61
PROCEDURĂ PENTRU INSPECŢIA TEHNICĂ A STAŢIILOR PENTRU PREPARAREA MIXTURILOR ASFALTICE PENTRU LUCRĂRI DE DRUMURI ŞI AEROPORTURI
PROCEDURĂ PENTRU INSPECŢIA TEHNICĂ A STAŢIILOR PENTRU PREPARAREA MIXTURILOR ASFALTICE PENTRU
LUCRĂRI DE DRUMURI ŞI AEROPORTURI
CUPRINS
Pag.Capitolul 1. Introducere
1.1. Obiectul lucrării1.2. Obiective1.3. Domeniu de aplicare1.4. Documente de referinţă1.5. Definiţii1.6. Documente întocmite în cadrul procesului de inspecţie tehnică
Capitolul 2. Procesul de inspecţie tehnică – obiective, etape, organizare 2.1. Obiective ale procesului de inspecţie tehnică 2.2. Etapele şi organizarea inspecţiei tehniceCapitolul 3. Verificarea instalaţiilor pentru prepararea mixturilor asfaltice
3.1. Verificarea stării tehnice3.1.1.Verificarea stării tehnice a instalaţiei de preparare a mixturilor
asfaltice la cald3.1.2.Verificarea stării tehnice a instalaţiei de preparare a mixturilor
asfaltice la rece3.2.Verificarea capabilităţii tehnologice 3.2.1.Verificarea capabilităţii tehnologice în procesul de lucru şi a
atingerii parametrilor de prag la instalaţii de preparare la cald a mixturilor asfaltice
3.2.2.Verificarea capabilităţii tehnologice în procesul de lucru şi a atingerii parametrilor de prag la instalaţii de preparare la rece a mixturilor asfaltice
3.3. Măsurarea/ determinarea principalilor parametri ai instalaţiei şi evaluarea acestora în raport cu valorile din cartea tehnică şi valorile de prag
3.4.Verificări privind mentenanţa echipamentelor tehnologice3.5.Verificarea îndeplinirii principalelor cerinţe de securitate a muncii şi
de protecţie a mediului3.6.Verificarea executării controlului calităţii mixturii asfaltice preparate
de către producătorCapitolul 4. Modul de desfăşurare a inspecţiei şi de prezentare a rezultatelor inspecţiei tehnice
4.1.Inspecţia privind starea tehnică a instalaţiei pentru prepararea mixturilor asfaltice
4.2.Determinarea principalilor parametri tehnico-funcţionali4.3.Anexe la raportul de inspecţie tehnică4.4.Raportul de inspecţie tehnică
Anexe:A1. Documente de referinţă A2. Performanţele instalaţiilor pentru prepararea la cald a mixturilor asfaltice şi niveluri de pragA3. Capabilitatea instalaţiei de preparare la cald a mixturilor asfalticeA4. Conţinutul raportului de inspecţie tehnicăA5. Anexele raportului de inspecţie tehnică (anexa A şi anexa B)A6. Verificarea cerinţelor de securitate şi protectia mediuluiA7. Tipuri de instalaţii pentru prepararea mixturilor asfaltice
4444556777888
9
9
10
10
1111
12
13
13
182020
20
2326272833
362/37
Lista tabelelor
Denumirea Pag.Tabel A1.1.Acte normative şi reglementări tehnice 20Tabel A1.2.Standarde 21Tabel A2.1.Performanţele instalaţiilor pentru prepararea la cald a mixturilor asfaltice şi niveluri de prag.
23
Tabel A2.2.Valori de prag pentru temperaturi la instalaţii pentru prepararea la cald a mixturilor asfaltice
24
Tabel A2.3.Abateri admise faţă de reţetă la agregate ( filer ) 25Tabel A2.4.Valori de prag pentru precizia de dozare la instalaţii în flux discontinuu (şarje)
25
Tabel A3.1.Matricea parametrilor tehnici de capabilitate pentru instalaţii de preparare la cald a mixturilor asfaltice
26
Tabel A5.1.Măsurarea/determinarea principalilor parametri tehnico-funcţionali 30Tabel A5.2.Constatări privind controlul producţiei efectuat de către utilizator 31Tabel A6.1.Verificarea cerinţelor de securitate 34Tabel A6.2.Verificarea principalelor cerinţe privind protecţia mediului 35
CAPITOLUL 1Introducere
1.1. Obiectul lucrării
3/37
Obiectul lucrării este elaborarea unei proceduri şi a formularelor necesare pentru inspecţia tehnică a staţiilor (instalaţiilor) utilizate la prepararea mixturilor asfaltice pentru lucrări de drumuri şi aeroporturi. Procedura se constituie ca un document tehnic de referinţă cu rol de ghidare a operatorilor economici ce deţin sau utilizează instalaţii pentru prepararea mixturilor asfaltice, precum şi a structurilor abilitate să efectueze inspecţia tehnică a utilajelor de construcţii. Procedura se aplică la efectuarea inspecţiei tehnice a instalaţiilor pentru prepararea mixturilor asfaltice aflate în exploatare.
1.2.Obiectivea) Obiectivul principal al procedurii este evaluarea capabilităţii tehnologice a instalaţiilor pentru
prepararea mixturilor asfaltice pe baza unei proceduri operaţionale de inspecţie, în scopul de a asigura o calitate a mixturilor asfaltice conform cu cerinţele caietului de sarcini de execuţie a lucrărilor.
b) Procedura de inspecţie tehnică indică nu numai verificările ce trebuie efectuate în cadrul inspecţiei tehnice, ci stabileşte şi “niveluri de prag” pentru principalii parametri ai instalaţiei.
Stabilirea nivelurilor de prag este necesară pentru sistemul de evaluare a echipamentelor în vederea emiterii Raportului de inspecţie tehnică, punând la dispoziţia echipei de inspecţie criterii obiective de apreciere a nivelului tehnic de capabilitate a echipamentelor. Acolo unde este cazul, se va limita domeniul de utilizare a mixturii preparate, ţinând seama de performanţele instalaţiei inspectate. c) Indicarea metodelor de determinare a parametrilor instalaţiei în regim de inspecţie tehnică. d) Procedura urmăreşte asigurarea menţinerii parametrilor de lucru ai echipamentelor tehnologice la “niveluri de prag” pe întreaga durata de viaţă a acestora. e) Elaborarea matricei parametrilor tehnici de capabilitate ai instalaţiei pentru prepararea mixturilor asfaltice, care cuprinde atât cerinţele de calitate, cât şi parametrii care asigură îndeplinirea acestor cerinţe, cu indicarea valorilor de prag. (anexa 3)
Prin urmare procedura de inspecţie tehnică elaborată conţine metode de analiza şi evaluare pentru:
- capabilitatea funcţională şi tehnologică a instalaţiei de preparat mixturi asfaltice la nivelul de calitate impus;
- sistemul de mentenanţă care trebuie să asigure menţinerea performanţelor tehnologice ale instalaţiei de preparat mixturi asfaltice;
- nivelurile de prag minime sau maxime pentru principalii parametri care influenţează direct calitatea lucrărilor şi compararea acestora cu valorile determinate în cadrul inspecţiei tehnice;
- respectarea unor cerinţe privind securitatea şi protecţia mediului pentru instalaţiile de preparat mixturi asfaltice (nerespectarea acestor cerinţe are influenţe negative asupra capabilităţii tehnologice a instalaţiei).
1.3.Domeniu de aplicarePrezenta procedură se aplică la efectuarea inspecţiei tehnice a instalaţiilor pentru prepararea
mixturilor asfaltice aflate în exploatare şi reprezintă o procedură cadru pe baza căreia echipa de inspecţie îşi elaborează procedura operaţională proprie. Procedura stabileşte verificările ce trebuie efectuate în cadrul inspecţiei tehnice, având în vedere toţi factorii care influenţează calitatea mixturii asfaltice preparate şi se finalizează printr-un formular de “Raport de inspecţie tehnică” şi anexe, care se semnează de echipa de inspecţie.
Procedura este utilizată nu numai de către organismele de inspecţie tehnică de terţă parte, ci este este destinată şi pentru deţinătorii şi utilizatorii instalaţiilor de preparat mixturi asfaltice în vederea efectuării verificării tehnice interne a acestor instalaţii, pentru pregătirea personalului ce deserveşte aceste instalaţii, precum şi pentru pregătirea instalaţiilor înaintea inspecţiei tehnice, în cazul în care se apelează la organisme de inspecţie de terţă parte.
4/37
1.4. Documente de referinţăPrincipalele documente de referinţă utilizate la întocmirea lucrării “Procedura pentru inspecţia
tehnică a instalaţiilor pentru prepararea mixturilor asfaltice la lucrări de drumuri şi aeroporturi” sunt indicate în anexa 1.
1.5. Definiţii
Se definesc mai jos o serie de noţiuni utilizate în cadrul lucrării:
Inspecţie tehnică – proces complex prin care se realizează examinarea unui produs, a unui serviciu, a unui proces sau al unei fabrici şi stabilirea conformităţii lor cu cerinţele specifice sau, pe baza unei judecăţi profesionale, cu cerinţele generale; evaluarea produsului se face prin observare şi judecare, însoţită după caz de măsurare, încercare.Conformitate - îndeplinirea de către un echipament tehnologic, proces sau serviciu a unor cerinţe specifice de capabilitate, securitate, mediu.Echipament tehnologic – instalaţii, maşini, utilaje, aparate, scule şi dispozitive pentru lucrări de construcţiiProcedură – totalitatea actelor şi a formelor îndeplinite în cadrul activităţii desfăşurate de echipa de inspecţie.Capabilitate – însuşirea unui echipament tehnologic de a fi capabil să execute operaţii tehnologice la un nivel de performanţă stabilit, cu respectarea cerinţelor de calitate, a cerinţelor esenţiale de securitate şi sănătate în muncă şi a cerinţelor de protecţie a mediului, care îi sunt aplicabile.Valoare de prag – valoare maximă sau minimă a unei mărimi asociate unei caracteristici tehnice sau tehnologice a unui echipament (determinate dupa un anumit procedeu de măsurare), peste care sau sub care nivelul tehnic de capabilitate al unui echipament tehnologic este necorespunzător; valorile de prag se pot exprima prin valori absolute sau relative (prin abateri faţă de o valoare stabilită, care în unele cazuri se pot exprima procentual).Instalaţie – ansamblu de construcţii, de maşini etc., montate astfel încât să formeze un tot în scopul executării unei anumite funcţiuni sau operaţii în procesul de producţie.Mixtură asfaltică – produs obţinut prin amestecarea pe baza unor dozaje judicios stabilite a agregatelor, filerului şi bitumului, la care uneori se adaugă aditivi şi care se utilizează la lucrări de drumuri şi aeroporturi.Aditiv – material component care poate fi adăugat în cantităţi mici în mixtura asfaltică, de exemplu fibre minerale, organice sau polimeri, pentru a modifica caracteristicile mecanice, lucrabilitatea sau culoarea mixturii asfaltice.Agregate naturale –materiale granulare, prelucrate sau neprelucrate, de origine minerală, obţinute din sfărâmarea naturală sau artificială a rocilor provenite din cariere sau balastiere.Anrobare – operaţie prin care granulele agregatelor naturale sau artificiale se acoperă (se învelesc) cu o peliculă de liant bituminos Asfalt turnat – mixtură asfaltică specială la care golurile scheletului mineral sunt umplute integral cu mastic bituminos; se realizează la cald cu bitum dur, nu necesită compactare.Bitum – produs obţinut prin distilarea fracţionată a ţiţeiului, format din hidrocarburi grele, utilizat ca liant la prepararea mixturilor asfalticeCriblură – agregat natural alcătuit din granule de formă poliedrică obţinut prin concasarea, granularea şi selecţionarea în sorturi a rocilor dure, de regula magmatice, bazice şi semibazice.Dozaj – proporţie, exprimată în procente, între componenţii unui amestec de tipul mixturilor asfaltice sau a betoanelor de cimentEmulsie bituminoasă – dispersie de bitum într-o fază apoasă care conţine un agent tensioactiv (emulgator)
5/37
Filer- pulbere minerală, cu granule sub 0,63 mm şi minimum 80% granule sub 0,1 mm, obţinută prin măcinarea fină a rocilor calcaroaseGranulozitate – repartiţie procentuală a particulelor agregatului natural, după mărimea lor.Îmbrăcăminte rutieră – partea superioară a structurii rutiere, alcătuită din unul sau două straturi, rezistentă la uzură, care suportă direct acţiunea traficului şi a agenţilor atmosferici şi protejează straturile inferioareMalaxor –echipament în care se amestecă materialele granulare cu liantulPredozaj – operaţie prin care, într-un prim amestec de agregate naturale, se încearcă obţinerea curbei de granulozitate necesare; se operează apoi corectări până la obţinerea granulozităţii optime.Reciclarea mixturilor asfaltice – operaţie de recondiţionare a mixturilor asfaltice vechi obţinute din îmbrăcăminţi bituminoase decapate, prin adaos de agregate naturale şi lianţi.Strat de bază – parte din structura rutieră situată între îmbrăcăminte şi stratul de fundaţie cu rolul de a prelua încărcările din trafic, repartizând fundaţiei eforturi verticaleStrat de legatură – strat situat la partea inferioară a îmbrăcămintei bituminoase, care face legătura între stratul de uzură şi stratul de bază sau de fundaţie.Strat de uzură – strat de la suprafaţa îmbrăcămintei rutiere executat din materiale rezistente, impermeabile, de obicei rugos, care este în contact direct cu pneurile autovehiculelor şi cu condiţiile climaterice.Staţie (Instalaţie) de preparare a mixturilor asfaltice – unitate industrială în care se produc mixturi asfaltice, compusă în principal din uscător de agregate naturale, malaxor, predozatoare, depozite de materiale specifice, transportoare etc.Sortare – operaţie de separare a granulelor agregatelor naturale dupa mărime, cu ajutorul sitelor şi ciururilor.Maşină – ansamblu de părţi sau componente legate între ele, dintre care cel puţin una este în mişcare, care sunt reunite de o manieră solidară în vederea unui anumit scop, prevăzut cu un sistem de acţionare, altul decât forţa umană sau animală aplicată direct.
1.6. Documente întocmite în cadrul procesului de inspecţie tehnicăÎn cursul procesului de inspecţie tehnică se va întocmi un dosar, care va cuprinde cel puţin
următoarele documente:-Documentul prin care se solicită inspecţia tehnică (cerere, notă de comandă etc.);-Documente de referinţă:
- documentaţia tehnică a maşinii (caracteristici tehnice şi tehnologice, componente, schema fluxului tehnologic, măsuri de sănătate, securitate şi protecţia mediului, instrucţiuni pentru mentenanţa maşinii);
- standarde/norme/specificaţii tehnice pentru produs, standarde/norme/specificaţii tehnice pentru proces;
- procedura operaţională a echipei de inspecţie.-Înregistrări realizate în procesul de inspecţie tehnică; -Documentul final (Raport de inspecţie tehnică) rezultat în urma procesului de inspecţie şi care va fi elaborat în două exemplare, din care unul va fi înaintat beneficiarului. Datele obligatorii înscrise în documentul final sunt prezentate în anexa 4 la prezenta procedură.
