96
1
| Date post: | 05-Jul-2018 |
| Category: |
Documents |
| Upload: | ilie-lombrea |
| View: | 228 times |
| Download: | 0 times |
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 1/96
1
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 2/96
2
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 3/96
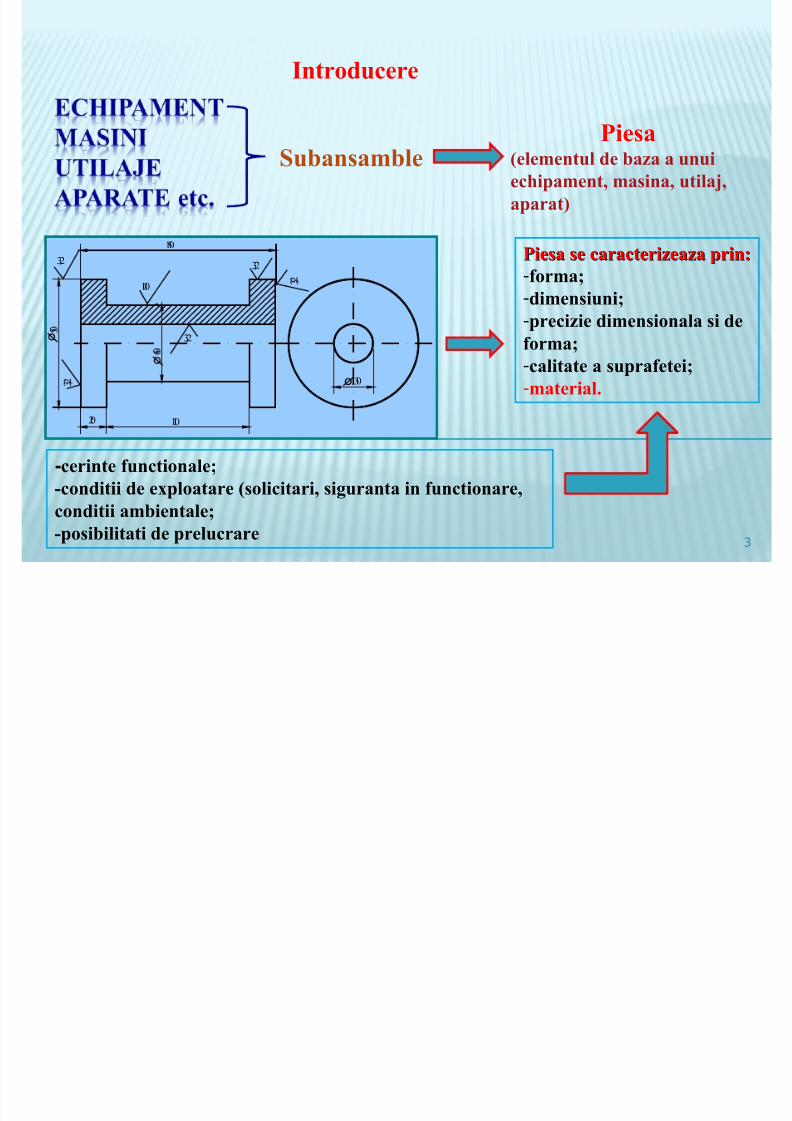
Introducere
3
20 110
100
3,2
3,2
150
30
3,2
SubansamblePiesa
(elementul de baza a unuiechipament, masina, utilaj,aparat)
Piesa se caracterizeaza prin:Piesa se caracterizeaza prin:-forma;-dimensiuni;-precizie dimensionala si deforma;-calitate a suprafetei;
-material.
- cerinte functionale;-conditii de exploatare (solicitari, si uranta in functionare,conditii ambientale;-posibilitati de prelucrare
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 4/96
In funtie de cerintele impuse piesei (ce doresc sa obtin) sestabileste :
-Semifabricatul de pornire (o forma primara a materialului ce sufera
transformari ulterioare: laminat, semifabricat turnat sau forjat)-!ehnolo ia de fabricatie (procesul de transformare a unui materialdintr-o stare in alta stare, de la o forma la alta forma).
4
Sunt deopotriva importante
"um se obtin semifabricatele laminate, forjate, turnate#
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 5/96
5
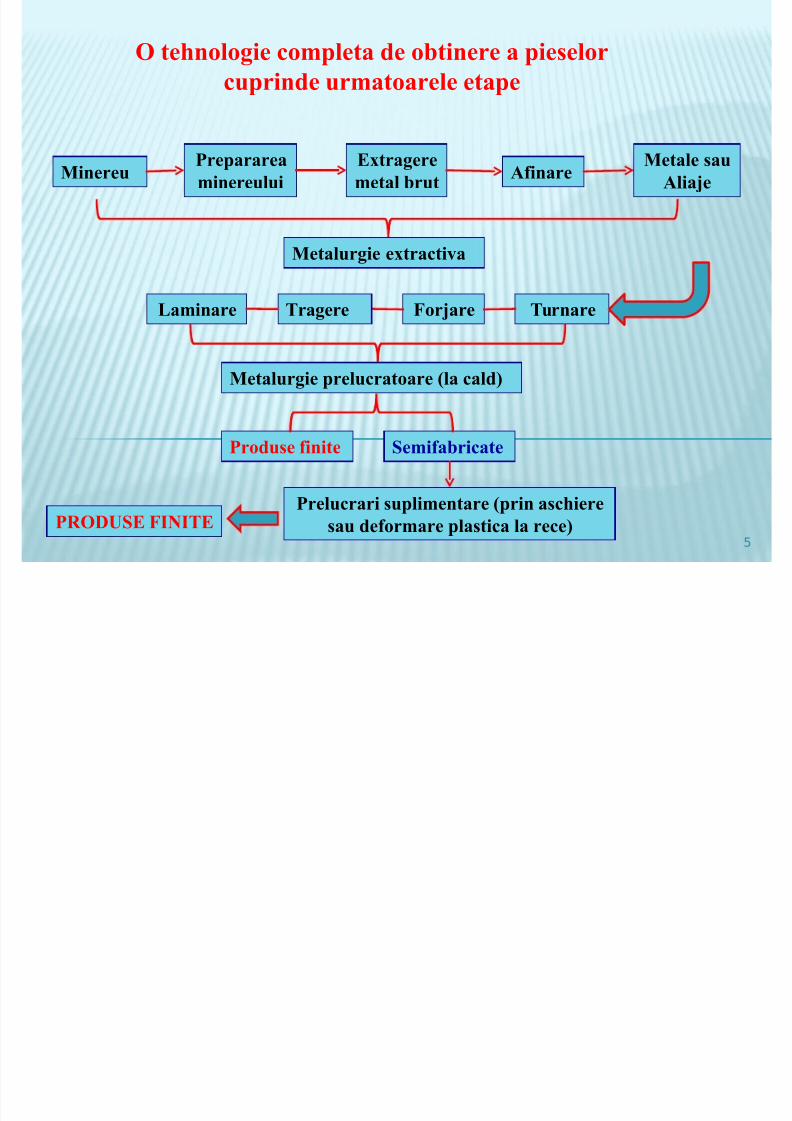
$ tehnolo ie completa de obtinere a pieselorcuprinde urmatoarele etape
%inereuPreparareaminereului
&xtra eremetal brut 'finare
%etale sau'liaje
%etalur ie extracti a
aminare *orjare !urnare
%etalur ie prelucratoare (la cald)
Produse finite Semifabricate
Prelucrari suplimentare (prin aschiere
sau deformare plastica la rece)P+$ S& *I I!&
!ra ere
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 6/96
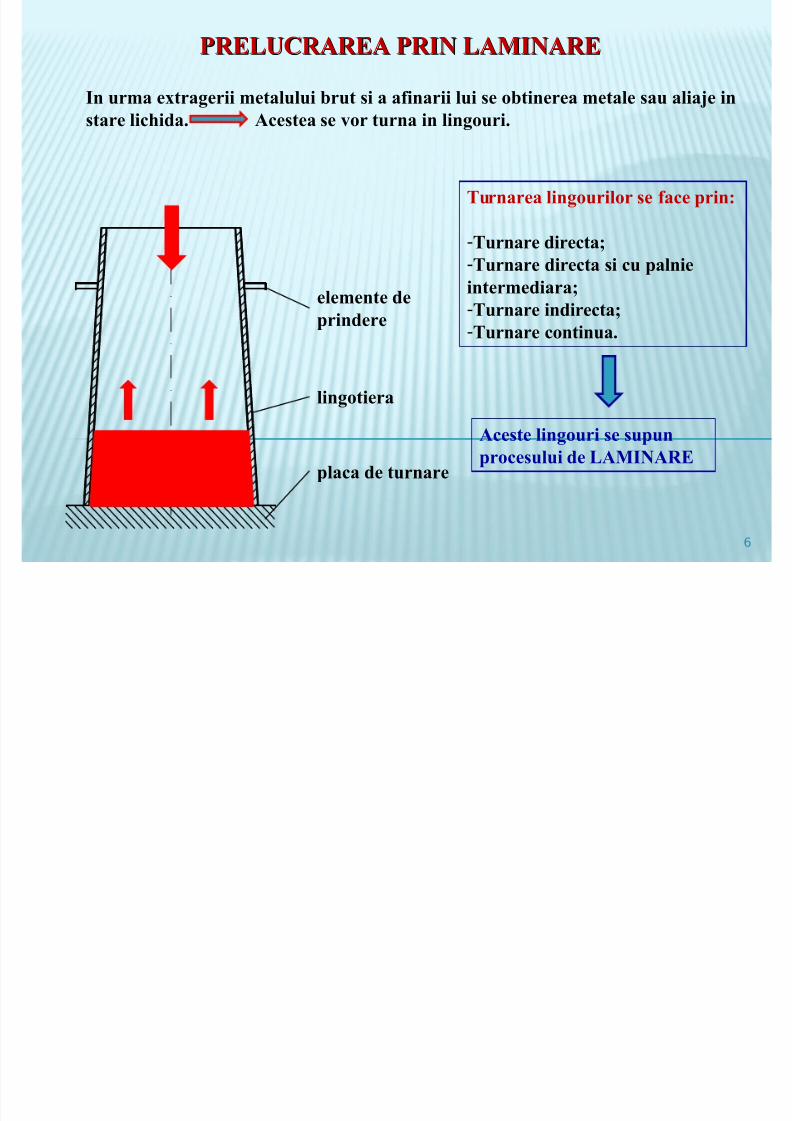
P+& "+'+&' P+I '%I '+&P+& "+'+&' P+I '%I '+&
6
In urma extra erii metalului brut si a afinarii lui se obtinerea metale sau aliaje instare lichida. 'cestea se or turna in lin ouri.
lin otiera
placa de turnare
elemente deprindere
!urnarea lin ourilor se face prin:
-!urnare directa;
-!urnare directa si cu palnieintermediara;-!urnare indirecta;-!urnare continua.
'ceste lin ouri se supunprocesului de '%I '+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 7/96
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 8/96
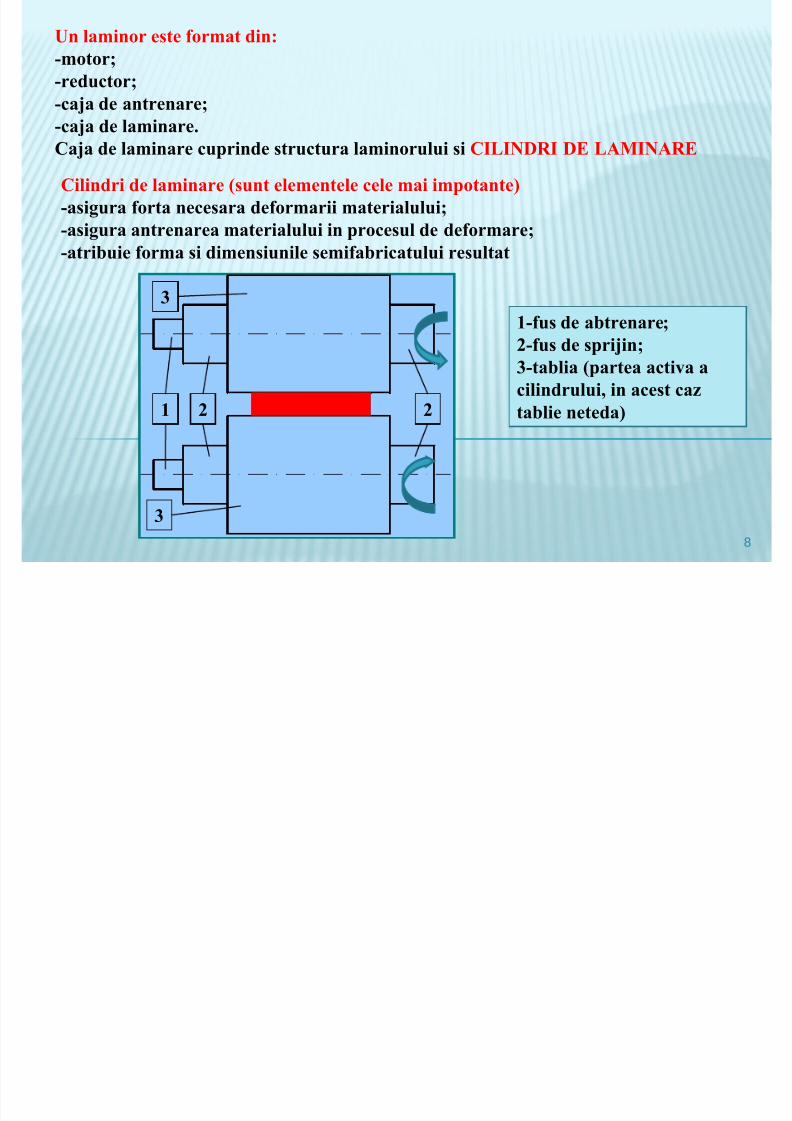
n laminor este format din:-motor;-reductor;-caja de antrenare;
-caja de laminare."aja de laminare cuprinde structura laminorului si "I I +I & '%I '+&
8
"ilindri de laminare (sunt elementele cele mai impotante)-asi ura forta necesara deformarii materialului;-asi ura antrenarea materialului in procesul de deformare;-atribuie forma si dimensiunile semifabricatului resultat
2 / /
3
3
2-fus de abtrenare;/-fus de sprijin;3-tablia (partea acti a a
cilindrului, in acest caztablie neteda)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 9/96
9
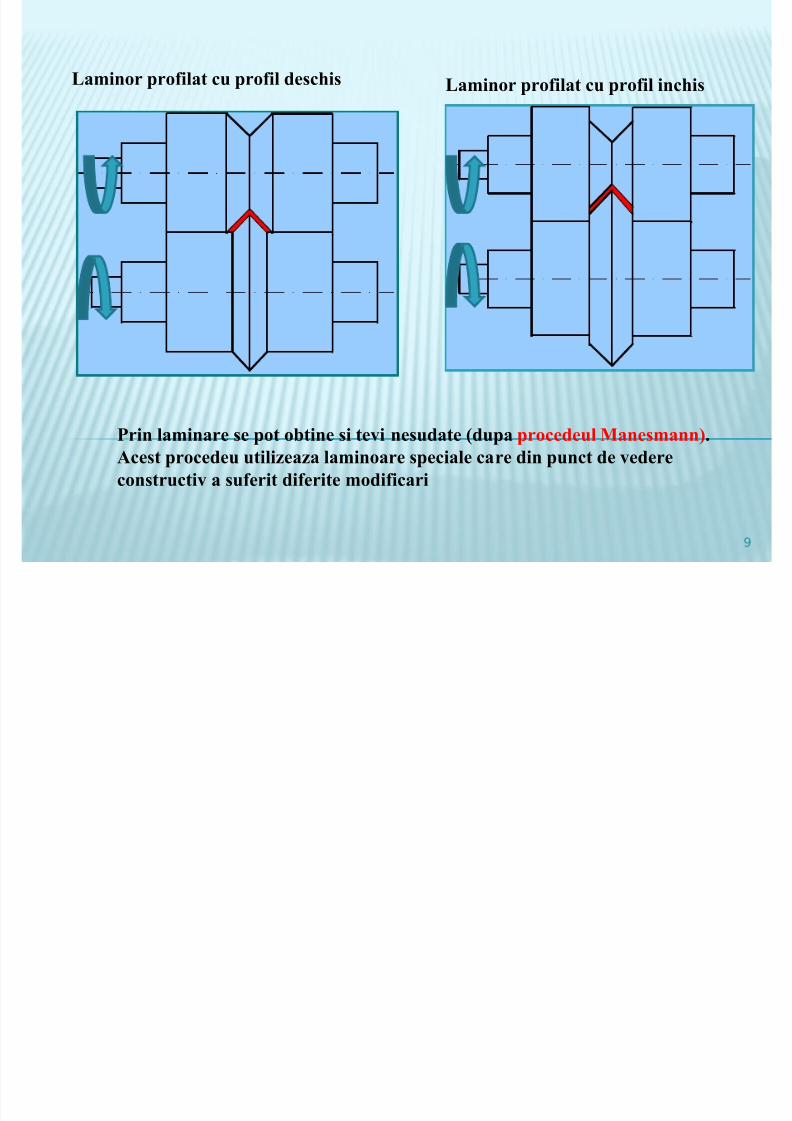
aminor profilat cu profil deschis aminor profilat cu profil inchis
Prin laminare se pot obtine si te i nesudate (dupa procedeul %anesmann) .'cest procedeu utilizeaza laminoare speciale care din punct de edereconstructi a suferit diferite modificari
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 10/96
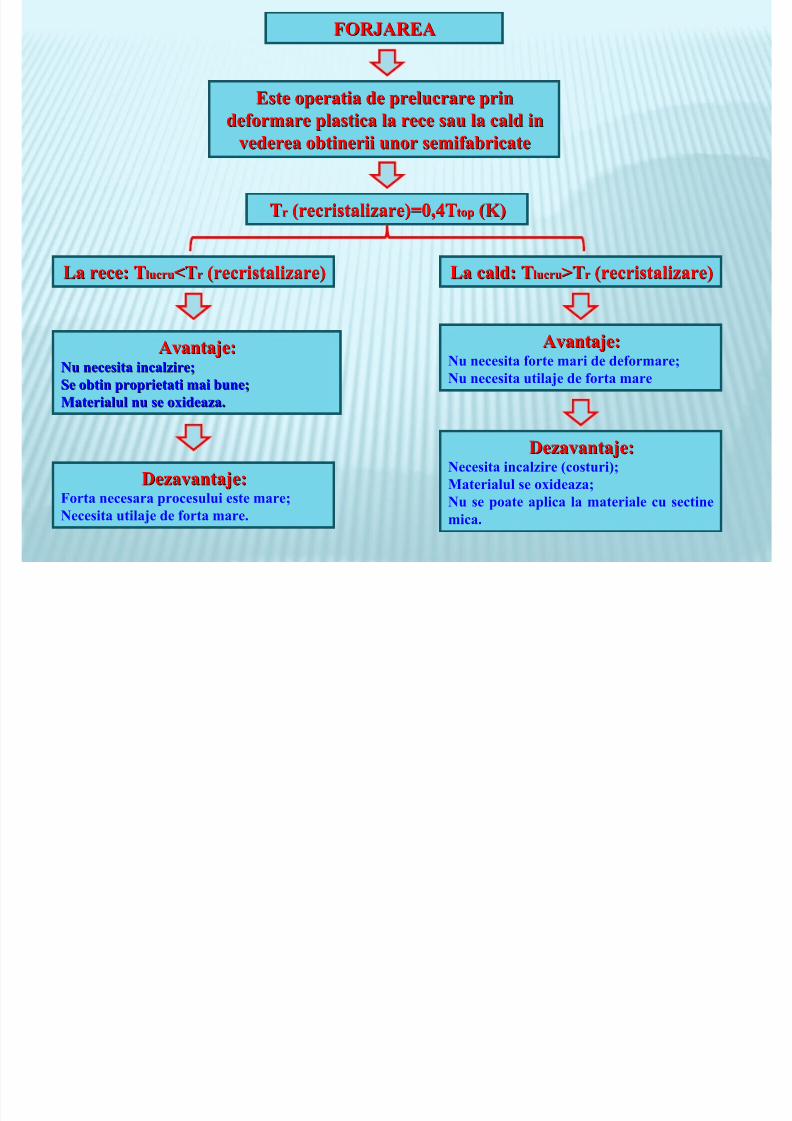
*$+4'+&'*$+4'+&'
&ste operatia de prelucrare prin&ste operatia de prelucrare prindeformare plastica la rece sau la cald indeformare plastica la rece sau la cald in
ederea obtinerii unor semifabricateederea obtinerii unor semifabricate
a rece: !a rece: ! lucrulucru 5!5! rr (recristalizare)(recristalizare) a cald: !a cald: ! lucrulucru 1!1! rr (recristalizare)(recristalizare)
!! rr (recristalizare)06,7!(recristalizare)06,7! toptop (8)(8)
' antaje:' antaje:u necesita incalzire;u necesita incalzire;Se obtin proprietati mai bune;Se obtin proprietati mai bune;%aterialul nu se oxideaza.%aterialul nu se oxideaza.
eza antaje:eza antaje:*orta necesara procesului este mare;ecesita utilaje de forta mare.
