35
ENA_SEM - Curs 2 1 ECHIPAMENTE NUMERICE AVANSATE IN SISTEME ELECTROMECANICE STRUCTURA SI FUNCTIILE COMENZII NUMERICE ELEMENTE DE PROGRAMARE A CN
| Date post: | 18-May-2018 |
| Category: |
Documents |
| Upload: | truongtuyen |
| View: | 225 times |
| Download: | 1 times |
ENA_SEM - Curs 2 1
ECHIPAMENTE NUMERICE AVANSATE IN
SISTEME ELECTROMECANICE
�STRUCTURA SI FUNCTIILE COMENZII NUMERICE
�ELEMENTE DE PROGRAMARE A CN
ENA_SEM - Curs 2 2
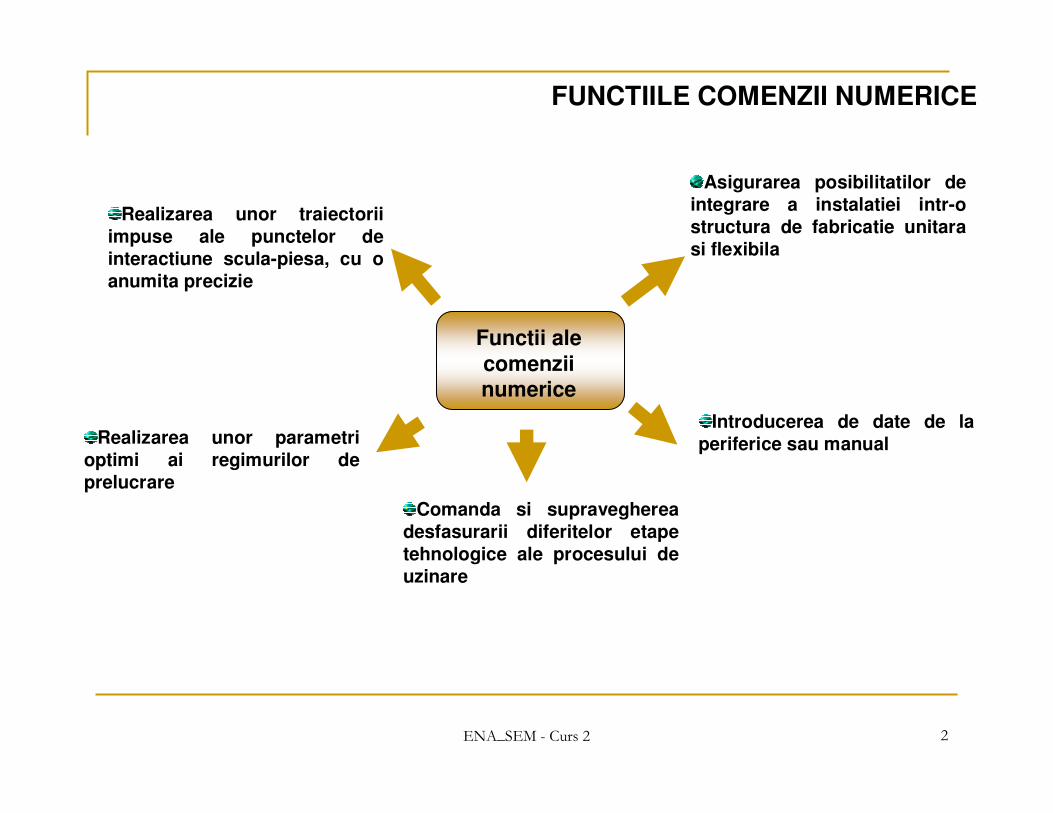
FUNCTIILE COMENZII NUMERICE
Functii ale
comenziinumerice
Realizarea unor traiectorii
impuse ale punctelor de
interactiune scula-piesa, cu o
anumita precizie
Realizarea unor parametri
optimi ai regimurilor de
prelucrare
Comanda si supravegherea
desfasurarii diferitelor etape
tehnologice ale procesului de
uzinare
Introducerea de date de la
periferice sau manual
Asigurarea posibilitatilor de
integrare a instalatiei intr-o
structura de fabricatie unitara
si flexibila
ENA_SEM - Curs 2 3
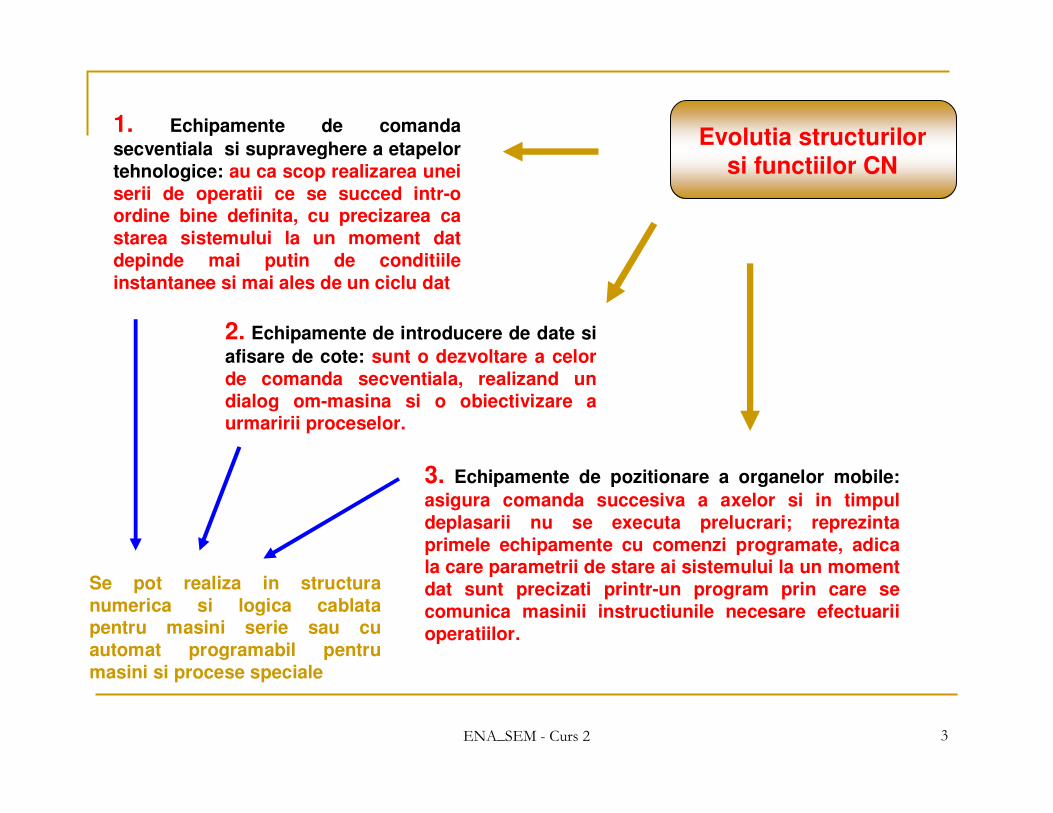
1. Echipamente de comanda
secventiala si supraveghere a etapelor
tehnologice: au ca scop realizarea unei
serii de operatii ce se succed intr-oordine bine definita, cu precizarea ca
starea sistemului la un moment dat
depinde mai putin de conditiile
instantanee si mai ales de un ciclu dat
2. Echipamente de introducere de date si
afisare de cote: sunt o dezvoltare a celor
de comanda secventiala, realizand un
dialog om-masina si o obiectivizare aurmaririi proceselor.
3. Echipamente de pozitionare a organelor mobile:
asigura comanda succesiva a axelor si in timpul
deplasarii nu se executa prelucrari; reprezinta
primele echipamente cu comenzi programate, adicala care parametrii de stare ai sistemului la un moment
dat sunt precizati printr-un program prin care se
comunica masinii instructiunile necesare efectuarii
operatiilor.
Se pot realiza in structura
numerica si logica cablatapentru masini serie sau cu
automat programabil pentru
masini si procese speciale
Evolutia structurilor
si functiilor CN
ENA_SEM - Curs 2 4
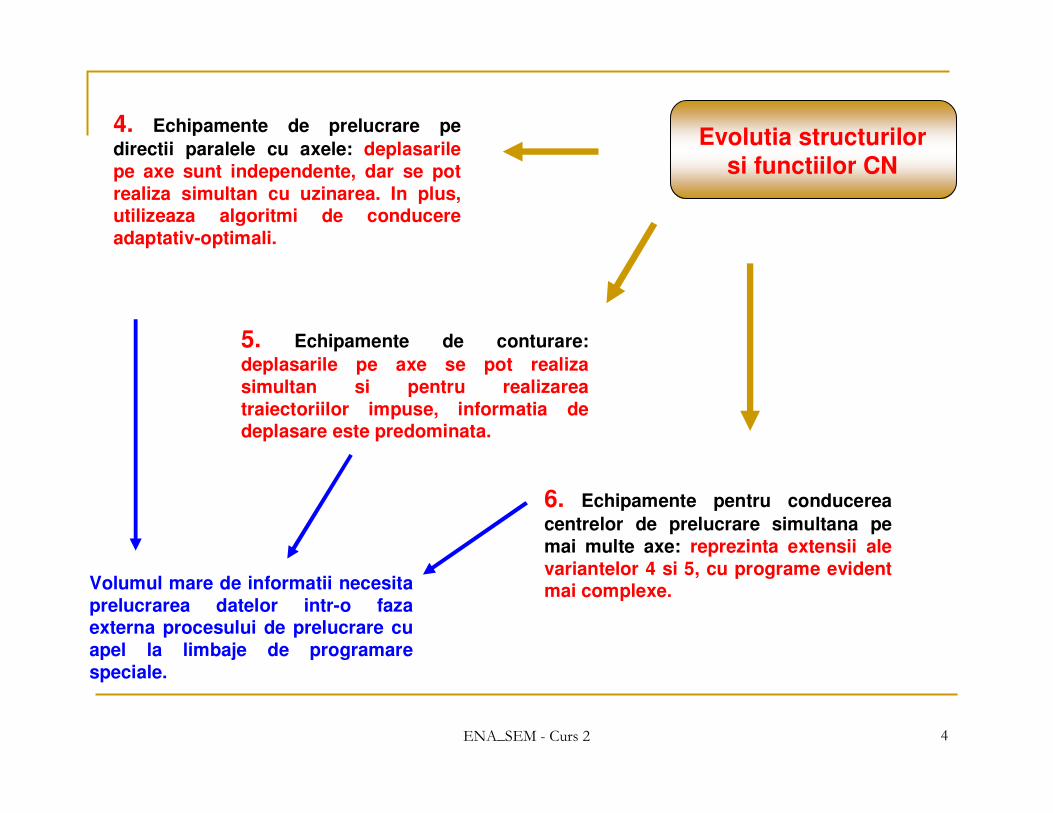
4. Echipamente de prelucrare pe
directii paralele cu axele: deplasarile
pe axe sunt independente, dar se pot
realiza simultan cu uzinarea. In plus, utilizeaza algoritmi de conducere
adaptativ-optimali.
