne - 𝐴𝑟𝑖
2.Necesarul pentru formarea stocului de
resurse materiale la sfîrşitul perioadei de
gestiune - 𝑆𝑠𝑓
2. Surse din afara unităţii economice.
3.Necesar total de resurse materiale pentru
realizarea planului de producţie specifică
a unităţii economice (rd1+rd2) a activităţii
generale a acesteia - 𝑁𝑡𝑝𝑙
3. Necesar de aprovizionat cu resurse
materiale de pe piaţa internă şi
internaţională de materii prime şi produse
𝑁𝑎
Total necesităţi de resurse materiale şi
energetice (𝑁𝑡𝑝𝑙)
Total resurse materiale şi energetice de
acoperire a necesităţilor de consum
(𝑆𝑃𝐼 + 𝐴𝑟𝑖 + 𝑁𝑎
Metode de calculare a necesarului de materiale
1. Metoda calculului direct
𝑁𝑝𝑙𝑎 = ∑ 𝐶 ∗ 𝐶𝑠𝑝𝑖
𝑚
𝑖=1
𝑁𝑝𝑙𝑎 – necesarul de materiale planificate;
𝑁𝑝𝑙𝑎- volumul fizic al producţiei prevăzute pentru fabricaţie;
𝐶𝑠𝑝𝑖- consum specific stabilit prin proiect pentru fiecare produs de tip ,,i’’
se calculează în baza normelor de consum;
2. Metoda calculului prin analogie – se utilizează pentru produsele noi, care nu au fost
fabricate, dar urmează să fie trecute în producţia de serie, iar consumurile specifice din
documentaţii nu sunt încă definitivate.
Page 79
78
𝑁𝑝𝑙𝑎 = 𝑄𝑖 ∗ 𝑁𝑐𝑖 ∗ 𝐾
𝑄𝑖- cantitatea de produse;
𝑁𝑐𝑖- norma de consum specific pentru realizarea unităţii de produs analogic;
𝐾- coeficientul de corecţie, care exprimă diferenţa dintre produsele analoage.
3. Metoda coeficienţilor dinamici
𝑁𝑝𝑙 = 𝐶 ∗ 𝑘𝑞 ∗ 𝑘𝑛
Unde:
𝑘𝑞 =𝑄1𝑙
𝑄𝑏𝑎𝑧ă; şi 𝑘𝑛 =
𝑛𝑐𝑝𝑙
𝑛𝑐𝑏𝑎𝑧ă;
𝐶 – consumul total efectiv de materiale înregistrate în perioada precedentă de
bază;
𝑘𝑞- coeficientul care exprimă modificarea volumului de producţie în perioada de
plan faţă de bază;
𝑘𝑛- coeficientul de modificare a normei de consum în perioada de plan faţă de
perioada de bază.
4. Metoda de calcul pe baza sortimetului
Se utilizează atunci cînd se fabrică o gamă sortimentală de produse foarte largă.
𝑁𝑝𝑙 = ∑ 𝑄𝑖 ∗ 𝑛𝑐𝑖
𝑛𝑐𝑖- norma de consum specific pentru sortimentul de tip ‚,i’’.
În baza datelor obţinute se întocmeşte programul de aprovizionare tehnico-materială care
este defalcat pe anumite perioade şi transmis la responsabilii de managementul stocurilor.
4. Gestiunea stocurilor - tipuri de stocuri – managementul stocurilor
Stocul este o anumită cantitate de rezervă a fi utilizată într-o anumită perioadă de timp.
Stocurile se acumulează la depozite, într-un anumit volum, o anumită structură pe o anumită
perioadă de timp şi cu un anumit scop.
Mărimea stocurilor depinde de natura şi caracteristicile materialelor şi a produselor. De
regulă mărimea stocului este calculată în zile, adică perioada de timp în care se consumă cantitatea
de materiale stocată.
În dependenţă de stocurile pe care le realizează, stocurile se clasifică în mai multe categorii:
a) Stoc curent este cantitatea de materiale care asigură procesul de producţie în condiţii
normale de activitate
Page 80
79
𝑆𝑐 = 𝐶𝑧𝑖𝑙𝑛𝑖𝑐 ∗ 𝑇
𝑆𝑐- stoc curent
𝑇- timpul dintre două livrări succesive, intervalul mediu de timp;
𝐶𝑧𝑖𝑙𝑛𝑖𝑐 – consumul zilnic de materiale
b) Stoc de rezervă sau de siguranţă:
𝑆𝑠𝑖𝑔 = 𝐶𝑧𝑖𝑙𝑛𝑖𝑐 ∗ (𝑡1 + 𝑡2 + 𝑡3)
𝑡1 – timpul necesar pentru stabikirea legăturii cu furnizorii şi pregătirea de
către acestia a unui lot de livrare, se calculează în zile.
𝑡2- timpul necesar transportării materialelor de la furnizor la beneficiar.
𝑡3- timpul pentru descărcarea, recepţionarea şi depozitarea materialelor.
c) Stocul de pregătire (condiţionare) pentru materiale ce necesită a fi pregătite înainte
de a intra în fabricare.
𝑆𝑝𝑟𝑒𝑔 = 𝐶𝑧𝑖𝑙𝑛𝑖𝑐 ∗ 𝑡𝑝𝑟𝑒𝑔𝑡𝑒ℎ𝑛
𝑡𝑝𝑟𝑒𝑔𝑡𝑒ℎ𝑛- timpul de pregătire sau condiţionare pentru acel material, zile.
Page 81
80
d) Stoc sezonier
𝑆𝑠𝑒𝑧 = 𝐶𝑧𝑖𝑙𝑛𝑖𝑐 ∗ 𝑡
𝑡𝑜- timpul de întreruperi, în zile calendarisitice, în aprovizionarea cu
materialul respectiv.
Stocul de materiale la începutul perioadei de plan:
𝑆î = 𝑆𝑒𝑥 + 𝐼 − 𝐶
𝑆î – stocul de resurse materiale la începutul perioadei de plan;
𝑆𝑒𝑥 – stocul de material existent în momentul elaborării planului de
aprovizionare;
I – intrările de material din momentul elaborării planului şi pînă la
începutul perioadei de plan propriu-zisă;
C – consumul de material ce se va înregistra în intervalul respective de
timp.
Necesarul de aprovizionat cu un material dat
𝑁𝑎 = 𝑁 + 𝑆𝑓 − 𝑆Î − 𝑅𝑖
𝑁𝑎- necesarul de aprovizionat cu un material de la furnizori;
𝑅𝑖- resurse interne ce pot fi folosite în cursul anului din materialul
respectiv;
𝑆𝑓- stocul de material dat la sfîrşitul perioadei de plan.
5. Sistememe de aprovizionare
Just in time (JIT) reprezintă o metodă economică de organizare a aprovizionării cu resurse
materiale, care se bazează pe principiul că un sistem avansat de producţie trebuie să funcţioneze
cît mai aproape de situaţia ideală, adică cu stocuri la nivel zero şi numai întâmplător să fie
constitute stocuri mai mari de o zi. Din această cauză metoda JIT mai este cunoscută sub denumirea
„zero stocuri”.
Page 82
81
O trăsătură a JIT este folosirea întregii capacităţi a muncitorilor, mărirea responsabilităţii
de a produce de calitate, părţi exacte, la timp care să asigure procesele următoare. Dacă ei nu pot
avea această responsabilitate, sunt „ajutaţi să oprească procesul de producţie şi să cheme după
ajutor”. Marea responsabilitate conduce la îmbunătăţirea proceselor de producţie.
Obiectivele JIT :
majorarea profiturilor;
returnarea investiţiilor cu costuri reduse;
reducerea stocurilor;
îmbunătăţirea proceselor de producţie.
Se impun patru reguli pentru a reuşi în metoda JIT:
1. a cointeresa personalul în participare;
2. calitatea este o treabă a tuturor;
3. a respecta planificarea;
4. a îmbunătăţi performanţele furnizorilor.
Din cele expuse mai sus reiese nivelul ridicat de calitate pe care îl presupune JIT. Sistemul
analizat foloseşte trei abordări pentru rezolvarea problemelor de calitate:
1. Proiectarea calităţii în produs şi proces. Sistemul JIT reexecută produse
standardizate, prin loturi de muncă standardizate, de muncitori care ştiu exact ce
au de făcut şi care folosesc echipament standardizat.
2. Conlucrarea cu furnizorii, fapt ce permite minimizarea neînţelegerilor.
3. Atribuirea responsabilităţilor de calitate înaltă muncitorilor, executorilor, ceea ce
presupune echipament adecvat, instruire adecvată, sprijinirea şi încurajarea
eforturilor de rezolvare a problemelor, cînd acestea apar.
Cauzele de bază ale calităţii reduse sunt evaluate astfel:
30% - producerea;
30% - furnizorii;
40% - conceperea.
Unitatea sistemului JIT este asigurată de programul de „master”, sau programul final de
asamblare. Acest instrument de planificare şi programare este elaborat pentru o perioadă fixă, de
la 1 la 3 luni, începînd cu munca finalizatoare şi ținând de activitatea centrelor de producţie, situate
în amontele unităţii de asamblare.
Programul de producţie „master”, cu detaliere lunară, se transmite centrelor de producţie
şi furnizorilor. Aceştia îşi stabilesc programul, capacitatea necesară, supramunca, echipamentele
noi, care asigură respectarea termenelor dorite.
Sistemul JIT este flexibil, deoarece permite trecerea rapidă de la un produs la altul, în urma
reducerii sistematice a timpului lor de pregătire, încheiere, şi este rigid, deoarece programul de
producţie pe un anumit orizont de timp este „bătut în cuie”. Pentru a nu apărea diferenţe mai mari
între programul realizat şi structura cererii reale există o mare presiune asupra acurateţei
previziunilor şi respectării programelor operative, deoarece, o dată stabilite, ele nu mai pot fi
Page 83
82
schimbate fără a afecta performanţele sistemului. Din acest punct de vedere sistemul este rigid,
dispunând de foarte puţine rezerve.
Modalitatea prezentată de elaborare a programului „master” se bazează pe sistemul de
circulaţie de tip „Pull” (a trage).
Termenii „Pull” şi „Push” sunt folosiţi pentru a descrie două sisteme diferite de mişcare a
obiectelor muncii prin procesul de producţie.
În sistemul „Push” (a împinge), cînd s-a terminat execuţia unei operaţii, piesele sunt
împinse (predate) operaţiei următoare. La ultima operaţie, produsele finite sunt trecute în stadiul
de stoc de produse finite.
În sistemul „Pull” fiecare loc de muncă trage de la locul de muncă imediat anterior toate
materialele necesare care trebuie folosite pentru executarea operaţiei specifice lui, potrivit
secvenţei de operaţii de realizat. Pentru ca metoda să dea rezultatele dorite, se impune să se asigure
ca fiecare piesă sau componentă care va fi folosită la linia de asamblare să se execute în cantităţile
necesare pentru realizarea producţiei finite.
Kanban este un subsistem al JIT, care asigură controlul ordinii activităţilor şi stocurilor.
În conformitate cu managerii europeni şi de peste ocean, japonezii au pus la punct o serie de
metode, ce le-au adus realizări deosebite, printre care metoda KanBan (etichetelor) ocupă un loc
important. Metoda a fost pusă în aplicare cu bune rezultate, de foarte multi ani, de firma „Toyota
Motor Company”.
Metoda KanBan prevede existenţa unei producţii industriale realizate pe posturi de lucru,
plasate unele lîngă celelalte pe fluxul tehnologic în sensul mişcării acelor de ceasornic. Reperul
este preluat succesiv, trecînd de la un post de lucru la altul, de la stînga la dreapta. Paralel cu fluxul
tehnologic se creează un flux al circulaţiei informaţiilor în sens invers procesului tehnologic,
denumit „Fluxul de KanBan-uri”
Condiţia esenţială a aplicării acestei metode este că postul de lucru i condiţionează volumul
de producţie ce va fi uzinat la postul de lucrul i –1 şi are producţia condiţionată, la rîndul său de
postul de lucru i+1 . Adică postul de lucru i comandă ce şi cît va produce postul de lucru i+1, dar
are la rîndul său producţia comandată – ce şi cît - de către postul de lucru i-1 ş.a.m.d.
Flux tehnologic Flux tehnologic
Flux Flux Flux
KanBan-uri KanBan-uri KanBan-uri KanBan-uri
Reperele circulă de la post de lucru la altul aşezate în containere, fapt ce conduce la
următoarea situaţie: postul de lucru i primeşte de la postul de lucru i–1 un container cu repere în
care se găseşte o etichetă KanBan, pe care o ridică şi o returnează postului de lucru i–1, eticheta
Postul de
lucru i-1
Postul de
lucru i
Postul de
lucru i+1
Page 84
83
ce reprezintă pentru aceasta o dispoziţie de uzinare (de producţie) a unui container de repere, dată
de către postul de lucru i. Postul de lucru i –1, cînd a terminat uzinarea reperelor, le aşează în
container, împreună cu o etichetă KanBan, pe care-l trimite postului de lucru i. La rîndul său,
postul de lucru i va uzina reperele în cantitatea şi calitatea cerută de postul de lucru i+1, le va aşeza
în containere împreună cu eticheta şi le va trimite postului de lucru următor, deci i+1.
Conform acestui raţionament, între două posturi de lucru consecutive se află un număr finit
de etichete KanBan , egal cu numărul de containere care circulă între ele sau aşteaptă la uzinare.