' antaje:' antaje:u necesita forte mari de deformare;u necesita utilaje de forta mare
eza antaje:eza antaje:ecesita incalzire (costuri);%aterialul se oxideaza;u se poate aplica la materiale cu sectinemica.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 11/96
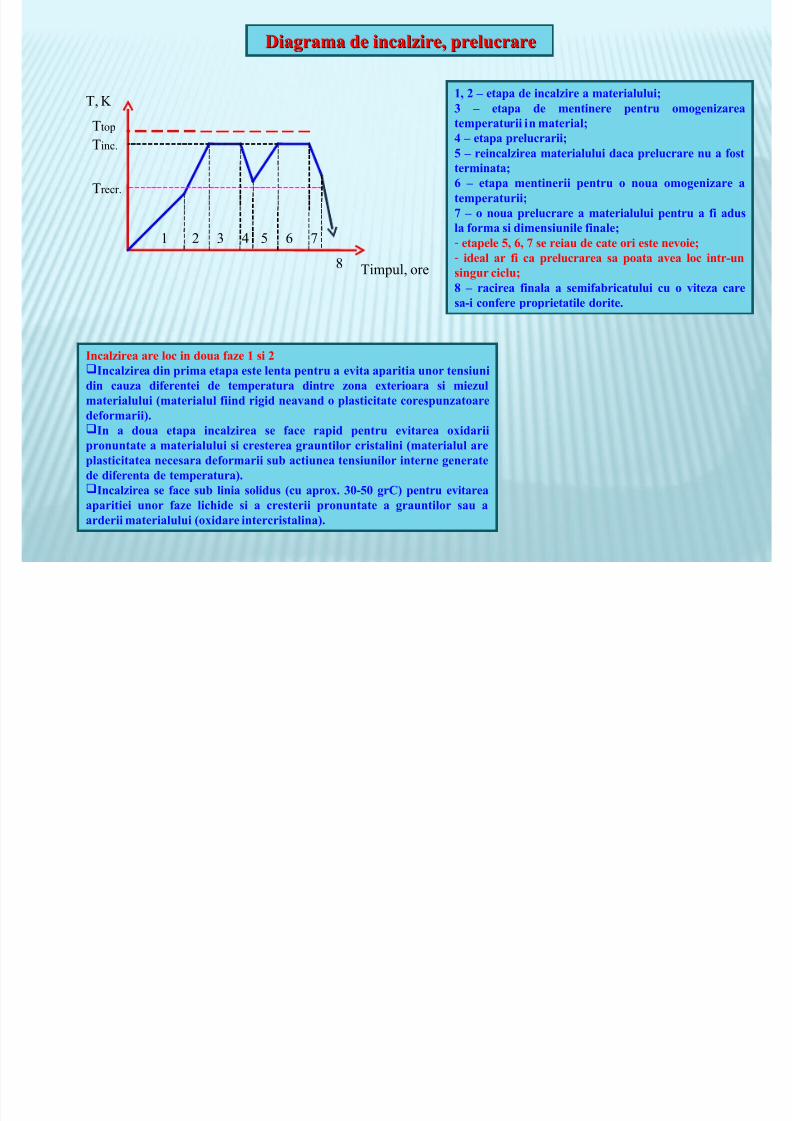
ia rama de incalzire, prelucrareia rama de incalzire, prelucrare
T, K
TtopTinc.
Trecr.
1 2 3 4 5 6 7
8 Timpul, ore
2, / 9 etapa de incalzire a materialului;3 9 etapa de mentinere pentru omo enizareatemperaturii in material;7 9 etapa prelucrarii; 9 reincalzirea materialului daca prelucrare nu a fostterminata; 9 etapa mentinerii pentru o noua omo enizare atemperaturii;< 9 o noua prelucrare a materialului pentru a fi adusla forma si dimensiunile finale;- etapele , , < se reiau de cate ori este ne oie;- ideal ar fi ca prelucrarea sa poata a ea loc intr-unsin ur ciclu;
= 9 racirea finala a semifabricatului cu o iteza caresa-i confere proprietatile dorite.
Incalzirea are loc in doua faze 2 si /Incalzirea din prima etapa este lenta pentru a e ita aparitia unor tensiuni
din cauza diferentei de temperatura dintre zona exterioara si miezulmaterialului (materialul fiind ri id nea and o plasticitate corespunzatoaredeformarii).
In a doua etapa incalzirea se face rapid pentru e itarea oxidariipronuntate a materialului si cresterea rauntilor cristalini (materialul areplasticitatea necesara deformarii sub actiunea tensiunilor interne eneratede diferenta de temperatura).
Incalzirea se face sub linia solidus (cu aprox. 36- 6 r") pentru e itareaaparitiei unor faze lichide si a cresterii pronuntate a rauntilor sau aarderii materialului (oxidare intercristalina).
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 12/96
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 13/96
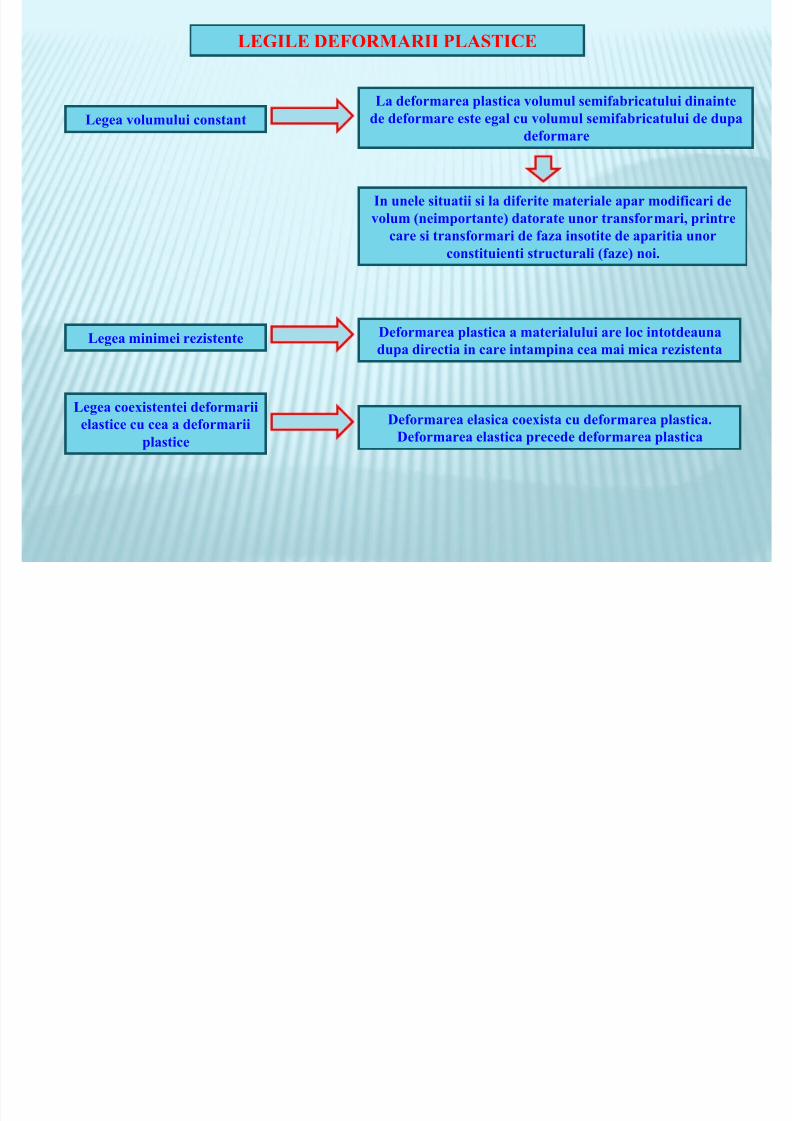
&?I & &*$+%'+II P 'S!I"&
e ea olumului constant
e ea minimei rezistente
e ea coexistentei deformariielastice cu cea a deformarii
plastice
a deformarea plastica olumul semifabricatului dinaintede deformare este e al cu olumul semifabricatului de dupa
deformare
eformarea plastica a materialului are loc intotdeaunadupa directia in care intampina cea mai mica rezistenta
eformarea elasica coexista cu deformarea plastica.eformarea elastica precede deformarea plastica
In unele situatii si la diferite materiale apar modificari deolum (neimportante) datorate unor transformari, printre
care si transformari de faza insotite de aparitia unorconstituienti structurali (faze) noi.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 14/96
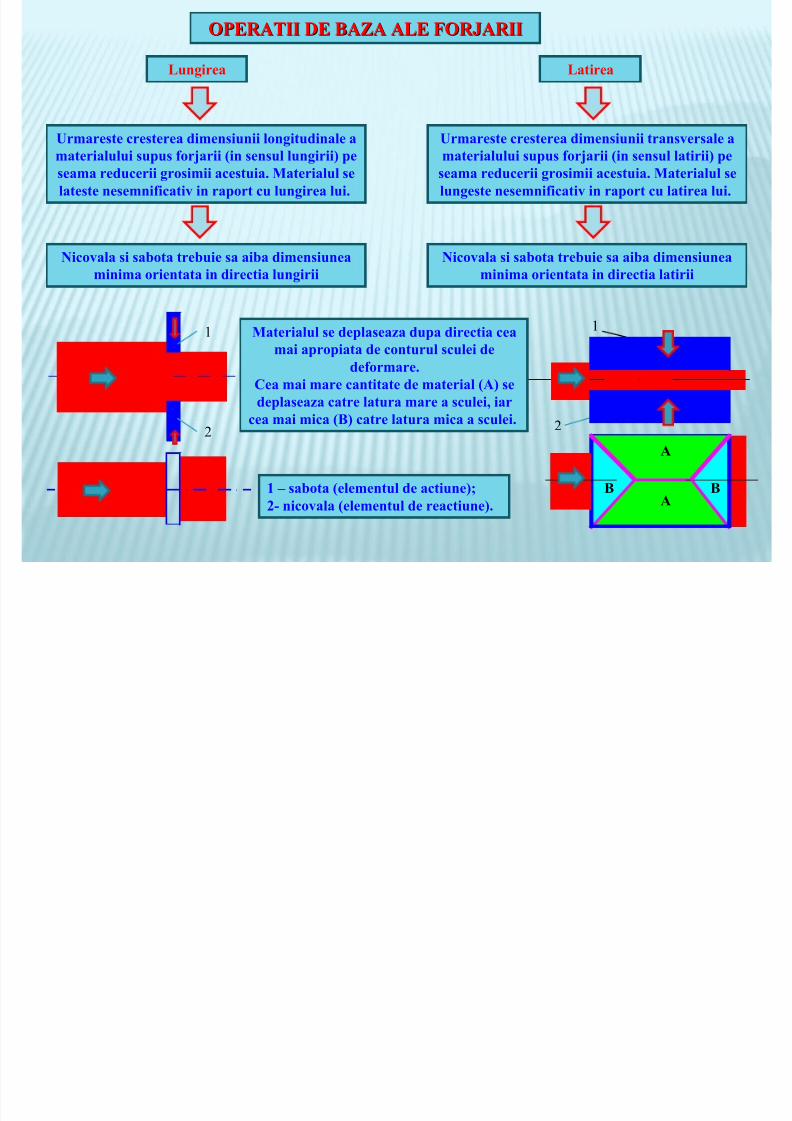
$P&+'!II & >'@' ' & *$+4'+II$P&+'!II & >'@' ' & *$+4'+II
un irea atirea
2
1
2
1
2 9 sabota (elementul de actiune);/- nico ala (elementul de reactiune).
rmareste cresterea dimensiunii lon itudinale amaterialului supus forjarii (in sensul lun irii) peseama reducerii rosimii acestuia. %aterialul selateste nesemnificati in raport cu lun irea lui.
ico ala si sabota trebuie sa aiba dimensiuneaminima orientata in directia lun irii
rmareste cresterea dimensiunii trans ersale amaterialului supus forjarii (in sensul latirii) pe
seama reducerii rosimii acestuia. %aterialul selun este nesemnificati in raport cu latirea lui.
ico ala si sabota trebuie sa aiba dimensiuneaminima orientata in directia latirii
%aterialul se deplaseaza dupa directia ceamai apropiata de conturul sculei de
deformare."ea mai mare cantitate de material (') sedeplaseaza catre latura mare a sculei, iar
cea mai mica (>) catre latura mica a sculei.
'
'> >
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 15/96
1
3
1
2
3
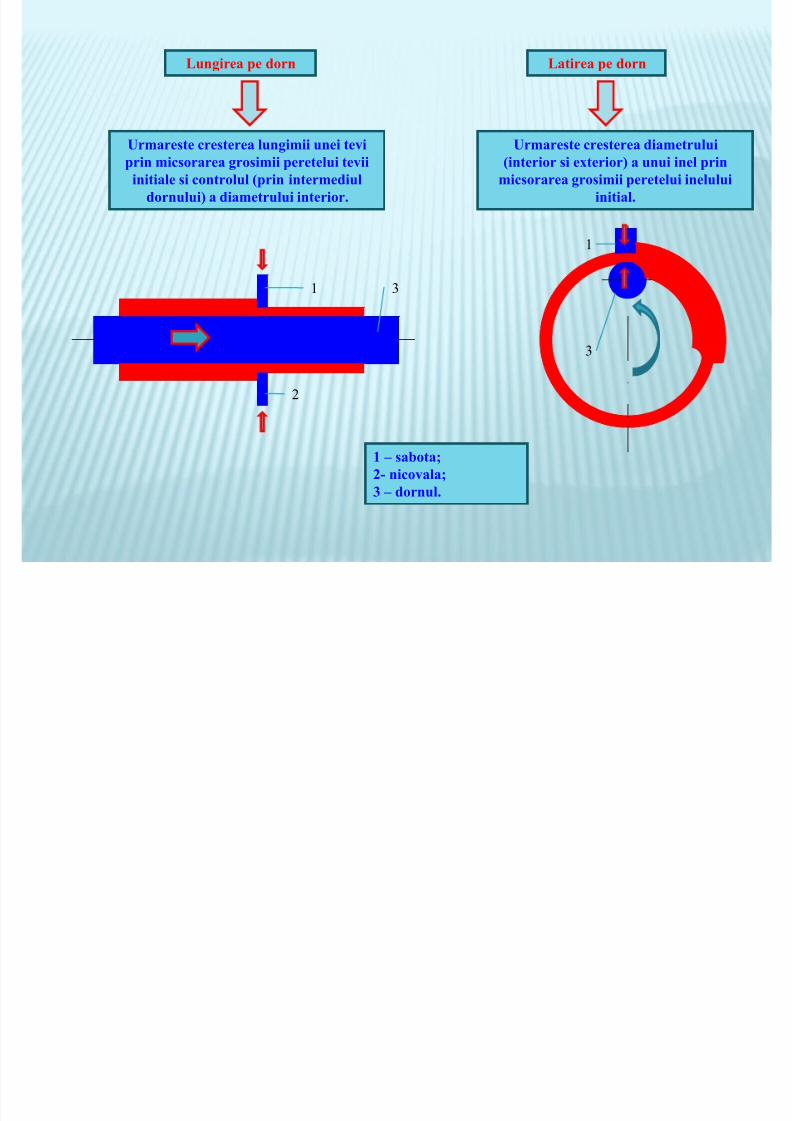
un irea pe dorn atirea pe dorn
rmareste cresterea lun imii unei te iprin micsorarea rosimii peretelui te ii
initiale si controlul (prin intermediuldornului) a diametrului interior.
rmareste cresterea diametrului(interior si exterior) a unui inel prin
micsorarea rosimii peretelui ineluluiinitial.
2 9 sabota;/- nico ala;3 9 dornul.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 16/96
1
2
1 3
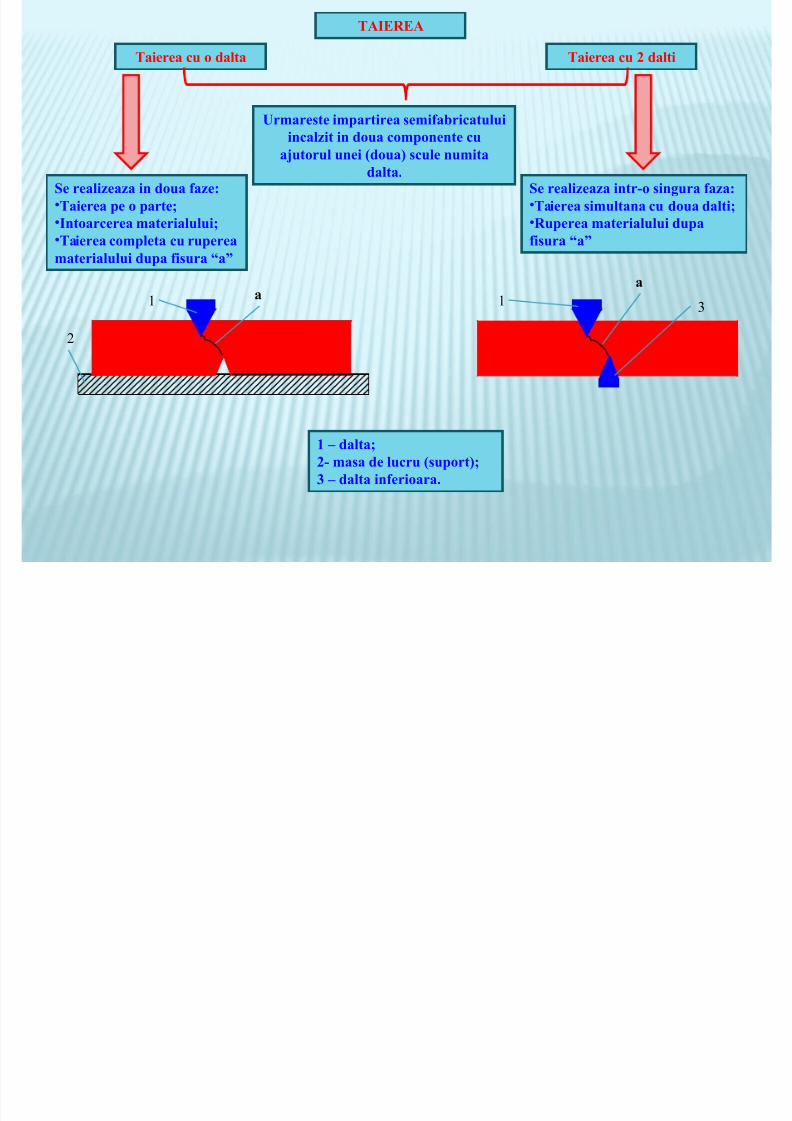
!aierea cu / dalti!aierea cu o dalta
2 9 dalta;/- masa de lucru (suport);3 9 dalta inferioara.
rmareste impartirea semifabricatuluiincalzit in doua componente cu
ajutorul unei (doua) scule numitadalta.