CAPITOLUL 2Procesul de inspecţie tehnică – obiective, etape, organizare
2.1. Obiective ale procesului de inspecţie tehnică
6/37
În cadrul procesului de inspecţie tehnică se vor urmări următoarele aspecte:a) Starea tehnică a instalaţiei pentru prepararea mixturilor asfalticeInspecţia stării tehnice va cuprinde:
- examinarea vizuală a instalaţiei în staţionare;- examinarea vizuală a instalaţiei la funcţionarea în gol;- examinarea vizuală a instalaţiei la funcţionarea în sarcină.
Examinarea instalaţiei pentru prepararea mixturilor asfaltice constă în efectuarea următoarelor activităţi:
- inspecţia echipamentelor pentru depozitare, transport şi dozare (predozare) agregate;- inspecţia echipamentelor pentru uscarea, încălzirea agregatelor, transportul, depozitarea,
sortarea şi dozarea agregatelor calde (dacă este cazul); - inspecţia echipamentelor pentru depozitare, transport şi dozare filer;- inspecţia echipamentelor pentru depozitare, transport şi dozare liant (bitum, emulsie
bituminoasă, spumă de bitum etc.);- inspecţia echipamentelor pentru depozitare, transport şi dozare aditivi (fibre);- inspecţia echipamentelor pentru malaxare, transport şi depozitare mixtură asfaltică;- inspecţia postului de comandă.
b) Parametrii tehnico-funcţionali.Acest aspect al procedurii va cuprinde în esenţă măsurarea şi determinarea principalilor parametri, stabilirea valorilor de prag, stabilirea abaterilor parametrilor tehnici şi tehnologici c) Îndeplinirea cerinţelor de securitate şi mediu, care pot influenţa capabilitatea tehnologică a instalaţiei.d) Stabilirea rezultatelor inspecţiei.Se va preciza dacă cerinţele din procedura de inspecţie sunt îndeplinite, stabilindu-se capabilitatea instalaţiei pentru prepararea mixturilor asfaltice de a realiza lucrări de calitate, răspunzând cerinţelor esenţiale prevăzute în directive, standarde, normative, specificaţii tehnice etc. Dacă cerinţele prevăzute în procedură nu sunt îndeplinite în totalitate, în urma evaluării făcute, echipa de inspecţie dispune înlăturarea neconformităţilor semnalate şi revine pentru constatarea rezolvării acestora.e) Domeniul de utilizare al instalaţiei inspectateÎn formularul de raport de inspecţie se indică domeniul de utilizare al instalaţiei inspectate şi anume capacitatea instalaţiei, tipurile de mixturi asfaltice pe care instalaţia le poate produce, mobilitatea instalaţiei.
2.2. Etapele şi organizarea inspecţiei tehnicea. Inspecţia tehnică începe cu prezentarea echipei de inspecţie la conducerea societăţii care deţine instalaţia de preparare a mixturilor asfaltice sau la reprezentantul acesteia.b. Inspecţia se va desfăşura în prezenţa a cel puţin unei persoane împuternicite de conducerea societăţii solicitante.c. Înaintea începerii inspecţiei, membrii echipei de inspecţie vor semna angajamentul deontologic, în faţa persoanei împuternicite de către beneficiar. Se va verifica dacă dosarul de produs conţine toate documentele pe care trebuia să le depună beneficiarul (cerere, chestionar de autoevaluare şi documentaţia tehnică în limba română). Se va verifica dacă condiţiile contractuale sunt îndeplinite (contract semnat, avans plătit etc.).d. Şeful echipei de inspecţie va informa pe scurt împuternicitul beneficiarului asupra modului cum urmează să se desfăşoare inspecţia, obiectivele care se urmăresc în cadrul acesteia, prezentând conţinutul formularului raportului de inspecţie.
7/37
e.Conform dispoziţiilor Legii 319/2006, se va efectua instructajul introductiv general al inspectorilor care fac parte din echipa de inspecţie de către persoana desemnată de deţinătorul instalaţiei.f. Se verifică documentele de provenienţă a instalaţiei, existenţa plăcuţelor de marcaj (identificare), se analizează cartea tehnică (părţi componente, schema fluxului tehnologic, parametrii tehnici, instrucţiuni de exploatare şi întreţinere) şi se verifică existenţa “Planului de revizii tehnice şi reparaţii”g. Se efectuează inspecţia tehnică şi se completează formularele întocmite de echipa de inspecţie conform indicaţiilor din anexa 5. Se va face evaluarea conformităţii prin observare şi raţionament, iar rezultatele care pot fi conformitate sau neconformitate vor fi consemnate în anexele la raport. h. Inspecţia tehnică se completează cu rezultatele măsurărilor efectuate de către echipa de inspecţie. i. Inspecţia tehnică se încheie cu prezentarea concluziilor şi semnarea raportului de inspecţie, precum şi a anexelor de către membrii echipei de inspecţie. Observaţie: Etapele a-d apar doar în situaţia în care membrii echipei de inspecţie nu sunt angajaţi ai societăţii care deţine instalaţia de preparare a mixturilor asfaltice.
CAPITOLUL 3Verificarea instalaţiilor pentru prepararea mixturilor asfaltice
La întocmirea procedurii de inspecţie tehnică s-a ţinut seama de faptul că există mai multe tipuri de instalaţii şi tehnologii pentru prepararea mixturilor asfaltice: tehnologia la cald, tehnologia la rece, tehnologie în flux discontinuu cu malaxoare cu acţiune periodică, tehnologie în flux continuu cu malaxoare cu acţiune continuă, tehnologie cu sau fără utilizarea materialului reciclat, iar în funcţie de mobilitate există instalaţii fixe, transportabile sau mobile. În anexa 7 se prezintă o clasificare a instalaţiilor pentru prepararea mixturilor asfaltice şi componenţa acestora. 3.1. Verificarea stării tehnice
3.1.1 Verificarea stării tehnice a instalaţiei de preparat mixturi asflatice la cald, prin:a) evaluarea stării tehnice a principalelor componente, cum sunt:- predozatorul de agregate naturale;- depozit de agregate, silozuri de filer, depozit de aditivi (fibre minerale sau organice, polimeri
etc.);- instalaţie de depozitare, transport şi încălzire a lianţilor (bitum, bitum aditivat, bitum
modificat cu polimeri)- benzi tranportoare pentru agregate;- uscător cu tambur pentru agregate minerale (sau uscător – malaxor pentru instalaţii în flux
continuu);- instalaţie de filtrare gaze arse de la uscător;- transportor cu cupe (elevator) pentru agregatele uscate (calde);- ciur vibrator pentru sortarea agregatelor calde (la instalaţii în flux discontinuu) ;- şnec pentru transportul filerului;- instalaţie de transport a fibrelor;- dozatoare de agregate, filer, bitum şi aditivi;- instalaţii pentru depozitare, transport şi dozare asfalt recuperat (la instalaţii în flux continuu);- malaxor cu amestecare forţată (la instalaţii în flux discontinuu);- schip pentru transportul mixturii;- buncăre pentru stocarea mixturii;- semitrailer pentru cuplare la autotractor cu şa (pentru instalaţii mobile)- post de conducere cu aparatură de comandă şi monitorizare a procesului tehnologic.
8/37
b) verificarea funcţională şi tehnologică a întregului echipament în gol şi în sarcină.(verificarea întregului proces de preparare a mixturilor asfaltice la cald, care include procesele de dozare, uscare, sortare agregate calde şi malaxare, verificarea regimului termic pentru agregate, bitum, mixtură preparată şi stocată, verificarea principalelor cerinţe de securitate şi protecţia mediului cu influenţă asupra capabilităţii instalaţiei)
3.1.2. Verificarea stării tehnice a instalaţiei de preparat mixturi asfaltice la rece, prin:a) evaluarea stării tehnice a principalelor componente, cum sunt:-instalaţii pentru depozitare, transport şi dozare agregate;-instalaţii pentru depozitare, transport şi dozare asfalt recuperat;-instalaţii pentru depozitare, transport şi dozare emulsie bituminoasă (pentru cazul
amestecurilor având ca liant emulsia bituminoasă);-instalaţii pentru prepararea spumei de bitum (pentru cazul amestecurilor având ca liant spuma
de bitum), inclusiv rezervoare de apă şi bitum cald;-malaxor cu amestecare forţată;-buncăre pentru stocarea amestecului preparat la rece.b) verificarea funcţională şi tehnologică a întregului echipament în gol şi în sarcină.(verificarea întregului proces de preparare a mixturilor asfaltice la rece, care include procesele
de dozare, malaxare şi de preparare a spumei de bitum, verificarea principalelor cerinţe de securitate şi protecţia mediului cu influenţă asupra capabilităţii instalaţiei)
3.2. Verificarea capabilităţii tehnologice
3.2.1. Verificarea capabilităţii tehnologice în procesul de lucru şi a atingerii parametrilor de prag la instalaţii de preparare la cald a mixturilor asfaltice prin:
-verificarea posibilităţii de reglaj a predozatorului de agregate (reglarea vitezei la benzile transportoare şi reglarea poziţiei clapetei de descărcare );
-verificarea turaţiei şi a înclinării tamburului la uscătorul de agregate (sau la uscătorul-malaxor);-verificarea stării paletelor la uscătorul de agregate (sau la uscătorul-malaxor) sau solicitarea
înregistrărilor utilizatorului privind controlul stării paletelor;-verificarea funcţionării corecte a arzătorului prin verificarea indicaţiilor aparatelor de măsură a
temperaturii agregatelor la ieşirea din uscător şi a temperaturii gazelor rezultate prin ardere; -verificarea funcţionării corecte a ciurului de agregate calde (prin solicitarea înregistrărilor
utilizatorului privind starea sitelor şi a abaterilor compoziţiei granulometrice a mixturilor preparate faţă de reţetele stabilite de laborator);
-verificarea metrologică a dozatoarelor şi a altor aparate de măsură de către o firmă specializată (conform planului de verificare metrologică);
-verificarea preciziei de dozare dinamice prin determinarea abaterilor cantităţilor cântărite faţă de cele indicate în reţetă;
-verificarea malaxorului (înregistrări ale utilizatorului privind turaţia, starea paletelor, sistemul de descărcare);
-verificarea omogenităţii amestecului şi a anrobării complete a agregatelor şi filerului prin examinare vizuală (pentru timpul de malaxare indicat în reţetă) ;
-verificarea temperaturii mixturii la ieşirea din malaxor;-verificarea temperaturii mixturii în buncărele de stocare;-verificarea funcţionării corecte a sistemului de comandă şi monitorizare a procesului de
fabricaţie
9/37
Parametrii de capabilitate pentru instalaţii de preparare la cald a mixturilor asfaltice în corelaţie cu parametrii funcţionali şi tehnologici sunt prezentaţi în anexa 2 împreună cu valorile de prag. În anexa 3 se indică matricea parametrilor tehnici de capabilitate, care cuprinde atât cerinţele de calitate, cât şi parametrii care asigură îndeplinirea acestor cerinţe, cu indicarea valorilor de prag.
3.2.2. Verificarea capabilităţii tehnologice în procesul de lucru şi a atingerii parametrilor de prag la instalaţii de preparare la rece a mixturilor asfaltice prin:
-verificarea metrologică a dozatoarelor pentru agregate, asfalt recuperat, emulsie bituminoasă, spumă de bitum şi a altor aparate de măsură de către o firmă specializată (conform planului de verificare metrologică);
-verificarea preciziei de dozare dinamice prin determinarea abaterilor cantităţilor cântărite faţă de cele indicate în reţetă;
-verificarea malaxorului (înregistrări ale producătorului privind turaţia, starea paletelor, sistemul de descărcare);
-verificarea omogenităţii amestecului şi a anrobării complete a agregatelor şi filerului prin examinare vizuală (pentru timpul de malaxare indicat în reţetă);
-verificarea funcţionării corecte a sistemului de comandă şi monitorizare a procesului de fabricaţie
3.3. Măsurarea / determinarea principalilor parametri ai instalaţiei şi evaluarea acestora în raport cu valorile din cartea tehnică şi “valorile de prag” stabilite şi indicate în anexa 2
a)Pentru instalaţii de preparare la cald a mixturii asfaltice se determină:- vitezele benzilor transportoare ale predozatorului de agregate (verificarea posibilităţii de
reglare a debitului);- turaţia şi înclinarea tamburului uscătorului de agregate;- temperatura agregatelor la ieşirea din uscător;- temperatura gazelor rezultate prin ardere;- precizia de dozare dinamică la agregate, filer, bitum şi aditivi (fibre);- capacitatea malaxorului (încărcare normală a malaxorului);- durata de malaxare;- durata ciclului de preparare;- temperatura mixturii la ieşirea din malaxor;- temperatura mixturii la livrare din buncărul de stocare.b)Pentru instalaţii de preparare la rece a mixturii asfaltice se determină:- vitezele benzilor transportoare ale predozatorului de agregate (verificarea posibilităţii de
reglare a debitului);- temperatura bitumului cald şi presiunea de injectare a apei la instalaţia de preparare a spumei de bitum, indicate de aparatele de măsură ale instalaţiei;- precizia de dozare dinamică la agregate, filer, emulsie bituminoasă, spumă de bitum;- capacitatea malaxorului (încărcare normală a malaxorului);- durata de malaxare;- durata ciclului de preparare.
Se vor urmări indicaţiile aparatelor de măsură de la pupitrul de comandă şi înregistrările efectuate la imprimanta sistemului de comandă automat.
3.4. Verificări privind mentenanţa echipamentului tehnologic (verificarea documentelor de evidenţă a stării tehnice).
10/37
Pentru menţinerea capabilităţii tehnologice a instalaţiei de preparare a mixturilor asfaltice, este important să se realizeze şi controlul proceselor de mentenanţă. Se va verifica executarea tuturor lucrărilor de reparaţie şi întreţinere a echipamentelor în conformitate cu instrucţiunile de reglare, întreţinere şi reparaţii date de producătorul instalaţiei.
Programul de mentenanţă trebuie să cuprindă:a) măsurile operaţionale de înlocuire rapidă a componentelor defecte;b) operaţiile de mentenanţă adoptate care asigură conservarea parametrilor funcţionali ce
determină direct capabilitatea tehnologică de lucru (precizia de dozare a componentelor mixturii, temperatura agregatelor, bitumului şi mixturii, omogenitatea mixturii preparate)
c) înregistrări privind operaţiile de mentenanţă efectuate (fişe de evidenţă), ca de exemplu verificarea paletelor la uscătorul de agregate sau la uscătorul-malaxor, verificarea sitelor ciurului pentru sortarea agregatelor calde, verificarea sacilor filtrului de praf, verificarea paletelor malaxorului cu amestecare forţată şi a jocurilor dintre palete şi cuva malaxorului, verificarea sistemului de comandă şi monitorizare a procesului tehnologic etc.
d) înregistrări privind reglajele efectuate pentru funcţionarea corespunzătoare a instalaţiei, ca de exemplu reglarea predozatoarelor de agregate reci pentru asigurarea proporţiei între diferite sorturi în conformitate cu reţeta, reglarea debitului de alimentare a uscătorului în funcţie de umiditatea agregatelor şi temperatura mediului, reglarea şi sincronizarea dozatoarelor la instalaţii în flux continuu etc.