Se constată deci că, dacă toate etichetele KanBan sunt la postul de lucru i, atunci i–1 nu are nici o
etichetă în planul său de uzinare, deci are producţia întreruptă, așteptând comanda de la postul de
lucru i, care de fapt, dirijează producţia postului de lucru i-1. Prin urmare, o etichetă KanBan în
această situaţie poate fi în planul de uzinare al postului de lucru producător şi acesta are deci
comanda de lucru, sau la postul de lucru beneficiar, situaţie în care postul de lucru precedent are
producţie sistată.
Atunci cînd posturile de lucru nu sunt situate la distanţă unul faţă de altul, în secţii diferite,
este recomandabil de a crea depozite de stocaj pentru containere, atît la postul de lucru producător,
cît şi la beneficiar. În acest caz alături de eticheta KanBan propriu-zisă de producţie, se va folosi
şi o etichetă KanBan de transport, care va însoţi containerele pe parcursul transportului. Se
procedează astfel: operatorul de transport va căuta să aducă un nou container din depozitul de
stocuri al postului de lucru i–1 cînd postul de lucru i a folosit containerul cu piese de la care i-a
ridicat eticheta KanBan de transport . Luând containerul cu repere din depozitul de stocaj al
postului de lucru i–1, reţine eticheta KanBan de producţie, pe care o returnează împreună cu un
container gol postului de lucru i–1, dând de fapt acestuia comanda de uzinare. Apoi el va deplasa
containerul cu repere la depozitul de stocaj al postului de lucru i, unde i se va ataşa o etichetă
KanBan de transport, de unde apoi la cerere va fi introdus pentru uzinare la postul de lucru i.
Procesul de mişcare a KanBan-urilor
Depozit de Depozit de
stocaj i -1 stocaj i
P
containere containere
cu etichete cu etichete
de producţie de transport
Etichetele sunt concepute pentru fiecare tip de repere ce se uzinează şi conţin date pentru
identificarea posturilor de lucru care uzinează reperul, cărora li se adresează reperul, cantitatea din
fiecare reper, caracteristicile acestuia, nivelul stocului de siguranţă. Problema principală pentru
operator este de a stabili ordinea de prioritate a introducerii reperelor în fabricaţie, atunci cînd ele
se produc în cantităţi diferite, dar formează conţinutul aceluiaşi container. Raţionamentul este că
se va lansa în fabricaţie de fiecare dată reperul, evitându-se apariţia rupturilor în flux de producţie.
Postul de
lucru i -1
Postul de
lucru i
Postul de
lucru i+1
Page 85
84
Este bine să se constituie un stoc minim de containere pentru fiecare reper fabricat. În acest caz
se folosesc pentru fiecare reper doi indici, şi anume: unul al producţiei totale, iar celălalt al
nivelului de alertă la care trebuie lansat în producţie reperul respectiv. Deci fiecare etichetă din
planul de uzinare al punctajului de lucru va avea doi indici.
Exemplu: În planul de uzinare al postului de lucru i–1 sunt prevăzute reperul R1 cu 8
etichete în circulaţie, reperul R2 cu 5 etichete în circulaţie.
Cazul 1. În planul de uzinare al postului de lucru i–1 nu există etichete, deci aceasta are
producţie sistată, nefiind cerere din partea postului de lucru i.
Cazul 2. În planul de uzinare a al postului de lucru i–1 există trei etichete KanBan din
fiecare reper. Deci, pentru reperul R1 vor fi în stocaj 8 – 3 = 5 containere; pentru reperul R3 vor fi
în stocaj 3 – 3 = 0 containere ; pentru reperul R2 vor fi în stocaj 5 – 3 = 2 containere. Deci pentru
reperele R1 şi R2 se vor folosi etichete KanBan de transport, iar pentru reperele R3 se va lua
decizia de a fi lansat preferenţial în fabricaţie la postul de lucru i–1.
Stabilirea numărului de containere. Pentru calculul numărului de containere se va folosi
formula:
𝑁 = (𝑁𝑟 ∗ 𝑅𝑓 ∗ 𝐾)/𝐶𝑐
unde : N – numărul de personal;
𝑁𝑟 –numărul mediu de repere solicitat în unitatea de timp;
𝑅𝑓 – cadenţa fabricaţiei( intervalul de timp la care pus la dispoziţia
fabricaţiei un container);
K – coeficientul de corectare (aproximativ 10% din 𝑁𝑟 ∗ 𝑅𝑓).
Conform opiniei profesorului Shiego Schinga, expusă în lucrarea „Managementul
producţiei”, problema principală este nu cum determinăm numărul de containere, ci cum
îmbunătăţim sistemul de producţie pentru a folosi un număr minim de containere în circulaţie.
Acest lucru poate fi realizat prin: reducerea timpului pentru schimbarea seriei de fabricaţie;
reducerea sau înlăturarea neritmicităţilor în fabricaţie; asigurarea supremaţiei stocurilor de
siguranţă atunci cînd ele sunt judicios dimensionate etc.
Implementarea metodei. Aplicarea acestei metode în practică presupune:
existenţa unui sistem informaţional bine pus la punct, care să evidenţieze toate
problemele dificile cu care se confruntă managementul producţiei în unitatea
respectivă;
asigurarea unei fluidităţi ridicate a circulaţiei produselor;
studierea atentă a cerinţelor pieţei produsului respectiv;
eliminarea hazardului şi dezvoltarea unor relaţii de parteneriat atît cu furnizorii, cît
şi cu beneficiarii;
polivalenţa profesională a executanţilor care să fie folosiţi nu numai la activităţi de
bază, ci şi în cele de deservire, întreţinere;
creşterea continuă a nivelului calităţii produselor.
Implementarea metodei conduce la o serie de avantaje, printre care enumerăm: rapiditatea
circulaţiei informaţiilor despre maşini, utilaje, defecţiuni, rebuturi etc. între posturile de lucru;
Page 86
85
dezvoltarea unor legături concrete dintre posturile de lucru; dezvoltarea unor legături concrete
dintre posturile de lucru; adaptabilitatea producţiei la cerere; îmbunătăţirea activităţilor de service
pentru clienţi; descentralizarea şi simplificarea managementului producţiei; realizarea unei
gestiuni financiare facile etc.
Avantajele sistemului KanBan sunt următoarele:
reducerea stocurilor de producţie;
executarea unei producţii mai apropiate de volumul cererii fără a fi necesar un stoc
diversificat, necesitând astfel un cost mai mic de producţie;
stăpânirea mai bună a fluxurilor de fabricaţie prin sisteme de vizualizare;
crearea condiţiilor necesare introducerii unor sisteme flexibile de fabricaţie;
reducerea termenilor de transmitere a informaţiei şi de circulaţie a pieselor;
simplificarea activităţii de programare a producţiei prin transferul anumitor
activităţi ale acesteia la nivelul atelierului de producţie.
Din dezavantajele sistemului KanBan putem numi:
proces de producţie repetativ;
cantităţi mari;
număr limitat de produse;
produse standard.
O altă metodă tipic japoneză folosită în deosebi în cadrul întreprinderilor cu producţie finită
complexă, Managementul Resurselor pentru Producţie - MRP, a fost preluată si aplicată în
SUA, cunoscând potrivit opiniei profesorului Joseph Orlieky mai multe variante şi anume:
MRP – 0, folosită în deosebi pentru planificarea necesarului de producţie pornindu-
se de la nomenclatorul de fabricaţie al întreprinderii;
MRP – 1, cu largi aplicaţii în planificarea pe priorităţi a necesarului de producţie
folosind sistemul „buclei închise”;
MRP – 2, implicat în gestiunea de ansamblu a Planului industrial şi comercial al
întreprinderii sau în urmărirea fabricaţiei;
MRP – 3, recomandată îndeosebi pentru gestionarea pe termen scurt a
întreprinderii, incluzând conceptele de ,,termen just” ale metodei japoneze ”Sigle
Minute Exchange Die”
Indiferent de varianta în care se prezintă, esenţa metodei constă în separarea necesarului de
producţie al întreprinderii în necesar independent de activitate internă a acesteia (nivelul
producţiei finite cerute pe piaţă, cantitatea de piese de schimb etc.) şi în necesar dependent de
activitatea internă a întreprinderii, calculat pe baza necesarului independent pornindu-se de la
descompunerea pe elemente componente a produselor finite (necesarului de materii prime,
materiale, subansambluri etc.).
Esenţa conceptului MRP constă în sesizarea diferenţelor ce trebuie să existe între cele două
tipuri de necesar dependent şi independent, în sensul că necesarul independent este greu de stabilit
prin măsuri previzionale, iar necesarul dependent poate şi trebuie să fie stabilit pe bază unor calcule
analitice.
Page 87
86
Dintre variantele prezentate anterior, MRP-2 poate fi aplicată cu succes atît pentru
producţia termen lung de execuţie, cât şi pentru cea cu termen scurt. Ea poate fi considerată şi ca
o metodă se simulare a managementului producţiei industriale concepută în funcţie de răspunsurile
ce vor fi primite la următoarele întrebări: Este suficientă capacitatea de producţie? Care comandă
este în întîrziere? Care pot fi consecinţele întîrzierii unei comenzi? Ce se întâmplă în situaţia unei
comenzi urgente? şi care permite astfel , un limbaj comun al tuturor verigilor organizatorice şi al
angajaţilor firmei. Este o metodă bazată pe bucle de retro-acţiune, reprezintă deci un sistem de
pilotaj buclat, în care deciziile şi acţiunile sunt controlate în aval, cu posibilitatea de a le modifica
atunci cînd apar unele incompatibilităţi.
Metoda SMED (Single minute exchange die) face parte din familia metodelor manageriale
japoneze „Just in Time” , esenţa metodei constă în faptul că reprezintă mai mult o stare de spirit a
diferite verigi organizatorice din întreprindere, antrenate în realizarea unei producţii care să fie
valorificată în timp real, adică să nu rămînă în stoc. Deci pentru întreprindere este important să se
producă nu numai ce este cerut pe piaţă, dar şi ceea ce se va vinde cel mai repede pe piaţă.
Aplicarea metodei presupune unele premise tehnico-organizatorice, şi anume:
amplasarea maşinilor, instalaţiilor şi utilajelor de lucru pe tipuri de operaţii
tehnologice, grupate pe baza unor criterii geografice în aceleaşi verigi
organizatorice (ateliere, secţii etc.);
specializarea personalului de execuţie pe operaţii cu grad ridicat de repetabilitate;
realizarea unui proces tehnologic care să permită fluidizarea deplasării reperelor de
la un loc de muncă la altul;
proiectarea unui flux tehnologic constituit din operaţii succesive, care începe cu
primirea factorilor materiali de producţie şi se încheie cu obţinerea produsului finit;
reducerea la minim a operaţiilor de transport tehnologic şi a stocurilor intermediare;
realizarea ‚, punerii în linie’’ a operaţiilor tehnologice prin organizarea sau crearea
‚,celulelor de fabricaţie’’ în ateliere de execuţie, ce presupune crearea unor ateliere
în flux ( Flow Shop) sau a unor ateliere pe operaţii (Jop Shop);
conceperea „celulelor de fabricaţie” ca un ansamblu de maşini capabile să realizeze
o multitudine de repere diferite, cu schimbarea seriei de fabricaţie într-un timp
scurt;
realizarea unei separări geografice şi a „punerii în linie” în mod distinct pe fiecare
produs aflat în fabricaţie;
descentralizarea activităţilor de depozitare, recepţie şi expediţie;
schimbarea concepţiei asupra relaţiilor întreprinderii cu furnizorii şi beneficiarii săi;
implementarea unei politici de creştere a calităţii producţiei realizate de
întreprindere.
Page 88
87
Tema XVII. Planificarea construcţiilor capitale şi a investiţiilor capitale
1. Procesul de proiectare a firmei. Noţiune şi particularităţi
2. Conţinutul proiectului general de organizare a firmei
3. Amplasarea teritorială a întreprinderii
4. Investiţiile-structura şi clasificarea lor
5. Construcţiile capitale: noţiune, forme, metode
6. Planul „Construcţii capitale şi investiţii capitale”
1. Procesul de proiectare a firmei. Noţiune şi particularităţi
Proiectarea firmelor este activitatea de studiere a soluţiilor şi aspectelor sub care un produs,
o lucrare sau un serviciu urmează a fi realizat, de efectuare a calculelor respective şi de
fundamentare a soluţiei din punct de vedere tehnic şi economic, concretizată sub forma unei
documentaţii ce include piese scrise şi desenate.
Proiectarea firmelor au ca obiectiv aranjarea şi amenajarea fizică a obiectelor de construcţii
industriale, a spaţiilor destinate birourilor şi serviciilor, laboratoarelor şi celorlalte subunităţi
componente ale firmei.