Se realizeaza in doua faze:• !aierea pe o parte;• Intoarcerea materialului;• !aierea completa cu ruperea
materialului dupa fisura AaB
aa
Se realizeaza intr-o sin ura faza:• !aierea simultana cu doua dalti;• +uperea materialului dupafisura AaB
!'I&+&'
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 17/96
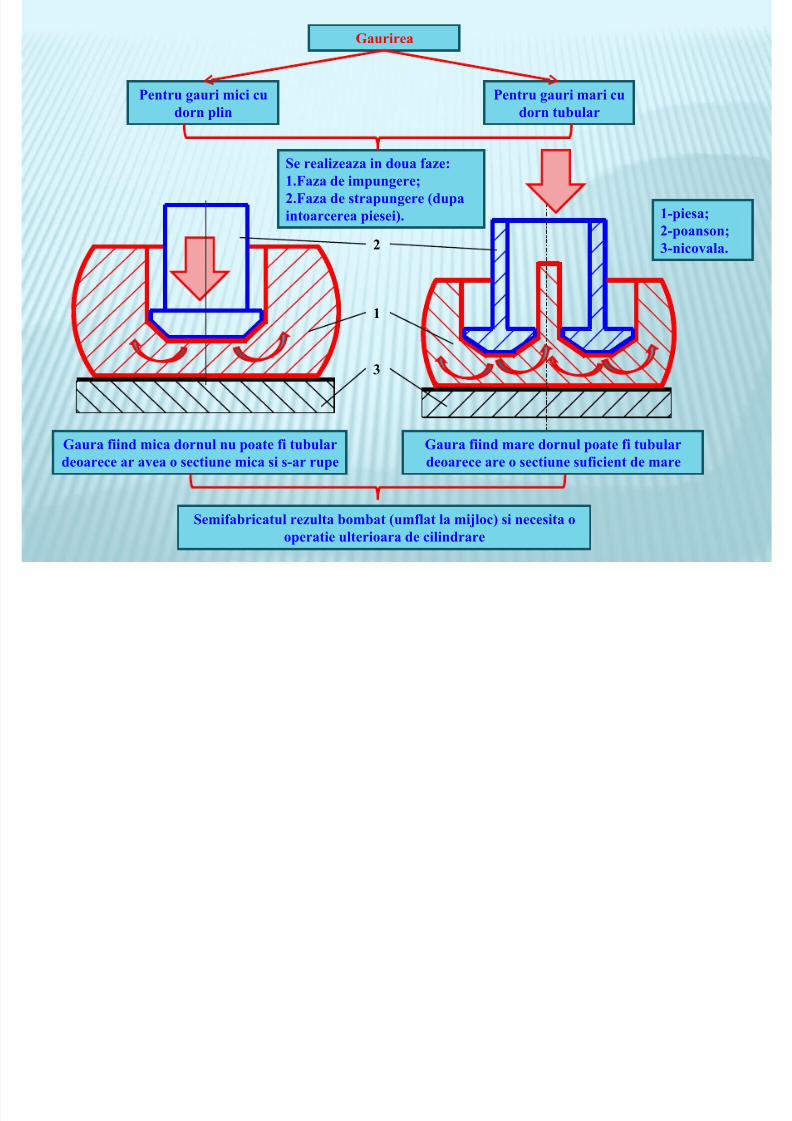
?aurirea
Pentru auri mici cudorn plin
Pentru auri mari cudorn tubular
Se realizeaza in doua faze:2.*aza de impun ere;/.*aza de strapun ere (dupaintoarcerea piesei).
?aura fiind mica dornul nu poate fi tubulardeoarece ar a ea o sectiune mica si s-ar rupe
?aura fiind mare dornul poate fi tubulardeoarece are o sectiune suficient de mare
Semifabricatul rezulta bombat (umflat la mijloc) si necesita ooperatie ulterioara de cilindrare
3
/
2
2-piesa;/-poanson;3-nico ala.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 18/96
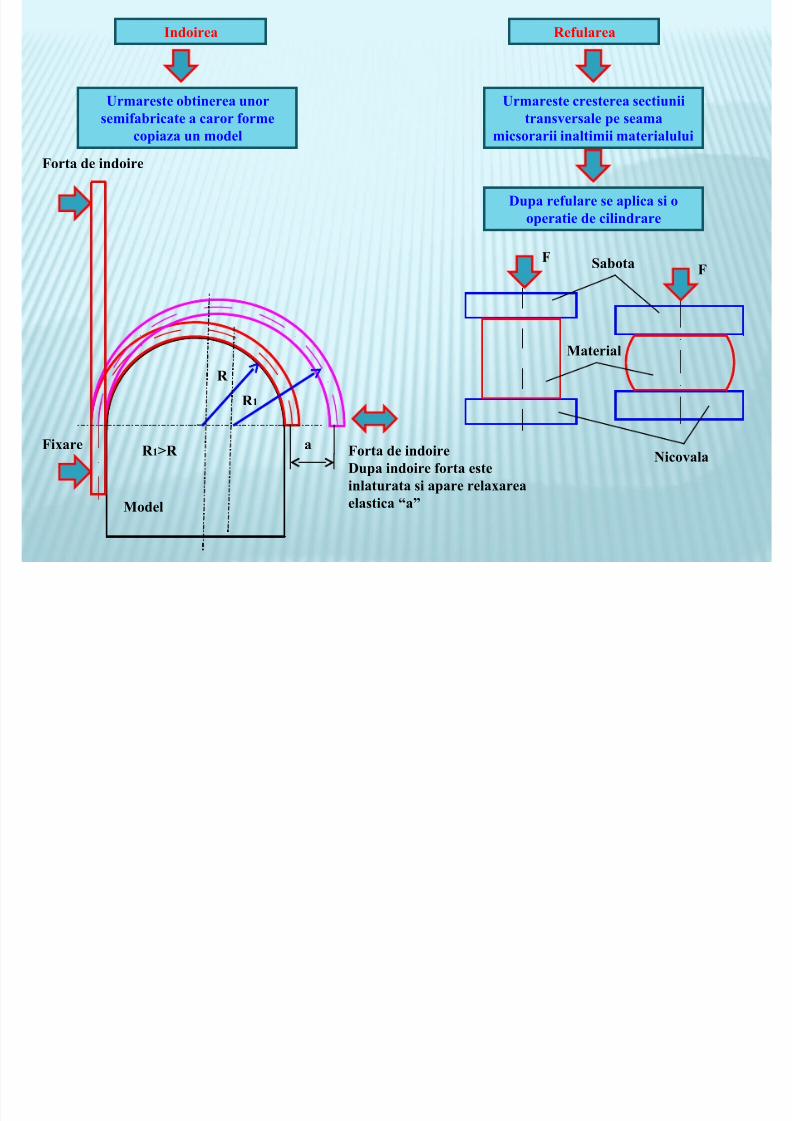
Indoirea
rmareste cresterea sectiuniitrans ersale pe seama
micsorarii inaltimii materialului
+
+ 2
+ 21+ a*ixare *orta de indoireupa indoire forta esteinlaturata si apare relaxareaelastica AaB
*orta de indoire
+efularea
rmareste obtinerea unorsemifabricate a caror forme
copiaza un model
upa refulare se aplica si ooperatie de cilindrare
**Sabota
ico ala
%aterial
%odel
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 19/96
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 20/96
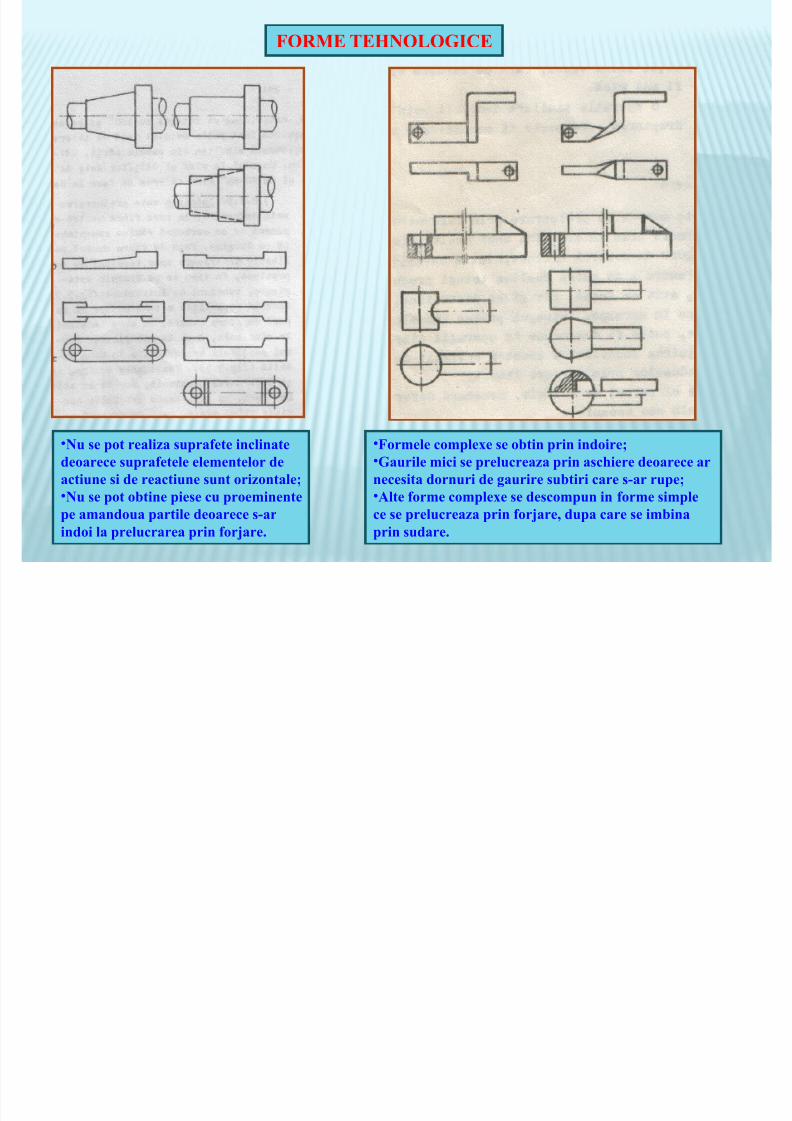
*$+%& !&D $ $?I"&
• u se pot realiza suprafete inclinatedeoarece suprafetele elementelor deactiune si de reactiune sunt orizontale;• u se pot obtine piese cu proeminentepe amandoua partile deoarece s-arindoi la prelucrarea prin forjare.
• *ormele complexe se obtin prin indoire;• ?aurile mici se prelucreaza prin aschiere deoarece arnecesita dornuri de aurire subtiri care s-ar rupe;• 'lte forme complexe se descompun in forme simplece se prelucreaza prin forjare, dupa care se imbinaprin sudare.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 21/96
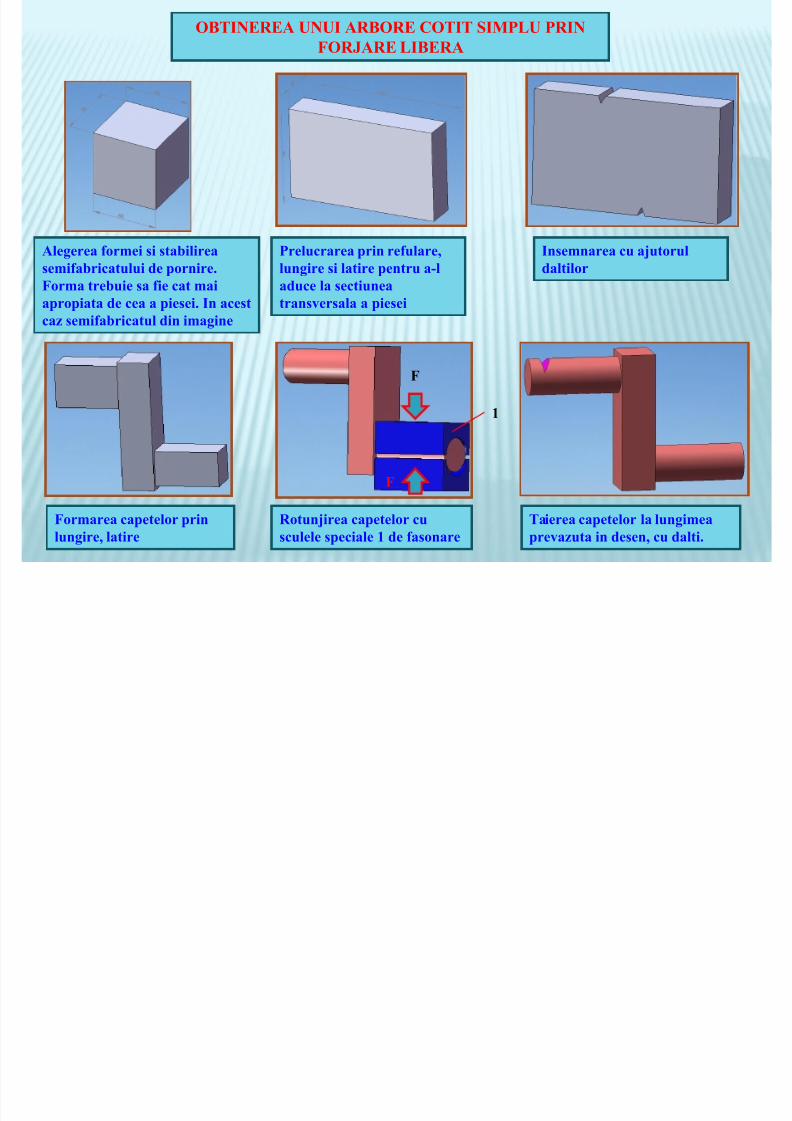
$>!I &+&' I '+>$+& "$!I! SI%P P+I*$+4'+& I>&+'
'le erea formei si stabilireasemifabricatului de pornire.*orma trebuie sa fie cat maiapropiata de cea a piesei. In acestcaz semifabricatul din ima ine
Prelucrarea prin refulare,lun ire si latire pentru a-laduce la sectiuneatrans ersala a piesei
Insemnarea cu ajutoruldaltilor
*ormarea capetelor prinlun ire, latire
+otunjirea capetelor cusculele speciale 2 de fasonare
!aierea capetelor la lun imeapre azuta in desen, cu dalti.
*
*
2
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 22/96
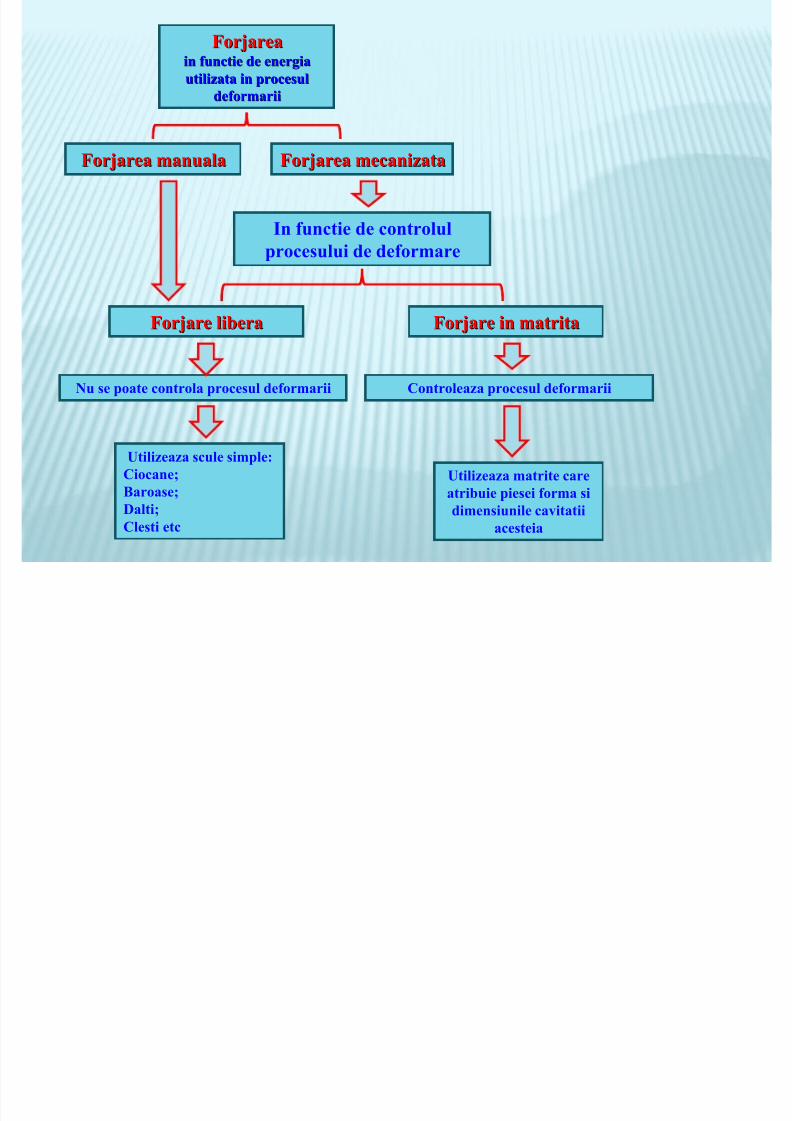
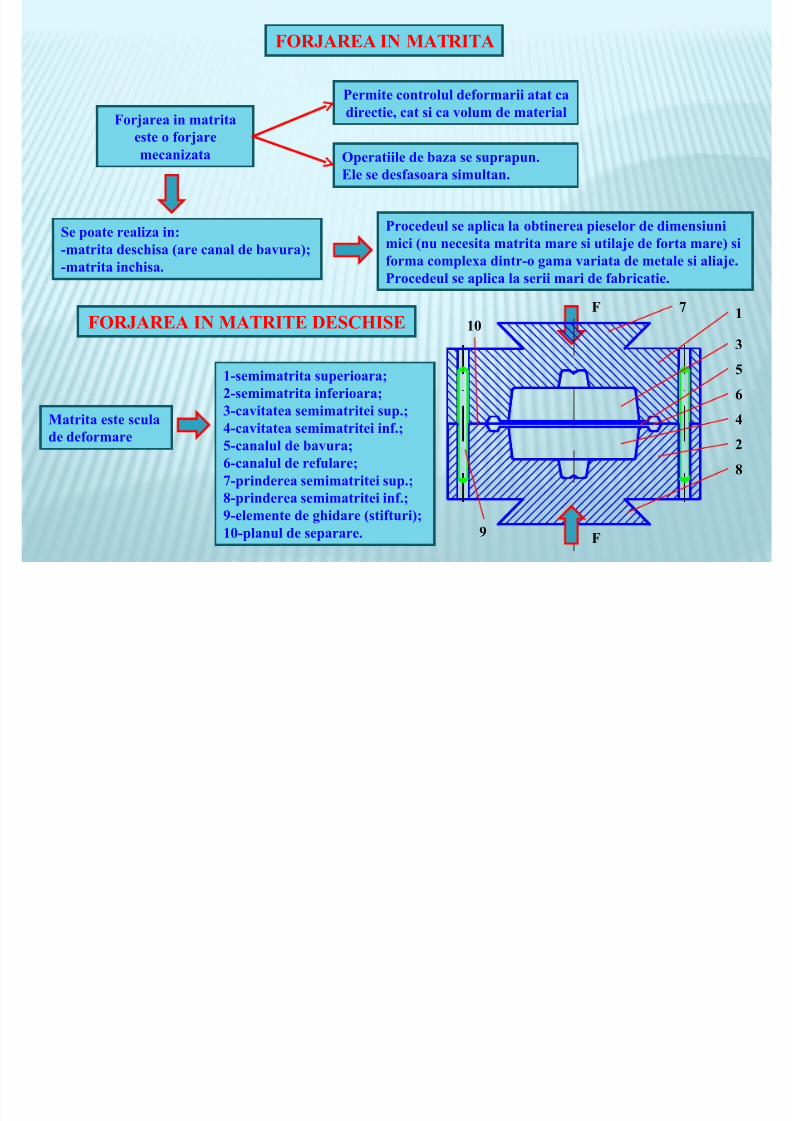
*$+4'+&' I %'!+I!'
*orjarea in matritaeste o forjaremecanizata
Permite controlul deformarii atat cadirectie, cat si ca olum de material
$peratiile de baza se suprapun.&le se desfasoara simultan.
Se poate realiza in:-matrita deschisa (are canal de ba ura);
-matrita inchisa.
Procedeul se aplica la obtinerea pieselor de dimensiunimici (nu necesita matrita mare si utilaje de forta mare) si
forma complexa dintr-o ama ariata de metale si aliaje.Procedeul se aplica la serii mari de fabricatie.
*$+4'+&' I %'!+I!& &S"DIS&
%atrita este sculade deformare
2
/
3
7
E
<
=
2-semimatrita superioara;
/-semimatrita inferioara;3-ca itatea semimatritei sup.;7-ca itatea semimatritei inf.;-canalul de ba ura;-canalul de refulare;<-prinderea semimatritei sup.;=-prinderea semimatritei inf.;E-elemente de hidare (stifturi);26-planul de separare.
*
*
26

8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 23/96
"onditii impusematritelor
Suprafetele paralele cu directiaforjarii sa fie usor inclinate
-'si ura o cur ere mai usoara amaterialului in matrita;-'si ura o scoatere mai usoara apiesei din matrita.
n hiurile diedre sa fierotunjite
-& itarea formarii concentratorilorde tensiune si ruperea matritei;-Pentru umplerea corespunzatoarea matritei ( arfurile sunt spatiiin uste unde materialul cur ereu;-& itarea blocarii piesei in matrita.