Programul de mentenanţă trebuie întocmit ţinând seama de instrucţiunile concrete din manualul de întreţinere al fabricantului instalaţiei. Programul de mentenanţă trebuie completat cu programul de verificare metrologică a aparatelor de măsură şi control: aparate pentru măsurarea temperaturii agregatelor, bitumului, mixturii preparate şi a gazelor la intrarea în filtrul cu saci, aparate pentru măsurarea presiunii gazelor în uscător şi a presiunii bitumului în conducta de refulare a pompei de bitum, cântarele pentru dozarea componentelor mixturii, precum şi cântarul pentru mixtura livrată, benzile cu dispozitive de cântărire utilizate la instalaţiile în flux continuu.
3.5. Verificarea îndeplinirii principalelor cerinţe de securitate a muncii şi de protecţia mediului. Legea 10/1995 privind calitatea în construcţii menţionează în art.5 printre cerinţele esenţiale şi următoarele cerinţe: igienă, sănătate şi mediu, protecţie împotriva zgomotului. Neîndeplinirea acestor cerinţe influenţează, de regulă, în mod negativ atingerea parametrilor tehnologici de lucru la valorile stabilite, afectând nivelul de calitate al produsului. De aceea odată cu verificarea capabilităţii instalaţiei de a realiza mixtură asfaltică de bună calitate, procedura de inspecţie recomandă şi verificarea îndeplinirii principalelor cerinţe de securitate a muncii şi a mediului pentru instalaţiile de preparare a mixturilor asfaltice. Se recomandă utilizatorului să rezolve aceste neconformităţi (prin anexa B la raportul de inspecţie tehnică).. De regulă, acordarea raportului de inspecţie tehnică nu este condiţionată de rezolvarea neconformităţilor de acest tip. În cazul în care neconformităţile de securitate, sănătate şi protecţia mediului pot afecta grav valorile parametrilor care determină calitatea mixturii asfaltice, atunci neconformităţile constatate se vor comunica organismelor acreditate şi notificate în domeniile respective. Ţinând seama de prevederile SR EN 536:2003, în cadrul inspecţiei se verifică dacă s-au luat măsurile necesare pentru eliminarea sau reducerea riscurilor (pericolelor) şi anume: - se verifică protecţiile de electrosecuritate în procesul tehnologic (vizual); se verifică centura de împământare şi locul de măsurare a rezistenţei prizei de împământare. - existenţa interblocărilor necesare în fluxul tehnologic (vizual); -existenţa mijloacelor de protecţie contra riscurilor determinate de echipamentele în mişcare (vizual);
11/37
- existenţa mijloacelor de protecţie contra riscurilor determinate de temperaturile ridicate; - nivelul de zgomot interior (în cabina de comandă)– se măsoară cu dozimetrul de către echipa de inspecţie (conform SR EN ISO 11201:2010); - nivelul vibraţiilor la postul de comandă – se măsoară de către un laborator autorizat în cazul în care echipa de inspecţie consideră necesară această verificare; - nivelul de zgomot exterior – se măsoară de către un laborator autorizat în cazul în care echipa de inspecţie consideră necesară această verificare (conform SR EN ISO 11201:2010); - amplasarea elementelor de comandă în zona de confort şi accesibilitate; - existenţa iluminării la postul de comandă şi în exterior, în zona de lucru şi acces (vizual). Formularul de verificare a cerinţelor de securitate este dat în anexa 6, tabelul A6.1.
Instalaţiile de preparare a mixturilor asfaltice trebuie să asigure şi încadrarea sub limitele admise de poluare a mediului cu pulberi, gaze de ardere, scurgeri de fluide tehnologice, reziduri ce rezultă din fluxul tehnologic, respectându-se Legea nr.265/2006 privind protecţia mediului, Ordinul nr.462/1993 al MAPPM, Ordinul 756/1997 al MAPPM, STAS 12574-87.
Pentru îndeplinirea cerinţelor de mai sus se impune efectuarea următoarelor verificări:a) se verifică existenţa autorizaţiei de mediu şi existenţa încercărilor privind compoziţia gazelor rezultate în urma arderii combustibilului;b) se verifică eficienţa instalaţiei de desprăfuire (se cer analize privind gradul de purificare al gazelor arse de către instalaţia de filtrare); c)se verifică existenţa şi funcţionarea aparatelor care asigură controlul instalaţiei de desprăfuire (controlul presiunii în uscător şi filtru pentru a se limita cantitatea de particule fine antrenate de curentul de aer şi gazele de ardere, controlul temperaturii gazelor de ardere la intrarea în filtrul de praf pentru a nu se distruge elementele filtrante)d) se verifică funcţionarea sistemului de reglare automată a procesului de ardere, care trebuie să asigure nu numai realizarea temperaturilor optime pentru material şi gazele de ardere, ci şi o ardere completă cu emisii reduse de oxid de carbon şi fum.e) se verifică gradul de etanşare la echipamentele de uscare, transport, sortare şi dozare agregate; se verifică măsurile de eliminare a emisiilor de praf la ciurul de agregate calde şi la încărcarea malaxorului cu materialele componente (introducerea acestor echipamente tehnologice într-o carcasă etanşă, care se racordează la instalaţia de desprăfuire);f) se verifică existenţa şi eficienţa filtrelor la silozurile de filer şi gradul de etanşare a racordurilor siloz – şnec – dozator de filer (vizual); g) se verifică inexistenţa pierderilor de bitum, carburanţi şi/sau lubrifianţi;h) se verifică starea curaţeniei pe căile de acces ale mijloacelor de transport (măsuri de eliminare a pierderilor de mixtură).
Formularul de verificare a cerinţelor de protecţia mediului este dat în anexa 6, tabelul A6.2.
3.6. Verificarea executării controlului calităţii mixturii asfaltice de către producător Starea tehnică bună a echipamentelor tehnologice, reglajele şi utilizarea corectă a acestora cu respectarea tehnologiei de fabricaţie sunt condiţii necesare, dar nu suficiente pentru obţinerea unei mixturi asfaltice de bună calitate. Calitatea mixturii asfaltice este rezultatul procesului de preparare, în care pe lângă echipamentele tehnologice utilizate la prepararea mixturilor asfaltice, intervin şi alţi factori care influenţează în mare măsură calitatea produsului: calitatea materialelor componente ale amestecului, calificarea personalului, organizarea procesului de fabricaţie, inclusiv respectarea tehnologiei de fabricaţie, organizarea sistemului de control a producţiei. Este atribuţia organismelor de certificare de produs de a evalua conformitatea controlului producţiei în instalaţiile de preparare a mixturilor asfaltice cu cerinţele SR EN 13108-21:2006, SR EN
12/37
13108-21:2006/AC:2009 pe baza auditului de certificare, a raportului de inspecţie tehnică, precum şi a rapoartelor de încercări a mixturii asfaltice, efectuate de către laboratoare autorizate sau acreditate. Încercările ce trebuie efectuate sunt indicate de standardele din seria SR EN 13108 (vezi anexa 1) şi depind de tipul mixturii asfaltice şi de utilizarea acesteia (strat de bază, de legătură sau de uzură pentru drumuri de diferite categorii sau pentru aeroporturi). Pe baza rezultatelor încercărilor, producătorul întocmeşte şi declaraţia de performanţă pentru mixtura asfaltică livrată. Rezultatele corespunzătoare ale încercărilor de laborator reprezintă o confirmare a capabilităţii instalaţiei de a realiza mixturi asfaltice de bună calitate. La cererea organismului de certificare de produs, organismul de inspecţie tehnică poate verifica pe lângă capabilitatea instalaţiei de a produce mixturi asfaltice de bună calitate şi unele cerinţe privind controlul procesului de producţie, care trebuie efectuat de către utilizatorul instalaţiei. Neconformităţile privind controlul producţiei sunt indicate în anexa B la raportul de inspecţie (tabelul A5.2), utilizatorul instalaţiei fiind atenţionat să ia măsuri de eliminare a neconformităţilor de acest tip, pentru a se asigura toate condiţiile pentru obţinerea unor mixturi asfaltice de bună calitate. Acordarea raportului de inspecţie tehnică nu este condiţionată de rezolvarea neconformităţilor de acest tip.
CAPITOLUL 4Modul de desfăşurare a inspecţiei şi de prezentare a rezultatelor inspecţiei tehnice
4.1. Inspecţia privind starea tehnică a instalaţiei pentru prepararea mixturilor asfaltice Inspecţia privind starea tehnică va cuprinde: - examinarea vizuală a instalaţiei în staţionare; - examinarea vizuală a funcţionării în gol; - examinarea vizuală a funcţionării în sarcină.Se vor inspecta componentele instalaţiei pentru prepararea mixturilor asfaltice şi anume:1. Inspecţia structurii metalice. Structura metalică trebuie să îndeplinească următoarele cerinţe: - prinderile la fundaţia de beton trebuie să nu prezinte urme de coroziune şi să fie vizibile (neacoperite de depuneri de material); - sudurile să nu prezinte defecte vizibile; - articulaţiile şasiurilor instalaţiilor mobile sau semimobile să nu prezinte jocuri mari şi să conţină toate elementele de asamblare şi asigurare; - elementele de fixare a subansamblelor componente (şuruburi, piuliţe etc.) să fie complete şi bine strânse; - scările de acces să fie bine poziţionate, cu trepte orizontale antiderapante şi balustrade de protecţie, iar platformele de lucru şi de intervenţie să nu prezinte deformaţii vizibile, crăpături sau goluri, să fie antiderapante şi prevazute cu balustrade; - elementele metalice de închidere (pereţi) să fie bine fixate şi să conţină ferestre pentru iluminatul natural; - elementele metalice să nu prezinte pete de rugină; - structura metalică să fie legată la centura de împământare. Dacă aceste cerinţe nu sunt îndeplinite se acordă neconformitate. 2. Inspecţia depozitului de agregate. Depozitul de agregate trebuie să îndeplinească următoarele cerinţe: -platforma amenajată (din beton) să aibe pantă pentru scurgerea apei;-pereţii despărţitori să fie suficient de înalţi pentru a preveni amestecarea sorturilor;-să existe marcaje vizibile pentru sorturile de agregate din depozit;-existenţa unui sistem corespunzator pentru evacuarea apei din depozit.
13/37
Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate. 3. Inspecţia depozitului de filer. Silozurile de filer (buncărele) trebuie să îndeplinească următoarele cerinţe: - să fie bine ancorate la fundaţie (prin intermediul structurii metalice care nu trebuie să prezinte deformaţii vizibile ori suduri fisurate); - să nu prezinte fisuri prin care pot avea loc pierderi de filer sau infiltrări de ape din ploi; - filtrele de aer să fie în stare de funcţionare, iar elementul de filtrare să fie periodic scuturat sau schimbat; - sistemul de alimentare al silozului şi cuplajul acestuia la mijlocul de transport auto să fie complet şi bine adaptat; - părţile metalice ale silozului nu trebuie să prezinte pete de rugină. Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate. 4. Inspecţia depozitului (buncărului) de fibre. Buncărul de fibre trebuie să se închidă etanş, iar cuplajul la conducta de transport pneumatic să nu permită pierderi de aer sau material. În caz contrar se acordă neconformitate. 5. Inspecţia depozitului de bitum. Rezervoarele sau bazinele care conţin bitum (de rezervă sau de consum) trebuie să îndeplinească următoarele cerinţe: - izolaţia termică să fie completă şi protejată; - conductele de transport să fie încălzite cu ulei termic şi să nu prezinte pierderi de material la îmbinări şi în zona robineţilor; - conductele (serpentinele) de încălzire necesare menţinerii temperaturii bitumului să nu fie în stare avansată de coroziune şi să nu prezinte pierderi de ulei; - capacele de închidere să fie izolate termic şi să se închidă cu uşurinţă, iar sistemele de blocare şi aerisire să fie funcţionale. Dacă cele enumerate mai sus nu sunt îndeplinite, se acordă neconformitate. 6. Inspecţia uscătorului de agregate minerale. Uscătorul de agregate trebuie să îndeplinească următoarele cerinţe: -grupul de antrenare motor – reductor – coroană dinţată, trebuie să funcţioneze fără zgomote anormale, să fie complet, să nu prezinte pierderi de lubrifiant, iar angrenarea dintre pinion şi coroana dinţată să se facă pe toată laţimea danturii; -calea de rulare să nu prezinte uzură excesivă (exfolieri de metal) şi să nu fie decalată faţă de rolele de rezemare;- rolele de rezemare să nu fie deformate şi să nu aibe jocuri în lagăre;-termoizolaţia să fie completă şi protejată de placajul din tablă;-arzătorul să nu prezinte urme de deteriorare, să aibe o ardere constantă şi controlată de termostat;-paletele să nu prezinte un grad avansat de uzură (existenţa înregistrărilor utilizatorului privind controlul stării paletelor);-posibilitatea verificării temperaturii agregatelor la ieşirea din uscător şi existenţa înregistrărilor privind verificarea metrologică a aparatului de control a temperaturii.Dacă cerinţele enumerate mai sus nu sunt satisfacute, se acordă neconformitate. 7. Inspecţia instalaţiei de recuperare şi filtrare a gazelor arse la uscător. Instalaţia de recuperare şi filtrare a gazelor trebuie să îndeplinească următoarele cerinţe: -tubulatura de aspiraţie trebuie să nu prezinte urme de deteriorare (coroziune) şi să fie etanşă; -exhaustorul să fie bine prins la fundaţie, să nu prezinte urme de deteriorare şi să funcţioneze fără vibraţii exagerate; -filtrele să fie complete, iar mecanismul de scuturare periodică să funcţioneze; -recuperatorul şi transportorul de praf nu trebuie să prezinte pierderi de material;
14/37
-coşul de evacuare a gazelor arse să fie racordat etanş la instalaţie şi să fie bine ancorat la fundaţie;-verificarea funcţionării aparatelor de măsură a temperaturii şi presiunii gazelor şi existenţa înregistrărilor privind verificarea metrologică.Dacă aceste cerinţe nu sunt îndeplinite, se acordă neconformitate. 8. Inspecţia transportorului de agregate uscate (elevator cu cupe). Elevatorul cu cupe trebuie să îndeplinească următoarele cerinţe: - cupele să nu fie sparte ori uzate excesiv; - lanţul portcupe să nu aibe uzuri pronunţate pe suprafaţa de angrenare cu roţile de lanţ; - mecanismul de transport al cupelor să fie complet şi să funcţioneze fără şocuri; - tubulatura de protecţie să fie etanşe şi nedeteriorată; - clapetele de vizitare să fie montate etanş (cu toate şuruburile). Dacă aceste cerinţe nu sunt satisfacute, se acordă neconformitate. 9. Inspecţia ciurului vibrator. Ciurul vibrator trebuie să îndeplinească următoarele cerinţe:- vibratorul trebuie să asigure amplitudinea necesară cernerii, să fie complet şi bine fixat de rama ciurului; - sitele să nu fie sparte ori înfundate şi să fie bine fixate de ramă; - arcurile să fie complete şi să nu fie rupte ori tasate. Dacă aceste cerinţe nu sunt îndeplinite, se acordă neconformitate. (În cazul în care îndeplinirea cerinţelor de mai sus nu se poate verifica direct, se va verifica existenţa înregistrărilor utilizatorului privind controlul ciurului vibrator, precum şi rezultatele încercărilor de laborator privind compoziţia granulometrică a mixturilor preparate, care trebuie comparate cu reţetele stabilite de laborator)10. Inspecţia dozatoarelor de agregate reci (predozatoare)Predozatoarele trebuie să îndeplinească următoarele cerinţe:-buncărele să fie în stare bună cu pereţi despărţitori suficient de înalţi între sorturi şi să fie inscripţionate cu sortul de agregate conţinut;-gurile de descărcare a sortului fin să fie prevăzute cu vibratoare; -clapetele de descărcare a buncărelor trebuie să funcţioneze fără blocaje, iar benzile extractoare să aibe sistemul de reglaj a grosimii stratului de agregate şi a vitezei de transport în stare de funcţionare; -existenţa înregistrărilor privind reglarea echipamentului;-benzile transportoare ale agregatelor către uscător trebuie să aibe tamburul de antrenare, tamburul de întindere, rolele, covorul şi stergătorul de bandă în bună stare de funcţionare; -structura metalică de susţinere să nu fie deformată şi să nu prezinte urme de coroziune la contactul cu fundaţia de beton; - părţile metalice vopsite să nu prezinte pete de coroziune. Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate. 11. Inspecţia dozatoarelor de agregate calde, filer, bitum şi fibre (aditivi). Dozatoarele trebuie să îndeplinească următoarele cerinţe:-buncărele (recipientele) dozatoarelor nu trebuie să prezinte urme de deteriorare; -căile de transport ale materialelor de la dozator la malaxor să nu permită pierderi de material; -aparatele de cântărire să funcţioneze fără şocuri; -să se asigure golirea completă a acestora (să se efectueze tararea sistemelor de cântărire);-se va verifica existenţa înregistrărilor privind verificarea metrologică şi existenţa greutăţilor etalon;-la instalaţii cu funcţionare continuă se va verifica sistemul de compensare a umidităţii agregatelor, precum şi sincronizarea dispozitivelor de dozare a agregatelor şi lianţilor (înregistrări ale utilizatorului privind reglarea echipamentelor).În caz contrar se acordă neconformitate. 12. Inspecţia malaxorului.
