Page 1
Proiectarea tehnologiei de fabricare și reparare a caroseriei la Dacia Logan
I . Introducere:
1.1. Generalități:
Caroseria servește la transportul persoanelor sau mărfurilor și se construiește în funcție de
mărimea și destinația automobilului.
Caroseriile pot fi închise, pentru autoturisme și autobuze deschise, pentru autocamioane și
special amenajate pentru autosanitare, autobasculante, autostropitori, autofrigorifice,
autoizoterme etc.
Materialele folosite pentru construcția caroseriilor sunt : profile ușoare, table de oțel
asamblate prin sudură. În ultimul timp s-a introdus pe scară largă folosirea materialelor
plastice la confecșionarea unor părți ale caroseriei sau în totalitate ei.
Caracteristicile principale ale caroseriei sunt: dimensiunile de gabarit, forma, soluția
constructivă (cu sau fara cadru), greutatea și confortul.
În construcția unei caroserii se urmărește: să aibă formă apropiată de cea aerodinamică, să
fie ușoară, să asigure o bună vizibilitate și să fie confortabilă.
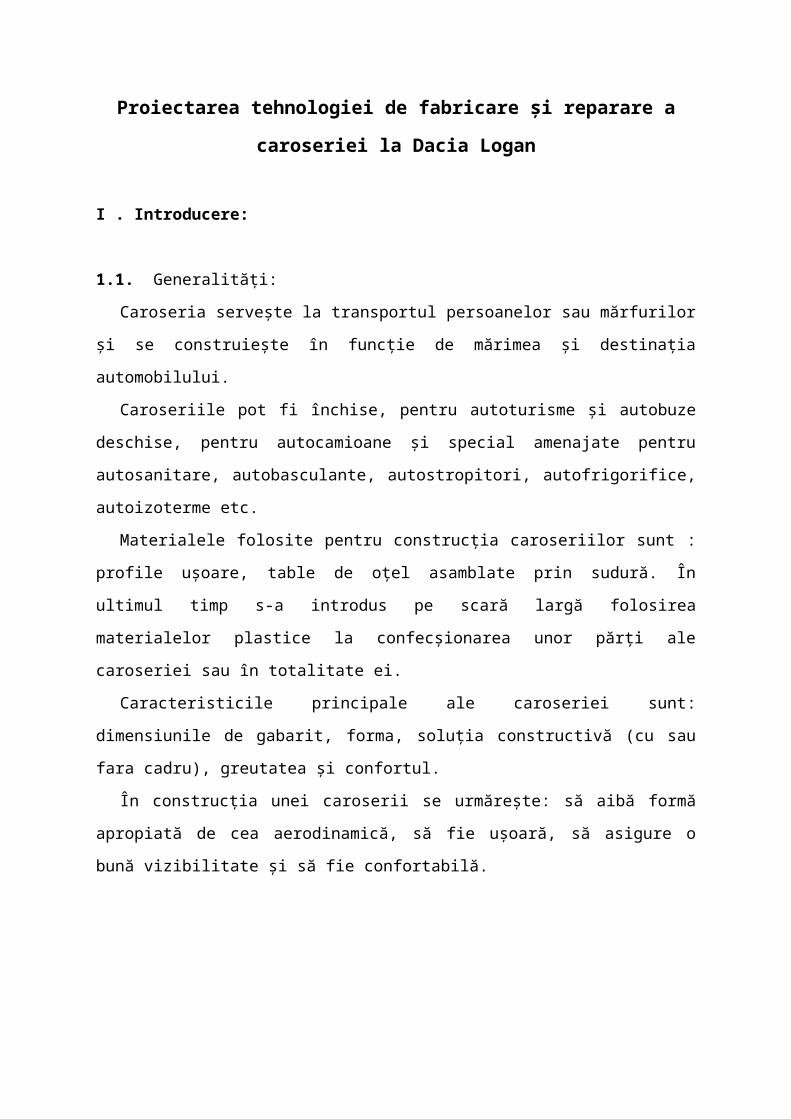
Fig 1.1. Caroserie
Page 2
1.2. Rolul, condițiile impuse si clasificarea caroseriilor
Caroseria reprezintă partea superioară a automobilului (suprastructura) si este amenajată
pentru transportul persoanelor si al bunurilor si pentru montarea diferitelor utilaje si instalații
pentru efectuarea de diferite lucrări sau pentru prestarea de servicii.
La construcțiile mai vechi de autoturisme si autobuze si la autocamioanele actuale,
caroseria constituie o parte distinctă si se montează pe cadru, din această cauză fiind
denumită neportantă. La autoturismele, microbuzele si autobuzele moderne, caroseria poate fi
semiportantă, cand preia parțial sarcinile exterioare (in acest caz podeaua este fixată rigid de
cadru prin suruburi, nituri sau sudură), si portantă, cand preia toate forțele provenite din
miscarea automobilului (in acest caz cadrul nu mai este intalnit ca element distinct).
Clasificarea caroseriilor automobilelor se face după mai multe criterii, cele mai
importante fiind: forma, destinația si datele tehnice impuse. Criteriul principal de clasificare a
caroseriilor este destinația acestora, care coincide cu destinația automobilului, impune forma,
datele tehnice si modul de construcție.
Avand in vedere acest lucru, caroseriile se clasifică in:
caroserii de autoturisme;
caroserii de microbuze, caroserii de autobuze;
caroserii de autocamioane;
caroserii cu destinație specială.
1.3. Caroseriile autoturismelor
In general caroseriile reprezintă suprastructura autovehiculelor, fiind amenajate pentru
transportul persoanelor, a incărcăturii sau pentru instalarea diverselor utilaje tehnologice.
La autovehiculele moderne sunt prevăzute caroserii cu forme cat mai aerodinamice,
rezistente la impact, cu o vizibilitate maximă pentru conducătorul auto in vederea măririi
siguranței in circulație, cu un grad ridicat de confort.
Caroseriile se clasifică după următoarele criterii:
caroserii neportante, la care eforturile sunt preluate exclusiv de cadru (sasiu).
In acest caz cadrul fiind separat, iar caroseria este fixată elastic de acesta;
caroserii semiportante, care preiau parțial eforturile datorate forțelor care apar la
deplasarea autovehiculului. La acest tip de caroserie podeaua este fixată rigid de cadru
Page 3
prin kiplinguri (suruburi pentru lemn - Holzschraube sau Holzsurub), nituri sau prin
sudură, dacă este metalică;
caroseriile autoportante preiau forțele produse in miscarea autovehiculului în cazul in
care cadrul este suprimat
Având în vedere că viteza de deplasare a autovehiculelor pe drumurile publice a crescut
considerabil, o parte semnificativă din puterea motorului se consumă pentru învingerea
rezistenței din partea aerului. Datorită acestui fapt forma caroseriilor moderne tinde spre cea
mai optimă formă aerodinamică. La autoturismele cu viteze de peste 150 km/h, se impun
măsuri speciale de imbunătăire a formei caroseriilor.
In timpul deplasării autovehiculul este supus acțiunii laterale a vantului, care
determină modificarea, in sens negativ, a stabilității longitudinale. Pentru aceasta este necesar
ca profilul caroseriei să fie proiectat cu o suprafață laterală mare inspre partea posterioară,
astfel ca centrul de presiune al acestei suprafețe să fie deplasat spre spate.
Suprafața laterală nu trebuie să mărească inălțimea autovehiculului, in acest sens se
vor prevedea ampenaje laterale si se va mări lățimea caroseriei pentru obținerea stabilităii
optime la deplasarea autovehiculului.
In afară de aceste considerente, la modernizarea caroseriilor de autovehicule se vor
avea in vedere:
Realizarea unui habitaclu suficient de mare, confortabil, panoramic si rezistent;
vizibilitate bună, in scopul asigurării unei securități sporite prin adaptarea unui parbriz
curbat;
accesibilitate usoară la organele de comandă si de control ale autovehiculului;
linia si ținuta de drum, cu aspectul exterior cat mai modern si plăcut.
După formă, caroseriile se clasifică in: inchise, deschise, transformabile si speciale.
Caroseriile inchise sunt de tipul:
coach, cu două usi si patru geamuri laterale, cu două sau sase locuri, cu spătarele
scaunelor din față rabatabile pentru a se asigura accesul la bancheta din spate;
sedan, cu patru usi si patru sau sase locuri, cu două randuri de scaune si geamuri
laterale;
Page 4
limuzină, cu patru usi, sase sau opt locuri, dona randuri de scaune permanente si cu
strapotine (scaune suplimentare intre ele), la unele construcții cu geam intre locurile
din față si spate;
coach hardtop, asemănător caroseriei coach, cu deosebirea că nu are montanți ficsi
pentru geamuri laterale;
sedan hardtop, similar caroseriei sedan, cu deosebirea că nu are montanți ficsi pentru
geamuri laterale;
cupeu, format sport, cu doua usi si două pană la sase locuri, dimensiunile interioarein
special in zona locurilor din spate sunt mai mici decat la coach.
Caroseriile deschise sunt de tipul:
roadster, cu plafon decapotabil, geamuri laterale amovibile cu două usi si 2-3 locuri,
pe un rand de scaune;
cabriolet cu două usi, capotă pliabilă, două locuri si două geamuri laterale – alte
modele similare au patru pană la sase locuri si patru geamuri laterale cu spații mari
amenajate pentru bagaje;
cabriolet – roadster, respectiv spider, este o variantă a roadsterului – spider. Este
asemănător caroseriei cabriolet, avand o linie sport modernă;
hardtop tip cupeu sau cabriolet cu capota rigidă detasabilă;
roadster faeton cu minim patru locuri, uneori avand pană la sapte locuri, cu patru usi
si patru geamuri laterale amovibile.
Cercetările recente au pus bazele realizării unor caroserii din fibre de carbon armat si
fibre de sticlă in amestec cu răsini epoxidice. Materialele compozite sunt incă utilizate pe
scară restransă pentru producerea motoarelor ceramice cu structuri armate deoarece sunt
friabile la vibrații (se făramițează la destructurare) si foarte sfăramicioase la forțe de flambare
si torsiune.
Prin utilizarea materialelor compozite se realizează insemnate economii de metal si
materiale convenționale, deficitare pe piața mondială, iar rezistența mecanică a acestora
depăseste de patru - cinci ori pe cea a materialelor clasice.
In acest context intreținerea si tehnologia de reparație a acestor tipuri de caroserii este
simplificată. Recondiționarea anumitor organe este realizabile in limitele admisibile după
Page 5
o tehnologie convențională, iar in cazul celor ireparabile se recomandă inlocuirea cu seturi
sau repere de rezervă. Se recomandă constructorilor să livreze - la cerea beneficiarilor - seturi
complete de repere sau module singulare, cele mai expuse in cazul accidentelor frecvente de
circulație, in vederea reducerii duratei de imobilizare a autovehiculelor in reparații
curente.
Din aceste considerente, se remarcă: sensibilitatea caroseriilor autoportante in
exploatare la circulația rutieră pe diferite categorii si stări de drumuri cu suprasarcină,
materializată prin ruperea unor elemente ale carcasei caroseriei foarte frecvent in zona punții
din față la punctele de racordare a ansamblului punții cu cadrul caroseriei, in special pe partea
stangă a autovehiculului, unde sunt insumate si solicitările datorate sistemului de direcție, cat
si influența de acționare a amortizoarelor acestuia.
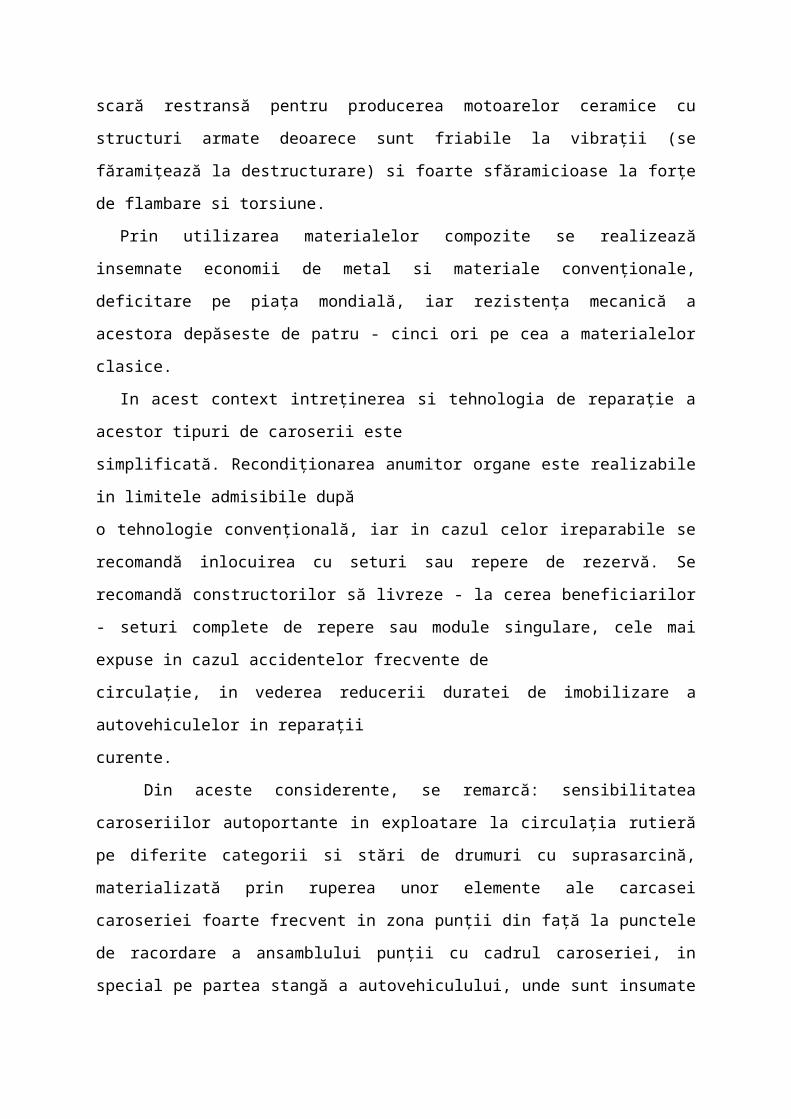
Fig.1.2. Principalele forme de caroserii de autoutrisme a - sedan; b - break-combi; c - cabriolet; d - faux-cabriolet; e - limuzină de lux; f - limuzină-cabriolet; g - cupeu;
h - roadster; i - torpedo; f - coupe de ville; k - laundoulet.