Sa aiba canal de ba ura si derefulare
-'si ura indepartarea surplusuluide material;-"ontroleaza procesul de umplere.
Pentru marcarea centruluiaurilor si pentru alte functiisunt pre azute proeminente
-'cestea sa nu fie subtiri pentru case pot rupe;-'cestea sa nu fie inalte pentru anu se rupe;-Sa aiba arful ascutit pentru afa oriza cur erea materialului.
Planul de separare sa fieperpendicular pe directia deactiune a fortelor
Pentru a nu enera tensiunitan entiale care sa impiediceinchiderea corecta a matritei si anu solicita defa orabil elementelede hidare.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 24/96
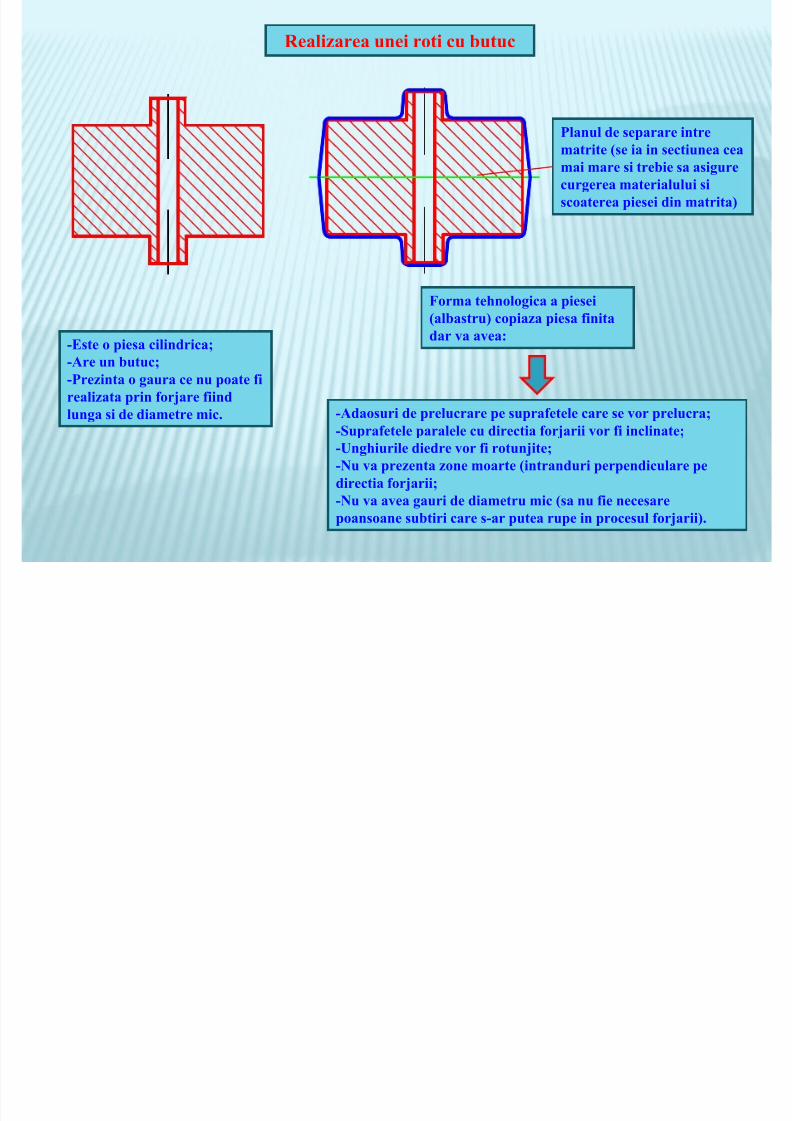
+ealizarea unei roti cu butuc
-&ste o piesa cilindrica;-'re un butuc;-Prezinta o aura ce nu poate fi
realizata prin forjare fiindlun a si de diametre mic.
*orma tehnolo ica a piesei(albastru) copiaza piesa finitadar a a ea:
-'daosuri de prelucrare pe suprafetele care se or prelucra;-Suprafetele paralele cu directia forjarii or fi inclinate;- n hiurile diedre or fi rotunjite;- u a prezenta zone moarte (intranduri perpendiculare pedirectia forjarii;- u a a ea auri de diametru mic (sa nu fie necesarepoansoane subtiri care s-ar putea rupe in procesul forjarii).
Planul de separare intrematrite (se ia in sectiunea ceamai mare si trebie sa asi urecur erea materialului siscoaterea piesei din matrita)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 25/96
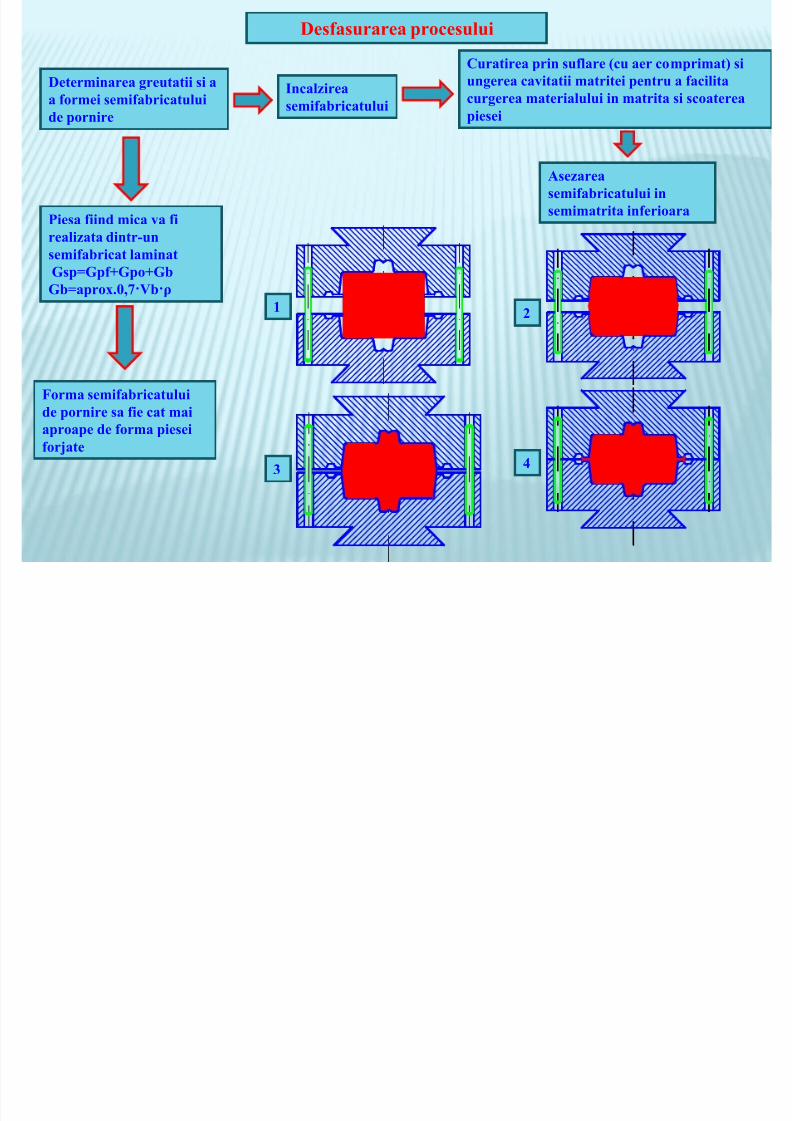
esfasurarea procesului
eterminarea reutatii si aa formei semifabricatuluide pornire
Piesa fiind mica a firealizata dintr-unsemifabricat laminat ?sp0?pfC?poC?b?b0aprox.6,<FGbFH
*orma semifabricatuluide pornire sa fie cat maiaproape de forma pieseiforjate
Incalzireasemifabricatului
"uratirea prin suflare (cu aer comprimat) siun erea ca itatii matritei pentru a facilitacur erea materialului in matrita si scoatereapiesei
'sezareasemifabricatului insemimatrita inferioara
2 /
3 7
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 26/96
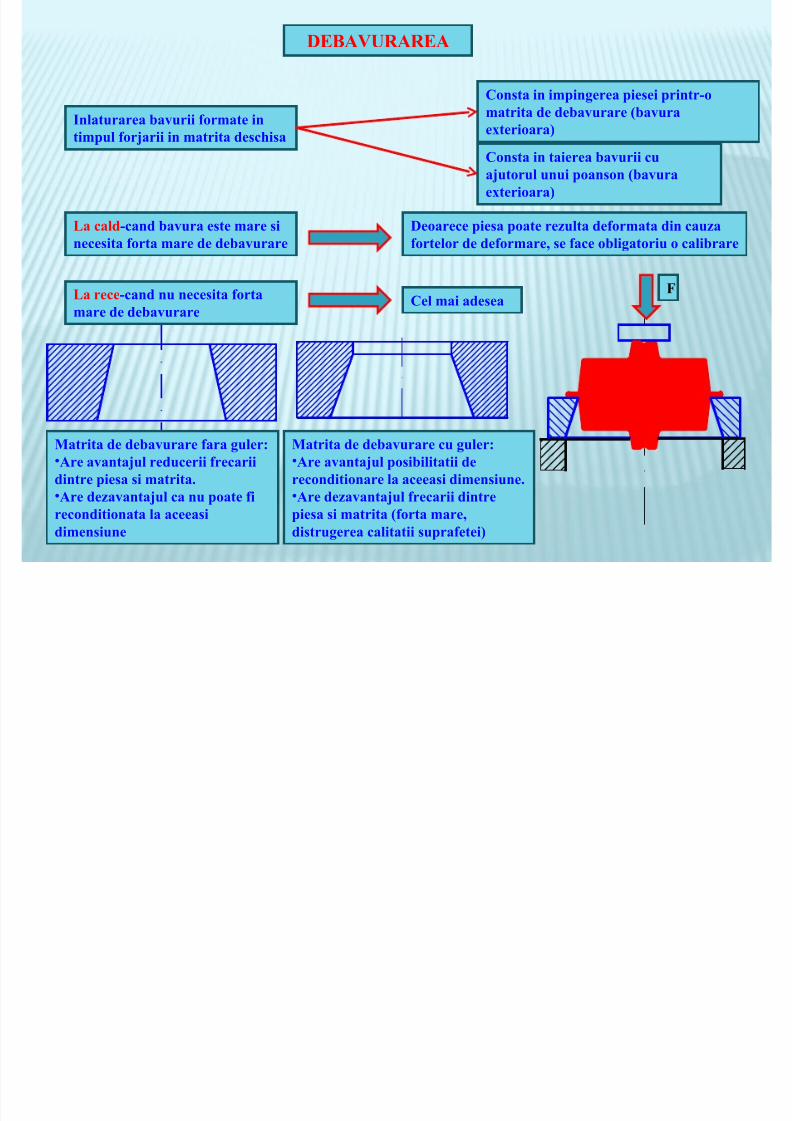
&>'G +'+&'
Inlaturarea ba urii formate intimpul forjarii in matrita deschisa
a cald -cand ba ura este mare sinecesita forta mare de deba urare
eoarece piesa poate rezulta deformata din cauzafortelor de deformare, se face obli atoriu o calibrare
a rece -cand nu necesita fortamare de deba urare
"el mai adesea
"onsta in impin erea piesei printr-omatrita de deba urare (ba ura
exterioara)"onsta in taierea ba urii cuajutorul unui poanson (ba uraexterioara)
*
%atrita de deba urare fara uler:• 're a antajul reducerii frecariidintre piesa si matrita.• 're deza antajul ca nu poate fireconditionata la aceeasi
dimensiune
%atrita de deba urare cu uler:• 're a antajul posibilitatii dereconditionare la aceeasi dimensiune.• 're deza antajul frecarii dintrepiesa si matrita (forta mare,
distru erea calitatii suprafetei)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 27/96
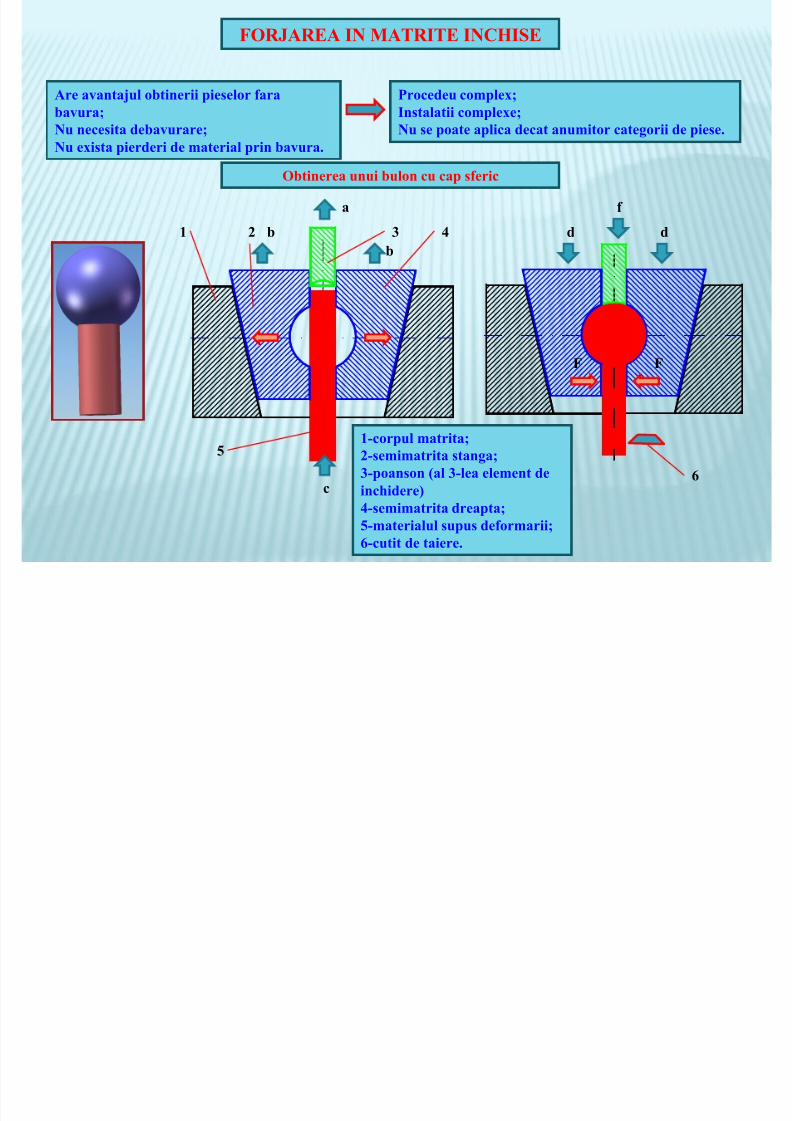
*$+4'+&' I %'!+I!& I "DIS&
're a antajul obtinerii pieselor faraba ura;
u necesita deba urare;u exista pierderi de material prin ba ura.
Procedeu complex;Instalatii complexe;
u se poate aplica decat anumitor cate orii de piese.
$btinerea unui bulon cu cap sferic
2 / 3 7
a f
bb
c
d d
**
2-corpul matrita;/-semimatrita stan a;3-poanson (al 3-lea element deinchidere)7-semimatrita dreapta;
-materialul supus deformarii;-cutit de taiere.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 28/96
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 29/96
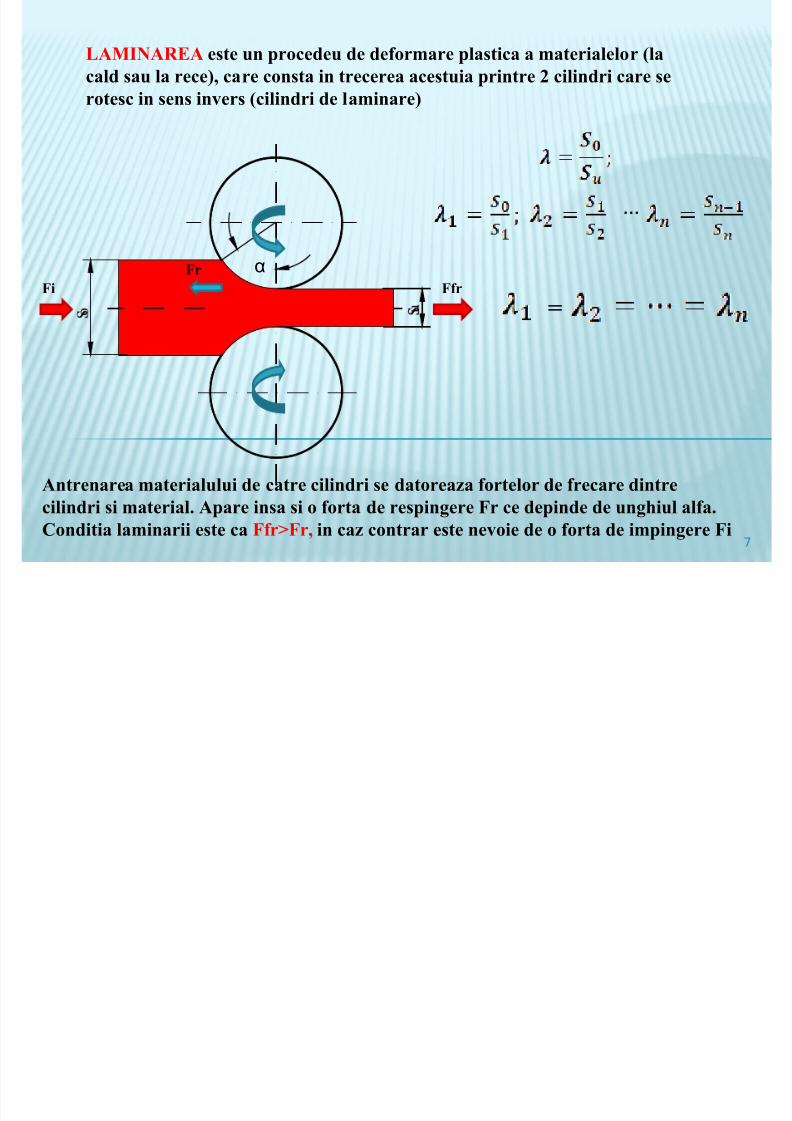
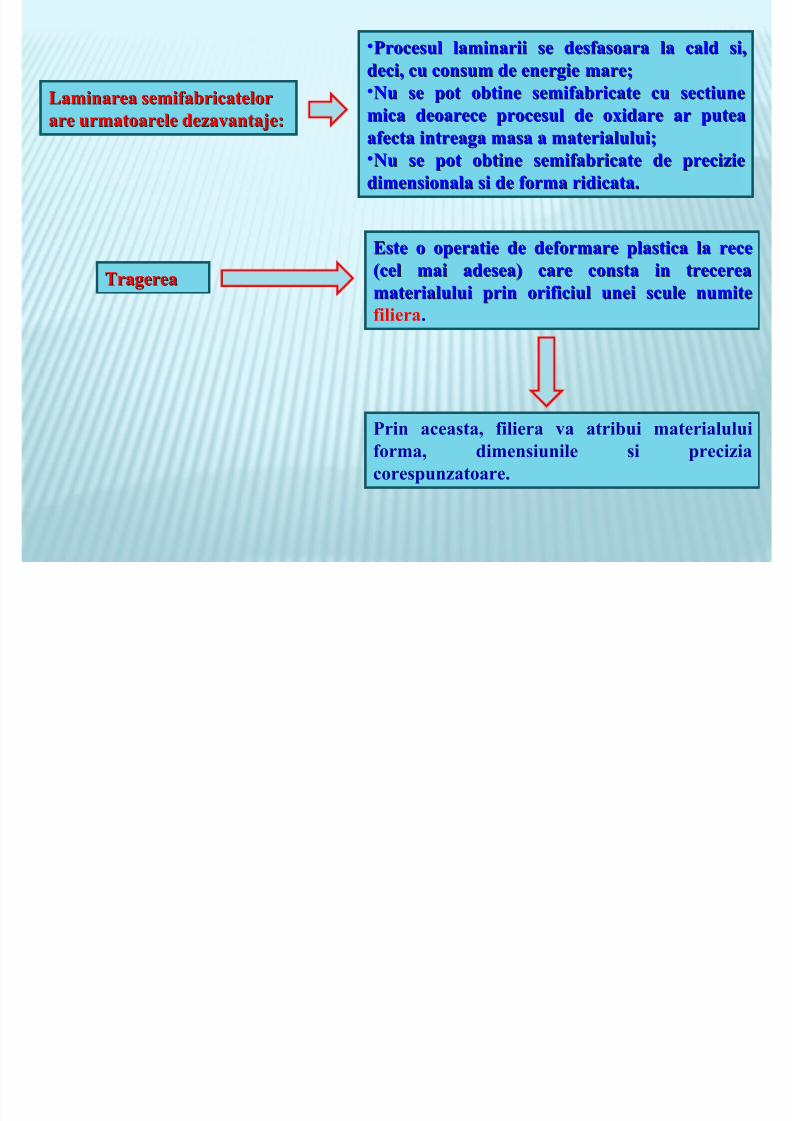
aminarea semifabricateloraminarea semifabricatelorare urmatoarele deza antaje:are urmatoarele deza antaje:
• Procesul laminarii se desfasoara la cald si,Procesul laminarii se desfasoara la cald si,deci, cu consum de ener ie mare;deci, cu consum de ener ie mare;• u se pot obtine semifabricate cu sectiuneu se pot obtine semifabricate cu sectiunemica deoarece procesul de oxidare ar puteamica deoarece procesul de oxidare ar putea
afecta intrea a masa a materialului;afecta intrea a masa a materialului;• u se pot obtine semifabricate de precizieu se pot obtine semifabricate de preciziedimensionala si de forma ridicata.dimensionala si de forma ridicata.