5. Echipamente de conturare:
deplasarile pe axe se pot realiza
simultan si pentru realizarea
traiectoriilor impuse, informatia de deplasare este predominata.
6. Echipamente pentru conducerea
centrelor de prelucrare simultana pe
mai multe axe: reprezinta extensii ale
variantelor 4 si 5, cu programe evident mai complexe.Volumul mare de informatii necesita
prelucrarea datelor intr-o fazaexterna procesului de prelucrare cu
apel la limbaje de programare
speciale.
Evolutia structurilor
si functiilor CN
ENA_SEM - Curs 2 5
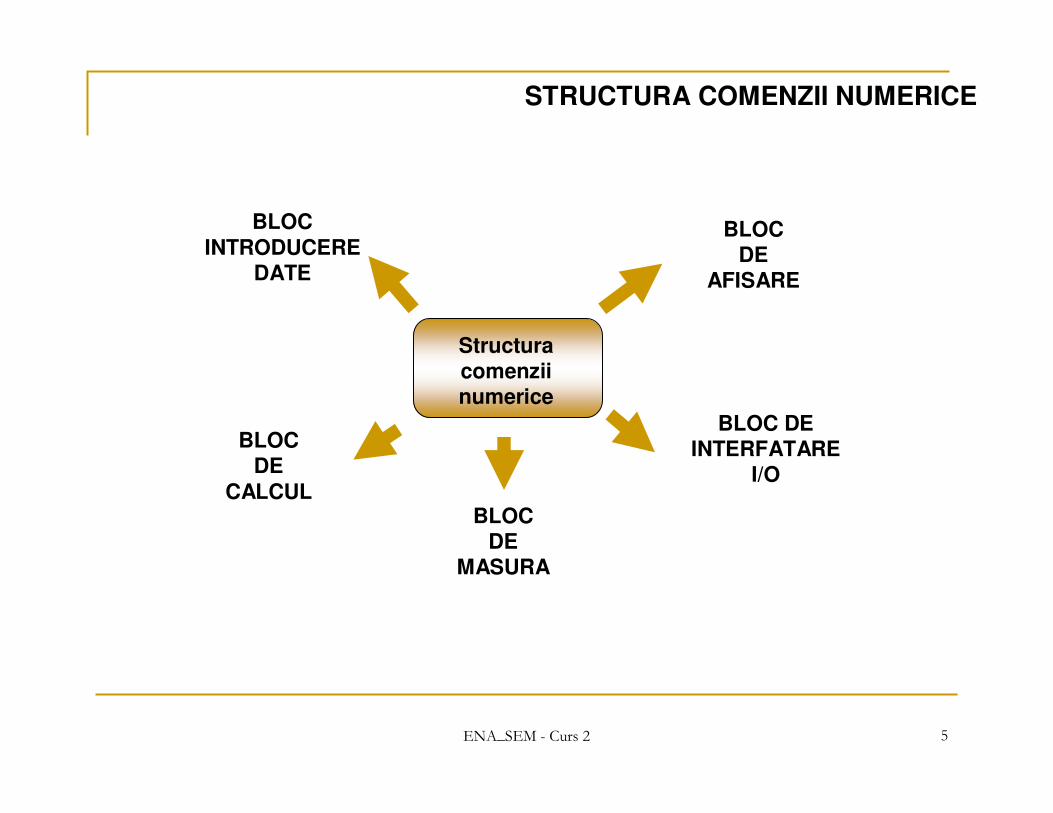
STRUCTURA COMENZII NUMERICE
BLOC
INTRODUCERE DATE
BLOC DE
CALCULBLOC
DE MASURA
BLOC DE
AFISARE
BLOC DE INTERFATARE
I/O
Structuracomenziinumerice

ENA_SEM - Curs 2 6
�BLOC INTRODUCERE DATE
Realizeaza legatura echipamentului cu operatorul, fiind de obicei, un panou ce contine
un sistem de afisare si o tastatura.
Este un ansamblu de module si programe care prelucreaza informatia introdusa in
echipament sub diverse coduri, o converteste intr-o forma acceptabila si o repartizeaza la
celelalte blocuri.
Introducerea programului piesa se poate realiza:
Direct de la operator – manual;
Cu periferice specializate (cititor de banda perforata, de banda magnetica)
Direct de la calculator (sistem CNC).
ENA_SEM - Curs 2 7
�BLOC DE INTERFATARE I/O
Realizeaza schimbul semnalelor de comutatie cu echipamentul conventional.
Are o structura de microcalculator, functiile de adaptare intre echipamentul de comanda si cel conventional realizandu-se prin mijloace software.
�BLOC DE CALCUL
Executa prelucrari asupra informatiilor de deplasare continute in programul piesa,
operatiile aritmetice necesare elaborarii incrementilor de deplasare care sunt apoi
introdusi in circuitul de masura a pozitiei si in memoriile de deplasare reala aferentefiecarei axe, unde se scad sau se aduna informatiei existente.
Ecuatia de miscare definita prin programul piesa determina deplasarea relativa a sculei
aschietoare fata de piesa prelucrata.
Este realizat la variantele mai noi in jurul unui microprocesor de 16 sau de 32 de biti
rezultand viteze de lucru net superioare.
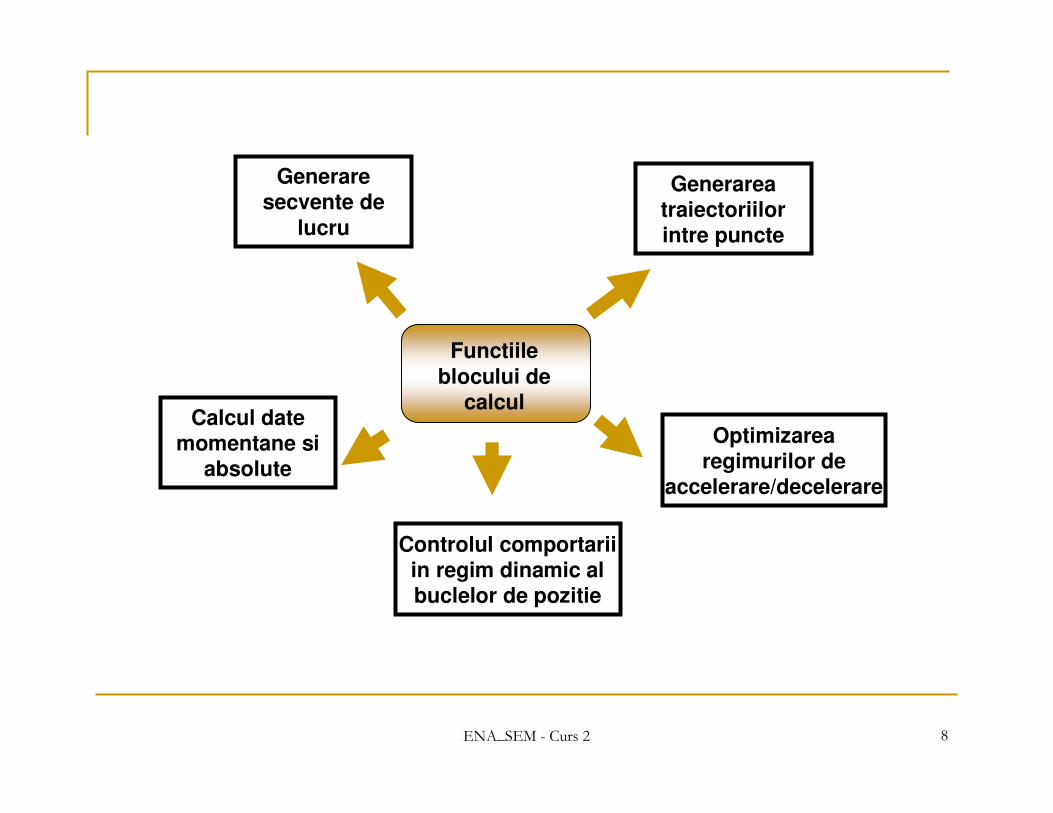
ENA_SEM - Curs 2 8
Generaresecvente de
lucru
Calcul date momentane si
absolute
Controlul comportariiin regim dinamic al buclelor de pozitie
Optimizarearegimurilor de
accelerare/decelerare
Generareatraiectoriilorintre puncte
Functiile
blocului de calcul
ENA_SEM - Curs 2 9
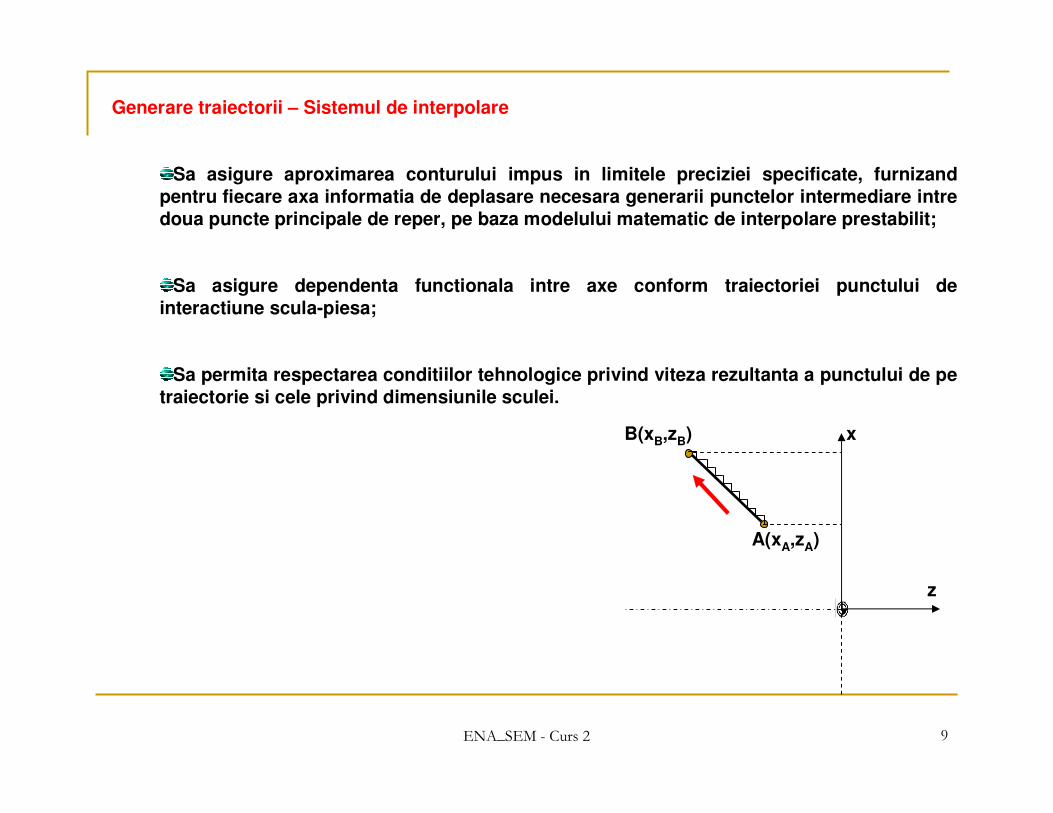
Generare traiectorii – Sistemul de interpolare
Sa asigure aproximarea conturului impus in limitele preciziei specificate, furnizand
pentru fiecare axa informatia de deplasare necesara generarii punctelor intermediare intre
doua puncte principale de reper, pe baza modelului matematic de interpolare prestabilit;
Sa asigure dependenta functionala intre axe conform traiectoriei punctului de
interactiune scula-piesa;
Sa permita respectarea conditiilor tehnologice privind viteza rezultanta a punctului de pe
traiectorie si cele privind dimensiunile sculei.
x
A(xA,zA)
B(xB,zB)
z
ENA_SEM - Curs 2 10
PROGRAMAREA COMENZII NUMERICE
PROGRAMAREA
MANUALA A CN
PROGRAMAREA
CONVERSATIONALA
UTILIZAND PRODUSE
CAD/CAM
ENA_SEM - Curs 2 11
Se utilizeaza pentru procese tehnologice simple(operatii de gaurire, alezare, frezare de contururi liniare, strunjiri simple) si in cazul unor programe relativscurte – sub 120-150 instructiuni.