15/37
Malaxorul cu amestecare forţată sau cel cu amestecare prin cădere liberă (combinată cu uscarea) trebuie să îndeplinească următoarele cerinţe:-cuva nu trebuie să prezinte fisuri; -blindajele trebuie să fie complete, bine fixate şi să nu prezinte uzuri excesive – distanţa dintre palete şi blindaje nu trebuie să depăşească circa 5 mm (apreciere vizuală); -paletele, braţele şi respectiv elicea de amestecare trebuie să fie complete numeric, iar abaterile de la profil datorate uzurilor nu trebuie să fie mai mari de cca 5 mm (apreciere vizuală); -existenţa înregistrărilor utilizatorului privind controlul periodic al stării paletelor şi a jocurilor dintre palete şi cuvă;-încărcarea corectă a malaxorului;-capacele fixe ale malaxorului trebuie să aibe toate elementele de prindere şi să nu prezinte deformaţii; -capacele mobile ale malaxorului şi ferestrele de vizitare nu trebuie să permită accesul în interior pe perioada funcţionării acestuia, iar întrerupătoarele electrice de interblocare să se afle în funcţiune; -mecanismul de antrenare să fie complet, să nu permită pierderi de ulei şi să funcţioneze fără şocuri;-posibilitatea verificării duratei de malaxare la pupitrul de comandă şi compararea cu durata indicată în reţetă de către laborator;-sistemul de descărcare nu trebuie să permită pierderi de material pe pozitia „închis”;-malaxorul trebuie să realizeze un amestec omogen la durata stabilită a malaxarii (examinare vizuală a anrobarii agregatelor şi filerului cu liant);-posibilitatea măsurării temperaturii mixturii la ieşirea din malaxor. Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate.13. Inspecţia buncărelor de stocare mixtură. Buncărele de stocare mixtură trebuie să îndeplineasc următoarele cerinţe:- izolaţia termică trebuie să fie completă şi protejată de placajele din tablă; - instalaţia de încălzire (acolo unde a fost prevăzută) trebuie să fie menţinută în funcţiune; - clapetele de golire trebuie să se închidă etanş (să nu permită pierderi de mixtură) şi trebuie să aibe sistemul de încălzire în funcţiune (dacă a fost prevăzut). În cazul în care cerinţele de mai sus nu se respectă, se acordă neconformitate.14. Inspecţia schipului de transport mixtură. Schipul trebuie să îndeplinească următoarele cerinţe:-cupa să nu prezinte spărturi ori deformaţii care să ducă la atingerea structurii de rulare; -calea de rulare să fie continuă şi fără praguri în zonele de asamblare a tronsoanelor; -cablul de tracţiune să fie bine legat la cupa şi tambur, să nu prezinte înădituri şi să nu fie uzat ( să nu aibe mai mult de 10 sârme rupte pe 1m liniar de cablu); -rolele de cablu să nu fie uzate excesiv şi să se rotească usor; -mecanismul de ridicare a cupei trebuie să fie complet, să functioneze fără şocuri, să nu aibe pierderi de ulei, iar frâna să lucreze la comanda opririi cupei; -limitatoarele electrice şi mecanice de cap de cursă trebuie să existe şi să intre în funcţiune la atingere; -grilajele de protecţie a căii de rulare trebuie să fie fixate ferm şi fără goluri de trecere a personalului; -porţile de acces la cupă trebuie să fie prevăzute cu întrerupătoare electrice de interblocare a comenzilor acestora; - instalaţia de stropire a cupei să pulverizeze motorina pe toata suprafaţa interioară a acesteia. Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate. 15. Inspecţia transportorului cu bandă pentru agregate umede. Transportorul cu bandă pentru agregate umede trebuie să îndeplinească următoarele cerinţe:-şasiul să nu prezinte deformaţii vizibile ori suduri crăpate; -tamburul de antrenare şi mecanismul acestuia să fie complet, să funcţioneze fără şocuri şi fără pierderi de ulei;
16/37
-tamburul de întindere să se rotească cu uşurinţă, banda să fie centrată pe el şi sistemul de întindere a benzii să fie funcţionabil; -rolele de rezemare a benzii să fie complete şi să se rotească cu uşurinţă; -dispozitivul de oprire de urgenţă a benzii să fie complet şi să răspundă prompt la acţionare;-dispozitivul de cântărire să funcţioneze (dacă a fost prevăzut) şi să aibe verificarea metrologică.Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate.16. Inspecţia transportoarelor cu şnec pentru filer ori praf. Transportorul cu şnec trebuie să îndeplinească următoarele cerinţe:- tubul (carcasa) trebuie să nu prezinte spărturi; - clapeta de golire a filerului din transportor în caz de avarie trebuie să fie montată etanş şi asigurată cu sistemul prevăzut;- grupul motor – reductor de antrenare a şnecului să fie complet, cu capac la cutia de borne electrice, capac la ventilator şi să nu prezinte pierderi de lubrifiant. Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate. 17. Inspecţia instalaţiei de încălzire cu ulei a elementelor de transport si stocare bitum. Elementele componente ale acestei instalaţii trebuie să fie în stare de funcţionare, să nu prezinte pierderi de ulei şi să asigure controlul temperaturii agentului termic.În caz contrar se acordă neconformitate. 18. Inspecţia echipamentului electric de acţionare. Tablourile electrice trebuie să fie complete, etanşe, cu încuietori, cutiile de borne cu capace, conductorii fără înădituri, protejaţi şi fixaţi pe trasee bine alese, iar structurile metalice să fie conectate la centura de împământare. Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate. 19. Inspecţia instalaţiei pneumatice de comandă. Instalaţia pneumatică trebuie să îndeplinească următoarele cerinţe:-compresorul să fie complet cu sistemele de antrenare şi protecţie nemodificate şi să furnizeze aer la presiunea prevazută; -cilindrii pneumatici să nu prezinte pierderi de aer şi să culiseze uniform, fără şocuri; -conductele şi robineţii să nu prezinte pierderi de aer şi urme de deteriorare; -aparatajul de comandă şi control să transmită comenzile prompt şi să furnizeze informaţia despre poziţia mecanismului acţionat. În cazul în care cerinţele de mai sus nu se respectă, se acordă neconformitate.20. Inspecţia cabinei şi a pupitrului de comandă. Cabina şi pupitrul de comandă trebuie să îndeplinească următoarele cerinţe:-scările de acces să fie complete şi corect poziţionate; -uşile şi ferestrele să fie complete, cu garnituri de etanşare, permanent curăţate şi dotate cu închizători standard; -scaunul cu spătar să poată fi reglat pe verticală şi pe orizontală;-sistemul de încălzire şi ventilare să fie în stare de funcţionare; -sistemul de iluminat să fie în stare de funcţionare; -pe pupitrul de comandă să poată fi identificate toate aparatele de măsurare şi butoanele de comandă pentru a preveni alterarea reţetelor de preparare a mixturilor asfaltice;-sistemul manual sau automat de comandă trebuie să poată fi utilizat permanent (dupa cum a fost prevăzut); -sistemul de corecţie a componentelor dozate, existent numai la instalaţiile cu funcţionare în regim automat, trebuie să fie permanent în stare de funcţionare;-funcţionarea aparatelor de măsură şi a sistemelor de afişare şi semnalizare şi existenţa înregistrărilor privind verificarea metrologică;
17/37
-în cazul sistemelor automate se vor verifica rapoartele privind cantităţile de materiale dozate şi se vor compara cu cantităţile prevăzute în reţetă.Dacă aceste condiţii nu sunt îndeplinite, se acordă neconformitate.
4.2. Determinarea principalilor parametri tehnico-funcţionali Pentru a vedea dacă instalaţia şi-a păstrat capabilitatea tehnologică se măsoară sau se determină prin calcul parametrii de mai jos. Valorile măsurate şi incertitudinile de măsurare se consemnează în coloana 3 şi respectiv 4 din tabelul A5.1 (pag.31), inclus în anexa A la raportul de inspecţie tehnică.În cazul în care “valoarea măsurată + incertitudinea de măsurare” depăşeste limita admisă (valoarea de prag), se indică neconformitate. Valorile de prag se determină conform anexei 2, având ca document de referinţă cartea tehnică (proiectul) sau alte acte normative. Calculul incertitudinii se face ţinând seama şi de precizia aparatelor de măsură utilizate de echipa de inspecţie. Principalii parametri ai instalaţiilor pentru prepararea la cald a mixturilor asfaltice (în şarje) se determină astfel:
a) Precizia de dozare Se determină erorile de dozare faţă de reţetele stabilite de către laborator pentru agregate, filer, bitum şi fibre cu ajutorul relaţiei:
e=100(Cd-Cr)/Cr
în care: e – eroarea de dozare in %, Cd –cantitatea introdusă în malaxor (afişată), Cr – cantitatea prevăzută în reţetăProducătorul trebuie să efectueze verificarea metrologică a dozatoarelor (inclusiv a sistemului de afişare a cantităţilor cântărite) conform programului de verificare metrologică şi să prezinte echipei de inspecţie înregistrările corespunzătoare.
b)Durata de malaxare. Se utilizează mai multe noţiuni privind durata de malaxare:-Durata de malaxare uscată – intervalul de timp între momentul deschiderii clapetei dozatorului
de agregate şi momentul introducerii bitumului în malaxor;-Durata de malaxare umedă – intervalul de timp între momentul introducerii bitumului în
malaxor şi momentul deschiderii clapetei malaxorului;-Durata de malaxare totală – suma duratelor de malaxare uscată şi umedă
Durata de malaxare se masoară cu cronometrul. Dacă timpul măsurat este mai mic decât timpul prevăzut în reţetă, ţinând seama şi de incertitudinea de măsurare, se acordă neconformitate.Timpul de malaxare trebuie să fie suficient pentru a se obţine un amestec omogen şi o anrobare (acoperire) completă a granulelor de agregate şi filer cu o pelicula de bitum.
c) Durata ciclului de preparare (Tc) Acesta se masoară cu cronometrul şi reprezintă durata dintre două încărcări succesive ale malaxorului. Dacă timpul măsurat este mai mic cu 10% (inclusiv) decât valoarea indicată în cartea tehnică, ţinând seama şi de incertitudinea de măsurare, se acordă neconformitate.
d)Temperaturile mixturii se măsoara cu termometrul de inspecţie. Se măsoară temperatura mixturii la ieşirea din malaxor şi la livrare, la ieşirea din buncărul de stocare a mixturii în cazul în care instalaţia este dotată cu un astfel de buncăr.Dacă temperaturile se încadrează în limitele recomandate (anexa 2), ţinând seama şi de incertitudinea de măsurare, se acordă conformitate.
e)Turaţia tamburului uscătorului n [rot/min]Se măsoara timpul td [s] în care tamburul efectuează nr rotaţii. Turaţia se determină cu relaţia:
n = 60 nr/td
Dacă turaţia determinată diferă cu mai mult de ± 5% de turaţia din cartea tehnică, ţinând seama şi de incertitudinea de măsurare, se acordă neconformitate.
18/37
f)Înclinarea tamburului faţă de orizontalăSe măsoară cu nivela de unghi. În cazul în care echipa de inspecţie nu are acest aparat, se procedeaza în felul următor:
-Se masoară înălţimea a două puncte de pe tambur faţă de o suprafaţă orizontală h1 respectiv h2, precum şi distanţa pe orizontală d între aceste puncte;
-Se determină unghiul de înclinare α faţă de orizontală a axei tamburului uscător cu relaţia:
α = arc tg (h1 –h2)/d [grad]
Dacă înclinarea determinată diferă cu mai mult de ± 0,5 grad faţă de înclinarea din cartea tehnică, ţinând seama şi de incertitudinea de măsurare, se acordă neconformitate.
g)Productivitatea tehnică a instalaţiei de preparare a mixturilor asfalticeProductivitatea tehnică este determinată de durata ciclului şi cantitatea de mixtură preparată în unitatea de timp (t/h). Pt = 60M / Tc ,in t/h ; în care :
-Tc – durata ciclului pentru gama de mixturi prevăzută a fi preparată în instalaţieTc = t1 + t2 + t3
-t1 – timpul necesar încărcării malaxorului, în min ; -t2 – timpul necesar malaxării, în min ; -t3 – timpul necesar descărcării, în min ;
-M – masa unei şarje, în kg. (indicată în reţetă) Se compară productivitatea tehnică măsurată cu productivitatea tehnică indicată în documentaţie (Productivitatea se indică pentru anumite condiţii de lucru, ca de exemplu umiditatea agregatelor, temperatura mediului exterior). Productivitatea predozatoarelor şi a uscătorului de agregate trebuie corelată cu productivitatea instalaţiei de preparare a mixturilor asfaltice.
h) Măsurarea nivelului de zgomot la postul de comandă. Măsurarea se efectuează utilizând dozimetrul de zgomot, astfel: -microfonul se amplasează pe înălţime la nivelul urechii operatorului, acesta stând pe scaun în faţa pupitrului de comandă ; -se fac câte trei măsurări de o parte şi de alta a operatorului ; -se calculează nivelul de zgomot global continuu echivalent stânga “Lech.s” ca medie aritmetică a celor trei valori măsurate la urechea stânga; -se calculează nivelul de zgomot global continuu echivalent dreapta “Lech.d” ca medie aritmetică a celor trei valori măsurate la urechea dreapta. Se determină valoarea zgomotului mediu echivalent “Lmediu.echiv” cu relaţia: Lmediu.echiv = (Lech.s + Lech.d) / 2 [dB(A)].