Proiectarea modernă a firmelor presupune găsirea soluţiilor pentru o serie de probleme de
proiectare care sunt structurate astfel:
a. probleme economice care includ:
stabilirea cît mai exactă a programului de fabricaţie (a cantităţilor anuale ce se
vor fabrica anual pe sortimente şi tip dimensiuni)
stabilirea modului de aprovizionare a firmei cu factorii materiali de producţie
optimizarea amplasării teritoriale a firmei
stabilirea posibilităţilor de extindere
stabilirea mărimii investiţiilor şi a surselor de finanţare a acestora
stabilirea indicatorilor de eficienţă ai investiţiei şi alegerea variantei optime de
investiţii pentru realizarea firmei.
b. probleme tehnice ce se referă la:
asigurarea concordanţei între elaborarea proceselor tehnologice şi cerinţele
fabricării produselor din nomenclatorul firmei
stabilirea programului de lucru al firmei
dimensionarea şi structurarea corespunzătoare a suprafeţelor de producţie ale
firmei
stabilirea grilei de amplasare a utilajelor şi instalaţiilor de lucru
dimensionarea corespunzătoare a suprafeţelor de producţie în concordanţă cu
tehnologia de fabricaţie
întocmirea planului general al firmei industriale care se construieşte şi a
planurilor pe secţii
c. probleme specifice de construcţie care presupun:
Page 89
88
realizarea studiilor geologice, geofizice şi geoseismice ale zonei unde se
construieşte firma
tipodimensionarea obiectivelor de construcţii din componenţa firmei
definirea soluţiilor pentru utilităţile sanitare, electrice , termice etc. ale firmei
stabilirea căilor de acces, inclusiv a celor de transport intern.
dimensionarea dotărilor social-culturale pentru personalul firmei
întocmirea proiectului de organizare de şantier şi punerea lui în aplicare
d. probleme tipice de managementul producţiei care includ:
elaborarea structurii organizatorice a firmei, inclusiv a sistemului managerial
pentru care s-a optat
stabilirea legăturilor între subunităţi
elaborarea unui proiect de organizare a muncii cu respectarea normelor de
protecţie şi tehnică a securităţii muncii.
precizarea politicii de recrutare, formare şi perfecţionare a forţei de muncă.
definirea sistemului de pregătire constructivă şi tehnologică a fabricaţiei
stabilirea structurii activităţilor auxiliare
alegerea variantei cele mai bune pentru gestionarea producţiei şi pentru
stabilirea unui sistem informaţional eficient al firmei.
Numai după ce toate aceste probleme sunt rezolvate urmează elaborarea unei documentaţii
de proiectare a firmei.
Documentul de bază în proiectarea şi construcţia unei firme este Studiul de Fezabilitate
care este structurat pe următoarele capitole:
Capitolul I – date de identificare a firmei (denumirea firme, numărul şi data
înregistrării, forma juridică de constituire, tipul activităţii, natura capitalului (privat,
public, mixt), asociaţii şi acţionarii principali.
Capitolul II - conducerea/personalul firmei (numele, prenumele conducătorului,
studii, funcţia, experienţă, numărul total de salariaţi)
Capitolul III – descrierea activităţii curente (produsele şi serviciile realizate,
furnizorii principali de materie primă – denumirea acestora , adresa, ponderea
valorică în totalul aprovizionării, forma de proprietate. Descrierea sumară a
procesului tehnologic din firmă, date tehnice despre mijloacele fixe aflate în
proprietatea firmei)
Capitolul IV – piaţa actuală (denumirea, adresa, forma de proprietate şi ponderea în
total vînzări a fiecărui client, date despre concurenţi, poziţia produselor şi serviciilor
firmei comparativ cu ale concurenţei).
Capitolul V - elemente pentru fundamentare creditelor pe termen scurt pentru
aprovizionare (fundamentarea necesarului de credite, fluxul de încasări şi plăţi)
Capitolul VI - descrierea proiectului de investiţii pentru care se solicită creditul
(programul de producţie, capacitatea de producţie, descrierea procesului tehnologic,
evaluarea investiţiei, graficul de realizare a investiţiei, modificări necesare la
echipamente şi clădiri, modificări necesare în structura şi numărul personalului
Page 90
89
angajat, date privind piaţa şi promovarea vînzării produsului, sau serviciului,
modalităţi de desfacere a produselor, indicatori de bonitate, planul de finanţare, de
investiţii şi de rambursare a creditului, informaţii financiare privind activitatea
viitoare a firmei, garantarea creditelor ce vor fi primite)
Numai în aceste condiţii se poate vorbi de o eficienţă a activităţii de proiectare a firmei.
Punctul de plecare în elaborarea planului general de organizare a firmei este cunoaşterea
profilului de fabricaţie ce se va realiza, nomenclatura produselor de executat, tipodimensiunile
acestora, cantitatea şi calitatea produselor ce se vor fabrica. Deci trebuie să se cunoască programul
de producţie al firmei care sta la baza elaborării procesului tehnologic cît şi la precizarea fluxurilor
de materiale şi forţă de muncă.
2. Conţinutul proiectului general de organizare a firmei
Planul general de organizare a firmei este o lucrare de proiectare prin care se stabileşte
amplasarea corespunzătoare a procesului tehnologic, a tuturor clădirilor şi construcţiilor, în funcţie
de relief, în concordanţă cu necesităţile de amenajare a teritoriului, cu mijloacele de transport, ca
un tot arhitectural şi tehnic care să asigure funcţionarea tehnico-economică a firmei.
Un astfel de plan cuprinde:
încadrarea în zona industrială
zonarea teritoriului firmei
reţeaua căilor de transport
instalaţii sanitare, de alimentare cu apă, canalizare etc.
Planul diferă de la o firmă la alta în baza factorilor:
felul ramurii din care face parte firma
tipul producţiei
gradul de integrare şi de cooperare a acesteia
accesul la reţeaua externă de transport
condiţii de relief, geodezice etc.
Problema principală de rezolvat în planul general este zonarea teritoriului firmei ce se
bazează pe principiul asemănării operaţiilor tehnologice, asemănării mijloacelor de transport
folosite , natura reţelelor tehnologice etc.
În orice firmă deosebim:
zona de producţie – cuprinde clădiri sau construcţii în care se derulează procesele de
producţie de bază.
zona de întreţinere – clădiri unde se desfăşoară activităţile de reparaţii, de
confecţionare a sculelor etc.
zona energetică – clădiri şi construcţii pentru producerea energiei electrice, termice,
aerului comprimat, staţiile de transformare.
zona depozitelor – construcţii şi amenajări necesare depozitării materialelor.
zona social administrativă – clădiri cu caracter administrativ care sunt destinate
activităţilor social culturale
Page 91
90
Tipologia clădirilor
Dacă firma se va dezvolta retehnologiza în viitor în planul general trebuie prevăzute
suprafeţe de extindere, care ar face cheltuielile minime şi fără oprirea fabricaţiei. Cea mai bună
variantă este considerată dezvoltarea clădirilor sau construcţiilor existente.
De asemenea prin planul general de organizare a firmei trebuie rezolvată şi problema
reţelei liniilor de comunicaţie pentru transport (interioare şi exterioare; pe sol , aerian, subteran,
pe apă)
3. Amplasarea teritorială a întreprinderii
Amplasarea teritorială a firmei este un proces complex care parcurge mai multe etape şi
are obiectiv final alegerea unui amplasament. Pentru a stabili unde este optimă amplasarea firmei
este necesar de opţinut informaţii despre:
natura materiilor prime şi a pieţelor acestora (unde se află materia primă şi furnizorii,
căile şi costurile de transport etc.)
natura, existenţa şi costul energiei (preţurile, costurile, calitatea energiei)
sistemul de taxe şi impozite (locale) – pot fi condiţii favorabile şi nefavorabile (dacă
este o zonă eco-turistică )
condiţiile de climă (temperaturi minime, maxime, zile cu soare, umiditate, presiune
atmosferică medie etc.)
forţa de muncă – potenţialul localităţilor din împrejurime pentru oferirea unui surplus
de braţe calificate de muncă
situaţia transporturilor şi comunicaţiilor, acces la reţeaua de telefon, drumuri auto, căi
ferate, staţii de cale ferată
factori politici
Pe baza acestui chestionar se stabileşte zona optimă de amplasare a întreprinderii
4. Investiţiile-structura şi clasificarea lor
Investiţiile reprezintă suportul material al dezvoltării economice stau la baza creşterii
calitative a tuturor elementelor ale procesului de producţie. Investiţiile reprezintă totalitatea
cheltuielilor efectuate la începutul perioadei de investire, precum şi cheltuieli şi curente ce se
efectuează mai tîrziu şi reies din primele.
Investiţiile sunt:
Reale – totalitatea cheltuielilor care se fac pentru construirea de noi obiecte, dezvoltarea
sau modernizarea celor existente. Ele includ atît cheltuirea unor sume de bani, cît şi
realizarea fizică a lucrărilor. Obiecte de investiţii reale sunt fondurile fixe.
Financiare – cheltuieli pentru procurarea hîrtiilor de valoare, precum şi depunerea
banilor la depozit în bancă.
Particularităţile investiţiilor capitale:
1 Procesul investiţional necesită un fond de timp relativ mare şi cuprinde durata de
proiectare şi executare a lucrărilor.
Page 92
91
2 Între momentul efectuării cheltuielilor şi cel al obţinerii efectelor existentă o
perioadă de timp, ceea ce influențează eficienţa economică a investiţiilor.
3 Cheltuielile efectuate şi nepuse în funcţiune reprezintă imobilizări de fonduri şi
constituie pierderi pentru economia naţională.
Clasificarea investiţiilor după următoarele criterii:
După destinaţie:
investiţii productive – obiecte direct productive (halele industriale) şi obiecte
indirect productive (ateliere de întreţinere, drumuri de acces, etc.)
investiţii neproductive – din domeniul social-economic ( locuinţe, scoli, spitale,
teatre
După structura lucrărilor:
investiţii pentru utilaje şi unelte
lucrări de construcţie şi montaj
lucrări geologice şi de foraj
După caracterul lucrărilor:
investiţii pentru obiecte noi
investiţii pentru dezvoltări, modernizări, reutilări
După ramura de destinaţie:
investiţii în industrie
investiţii în agricultură
investiţii în învăţămînt, cultură, ocrotirea sănătăţii etc.
După forma de proprietate:
investiţii ale întreprinderilor de stat
investiţii private ale organizaţiilor particulare, ale populaţiei.
5. Construcţiile capitale: noţiune, forme, metode
Construcţiile capitale reprezintă un complex de lucrări pentru construirea unor noi obiecte,
precum şi extinderea, reconstrucția reutilarea tehnică a celor aflate în funcţiune.
Formele construcţiilor:
a. construcţii noi – în Republica Moldova sunt puţine construcţii industriale noi.
b. extinderea întreprinderilor – construcţia unor secţii şi edificii noi pe teritoriul
existent al întreprinderii.
c. reconstrucţia întreprinderii în funcţiune:
se porneşte de la o bază tehnico-materială existentă, care se reînnoieşte şi se
adaptează începînd cu nivelul tehnic de la momentul respectiv
durată de realizare relativ mică, ceea ce permite scoaterea pe piaţă a producţiei
după o perioadă relativ scurtă de staţionare
efortul investiţional este orientat spre mijloacele fixe active, care participă
nemijlocit la procesul de producţie
Page 93
92
d. reutilarea tehnică – complex de măsuri elaborate în vederea ridicării nivelului tehnic al
anumitor sectoare de producţie. Se introduc tehnici şi tehnologii noi, se efectuează
mecanizarea automatizarea procesului de producţie.
Reutilarea are loc cînd:
tehnica şi tehnologiile sunt învechite
are loc o schimbare a structurii de producţie
apar solicitări de producţie suplimentară, iar capacităţile existente nu sunt în
stare să acopere cererea exprimată.
Pentru realizarea construcţiilor capitale se utilizează metodele:
a. metoda de construcţie în antrepriză – construcţiile sunt realizate de organizaţii
de construcţii specializate în baza acordurilor de antrepriză
b. cu forţele proprii
c. metoda mixtă.
6 Planul ‚,Construcţii capitale şi investiţii capitale’’
Date iniţiale:
Prognoza dezvoltării întreprinderii
Analiza întreprinderii planului pe anii trecuţi
Măsuri pentru dezvoltarea tehnică şi organizarea producţiei
Balanţa capacităţii de producţie
Măsurile pentru protecţia mediului ambiant
Măsuri în vederea dezvoltării sociale a colectivului
Evaluarea producţiei neterminate şi a construcţiilor nefinisate
Documentaţia de proiect pentru obiectele de construcţie
Fundamentarea tehnico-economică a reconstrucţiei, extinderii, reutilării tehnice etc.
Documentele de bază pentru planul construcţiilor capitale sunt:
1 Foaia de titlu - reprezintă enumerarea nominală a obiectelor incluse în planul
investiţiilor capitale.
Exemplu:
Nr. d/o
Denumirea obiectului
Localizarea Data începutului construcţiei
Data finisării
construcţiei
Capacitatea de proiect
Costul lucrărilor
Volumul anual de investiţii
2 Planul centralizator al investiţiilor capitale include :
planul introducerii în exploatare a capacităţilor de producţie
planul investiţiilor capitale.
Se utilizează indicatorii planului:
Creşterea capacităţii de producţie pe baza reconstrucţiei şi reutilării tehnice
Creşterea capacităţii de producţie pentru livrarea producţiei pentru export
Page 94
93
Introducerea capacităţilor pe baza extinderii întreprinderii şi construcţiei de
noi obiecte
Introducerea obiectelor cu o destinaţie neproductivă
Volumul investiţiilor capitale şi lucrărilor de construcţii
Volumul construcţiilor neterminate.
Page 95
94
Tema XVIII. Planificarea muncii şi a remunerării muncii
1. Conţinutul planului muncii
2. Calcularea creşterii productivităţii muncii
3. Etapele procesului de planificare a numărului de personal
4. Calcularea necesarului de personal. Balanţa timpului de muncă
5. Calcularea fondului de remunerare a muncii
6. Modalităţi de recrutare şi perfecţionare a cadrelor
1. Conţinutul planului muncii
Prin planul de muncă şi salarizare se planifică sarcina întreprinderii în vederea creşterii
productivităţii muncii, se determină numărul personalului pe categorii, care va asigura
îndeplinirea sarcinilor de producţie planificate.
Acest plan cuprinde următoarele secţiuni:
Asigurarea ritmurilor stabile şi înalte ale creşterii productivităţii muncii
Asigurarea folosirii raţionale a resurselor de muncă
Perfecţionarea metodelor de remunerare a muncii pornind de la cantitatea şi
calitatea lucrului efectuat.