Informatiile pentru programare sunt:
�Geometrice: coordonate si traiectorii;
�Tehnologice:
�Viteze de prelucrare;
�Adancimi de patrundere;
�Viteze de avans;
�Informatii ajutatoare privind racirea, sensul de rotatie, numarulfiecarei scule si ordinea in care sunt utilizate.
PROGRAMAREA MANUALA A CN
ENA_SEM - Curs 2 12
Informatiilepentru
programare
Tabele, diagrame, manual de
programare
Materiale, tratamentetermice, numarul
pieselor din lot, etc
Elaborarea programului
piesa
ENA_SEM - Curs 2 13
�Etapele de elaborare si implementare a programului
1. Intocmirea fisei de amplasarescule
�Codul de catalog pentru scula, port-scula si pastila
�Constantele de prereglare ale
sculelor
�Schita(forma) partii active
2. Intocmirea fisei de reglaj �Se indica sistemul de axe al masinii si se pun in evidentasuprafetele ce urmeaza a fi
prelucrate.
3. Calculul coordonatelor punctelor
caracteristice�La piesele simple, acestea pot fipreluate direct din desen;
�Unele echipamente de CN oferafacilitati pentru calculul punctelorcaracteristice.
ENA_SEM - Curs 2 14
5. Introducerea programului pesuportul de informatie
�RAM, banda perforata, bandamagnetica, USB, etc
6. Testarea si optimizareaprogramului
�Pe o masa de desenat sau cu un program de simulare grafica peCNC;
�Pe MU, fara piesa in regim fraza cu fraza;
�Pe MU cu piesa, pentru stabilireacorectiilor de scula;
�Pe MU cu piesa si program corectat.
4. Intocmirea programului �Se vor descrie traiectoriile tuturor
sculelor pentru prelucrareasuprafetelor, verificand evitareaeventualelor coliziuni.
ENA_SEM - Curs 2 15
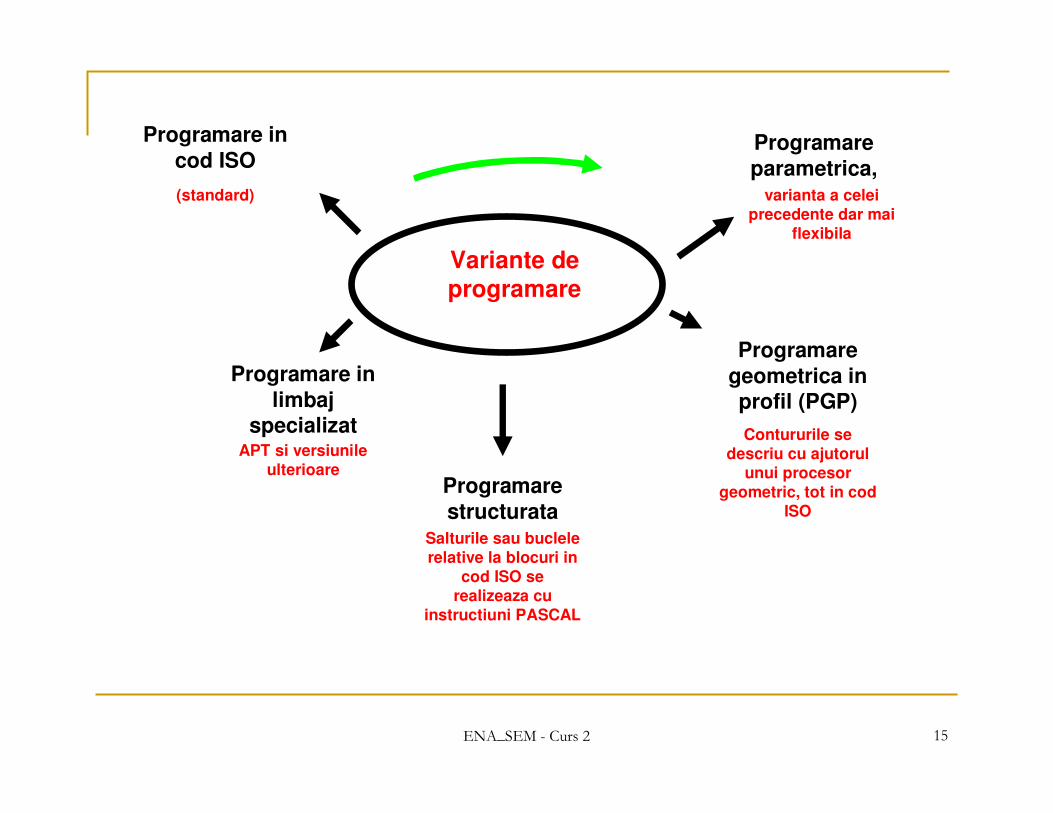
Variante de
programare
Programare in
cod ISOProgramare
parametrica,
Programare
geometrica in profil (PGP)
varianta a celei
precedente dar mai
flexibila
Contururile se
descriu cu ajutorul
unui procesor
geometric, tot in cod
ISO
Programare
structurataSalturile sau buclele
relative la blocuri in
cod ISO se
realizeaza cu
instructiuni PASCAL
Programare in
limbajspecializat
APT si versiunile
ulterioare
(standard)
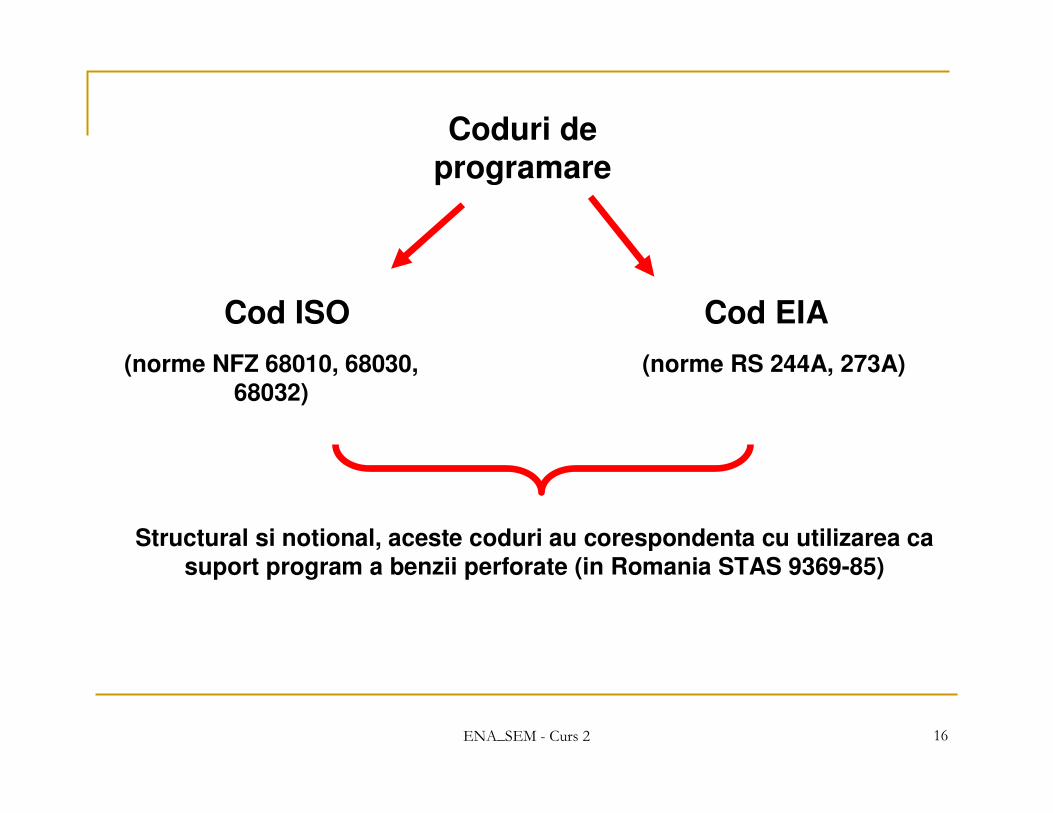
ENA_SEM - Curs 2 16
Coduri de
programare
Cod ISO
(norme NFZ 68010, 68030,
68032)
Cod EIA
(norme RS 244A, 273A)
Structural si notional, aceste coduri au corespondenta cu utilizarea ca
suport program a benzii perforate (in Romania STAS 9369-85)
ENA_SEM - Curs 2 17
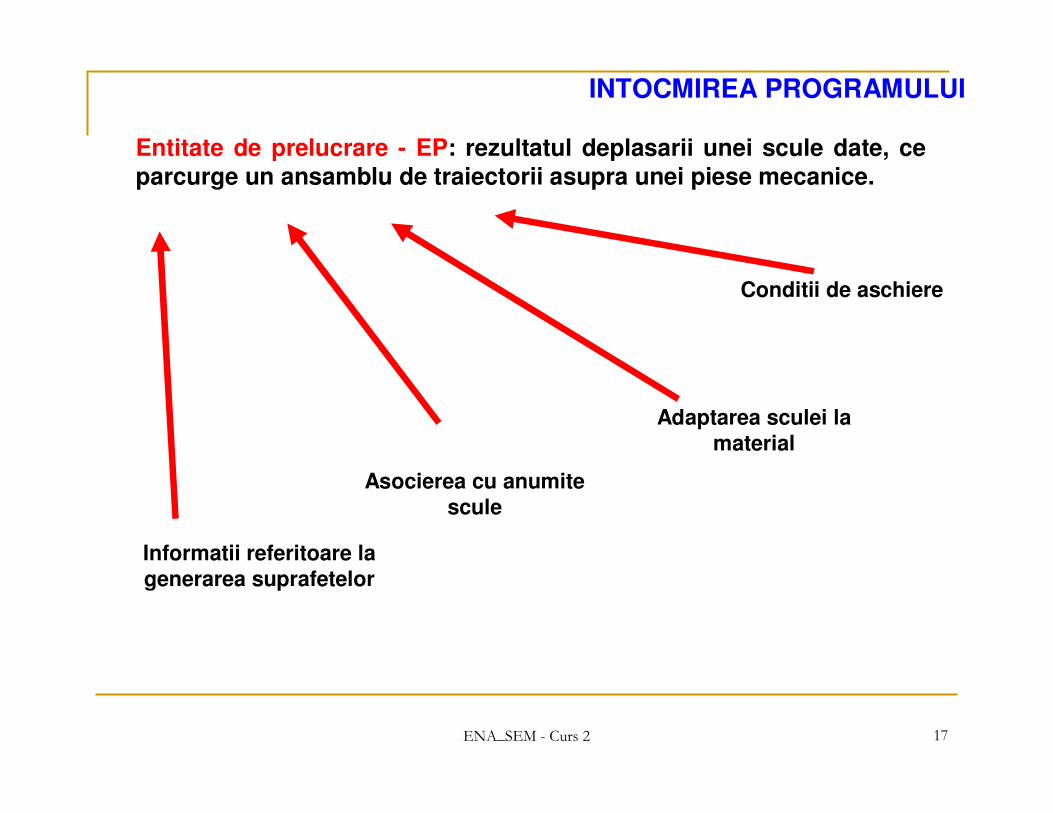
INTOCMIREA PROGRAMULUI
Entitate de prelucrare - EP: rezultatul deplasarii unei scule date, ce
parcurge un ansamblu de traiectorii asupra unei piese mecanice.