Perfecţionarea echipamentelor poate avea urmări şi asupra modului de desfăşurare a inspecţiei. Astfel la instalaţiile cu comandă automată cu posibilitate de printare a principalilor parametri ai procesului (cantităţi dozate comparativ cu cele din reţetă, durata de malaxare, temperaturi etc.), se pot analiza astfel de înregistrări, uşurându-se îndeplinirea obiectivelor inspecţiei. S-au realizat şi instalaţii care permit conectarea unui modul de achiziţii de date la sistemul automat de comandă şi monitorizare al instalaţiei, ceea ce permite echipei de inspecţie să urmărească pe calculator funcţionarea instalaţiei pe o perioadă mai mare de timp.
4.3. Anexele raportului de inspecţie tehnică
19/37
Rezultatele inspecţiei privind starea tehnică a instalaţiei pentru prepararea mixturilor asfaltice, efectuate conform metodologiei de mai sus, se trec în formularul denumit “Anexa A la raportul de inspecţie tehnică”, care se întocmeşte de către echipa de inspecţie conform indicaţiilor din anexa 5. De asemenea în acest formular se indică şi valorile principalilor parametri tehnici şi tehnologici ai instalaţiilor pentru prepararea mixturilor asfaltice (precizia de dozare, temperaturile agregatelor, bitumului şi ale mixturii asfaltice la ieşirea din malaxor şi la livrarea din buncărul de stocare, turaţia tamburului pentru uscarea agregatelor, durata de malaxare, durata ciclului de lucru, productivitatea tehnică). Se indică conformitatea sau neconformitatea valorilor măsurate sau calculate ale acestor parametri prin compararea cu nivelurile de prag, care se stabilesc în concordanţă cu actele normative şi cu documentaţia tehnică a maşinii Anexa A la raportul de inspecţie tehnică se semnează de echipa de inspecţie, care apreciază capabilitatea instalaţiei de a produce mixtură asfaltică de bună calitate, precizând şi tipul mixturii pe care instalaţia este capabilă să o producă. Neconformităţile privind cerinţele de securitate, sănătate şi protecţia mediului, precum şi neconformităţile privind controlul producţiei (la cererea organismului de certificare de produs) se trec în anexa B la raportul de inspecţie, care atrage atenţia utilizatorului instalaţiei să ia măsuri pentru eliminarea acestor neconformităţi. De regulă, acordarea raportului de inspecţie tehnică nu este condiţionată de rezolvarea neconformităţilor de acest tip. În cazul în care echipa de inspecţie consideră necesar, aceste neconformităţi, care nu se referă la starea tehnică a instalaţiei, se comunică organismelor acreditate şi notificate în domeniile respective (securitate şi sănătate, mediu, certificare de produs). Existenţa unor neconformităţi privind securitatea, sănătatea, mediul sau controlul producţiei poate afecta în sens nefavorabil calitatea mixturilor asfaltice produse. Formularul pentru „Anexa B la raportul de inspecţie tehnică” se întocmeşte de către echipa de inspecţie tehnică conform indicaţiilor din anexa 5, dacă echipa de inspecţie consideră că este necesară o atenţionare a deţinătorului instalaţiei privind neconformităţile din domeniul securităţii, protecţiei mediului, precum şi privind controlul producţiei.
4.4. Raportul de inspecţie tehnicăPe baza rezultatelor obţinute în urma inspecţiei tehnice, prezentate în formularele anexate la
raportul de inspecţie tehnică (anexa A si anexa B), se intocmeşte “Raportul de inspecţie tehnică”, care cuprinde informaţiile indicate în anexa 4.
Anexa 1
Documente de referinţă
Anexa 1A. Acte normative şi reglementări tehnice
Tabel A1.1Nr. Denumire Publicaţia1 Legea 10/1995 privind calitatea în construcţii Monitorul Oficial nr.12 din
24.01.19952 Legea 319/2006 privind protecţia şi securitatea muncii Monitorul Oficial nr.646 din
26.07.20063 Legea 265/2006 pentru aprobarea OUG 195/2005 privind Monitorul Oficial nr.1196 din
20/37
protecţia mediului 30.12.2005 Monitorul Oficial nr.586/2006
4 Ordin MAPPM nr. 462/1993 privind aprobarea Condiţiilor tehnice privind protecţia atmosferică şi Normelor metodologice privind determinarea emisiilor de poluanţi atmosferici produşi de surse staţionare
Monitorul Oficial nr. 190 din 10.08.1993
5 Ordin MAPPM nr. 756/1997 pentru aprobarea Reglementării privind evaluarea poluării mediului
Monitorul Oficial nr. 303 bis din 06.11.1997
6 HG 1756/2006 – Hotărâre privind limitarea emisiilor de zgomot în mediu produs de echipamente destinate utilizării în exteriorul clădirilor
Monitorul Oficial nr. 48 din 22.01.2007
Anexa 1B. StandardeTabel A1.2
Nr. Indicativul standardului Denumire1 SR EN 13108-21: 2006, SR
EN 13108-21:2006/AC:2009Mixturi asfaltice. Specificaţii pentru materiale. Partea 21: Controlul producţiei în fabrică.
2 SR EN 536:2003 Maşini pentru construcţia drumurilor. Centrale pentru prepararea mixturilor asfaltice. Cerinţe de securitate.
3 SR EN 13108-20: 2006, SR EN 13108-20: 2006/AC:2009
Mixturi asfaltice. Specificaţii pentru materiale. Partea 20: Procedura pentru încercarea de tip.
4 -SR EN 13108-1:2006, SR EN 13108-1:2006 /AC:2008
Mixturi asfaltice. Specificaţii pentru materiale. Partea 1: Betoane asfaltice.
Nr. Indicativul standardului Denumire5 SR EN 13108-2:2006, SR EN
13108-2:2006 /AC:2008Mixturi asfaltice. Specificaţii pentru materiale Partea 2: Betoane asfaltice pentru straturi foarte subţiri.
6 SR EN 13108-3:2006, SR EN 13108-3:2006 /AC:2008
Mixturi asfaltice. Specificaţii pentru materiale. Partea 3: Betoane asfaltice suple.
7 SR EN 13108-4:2006, SR EN 13108-4:2006 /AC:2008
Mixturi asfaltice. Specificaţii pentru materiale. Partea 4:Mixturi asfaltice tip Hot Rolled Asphalt.
8 SR EN 13108-5:2006, SR EN 13108-5:2006 /AC:2008
Mixturi asfaltice. Specificaţii pentru materiale. Partea 5: Beton asfaltic cu conţinut ridicat de mastic.
9 SR EN 13108-6:2006, SR EN 13108-6:2006 /AC:2008
Mixturi asfaltice. Specificaţii pentru materiale. Partea 6: Asfalt turnat rutier.
10 SR EN 13108-7:2006, SR EN 13108-7:2006 /AC:2008
Mixturi asfaltice. Specificaţii pentru materiale. Partea 7: Betoane asfaltice drenante.
21/37
11 SR EN ISO 11201:2010 Acustica. Zgomotul emis de maşini şi echipamente. Determinarea nivelurilor de presiune acustică al emisiei la locul de muncă şi în alte poziţii precizate, în condiţii apropiate de cele ale unui câmp liber deasupra unui plan reflectant, cu corecţii de mediu neglijabile
12 STAS 12574-87 Aer din zonele protejate. Condiţii de calitate.
13 SR 4032-1:2001 Lucrări de drumuri. Terminologie
Anexa 2
22/37
Performanţele instalaţiilor pentru prepararea la cald a mixturilor asfaltice şi niveluri de pragÎn tabelul A2.1 se indică:
a)parametrii instalaţiilor pentru prepararea mixturilor asfaltice, care au o influenţă importantă asupra calităţii mixturilor asfaltice şi asupra procesului de fabricaţie, parametri care trebuie verificaţi în cadrul inspecţiei tehnice;b)metoda de determinare a parametrilor instalaţiilor pentru prepararea mixturilor asfaltice;c)modul de stabilire a valorilor de prag pentru principalii parametri ai instalaţiilor pentru prepararea mixturilor asfaltice.Tabelul A2.1. Performanţele instalaţiilor pentru prepararea la cald a mixturilor asfaltice şi niveluri de prag. Parametri verificaţi Metoda Valori de prag ObservaţiiPrecizia de dozareErori de dozare e % pentru agregate, filer, bitum, fibre
Verificare metrologicăCalcul eroare:e=100(Cd-Cr)/Cr
Abaterile admise faţă de reţetă indicate indicate de laborator; în absenţa acestora se indică valori orientative în tabelele A2.3 şi A2.4
Cd –cantitatea introdusă în malaxor (afişată la postul de comandă sau determi-nată prin încercări)Cr – cantitatea prevăzută în reţetă
Omogenitatea mixturii Observare Anrobare completă şi uniformă a agregatelor şi filerului cu liantul
Pentru timpul de malaxare stabilit în reţetă Existenţa unor verificări efectuate de către laborator
Temperaturile agregatelor, bitumului şi ale mixturii la ieşirea din malaxor
Măsurare Valorile indicate de labo-rator; în absenţa acestora se indică valori orientative în tabelul A2.2
Termometre verificate metrologic
Temperatura mixturii la livrare din buncărul de stocare
Măsurare Aceleaşi valori ca la ieşirea din malaxor
Termometre verificate metrologic
Turaţia tamburului pentru uscarea agregatelor
Unghiul de înclinare al tamburului
Măsurare Valoarea din cartea tehnică± 5%
Valoarea din cartea tehnică± 0,5 grad
Influenţează procesul de încălzire şi uscare a agregatelor (temperatura agregatelor la ieşire, umiditatea la ieşire, productivitatea uscătorului)
Durata de malaxare Măsurare Valoarea din reţetă +5%; - 0%
Durata amestecării componentelor indicate în reţetă (stabilită de laborator în urma încercărilor), care asigură omogenitatea mix-turii (cu anrobare completă)
Durată ciclu de malaxare T Măsurare Valoarea din cartea tehnică± 10 %
Pentru condiţiile în care s-a indicat T în cartea tehnică
Productivitate tehnică a instalaţiei Q [t/h]
Q =3600q/T Valoarea din cartea tehnică(dată pentru anumite condiţii de umiditate a agregatelor şi de temperatură a mediului)
q –masa unei şarje [t], indicată în reţetăT – durata unui ciclu [s](În aceleaşi condiţii de umiditate a agregatelor şi temperatură a mediului)Productivitatea malaxorului trebuie corelată cu produc-tivitatea predozatoarelor de agregate reci, cu produc-tivitatea uscătorului şi a celorlalte componente
23/37
Prin compararea valorilor determinate cu valorile de prag se stabileşte conformitatea sau neconformitatea instalaţiei pentru prepararea mixturilor asfaltice inspectate.
Temperaturile agregatelor naturale, ale bitumului şi ale mixturilor asfaltice se stabilesc în funcţie de tipul liantului, conform indicaţiilor laboratorului autorizat, care a întocmit reţetele mixturilor asfaltice şi le-a verificat prin încercări. În absenţa acestor indicaţii, se dau valori orientative pentru valorile de prag ale temperaturilor agregatelor, bitumului şi mixturii asfaltice în tabelul A2.2, cu observaţia că temperaturile din partea superioară a intervalului se utilizează la execuţia îmbrăcăminţilor rutiere în zone climatice reci. Instalaţiile pentru prepararea la cald a mixturilor asfaltice trebuie să fie capabile să asigure aceste temperaturi în condiţii normale de lucru. Temperatura mixturii asfaltice la ieşirea din malaxor trebuie reglată astfel încât în condiţiile concrete de transport (distanţă şi mijloace de transport), ţinând seama şi de condiţiile climatice să fie asigurate temperaturile de aşternere şi compactare recomandate.Se interzice încălzirea agregatelor naturale şi a bitumului peste valorile indicate în tabel, în scopul evitării modificarii caracteristicilor liantului în procesul tehnologic.Indiferent de tipul instalaţiei, aceasta trebuie dotată cu sisteme de înregistrare şi afişare a temperaturii bitumului, a agregatelor naturale şi a mixturii asfaltice preparate.
Tabel A2.2. Valori de prag pentru temperaturi la instalaţii pentru prepararea la cald a mixturilor asfaltice
Materialele si faza de execuţie Temperatura în 0C, funcţie de tipul bitumului*Bitum rutier neparafinos Bitum modificat cu
polimeriAgregate naturale la ieşire din uscator
170…….180 170…….190
Bitum la intrare în malaxor 160……..170 170……..180Mixtura asfaltică
la ieşire din malaxor 160……...175 170……...180la aşternere 150 (bitum 35/50) 165 (bitum 25/55)
145 (bitum 50/70) 160 (bitum 45/80)140((bitum70/100) 155 (bitum40/100)
la începutul compactării
145 (bitum 35/50) 160 (bitum 25/55)140 (bitum 50/70) 160 (bitum 45/80)135((bitum70/100) 160 (bitum40/100)
la sfârşitul compactării 110 (bitum 35/50) 120 (bitum 25/55)110 (bitum 50/70) 120 (bitum 45/80)100((bitum70/100) 120 (bitum40/100)
*Notă: Valorile din tabel sunt orientative şi pot fi luate în considerare în cazul în care nu există indicaţii date de laboratorul care a întocmit reţetele mixturilor asfaltice
Granulozitatea agregatelor minerale şi dozajul de bitum trebuie să corespundă dozajelor stabilite de laborator. În cazul în care abaterile admise faţă de granulozitatea prescrisă nu sunt indicate de către laborator, atunci se pot utiliza valorile orientative pentru abateri faţă de reţetă date în tabelul A2.3. Pentru bitum abaterea admisă faţă de reţetă este ± 0,2 %.Pentru a se obţine aceste abateri faţă de reţetă, trebuie să se asigure o precizie a dozării de ± 3 % pentru agregate naturale şi de ± 2 % pentru bitum şi filer (tabelul A2.4).
24/37
Tabelul A2.3. Abateri admise faţă de reţetă la agregate ( filer )Agregate Fracţiunea, mm Abateri admise faţă de reţetă, % *
25….31,5 ± 516…..25 ± 58……16 ± 5
4….8 ± 51…..4 ± 4
0,2………0,63 ± 30,1…..0,2 ± 2
0,063….0,1 ± 1,50……0,063 ± 1,0
*Notă: Valorile din tabel sunt orientative şi pot fi luate în considerare în cazul în care nu există indicaţii date de laboratorul care a întocmit reţetele mixturilor asfaltice
Tabelul A2.4. Valori de prag pentru precizia de dozare la instalaţii in flux discontinuu (şarje) Materialul dozat Tipul dozării Precizia de dozare*Agregate gravimetric ± 5 %Filer gravimetric sau volumetric ± 2 %Bitum gravimetric sau volumetric ± 2 %*Notă: Valorile din tabel sunt orientative şi pot fi luate în considerare în cazul în care nu există indicaţii date de laboratorul care a întocmit reţetele mixturilor asfaltice
In cazul instalatiilor în flux continuu, lipsesc echipamentele de resortare şi cântărire a agregatelor calde, astfel că dozarea agregatelor se realizează atât pe sorturi, cât şi global, fiecare predozator fiind dotat sau cu sistem de extracţie cu viteze variabile sau cu dozator gravimetric pe banda de extracţie, iar banda de alimentare a uscătorului este prevăzută cu un dozator gravimetric. Corecţia de umiditate a agregatelor, cât şi corelarea cantităţii de agregate cu cantitatea de bitum introdusă în uscătorul- malaxor se face automat.