Page 6
Din punct de vedere al realizării structurii de rezistență a caroseriilor destinate
autoturismelor, de-a lungul timpului s-au experimentat diferite concepte arhitecturale.
Două dintre acestea sunt prezentate pe scurt cu avantajele si dezavantajele pe care le
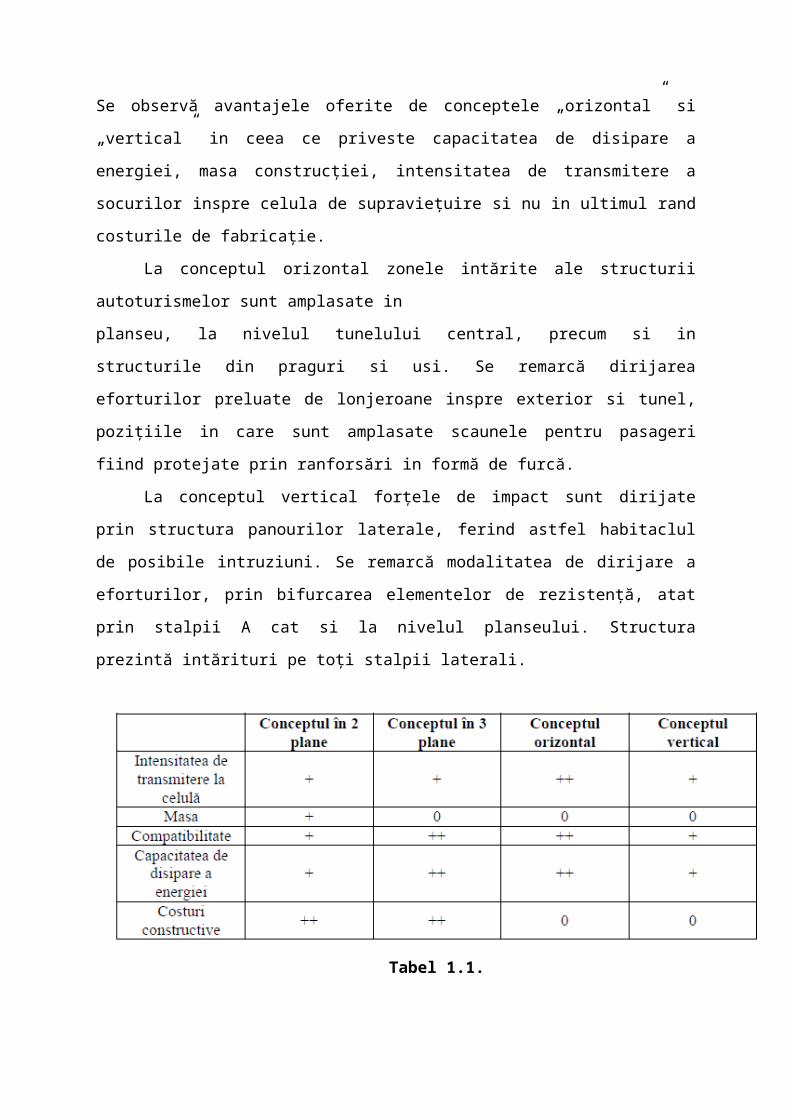
implică in tabelul 1.1. Se observă avantajele oferite de conceptele „orizontal” si „vertical” in
ceea ce priveste capacitatea de disipare a energiei, masa construcției, intensitatea de
transmitere a socurilor inspre celula de supraviețuire si nu in ultimul rand costurile de
fabricație.
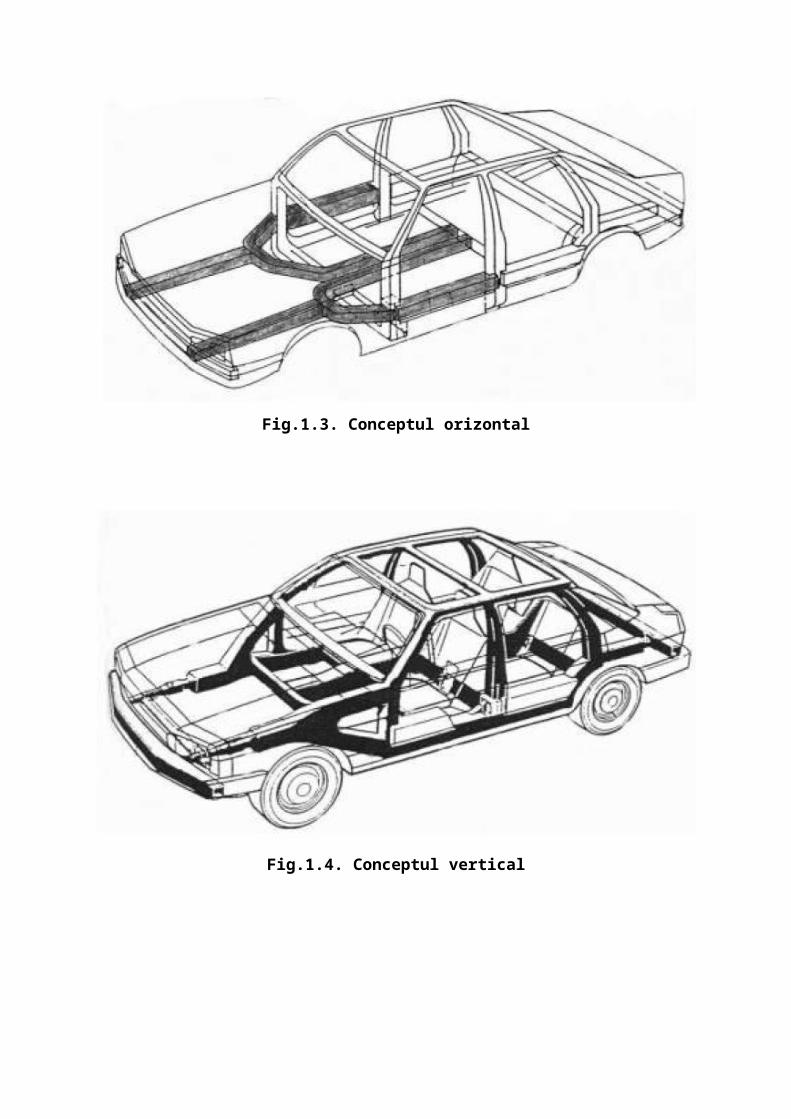
La conceptul orizontal zonele intărite ale structurii autoturismelor sunt amplasate in
planseu, la nivelul tunelului central, precum si in structurile din praguri si usi. Se remarcă
dirijarea eforturilor preluate de lonjeroane inspre exterior si tunel, pozițiile in care sunt
amplasate scaunele pentru pasageri fiind protejate prin ranforsări in formă de furcă.
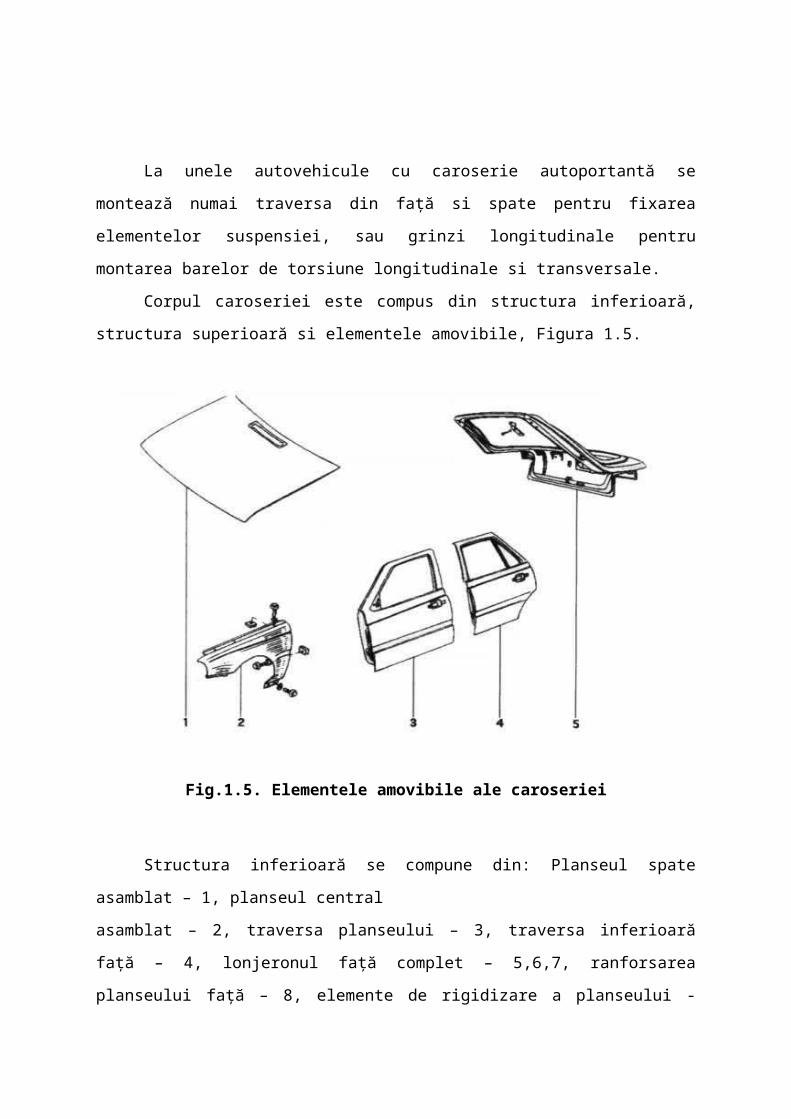
La conceptul vertical forțele de impact sunt dirijate prin structura panourilor laterale,
ferind astfel habitaclul de posibile intruziuni. Se remarcă modalitatea de dirijare a eforturilor,
prin bifurcarea elementelor de rezistență, atat prin stalpii A cat si la nivelul planseului.
Structura prezintă intărituri pe toți stalpii laterali.
Tabel 1.1.
Page 7
Fig.1.3. Conceptul orizontal
Fig.1.4. Conceptul vertical
Page 8
La unele autovehicule cu caroserie autoportantă se montează numai traversa din față
si spate pentru fixarea elementelor suspensiei, sau grinzi longitudinale pentru montarea
barelor de torsiune longitudinale si transversale.