Informatii referitoare la
generarea suprafetelor
Asocierea cu anumite
scule
Adaptarea sculei la
material
Conditii de aschiere
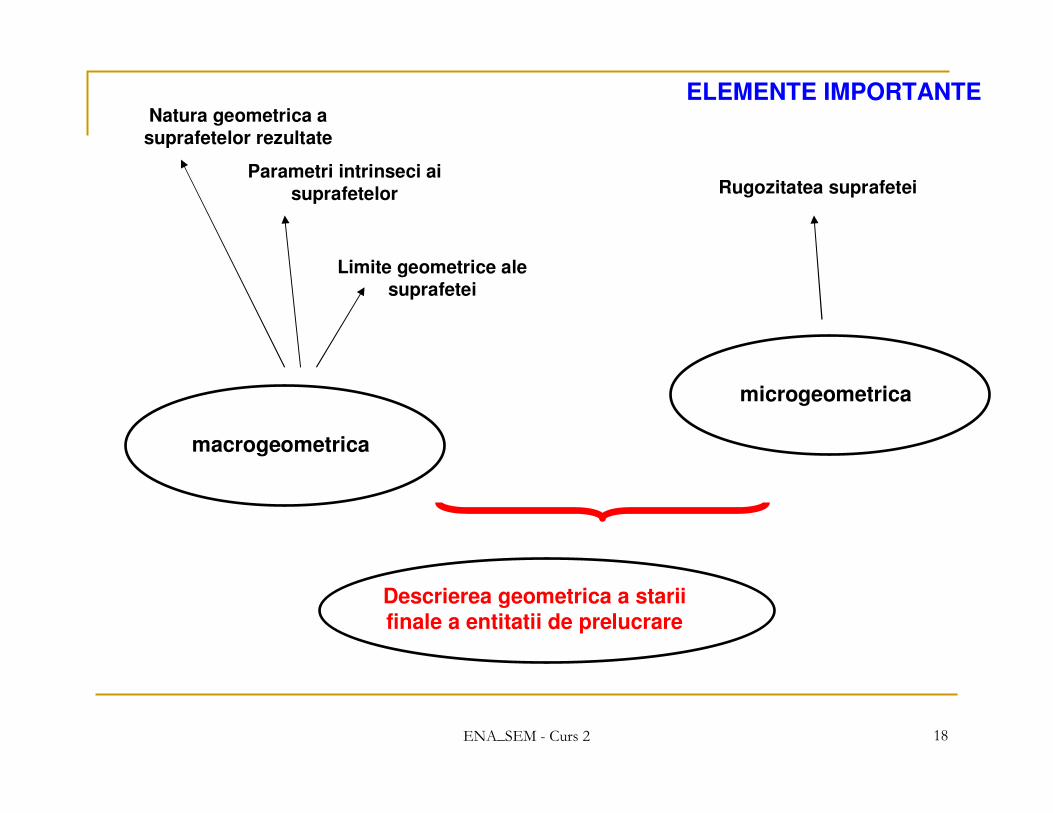
ENA_SEM - Curs 2 18
ELEMENTE IMPORTANTE
Descrierea geometrica a stariifinale a entitatii de prelucrare
macrogeometrica
microgeometrica
Natura geometrica a
suprafetelor rezultate
Parametri intrinseci ai
suprafetelor
Limite geometrice ale
suprafetei
Rugozitatea suprafetei
ENA_SEM - Curs 2 19
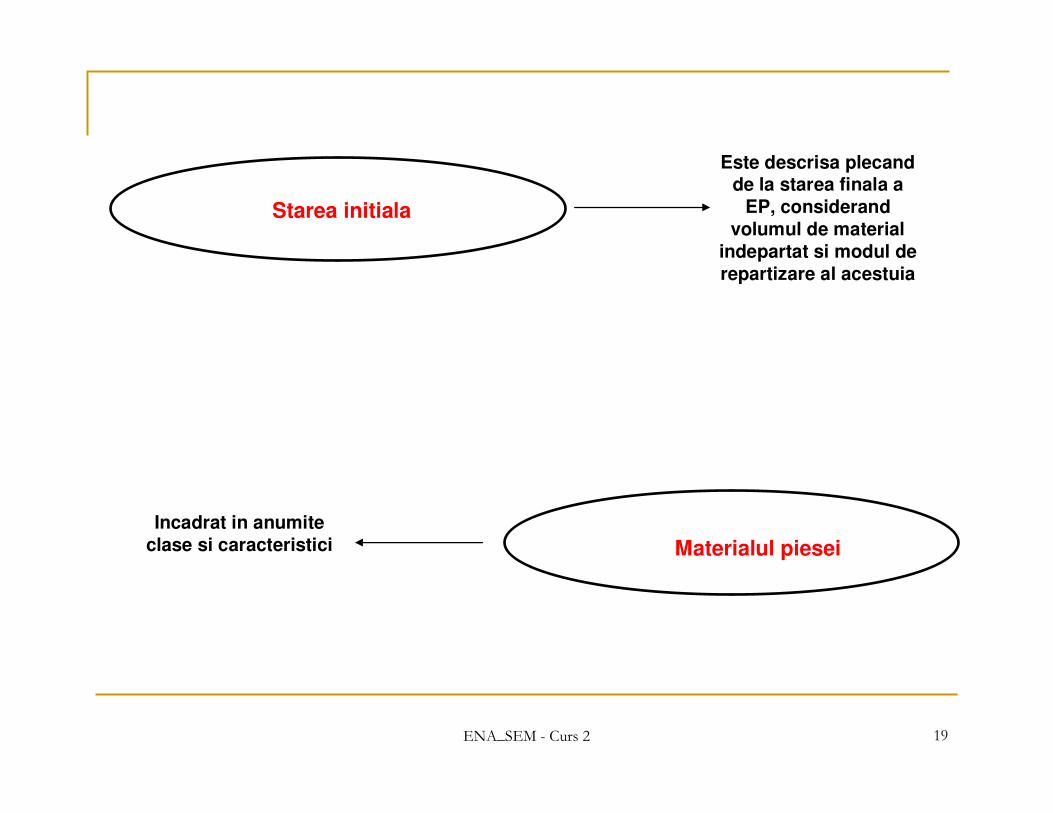
Starea initiala
Materialul piesei
Este descrisa plecandde la starea finala a
EP, considerand
volumul de material
indepartat si modul de
repartizare al acestuia
Incadrat in anumite
clase si caracteristici
ENA_SEM - Curs 2 20
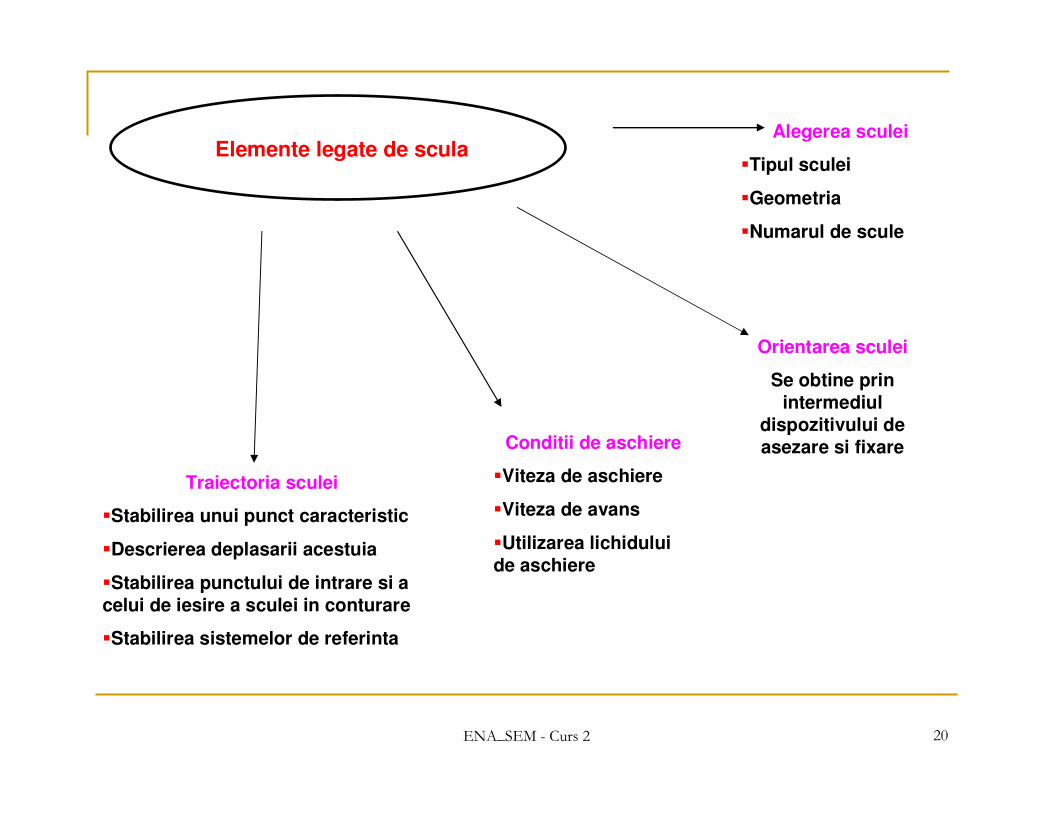
Elemente legate de sculaAlegerea sculei
�Tipul sculei
�Geometria
�Numarul de scule
Orientarea sculei
Se obtine prin
intermediul
dispozitivului de
asezare si fixare
Traiectoria sculei