Observaţii.-În cazul instalaţiilor pentru prepararea la rece a mixturilor asfaltice dispar parametrii care se referă la procesul de încălzire şi uscare a agregatelor, rămânând cerinţele privitoare la procesul de dozare a componentelor si cerinţele privitoare la procesul de malaxare, care trebuie să asigure omogenitatea mixturii şi anrobarea completă a agregatelor şi materialelor pulverulente.-Pe măsura apariţiei unor noi tehnologii şi a unor noi reglementări privind prepararea mixturilor asfaltice, prezenta anexă se va modifica corespunzător (de exemplu tehnologii care utilizează alte tipuri de bitum).
25/37
Anexa 3Capabilitatea instalaţiei de preparare la cald a mixturilor asfalticeTabel A3.1.Matricea parametrilor tehnici de capabilitate pentru instalaţii de preparare la cald a mixturilor asfalticeCerinţe pentru mixturi asfaltice (conform SR EN 13108-1…..8)
Performanţe funcţionale şi tehnologice ale echipamentelor necesare pentru îndeplinirea cerinţelor
Componente ale insţalatiei cu influenţă determinantă asupra performanţelor
Controlul procesului de preparare a mixturilor asfaltice
Denumire Modul de verificare
Valori de prag (abateri)
Doz
atoa
re
Usc
ator
agr
egat
e
Inca
lzire
bitu
m
Ciu
r
Mal
axor
Com
anda
,con
trol
Cla
pete
, ven
ţile
Bun
car m
ixtu
ra
a)compoziţie granulometrică (agregate şi filer);b)conţinut de bitumc)caracteristici fizico-mecanice determinate prin încercări pe cilindri Marshall (stabilitate, indice de curgere, densitate aparentă, absorbţia de apă);d)încercări pe epruvete cubice (rezistenţa la compresiune, reducerea rezistenţei la compresiune la păstrarea în apă) pentru mixturi folosite la stratul de bazăe)caracteristici fizico-mecanice determinate prin încercari dinamice (volum de goluri, fluajul dinamic, viteza de fluaj, modulul de rigiditate, rezistenţa la oboseală, viteza de deformaţie la ornieraj, adâncimea făgaşului) pentru mixturi folosite la stratul de uzură şi de legăturăf)conţinutul de fibre (pentru mixturi utilizate la stratul de uzură) sau alţi aditivig)cerinţe de calitate pentru materialele componente (agregate grosiere şi fine, filer, bitum, aditivi)
Precizia de dozareErori de dozare( e % ) pentru agregate, filer, bitum, fibre
-Verifi-care me-trologică-Calcul eroare:e=100(Cd
-Cr)/Cr *
Abaterile admise faţă de reţetă indicate de laborator; în absenţa acestora vezi tabelele A2.3 şi A2.4
x x x x a)Încercari de tip conform SR EN 13108-20b)Controlul producţiei în fabrică con-form SR EN 13108-21, inclusiv:b1)Controlul stării tehnice a instalaţiei de preparare a mixturilor asfalticeb2)Controlul calităţii materialelor componente ale mixturilor asfalticeb3)Monitori-zarea procesului de preparare a mixturilor asfalticeb4)Controlul activităţii de mentenanţă a echipamentelor tehnologice
(intră în atribuţiile organismului de certificare cu excepţia punctelor b1, b4)
Omogenitatea mixturii
Observare Anrobare completă şi uniformă a agregatelor şi filerului cu liantul
x x x
Temperaturile agregatelor, bitumului şi temperatura mixturii la ieşirea din malaxor
Măsurare Valorile indicate de laborator; în absenţa vezi tabelul A2.2
x x x
Temperatura mixturii la livrare din buncărul de stocare
Măsurare Aceleaşi valori ca la ieşirea din malaxor
x x x
Turaţia si unghiul de înclinare a tamburului pentru uscarea agregatelor
Măsurare Valoarea din cartea tehnică± 5%( turaţie);±0,5 grad (înclinare)
x x
Durata de malaxare
Măsurare Valoarea din reteţă +5%; -0%
x x x x x
Durata ciclului de lucru T
Măsurare Valoarea din cartea tehnică±10 %
x x x x x x
Productivitate tehnică a instalaţiei Q [t/h]
Q = =3600q/T **
Valoarea din cartea tehnică
x x x x x x x x
* Cd –cantitatea introdusă în malaxor (afişată); Cr – cantitatea prevazuta în reţetă; ** q –masa unei şarje [t], indicată în reţetă
26/37
Observaţii:-În tabelul A3.1 se indică :
-cerinţele impuse pentru mixturile asfaltice;-principalele performanţe funcţionale şi tehnologice ale echipamentelor necesare pentru
îndeplinirea cerinţelor pentru produs, modul de verificare a performanţelor şi valorile de prag;- componente ale instalaţiei cu influenţă determinantă asupra diferitelor performanţe;- controlul procesului de preparare a mixturilor asfaltice
-Pentru instalaţiile de preparare la rece a mixturilor asfaltice se menţin numai cerinţele referitoare la procesul de dozare şi procesul de malaxare. -Pe măsura apariţiei unor noi tehnologii şi a unor noi reglementări privind prepararea mixturilor asfaltice, valorile de prag se vor modifica corespunzator.
Anexa 4
RAPORT DE INSPECŢIE TEHNICĂNr: ……. din …………
pentruINSTALAŢIA DE PREPARAT MIXTURI ASFALTICE
Formularul Raport de inspecţie tehnică pentru instalaţii de preparat mixturi asfaltice trebuie să conţină:
1. Date de identificare a organismului de inspecţie (denumire şi adresă)2. Numărul şi data emiterii Raportului de inspecţie tehnică 3. Denumirea şi date de identificare a instalaţiei inspectate (model, tip, serie, an de
fabricaţie)4. Date de identificare a firmei deţinătoare a instalaţiei (denumire, adresă), numărul şi data
contractului pentru inspecţie5. Date de identificare a firmei producătoare (denumire, adresă)6. Documente de referinţă utilizate în cadrul inspecţiei 7. Identificarea metodelor şi procedurilor utilizate8. Locul şi data inspecţiei, precum şi data limită a următoarei inspecţii 9. Durata normală de funcţionare a instalaţiei (conform H.G. nr. 2139/2004 pentru
aprobarea “Catalogului privind clasificarea şi duratele normale de funcţionare a mijloacelor fixe“)
10. Durata de funcţionare consumată11. Data ultimei revizii tehnice a instalaţiei inspectate, din Fişa de evidenţă a lucrărilor de
mentenanţă12. Rezultatele inspecţiei, conform Anexei A şi Anexei B la Raportul de inspecţie tehnică.13. Semnătura şi ştampila
Anexa 5
27/37
ANEXELE RAPORTULUI DE INSPECŢIE TEHNICĂ
ANEXA Ala
Raportul de inspecţie tehnică pentru instalaţii de preparare a mixturilor asfaltice
Anexa A la Raportul de inspecţie tehnică pentru instalaţii de preparare a mixturilor asfaltice este un document întocmit de echipa de inspecţie referitor la starea tehnică a instalaţiei. Conţinutul anexei A este următorul:
A.Verificarea documentelor tehnice a instalaţiei de preparare a mixturilor asfalticea.Verificarea existenţei cărţii tehnice a instalaţiei;b.Verificarea fişei tehnice a instalaţiei privind: durata de utilizare, condiţiile de utilizare, reparaţii şi revizii tehnice, eventuale modificări (modernizări);c.Verificarea documentelor specifice privind introducerea pe piaţă a produselor din domeniul construcţii.
B.Indicarea rezultatelor verificărilor de conformitate a stării tehnice a instalaţiei de preparare a mixturilor asfaltice
Se vor indica în formularul echipei de inspecţie rezultatele verificărilor stării tehnice pentru componentele instalaţiei, verificări efectuate conform cu indicaţiile din subcapitolul 4.1 al procedurii. Se va indica conformitatea sau neconformitatea privind starea tehnică pentru:
a. Structura metalică (prinderea la fundaţie, suduri, articulaţii, elemente de fixare, scări şi platforme de acces, vopsitorie, centură împământare);
b. Depozitul de agregate (platforme amenajate, sistem de evacuare a apei, pereţi despărţitori între sorturi, marcaje sorturi);
c. Depozitul de filer ( silozuri, buncăre, structura metalică, filtre aer, sistem alimentare siloz, vopsitorie);
d. Instalaţie de depozitare şi transport fibre (aditivi) (recipiente depozitare, recipient transport, conducta de transport, instalaţie transport pneumatic);
e. Depozitul de bitum (izolaţie termică, conducte de transport, conducte de încălzire, capace de închidere);
f. Uscătorul de agregate minerale sau uscător- malaxor (grup antrenare cu motor-reductor-coroană dinţată etc., cale de rulare, role rezemare, termoizolaţie tambur, arzător, instalaţie de alimentare cu combustibil, termometru la ieşire, palete);
g. Instalaţia de filtrare gaze arse la uscător şi de colectare a prafului produs la ciur, buncăre, dozatoare, malaxor (tubulatură aspiraţie, exhaustor, filtre, cicloane, recuperatorul şi transportorul de praf , coşul de evacuare gaze arse, aparate de măsură temperatură şi presiune gaze);
h. Transportor cu cupe pentru agregate uscate, calde (cupe, lanţ portcupe, mecanism transport cupe, tubulatura de protecţie, clapete de vizitare );
i. Ciurul vibrator şi buncăre agregate calde (grup antrenare, site, arcuri, etanşare carcasă, clapete descărcare buncăre);
j. Dozatoare agregate reci (Predozatoare) (buncăre, pereţi despărtiţori, vibratoare, clapete de descărcare reglabile, benzi extractoare reglabile, benzi transportoare, structura metalică, vopsitorie părţi metalice);
28/37
k. Dozatoare de agregate calde, filer, bitum, fibre (aditivi) (buncăre, căi de transport dozator-malaxor, aparate de cântărire verificate metrologic, tararea sistemelor de cântărire, greutăţi etalon, dispozitive de golire, sincronizarea dispozitivelor de dozare a agregatelor şi lianţilor, sistem de compensare a umidităţii agregatelor); l. Malaxor cu amestecare forţată (cuva, blindaje, palete şi braţe, capace fixe, capace mobile cu sistem de protecţie (interblocare), mecanism de antrenare, sistem de descărcare, sistem de control a timpului de malaxare, numărator de şarje, posibilitatea măsurării temperaturii mixturii la ieşirea din malaxor);
m.Buncăre stocare mixtură (izolaţia termică, instalaţia de încălzire, clapetele de descărcare);n. Schip pentru transport mixtură (cupa, cale rulare, cablu tracţiune, role cablu, mecanism de
ridicare, limitatori cap cursă, grilaje de protecţie , porţi acces cu interblocare, instalaţie de stropit cu motorină);
o. Transportoare cu bandă pentru agregate (şasiu, bandă cauciuc, tambur antrenare, tambur întindere, role reazem, dispozitiv oprire urgenţă, dispozitiv de cântărire);
p. Transportoare cu şnec pentru filer, praf recuperat şi alte materiale pulverulente (carcasă, clapetă golire pentru intervenţii, grup antrenare şnec);
r. Instalţia de încălzire şi transport bitum (arzător, rezervor ulei termic, conducte ulei termic, pompe, termometru);
s. Echipamentul electric de acţionare (tablouri electrice, cutii de borne, conductori, conexiuni la centura de împământare);
t. Instalaţia pneumatică de comandă (compresor, cilindrii pneumatici, conducte aer, aparataj de comandă şi control);
u. Cabina (scări de acces, uşi, ferestre, scaunul reglabil, încălzire / ventilare, corpuri de iluminat, pupitrul de comandă, sistemul manual de comandă, sistemul automat de comandă, aparate de masură, sisteme de afişare şi semnalizare, sistemul de corecţie a componentelor dozate, soneria)
v. Existenţa şi aplicarea programului de mentenanţă a instalaţiei pentru prepararea mixturilor asfaltice (conform cu cartea tehnică şi instrucţiunile de exploatare)
C. Măsurarea/determinarea principalilor parametri tehnico-funcţionaliÎn anexa A se indică , de asemenea, principalii parametri tehnico-funcţionali măsuraţi/determinaţi de către echipa de inspecţie conform cu indicaţiile din subcapitolul 4.2 din procedură şi anume:
a. Precizia de dozare b. Durata de malaxarec. Durata ciclului de preparared. Temperaturile agregatelor, bitumului şi mixturii la ieşirea din malaxor şi la livrarea din
buncărul de stocaree. Turaţia şi înclinarea tamburului pentru uscarea şi încălzirea agregatelorf. Omogenitatea mixturiig. Productivitatea tehnică a instalaţieih. Nivelul de zgomot la postul de comandă
În funcţie de aparatura utilizată, echipa de inspecţie determină incertitudinile de măsurare. În cazul în care valoarea măsurată plus incertitudinea de măsurare depăşeşte limita admisă (valoarea de prag) se indică neconformitate. Rezultatele inspecţiei privind parametrii tehnico-funcţionali se trec în tabelul A5.1. Tabelul A5.1. Măsurarea/determinarea principalilor parametri tehnico-funcţionaliPerformanţe ce determină capabilitatea
Modul de determinare
Valori determinate
Incertitudini de măsurare
Valori de prag Rezultat
Conform Neconform
29/37
instalaţiei de preparare a mixturilor asfaltice1 2 3 4 5 6 7
Precizia de dozare pentru agregate, filer, bitum (liant) şi aditivi (fibre), e [%]
Calculul erorilor de dozaree=100(Cd – Cr)/Cr , în care:Cd – cantitatea dozată (afişată de sistemul de cântărire)Cr - cantitatea prevazută în reţetă
Agregate:
Filer:
Bitum:
Fibre:
- Abaterile admise faţă de reţetă indicate de laborator; în absenţa acestora se indică valori orientative în tabelele A2.3 şi A2.4
Temperaturile agregatelor, bitumului, mixturii la ieşirea din malaxor şi la livrarea din buncărul de stocare
Măsurare Agregate:
Mixtură malaxor:
Mixtură livrare:
(Se stabilesc de către organismul de inspecţie)
Valorile indicate de laborator; în absenţa acestora se indică valori orientative în tabelul A2.2
Turaţia şi înclinarea tamburului pentru uscarea şi încălzirea agregatelor
Măsurare Turaţia:Înclinarea:
“ Abateri de ±5% Abateri de ±0,5 grad(faţă de valorile indicate în cartea tehnică)
Omogenitatea mixturii
Observare - Anrobarea completă şi uniformă a agregatelor şi filerului cu liant
Durata de malaxare
[s]
Măsurare (Se stabilesc de către organismul de inspecţie)
Abateri de -0%; +5% faţa de valorile indicate în reţetă (stabilite de laborator)
Productivitatea tehnică Q[t/h]
Calcul cu relaţia:Q = 3600q/T în care: q – masa unei şarje [t]; T – durata preparării unei şarje [s], obţinută prin măsurare
- Comparare cu valorile indicate în cartea tehnică (la aceeaşi temperatură a mediului şi umiditate a agregatelor)
Observaţie: -Pentru instalaţiile de preparare la rece a mixturilor asfaltice se menţin numai cerinţele referitoare la procesul de dozare şi procesul de malaxare.