Nivelul de pregătire şi modul de utilizare a lucrătorilor şi a timpului de lucru se manifestă
în mod nemijlocit în productivitatea muncii. Productivitatea muncii reprezintă eficienţa cu care
se cheltuieşte munca vie şi se exprimă prin relaţia :
𝑊 =𝑄
𝑇
T – cheltuieli de muncă exprimate în timp
Q – volumul exprimat în unităţi naturale
La fel prin plan se prestabileşte necesarul de personal pe diferite categorii care va asigura
îndeplinirea planului de producţie planificată.
Planul muncii şi salarizării permite să fie îndeplinite anumite sarcini de planificate:
a. asigură ritmurile stabilite privind creşterea productivităţii muncii
b. asigură folosirea raţională a resurselor umane
c. permite perfecţionare metodelor de remunerare a muncii, pornind de la cantitatea şi
calitatea lucrului efectuat.
Productivitatea muncii reprezintă eficienţa cu care se cheltuieşte munca. Productivitatea
poate fi exprimată în:
I. Conform volumului de producţie: 𝑊 =𝑄
𝑇 ; 𝑊 =
𝑄
𝐿
II. Productivitatea exprimată în unităţi de timp de muncă:
𝑊 =∑ 𝑞𝑖∗𝑡𝑛𝑖
𝑚
𝑇
𝑞𝑖- cantitatea de produse pentru fiecare produs de tip ‘i’’
𝑡𝑛𝑖- norma de timp (om/ore) pe unitate de produs
Page 96
95
III. Productivitatea muncii exprimată în expresie valorică
𝑊 =∑ 𝑞𝑖 ∗ 𝑃𝑖
𝑇
𝑞𝑖- cantitatea de produse
𝑃𝑖 – preţul unitar al produsului ,,i’’
2. Calcularea creşterii productivităţii muncii
Etapa Calculul Formula
1. Se calculează numărul de personal
reieşind din volumul planificat de
producţie (Qp) şi productivitatea muncii
în anul de bază (W)
𝑃𝑜 =𝑄𝑝
𝑊𝑜
2. Se calculează economia relativă de
personal în urma influenţei măsurilor
prevăzute în anul de plan
- datorită modernizării şi perfecţionării
utilajului (E1)
𝐸1 = 𝐶𝑢1− 𝐶𝑢𝑡0
- datorită unor măsuri de îmbunătăţire a
folosirii fondului de timp de lucru (E2)
𝐸2 =𝐹𝑡𝑑 − 𝐹𝑡𝑖
𝐹𝑡𝑖∗ 𝑁𝑚
unde 𝐹𝑡𝑑, 𝐹𝑡𝑖- fondul de timp de muncă
al unui lucrător, respective după şi
înainte de întroducere a măsurilor
îmbunătăţire.
𝑁𝑚 – numărul total de muncitori.
- economia relativă de personal datorită
reducerii rebuturilor (E3 𝐸3 = 1 −
100 − %𝑅
100 − %𝑅0∗ 𝑁𝑚
%𝑅- ponderea valorică a rebuturilor în
procente în costul producţiei marfă,
respective în perioada de bază şi cea de
plan
- datorită modificării structurii producţiei
(E4) 𝐸4 = −(1 −
𝑇𝑛2
𝑇𝑛1) ∗ 𝑁𝑚𝑎
𝑇𝑛2, 𝑇𝑛1 – timpul normat pentru 1 leu
producţie marfă după modificări
structural a producţiei.
𝑁𝑚𝑎 – numărul de muncitori ce lucrează
în accord în condiţiile productivităţii
anului de bază
3. Se calculează economia totală 𝐸𝑡𝑜𝑡=𝐸1 + 𝐸2 + 𝐸3 + 𝐸4 + 𝐸𝑛
4. Se determină numărul de personal în
perioada de plan în condiţiile anului de
plan
𝑃1 = 𝑃0 − 𝐸𝑡𝑜𝑡
5. Se calculează productivitatea muncii
planificată 𝑊 =
𝑄𝑝
𝑃1
6. Se calculează ritmul creşterii
productivităţii muncii în anul de plan în
% faţa de anul de bază
𝑖𝑊 =𝑊1
𝑊0∗ 100%
Page 97
96
Se mai poate calcula creşterea productivităţii ca urmare a economiei de personal:
𝑖𝑊𝑒𝑝 =𝐸𝑡𝑜𝑡
𝑃1 − 𝐸𝑡𝑜𝑡
2. Etapele procesului de planificare a numărului de personal
Pe parcursul planificării managerul responsabil de întocmirea planificării efectuează
cîteva etape:
1. Previziunea necesarului de personal – se calculează reieşind din portofoliu de comenzi
stabilit pe anul planificat.
2. Se compară necesarul estimat cu rezervele de candidaţi potenţiali din interiorul
întreprinderii.
3. Se elaborează un plan de pregătire a cadrelor (pentru lucrări din interior) şi de recrutare
a lucrătorilor suplimentari din exterior.
4. Calcularea necesarului de personal. Balanţa timpului de muncă
În cadrul tuturor întreprinderilor personalul se împarte în trei categorii:
1. Muncitori cu lucrări normate
2. Muncitori cu activităţi nenormate
3. Personal tehnic, economic şi de altă specialitate (TESA )
a. Calcularea necesarului de personal pentru muncitori ce execută lucrări normate.
metoda calculului grupat
𝑁𝑚 =𝐹𝑡
𝑘𝑖∗𝐹𝑡𝑒𝑓/1𝑝𝑒𝑟𝑠
; 𝑁𝑚 =𝑄1
𝑊1
𝑁𝑚- numărul de muncitori
𝑄1- cantitatea de produse planificate
𝑊1- productivitatea muncii planificată pentru un muncitor
𝐹𝑡 - fondul de timp de muncă necesar pentru îndeplinirea sarcinii de
producţie planificate, exprimat în ore-om
𝑘𝑖 - indicile planificat de îndeplinire a normei
𝐹𝑡𝑒𝑓/1𝑝𝑒𝑟𝑠 – fondul de timp de muncă efectiv pentru o persoană
metoda calculului detaliat
𝑁𝑚 =𝑄1 ∗ 𝑛𝑡
𝐵𝑡𝑚 ∗ 𝑘𝑖;
𝑄1- volumul planificat al producţiei în unităţi fizice
𝑛𝑡 - norma de timp pentru o unitate de produs
𝐵𝑡𝑚- balanţa timpului de muncă planificată pentru o persoană
Page 98
97
Balanţa timpului de muncă planificată pentru o persoană
Nr. Indicatori Zile
1. Numărul de zile calendaristice 365
2. Zile nelucrătoare din care: 136
1. zile de odihnă
2. zile de repaus săptămînal şi sărbători legale 28
3 Numărul de zile maxim disponibil pentru lucru (p.1-p.2) 365-136=229
4. Numărul de zile nelucrătoare conform legislaţiei şi alte motive
inclusiv:
-staţionarea pe o zi întreagă în cadrul schimbului
- concediere pentru maternitate şi progres redus
- ziua de naştere
- concediu de boală
-învoiri şi concedii fără plată pe 1 zi în cadrul schimbului
- absenţe aprobate prin lege
-absenţe nemotivate pe 1 zi întreagă în cadrul schimbului
12
1
2
1
5
1
1
1
5. Numărul de zile efective (p.3-p.4) 217
6. Durata medie a zilei de lucru în ore 8 h
7. Numărul anual de ore de muncă (p.5*p.6) 1736 h
b. Calcularea necesarului de personal ce execută lucrări nenormate
𝑁𝑚 =𝑁𝑜𝑏 ∗ 𝑛𝑠
𝑛𝑑 ∗ 𝑘𝑓𝑡𝑚
𝑁𝑜𝑏 – numărul de obiecte deservite
𝑛𝑠 - numărul de schimburi lucrate
𝑛𝑑 - norma de servire
𝑘𝑓𝑡𝑚 - coeficientul de folosire a timpului de muncă
𝑘𝑓𝑡𝑚 = 𝐵𝑡𝑚
𝑇𝑛
𝑇𝑛 – timpul nominal (numărul de ore maxim disponibile din
perioada stabilită)
c. Personalul TESA
1. metoda analitică
𝑁𝑇𝐸𝑆𝐴 =𝑡 ∗ 𝑄
𝐹𝑡𝑒𝑓
t – timpul normat pentu esxecutarea unei anumite lucrări
Q – volumul de lucrări ce trebuie executate în perioada de plan, exprimate
în unităţi de lucrare
𝐹𝑡𝑒𝑓 - fondul de timp efectiv al unui lucrător în perioada de plan.
2. Metoda indicilor sau coeficienţilor.
Page 99
98
5. Calcularea fondului de remunerare a muncii
În dependenţă de categoria de muncitori şi de alţi lucrători se disting următoarele metode
de calcul a fondului de remunerare a muncii:
a. Pentru muncitori care lucrează în acord
Plata în acord se stabileşte în dependenţă de volumul de lucru realizat ce se
contabilizează în unităţi produse (buc, tone, etc)
𝐹𝑟𝑚𝑎= ∑ 𝑄𝑖
𝑚
𝑖=𝑎
∗ 𝑡𝑎𝑟𝑖𝑓 + 𝑆
𝑄𝑖 – cantităţi planificate de fiecare sortiment ,,i’’
𝑡𝑎𝑟𝑖𝑓 – tariful de accord pe bucată pentru fiecare din sortiment
𝑆- sporuri necuprinse în retribuţia pe bucată (condiţii deosebite de
muncă în schimbul de noapte)
b. Pentru muncitori care lucrează în regie
Lucrul în regie se calculează în zile lucrătoare şi retribuţia medie tarifară, acest sistem are
în vedere că muncitorul este remunerat pentru ziua de muncă în care nu se ţine cont de volumul
producţiei fabricate
Categoria de calificare a
muncitorilor
Nr. de muncitori
Retribuţia Tarif/oră
Fondul efectiv de lucru (ore)
Fondul de remunerare
(p.3xp.5) pentru 1muncitor
total
1 2 3 4 5 6
I 1 5 lei 80 80 400
II 1 6,5 1736 1736 11284
III 2 8 1736 3472 27776
IV 3 12 1736 5208 62496
V 2 20 1736 3472 69440
Total 9 - 13968 170996
În cadrul întreprinderii sistemul de salarizare în acord este utilizat în cazul cînd se
urmăreşte scopul de a spori cantitatea produsă, de regulă se foloseşte la produsele ce se află în
perioada de creştere, maturitate şi declin.
În cazul cînd întreprinderea urmăreşte scopul introducerii unui nou tip de produs sau
sortiment, sau cînd pe prim plan este pusă calitatea produsului se utilizează plata în regie, de
regulă se foloseşte la secţiile experimentale şi la perioada de lansare a producţiei.
c. Pentru personalul TESA
Se calculează pe baza statelor de funcţiune, în mod diferenţiat, ţinându-se seama de:
complexitatea lucrărilor;
gradul de responsabilitate;
nivelul de calificare.
Page 100
99
6. Modalităţi de recrutare şi perfecţionare a cadrelor
Există cîteva etape de atragere în cîmpul muncii a lucrătorilor.
Recrutarea – reprezintă un număr de activităţi realizate pînă la momentul angajării.
a. Recrutarea directă a forţei de muncă de către unităţile economice (companii de
recrutare, anunţuri, afişe, avize etc.)
b. Recrutarea prin intermediul organelor specializate de stat (Oficiul Forţei de Muncă)
c. Recrutarea forţei de muncă formată pe baza de contract cu diverşi agenţi economici
(contract cu instituţiile de învăţămînt).
Perioada de recrutare se finalizează cu intervievarea, şi include testări, discuţii, examinări
etc.
Angajarea propriu-zisă – în baza rezultatelor interviului se adoptă decizia de a angaja sau
nu. Persoanele selectate semnează contractul individual de muncă în care sunt stabilite condiţiile
de muncă, salarizarea, fişa postului, domeniul de responsabilitate. La fel în perioada angajării are
loc iniţierea, adică persoana nou angajată face cunoştinţă cu şeful său direct, organigrama, locul
de muncă. Trece instructajul privind securitatea muncii.
Pe parcursul activităţii orice muncitor trebuie să treacă o anumită perfecţionare, de regulă
perfecţionarea se efectuează:
la anumite perioade
la stabilirea unor sarcini noi sau introducerea unor noi mecanisme, utilaje,
tehnologi.
Pregătirea profesională – activitatea de însuşire a cunoştinţelor într-un anumit domeniu
profesional de către cei ce sunt pregăiţi.
Pregătirea şi perfecţionarea cadrelor au scopul creşterii capacităţii angajatului de a
contribui la eficienţă organizaţii.
Metode interne:
fără scoaterea din producţie: instruirea la locul de muncă, participarea la
cursuri şi seminarii; rotaţia în mai multe posturi etc.
cu scoaterea din producţie: participarea la cursuri; vizite de studii, stagii de
specializare.
Metode externe:
fără scoaterea din producţie; studiu individual, participarea la cursuri;
învăţămînt seral şi fără frecvenţă; doctorat; masterat.
cu scoaterea din producţie: participarea la cursuri; vizite de studiu; stadii de
specializare.
Programele de perfecţionare bine conduse şi administrate înseamnă un beneficiu atît pentru
indivit cît şi pentru organizaţie.