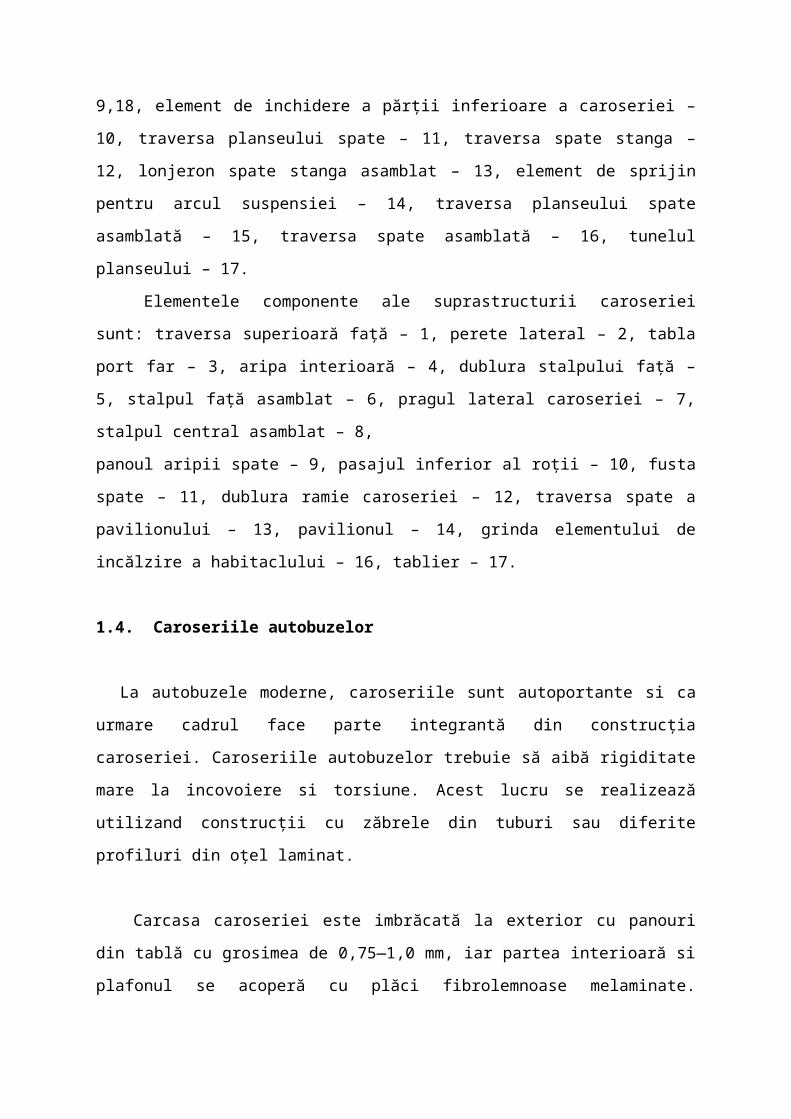
Corpul caroseriei este compus din structura inferioară, structura superioară si
elementele amovibile, Figura 1.5.
Fig.1.5. Elementele amovibile ale caroseriei
Structura inferioară se compune din: Planseul spate asamblat – 1, planseul central
asamblat – 2, traversa planseului – 3, traversa inferioară față – 4, lonjeronul față complet –
5,6,7, ranforsarea planseului față – 8, elemente de rigidizare a planseului - 9,18, element de
inchidere a părții inferioare a caroseriei – 10, traversa planseului spate – 11, traversa spate
stanga – 12, lonjeron spate stanga asamblat – 13, element de sprijin pentru arcul suspensiei –
14, traversa planseului spate asamblată – 15, traversa spate asamblată – 16, tunelul planseului
– 17.
Elementele componente ale suprastructurii caroseriei sunt: traversa superioară față –
1, perete lateral – 2, tabla port far – 3, aripa interioară – 4, dublura stalpului față – 5, stalpul
față asamblat – 6, pragul lateral caroseriei – 7, stalpul central asamblat – 8,
Page 9
panoul aripii spate – 9, pasajul inferior al roții – 10, fusta spate – 11, dublura ramie caroseriei
– 12, traversa spate a pavilionului – 13, pavilionul – 14, grinda elementului de incălzire a
habitaclului – 16, tablier – 17.
1.4. Caroseriile autobuzelor
La autobuzele moderne, caroseriile sunt autoportante si ca urmare cadrul face parte
integrantă din construcția caroseriei. Caroseriile autobuzelor trebuie să aibă rigiditate mare la
incovoiere si torsiune. Acest lucru se realizează utilizand construcții cu zăbrele din tuburi sau
diferite profiluri din oțel laminat.
Carcasa caroseriei este imbrăcată la exterior cu panouri din tablă cu grosimea de 0,75—
1,0 mm, iar partea interioară si plafonul se acoperă cu plăci fibrolemnoase melaminate.
Interiorul caroseriilor se izolează fonic si termic cu panouri din paslă, covoare bituminoase si
spumă poliuretanică.
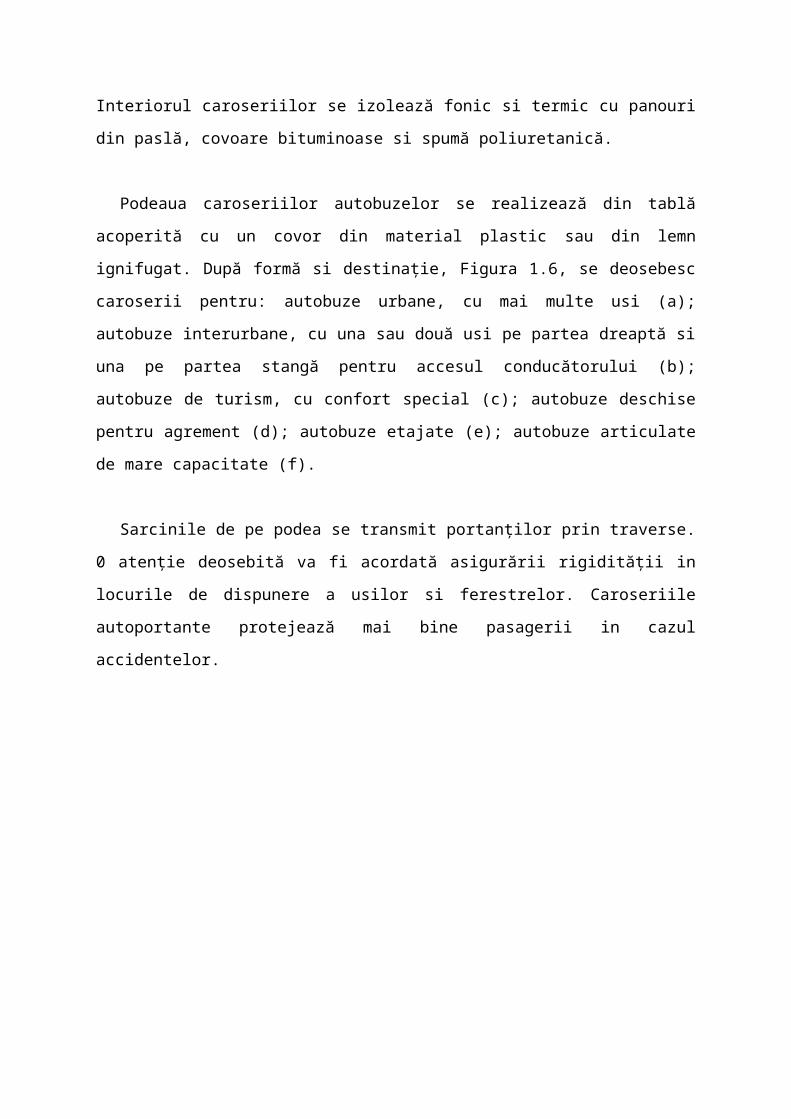
Podeaua caroseriilor autobuzelor se realizează din tablă acoperită cu un covor din
material plastic sau din lemn ignifugat. După formă si destinație, Figura 1.6, se deosebesc
caroserii pentru: autobuze urbane, cu mai multe usi (a); autobuze interurbane, cu una sau
două usi pe partea dreaptă si una pe partea stangă pentru accesul conducătorului (b); autobuze
de turism, cu confort special (c); autobuze deschise pentru agrement (d); autobuze etajate (e);
autobuze articulate de mare capacitate (f).
Sarcinile de pe podea se transmit portanților prin traverse. 0 atenție deosebită va fi
acordată asigurării rigidității in locurile de dispunere a usilor si ferestrelor. Caroseriile
autoportante protejează mai bine pasagerii in cazul accidentelor.
Page 10
Fig.1.6 Autobuze cu caroserii de diferite forme
Page 11
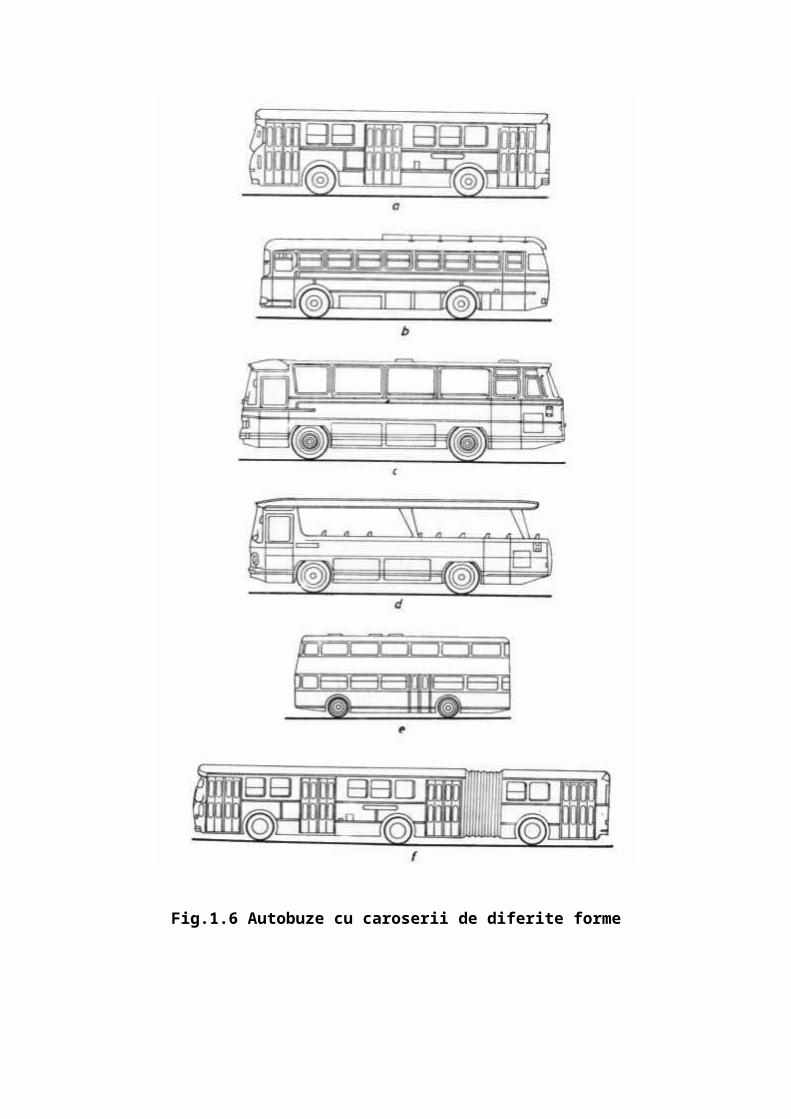
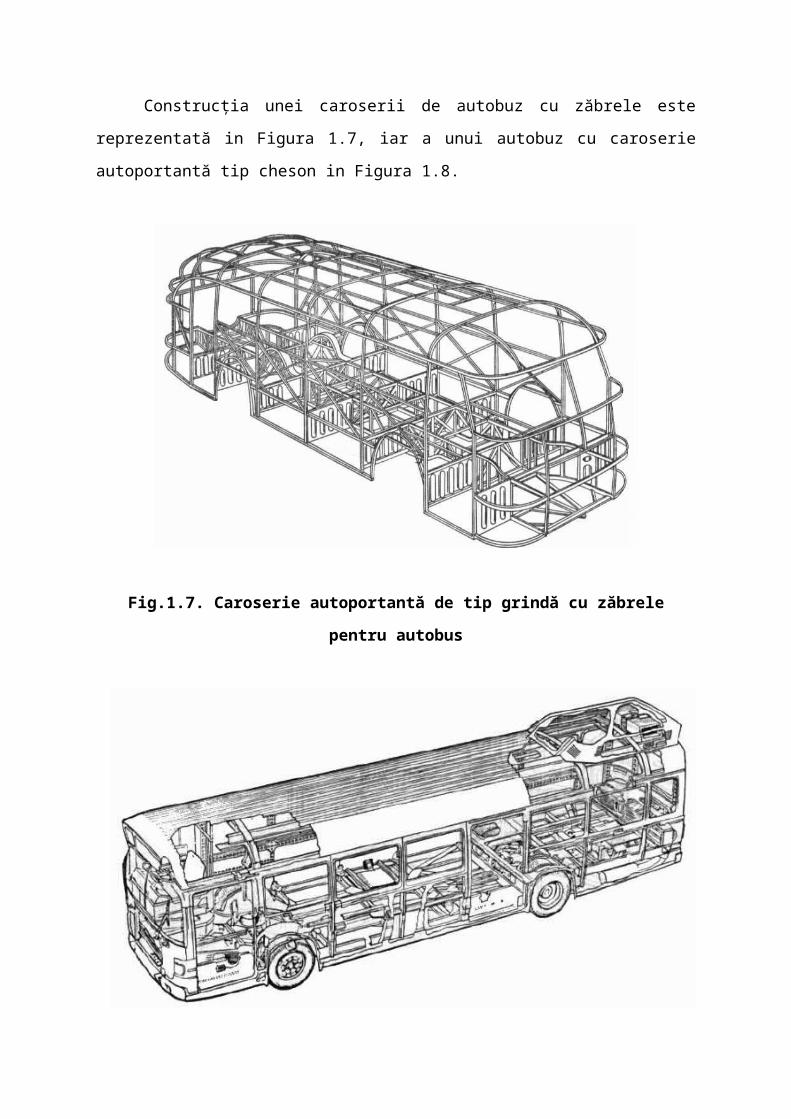
Construcția unei caroserii de autobuz cu zăbrele este reprezentată in Figura 1.7, iar a
unui autobuz cu caroserie autoportantă tip cheson in Figura 1.8.