D. Rezultatele inspecţiei tehnice În ultima parte a anexei A privind starea tehnică şi principalii parametri tehnico-funcţionali se
indică dacă instalaţia inspectată îndeplineşte toate cerinţele, iar dacă nu îndeplineşte unele cerinţe se 30/37
menţionează care sunt acestea. În urma evaluării făcute, echipa de inspecţie dispune înlăturarea neconformităţilor semnalate într-un termen stabilit de comun acord cu cu operatorii economici ce deţin sau utilizează instalaţia şi revine pentru constatarea rezolvării acestora.
E. Domeniul de utilizare a instalaţiei pentru care s-a efectuat inspecţia tehnicăÎn formularul de raport de inspecţie, se indică domeniul de utilizare al instalaţiei inspectate în
funcţie de componenţa şi caracteristicile instalaţiei şi anume:-tipuri mixturi asfaltice pe care instalaţia este capabilă să le producă (mixturi preparate la cald
sau la rece, cu indicarea aditivilor sau fără aditivi, cu precizarea numărului de sorturi de agregate şi a lianţilor ce se pot utiliza);
-mobilitatea instalaţiei;-productivitatea tehnică a instalaţiei comparativ cu valoarea indicată în cartea tehnică (pentru
anumite condiţii de lucru).
F. Numele şi semnăturile membrilor echipei de inspecţie
ANEXA Bla
Raportul de inspecţie tehnică pentru instalaţii de preparare a mixturilor asfaltice
Pe lângă starea tehnică a instalaţiei, care se indică în Anexa A, echipa de inspecţie poate
prezenta, atunci când consideră necesar, alte constatări făcute pe durata inspecţiei în anexa B şi anume:
1.Constatări privind controlul producţiei efectuat de către utilizator
La cererea organismului de certificare de produs sau la solicitarea beneficiarului, pe lângă
inspecţia tehnică se pot efectua şi verificările indicate în tabelul de mai jos.
Tabelul A5.2. Constatări privind controlul producţiei efectuat de către utilizator
Verificare Rezultatul verificării
Documente de
referinţă
Observaţii
DA NU
Existenţa încercărilor de tip pentru mixturi asfaltice
SR EN 13108-20:2006SR EN 13108-21:2006
Existenţa încercărilor periodice pentru mixturi asfaltice
SR EN 13108-20:2006SR EN 13108-21:2006
Existenţa unui laborator al staţiei SR EN 13108-21:2006
Existenţa procedurilor specifice privind controlul producţiei de mixturi asfaltice
SR EN 13108-21:2006
Numirea unui responsabil privind controlul producţiei de mixturi asfaltice
SR EN 13108-21:2006
Se atrage atenţia utilizatorului să rezolve în timpul cel mai scurt posibil neconformitaţile privind controlul producţiei indicate în tabelul A5.2 pentru a se asigura toate condiţiile pentru obţinerea unor mixturi asfaltice de bună calitate. Acordarea raportului de inspecţie tehnică nu este condiţionată de
31/37
rezolvarea neconformităţilor de acest tip, conformitatea pentru controlul producţiei fiind atribuţia organismelor de certificare.
2.Verificări privind îndeplinirea principalelor cerinţe de securitate Verificarea cerinţelor de securitate a muncii se face conform anexei 6, punctul 1. Rezultatul acestei verificări se trece într-un tabel întocmit de echipa de inspecţie ( tabelul A6.1).
3.Verificări privind îndeplinirea principalelor cerinţe de protecţie a mediului Verificarea cerinţelor de protecţie a mediului se face conform anexei 6, punctul 2. Rezultatul acestei verificări se trece într-un tabel întocmit de echipa de inspecţie ( tabelul A6.2).
Verificarea cerinţelor de securitate şi a cerinţelor de protecţie a mediului se efectuează simultan cu verificarea stării tehnice a echipamentelor, având în vedere că neconformităţile privind securitatea muncii şi protecţia mediului pot influenţa direct sau indirect, în mod negativ atingerea parametrilor tehnologici de lucru la valorile stabilite, afectând nivelul de calitate al produsului. Se recomandă utilizatorului să rezolve aceste neconformităţi. De regulă, acordarea raportului de inspecţie tehnică nu este condiţionată de rezolvarea neconformităţilor de acest tip. În cazul în care neconformităţile de securitate, sănătate şi protecţia mediului pot afecta grav valorile parametrilor care determină calitatea mixturii asfaltice, atunci neconformităţile constatate se vor comunica organismelor acreditate şi notificate în domeniile respective. Anexa B conţinând tabelele A5.2, A6.1, A6.2 se completează şi se semnează de membrii echipei de inspecţie.
Anexa 6
VERIFICAREA CERINŢELOR DE SECURITATE ŞI PROTECŢIA MEDIULUI
32/37
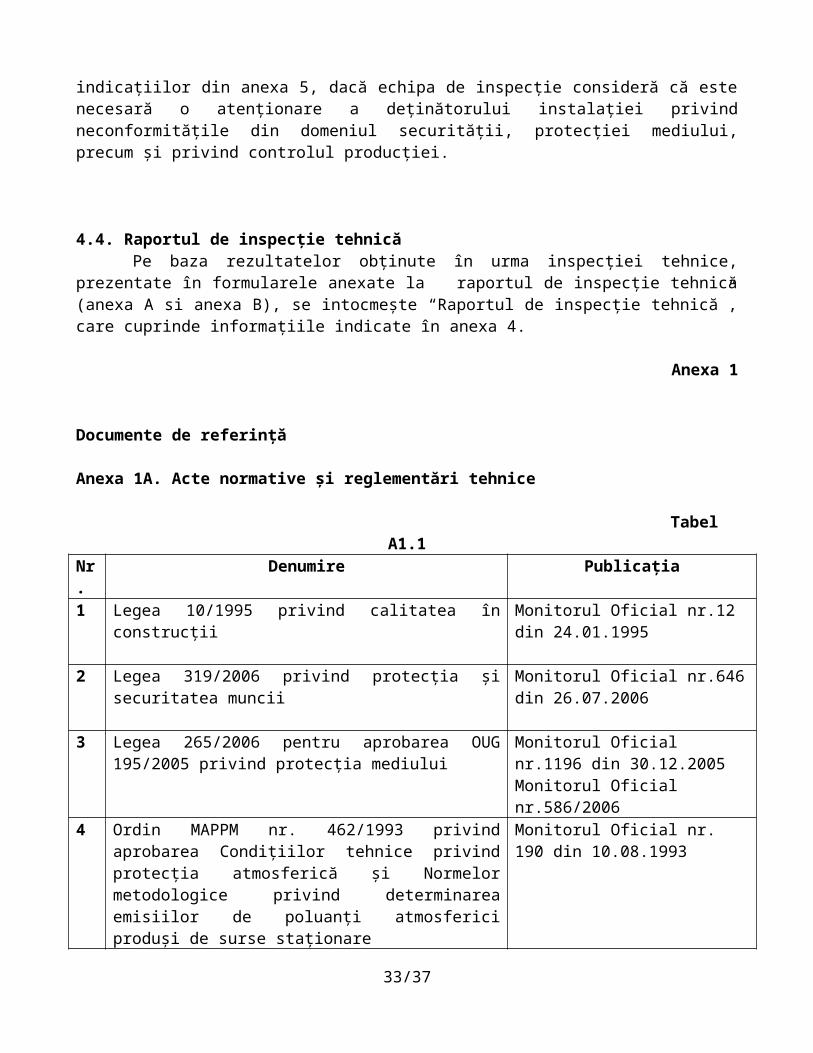
1. Verificarea cerinţelor de securitate prevăzute de standardul SR EN 536:2003
1.1. Fenomenele periculoase (riscuri)Fenomenele periculoase specifice centralelor pentru prepararea mixturilor asfaltice sunt
indicate în capitolul 4 al standardului SR EN 536:2003. Se menţionează următoarele pericole:a) pericole mecanice
-pericol de îngropare (în buncărele de alimentare sau în buncărele de depozitare a materialelor )
-pericol de strivire (la montarea echipamentelor, în zonele de acţiune a schipurilor)-pericol de tăiere cu elementele mobile ale echipamentelor (transportoare cu şnec,
clapetele de descărcare a buncărelor)-pericol de antrenare sau prindere (în rolele tamburului rotativ, la transportoarele cu
bandă, la ventilatoare, la elevatoarele cu cupe şi transportoarele cu plăci metalice, la elementele mobile ale malaxoarelor)
-pericol de ejectare a fluidelor sub presiune (furtunuri hidraulice, fluide fierbinţi şi inflamabile în circuitele sistemelor de ulei termic şi sistemele de distribuţie a bitumului)
-pericol de pierdere a stabilităţii (capacitate portantă necorespunzatoare a fundaţiei, la montarea echipamentelor)
-pericol de alunecare şi cădere (în buncărele de alimentare, silozurile cu agregate fierbinţi, silozurile de depozitare a agregatelor minerale fine sau în rezervoarele de depozitare a lianţilor, cădere de pe pasarele, scări sau platforme de acces)
b) pericole electrice (contact direct sau indirect la circuitele de alimentare cu curent electric)
c) pericole termice-pericol de ardere prin contact sau radiaţie (la echipamentul de încălzire al uscătoarelor,
malaxoarelor cu tambur şi la echipamentul de încălzire a lianţilor, la buncărele de depozitare a materialelor calde, ciururi de agregate calde, la tubulatura care transportă ulei termic, lianţi bituminoşi) -pericol de arsuri datorită mediului fierbinte (la mentenanţa uscătoarelor cu tambur şi a malaxoarelor cu tambur, la schimbarea sitelor ciururilor, la mentenanţa filtrelor cu saci, în interiorul turnurilor de malaxare)
d) pericole generate de materiale şi produse (la mentenanţă)
- contact cu pulberi nocive sau inhalarea acestora (la lucrări de mentenanţă în carcasele ciururilor şi filtrelor cu saci)
-pericol de incendiu sau explozie (în tamburi, precum şi în filtrele de praf, în rezervoarele de depozitare a bitumului fluid şi în încălzitoarele cu ulei termic)
e) pericole generate de nerespectarea principiilor ergonomice
-pericole datorită vizibilitaţii insuficiente a consolelor şi terminalelor în cabina de comandă)
-pericole datorită iluminatului necorespunzator al postului de comandă
f) pericole generate de defectarea sursei de energie (la închiderea automată a clapetelor de golire a buncărelor de materiale)
g) pericol de pierdere a stabilitaţii, răsturnare la instalarea şi reglarea unor echipamente33/37
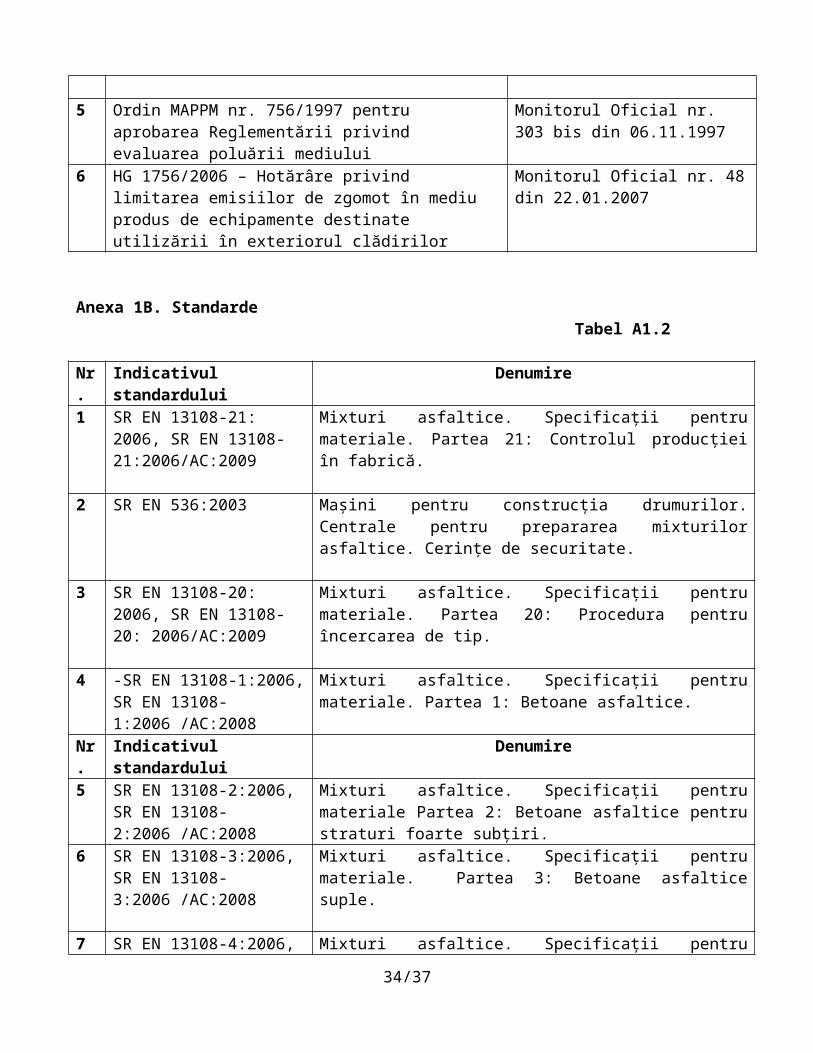
h) pericole generate de absenţa sau poziţionarea incorectă a dispozitivelor de protecţie-absenţa accesoriilor pentru încărcare şi descărcare la prelevarea probelor pentru
controlul producţiei pe maşina aflată în funcţiune-absenţa dispozitivelor de protecţie în timpul operaţiilor de mentenanţă (pentru
manipularea pieselor de schimb grele la echipamente aflate la înălţime)
1.2. Verificarea cerinţelor de securitate Verificarea cerinţelor de securitate a instalaţiei pentru prepararea mixturilor asfaltice se face conform cu capitolele 5 şi 6 al standardului SR EN 536:2003 şi urmăreşte să stabilească dacă s-au luat măsurile necesare pentru eliminarea sau reducerea riscurilor (pericolelor) indicate la punctul 1.1. Verificările se efectuează prin examinare vizuală, iar rezultatul verificării se trece în tabelul A6.1.