Page 101
100
Tema XIX. Planificarea costurilor de producţie
1. Costul de producţie: noţiune, criterii de clasificare
2. Gruparea cheltuielilor pe elemente economice şi pe articole de consum
3. Planul cheltuielilor generale de producere
4. Planul cheltuieli generale gospodăreşti
5. Planul costului unitar al produsului
6. Reducerea costurilor de producţie. Indicatorii reducerii costului de producţie
1. Costul de producţie: noţiune, criterii de clasificare
Cheltuielile unităţilor economice suportate pentru a fabrica şi realiza bunuri materiale se
numesc cost de producţie.
Preţul de piaţă nu se orientează după cheltuieli , ci după cantitatea de bunuri cerute şi
numărul, comportamentul concurenţilor (firmelor ce produc acelaşi tip de producţie). În preţul la
care se doreşte a fi realizată marfa se includ şi cheltuielile legate de prestarea muncii , şi un anumit
profit destinat dezvoltării întreprinderii.
Pentru a reduce costurile, întreprinzătorul trebuie să aibă un control permanent asupra
evoluţiei cheltuielilor, precum şi să întreprindă măsuri de minimizare a lor.
De aceea , în activitatea de planificare şi analiză este necesar de a cunoaşte structura
costului de producţie, adică elementele componente de producţie şi ponderea fiecărui element în
parte în totalul cheltuielilor.
Clasificarea cheltuielilor de producţie:
I. În raport cu tipul cheltuielilor:
pe elemente economice
pe articole de calculaţie
II. În raport cu momentul efectuării:
cost planificat
cost efectiv
III. În raport cu schimbarea volumului de producţie:
costuri fixe – mi se schimbă odată cu modificarea volumului de producţi
costuri variabile – se schimbă odată cu modificarea volumului de producţie
IV. În raport cu obiectul la care se referă:
cheltuieli pe un produs (cost mediu; cost marginal.)
cheltuieli pe un ansamblu de produse
pe întreaga producţie
V. În raport cu etapele formării cheltuielilor de producţie:
costul pe secţie
costul pe uzină
costul complet
VI. În funcţie de modul de repartizare pe unitatea de produs:
cheltuieli directe
Page 102
101
cheltuieli indirecte
2 Gruparea cheltuielilor pe elemente economice şi pe articole de consum
Cheltuielile legate de fabricarea şi realizarea producţiei se grupează în două grupe mari:
1 Cheltuieli pe elemente economice
2 Cheltuieli pe articole de calculaţie
Structura cheltuielilor pe elemente economice
Cheltuieli
materiale
Cheltuieli
pentru
remunerarea
muncii
Defalcări
pentru
necesităţi
sociale
Amortizarea
fondurilor fixe
Alte
cheltuieli
Gruparea cheltuielilor pe elemente economice:
1 Cheltuieli materiale:
materii prime şi materiale achiziţionate;
semifabricate care pot fi supuse prelucrării;
combustibilul achiziţionat pentru scopuri tehnologice, producerea energiei
electrice;
energia de toate felurile folosită în scopuri tehnologice ca forţă motrice.
2 Cheltuieli pentru remunerarea muncii – pentru remunerarea personalului productiv,
inclusiv primele:
plata pentru lucrul efectuat;
primele;
plata legată de regimul de lucru al întreprinderii;
plata pentru lucrul în timpul nopţii, în zilele de odihnă, în condiţii nocive;
plata pentru staţionare în timpul schimbului, necauzată de muncitori;
plata pentru concediu, pentru orele nelucrate de adolescenţi şi mamele cu copii
mici etc.
plata lucrătorilor donatori în zilele cînd donează sînge şi în zilele de odihnă;
alte cheltuieli.
Nu se includ în cheltuieli pentru remunerarea muncii:
ajutorul material;
plata pentru concediu adăugător (mamele cu mai mulți copii ș.a.);
adaosul la pensii;
plata transportului pentru a ajunge la locul de lucru;
plata pentru foile de odihnă.
3 Defalcări pentru necesităţi sociale:
reflectă defalcări în fondurile sociale extrabugetare (de pensii, de asigurări
sociale, ocupări în cîmpul de muncă, asigurarea medicală obligatorie) Conform
Legii Bugetului de Stat şi de Asigurări Sociale.
4 Amortizarea fondurilor fixe:
Page 103
102
reflectă suma cotei de amortizare pentru restabilirea fondurilor fixe (inclusiv
cele procurate pe contract de leasing), calculate pornind de la costul de balanţă
a fondurilor fixe, luînd în consideraţie indexarea lor.
5 Alte cheltuieli:
impozite;
prime pentru raţionalizare;
rambursarea creditelor obţinute pentru mijloacele circulante;
plata lucrărilor de certificare a producţiei, efectuarea declaraţiilor vamale;
cheltuieli pentru deplasări în limita normativelor stabilite;
plata pentru arenda fondurilor fixe
cheltuieli pentru întreţinerea organizaţiilor de conducere (prevăzute de lege);
defalcări în fondul sindicatelor 0,15% din fondul de remunerare a muncii.
Gruparea cheltuielilor pe articole de calculaţie:
Valoarea materiilor prime şi materialelor de bază ( se scad deşeurile recuperabile);
Valoarea semifabricatelor achiziţionate;
Valoarea materialelor auxiliare;
Valoarea combustibilului şi energiei pentru scopuri tehnologice;
Remunerarea de bază şi auxiliară a muncitorilor productivi;
Defalcări pentru necesităţi sociale;â
Cheltuieli pentru asimilarea produselor;
Cheltuieli de producere generale, care includ cheltuieli pentru întreţinere şi
repararea fondurilor fixe şi cheltuielile generale de secţie;
Cheltuieli generale gospodăreşti;
Pierderi din rebut ( se iau în consideraţie pentru calculul costului efectiv);
Cheltuieli comerciale, legate de realizarea proceselor fabricate.
3 Planul cheltuielilor generale de producere
Elaborarea planului cheltuielilor generale de producere are ca scop dimensionarea cît mai
exactă şi amănunțită a cheltuielilor necesare pentru activitatea secţiei de producţie.
Planul este grupat în patru categorii mari:
A. Cheltuieli pentru întreţinerea şi funcţionarea utilajului
B. Cheltuieli generale ale secţiei
C. Cheltuieli administrativ-gospodăreşti
D. Cheltuieli neproductive.
În baza cheltuielilor pe articole de calculaţie se întocmeşte planul costului unitar al
produsului. Planul costului unitar se face pentru fiecare tip produs cuprins în nomenclatorul de
fabricaţie şi se întocmeşte folosind gruparea cheltuielilor pe baza articolelor de calculaţie.
Cheltuielile generale de producere trebuie argumentate economic şi justificate conform
necesităţilor.
Page 104
103
Datele din tabel (semestre ,ani) permit urmărirea dinamicii cheltuielilor. Efectuând
comparaţii cu datele mai multor ani, se pot determina măsuri eficiente de reducere a cheltuielilor.
Metoda cea mai corectă de planificare – metoda analitică – consumurile planificate raţional
se evaluează la preţuri planificate. Permite prevenirea cheltuielilor neeconomice din anii
precedenţi, rezultatele realizate sunt comparate cu cele planificate, iar abaterile sunt lichidate în
baza acestei comparaţii.
4. Planul cheltuieli generale gospodăreşti
Planul cheltuielilor generale gospodăreşti cuprinde toate cheltuielile pentru conducerea şi
asigurarea condiţiilor generale necesare pentru desfăşurarea neîntreruptă a procesului de producţie.
În plan cheltuielile generale gospodăreşti se împart în trei grupe:
A. Cheltuieli de interes general
B. Cheltuieli administrativ-gospodăreşti
C. Cheltuieli reproductive
5. Planul costului unitar al produsului
Planul costului unitar al produsului - se elaborează pentru fiecare tip de produs cuprins în
nomenclatorul de fabricaţie, folosind gruparea cheltuielilor pe articole de calculaţie.
Cuprinsul planului costului unitar
Nr.
d/o
Indicatori Lei
1. Materiale şi materii prime (inclusiv cheltuieli de transport –
aprovizionare şi energie folosită în scopuri tehnologice)
2. Deşeuri recuperabile ( p1 – p2)
3. Retribuţii directe
4. Contribuţii la asigurări sociale
5.
Cheltuieli generale:
5a) Cheltuieli cu întreţinerea şi funcţionarea utilajului
5b) Cheltuieli generale ale secţiei (p1 - p2 + p3 + p4)
6. Costul secţiei (p1 + (-p2) + p3 + p4 + p5)
7. Cheltuieli generale gospodăreşti ale întreprinderii (CGI)
8. Cost pe uzină (p6 + p7)
9. Cheltuieli de desfacere
10. Cost complet (p8 + p9)
Cheltuielile care constituie costul unitar se împart în:
cheltuieli directe (1; 2; 3; 4) - se repartizează direct pe unitatea de produs
cheltuieli indirecte (5; 7; 9 ) - nu pot fi calculate direct pe unitatea de produs
Costul secţiei = cheltuieli directe + cheltuieli generale ale secţiei (5.a + 5.b )
Costul pe uzină = costul secţiei + cheltuieli generale gospodăreşti pe uzină (7)
Costul complet = costul pe uzină + cheltuieli de desfacere
Repartizarea cheltuielilor pe unitatea de produs se efectuează pe unitatea de produs în
dependenţă de apartenenţa cheltuielilor la una din cele două componente a costului unitar.
Page 105
104
𝐶𝑢 =∑ 𝐶𝑑 + ∑ 𝐶𝑖𝑛𝑑
𝑄
𝐶𝑑- cheltuieli directe – se repartizează pe unitatea de produs în funcţie de
normele progresive de consum ale fiecărui element şi ale preţurilor şi
tarifelor stabilite pentru acestea
Costuri directe materiale:
𝐶𝑑𝑚𝑎𝑡= 𝑄𝑛𝑐
∗ 𝑃
𝑄𝑛𝑐- norma de consum de aprovizionare cu materialul dat
P – preţul unitar
Cost direct de muncă:
𝐶𝑑𝑚= 𝑇𝑚 ∗ 𝑝
𝑇𝑚 – norma de timp de muncă retribuirea orară pentru fiecare operaţie
Cheltuielile indirecte – se calculează pe unitatea de produs cu ajutorul unor chei de
repartiţie.
Cheia de repartiţie – arată cîţi lei cheltuiţi cu întreţinerea şi funcţionarea utilajului sau
cheltuielilor ale secţiei revin la 100 lei cheltuieli cu retribuţia direct.
𝐶𝐶𝑔= 𝐶𝑢𝑠
∗%𝐶𝐺
100;
Unde:
%𝐶𝐺- procentul de cheltuieli generale potrivit cheii de repartiţi
%𝐶𝐺 =𝐶𝐺
𝐶𝑠∗ 100e
𝐶𝑢𝑠 –costul unitar de secţie
𝐶𝑠- costul de secţie al întregii producţii marfă pentru perioada considerată
Cheltuieli de desfacere pe unitatea de produs se calculează prin aplicarea unui procent
stabilit din timp asupra costului unitar de uzină.
6. Reducerea costurilor de producţie. Indicatorii reducerii costului de producţie
Prin reducerea costurilor de producţie fiecare firmă îşi sporeşte veniturile şi gradul de
rentabilitate în condiţiile ca ceilalţi factori (condiţii) nu se modifică.
Căi de reducere a costurilor:
1. Reducerea cheltuielilor materiale
𝑅%𝐶𝑚 =𝐶ℎ𝑚0
− 𝐶ℎ𝑚1
𝐶ℎ𝑚0
∗ 100 ∗ 𝑘𝑚
𝑅%𝐶𝑚 – reducerea procentuală a costului produsului în urma reducerii cheltuielilor
pentru un anumit material / produs.
Page 106
105
𝐶ℎ0, 𝐶ℎ1 – cheltuieli pentru un anumit fel de materie primă sau material înainte (0) şi
după (1) aplicarea măsurii pe produs.
𝑘𝑚 – coeficientul care exprimă ponderea cheltuielilor materialului dat inclus în costul
produsului.
De exemplu: dacă costul unui material pe un produs se reduce de la 75 la 70 lei, iar
ponderea cheltuielilor cu acest material în costul produsului este la 0,8.
𝑅%𝑐𝑚 = 75 − 70
75∗ 100 ∗ 0,9 = 5,3%
2. Reducerea cheltuielilor ocazionate de factorul muncă este condiţionată de organizarea
ştiinţifică a muncii, stabilirea exactă a necesarului de salariaţi, pe categorii de salarizare şi sporirea
productivităţii muncii.
Pentru a calcula influenţa creşterii productivităţii muncii asupra reducerii costului de
producţie:
𝑅%𝐿= (
1 − 100 + %𝑆
100 + %𝑊) ∗ 𝑘𝑠 ∗ 100
𝑅%𝐿 – reducerea procentuală a costurilor
𝑆 – procentul de creştere a retribuţiei muncii
%𝑊- procentul de creştere a productivităţii muncii
𝑘𝑠- coeficientul ce exprimă ponderea fondului de retribuire în costul de
producţie planificat
3. Căi de reducere a cheltuielilor administrative presupune:
raţionalizarea activităţii de conducere (pază şi securitatea firmei, poşta, telefon,
fax etc.)
mecanizarea lucrărilor de calcul, de evidenţă, statistică, planificare
realizarea proporţiilor optime între personalul productive şi cel neproductiv
respectarea normelor şi normativelor cheltuielilor administrative gospodăreşti
4. Reducerea costului prin îmbunătăţirea folosirii capacităţii de producţie ca rezultat
creşte volumul producţiei, se reduce cheltuielile fixe (amortizarea, repararea şi
întreţinerea utilajului).