Fig.1.7. Caroserie autoportantă de tip grindă cu zăbrele pentru autobus
Fig.1.8 Construcția unui autobuz cu caroserie de tip cheson
Page 12
Caroseriile tip cheson pot fi realizate in două variante: cu pereții interiori si exteriori
din tablă de oțel sau numai cu pereții interiori portanți din tablă de oțel. La a doua variantă, in
caz de deteriorare, peretele exterior poate fi inlocuit cu usurință, deoarece nu este nituit sau
sudat de scheletul caroseriei.
Organizarea interioară a autobuzelor depinde de destinația lor. Autobuzele interurbane
si turistice trebuie să fie prevăzute cu instalații corespunzătoare pentru a asigura confortul
pasagerilor. Aceste instalații trebuie să asigure o bună condiționare a aerului din salonul
destinat pasagerilor. Condițiile tehnice care se expun in continuare se aplică numai la
vehiculele cu un singur etaj, destinate să transporte cel puțin 16 persoane asezate pe scaune
sau in picioare, in afara conducătorului auto si a personalului insoțitor. Extinderea
suprafețelor vitrate de pe părțile laterale slăbeste rezistența caroseriei autobuzelor si prin
aceasta poate afecta protecția călătorilor in situația răsturnărilor sau coliziunilor laterale.
Avandu-se in vedere gravitatea unor accidente produse in asemenea situații, s-au elaborat
normative care impun producătorilor păstrarea unei rezistențe standard, acceptabilă din punct
de vedere al protecției călătorilor.
Protecția călătorilor se apreciază prin „spațiul de supraviețuire", care trebuie să se
mențină după efectuarea unor incercări speciale. Pentru incercarea de răsturnare a vehiculului
complet, acesta trebuie pregătit in prealabil. Scaunele vehiculului trebuie reglate la inălțimea
cea mai mare, iar spătarele lor amplasate in poziție verticală. Toate usile si geamurile trebuie
să fie inchise iar anvelopele trebuie umflate la presiunea indicată de producător; sistemul de
suspensie trebuie să asigure aceeasi gardă la sol ca si in timpul unei exploatări normale.
Autovehiculul se amplasează pe o platformă basculabilă aflată in poziție orizontală la
inceputul incercării. Pentru răsturnarea laterală a vehiculului, axa sa longitudinală trebuie să
fie paralelă cu axa de rotație a platformei. In apropierea axei de răsturnare trebuie prevăzut un
mic perete lateral necesar impiedicării alunecării anvelopelor pe direcția de răsturnare; de
asemenea, trebuie blocată si deplasarea vehiculului in plan longitudinal. Răsturnarea se face
pe un plan orizontal situat cu 800 mm sub nivelul platformei basculabile.
Platforma trebuie să fie suficient de rigidă sau punctele de acționare asupra sa să fie
amplasate astfel ca axele vehiculului să fie ridicate simultan, fără a genera eforturi de torsiune
in caroserie. Viteza de rotație a platformei nu trebuie să depăsească 5°/secundă (0,087 rad/s).
Pe parcursul incercării se efectuează inregistrări video ultrarapide, iar după răsturnare se fac
măsurători care pun in evidență deformații exterioare si interioare. Incercarea se consideră
satisfăcătoare dacă:
Page 13
se conservă valoarea volumului spațiului de supraviețuire;
nici una dintre componentele detasabile ale vehiculului nu influențează asupra
spațiului de supraviețuire;
nici o parte a spațiului de supraviețuire să nu iasă in afara caroseriei deformate.
1.5. Caroseriile autocamioanelor
Caroseriile pentru autocamioane se compun din cabina pentru conducător si platforma
pentru transportul bunurilor. Cabinele sunt de tip inchis, cu geamuri mobile. Ele sunt
prevăzute, in mod normal, cu două trei locuri, iar uneori cu sase – opt locuri.
La autocamioanele pentru transportul pe distanțe lungi, cabina este prevăzută cu un
pat pentru conducătorul auto de schimb. Cabina poate fi dispusă in spatele punții din față sau
pe puntea din față (cabină avansată).
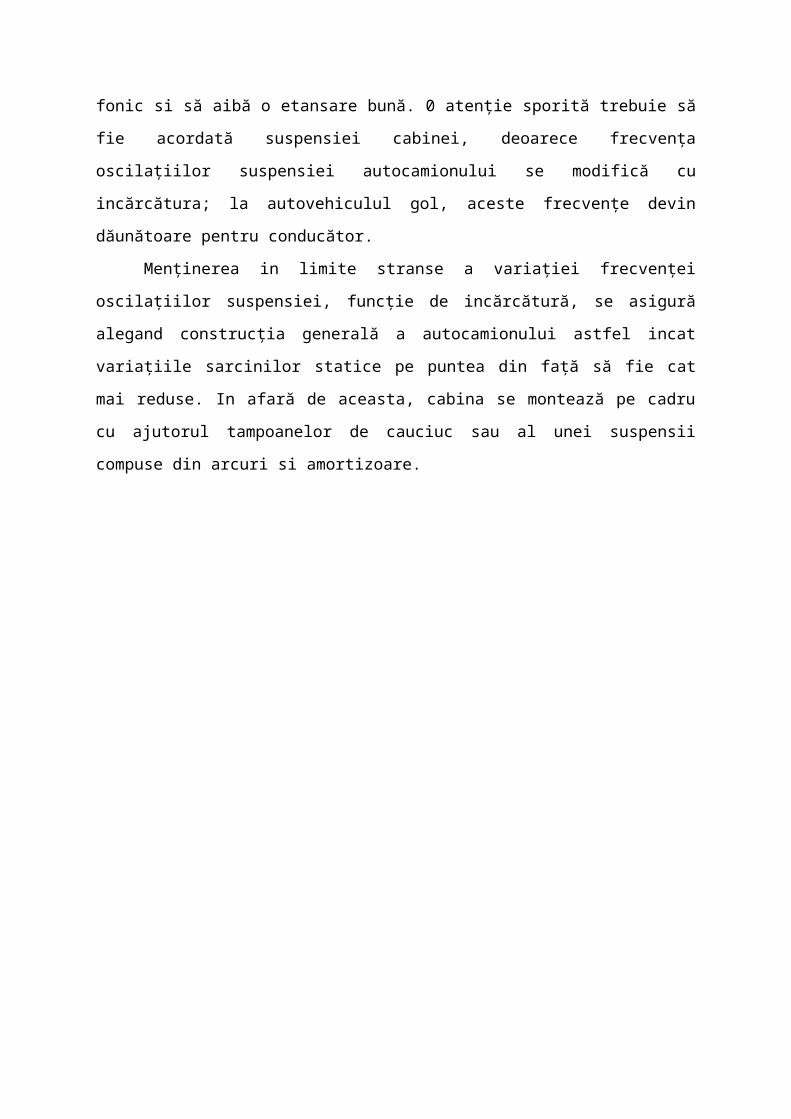
Cabinele obisnuite se execută dintr-un schelet metalic din tablă ambutisată, din
postament si imbrăcămintea exterioară imbinate intre ele prin sudare Figura 1.9. La
autocamioanele cu motorul asezat in fața cabinei, pericolul de accidentare a conducătorului
auto este mai mic si, ca urmare, se poate realiza o construcție de cabină mai usoară.
Cabinele avansate trebuie să fie realizate cu rigiditate mărită pentru a spori securitatea
conducătorului, deoarece la aceste construcții riscul de accidentare este mai mare. Cabinele
autocamioanelor trebuie să fie bine izolate termic si fonic si să aibă o etansare bună. 0 atenție
sporită trebuie să fie acordată suspensiei cabinei, deoarece frecvența oscilațiilor suspensiei
autocamionului se modifică cu incărcătura; la autovehiculul gol, aceste frecvențe devin
dăunătoare pentru conducător.
Menținerea in limite stranse a variației frecvenței oscilațiilor suspensiei, funcție de
incărcătură, se asigură alegand construcția generală a autocamionului astfel incat variațiile
sarcinilor statice pe puntea din față să fie cat mai reduse. In afară de aceasta, cabina se
montează pe cadru cu ajutorul tampoanelor de cauciuc sau al unei suspensii compuse din
arcuri si amortizoare.
Page 14
Fig.1.9. Tipuri de cabine pentru autocamioane
Amplasarea si dimensiunile diverselor elemente constitutive ale postului de conducere
din cabina autocamioanelor sunt prevăzute in normative internaționale.
Partea caroseriei destinată incărcăturii utile poate avea diferite forme in funcție
dedestinația autocamioanelor. Pentru transportul de bunuri se folosesc pe scară largă
autotrenurile, acestea au construcția caroseriilor semiremorcilor si remorcilor asemănătoare
cu cea a autocamioanelor.
2. MATERIALE PENTRU CONSTRUCȚIA SI PROTECłIA ANTICOROSIVĂ A CAROSERIILOR AUTOVEHICULELOR
Page 15
Cabina, respectiv caroseria, reprezintă habitatul in care este amplasat postul de conducere,
cu toate sistemele de comandă, control si semnalizare. Ea trebuie să asigure:
condiții pentru securitatea conducătorului auto si a pasagerilor;
confort;
rezistență la solicitările mecanice, fizice si chimice;
rezistența aerodinamică minimă la deplasarea automobilului;
forma estetică plăcută;
un grad de finisare superior.
Cabinele si caroseriile se pot executa din materiale plastice, compozite si metalice.
2.1. Materialele metalice pentru cabine si caroseria automobilului Dacia Logan
2.1.1. Table si benzi din oțel negalvanizate pentru presare la rece
Alegerea materialelor pentru presarea, la rece, a pieselor de caroserie se efectuează
ținand cont de următoarele caracteristici: tensiunea la rupere σr; tensiunea limită de curgere
tehnică σ0 = σ0,2, alungirea la rupere εr; indicele Erickson IE; duritatea HRB; ecruisarea
materialului, exprimată prin indicele de ecruisare, „n” si anizotropia tablei, pusă in evidență
prin coeficientul de anizotropie „r”.
Pentru fabricarea reperelor de caroserii, prin deformarea plastică la rece, se
recomandă utilizarea oțelurilor carbon (OL 34, OL 37) si a oțelurilor carbon de calitate (OLC
10, OLC 15, OLC 25, OLC 35). Tablele supuse ambutisărilor adanci, sau medii, trebuie să
aibă un conținut redus de carbon, sub 0,12% (0,15%), iar cele care trebuie sudate sub 0,30%.
Tablele si benzile din oțel cu conținut mic de carbon, laminate la rece, cu grosimi de
0,5...3,0 mm destinate caroseriilor auto, se livrează, conform STAS 10318-80, in calitățile A4
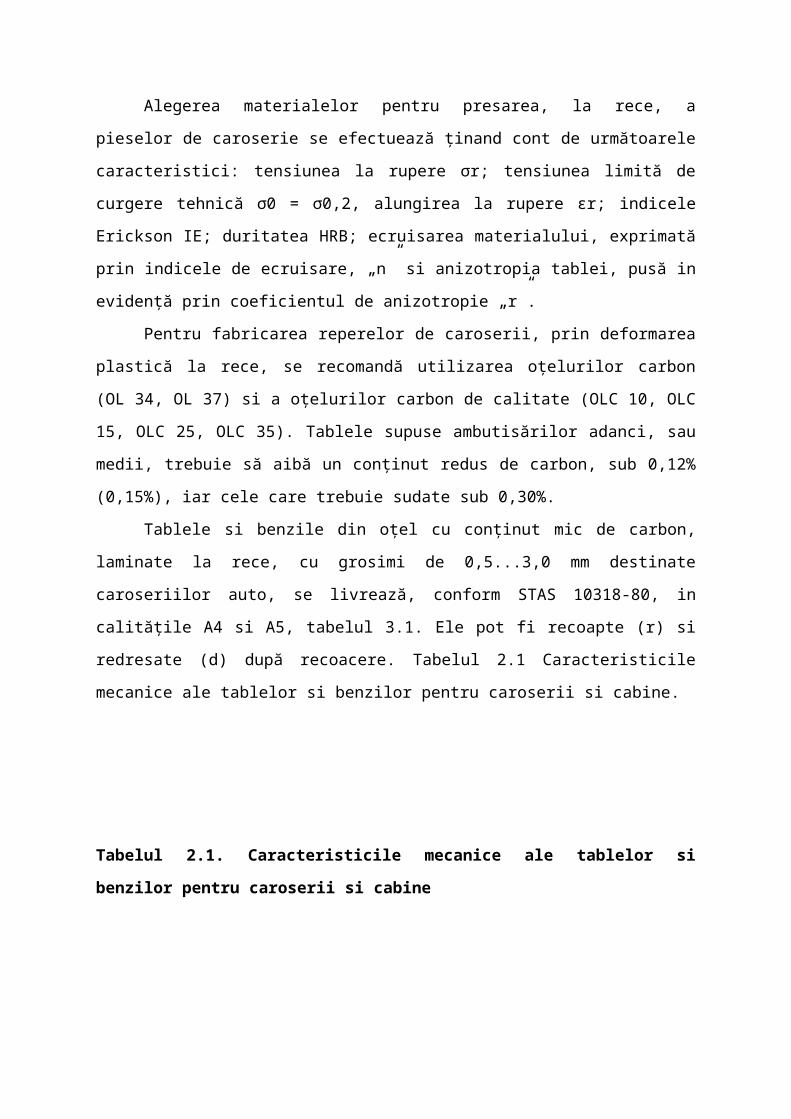
si A5, tabelul 3.1. Ele pot fi recoapte (r) si redresate (d) după recoacere. Tabelul 2.1
Caracteristicile mecanice ale tablelor si benzilor pentru caroserii si cabine.