�Stabilirea unui punct caracteristic
�Descrierea deplasarii acestuia
�Stabilirea punctului de intrare si a
celui de iesire a sculei in conturare
�Stabilirea sistemelor de referinta
Conditii de aschiere
�Viteza de aschiere
�Viteza de avans
�Utilizarea lichidului
de aschiere
ENA_SEM - Curs 2 21
xL
zL
hin
itia
l
hin
term
edia
r
hfinal
Degrosare Finisare
Mai multe
treceri
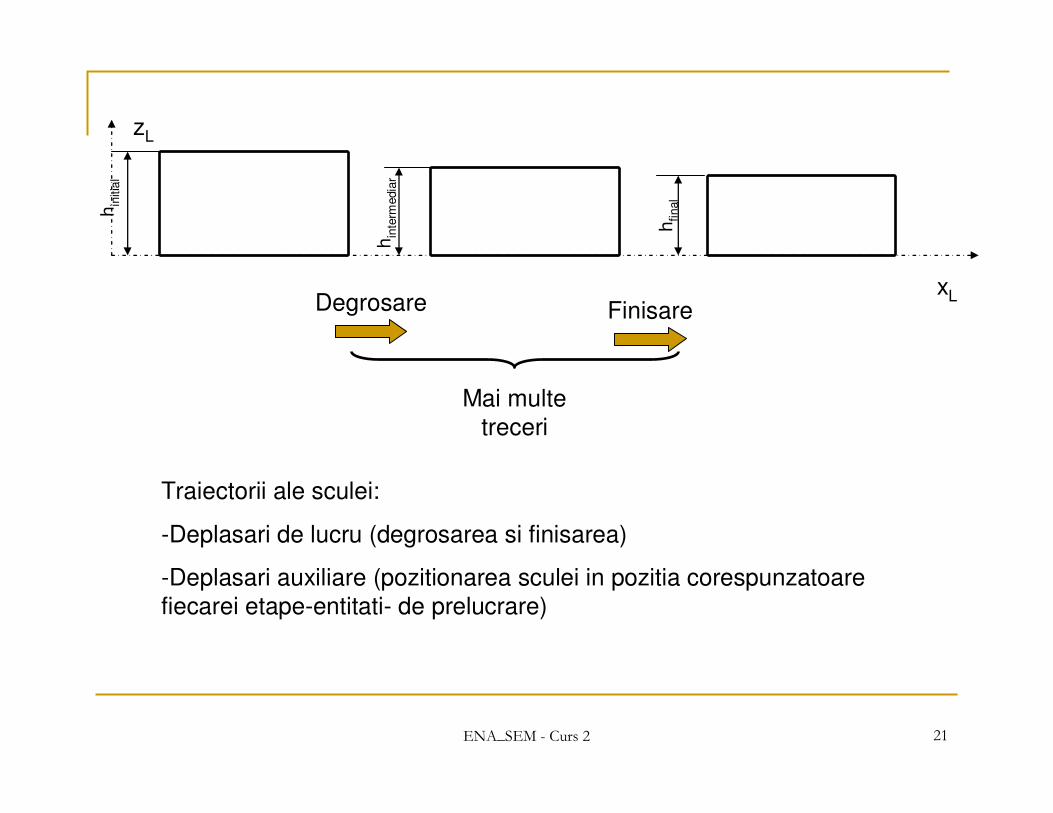
Traiectorii ale sculei:
-Deplasari de lucru (degrosarea si finisarea)
-Deplasari auxiliare (pozitionarea sculei in pozitia corespunzatoare
fiecarei etape-entitati- de prelucrare)
ENA_SEM - Curs 2 22
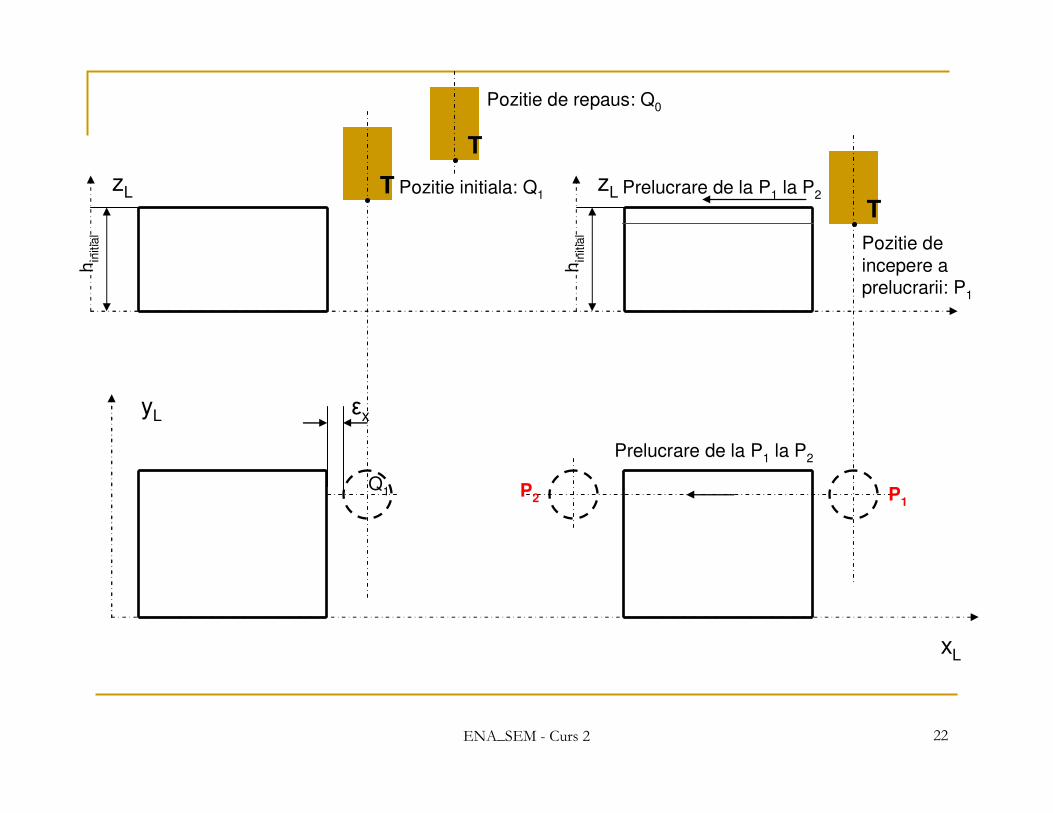
xL
yL
zL
hin
itia
l
T
Pozitie de repaus: Q0
T Pozitie initiala: Q1zL
hin
itia
l
T
Pozitie de
incepere a prelucrarii: P1
Q1
εx
P1P2
Prelucrare de la P1 la P2
Prelucrare de la P1 la P2
ENA_SEM - Curs 2 23
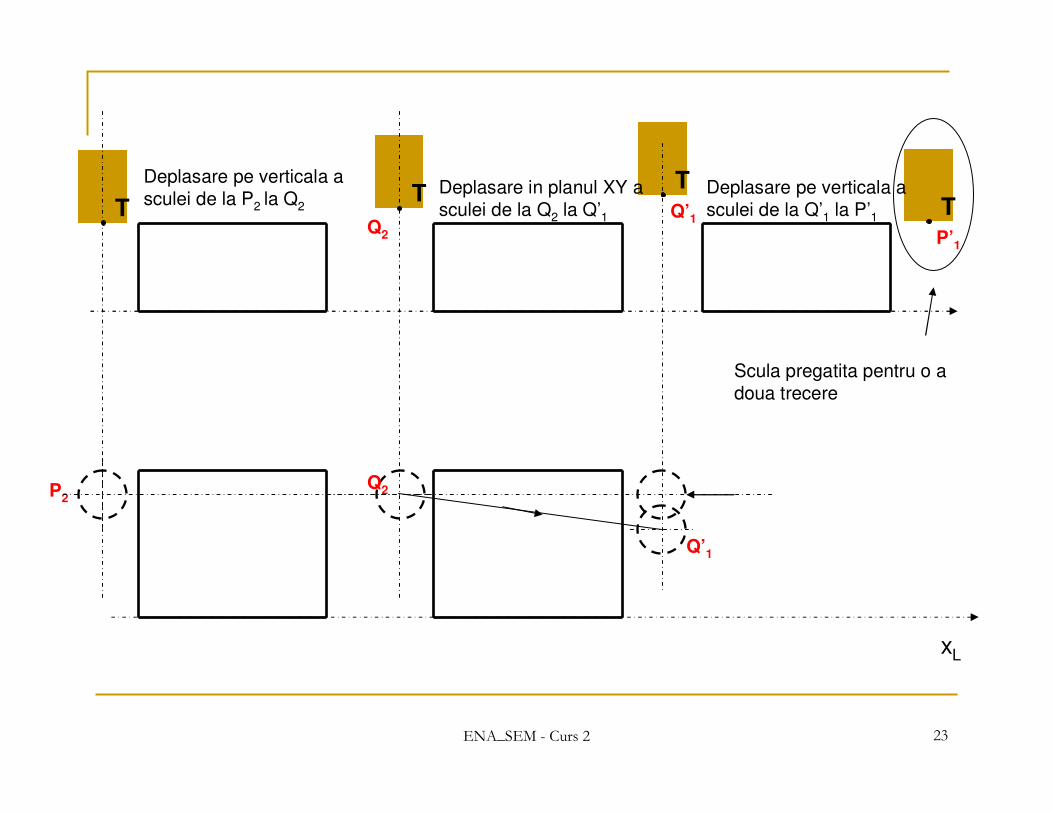
xL
T
Q2P2
TT
Q’1
Q’1Q2
T
P’1
Deplasare pe verticala a