Indicatorii reducerii costului de producţie:
1. Cheltuieli la un leu producţie marfă în perioada de bază (0) si de plan (1)
𝐶ℎ0 =∑ 𝑞0 ∗ 𝐶𝑃𝑖0
∑ 𝑞𝑖0∗ 𝑃𝑖0
Page 107
106
𝐶ℎ1 =∑ 𝑞1 ∗ 𝐶𝑃𝑖1
∑ 𝑞𝑖1∗ 𝑃𝑖1
𝐶ℎ0, 𝐶ℎ1 – cheltuieli la 1 leu producţie marfă în perioada de bază (0) si de plan (1)
𝑞𝑖0 , 𝑞𝑖1
– cantitatea de producţie pentru un produs în perioada de bază (0) si de plan (1)
𝑃𝑖0, 𝑃𝑖1
- preţul unitar pentru produsul ’’i’’ pentru perioada de bază (0) si de plan (1)
2. Reducerea în expresie absolută a cheltuielilor la 1 leu producţie marfă în perioada de
plan faţă perioada de bază.
𝑅𝑎𝑐ℎ= 𝑐ℎ𝑒𝑓 − 𝑐ℎ0
3. Reducerea procentuală a cheltuielilor la 1 leu producţie marfă în perioada de plan faţă
de perioada de bază (𝑅𝑝𝑐ℎ)
𝑅𝑝𝑐ℎ=
𝑅𝑎𝑐ℎ
𝑐ℎ0∗ 100
sau
𝑅𝑝𝑐ℎ=
𝑐ℎ𝑝𝑒− 𝑐ℎ0
𝑐ℎ0∗ 100
4. În ramurile în care cheltuielile materiale deţin o pondere mare în cadrul costului
de producţie se calculează cheltuielile materiale la 1 leu producţie marfă
𝐶ℎ𝑚𝑜=
∑ 𝑞𝑖0∗ 𝐶𝑚𝑖0
𝑛𝑖=1
∑ 𝑞𝑖0
𝑛1=1 ∗ 𝑃𝑖𝑜
𝐶ℎ𝑚1=
∑ 𝑞𝑖1∗ 𝐶𝑚𝑖1
𝑛𝑖=1
∑ 𝑞𝑖1
𝑛1=1 ∗ 𝑃𝑖1
Reducerea cheltuielilor materiale în expresie absolută:
𝑅𝑎𝑐𝑚= 𝑐ℎ𝑚1
− 𝑐ℎ𝑚0
Reducerea procentuală a cheltuielilor la un leu producţie marfă:
𝑅𝑝𝑐𝑚=
𝑅𝑎𝑐𝑚
𝑐ℎ𝑚0
∗ 100 sau 𝑅𝑝𝑐𝑚=
𝑐ℎ𝑚1− 𝑐ℎ𝑚0
𝑐ℎ𝑚0
∗ 100
Page 108
107
Tema XX. Beneficiul şi rentabilitatea activităţii unităţii economice
1. Beneficiul, noţiune, metode de planificare
2. Rentabilitatea ca indicator de bază al eficienţei
1. Beneficiul, noţiune, metode de planificare
Beneficiul reprezintă un indicator de bază al aprecierii eficienţei economice, permite
identificarea disponibilităţilor şi posibilităţilor de dezvoltare ale firmei. Se determină ca diferenţă
dintre suma veniturilor şi suma cheltuielilor efectuate pentru desfăşurarea activităţii.
𝐵 = 𝑉 − 𝐶
Beneficiul reflectă rezultatul întregii activităţi a întreprinderii şi în plan se determină în trei
direcţii:
beneficiul de la activitatea de producţie de bază – Bbaz
beneficiul de la realizarea producţiei şi serviciilor de la secţiile auxiliare, ce nu sunt
incluse în volumul producţiei realizate (de ex., producţia secţiilor anexe) – Baux
beneficiul de la operaţiile ce nu ţin de realizarea producţiei – B a op.
Din teoria economică generală cunoaştem că beneficiul poate fi de mai multe tipuri:
Beneficiul brut
Beneficiul impozabil
Beneficiul net
Beneficiul pe unitate de produs
Beneficiul normal
Pe baza acestor indicatori se determină beneficiul brut (Bbrut), ce acumulează toate
varietăţile beneficiului.
𝐵𝑏𝑟𝑢𝑡 = 𝐵𝑏𝑎𝑧ă + 𝐵𝑎𝑢𝑥 + 𝐵𝑎 𝑜𝑝.
Beneficiul îndeplineşte mai multe funcţii, printre care:
este indicator sintetic de apreciere a eficienţei activităţilor întreprinderii
Este mijloc de control asupra gestiunii economice financiare.
Este sursă de autofinanţare şi de autodezvoltare a firmei.
Reprezintă pîrghia de cointeres a acţionarilor sau asociaţilor, proprietarilor
individuali şi salariaţilor.
Este sursă de plată a costurilor capitalurilor împrumutate
Beneficiul obligatoriu se planifică, reprezintă o sarcină pentru întreprindere. Planificarea
beneficiului se realizează în cîteva etape:
1 Se calculează producţia realizată
𝑃𝑅 = 𝑃𝑀 + 𝑃𝑁𝑅𝑠𝑓 − 𝑃𝑁𝑅î𝑛 + 𝑀𝑠 + 𝑀î
Page 109
108
PR - volumul de plan al producţiei realizate;
PM – volumul producţiei marfă în anul de plan;
𝑃𝑁𝑅𝑠𝑓 , 𝑃𝑁𝑅î𝑛 – producţia finită nerealizată la depozitul întreprinderii la
sfîrşitul şi începutul anului de plan;
𝑀𝑠, 𝑀î – marfa descărcată, dar neplatită la începutul şi sfîrşitul anului;
2 Se determină preţul de cost al producţiei realizate în perioada de plan, conform
relaţiei:
𝐶𝑝𝑟 = 𝐶𝑝𝑚 + 𝐶𝑝𝑁𝑟𝑠− 𝐶𝑝𝑁𝑟𝑖
+ 𝐶𝑚𝑠 − 𝐶𝑚î
𝐶𝑝𝑟- preţul de cost al producţiei realizate în anul de plan;
𝐶𝑝𝑚- costul producţiei marfă pentru anul de plan;
𝐶𝑝𝑁𝑟𝑠 , 𝐶𝑝𝑁𝑟𝑖
– costul producţiei finite nerealizate ce se află la depozitul
întreprinderii la începutul şi sfîrşitul anului;
3 Se determină beneficiul de plan de la realizarea producţiei
𝐵𝑝𝑟 = 𝑃𝑅 − 𝐶𝑃𝑅
4 Se determină beneficiul de la operaţiile ce nu ţin de realizarea producţiei: 𝐵𝑎 𝑜𝑝.
În componenţa beneficiului de la operaţiile ce nu ţin de realizarea producţiei se includ:
obţinut din participarea prin cote la activitatea altor întreprinderi
beneficiul opţinut din arenda bunurilor
beneficiul opţinut din operaţiunile care nu sunt legate de fabricarea şi
desfacerea producţiei, inclusive sumele primite şi plătite sub formă de
sancţiuni şi de compensare a pierderilor
5 Se determină beneficiul brut
𝐵𝑏𝑟𝑢𝑡 = 𝐵𝑝𝑟 + 𝐵𝑎 𝑜𝑝.
2. Rentabilitatea ca indicator de bază al eficienţei
Rentabilitatea este o formă a eficienţei economice care evidenţiază capacitatea agenţilor
economici de a acoperi cheltuielile efectuate pentru producerea şi desfăşurarea bunurilor
economice şi de a obţine profit.
Rentabilitatea este o noţiune generală care măsoară raportul dintre rezultate şi mijloace. Un
anumit nivel de rentabilitate este necesar pentru menţinerea şi creşterea potenţialului economic al
firmei, cointeresarea acţionarilor sau asociaţiilor, angajaţilor, creditorilor. O activitate este
rentabilă, dacă raportul venituri / cheltuieli este mai mare decît unitatea. Când acest raport este
egal cu unul activitatea nu va produce beneficiu, dar nici pierderi. O activitate va fi în pierderi,
cînd cheltuielile sunt mai mari ca veniturile.
Rentabilitatea în cadrul întreprinderii se alcătuieşte din trei poziţii:
Page 110
109
1. Rentabilitatea producţiei realizate se determină ca raport procentual dintre beneficiul
de la realizarea producţiei (Bpr) şi costul producţiei realizate (Cpr), conform relaţiei:
𝑅𝑝𝑟 = 𝐵𝑝𝑟
𝐶𝑝𝑟∗ 100%
Coeficientul dat arată cota-parte a fiecărui leu cîştigat, ce a fost folosit pentru a acoperi
cheltuielile. De obicei, acest indicator se analizează în dinamică, comparîndu-se cu valoarea medie
pe ramură.
2. Rentabilitatea generală, se determină ca raport procentual între suma profitului brut
(Bbrut) şi mărimea fondurilor fixe (Ffix) şi mijloacelor circulante (Fcir) conform relaţiei:
𝑅𝑔𝑒𝑛 = 𝐵𝑏𝑟
𝐹𝑓𝑖𝑥𝑒 + 𝐹𝑐𝑖𝑟∗ 100%
Acest indicator se mai numeşte rata rentabilităţii fondurilor avansate şi arată cît trebuie să
investească întreprinderea pentru a primi un leu beneficiu.
3. Rentabilitatea pe unitate de produs se determină ca raport procentual între profitul
obţinut pe unitatea de produs şi costul unitar complet al produsului:
𝑅𝑢𝑛 = 𝐵𝑢𝑛
𝐶𝑢𝑛∗ 100%
O importanţă deosebită are şi calcularea pragului de rentabilitate. Pragul de rentabilitate
separă domeniul în care realizările (prin veniturile obţinute) conduc la beneficii, de domeniul în
care se înregistrează pierderi (costurile depăşind veniturile). Cu alte cuvinte pragul de rentabilitate
determină limita volumului de activităţi, pe care trebuie să o realizeze întreprinderea într-o anumită
perioadă, pentru a nu lucra în pierdere. Dincolo de această limită după ce se acoperă pe baza
beneficiului realizat cheltuielile totale respective, activitatea specifică a unităţii devine rentabilă.
În cazul întreprinderii industriale, pragul de rentabilitate se determină prin raportul costurilor fixe
(f) la diferenţa dintre preţul de livrare unitar (p) şi scopurile variabile (v) pe unitate de produs,
conform relaţiei:
𝑃𝑟 =𝑓
𝑝 − 𝑣
Pragul de rentabilitate este variabil în timp, principalii factori de influenţă fiind următorii:
modificarea costurilor unitare variabile, prin modificarea preţurilor la resursele de
intrare, acţiuni de promovare a produselor, modificarea structurii producţiei;
variaţia cheltuielilor convenţional constante;
variaţia preţului produselor;
Graficul pragului de rentabilitate se prezintă astfel:
Page 111
110
Venit, cost
V
(+)
Ct
Ccc
(-)
Q
Page 112
111
Tema XXI. Managementul dezvoltării sociale a întreprinderii
1. Planificarea socială şi direcţiile principale ale managementului dezvoltării sociale a
întreprinderii
2. Indicatorii dezvoltării sociale
3. Etapele elaborării planului dezvoltării sociale, structura planului
4. Principiile controlului asupra îndeplinirii planului dezvoltării sociale
1. Planificarea socială şi direcţiile principale ale managementului dezvoltării sociale a
întreprinderii
Planificarea dezvoltării sociale a întreprinderii reprezintă elaborarea şi implementarea unui
complex de măsuri în scopul asigurării unor condiţii de muncă favorabile şi creării unui climat
psiho-fizic stabil, generator pentru creşterea calităţii şi productivităţii întreprinderii.
Direcţiile principale ale activităţii de dezvoltare socială:
1 Reducerea muncii fizice grele, monotone şi necalificate, automatizarea şi
mecanizarea muncii
2 Implementarea tehnologiilor nepericuloase cu un grad înalt de securitate tehnică şi
securitate sanitară
3 Ridicarea calificării profesionale a lucrătorilor, însuşirea noilor profesii
4 Dezvoltarea serviciilor cu plată pentru organizarea timpului liber al lucrătorilor
5 Organizarea alimentaţiei publice, deservicii medicale a lucrătorilor cu spaţiu de
locuit. construit pe mijloace proprii, cooperatiste sau cu participarea întreprinderii
6 Dezvoltarea reţelei de instituţii pentru copii, bazelor de odihnă etc.
2. Indicatorii dezvoltării sociale
Indicatorii de bază care caracterizează nivelul dezvoltării sociale sunt:
1. Ponderea fondurilor fixe neproductive în suma lor totală
𝑃𝑓𝑛𝑒𝑝=
𝐹𝑛𝑒𝑝
𝐹𝑓𝑖𝑥∗ 100%
2. Fluctuaţia cadrelor
3. Disciplina de muncă
3. Etapele elaborării planului dezvoltării sociale, structura planului
Pentru elaborarea unui plan realist este necesar de parcurs următoarele etape:
I. Diagnoza problemelor
formularea corectă a problemelor se bazează pe analiza retrospectivă a dezvoltării
sociale a întreprinderii precum şi pe determinarea necesităţilor curente ale membrilor
colectivului.
II. Studierea experienţei mondiale şi naţionale în ce priveşte dezvoltarea sociale a
întreprinderilor
Page 113
112
III. Determinarea direcţiilor şi volumului cercetărilor sociologice, executarea lor, prelucrarea şi
analiza
Metode:
statistică
analiza documentaţiei
sondaj oral / scris
observări, experimente
IV. Determinarea structurii planului
V. Finanţarea
include fondul de consum (donaţii pentru hrană, achitarea diferenţei de preţ
pentru produsele agroalimentare, reducerea preţurilor)
fondul de acumulare
credite bancare
Structura planului dezvoltării sociale
4. Principiile controlului asupra îndeplinirii planului dezvoltării sociale
Controlul îndeplinirii planului social supraveghează îndeplinirea termenilor planului şi
de executare şi de actualizare, în caz de necesitate, a măsurilor prevăzute.