Tabelul 2.1. Caracteristicile mecanice ale tablelor si benzilor pentru caroserii si cabine
Page 16
Tablele si benzile pentru ambutisare se clasifică, in raport cu gradul de ambutisare, in
grupele (STAS 9495-80):
A1 (ambutisare obisnuită cu Amin = 26%);
A2 (ambutisare adancă, Amin = 30%);
A3 (ambutisare foarte adancă, Amin = 34%).
In funcție de aspectul suprafeței, ele pot avea simbolurile de calitate 04, 03 sau 02.
Ultima calitate inseamnă suprafața curată, cu urme locale de oxizi, material recopt, alb mat.
Alte caracteristici sunt date in tabelul 2.1.
După starea calității suprafeței, tablele si benzile pot fi grupate in:
Grupa 03 P - suprafața este curată, fără oxizi material recopt, alb mat;
Grupa 04 - suprafața curată fără zgarieturi si pori material recopt, alb mat
(matargintiu).
Calitatea A4 este destinată reperelor interioare ale caroseriilor si cabinelor auto, iar A5
celor exterioare.
Lonjeroanele si traversele cadrului sasiu, sau cadrului planseu, se fabrică din table si
benzi deformabile la rece cu rază mică de indoire din oțel de construcții cu granulație fină, de
exemplu L42. Aceste materiale prelucrate in fază de semifabricat, prin laminare la cald, au
limita de curgere, σr, satisfăcătoare si o sudabilitate bună (v. STAS 11505-80).
Page 17
2.1.2. Table si benzi zincate
Aceste sortimente se obțin din tablă de oțel decapată, recoaptă si acoperită cu un strat
de zinc protector, depus galvanic sau prin scufundarea intr-o baie de zinc topit. Se livrează in
foi de dimensiuni standard sau tipizate.
Pentru condiții climaterice foarte severe, constructorii de automobile folosesc: tabla
galvanizată pe ambele fețe; injecția de ceară, vopseaua sudabilă bogată in zinc, aplicată
inainte de asamblare; masticurile de etansare; vopsirea prin electroforeză.
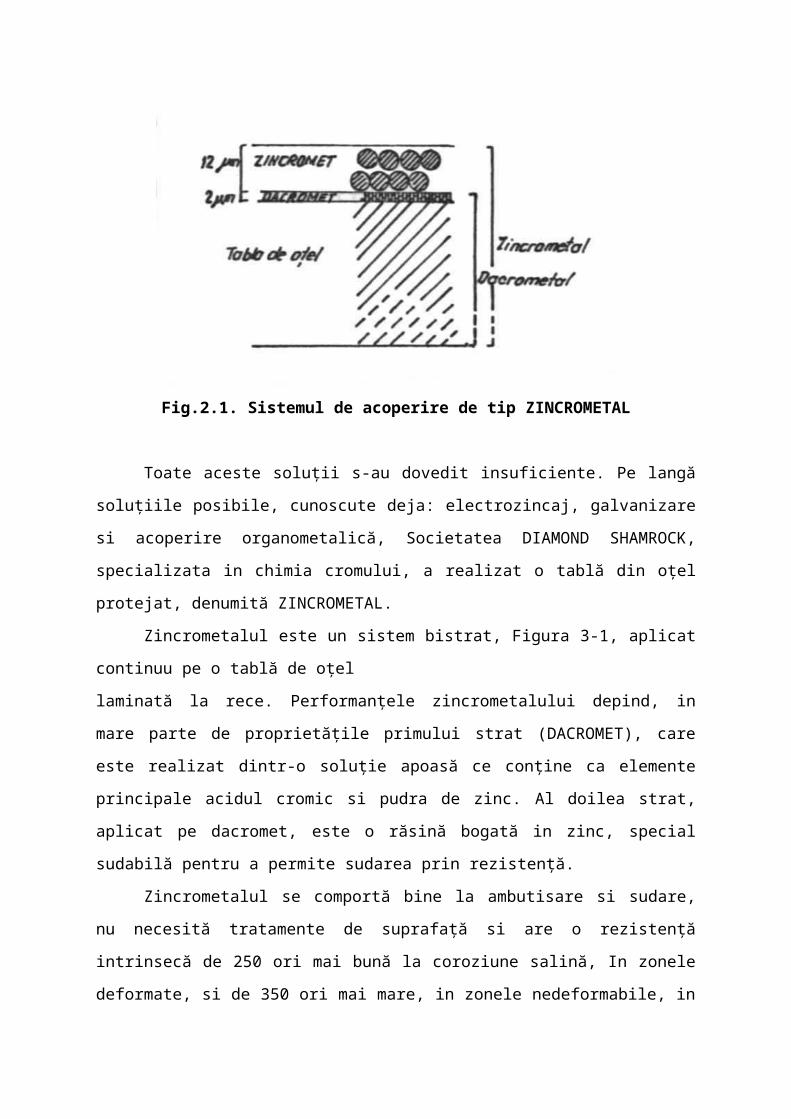
Fig.2.1. Sistemul de acoperire de tip ZINCROMETAL
Toate aceste soluții s-au dovedit insuficiente. Pe langă soluțiile posibile, cunoscute
deja: electrozincaj, galvanizare si acoperire organometalică, Societatea DIAMOND
SHAMROCK, specializata in chimia cromului, a realizat o tablă din oțel protejat, denumită
ZINCROMETAL.
Zincrometalul este un sistem bistrat, Figura 3-1, aplicat continuu pe o tablă de oțel
laminată la rece. Performanțele zincrometalului depind, in mare parte de proprietățile
primului strat (DACROMET), care este realizat dintr-o soluție apoasă ce conține ca elemente
principale acidul cromic si pudra de zinc. Al doilea strat, aplicat pe dacromet, este o răsină
bogată in zinc, special sudabilă pentru a permite sudarea prin rezistență.
Zincrometalul se comportă bine la ambutisare si sudare, nu necesită tratamente de
suprafață si are o rezistență intrinsecă de 250 ori mai bună la coroziune salină, In zonele
deformate, si de 350 ori mai mare, in zonele nedeformabile, in comparație cu tablele la care
s-au aplicat numai tratamente clasice.
Page 18
2.1.3. Tablele sandwich; Structura tablelor sandwich
Pentru a reduce zgomotele transmise caroseriei automobilului Dacia Logan,
producătorii dezvoltă noi materiale. In această categorie sunt cuprinse si tablele sandwich
antivibratoare. Acestea se obțin prin colaminarea a două table din oțel, separate printr-un strat
de răsină vascoasă.
Apariția tablelor sandwich se datorează, atat necesității reducerii zgomotului, cat si
preocupării:
constructorilor de autovehicule de a concepe modele cat mai performante, din punct
de vedere al confortului;
producătorilor de materiale, de a inova si dezvolta noi rețete de table pentru
caroseriile de autovehicule.
Tablele sandwich sunt compozite formate din trei straturi:
oțel, cu grosimea de 0,35 ... 1,00 mm;
polimeri cu grosimea de 0,045 mm.
Stratul din polimer are rolul de a asigura insonorizarea tablei din oțel. Amortizarea
vibrațiilor din material este posibilă prin disiparea energiei acestora, sub formă de căldură, in
polimerul solicitat la forfecare.
Compozitele de tip sandwich integrează proprietățile antivibratorii cu calitățile de
rezistență mecanică ale tablei de oțel. Deci, proprietățile mecanice ale acestora sunt
dependente de cele ale materialului metalic.
La alegerea polimerului trebuie să se țină seama, nu numai de performanțele sale
viscoelastice, ci, si de caracteristicile sale termice si amorfe. După tratamentele termice,
caracterul lui hidrofob contribuie, in mod semnificativ, la majorarea rezistenței la coroziune,
iar, relativa sa rigiditate determină realizarea unei adeziuni de bună calitate cu elementul din
oțel.
Page 19
2.1.4. Procedeul de fabricare al tablelor de tip sandwich
Acesta se bazează pe laminarea, la temperatură inaltă, tablelor din oțel. Secțiunile liniei de
fabricare a tablei sandwich sunt următoarele:
două compartimente de intrare, in care se derulează două benzi din tablă;
două compartimente de tratament al suprafețelor, care cuprinde un post de introducere
a soluției de cromat, urmată de etuva de uscare.
Elemente specifice:
banda superioară este acoperită, după răcire, cu răsină; după aceea ea este uscată in
cuptor; in acelasi timp banda inferioară este preincălzită;
benzile, după traversarea celor două cuptoare de menținere sunt dirijate in cuptorul de
laminare, unde două perechi de rulouri de laminare asigură asamblarea;
după răcire, tabla traversează un sector de iesire si apoi este bobinată.
Specificitatea procedeului constă in introducerea răsinii si laminare.
Ambutisarea
Aptitudinea de ambutisare a unei table sandwich depinde, in mare parte, de aderența
polimerului. Dacă aceasta este slabă apar cute in suprafețele de strangere sau in zonele unde
metalul este comprimat. Desigur ca si in cazul tablei clasice, ambutisarea tablei sandwich
depinde de parametrii mecanici ai oțelului si condițiile de formare.
La deformarea tablei sandwich este necesară majorarea presiunii de strangere pentru a
compensa mai mult sensibilitatea produsului la plisare. După ambutisare este important să se
controleze aderența elementelor tablei sandwich si integritatea structurii. Acest control se
poate realiza cu ultrasunete.
Asamblarea
Asamblarea mecanică. Cuplul de strangere poate diminua in timp fluajul polimerului
subsolicitarea de compresiune aplicată. In scopul evitării reajustării strangerii, utilizarea
particulelor dispersate, in cantitate redusă, in stratul de polimer, apare ca o soluție eficientă.
Asamblarea prin lipire se utilizează pentru toate tablele sandwich ale căror proprietăți
Page 20
acustice nu sunt degradate de incălzirea pană la 473 ... 483 K.
Asamblarea prin sudare. Tablele sandwich se sudează prin puncte cu utilaje
industriale
elastice. Natura si concentrația particulelor metalice, prezente in răsină pentru asigurarea
contactului electric intre elementele structurale ale sandwich-ului, sunt minuțios optimizate in
vederea obținerii rezultatelor dorite.
Vopsirea
Trei condiții trebuie puse pentru a garanta compatibilitatea tablelor sandwich cu procesul de
recoacere a vopselei:
conservarea coeficienților de amortizare;
păstrarea aderenței dintre straturi;
absența interacțiunii cu baia de cataforeză.
2.1.5. Aplicații ale tablelor sandwich pe automobilul Dacia Logan
Zgomotul emis depinde de parametrii constructivi ai structurilor, rigiditate, masă si
nivelul de amortizare. Condițiile de fixare si de legare a structurilor intre ele au rol
determinant in ceea ce priveste nivelul zgomotului radiat.
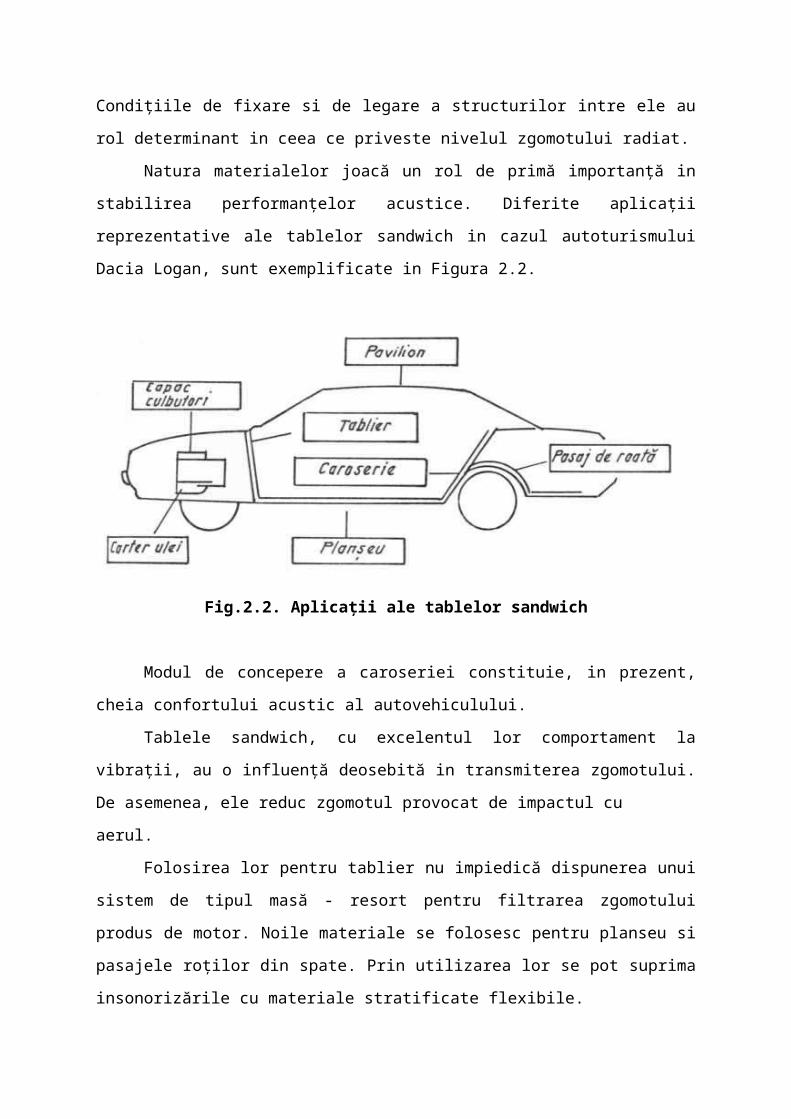
Natura materialelor joacă un rol de primă importanță in stabilirea performanțelor
acustice. Diferite aplicații reprezentative ale tablelor sandwich in cazul autoturismului Dacia
Logan, sunt exemplificate in Figura 2.2.