!ra erea!ra erea
&ste o operatie de deformare plastica la rece&ste o operatie de deformare plastica la rece(cel mai adesea) care consta in trecerea(cel mai adesea) care consta in trecereamaterialului prin orificiul unei scule numitematerialului prin orificiul unei scule numitefiliera .
Prin aceasta, filiera a atribui materialuluiforma, dimensiunile si preciziacorespunzatoare.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 30/96
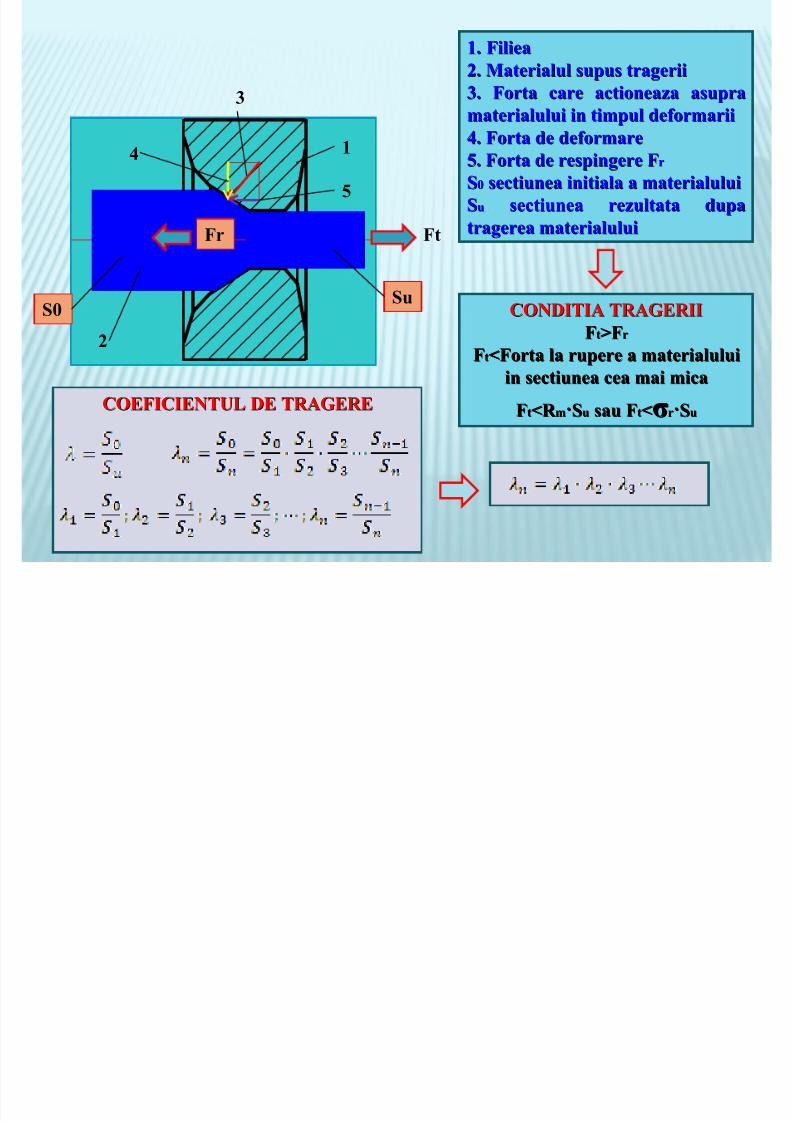
*t
2
/
3
7
*r
2. *iliea2. *iliea/. %aterialul supus tra erii/. %aterialul supus tra erii3. *orta care actioneaza asupra3. *orta care actioneaza asupramaterialului in timpul deformariimaterialului in timpul deformarii
7. *orta de deformare7. *orta de deformare. *orta de respin ere *. *orta de respin ere * rr
SS66 sectiunea initiala a materialuluisectiunea initiala a materialuluiSSuu sectiunea rezultata dupasectiunea rezultata dupatra erea materialuluitra erea materialului
S6Su
"$ I!I' !+'?&+II"$ I!I' !+'?&+II** tt 1*1* rr
** tt 5*orta la rupere a materialului5*orta la rupere a materialuluiin sectiunea cea mai micain sectiunea cea mai mica
** tt 5+ 5+ mm FSFSuu sau *sau * tt 55 rr FSFSuu"$&*I"I& ! & !+'?&+&"$&*I"I& ! & !+'?&+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 31/96
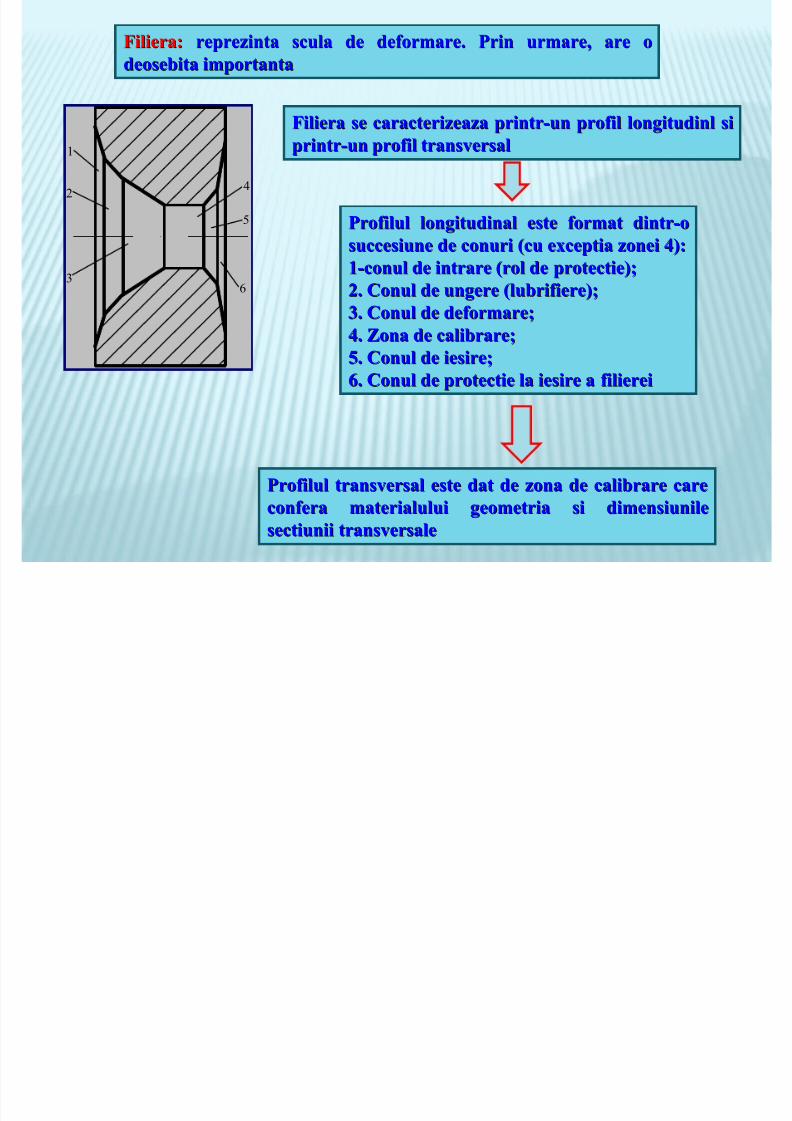
*iliera:*iliera: reprezinta scula de deformare. Prin urmare, are oreprezinta scula de deformare. Prin urmare, are odeosebita importantadeosebita importanta
1
2
36
5
4
*iliera se caracterizeaza printr-un profil lon itudinl si*iliera se caracterizeaza printr-un profil lon itudinl siprintr-un profil trans ersalprintr-un profil trans ersal
Profilul lon itudinal este format dintr-oProfilul lon itudinal este format dintr-osuccesiune de conuri (cu exceptia zonei 7):succesiune de conuri (cu exceptia zonei 7):
2-conul de intrare (rol de protectie);2-conul de intrare (rol de protectie);/. "onul de un ere (lubrifiere);/. "onul de un ere (lubrifiere);3. "onul de deformare;3. "onul de deformare;7. @ona de calibrare;7. @ona de calibrare;. "onul de iesire;. "onul de iesire;. "onul de protectie la iesire a filierei. "onul de protectie la iesire a filierei
Profilul trans ersal este dat de zona de calibrare careProfilul trans ersal este dat de zona de calibrare careconfera materialului eometria si dimensiunileconfera materialului eometria si dimensiunile
sectiunii trans ersalesectiunii trans ersale
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 32/96
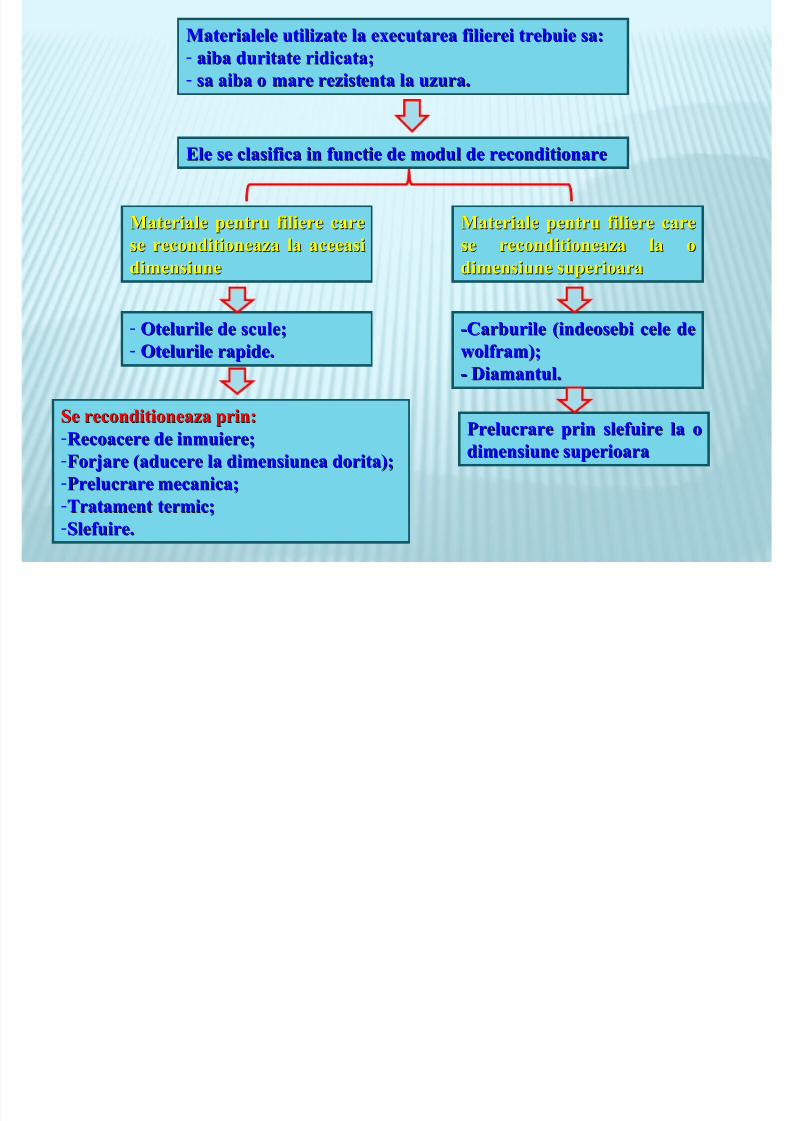
%aterialele utilizate la executarea filierei trebuie sa:%aterialele utilizate la executarea filierei trebuie sa:- aiba duritate ridicata;aiba duritate ridicata;- sa aiba o mare rezistenta la uzura.sa aiba o mare rezistenta la uzura.
&le se clasifica in functie de modul de reconditionare&le se clasifica in functie de modul de reconditionare
%ateriale pentru filiere care%ateriale pentru filiere carese reconditioneaza la aceeasise reconditioneaza la aceeasi
dimensiunedimensiune
%ateriale pentru filiere care%ateriale pentru filiere carese reconditioneaza la ose reconditioneaza la o
dimensiune superioaradimensiune superioara
- $telurile de scule;$telurile de scule;- $telurile rapide.$telurile rapide.
-"arburile (indeosebi cele de-"arburile (indeosebi cele deJolfram);Jolfram);- iamantul.- iamantul.
Se reconditioneaza prin:Se reconditioneaza prin:-+ecoacere de inmuiere;+ecoacere de inmuiere;-*orjare (aducere la dimensiunea dorita);*orjare (aducere la dimensiunea dorita);-Prelucrare mecanica;Prelucrare mecanica;-!ratament termic;!ratament termic;
-Slefuire.Slefuire.
Prelucrare prin slefuire la oPrelucrare prin slefuire la odimensiune superioaradimensiune superioara
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 33/96
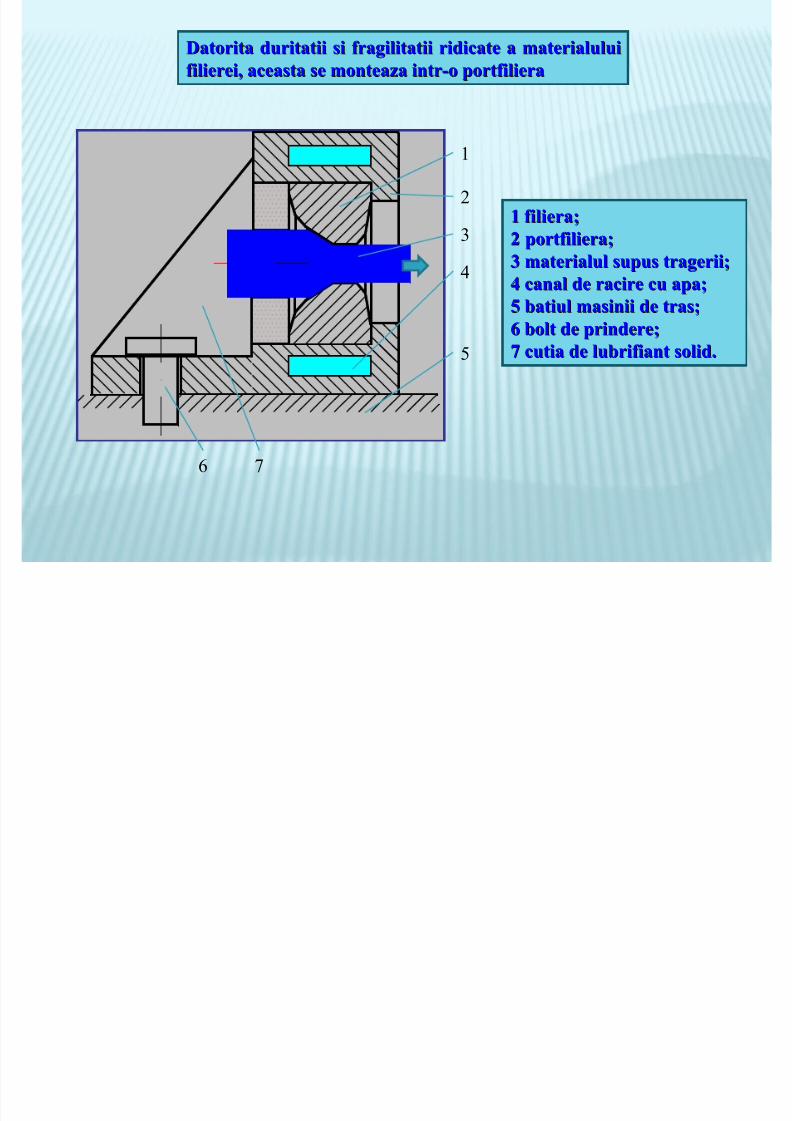
atorita duritatii si fra ilitatii ridicate a materialuluiatorita duritatii si fra ilitatii ridicate a materialuluifilierei, aceasta se monteaza intr-o portfilierafilierei, aceasta se monteaza intr-o portfiliera
1
2
3
4
5
6 7
2 filiera;2 filiera;/ portfiliera;/ portfiliera;
3 materialul supus tra erii;3 materialul supus tra erii;7 canal de racire cu apa;7 canal de racire cu apa; batiul masinii de tras; batiul masinii de tras; bolt de prindere; bolt de prindere;< cutia de lubrifiant solid.< cutia de lubrifiant solid.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 34/96
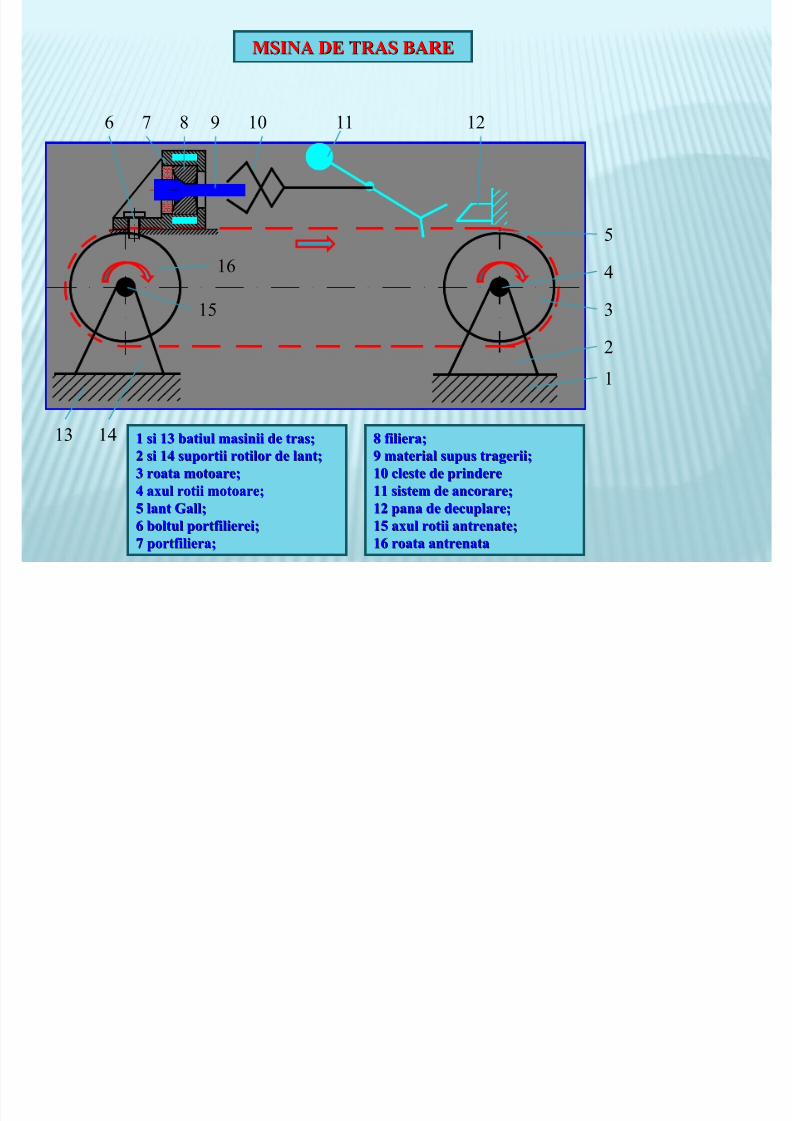
%SI ' & !+'S >'+&%SI ' & !+'S >'+&
1
2
3
4
5
2 si 23 batiul masinii de tras;2 si 23 batiul masinii de tras;/ si 27 suportii rotilor de lant;/ si 27 suportii rotilor de lant;3 roata motoare;3 roata motoare;7 axul rotii motoare;7 axul rotii motoare; lant ?all; lant ?all;
boltul portfilierei; boltul portfilierei;< portfiliera;< portfiliera;
6 7 8 9 10 11 12
13 14
15
16
= filiera;= filiera;E material supus tra erii;E material supus tra erii;26 cleste de prindere26 cleste de prindere22 sistem de ancorare;22 sistem de ancorare;2/ pana de decuplare;2/ pana de decuplare;
2 axul rotii antrenate;2 axul rotii antrenate;2 roata antrenata2 roata antrenata
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 35/96
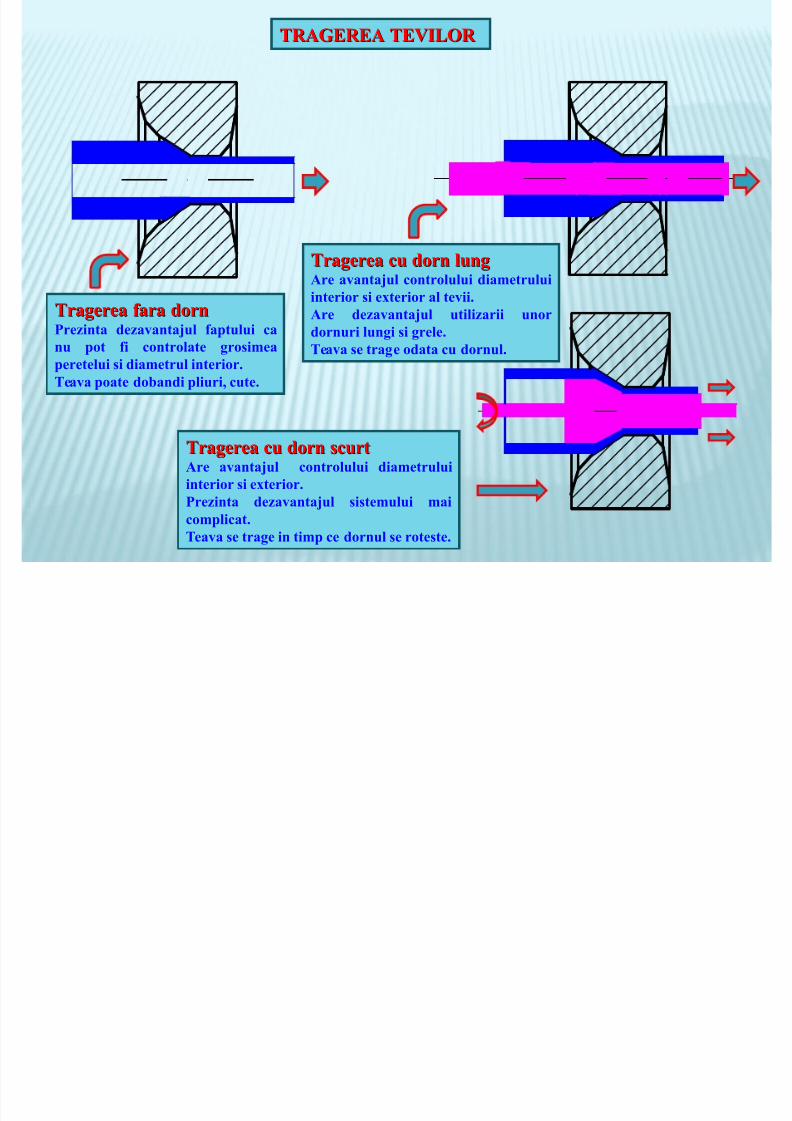
!+'?&+&' !&GI $+ !+'?&+&' !&GI $+
!ra erea fara dorn!ra erea fara dornPrezinta deza antajul faptului canu pot fi controlate rosimeaperetelui si diametrul interior.!ea a poate dobandi pliuri, cute.