Principii:
Complexitatea – fiecare unitate economică este complexă, respectiv este necesar
de evaluat toate aspectele pentru a nu admite lezarea intereselor;
Continuitatea şi succesivitatea - planurile trebuie să pornească de la cele
anterioare;
Obligativitatea îndeplinirii – neadmiterea utilizării surselor prevăzute pentru
dezvoltarea socială în alte scopuri (deseori sunt îndreptate la producţie).
Planul dezvoltării sociale
Estimarea posibilităţilor
concurenţiale a
întreprinderii din punct
de vedere al dezvoltării
sociale
Baza financiară a dezvoltării sociale
Programele sociale planificate
Garantarea ocupării în cîmpul
muncii
Asigurarea socială, pensionară,
medicală
Schimbarea structurii
colectivului
Condiţiile de muncă şi schimbări
în organizare şi producere
Page 114
113
Competenţa – controlorii trebuie să cunoască ce se controlează, de ce, prin ce
metode s-a făcut sau se va efectua controlul, care sunt rezultatele controlului, cine
controlează.
Este necesar ca controlorii să fie imparţiali, de aceea echipa de controlori nu este
constantă. În afara conducătorului şi ’’nucleului’’ (experţi), ceilalţi membri ai controlului se
schimbă periodic.
Conducătorul echipei de control social este definit de comun acord cu :
patronatul, managerii;
sindicatele;
subdiviziunile întreprinderii;
liderii neformali.
Page 115
114
Tema XXII. Managementul activităţii economice externe
1 Activitatea economică externă a întreprinderii, principiile, tipurile
2 Reglementarea de către stat a activităţii economice externe a întreprinderii
3 Investiţiile străine în Republica Moldova
Legea R.M. privind bazele activităţii economice externe în R. Moldova
Legea R.M. privind investiţiile în activitatea de întreprinzător
Activitatea economică externă a întreprinderii este activitatea persoanelor fizice şi juridice
ce se desfăşoară în colaborare cu persoane juridice şi fizice din alte state, precum şi activitatea
acestora în Republica Moldova, în toate formele de relaţii economice internaţionale.
Principiile relaţiilor economice internaţionale:
Cointeresare şi avantaj reciproc;
Libera iniţiativă
Legalitatea juridică a tuturor subiecţilor economici externi indiferent de forma de
activitate
Apărarea intereselor subiecţilor activităţii economice externe
Egalitatea în drepturi şi neadmiterea limitării ilegale a drepturilor subiecţilor
activităţii economice externe
Tipuri de activitate economică externă:
importul şi exportul ( TVA la import )
schimbul de mărfuri (barter)
cooperarea în producţie
activitatea de antreprenor
activitatea investitorilor străini
concesiuni acordate persoanelor fizice şi juridice străine
operaţii internaţionale financiar-bancare (creditare, decontare, asigurare, operare cu
hîrtii de valoare străine)
operaţiuni de arendă, inclusiv leasing.
2 Reglementarea de către stat a activităţii economice externe a întreprinderii
Reglementarea de către stat a activităţii economice are două scopuri principale:
a. asigurarea intereselor statului
b. integrarea R.M. în economia mondială şi în sistemul diviziunii internaţionale a
muncii.
Principiile de bază a reglementărilor de stat a activităţii economice:
1. Centralizarea politicii economice externe
2. Centralizarea sistemului reglementării de stat a REI şi controlul executării lor
3. Unicitatea teritorială vamală a R.M.
4. Egalitatea participanţilor la activitatea economică externă şi nediscriminarea lor
Page 116
115
5. Apărarea drepturilor şi intereselor legitime ale participanţilor de la REI inclusiv
apărarea secretului comercial
6. Stimularea activităţii economice externe.
3 Investiţiile străine în Republica Moldova
Tipuri de investiţii străine:
1. Înfiinţarea întreprinderilor cu capital străin
a) prin documentul de transfer
b) prin declaraţia vamala de marfă
Achitarea taxelor vamale
Eliberarea licenţelor şi fixarea cotelor pentru operaţiuni externe
Licenţa generală autorizează efectuarea
operaţiilor export-import cu una sau mai multe ţări în volumul
stabilit
Licenţa individuală (de o singură dată)
autorizaţia nominală se eliberează pentru
efectuarea unei anumite operaţii de către un agent
economic concret
Cota de export (restricţie cantitativă plafonul în expresie
naturală sau valorică stabilit de stat la
exportul-importul unor mărfuri
Regimul vamal
Declararea mărfurilor importate sau exportate
Reglementarea operativă a activităţii economice externe
Limitarea exportului şi importului de mărfuri
reglementarea cererii şi ofertei pe piaţa internă
realizarea obligaţiunilor internaţionale legate de export şi import
adoptarea măsurilor de răspuns la acţiuni discriminatorii ale unor ţări
Suspendarea operaţiilor economice externe în caz de:
încălcarea legislaţiei
neexecutarea condiţiilor de licenţă şi a datelor fixate
recurgerea la dumping sau la concurenţa neloială
export-import repetat a mărfurilor necalitative
falsificarea documentele şi informaţiilor
Mecanismul reglementării de către stat a REI
Page 117
116
2. Procurarea întreprinderilor, a cotelor de participare (pachete de acţiuni)
3. Înfiinţarea întreprinderilor mixte, a filialelor întreprinderilor din străinătate în
comun cu persoanele fizice şi juridice din Republica Moldova
4. Procurarea unor clădiri şi amenajări care pot aparţine străinilor cu drept de
proprietate
5. Arendă, concesiuni etc.
Legea Republicii Moldova cu privire la investiţii
Cauzele nedorinţei de a investi în Republica Moldova
criminalitate ridicată
corupţia şi birocraţia
instabilitatea cadrului juridic
neclaritatea durabilităţii opţiunilor politice de dezvoltare
Page 118
117
Tema XXIII. Gestiunea financiară a întreprinderii
1. Conţinutul gestiunii financiare
2. Planificarea financiară
3. Indicatori folosiţi în analiza financiară
1. Conţinutul gestiunii financiare
Gestiunea financiară reprezintă ansamblul de acţiuni de administrare a resurselor băneşti
ale întreprinderii.
Mediul financiar al întreprinderii
Gestiunea financiară a întreprinderii integrează două domenii specializate:
operaţional
funcţional
Întreprinderea
1. Instrumente de plată, de finanţare şi de
garantare
2. Plata activelor financiare
3. Investiţii financiare specializate
5. Variabile de regularizare
4. Proceduri juridice de regularizare
Gestiunea financiară a
întreprinderii
Domeniul
operaţional Domeniul
funcţional
Credite
Trezorerie
Operaţiuni
financiare
Planificarea
financiară
Analiza
financiară
Studii de
rentabilitate
Page 119
118
Scopul fundamental al gestiunii finanţelor este:
asigurarea maximizării valorii întreprinderii;
asigurarea calităţii şi nivelului performanţelor realizate la întreprindere.
Componentele managementului financiar:
I. Diagnosticul financiar se referă la :
punctele forte şi slabe ale situaţiei financiare
activitatea şi performanţele întreprinderii
II. Decizii financiare
Gestiunea riscurilor financiare
Gestiunea financiară pe termen lung şi mediu
proiecte de finanţare
proiecte de investiţii
Gestiunea financiară pe termen scurt
decizii de trezorerie (financiare, plasamente)
III. Controlul financiar
2. Planificarea financiară
Informaţiile necesare pentru elaborarea planului financiar:
principalii indicatori de calcul, fundamentare şi eficienţă
planul de finanţare şi creditare a investiţiilor
determinarea necesarului de mijloace circulante şi a surselor de finanţare a acestora
încasările din vânzarea producţiei-marfă, a impozitului pe valoare adăugată
cheltuielile care se suportă direct din rezultat
planul cheltuielilor administrativ – gospodăreşti
Etapele procesului de planificare financiară:
1) calculele preventive ale indicatorilor financiari, bazate pe calculele
compartimentelor respective;
2) elaborarea proiectului planului financiar, bazată pe calculele indicatorilor;
3) coordonarea diferitor indici de plan cu relaţiile cu bugetul republican, local şi cu
băncile;
Valoarea întreprinderii
Rezultate din activităţi şi proiecte
viitoare
Riscuri induse din mediul financiar
Stoc de patrimoniu acumulat astăzi
Riscuri specifice întreprinderii
(+) (+)
(-) (-)
Page 120
119
4) prezentarea proiectului de plan conducerii întreprinderii;
5) studierea planului de către conducerea întreprinderii şi prezentarea adunării
generale;
6) discuţii şi aprobarea proiectului planului de adunarea generală.
Sarcinile compartimentului financiar:
asigură prin planul financiar fondurile necesare;
efectuează calcule de fundamentare a indicatorilor economici corelaţi cu indicatorii
financiari;
întocmeşte când este cazul, planul de credite şi de casă, depune la banca
finanţatoare;
ia măsuri împreună cu conducerea, pentru reducerea costurilor, recalcularea
normativului de mijloace circulante şi posibilitatea de mărire a vitezei de rotaţie a
acestor mijloace.
răspunde de realizarea integrală la timp a planului financiar, propune măsuri
eficiente de recuperare a pierderilor;
asigură plata la termen a sumelor care constituie obligaţia faţă de bugetul de stat şi
alte obligaţii faţă de terţi;
urmăreşte şi livrează toate facturile pentru produsele livrate;
asigură finanţarea valutară pentru operaţiunile de export-import şi cooperare.
Principalele calcule efectuate în planul financiar:
calcularea beneficiului din diverse activităţi şi destinațiile beneficiului;
amortizarea fondurilor fixe;
normativul fondurilor circulante proprii;
sursele finanţării investiţiilor capitale;
formarea fondului de rezervă financiară.
Calculele financiare îmbracă forma bilanţului Activelor şi Pasivelor
Active (totalul bunurilor posedate de
întreprindere)
Lei Pasive (totalul datoriilor (obligaţiilor)
întreprinderii)
Lei
I. Active curente I. Capital propriu
- numerar existent în casierie - fond statutar
- disponibil existent în cont - fond de rezervă
- debitori (persoane fizice sau juridice care datorează bani firmei)
II. Obligaţii de scurtă durată
II. Active fixe - remunerare
- clădiri, terenuri, echipamente - bugetul
III. Stocuri de materiale, semifabricate, produse finite
III. Obligaţii de lungă durată
- credit bancar
TOTAL TOTAL
Page 121
120
3. Indicatori folosiţi în analiza financiară
Indicatorii folosiţi în analiza financiară:
A. Indicatori de lichiditate – reflectă capacitatea întreprinderii de a-şi onora obligaţiile
1. 𝑅𝑎𝑡𝑎 𝑟𝑎𝑝𝑖𝑑ă 𝑎 𝑙𝑖𝑐ℎ𝑖𝑑𝑖𝑡ăț𝑖𝑖 =𝐴𝑐𝑡𝑖𝑣𝑒 𝑐𝑢𝑟𝑒𝑛𝑡𝑒−𝑆𝑡𝑜𝑐𝑢𝑟𝑖
𝑂𝑏𝑙𝑖𝑔𝑎ț𝑖𝑖 𝑐𝑢𝑟𝑒𝑛𝑡𝑒
2. 𝑅𝑎𝑡𝑎 𝑑𝑒 𝑟𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑟𝑒 𝑎 𝑐𝑟𝑒𝑎𝑛ț𝑒𝑙𝑜𝑟 =𝐹𝑎𝑐𝑡𝑢𝑟𝑖 𝑒𝑚𝑖𝑠𝑒 ș𝑖 𝑛𝑒î𝑛𝑐𝑎𝑠𝑎𝑡𝑒
𝑉î𝑛𝑧ă𝑟𝑖 𝑛𝑒𝑡𝑒∗ 365
Rata de recuperare a creanţelor evaluează timpul necesar pentru recuperarea
sumelor de bani conform facturilor emise şi neîncasate
3. 𝑅𝑎𝑡𝑎 𝑑𝑒 𝑝𝑙𝑎𝑡ă 𝑎 𝑑𝑒𝑏𝑖𝑡𝑒𝑙𝑜𝑟 = 𝐹𝑢𝑟𝑛𝑖𝑧𝑜𝑟𝑖𝑖+𝐶𝑟𝑒𝑑𝑖𝑡𝑜𝑟𝑖𝑖
𝐶ℎ𝑒𝑙𝑡𝑢𝑖𝑒𝑙𝑖 𝑑𝑖𝑟𝑒𝑐𝑡𝑒∗ 365
Indică perioada de timp necesară plăţii furnizorilor pentru bunurile şi serviciile
oferite
4. 𝑅𝑎𝑡𝑎 𝑑𝑒 𝑎𝑐𝑜𝑝𝑒𝑟𝑖𝑟𝑒 𝑎 𝑐𝑟𝑒𝑎𝑛ț𝑒𝑙𝑜𝑟 =𝑃𝑟𝑜𝑓𝑖𝑡𝑢𝑙 𝑛𝑒𝑡+𝐴𝑚𝑜𝑟𝑡𝑖𝑧𝑎𝑟𝑒 − 𝐷𝑖𝑣𝑖𝑑𝑒𝑛𝑡𝑒 𝑝𝑙ă𝑡𝑖𝑡𝑒
𝑅𝑎𝑡𝑒 𝑑𝑒 𝑐𝑎𝑝𝑖𝑡𝑎𝑙 𝑠𝑐𝑎𝑑𝑒𝑛𝑡𝑒+𝐷𝑜𝑏î𝑛𝑧𝑖 𝑎𝑓𝑒𝑟𝑒𝑛𝑡𝑒
5. 𝑅𝑎𝑡𝑎 𝑑𝑒 𝑎𝑢𝑡𝑜𝑓𝑖𝑛𝑎𝑛ț𝑎𝑟𝑒 = 𝑉𝑎𝑙𝑜𝑎𝑟𝑒𝑎 𝑜𝑜𝑏𝑙𝑖𝑔𝑎ț𝑖𝑖𝑙𝑜𝑟 𝑡𝑜𝑡𝑎𝑙𝑒
𝑇𝑜𝑡𝑎𝑙 𝑐𝑎𝑝𝑖𝑡𝑎𝑙 𝑝𝑟𝑜𝑝𝑟𝑖𝑢
Rata de autofinanţare relevă posibilităţile de reale de dezvoltare a firmei.