sculei de la P2 la Q2
Deplasare in planul XY a
sculei de la Q2 la Q’1
Deplasare pe verticala a
sculei de la Q’1 la P’1
Scula pregatita pentru o a
doua trecere
ENA_SEM - Curs 2 24
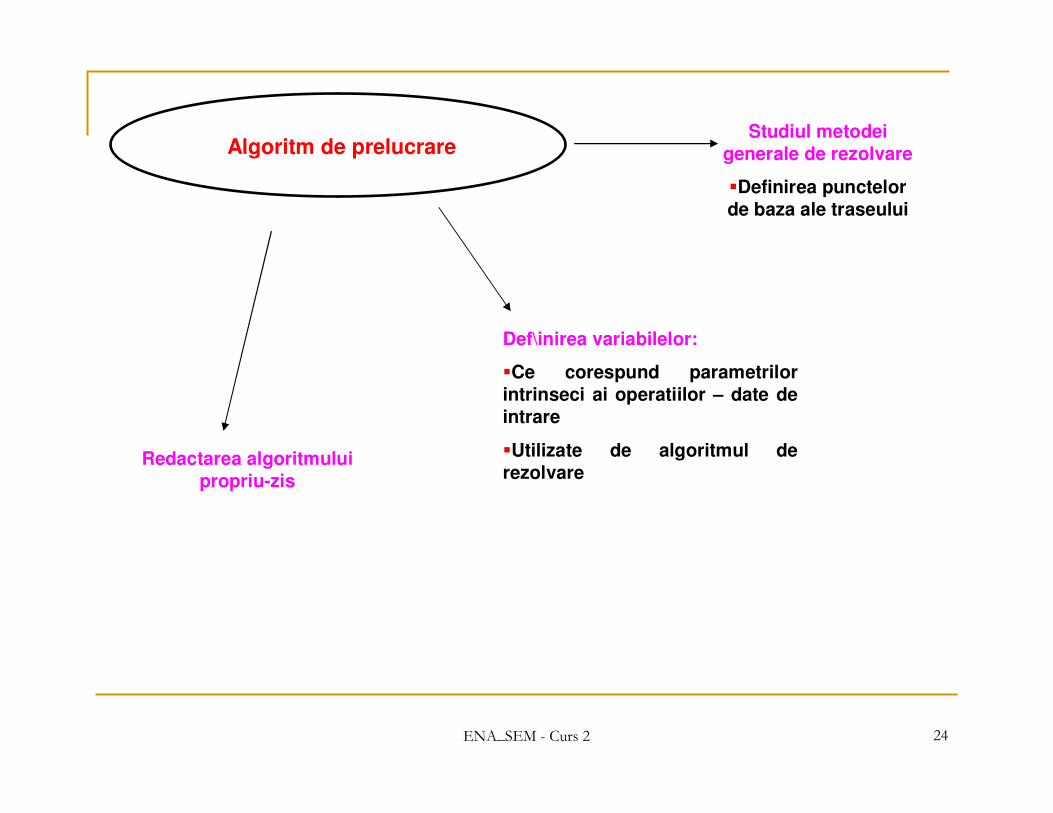
Algoritm de prelucrareStudiul metodei
generale de rezolvare
�Definirea punctelor
de baza ale traseului
Def\inirea variabilelor:
�Ce corespund parametrilor
intrinseci ai operatiilor – date de
intrare
�Utilizate de algoritmul de
rezolvareRedactarea algoritmului
propriu-zis
ENA_SEM - Curs 2 25
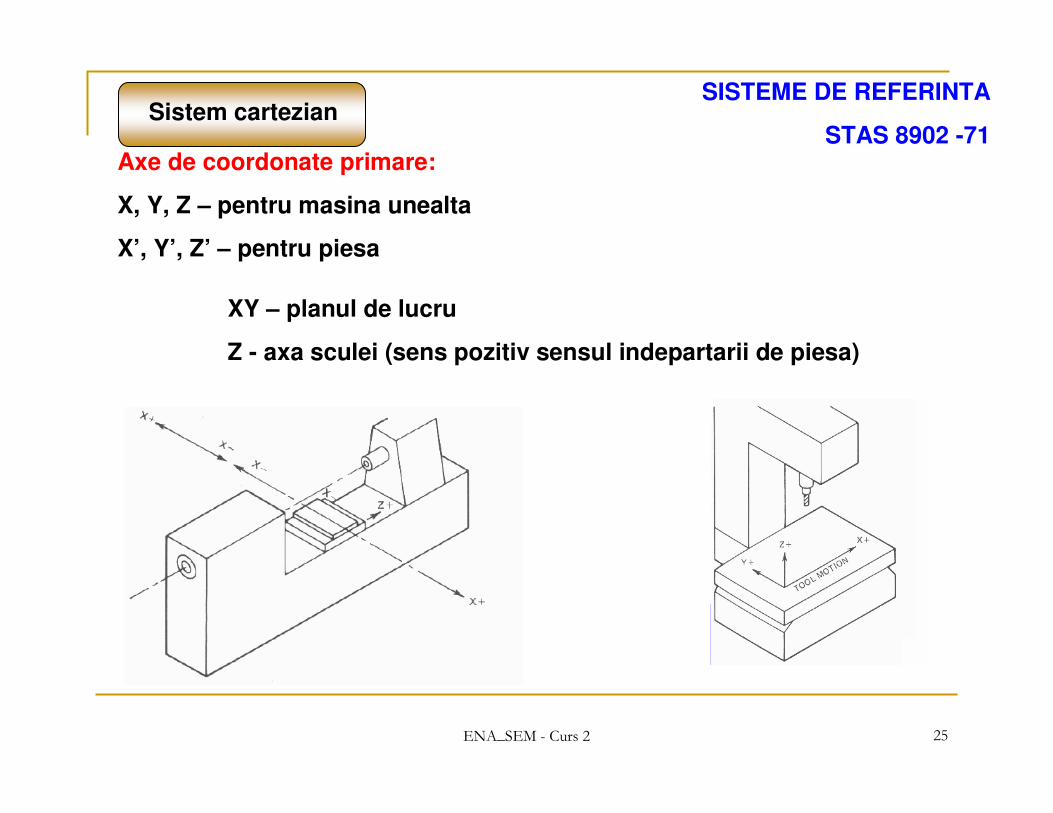
SISTEME DE REFERINTA
STAS 8902 -71Axe de coordonate primare:
X, Y, Z – pentru masina unealta
X’, Y’, Z’ – pentru piesa
XY – planul de lucru
Z - axa sculei (sens pozitiv sensul indepartarii de piesa)
Sistem cartezian
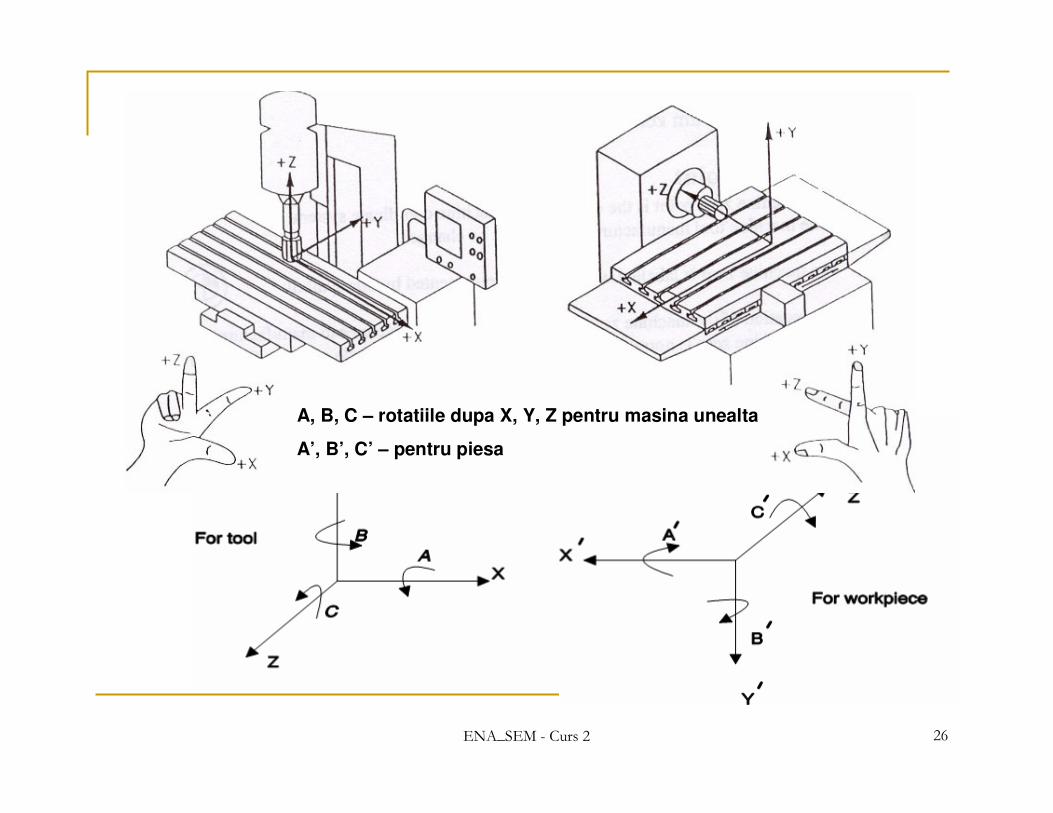
ENA_SEM - Curs 2 26
A, B, C – rotatiile dupa X, Y, Z pentru masina unealta
A’, B’, C’ – pentru piesa
ENA_SEM - Curs 2 27