!ra erea cu dorn lun!ra erea cu dorn lun're a antajul controlului diametruluiinterior si exterior al te ii.'re deza antajul utilizarii unordornuri lun i si rele.!ea a se tra e odata cu dornul.
!ra erea cu dorn scurt!ra erea cu dorn scurt're a antajul controlului diametruluiinterior si exterior.Prezinta deza antajul sistemului maicomplicat.!ea a se tra e in timp ce dornul se roteste.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 36/96
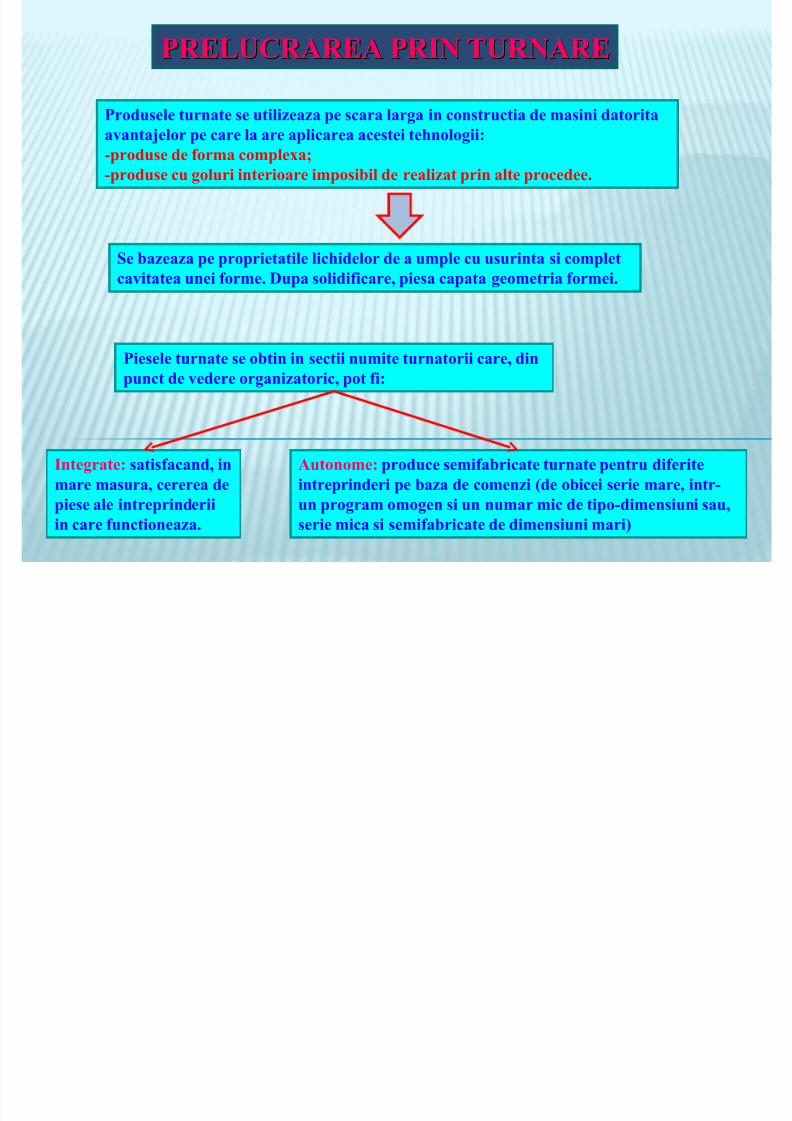
P+& "+'+&' P+I ! + '+&P+& "+'+&' P+I ! + '+&
Produsele turnate se utilizeaza pe scara lar a in constructia de masini datorita
a antajelor pe care la are aplicarea acestei tehnolo ii:-produse de forma complexa;-produse cu oluri interioare imposibil de realizat prin alte procedee.
Se bazeaza pe proprietatile lichidelor de a umple cu usurinta si completca itatea unei forme. upa solidificare, piesa capata eometria formei.
Piesele turnate se obtin in sectii numite turnatorii care, dinpunct de edere or anizatoric, pot fi:
Inte rate: satisfacand, inmare masura, cererea depiese ale intreprinderii
in care functioneaza.
'utonome: produce semifabricate turnate pentru diferiteintreprinderi pe baza de comenzi (de obicei serie mare, intr-un pro ram omo en si un numar mic de tipo-dimensiuni sau,
serie mica si semifabricate de dimensiuni mari)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 37/96
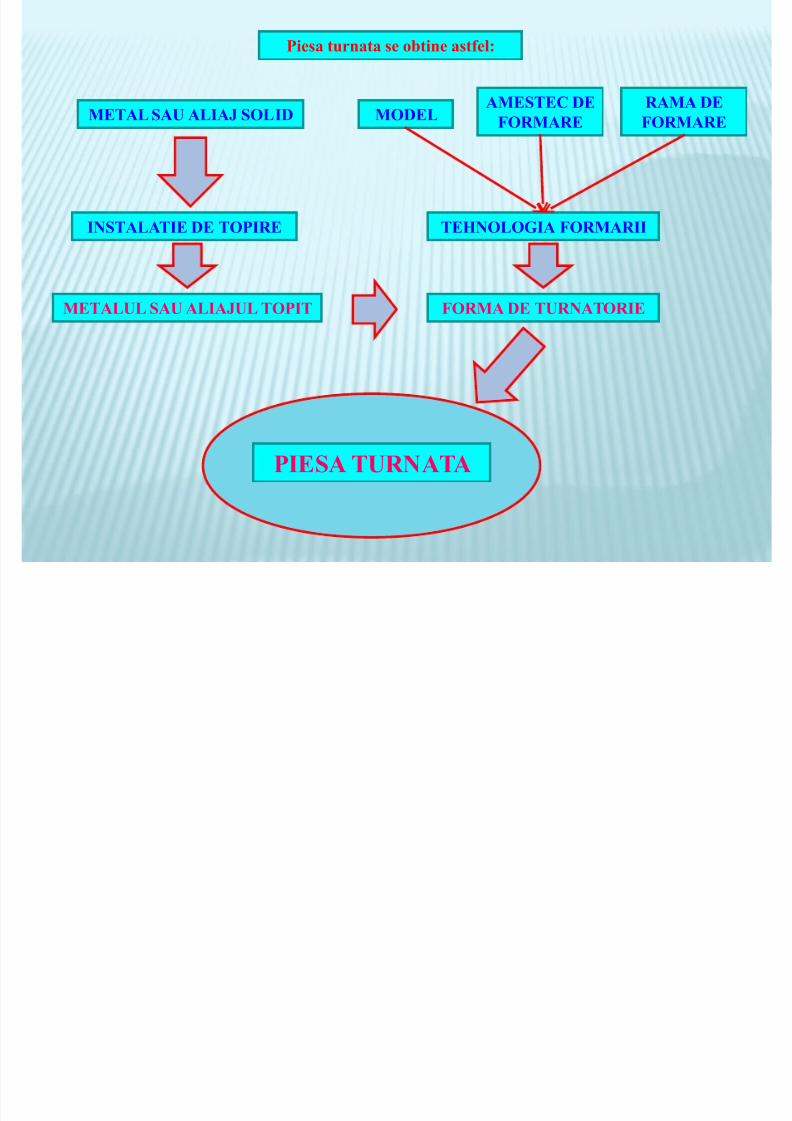
Piesa turnata se obtine astfel:
PI&S' ! + '!'
*$+%' & ! + '!$+I&%&!' S' ' I'4 !$PI!
%&!' S' ' I'4 S$ I
I S!' '!I& & !$PI+&
'%&S!&" &*$+%'+&
+'%' &*$+%'+&
!&D $ $?I' *$+%'+II
%$ &
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 38/96
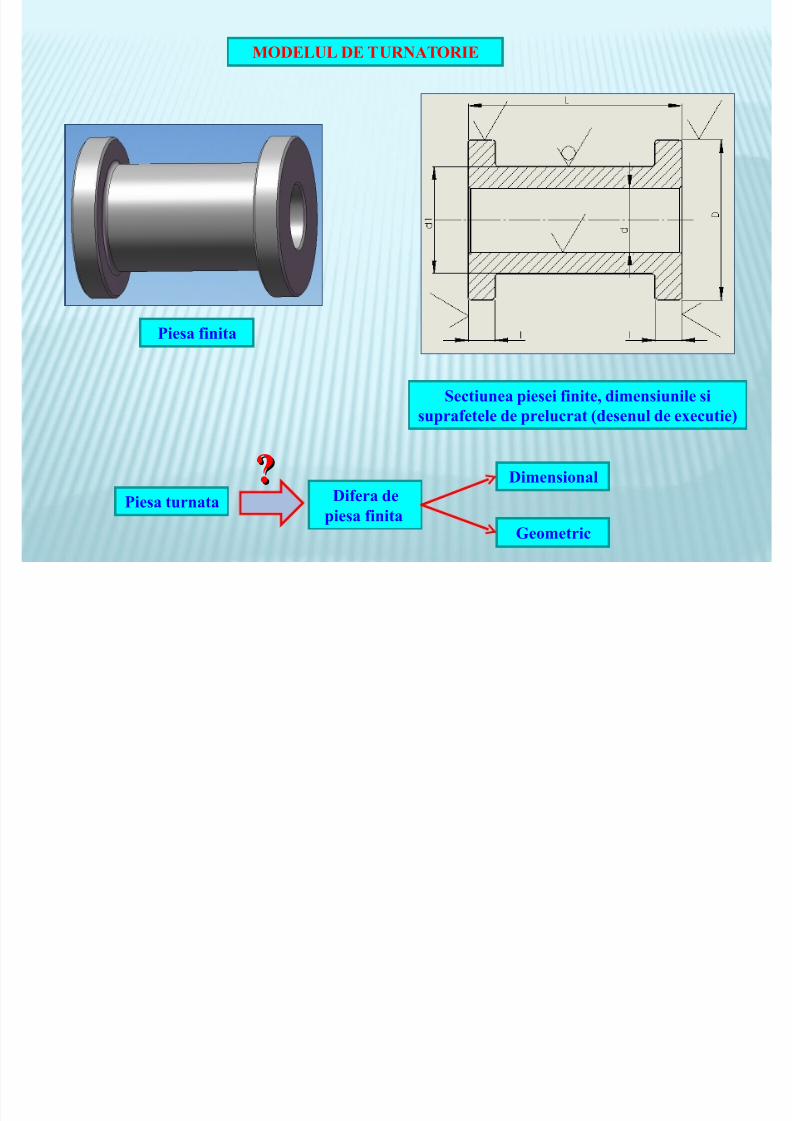
%$ & & ! + '!$+I&
Piesa finita
Sectiunea piesei finite, dimensiunile sisuprafetele de prelucrat (desenul de executie)
Piesa turnata##
ifera depiesa finita
imensional
?eometric
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 39/96
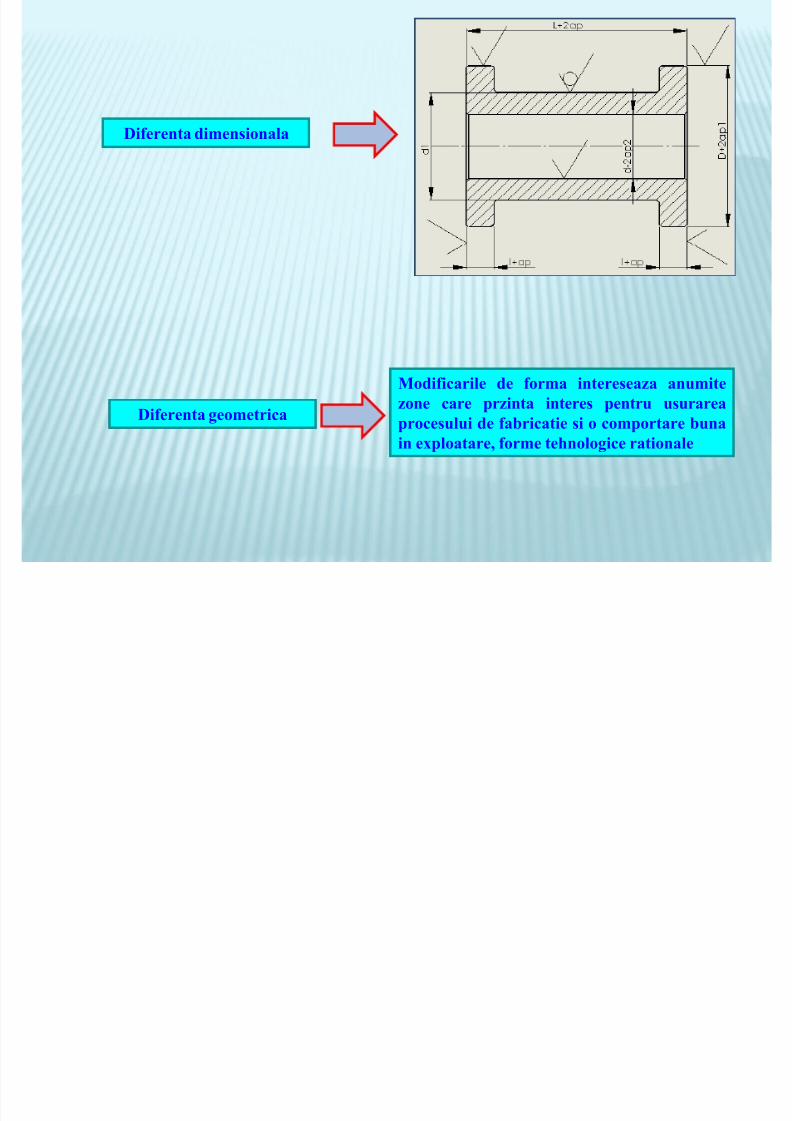
iferenta dimensionala
iferenta eometrica
%odificarile de forma intereseaza anumitezone care przinta interes pentru usurareaprocesului de fabricatie si o comportare bunain exploatare, forme tehnolo ice rationale
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 40/96
##
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 41/96
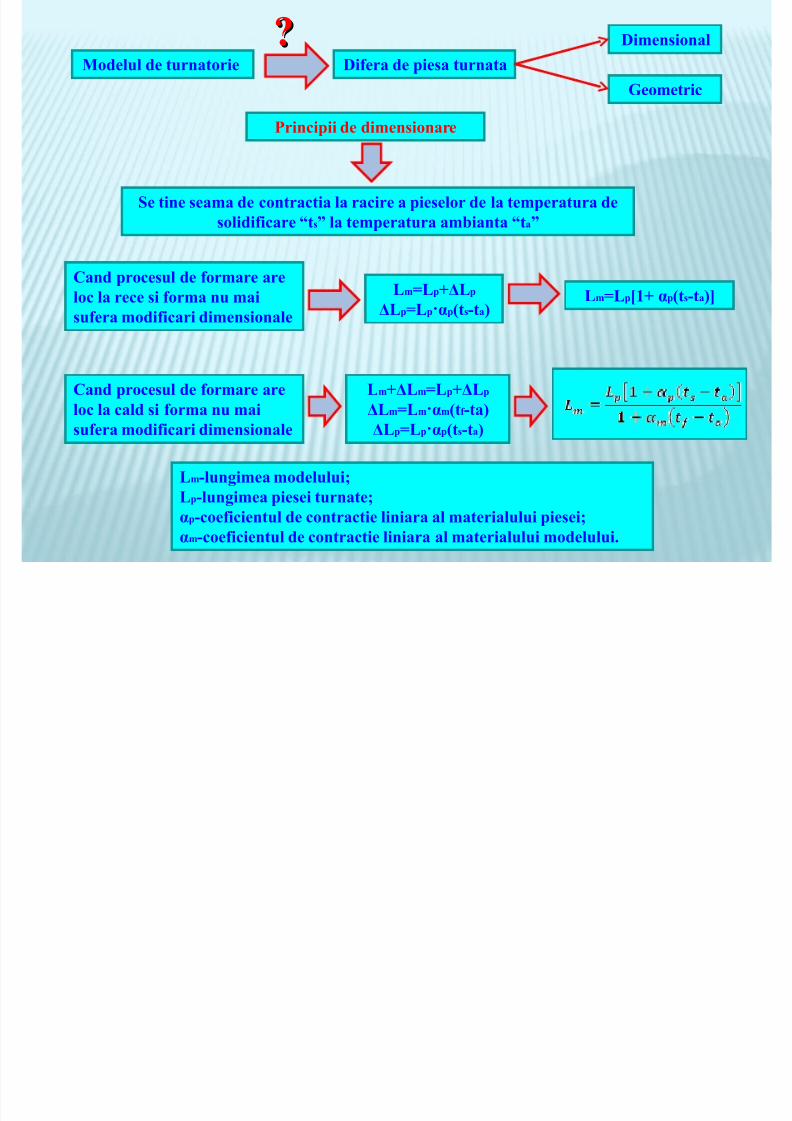
%odelul de turnatorie ifera de piesa turnata
imensional
?eometric
##
Principii de dimensionare
Se tine seama de contractia la racire a pieselor de la temperatura desolidificare At sB la temperatura ambianta At aB
m0 pCK p
K p0 pFLp(t s-t a)
"and procesul de formare areloc la rece si forma nu maisufera modificari dimensionale
m0 pM2C Lp(t s-t a)N
"and procesul de formare areloc la cald si forma nu maisufera modificari dimensionale
mCK m0 pCK p
K m0 mFLm(t f -ta)K p0 pFLp(t s-t a)
m-lun imea modelului;p-lun imea piesei turnate;
Lp-coeficientul de contractie liniara al materialului piesei;Lm-coeficientul de contractie liniara al materialului modelului.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 42/96
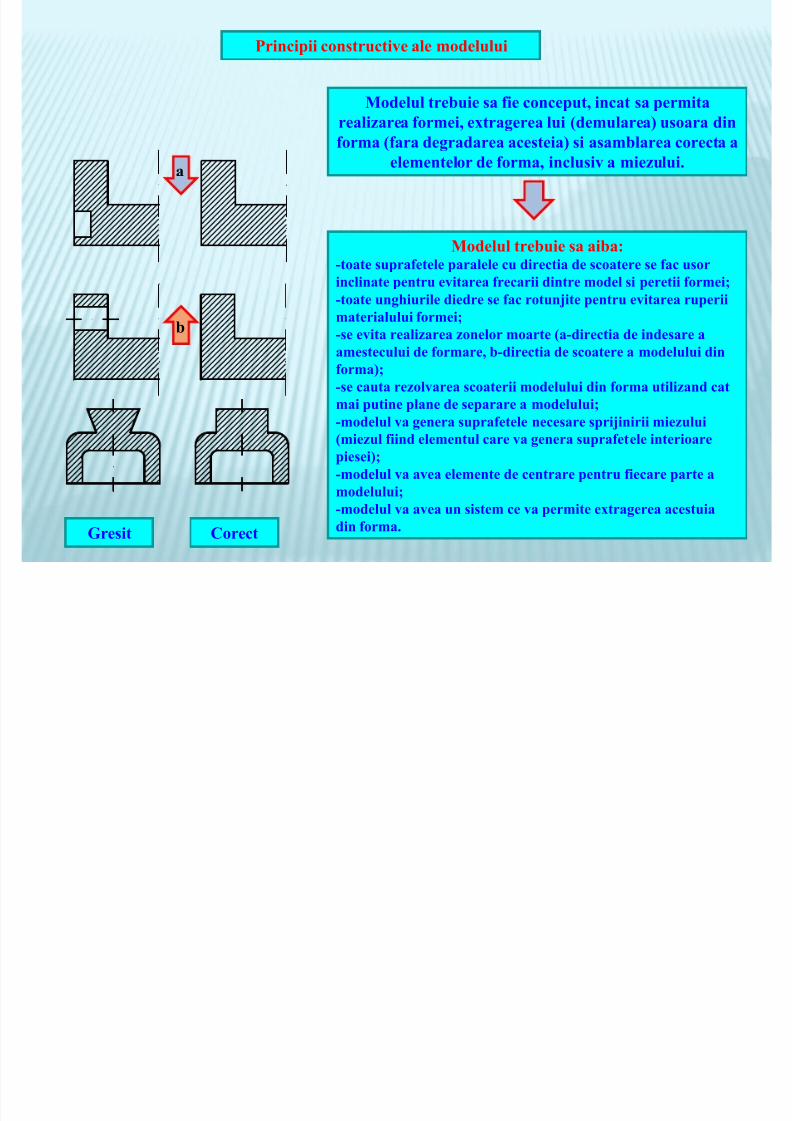
Principii constructi e ale modelului
%odelul trebuie sa fie conceput, incat sa permitarealizarea formei, extra erea lui (demularea) usoara dinforma (fara de radarea acesteia) si asamblarea corecta a
elementelor de forma, inclusi a miezului.