B. Indicatori de profitabilitate:
1. 𝑅𝑎𝑡𝑎𝑝𝑟𝑜𝑓𝑖𝑡
𝑣î𝑛𝑧ă𝑟𝑖=
𝑃𝑟𝑜𝑓𝑖𝑡 𝑛𝑒𝑡
𝑣î𝑛𝑧ă𝑟𝑖∗ 100 - arată cît profit net se poate obţine la 100 lei vânzări.
2. 𝑅𝑎𝑡𝑎𝑝𝑟𝑜𝑓𝑖𝑡
𝑎𝑐𝑡𝑖𝑣𝑒=
𝑃𝑟𝑜𝑓𝑖𝑡 𝑛𝑒𝑡
𝑇𝑜𝑡𝑎𝑙 𝑎𝑐𝑡𝑖𝑣𝑒∗ 100 – arată procentul de profit obţinut pe seama activelor.
C. Indicatori de activitate:
1. 𝑅𝑎𝑡𝑎 𝑐𝑎𝑝𝑖𝑡𝑎𝑙𝑢𝑙𝑢𝑖 𝑑𝑒 𝑙𝑢𝑐𝑟𝑢 = 𝑃𝑟𝑜𝑓𝑖𝑡 𝑛𝑒𝑡
𝐶𝑎𝑝𝑖𝑡𝑎𝑙𝑢𝑙 𝑑𝑒 𝑙𝑢𝑐𝑟𝑢∗ 100 – exprimă câştigul firmei la
fiecare 100 lei capital de lucru.
Capitalul de lucru = active cu grad înalt de lichiditate – pasivele (obligaţiile)
scadente pe termen scurt
2. 𝑅𝑎𝑡𝑎 𝑑𝑒 𝑒𝑓𝑖𝑐𝑖𝑒𝑛ță 𝑎 𝑠𝑡𝑜𝑐𝑢𝑟𝑖𝑙𝑜𝑟 = 𝑇𝑜𝑡𝑎𝑙 𝑐ℎ𝑒𝑙𝑡𝑢𝑖𝑒𝑙𝑖 𝑑𝑖𝑟𝑒𝑐𝑡𝑒
𝑣𝑎𝑙𝑜𝑎𝑟𝑒𝑎 𝑠𝑡𝑜𝑐𝑢𝑟𝑖𝑙𝑜𝑟∗ 100 – indică
eficienţa vânzărilor şi cota stocurilor de marfă nerealizată.
Page 122
121
Tema XXIV. Planul de afaceri – baza activităţii de antreprenoriat
1. Importanţa planului de afaceri
2. Etapele elaborării şi structura planului de afaceri
1. Importanţa planului de afaceri
Planul de afaceri este o descriere documentată confidenţială în care sunt scrise obiectivele
şi scopurile întreprinderii, demonstrându-se în detaliu modalităţile de atingere a acestora.
Prin planul de afaceri se dă răspuns la întrebările:
Ce reprezintă firma (afacerea) în prezent şi ce va avea să obţină pe viitor?
Cum se va realiza obiectivul propus?
Cine îl va atinge?
De ce resurse este nevoie pentru aceasta?
Planul de afaceri se elaborează pentru următoarele scopuri:
pentru a stabili un plan de acţiune şi un instrumentar de management;
pentru a obţine un credit bancar;
pentru a atrage investiţii;
Beneficiarii planului de afaceri:
Antreprenorii;
Managerii;
Proprietarii;
Bancherii;
Investitorii;
Partenerii de afaceri.
Etapele elaborării Planului de afaceri:
I. Culegerea informaţiilor despre activitatea pe care o planificăm şi condiţiile în care se va
desfăşura.
II. Organizarea informaţiilor. Divizarea lor pe capitole care se referă la aspecte specifice.
Structura Planului de Afaceri:
I. Pagina de titlu:
denumirea completă a întreprinderii;
adresa juridică;
numărul de telefon, fax, e-mail;
numele, prenumele directorului, semnătura lui;
data (luna, anul) întocmirii planului;
trimiteri la confidenţialitatea informaţiei.
II. Cuprins:
compartimentele planului conform paginii.
Page 123
122
III. Sumar:
prezentarea succintă (1-4 pag.) a planului ce are sarcina să trezească interes
pentru bănci, investitori, parteneri.
Sumarul se elaborează la sfârşitul întocmirii planului, după ce sunt pregătite
toate compartimentele.
IV. Descrierea afacerii şi a obiectivelor:
date generale despre întreprindere (forma organizatorico-p juridică, fondatorii,
domeniul de activitate);
analiza SWOT;
scopul şi obiectivele afacerii:
obiective generale;
obiective specifice.
V. Date despre produsul sau Serviciul firmei:
descrierea detaliată a produselor şi serviciilor, caracteristicile calitative,
avantajele;
asortimentul şi nomenclatura ( în calităţi fizice sau valorice);
necesităţile pe care le satisface serviciul sau produsul dat;
ambalajul şi design-ul produsului.
VI. Piaţa (planul de marketing)
caracteristica pieţei pe care activează firma ( structura, mărimea);
evoluţia pieţei ( va creşte, va descreşte, va rămîne aceeaşi în perioada
planificată);
segmentul (cota) pe piaţă a întreprinderii (în expresii naturale sau valorice);
clienţii:
actuali – cine sunt
potenţiali - care sunt preferinţele lor;
analiza necesităţilor consumatorilor;
politica de preţ:
modalităţi de stabilire a preţului:
în baza costurilor;
după cerere;
după concurenţi.
modificarea preţurilor ( va fi efectuată, nu va fi);
canalele de distribuţie a produsului ( drumul parcurs de către produs - de la
fabricare până la realizare);
promovarea produsului sau serviciului;
VII. Concurenţii ( se determina 3-5 întreprinderi, inclusiv care produc produse substituibile)
cine sunt concurenţii;
caracteristica produselor concurenţilor, atu-urile şi slăbiciunile lor;
Analiza comparativă a concurenţilor (5 – excelent; 4 – bun; 3 – mediu; 2 – rău)
Page 124
123
Factorii succesului Întreprinderea
dvs.
Întreprinderile concurente
A B C D E
1.Sortimentul
2. Calitatea
3. Promovarea
4. Amplasarea
5.Deservirea clienţilor
6. Altele
7. Total puncte
VIII. Amplasarea
unde va fi amplasată afacerea;
există alte întreprinderi în zona dată, inclusiv concurente;
care sunt facilităţile, avantajele.
IX. Strategii (în baza analizei SWOT)
X. Planul operaţional:
procesul de producţie (descrierea, alegerea furnizorilor);
echipa managerială (responsabilităţile);
personalul de execuţie, operaţional (responsabilităţilor).
XI. Planul financiar:
date financiare cunoscute;
surse necesare pe ani, total pentru perioada planificată;
prezentarea venitului estimat;
bilanţul proiectat (bugetul de venituri şi cheltuieli).
XII. Riscuri şi probleme critice:
descrierea riscurilor posibile:
depăşirea costurilor planificare;
întârzierea furnizorilor;
capital insuficient.
activităţile de minimizare a riscurilor.
XIII. Anexe:
fotografii, machete, hărţi, planuri;
rezultatele testării;
documentele de patentă.
Page 125
124
BIBLIOGRAFIE
Legi şi acte normative
9. Codul civil, Legea nr. 1107-XV din 6 iunie 2002
10. Legea Republicii Moldova cu privire la antreprenoriat şi întreprinderi, nr. 845-XII din
03.01.1992
11. Legea Republicii Moldova privind societățile pe acțiuni, nr. 1134 -XIII din 2 aprilie 1997
12. Legea Republicii Moldova privind societăţile cu răspundere limitatănr, nr. 135 din
14.06.2007
13. Legea Republicii Moldova privind susţinerea sectorului întreprinderilor mici şi mijlocii
nr. 206-XVI din 07.07.2006 .
14. Legea Republicii Moldova cu privire la patenta de întreprinzător, nr. 93-XIV din 15 iulie
1998
15. Legea Republicii Moldova cu privire la înregistrarea de stat a întreprinderilor și
organizaților, nr. 1265-XIV din 5 octombrie 2000
16. Legea Republicii Moldova privind licențierea unor genuri de activitate, nr. 451-XV din 30
iulie 2001
17. Legea Republicii Moldova cu privire la franchising, nr. 1335-XIII din 1 octombrie 1997
18. Legea Republicii Moldova cu privire la leasing, nr. 731-XII din 15 februarie 1996
19. Legea Republicii Moldova cu privire la patenta de întreprinzător, nr. 93-XIV din 15 iulie
1998
Literatură în limba română
20. Bărbulescu Constantin. Managementul producției industriale, București, Ed. Didactică și
pedagogică, 1995, 207 p.
21. Bărbulescu Constantin, Gavrilă Tatiana, Lefter Viorel ș.a. Economia și gestiunea
întreprinderii, București, Ed. Economică,1995, 384 p.
22. Dima Ioan Constantin. Nedelcu Monica Viorica. Management industrial (tratat), București,
Ed. Național, 2000, 679 p.
23. Băşanu G., Fundătură D., Management. Marketing, Bucureşti, 1995.
24. Băşanu Gh., Pricop M., Managementul aprovizionării, Bucureşti, 1996.
25. Bob Constantin A. (coord.), Economia întreprinderii, Bucureşti, 1997.
26. Borza A., Managementul întreţinerii şi reparării utilajului, Bucureşti, 1995.
27. Cotelnic Ala. Managementul unităților economice, Chișinău, Ed. ASEM, 1998, 309 p.
28. Cotelnic Ala. Managementul activității de producție, Chișinău, Ed. Evrica, 2003, 183 p.
29. Cotelnic A., Nicolaescu M., Cojocaru V., Managementul întreprinderii în definiţii,
formule, scheme, Chişinău, 1997.
30. Ceşu I., Memorator managerial, Bucureşti, 1995.
31. Cozac A., Reducerea costurilor de producţie în economia de piaţă, Cluj, 1992.
32. Constantinescu D. ş.a., Conducerea operativă a producţiei, Craiova, 1994.
33. Cоrstea Gh., Pârvu Fl, Economia și gestiune întreprinderii., Ed. Economica, București,
1999
Page 126
125
34. Dolotă M., Donath L., Managementul firmei prin planul de afaceri, Timişoara, 1997.
35. Hrişcev E., Managementul firmei, Chişinău 1997.
36. Manualul sistemului calităţii, Bucureşti, 1996.
37. Nistorescu T., Meghişan Gh., Economia întreprinderii, Craiova, 1995.
38. Olaru M., Managementul calităţii, Editura economică, Bucureşti 1999.
39. Olaru M., Lefter V., Pop N., Tehnici şi instrumente ale managementului calităţii, Editura
Economică, Bucureşti, 2000.
40. Popa Andrei, Parmacli Dmitrii, Managementul Businessului Mic (îndrumar pentru
antreprenori), USC, Cahul, 2004, 134 p.
41. Popa Andrei, Nebunu Anatolie, Jolea Ecaterina, Din start cu idei noi sau 6 teme pentru
antreprenori, USC, Cahul, 2005, 68 p.
42. Popa Andrei, Jolea Ecaterina, Gîrneţ Slavic, Informaţii utile pentru întreprinzători, USC,
Cahul, 2005, 82 p.
43. Raţiu-Suciu I. Economia ramurilor, Alba-Iulia, 1996.
44. Russu C., Management, Bucureşti; 1993.
45. Russu C. Managementul întreprinderilor mici și mijlocii, București, Ed. Expert, 1996
46. Solcan A. Managementul micului business, ASEM, Chișinău, 2001
47. Nicolescu O. (coord.), Strategii manageriale de firmă, Bucureşti, 1996.
48. Tendinţe în economia Moldovei, Ediţie trimestrială, februarie, 1998, Chişinău.
Literatură în limba rusă
49. Пармакли Д.М., Попа А.М. Бизнес-планирование (учебно-методическое пособие),
КГУ им. Б.П. Хашдеу, Кахул, 2007, 77 стр.
50. Пармакли Д.М., Попа А.М., Бабий Л.И. Экономика предпринимательства (учебное
пособие), КГУ им. Б.П. Хашдеу, Кахул, 2010, 268 стр.
51. Попа А.М., Производственный менеджмент: учебное пособие, КГУ им. Б.П.
Хашдеу, Кахул, 2007, 273 стр.
52. Туровец О.Г., Бухалков М.И., Родионов В.Б. и др. Организация производства и
управление предприятием: учебник, Москва, Изд. ИНФРА-М, 2005.- 544 с.