Page 21
Fig.2.2. Aplicații ale tablelor sandwich
Modul de concepere a caroseriei constituie, in prezent, cheia confortului acustic al
autovehiculului.
Tablele sandwich, cu excelentul lor comportament la vibrații, au o influență deosebită
in transmiterea zgomotului. De asemenea, ele reduc zgomotul provocat de impactul cu
aerul.
Folosirea lor pentru tablier nu impiedică dispunerea unui sistem de tipul masă - resort
pentru filtrarea zgomotului produs de motor. Noile materiale se folosesc pentru planseu si
pasajele roților din spate. Prin utilizarea lor se pot suprima insonorizările cu materiale
stratificate flexibile.
Pentru ameliorarea confortului acustic al pasagerilor se poate utiliza tabla sandwich la
fabricarea panourilor laterale ale caroseriei si pavilionului. In acest caz, ameliorarea
confortului este insoțită de o usoară crestere a masei autovehiculului si a costului.
In soluțiile tehnice luate in considerare, in diferite proiecte, cresterea de masă, prin
utilizarea tablei sandwich, a fost de aproximativ 10 kg.
2.1.6. Concluzii
Tablele sandwich antivibratorii sunt materiale, care contribuie eficient la confortul
acustic. Fabricarea este compatibilă cu exigențele proceselor industriale de prelucrare prin
deformare plastică, asamblare si vopsire.
In acelasi timp, tablele sandwich sunt apte de a satisface diverse exigențe cum sunt:
bun comportament la acțiunea agenților corozivi;
un serviciu ireprosabil in condițiile contactului cu uleiul;
rigiditate inaltă.
Eforturile de cercetare, susținute, pentru insonorizare sunt efectuate in domenii diferite.
Acestea vizează:
moduri de generare si propagare a zgomotului;
metode previzionale si modelarea;
utilizarea de noi materiale, cum ar fi tabla sandwich.
Page 22
2.2. Materiale plastice si compozite pentru caroserii
2.2.1. Considerații generale
Noi materiale sunt folosite pentru realizarea elementelor portante ale caroseriilor.
Materialele plastice au pătruns in sectorul automobilelor in anii '60, iar cresterea ponderii lor
a fost rapidă după aceea. Materialele compozite au apărut in anii '70.
In anii '80, caracteristicile interesante ale materialelor compozite, corelate cu
cunostințele acumulate in domeniul fabricării lor, au determinat designerii si constructorii să
le folosească si pentru:
elemente exterioare ale caroseriei (ranforsarea portierei din spate si a părții rabatabile
a pavilionului);
elemente ale suspensiei (arcurile foi);
elemente ale ramei caroseriei;
componente ale podelei;
carcase ale cutiei de viteze, punților si ambreiajului;
pistoane, biele, pinioane, capace, cartere, etc.
Prin inlocuirea materialelor clasice (oțelul) cu cele neconvenționale (materiale plastice si
compozite), in construcția caroseriei, se pot obține:
reducerea rezistențelor aerodinamice;
imbunătățirea caracteristicilor acustice;
reducerea greutății caroseriei;
majorarea siguranței active si pasive.
Pentru a facilita integrarea materialelor neconvenționale in structura caroseriei, o serie de
probleme trebuie rezolvate:
realizarea unei legături optime intre piesele de oțel si cele din materiale plastice;
dezvoltarea rețetelor de materiale si a tehnologiilor de fabricare;
optimizarea soluțiilor tehnice pentru punctele de fixare a balamalelor;
proiectarea optimă a ramei parbrizului;
imbunătățirea comportamentului static in structura de ansamblu;
calculul tuturor reperelor caroseriei prin metoda elementelor finite.
Page 23
Compozitele plastice ranforsate cu fibre (sticlă, metal, Kevlar) pentru piesele de automobile
vor avea in viitor, două domenii de implicare:
extinderea majoră a aplicațiilor curente sub forma panourilor de invelis;
introducerea materialelor compozite in segmente structurale inalt solicitate.
Materialele compozite sunt realizate dintr-o matrice metalică, sau nemetalică, care
este intărită prin dispersia unor particule, fibre sau gaze.
Materialele, care intră in structura compozitelor sunt:
masele plastice;
fibrele sintetice (Kevlar), de sticlă, azbest, carbon, bor, metalice, ceramice sau
celulozice;
metalele (Ni, Co, Ai, Cr, Ti, W, Ta, Zr, Mo);
componentele celulozice.
2.2.2. Tipuri de materiale polimere si compozite
Materiale polimere fine
Din această grupă fac parte termoplastele cu rezistență la incovoiere si modul de
elasticitate relativ reduse, si care au un coeficient de dilatare termică liniară mare. Aceasta
poate ridica probleme speciale dacă este necesară acoperirea cu vopsea. Sunt usor de obținut
(ca formă), prin tehnologii relativ simple si sunt apte de a reproduce un design complicat.
Aplicații: repere interioare (de habitaclu).
2.2.3. Materiale compozite folosite la caroserii
Repere fabricate:
SMC – sub formă de foi turnate ele sunt folosite la: capote superioare, panouri exterioare;
TPO - materiale termoplastice olefinice se utilizează la acoperiri de praguri;
RIM - uretan injectat prin reacție se foloseste la bare parasoc, protecții;
RRIM - RIM ranforsat utilizat pentru protecții laterale, bare parasoc.
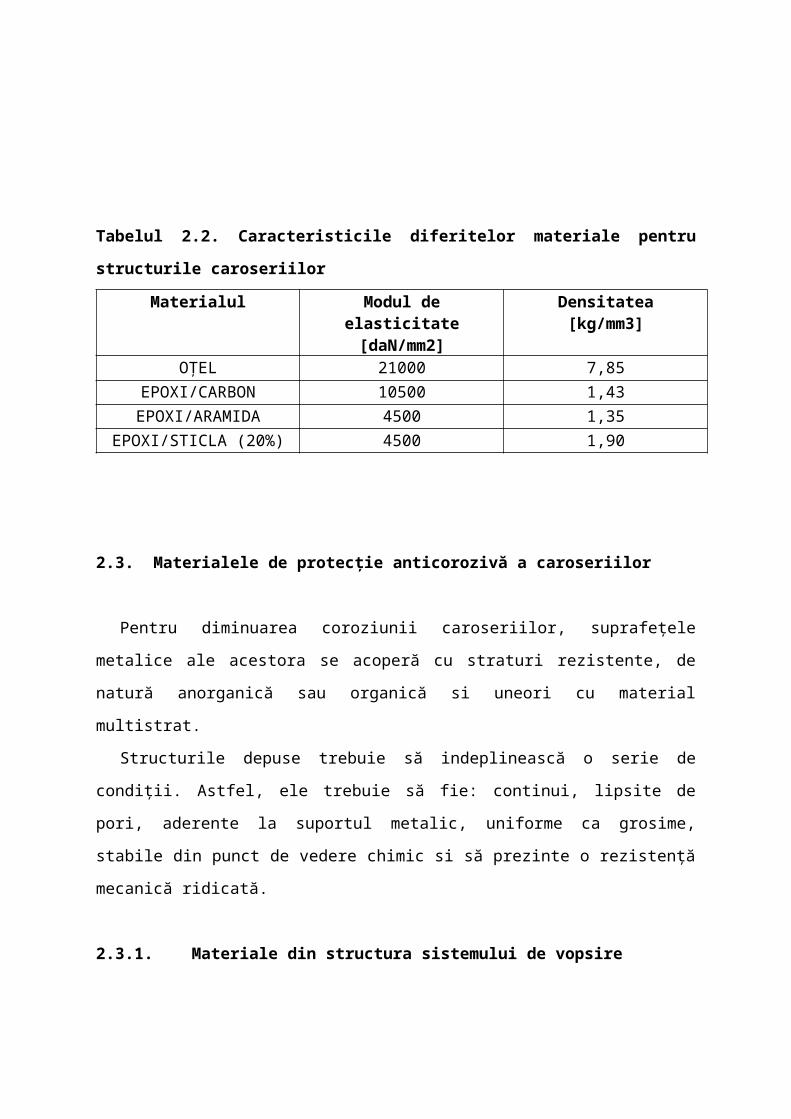
Tabelul 2.2. Caracteristicile diferitelor materiale pentru structurile caroseriilor
Page 24
Materialul Modul de elasticitate[daN/mm2]
Densitatea[kg/mm3]
OȚEL 21000 7,85
EPOXI/CARBON 10500 1,43
EPOXI/ARAMIDA 4500 1,35
EPOXI/STICLA (20%) 4500 1,90
2.3. Materialele de protecție anticorozivă a caroseriilor
Pentru diminuarea coroziunii caroseriilor, suprafețele metalice ale acestora se acoperă cu
straturi rezistente, de natură anorganică sau organică si uneori cu material multistrat.
Structurile depuse trebuie să indeplinească o serie de condiții. Astfel, ele trebuie să fie:
continui, lipsite de pori, aderente la suportul metalic, uniforme ca grosime, stabile din punct
de vedere chimic si să prezinte o rezistență mecanică ridicată.
2.3.1. Materiale din structura sistemului de vopsire
Un sistem de vopsire este alcătuit din straturi de materiale peliculogene: grunduri,
chituri, vopsele si emailuri compatibile, care formează, prin uscare si lustruire, o peliculă de
protecție rezistentă si elastică. Materialele de vopsire compatibile se obțin, de obicei, pe baza
aceluiasi liant sau a unor lianți cu structură chimică asemănătoare.
Pentru ca protecția impotriva coroziunii să fie eficientă, este necesar ca, pe langă o
bună alegere a materialului metalic, a soluțiilor constructive si a sistemului de vopsire, să se
aplice un tratament corespunzător al suprafețelor. Tratarea suprafețelor cuprinde operații
mecanice, chimice si electrochimice (prelucrarea mecanică, degresarea si decaparea pentru
indepărtarea impurităților), precum si acoperiri chimice (fosfatarea si pasivizarea).
2.3.2. Produse si materiale pentru tratarea suprafețelor
Page 25
Pentru curățirea eficace a suprafețelor, precum si indepărtarea straturilor vechi de
vopsea, ruginii sau a altor impurități solide se foloseste sablarea cu alice.
Dimensiunile si forma alicelor cu care se efectuează sablarea, in funcție de natura
materialului supus sablării, sunt clasificate conform STAS 7482-89. Astfel, pentru aplicarea
unui strat de vopsea cu grosimea de 30 -50 μm se recomandă folosirea alicelor dure; suprafața
obținută este cu alveole avand dimensiuni proporționale cu clasa granulometrică a alicelor
turnate sau sparte (colțuroase).
Indepărtarea grăsimilor de pe suprafețele metalice se obține fie prin degresare
chimică, cu ajutorul solvenților organici (hidrocarburi, derivați clorurați, alcooli) sau a
soluțiilor alcaline, fie prin degresare electrolitică sau cu ultrasunete (operația se execută cu
solvenți clorurați sau in apă cu emulgatori).
Oxizii de pe suprafața pieselor metalice se indepărtează prin decapare chimică
(cufundarea pieselor in soluții acide sau alcaline) sau electrochimică (se realizează in soluții
de acid sulfuric, acid clorhidric sau mai rar in soluții alcaline si neutre).
Acoperirea cu straturi si compusi anorganici prin fosfatare, realizată controlat, pe cale
chimică sau electrochimică, constituie o metodă de protecție a metalelor față de diferite medii
corosive (peste stratul fosfatat se depun straturi organice de protecție anticorozivă).