?resit "orect
a
b
%odelul trebuie sa aiba:
-toate suprafetele paralele cu directia de scoatere se fac usorinclinate pentru e itarea frecarii dintre model si peretii formei;-toate un hiurile diedre se fac rotunjite pentru e itarea ruperiimaterialului formei;-se e ita realizarea zonelor moarte (a-directia de indesare aamestecului de formare, b-directia de scoatere a modelului dinforma);-se cauta rezol area scoaterii modelului din forma utilizand catmai putine plane de separare a modelului;-modelul a enera suprafetele necesare sprijinirii miezului(miezul fiind elementul care a enera suprafetele interioarepiesei);-modelul a a ea elemente de centrare pentru fiecare parte amodelului;-modelul a a ea un sistem ce a permite extra erea acestuia
din forma.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 43/96
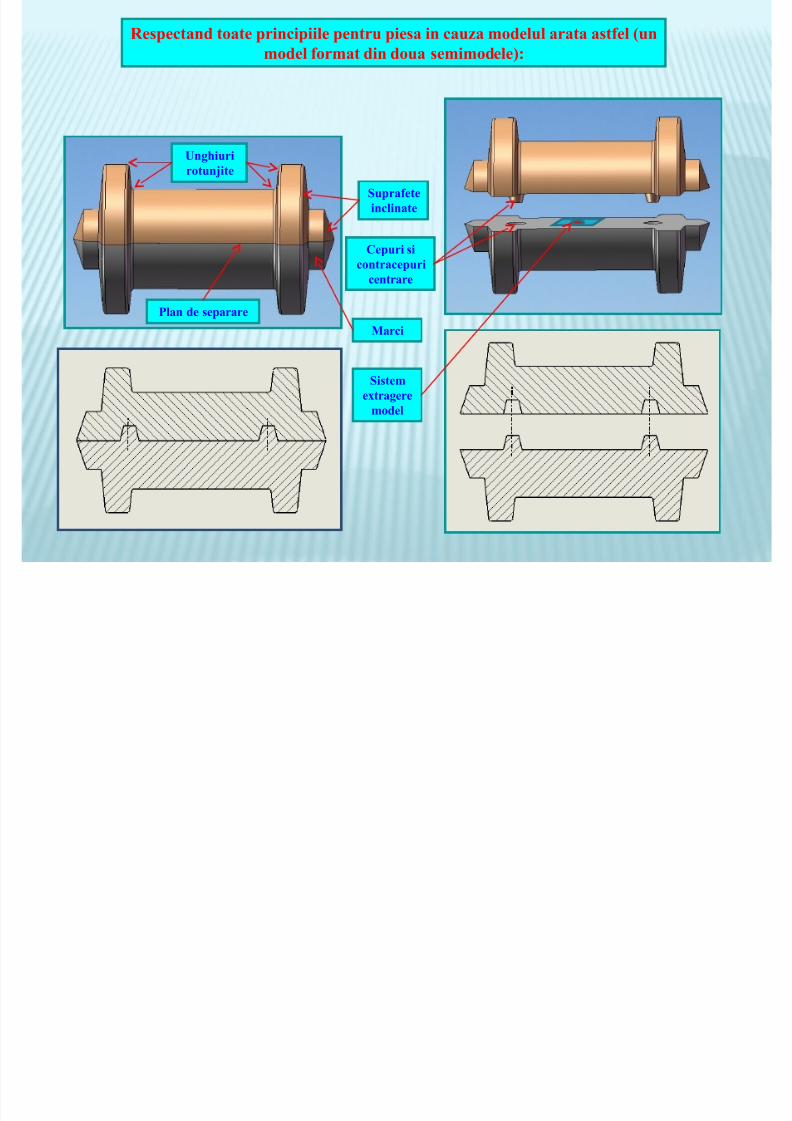
+espectand toate principiile pentru piesa in cauza modelul arata astfel (unmodel format din doua semimodele):
Suprafeteinclinate
n hiurirotunjite
"epuri si
contracepuricentrare
%arci
Sistem
extra eremodel
Plan de separare
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 44/96
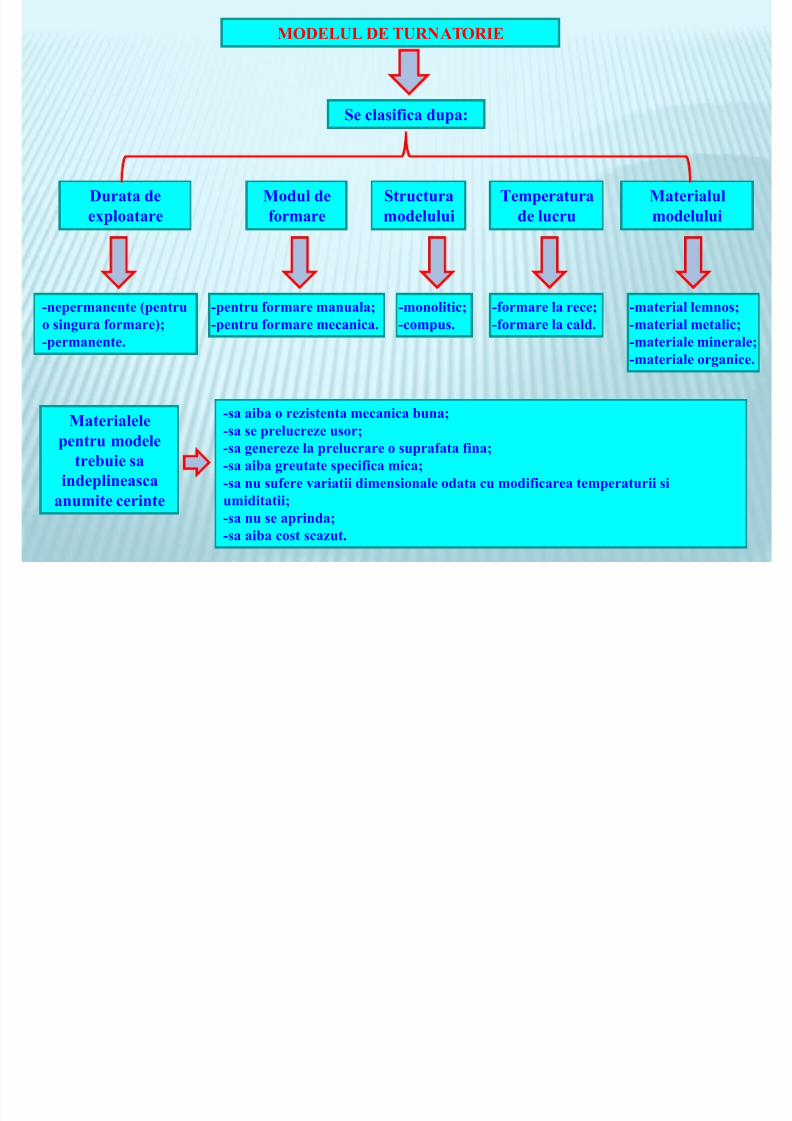
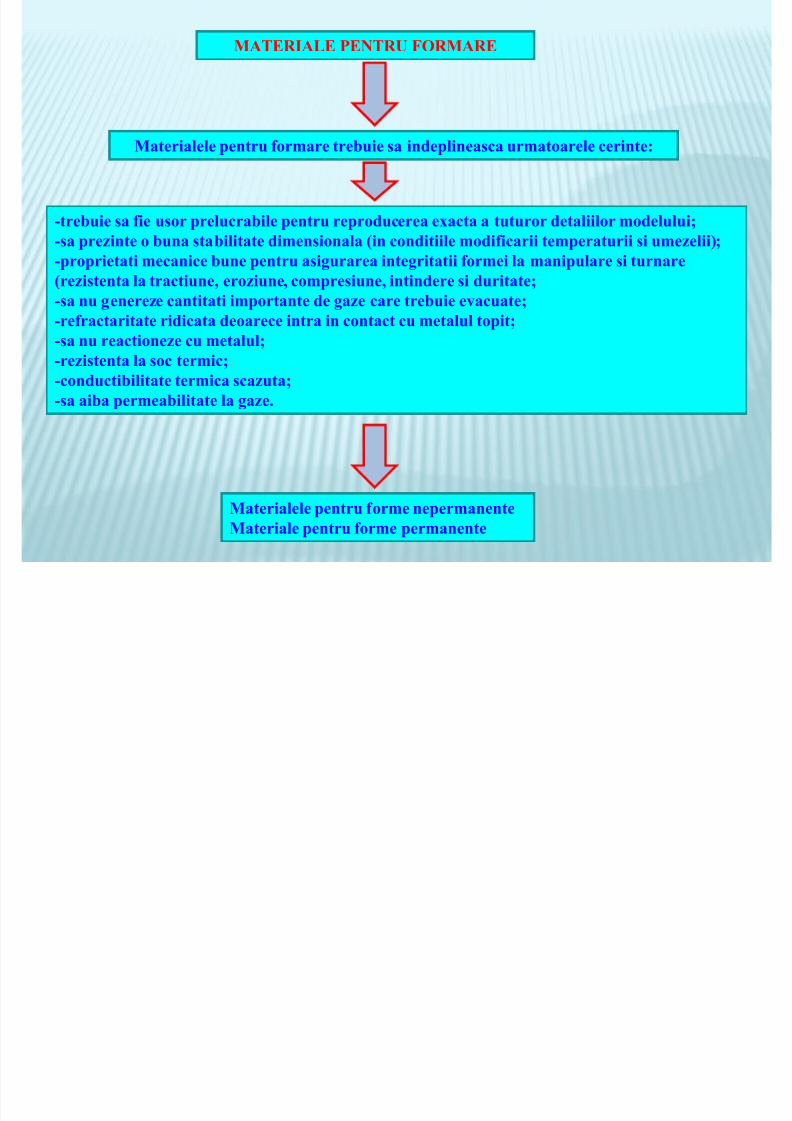
%'!&+I' & P& !+ *$+%'+&
%aterialele pentru formare trebuie sa indeplineasca urmatoarele cerinte:
-trebuie sa fie usor prelucrabile pentru reproducerea exacta a tuturor detaliilor modelului;-sa prezinte o buna stabilitate dimensionala (in conditiile modificarii temperaturii si umezelii);-proprietati mecanice bune pentru asi urarea inte ritatii formei la manipulare si turnare(rezistenta la tractiune, eroziune, compresiune, intindere si duritate;-sa nu enereze cantitati importante de aze care trebuie e acuate;-refractaritate ridicata deoarece intra in contact cu metalul topit;-sa nu reactioneze cu metalul;-rezistenta la soc termic;-conductibilitate termica scazuta;
-sa aiba permeabilitate la aze.
%aterialele pentru forme nepermanente
%ateriale pentru forme permanente
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 45/96
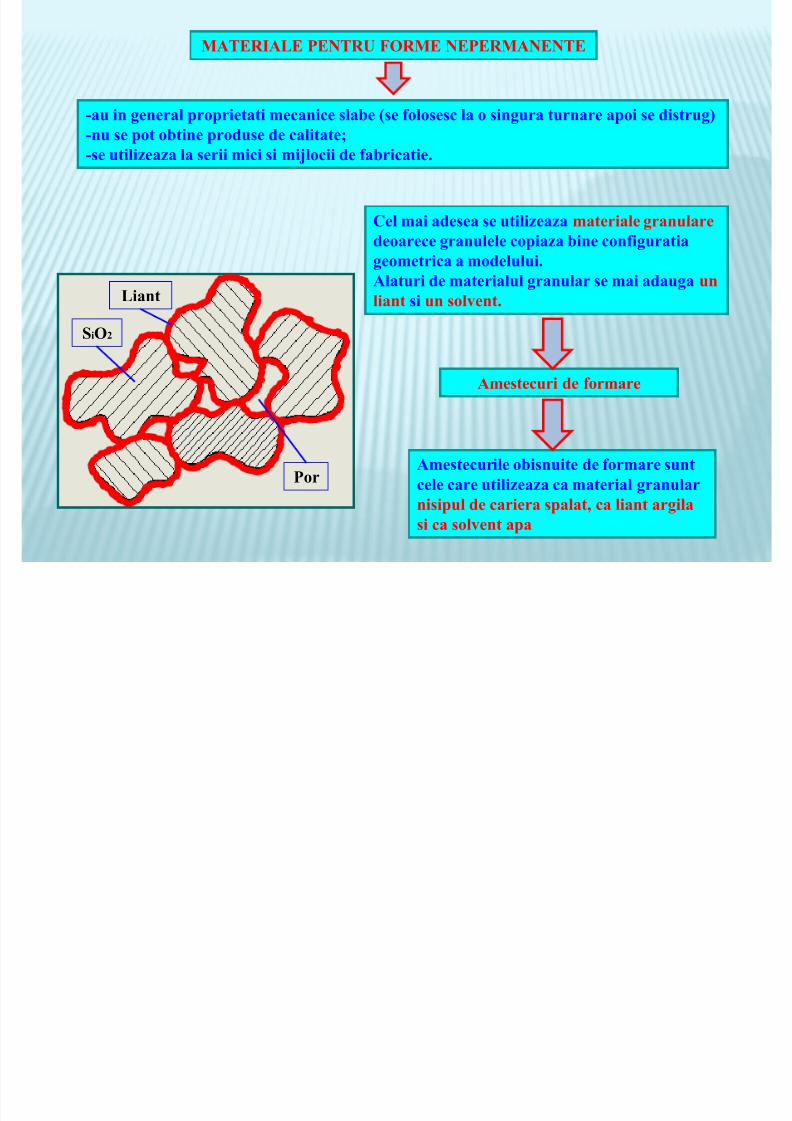
%'!&+I' & P& !+ *$+%& &P&+%' & !&
-au in eneral proprietati mecanice slabe (se folosesc la o sin ura turnare apoi se distru )
-nu se pot obtine produse de calitate;-se utilizeaza la serii mici si mijlocii de fabricatie.
"el mai adesea se utilizeaza materiale ranularedeoarece ranulele copiaza bine confi uratiaeometrica a modelului.'laturi de materialul ranular se mai adau a unliant si un sol ent.
'mestecuri de formare
'mestecurile obisnuite de formare suntcele care utilizeaza ca material ranularnisipul de cariera spalat, ca liant ar ila
si ca sol ent apa
S i$ /
iant
Por
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 46/96
isipul de cariera are urmatoarele proprietati:-refractaritate ridicata;-rezistenta la soc termic;-nu reactioneaza cu metalul turnat;-daca este uscat nu enereaza aze;
-in functie de cantitatea de ar ila, confera formeirezistenta mecanica si la eroziune buna;-permeabilitate ridicata, in functie de marimearanulelor si de cantitatea de liant din amestec.
+aportul dintre cantitatea de nisip si cantitate de liant controleazarezistenta mecanica si permeabilitatea la aze a formei
%arimea ranulelor de nisip influenteaza permeabilitatea la aze sicalitatea suprafetei ca itatii formei.
"a liant se utilizeaza ar ila careia i se adau a cantitati mici debentonita (silicati si hidrati de aluminiu);"a sol ent se utilizeaza apa.
'%&S!&" !+&> I&P+&P'+'! P+I : SP' '+&S$+!'+&, $@'+& SI$%$?& I@'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 47/96
'lte amestecuri de formare
'mestec de formare cu samota 're refractaritate mai buna
'mestec de formare cu ciment're refractaritate si porozitate buna si dezbatereusoara dupa turnare
'mestec de formare pe baza de ipsos're capacitate de copiere a formei ridicata sirefractaritate acceptabila. 're contractie mare laintarire si permeabilitate scazuta
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 48/96
%'!&+I' & P& !+*$+%& P&+%' & !&
-sa aiba rezistenta la coroziune;-refractaritate;-rezistenta la soc termic;-sa aiba temperatura de topire mai mare decata metalului turnat;-sa nu apara reactii chimice intre materialulcochilei (formei) si metalul turnat;-sa se prelucreze usor.
Se utilizeaza cand:-se cer serii mari de fabricatie;-cand la turnare se impun conditii derezistenta (turnarea sub presiune;-cand se cere o racire controlata.