Tabelul A 6.1. Verificarea cerinţelor de securitateNr.crt. Echipamentul verificat Rezultatul verificării Observaţii
conform neconform1 Buncăre, silozuri, rezervoare2 Echipamente de încălzire3 Ventilatoare4 Tamburi rotativi5 Elevatoare6 Transportoare cu racleţi7 Ciururi 8 Turn de malaxare9 Echipamente de ridicare10 Post comandă11 Instalaţie electrică12 Mijloace de acces13 Semnalarea zonelor cu acces
limitat
1.3. Verificarea existenţei marcajelor Capitolul 8 din SR EN 536:2003 prevede următoarele marcaje:
-placa maşinii care trebuie să cuprindă numele şi adresa producătorului, anul de fabricaţie, tipul, seria, marcajul CE ( pentru produse destinate a fi comercializate in UE); -placa instalaţiei de încalzire a bitumului, care trebuie să cuprindă cantitatea de căldură furnizată, caracteristicile uleiului termic, temperatura de funcţionare, temperatura maximă admisă, volumul de fluid din încălzitor, presiunea de funcţionare. -plăcile rezervoarelor care trebuie să indice tipul şi calitatea produsului depozitat, capacitatea maximă de umplere autorizată.
2. Verificarea îndeplinirii cerinţelor privind protecţia mediuluiCentralele de preparare a mixturilor asfaltice trebuie să asigure şi încadrarea sub limitele admise de
poluare a mediului cu pulberi, gaze de ardere, scurgeri de fluide tehnologice, reziduri ce rezultă din fluxul tehnologic, repectându-se Legea nr.265/2006 pentru aprobarea OUG 195/2005 privind protecţia mediului, Ordinul nr.462/1993 al MAPPM, Ordinul 756/1997 al MAPPM, STAS 12574-87.
34/37
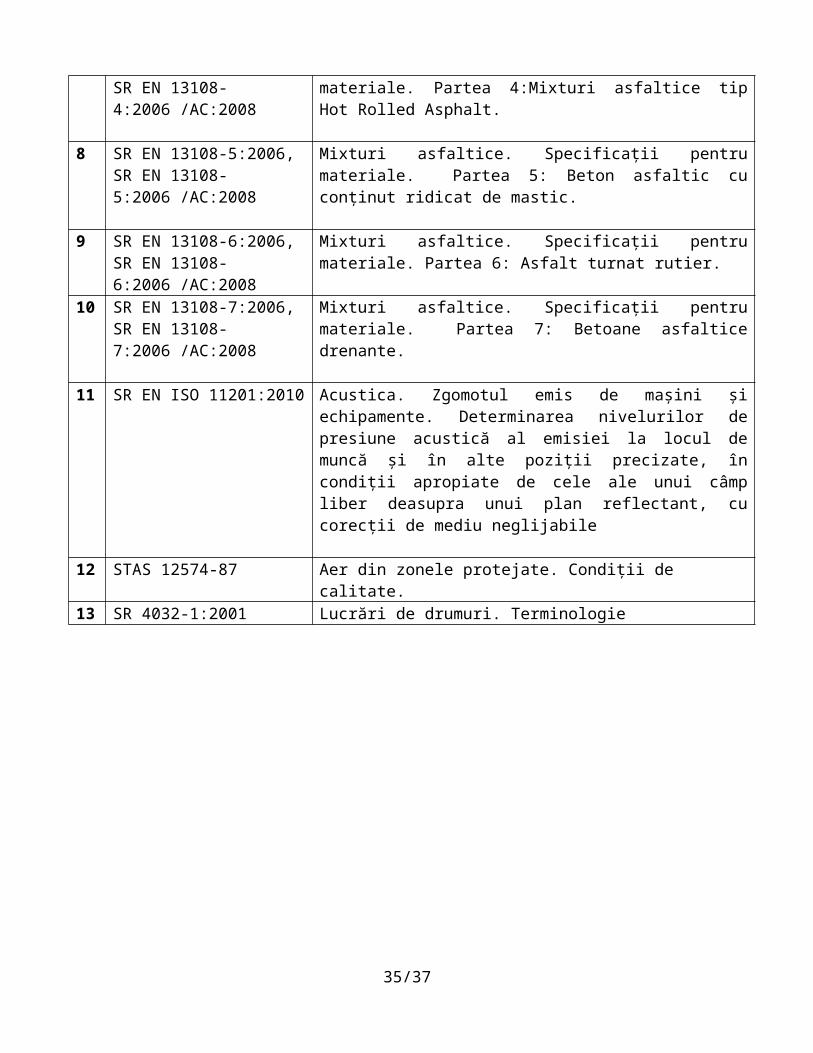
Pentru îndeplinirea condiţiilor de mai sus se impune verificarea cerinţelor indicate în tabelul A6.2.
Tabelul A6.2. Principalele cerinţe privind protecţia mediuluiNr.crt.
Principalele cerinţe pentru protecţia mediului Rezultatul verificăriiconform neconform
0 1 2 31 Existenţa unei autorizaţii de mediu valabile2 Existenţa unor rapoarte de încercare privind compoziţia
gazelor rezultate în urma arderii combustibilului şi privind emisiile de praf
3 Filtrarea eficientă a gazelor de evacuare din uscător 4 Eliminarea emisiilor de praf la ciurul de agregate calde şi la încărcarea malaxorului (carcase etanşe racordate la insta-
laţia de desprăfuire)5 Eliminarea emisiilor de praf la silozurile de filer şi praf
recuperat ( dotarea silozurilor cu filter de praf)6 Etanşarea eficientă a transportoarelor elicoidale pentru
filer şi praf recuperat7 Etanşarea eficientă a conductelor de legatură dintre
uscătorul cu tambur şi filtrul de praf8 Eliminarea emisiilor de praf la dozatoarele de agregate
calde, filer şi filer recuperat9 Etanşare bună la instalaţiile de depozitare, transport şi
dozare a bitumului, precum şi la instalaţia de încălzire a bitumului
10 Inexistenţa pierderilor de combustibil şi ulei la instalaţiile de încălzire
11 Reducerea emisiilor de oxid de carbon şi fum printr-o reglare corespunzătoare a arzătorului
12 Dotarea cu aparate care să asigure controlul bunei funcţionări a instalaţiei de desprăfuire (controlul depresiunii în uscător şi filtru, controlul temperaturii gazelor de ardere la intrarea în filtrul de praf )
Anexa 7
Tipuri de instalaţii pentru prepararea mixturilor asfaltice
Instalaţiile pentru prepararea mixturilor asfaltice se clasifică astfel:35/37
a) funcţie de continuitatea procesului-instalaţii cu funcţionare discontinuă caracterizate prin faptul că amestecarea este efectuată în
şarje succesive într-un malaxor cu amestecare forţată;-instalaţii cu funcţionare continuă caracterizate prin faptul că amestecarea este efectuată
continuu, fără întreruperea fluxului de materiale într-un malaxor cu tambur sau într-un malaxor cu amestecare forţată cu funcţionare continuă.
b) funcţie de tehnologia de preparare utilizată-instalaţii de preparare a mixturilor asfaltice la cald, ce utilizează ca liant bitumul fierbinte şi
asigură uscarea şi încălzirea agregatelor ;-instalaţii de preparare a mixturilor asfaltice la rece, ce utilizează ca liant emulsia bituminoasă,
bitum spumat, precum şi lianţi hidraulici, fără să mai fie necesară încălzirea agregatelor;-instalaţii de preparare a mixturilor asfaltice la cald (sau la rece) ce permit şi reciclarea
materialelor provenite din straturile asfaltice îndepărtate la lucrări de reparare a drumurilor.c) după sistemul de comandă şi monitorizare a procesului de lucru-instalaţii de preparare a mixturilor asfaltice cu comandă automată - instalaţii de preparare a mixturilor asfaltice cu comandă manualăCea mai mare răspândire o are tehnologia de preparare la cald a mixturilor asfaltice cu
comandă automată asistată de calculator. În acest caz fluxul tehnologic de fabricaţie a mixturii este vizualizat pe ecranul monitorului, asigurând în orice moment supravegherea componentelor staţiei. Toate informaţiile de intrare sunt prelucrate în timp real şi afişate pe monitor. Orice modificare faţă de parametrii reglaţi este semnalizată pe monitor, astfel încât să permită operatorului să intervina în caz de necesitate.
Instalaţia de preparare la cald a mixturilor asfaltice îndeplineşte urmatoarele funcţii:-depozitarea şi transportul agregatelor;-dozarea agregatelor reci (predozare);-uscarea şi încălzirea agregatelor;-aspiraţia şi separarea prafului ce se formează la diferite componente ale instalaţiei;-depozitarea, transportul şi dozarea filerului şi a particulelor fine recuperate;-depozitarea, transportul şi dozarea aditivilor (fibre);-depozitarea, încalzirea şi transportul bitumului;-dozarea bitumului cald;-sortarea şi depozitarea agregatelor fierbinţi (la instalaţii cu funcţionare discontinuă);-dozarea agregatelor fierbinţi (la instalaţii cu funcţionare discontinuă);- amestecarea componentelor;-transportul, stocarea şi distribuţia mixturii asfaltice;-depozitarea şi alimentarea cu combustibili.Pentru comanda automată şi controlul instalaţiilor de preparare a mixturilor asfaltice la cald, se
utilizeaza trei categorii de senzori (captori):-senzori de greutate pentru dozatoarele gravimetrice;-senzori pentru umiditatea agregatelor, care permit aplicarea corecţiei la dozarea agregatelor;-senzori de debit şi temperatură în cazul dozării volumetrice a bitumului;-senzori care indică derularea corectă a procesului:
-senzor de temperatură la ieşirea agregatelor din uscător;-senzor de temperatură la buncărul de nisip cald;-senzori de temperatură în rezervoarele de bitum;-senzor de temperatură a mixturii la ieşirea din malaxor;-senzor de măsurare a depresiunii în tamburul uscătorului;-senzori de temperatură la intrarea şi ieşirea din filtru;
36/37
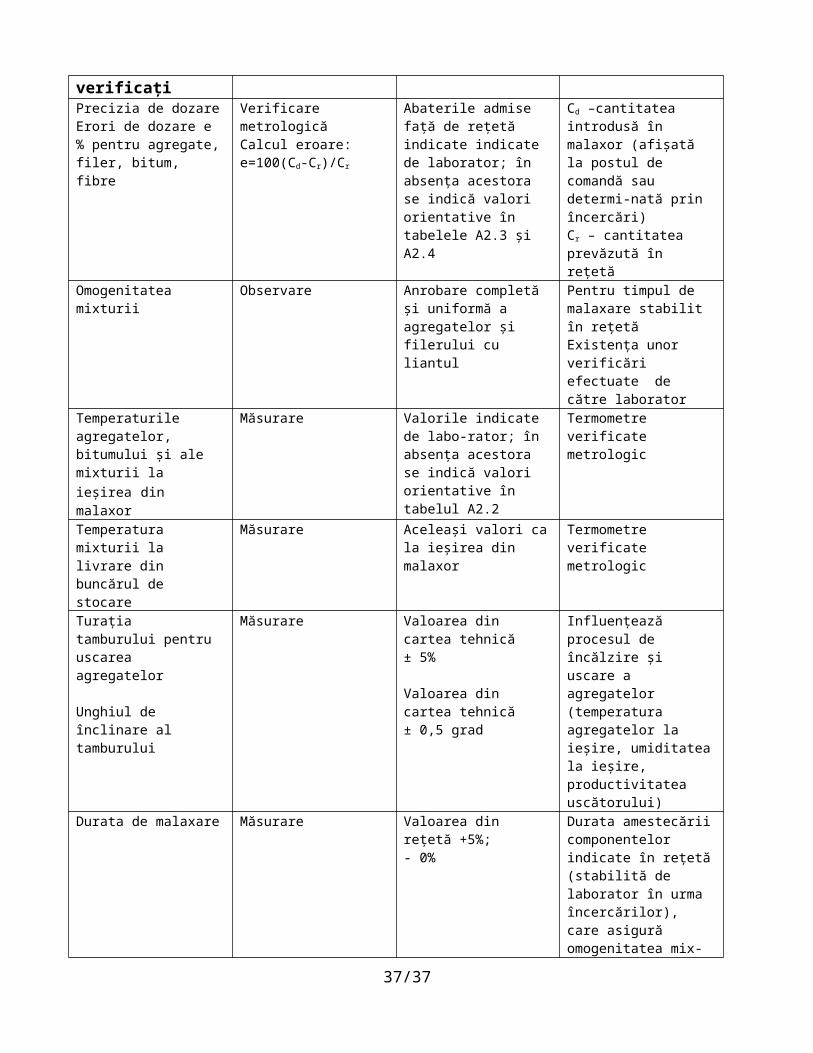
-senzori de măsurare a temperaturii gazelor evacuate pe coş;-senzori de temperatură la buncărul de depozitare a mixturii asfaltice;-senzori pentru reglajul automat al procesului de ardere la arzătorul uscăto -senzori de supraveghere a existenţei materialului pe benzile extractoare ale
predozatoarelor;-indicatori de nivel la rezevoarele de bitum, la silozurile de filer, la buncărele de
agregate calde, la buncărele de stocare a mixturii;-senzori pentru controlul mentenanţei.
Semnalele de la senzorii montaţi pe echipamentele componente ale instalaţiei de preparare a mixturilor asfaltice sunt prelucrate de blocuri electronice şi transmise la automatul programabil sau calculatorul de proces, care emite comenzile necesare şi dă operatorului toate informaţiile necesare privind desfăşurarea procesului. Astfel se asigură un control permanent asupra procesului de preparare a mixturii asfaltice.
Sistemele automate de comandă şi monitorizare asistate de calculator includ şi programe special concepute pentru controlul procesului de preparare a mixturii asfaltice, care permit:
-afişajul tuturor parametrilor de proces;-vizualizarea în timp real a stării componentelor staţiei;-alarmarea operatorului în cazul apariţiei unor defecţiuni;-posibilitatea de reglaj a parametrilor procesului;-preluarea şi prelucrarea datelor şi posibilitatea tipăririi la imprimantă a diferitelor rapoarte
privind procesul de producţie.Pentru prepararea la rece a mixturilor asfaltice se folosesc ca lianţi în locul bitumului cald
următoarele materiale:a)emulsie bituminoasă, care este o soluţie de bitum şi apă (60% bitum si 40% apă), ce poate fi
obţinuţă prin tehnologii speciale;b)emulsie bituminoasă cu adaos de ciment şi apă;
c)spumă de bitum, care se obţine prin injectarea sub presiunea de circa 8 bar a unei cantităţi mici de apă (circa 2 %) în bitumul fierbinte (la 170–180C).
Instalaţia de preparare la rece a mixturilor asfaltice îndeplineşte următoarele funcţii:-depozitarea şi transportul materialelor componente (agregate, lianţi bituminoşi, lianţi hidraulici);-dozarea agregatelor;-dozarea lianţilor hidraulici;-dozarea lianţilor bituminoşi;-amestecarea componentelor mixturii;-transportul şi livrarea mixturii.
In anexa D a standardului SR EN 536:2003 se prezintă mai multe scheme reprezentative pentru instalaţii de preparare a mixturilor asfaltice şi anume:
-centrală cu funcţionare la cald în flux discontinuu;-centrală cu funcţionare la cald în flux continuu;-centrală cu malaxare la rece.
37/37

