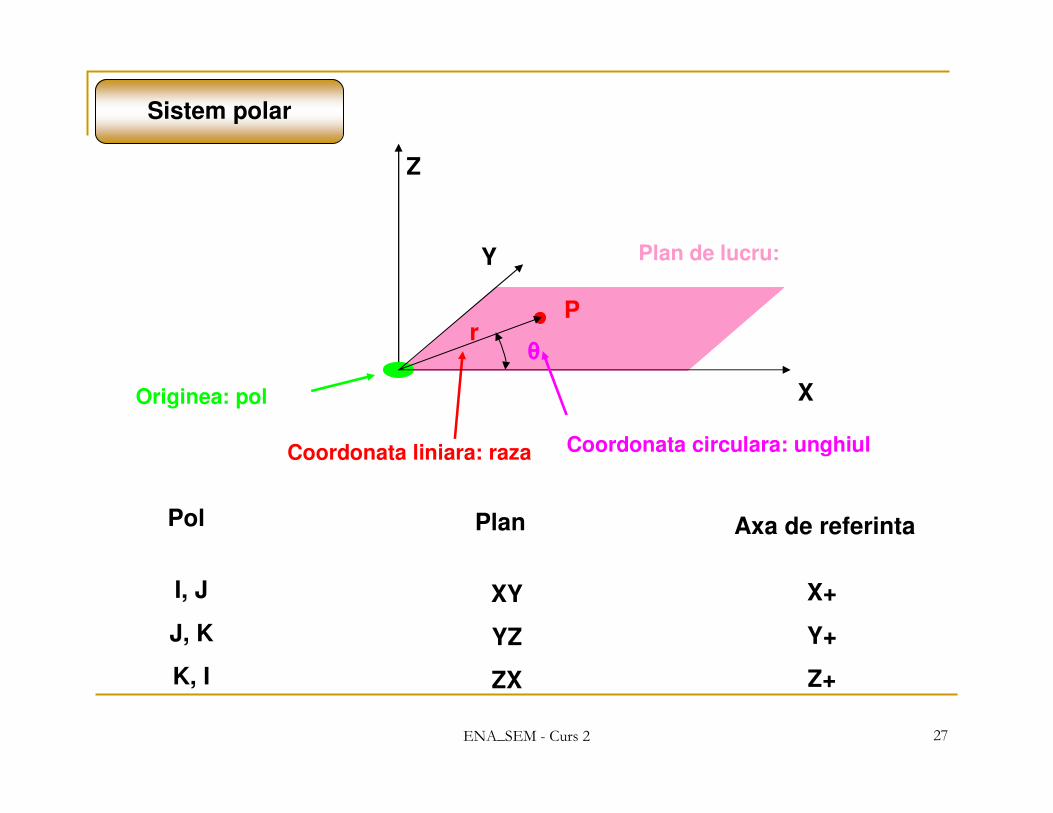
Sistem polar
Z
Y
X
Pr
θ
Coordonata liniara: raza Coordonata circulara: unghiul
Originea: pol
Plan de lucru:
Pol Plan Axa de referinta
I, J
J, K
K, I
XY
YZ
ZX
X+
Y+
Z+
ENA_SEM - Curs 2 28
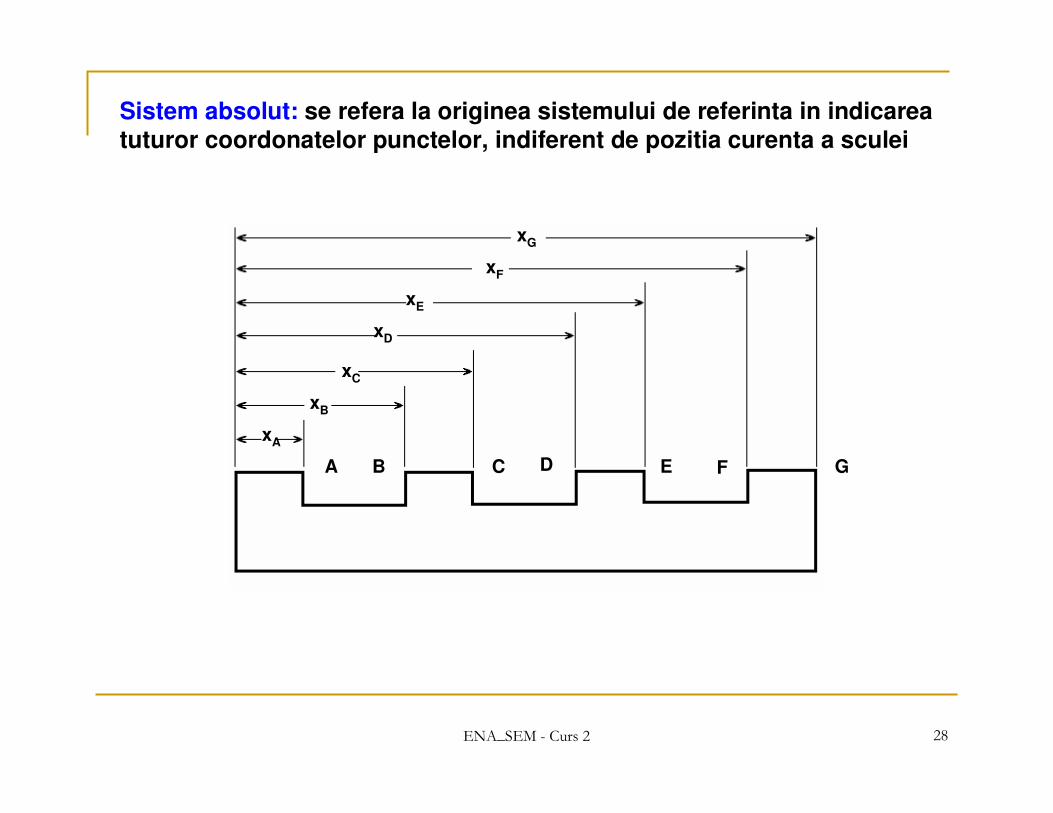
Sistem absolut: se refera la originea sistemului de referinta in indicarea
tuturor coordonatelor punctelor, indiferent de pozitia curenta a sculei
A B C D E F G
xB
xA
xC
xD
xE
xF
xG
ENA_SEM - Curs 2 29
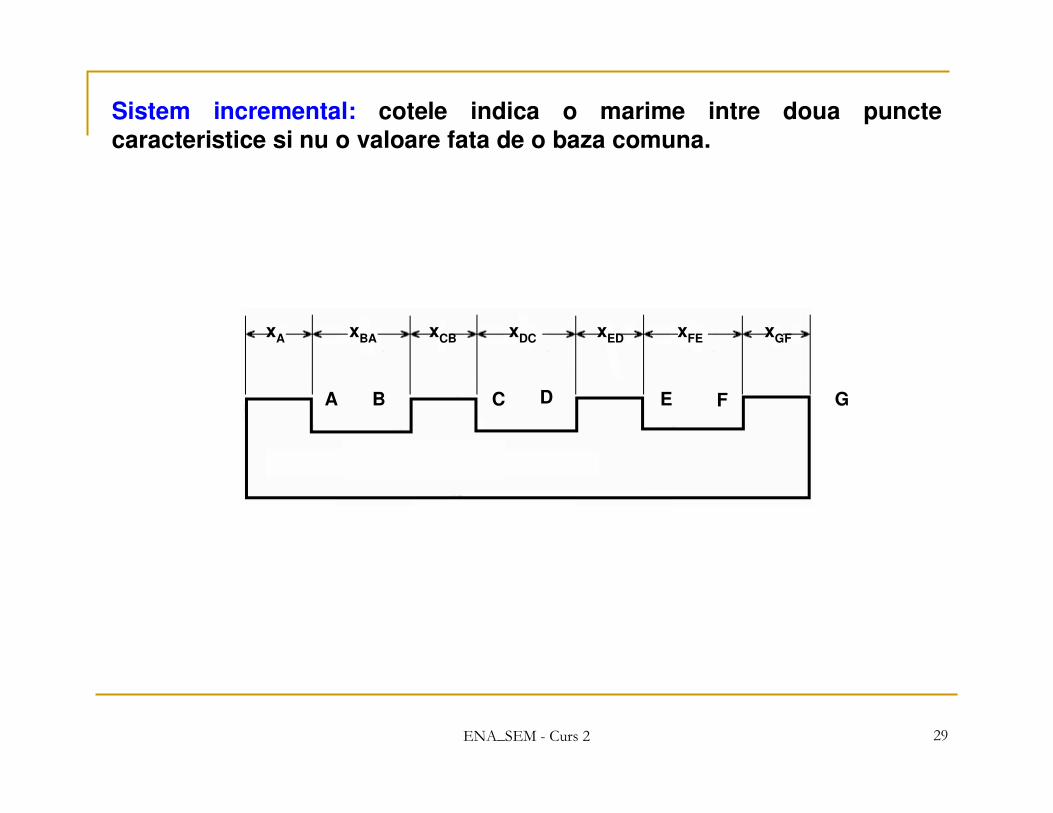
Sistem incremental: cotele indica o marime intre doua puncte
caracteristice si nu o valoare fata de o baza comuna.
A B C D E F G
xA xBA xCB xDC xED xFE xGF
ENA_SEM - Curs 2 30
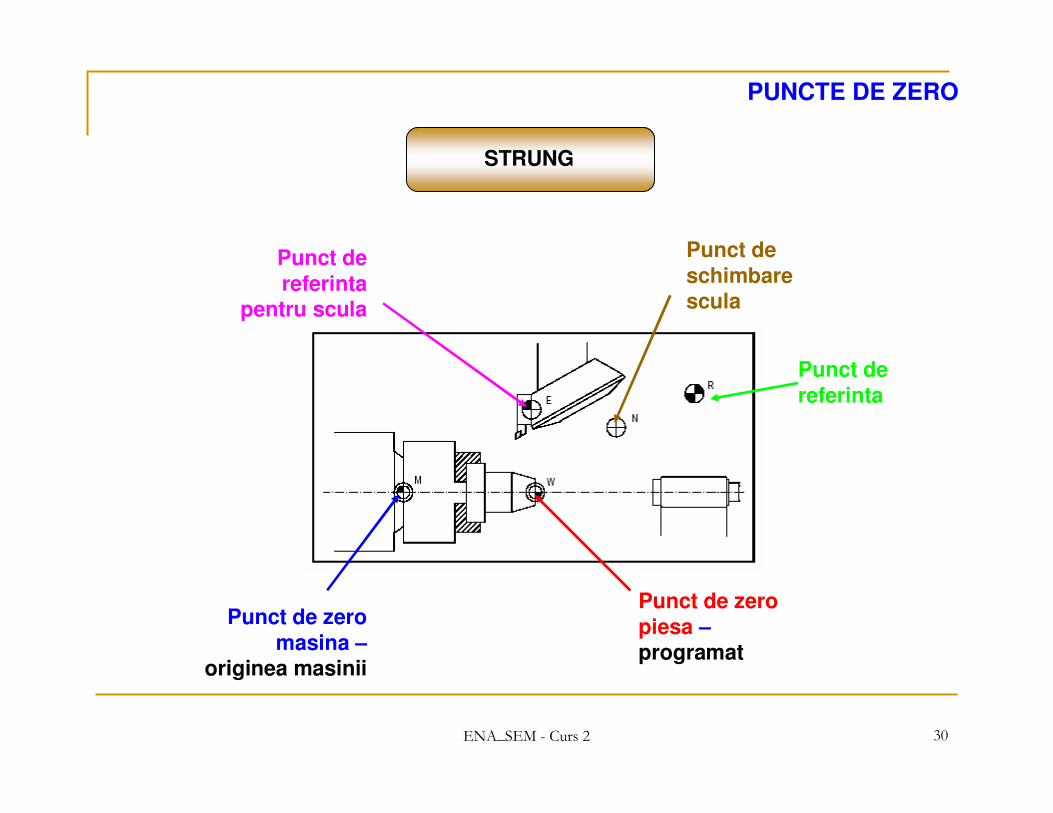
PUNCTE DE ZERO
Punct de zero
piesa –programat
Punct de
referintapentru scula
Punct de
referinta
Punct de
schimbarescula
Punct de zero
masina –originea masinii
STRUNG

ENA_SEM - Curs 2 31
Localizarea punctelor de
zero pe o masina de
gaurit.