Fosfatarea constă in formarea pe suprafața metalică a unui strat de cristale fine de
fosfați metalici secundari si terțiari, practic insolubili (fosfați de fier, magneziu sau zinc), din
soluții apoase, care conțin fosfați metalici primari.
Datorită avantajelor pe care le prezintă zincul (prin propria sa coroziune zincul
produce
o difuzie de ioni de zinc si de ioni de OH, care formează prin reacție oxizi de hidrocarbonați
sau oxiclorură de zinc, in concordanță cu atmosfera ambiantă; produse insolubile, care
intarzie coroziunea prin polarizarea pilei zinc - fier), procedeul de fosfatare cu zinc se
utilizează, in prezent, in vopsitoriile majorității firmelor producătoare de automobile.
Evoluția acoperirilor prin fosfatare, din ultimii ani, arată că grosimea straturilor cristaline este
in descrestere, paralel cu imbunătățirea calității.
Băile de fosfatare pot fi accelerate si pot lucra fie la temperatura camerei, fie la
temperatură ridicată. Băile de fosfatare neaccelerată conțin fosfați primari si acid fosforic, in
care uneori se mai adaugă agenți de umectare sau substanțe pentru cresterea rezistenței la
coroziune a acoperirii formate.
Page 26
Formarea acoperirilor de fosfați poate fi intensificată prin adăugarea in soluție a unor
acceleratori: agenți de oxidare, agenți de reducere, compusi ai metalelor grele. Azotații si
azotiții sunt utilizați pe scară largă in băile de accelerare, deoarece produc o reducere mare a
duratei de fosfatare, precum si o scădere a conținutului de fier din soluție, prin oxidarea
fosfatului feros in fosfat feric, precipitat care se separă la fundul băii.
2.3.3. Grundurile
Sunt dispersii de pigmenți si materiale de umplutură in uleiuri sau lacuri. Ele
formează
straturile de bază, care realizează aderența dintre suport si celelalte straturi ale sistemului de
vopsire. De asemenea, au rolul de a acoperi neregularitățile de ordinul a 0,1 - 0,5 mm.
După uscare dau pelicule dure, cu aspect mat sau semimat. Se folosesc si grunduri de
culoare sau vopsele intermediare, care au compoziția intermediară intre grund si stratul
exterior de vopsea (sunt nuanțate in culoarea vopselei si au un aspect semimat).
Pigmenții utilizați in grunduri sunt: cromatul de zinc, miniul de plumb, oxidul de zinc,
pulberea de zinc metalic, cromatul de bariu si potasiu. Piesele de schimb la caroserii sunt
livrate grunduite, iar caroseriile sunt stocate, in procesul tehnologic de fabricație, in această
stare de protecție temporară.
Page 27
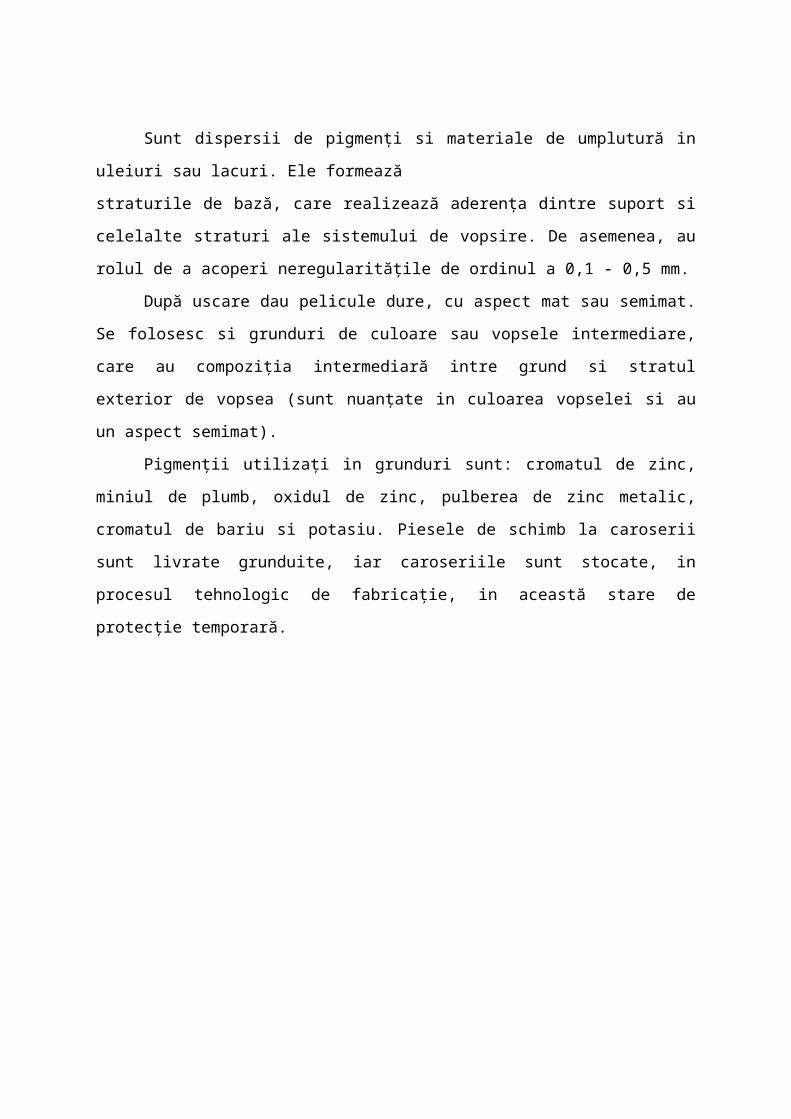
Fig.2.3. Vopsire carcase utilitare
2.3.4. Chiturile
Obținute din dispersii de lacuri, cu un procent mare de pigmenți si materiale de
umplutură, chiturile sunt materiale de egalizare si netezire a suprafețelor de vopsit, ce se
aplică peste grundul anticoroziv. După uscare dau straturi dure, cu aspect mat si cu
elasticitate redusă.
Chiturile pot fi de cuțit (paste aplicate manual in staturi multiple cu un spaclu de oțel
sau celuloid) sau de stropit (fluide, de consistența grundului: se aplică prin stropire cu pistolul
intr-o singură trecere). Chiturile de cuțit pot fi cu uscare in aer (nitrocelulozice) sau cu uscare
rapidă (bi sau tricomponente, pe bază de răsini epoxidice sau poliesterice).
2.3.5. Emailurile, lacurile si vopselele
Materialele peliculogene obținute din: uleiuri sicative sau semisicative, derivați
celulozici, răsini naturale, substanțe bituminoase, derivați ai cauciucului natural, elastomeri,
răsini ale compusilor organometalici se folosesc sub formă de soluții, emulsii sau dispersii, in
diferiți solvenți, pe baza cărora se produc emailuri, lacuri, vopsele, grunduri si chituri,
plastisoli si organosoli.
Emailurile de vopsea sunt lacuri care conțin pigmenți anorganici si organici, cu sau
fără materiale de umplutură. Au mare putere de acoperire, dau pelicule dure, foarte lucioase,
divers colorate si netede. In prezent marile firme producătoare de automobile au renunțat
complet la utilizarea emailurilor nitrocelulozice in favoarea celor sintetice.
Ultimele dau o peliculă cu rezistența la soc de 4 - 5 ori mai mare, au o duritate
superioară cu 30 - 50% si au durata de uscare la temperatura de 400 ... 440 K de numai 30 -
40 min.
Lacurile sunt soluții de derivați celulozici, răsini naturale sau sintetice in solvenți
organici volatili (hidrocarburi clorurate, benzen, alcooli inferiori, acetat de etil sau amil), cu
sau fără adaos de uleiuri vegetale sau inhibitori de coroziune. Sunt incolore sau slab colorate
Page 28
de răsinile utilizate sau de coloranți. După uscare dau pelicule transparente si lucioase, cu
excepția lacurilor bituminoase. Se utilizează ca ultim strat peste vopseaua intermediară, cand
se cere un luciu foarte intens sau ca substanțe protectoare pentru suprafețele metalice sau
metalizate.
Vopselele, fiind suspensii de pigmenți, uneori si de materiale de umplutură in diferite
substanțe peliculogene, vopselele dau după uscare pelicule colorate cu aspect de la semimat
la semilucios.
Vopselele se impart in două grupe, după poziția in sistemul de vopsire:
vopsele finite;
vopsele intermediare.
După substanța peliculogenă folosită, vopselele finite sunt: vopsele pe bază de ulei si vopsele
emulsionate.
Vopselele intermediare asigură o acoperire a stratului anterior, reducand numărul
straturilor de email. Vopselele pot fi si pe bază de lianți solubili in apă. Răsinile de bază
pentru acestea pot fi alchidice, fenolice, aminice, acrilice.
2.3.6. Tendințe în industria vopselelor auto
Noile orientări in domeniul vopselelor auto permit definirea a două direcții posibile de
dezvoltare:
eliminarea totală a solvenților organici (se disting: vopsele pudră si vopsele diluate in
apă);
reducerea de solvenți organici.
Pudrele sunt amestecuri de răsini solide si pigmenți, utilizate sub formă topită, după
concasare si fine divizări. Aplicarea lor pe produse se face cu mai multe scule, adeseori
pentru proiecție cu un pistol electrostatic, manual sau automat.
Uscarea se efectuează la o temperatură suficient de inaltă pentru a provoca prin fuziune
formarea unui film continuu.
Se disting:
pudre termoplastice (in general acrilice). Se depun printr-o fuziune fără polimerizare
la uscare. Procedeul s-a dezvoltat pentru lacurile cu ton plin (Honda, GM, Ford);
pudre termorigide (epoxi, poliester, poliuretan). Aceste pudre se depun prin reticulare la cald.
Sistemul asigură o serie de avantaje care constau in:
Page 29
economie de vopsea prin diminuarea cu 50% a pierderilor la aplicare;
suprimarea dispozitivelor de pulverizare cu aer si de reglare;
bună protecție anticorozivă.
Dezavantajele decurg din:
investițiile mari pentru instalațiile speciale;
prețul ridicat al pudrelor (de 2 - 3 ori mai mare ca al vopselelor obisnuite);
depuneri de straturi groase (50 μm) cu multe neregularități;
imposibilitatea obținerii nuanțelor metalizate;
schimbarea dificilă a nuanței;
imposibilitatea vopsirii materialelor plastice.
Vopselele da apă pot fi: hidrosolubile si hidrodiluabile.
Vopselele de apă hidrosolubile
Acestea sunt soluții de lianți de tip alchidmelamină sau acrilic, dizolvate in apă. Slaba
stabilitate si viscozitatea inaltă a soluțiilor limitează componentele uscate (20%) si solicită
adaosuri de solvenți organici (alcooli, glicoli, aminoalcooli).
Vopselele de apă hidrodiluabile se obțin din dispersii de răsini, in principal acrilice, in
apă. Făcand un bilanț, al vopselelor de apă, se pot nominaliza următoarele avantaje:
cantitatea mică de solvenți;
diminuarea riscurilor de a se produce intoxicații si incendii;
prețul inalt este compensat de castigul de diluanți;
energia cheltuită pentru evaporarea apei este compensată de reducerea ventilării
cabinelor;
si dezavantaje:
intr-un strat se depun puține componente uscate (sunt necesare cel puțin 4 straturi,
deci cabine de aplicare lungi) ;
instalații costisitoare de climatizare a cabinelor (folosirea unui pistol special poate
rezolva această problemă) ;
timp lung de uscare (10 min. la 535 K + 20 min. la 453 K);
Page 30
probleme de aplicare (strălucire, culoare, etc);
dificultăți de realizare a metalizărilor.
Fig.2.3. Schema procesului tehnologic de vopsire si protecție suplimentară a caroseriilor de autoturisme DACIA
2.3.7. Materiale pentru antifonarea si etansarea caroseriei
Compoziția materialelor pentru antifonarea caroseriei este foarte variată. Două mari categorii
de produse intră in amestecuri:
produsul de bază, care posedă proprietăți visco-elastice (produse din hartie, fibre
nețesute, produse bituminoase de natură petrolieră, polimeri, elastomeri, răsini epoxi);
materiale de umplutură, care permit adaptarea proprietăților produselor de bază la
necesități (grafit sub formă lamelară sau granulat, mică, ardezie, cretă, făină de lemn,
pudră de talc, ferită, etc.). Combinațiile produs de bază - material de umplutură sunt
numeroase.
Formulele de obținere a materialelor, intr-o mare măsură, satisfac exigențele tehnice
ridicate de:
temperatura si durata de menținere in cuptor;
Page 31
poziția la aplicarea pe caroserie;
rezistența la frig;
rezistența la soc;
3. PROCEDEE MODERNE DE ASAMBLARE A CAROSERIILOR
3.1. Considerații generale
La inceput, caroseriile se construiau in intregime din lemn, care apoi se acopereau cu
tablă. Caroseriile autoturismelor actuale se execută din tablă ambutisată si sudată electric prin
puncte.
Caroseria reprezintă o structură din tablă, armată prin incorporarea unui schelet metalic, a
cărei rigiditate depinde de rigiditatea infrastructurii. Indiferent de structura adoptată, scopul
dorit este acelasi: obținerea unui ansamblu sasiu – caroserie cu rigiditate cat mai mare la
incovoiere si torsiune, la o greutate cat mai mică.
De cele mai multe ori, caroseria, chiar dacă este distinctă de sasiu, contribuie la mărirea
rigidității acestuia.
Page 32
Fig.3.1. Caroserie Dacia Logan
In unele cazuri, pentru a se micsora masa autovehiculului, tabla de oțel este inlocuită
cu tabla de aluminiu, dar fabricarea este mai complicată.
Ambutisarea cere condiții particulare, sudarea pune probleme deosebite in ceea ce
priveste decaparea, asamblarea celor două piese si a montajelor mult mai complicate. De
asemenea, unele suduri nu se pot executa decat in atmosferă protectoare de argon.
Se utilizează, de asemenea si materialele plastice, pe bază de răsini sintetice din grupa
poliesterului (vibrin), care sunt impregnate pe fire de canepă, de nailon sau fibre de sticlă. Se
obțin astfel un fel de plăci numite fiberglass, texiglass, plastic stratificat, realizate din straturi
succesive pe un tipar. Aceste materiale nu se pretează la producția de serie, datorită
tehnologiei necesare.
Caroseriile astfel obținute sunt foarte usoare, inoxidabile si insonore, dar au o
rezistență mai mică la soc, necesitand o infrastructură distinctă, care să preia toate eforturile
de torsiune si incovoiere.
Modulul de elasticitate scăzut al materialelor plastice, precum si dificultățile de
asamblare cu piesele metalice fac ca acestea să nu fie foarte utilizate la realizarea caroseriilor
autoportante ale autovehiculelor.
Pentru a se obține o rezistență egală, de obicei masa de materiale plastice trebuie să
fie de trei ori mai mare in raport cu cea a tablei de oțel, ceea ce reduce pierderea in greutate,
dacă nu se renunță la criteriul rezistenței structurii.
Asamblarea elementelor caroseriilor automobilelor se realizează prin:
sudură prin puncte, cu proeminențe;
sudură in mediu protector [MIG, MAG, WIG);
sudură cu laser;
bolțuri sudate;
nituire;
nituire prin stanțare;
imbinare prin intrepătrundere;
lipire;
imbinări cu suruburi;
imbinări combinate.
Page 33
Fig.3.2. Procedee de îmbinare a caroseriilor
1 – sudură prin puncte; 2 – sudură în mediu protector (MIG, MAG, WIG);
3 –îmbinări cu bolțuri sudate;4 – îmbinări cu nituri;
Page 34
5 – îmbinări cu suruburi; 6 – sudură cu laser;
7 – îmbinări prin lipire; 8 – nituire prin stanțare;
9 – îmbinări prin întrepătrundere; 10 – îmbinări combinate.
4. REPARAREA CAROSERIEI ȘI CABINEI
4.1. Repararea cabinelor
Defectele care apar la caroserii și cabine sunt foarte variate și depend de construcția
lor, de materialele din care acestea sunt executate, de condișiile de exploatare, precum și
de diferitele cauze care le produc. Lucrările de reparare sunt, de asemenea, variate și
necesită, în general, un volum mare de muncă. Se apreciază că, în cazul reparațiilor
capital la autoturisme și autobuze, repararea caroseriilor reprezintă 60 – 70% din volumul
total de lucrări.
La cabine apar, de regula, următoarele defecte caracteristice:
Turtiri locale și deformări ale ansamblului ;
Fisuri;
Săpături și rupturi ale tablei și elementelor de rezistență 2;
Deteriorarea ușilor, balamalelor macaralelor pentru geamuri și închizătoarelor 3;
Coordonarea anumitor porțiuni ale cabine și ușilor 4;
Spargerea parbrizului și geamurilor 5;
Defectarea dispozitivului de rabatare al cabinei, a aripilor, a scărilor, a măștii
radiatorului etc. (Fig.4.1.)
Page 35
Fig.4.1. Localizarea defecțiunilor la cabină4.2. Repararea caroseriei Dacia Logan
Caroserile autoturismelor prezintă, în general, defecte similar cu cele ale autobuzelor
sau cabinelor. Repararea lor constă în principal, în lucrări de îndreptare și înlocuire a
porțiunilor de tablă sau a altor elemente precum și lucrări de sudare, protecție
anticorozivă și vopsire.
Ca și în celelalte cazuri, primele operații constau în spălarea exterioară, constatarea
stării tehnice și demontarea părților demontabile, în prealabil demontându-se partea
mecanică, echipamentul electric și tapiseria.
În cazul autotuismului Dacia Logan, lucrările de tinichigerie și sudare, ocupă un loc
important. La îndreptarea deformațiilor adânci (cu ajutorul dispozitivului hidraulic din
Fig.4.2), îndreptarea trebuie să inceapă de la mijloc, continuându-se cu răsfrângerea
materialului spre exterior, pentru ca table să nu se cuteze.
Page 36
Fig.4.2. Dispozitiv hidraulic pentru îndreptarea caroseriei autoturismelor1 – pompă ; 2 – circuit hidraulic; 3 – conductă fexibilă; 4 – masa
Denivelările mici rămase de la îndreptare se acoperă cu straturi successive de chit pană cand
suprafața se netezește.
Porțiunile mici care nu se pot îndrepta sau sunt corodate, se înlocuiesc prin peticire.
Dacă acestea nu au o extindere mai mare, este mai bine să se înlocuiască întreaga piesă
defectă, mai ales în părțile inferioare, cum sunt dublurile aripilor, aripile etc.
La caroseriile accidentate, se îndreaptă porțiunile deformate, cu ajutorul unui
dispozitiv de îndreptare hidraulic cum este cel din figura 4.2.
Utilizare cricului hidraulic impune utilizarea unor cale de împingere din lemn, ale căror forme rezultă din figura 4.3.
Page 37
Fig.4.3. Cale de împingere pentru îndreptarea caroseriei autoturismelor
Îndreptarea caroseriei cu ajutorul circuitului hidraulic prezintă avantajul că permite
deplasări lente și controlate, astfel că forțele mari necesare la îndreptare se pot obține cu efort
fizic redus.
Asamblarea caroseriei se face în două etape. În prima etapă se fixează aripile, ușile,
capotele, capacele, iar în a doua celelalte elemente , inclusiv partea mecanică, scaunele și
tapiseria. După prima etapă, caroseria se vopsește. Pabrizul, luneta și geamurile laterale se
montează după vopsire.
5. Șasiul
Page 38
Șasiul vehiculului include cadru, motor, sistemul de suspensii, sistemul de directie,
precum și alte piese mecanice cu corpul îndepărtat. Corpul și șasiu sunt două categorii majore
folosite pentru clasificarea zonelor de reparare a unui vehicul.
Fig.5.1. Șasiul vehiculului
5.1. Deformații ale părții centrale a sasiului
Deoarece partea centrală a sasiului este cel mai puțin probabil să fie deteriorată in urma
coliziunii, este normal ca ea să fie prima cercetată, in cazul in care aceasta se dovedeste a fi
nedeteriorată, ea servind drept referință pentru măsurătorile ulterioare. Asupra secțiunii
centrale a sasiului pot apărea patru tipuri de deformații, dar nu toate deteriorează
lonjeroanele. Aceste tipuri de stricăciuni sunt:
deformația romboidală;
răsucirea;
indoirea lonjeroanelor in sus sau in jos;
indoirea laterală a lonjeroanelor.
Deformația romboidală
Page 39
Reprezintă o abatere de la coaxialitate, care apare atunci cand forța impactului a
determinat un lonjeron să se deplaseze axial față de celălalt, provocand o deplasare a
caroseriei față de sasiu.
Rezultat al impactului in dreptul unui colț al autovehiculului, deformația romboidală se
observă prin spațiul inegal dintre bara din spate si panoul spate al autovehiculului. In partea
de dedesubt a autovehiculului, deformația romboidală se manifestă prin deformarea
buloanelor de fixare a caroseriei, pe o singură parte a autovehiculului lovit.
De asemenea, imediat după accident un alt indiciu al acestui tip de deformare este faptul
că stratul de praf, noroi, etc. depus pe sasiu va fi fisurat in dreptul imbinării dintre traverse si
lonjeroane, in locul in care are loc deformația.
Fig.5.2. Deformația romboidală, rezultat al coliziunii frontale
De obicei, acest tip de deformare a sasiului apare la cadrele de tip dreptunghiular,
care, prin forma si construcția lor, sunt mai predispuse la acest tip de deformație.
Cea mai simplă metodă de determinare a mărimii deformației romboidale este
măsurarea si compararea dimensiunilor A si B, Figura 5.2, măsurători care se fac intre găurile
de fixare de pe cadru, deoarece aceste găuri sunt simetric plasate pe cele două lonjeroane ale
cadrului.
Se pot utiliza drept repere pentru măsurare si niturile, dar acestea pot introduce erori
de măsurare datorită faptului că nu intotdeauna capul nitului este plasat exact deasupra
centrului găurii de fixare.
Răsucirea
Page 40
Acest tip de deformare a sasiului apare de obicei la autovehicule care, in cazul unui
accident, se răstoarnă, iar in urma accidentului se observă ridicarea in plan vertical a unui
lonjeron față de celălalt, Figura 5.3. Un vehicul care are sasiul răsucit nu va mai sta perfect
orizontal pe sosea. Insă acelasi efect il poate avea de asemenea si un arc “moale” sau chiar
rupt.
O metodă simplă de determinare a cauzei pentru care autovehiculul nu stă orizontal pe
sosea este aceea de a ridica pe cric (amplasat in centrul punții), pe rand partea din față a
autovehiculului, apoi pe cea din spate.
Dacă in ambele cazuri, autovehiculul stă orizontal pe sol, atunci cauza pentru care
autovehiculul nu stă orizontal este sasiul răsucit si nu un arc rupt sau “moale”. De asemenea,
se mai poate produce si răsucirea caroseriei, fapt ce se observă usor, prin modul in care stau
parbrizul si luneta.
Fig.5.3. Exemplu de sasiu răsucit. H reprezintă punctele de sprijin în timpul reparației, iar P
reprezintă punctele de aplicare a forțelor de corecție
Pentru a se determina exact mărimea răsucirii, se folosesc două rigle autocentrante,
montate la extremitățile secțiunii centrale.
Se observă aceste rigle din spatele vehiculului, iar dacă acestea sunt paralele, atunci
sasiul nu a suferit răsuciri. Riglele se numesc autocentrante, pentru că stiftul central
intotdeauna marchează centrul autovehiculului, indiferent de deschiderea riglei.
Acestea se fixează pe sasiu prin intermediul unor stifturi care se introduc in găurile
din cadru, sau, in cazul caroseriilor autoportante, se fixează cu cleme, adaptoare magnetice,
sau cu prezoane speciale, filetate in podeaua vehiculului.
Îndoirea lonjeroanelor în sus sau în jos
Page 41
Indoirea lonjeroanelor in sus sau in jos poate avea loc la unul sau la ambele
lonjeroane ale cadrului. Vizual, indoirea in plan vertical a lonjeroanelor se manifestă prin
apariția unei deformații a plafonului caroseriei si prin neinchiderea corectă a usilor.
De asemenea lonjeronul se cutează la partea superioară dacă indoitura este de jos in
sus, sau la partea inferioară, dacă indoitura este inspre in jos.
Acest fenomen, Figura 5.4. apare datorită scurtării unei părți a lonjeronului, in timp ce
cealaltă se lungeste. Deoarece, de obicei, lonjeroanele sunt la acelasi nivel in partea
inferioară, se poate determina care lonjeron este indoit prin utilizarea unei rigle de verificare,
dispusă transversal, pentru a determina care lonjeron este afectat. In mod obisnuit, in urma
coliziunilor, lonjeroanele se deplasează mai degrabă in jos decat in sus.
Fig.5.4. Îndoirea lonjeroanelor în jos, în urma unui impact frontal
Îndoirea laterală a lonjeroanelor
Acest tip de deformație apare atunci cand o parte sau ambele părți ale lonjeronului
sunt îndoite spre exteriorul sau interiorul autovehiculului, in funcție de direcția de impact.
Semnele apariției acestui tip de indoire sunt cutele ce apar pe partea laterală interioară
sau exterioară a lonjeronului, Figura 5.5.
Determinarea direcției si mărimii indoiturii laterale se face tot prin montarea a trei
rigle autocentrante, la fel ca pentru determinarea indoirii lonjeroanelor in sus sau in jos. Dacă
toate știfturile sunt aliniate de-a lungul axei de simetrie a șasiului, atunci secțiunea centrală
nu prezintă indoire laterală.
Page 42
Fig.5.5. Moduri de îndoire laterală a șasiului












![Control Si Reglare Compnesator Franare 37A 49_ _56 MR-388-LOGAN-3[Sasiu]](https://static.documente.net/doc/80x56/557213be497959fc0b92ea74/control-si-reglare-compnesator-franare-37a-49-56-mr-388-logan-3sasiu.jpg)