FREZA
PUNCTE DE ZERO
ENA_SEM - Curs 2 32
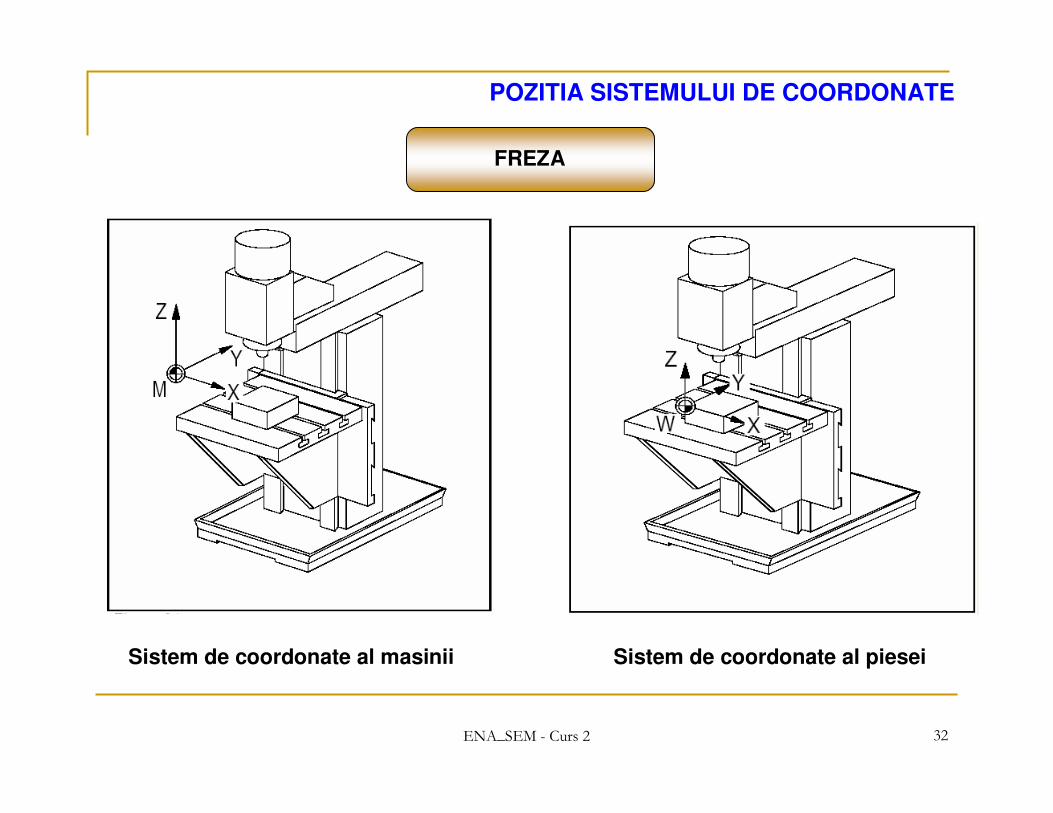
POZITIA SISTEMULUI DE COORDONATE
Sistem de coordonate al masinii Sistem de coordonate al piesei
FREZA
ENA_SEM - Curs 2 33
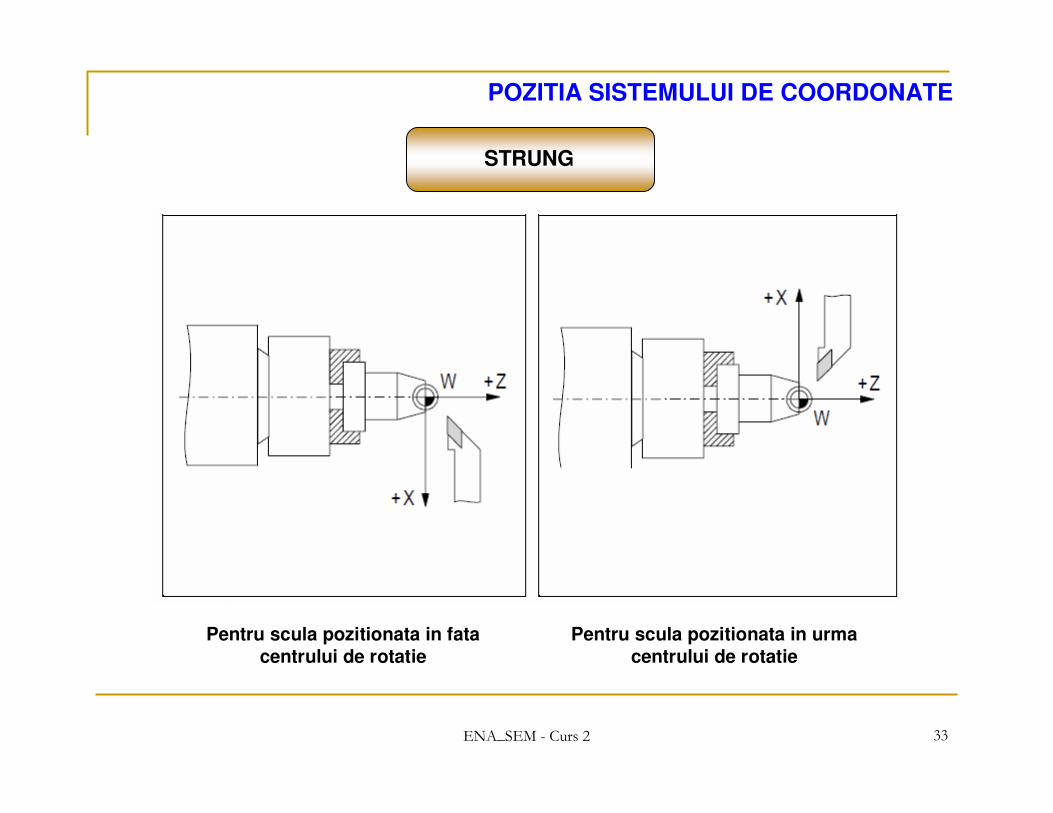
STRUNG
POZITIA SISTEMULUI DE COORDONATE
Pentru scula pozitionata in fata
centrului de rotatie
Pentru scula pozitionata in urma
centrului de rotatie
ENA_SEM - Curs 2 34
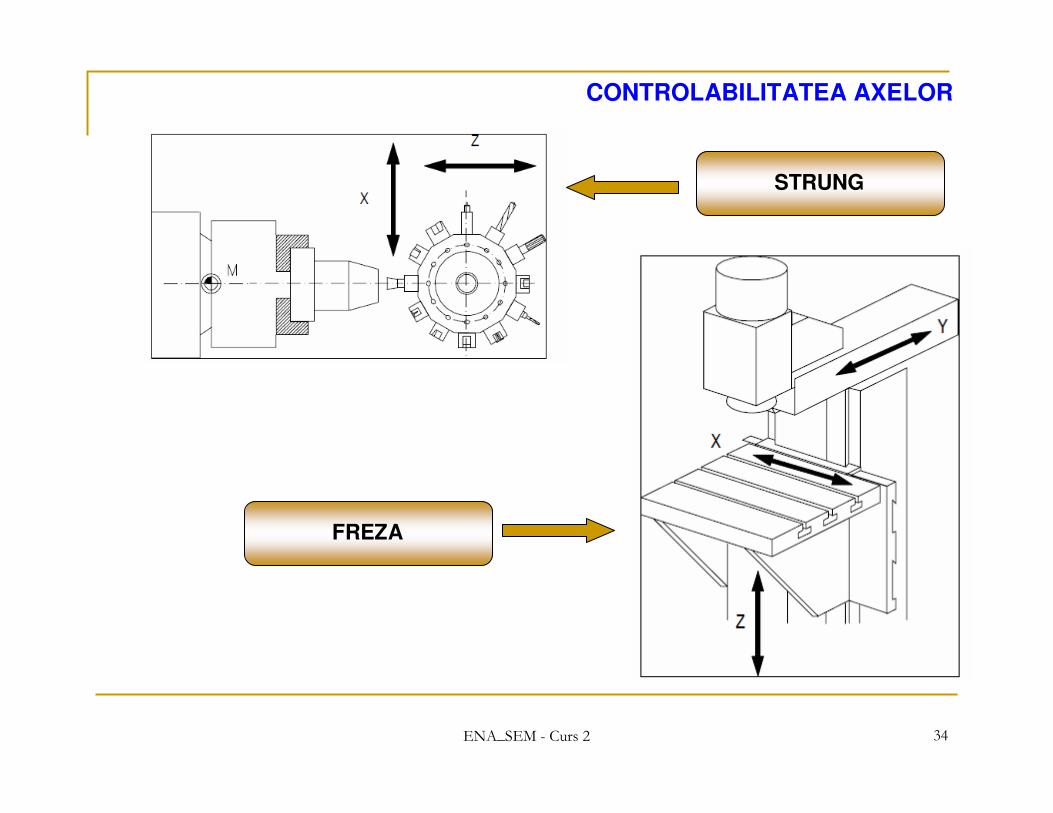
CONTROLABILITATEA AXELOR
STRUNG
FREZA
ENA_SEM - Curs 2 35
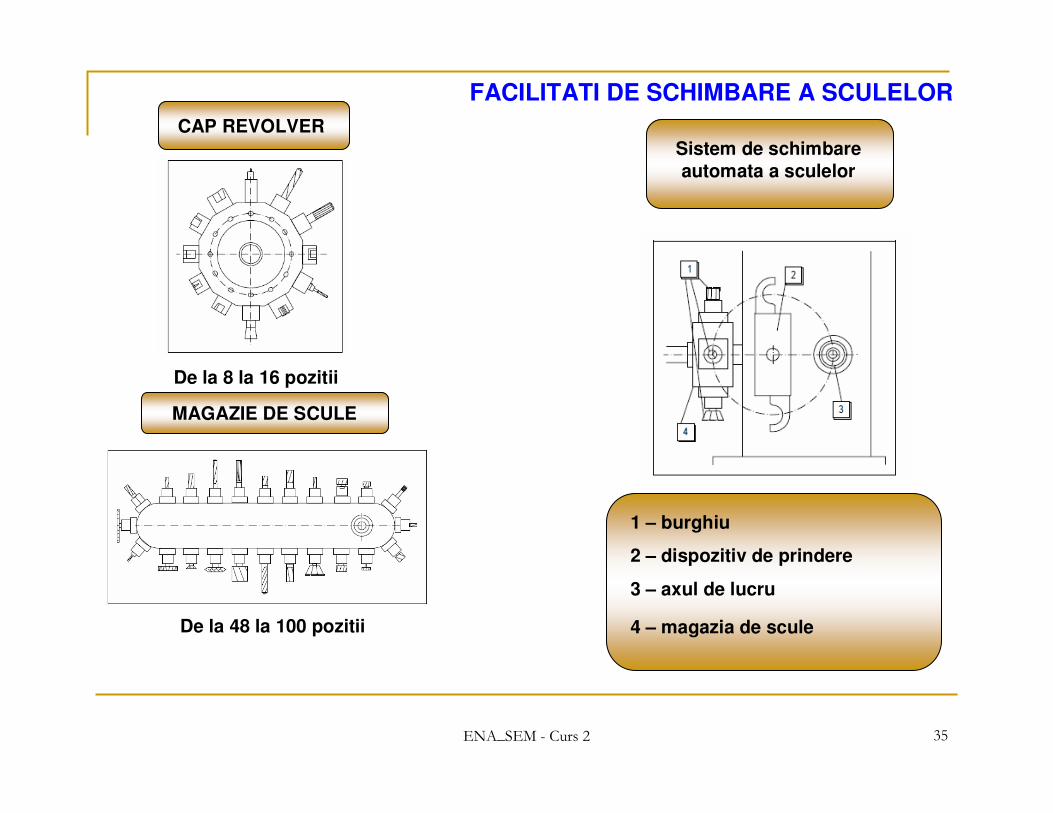
FACILITATI DE SCHIMBARE A SCULELOR
CAP REVOLVER
MAGAZIE DE SCULE
De la 8 la 16 pozitii
De la 48 la 100 pozitii
Sistem de schimbare
automata a sculelor
1 – burghiu
2 – dispozitiv de prindere
3 – axul de lucru
4 – magazia de scule











![Criza Lumii Arhaice[Curs2]](https://static.documente.net/doc/80x56/557212f0497959fc0b91405b/criza-lumii-arhaicecurs2.jpg)