-fonta perlitica;-otelul (indeosebi cel aliat);-aliaje de aluminiu;-materiale metalo-ceramice;- rafitul.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 49/96
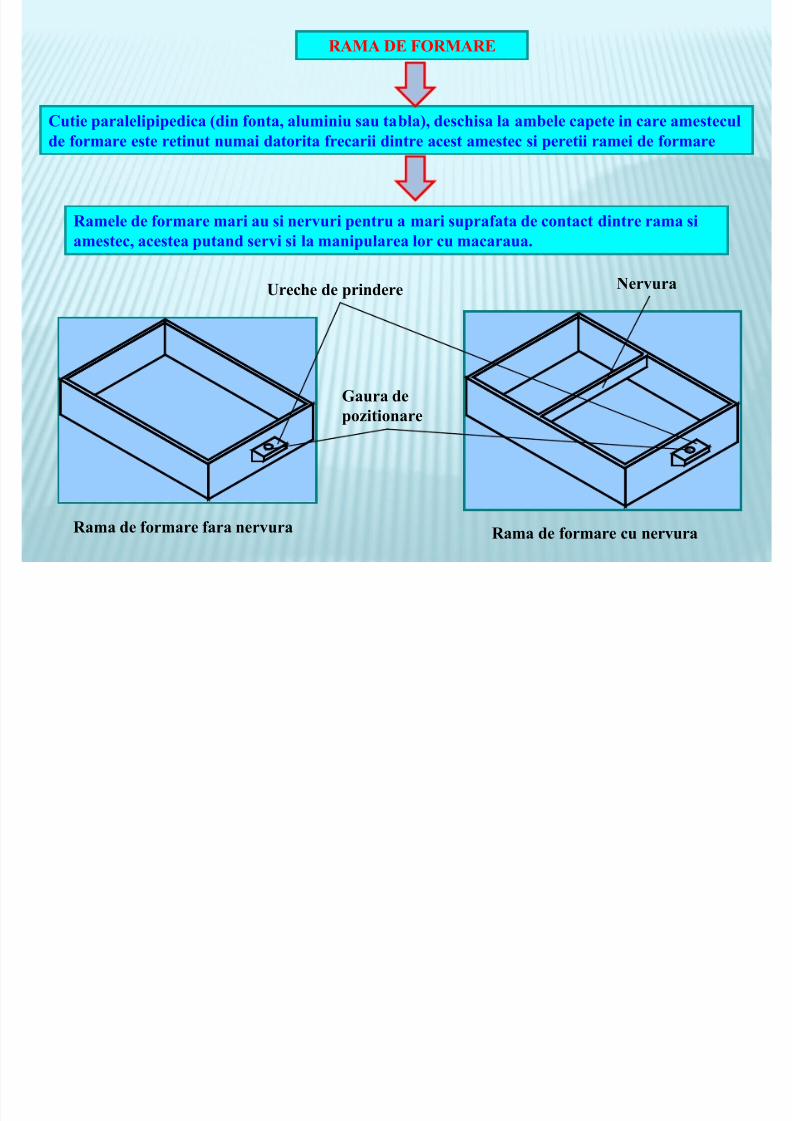
+'%' & *$+%'+&
"utie paralelipipedica (din fonta, aluminiu sau tabla), deschisa la ambele capete in care amestecul
de formare este retinut numai datorita frecarii dintre acest amestec si peretii ramei de formare
+amele de formare mari au si ner uri pentru a mari suprafata de contact dintre rama siamestec, acestea putand ser i si la manipularea lor cu macaraua.
+ama de formare fara ner ura +ama de formare cu ner ura
reche de prindere er ura
?aura depozitionare
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 50/96
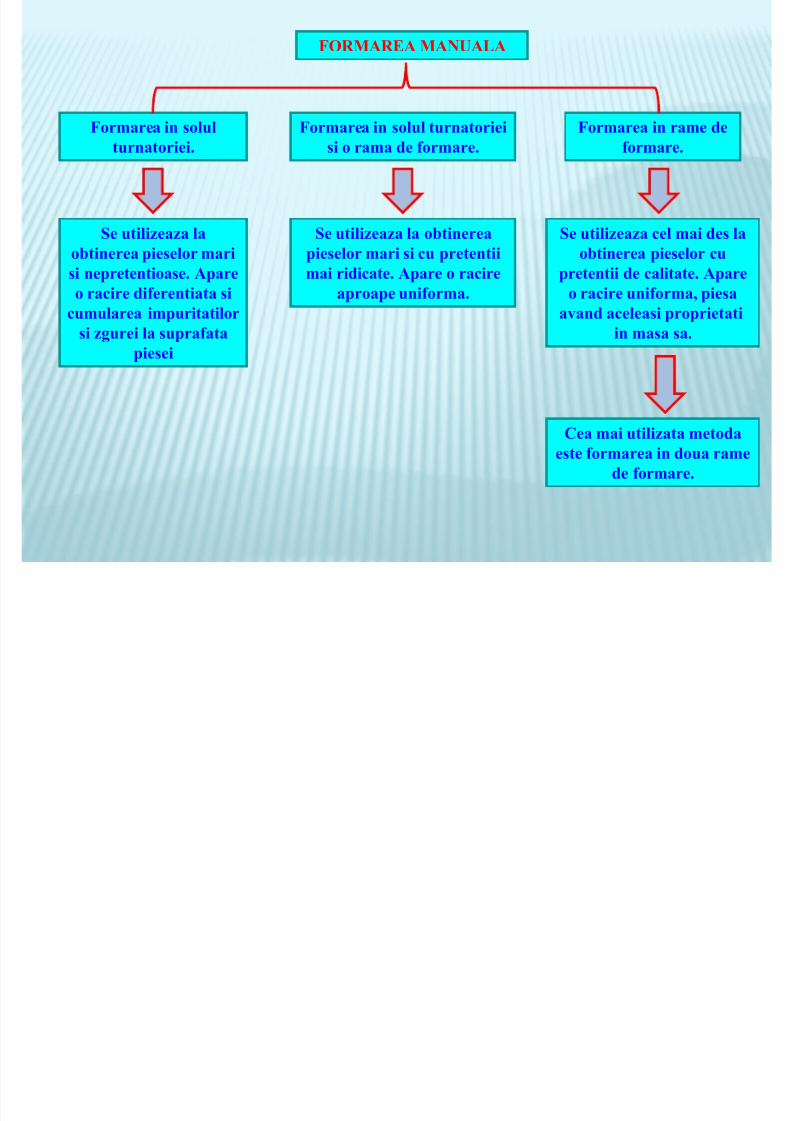
*$+%'+&' %' ' '
*ormarea in solulturnatoriei.
*ormarea in solul turnatorieisi o rama de formare.
*ormarea in rame deformare.
Se utilizeaza laobtinerea pieselor marisi nepretentioase. 'pareo racire diferentiata si
cumularea impuritatilorsi z urei la suprafata
piesei
Se utilizeaza la obtinereapieselor mari si cu pretentiimai ridicate. 'pare o racire
aproape uniforma.
Se utilizeaza cel mai des laobtinerea pieselor cu
pretentii de calitate. 'pareo racire uniforma, piesa
a and aceleasi proprietatiin masa sa.
"ea mai utilizata metodaeste formarea in doua rame
de formare.
*$+%'+&' I $ ' +'%& & *$+%'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 51/96
$ % & $ %& & $ % &
2
/ 3
2
/
3
7
<
=E 26
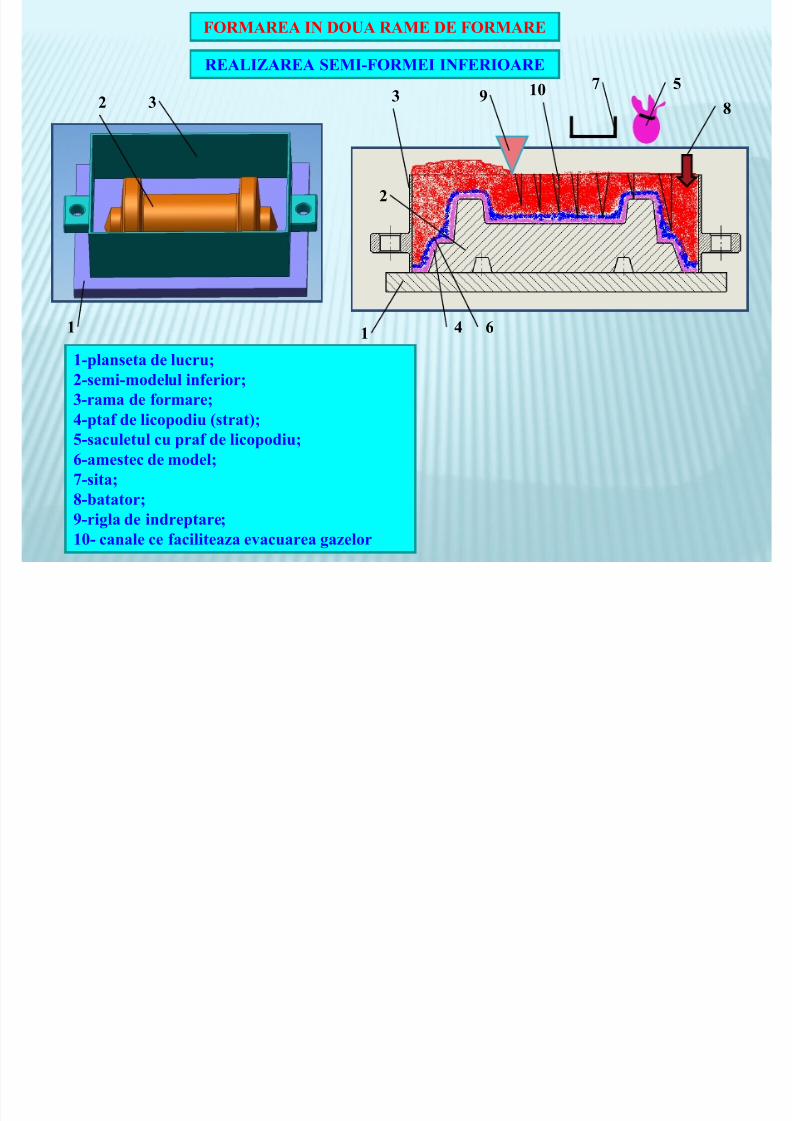
2-planseta de lucru;/-semi-modelul inferior;
3-rama de formare;7-ptaf de licopodiu (strat);-saculetul cu praf de licopodiu;-amestec de model;<-sita;=-batator;E-ri la de indreptare;26- canale ce faciliteaza e acuarea azelor
+&' I@'+&' S&%I-*$+%&I I *&+I$'+&
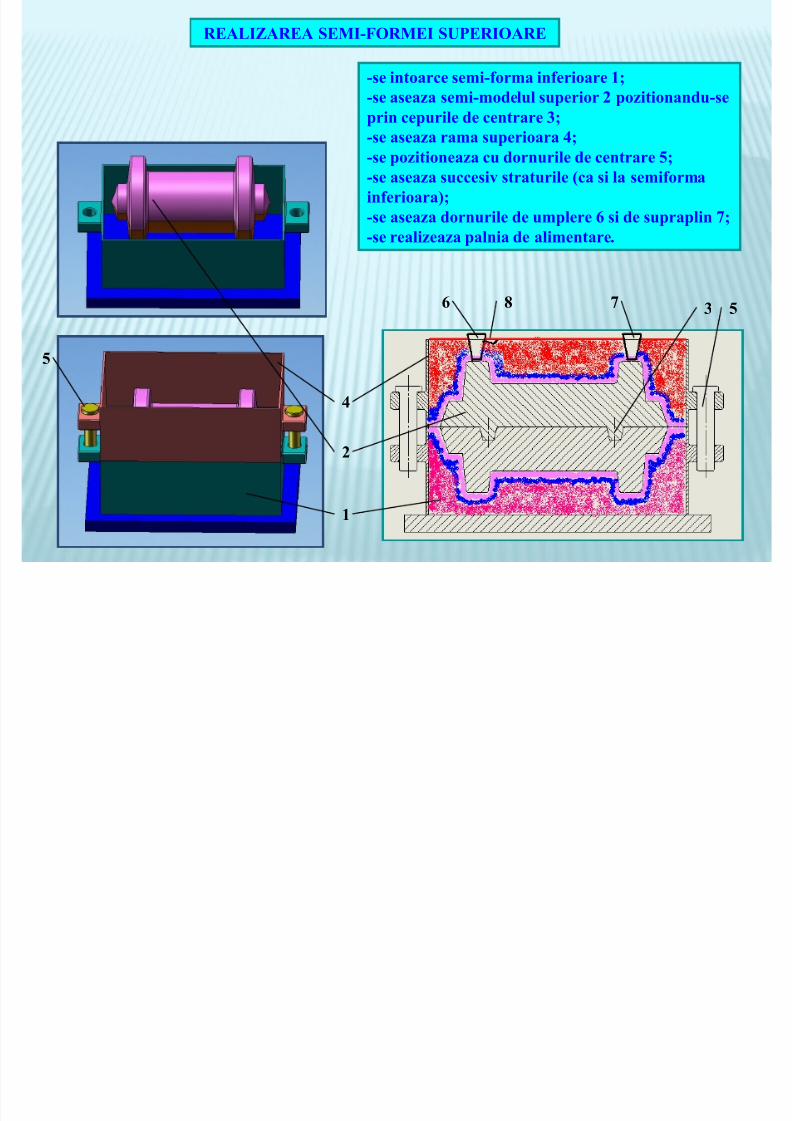
+&' I@'+&' S&%I *$+%&I S P&+I$'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 52/96
-se intoarce semi-forma inferioare 2;-se aseaza semi-modelul superior / pozitionandu-seprin cepurile de centrare 3;
-se aseaza rama superioara 7;-se pozitioneaza cu dornurile de centrare ;-se aseaza succesi straturile (ca si la semiformainferioara);-se aseaza dornurile de umplere si de supraplin <;-se realizeaza palnia de alimentare.
+& I@ +& S&%I-*$+%&I S P&+I$ +&
2
/
7
3<=
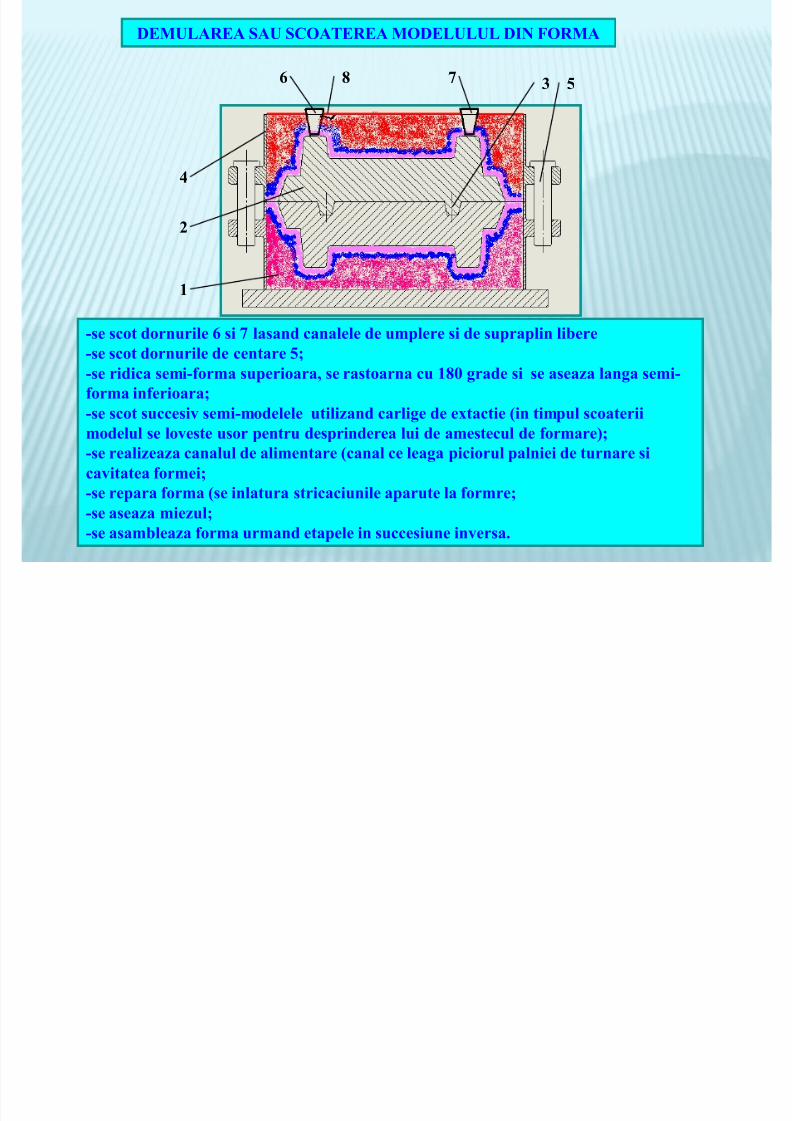
&% '+&' S' S"$'!&+&' %$ & I *$+%'
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 53/96
&% +& S S $ !&+& %$ & I *$+%
2
/
7
3<=
-se scot dornurile si < lasand canalele de umplere si de supraplin libere-se scot dornurile de centare ;-se ridica semi-forma superioara, se rastoarna cu 2=6 rade si se aseaza lan a semi-forma inferioara;-se scot succesi semi-modelele utilizand carli e de extactie (in timpul scoateriimodelul se lo este usor pentru desprinderea lui de amestecul de formare);-se realizeaza canalul de alimentare (canal ce lea a piciorul palniei de turnare sica itatea formei;-se repara forma (se inlatura stricaciunile aparute la formre;-se aseaza miezul;
-se asambleaza forma urmand etapele in succesiune in ersa.
2 / 3 7 <
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 54/96
2 / 3 7 <
2 /
E
7
=
/
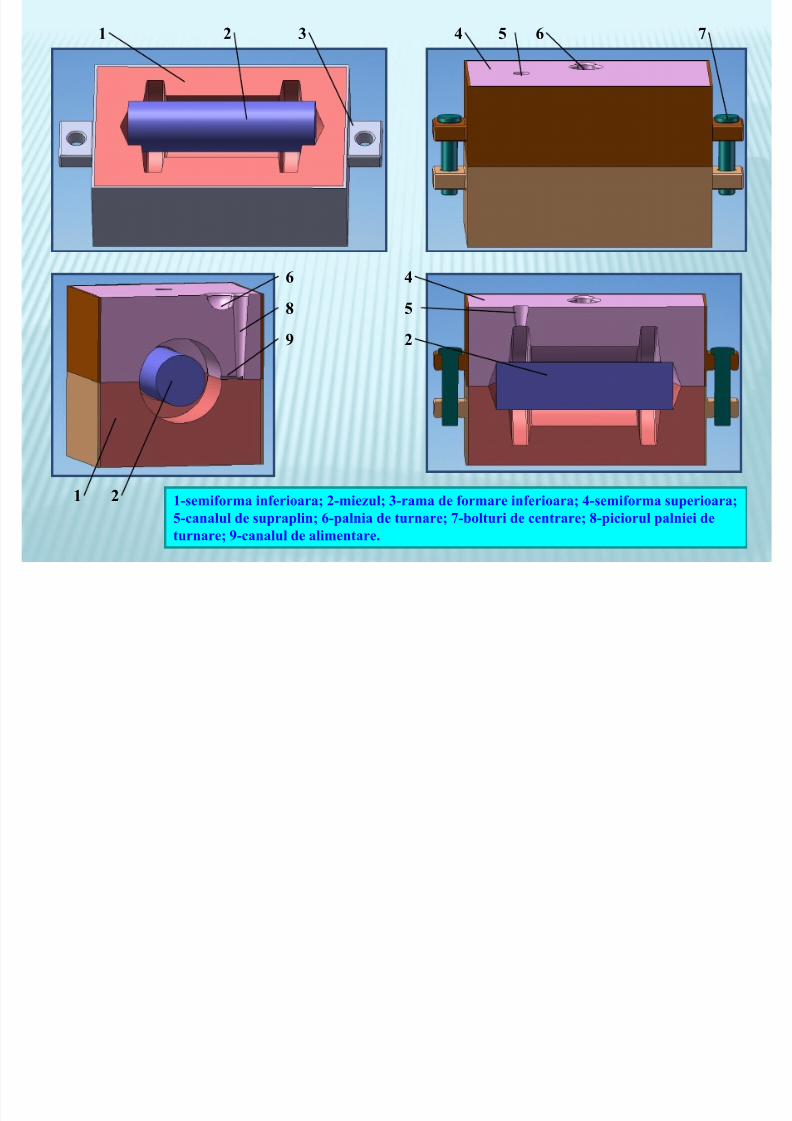
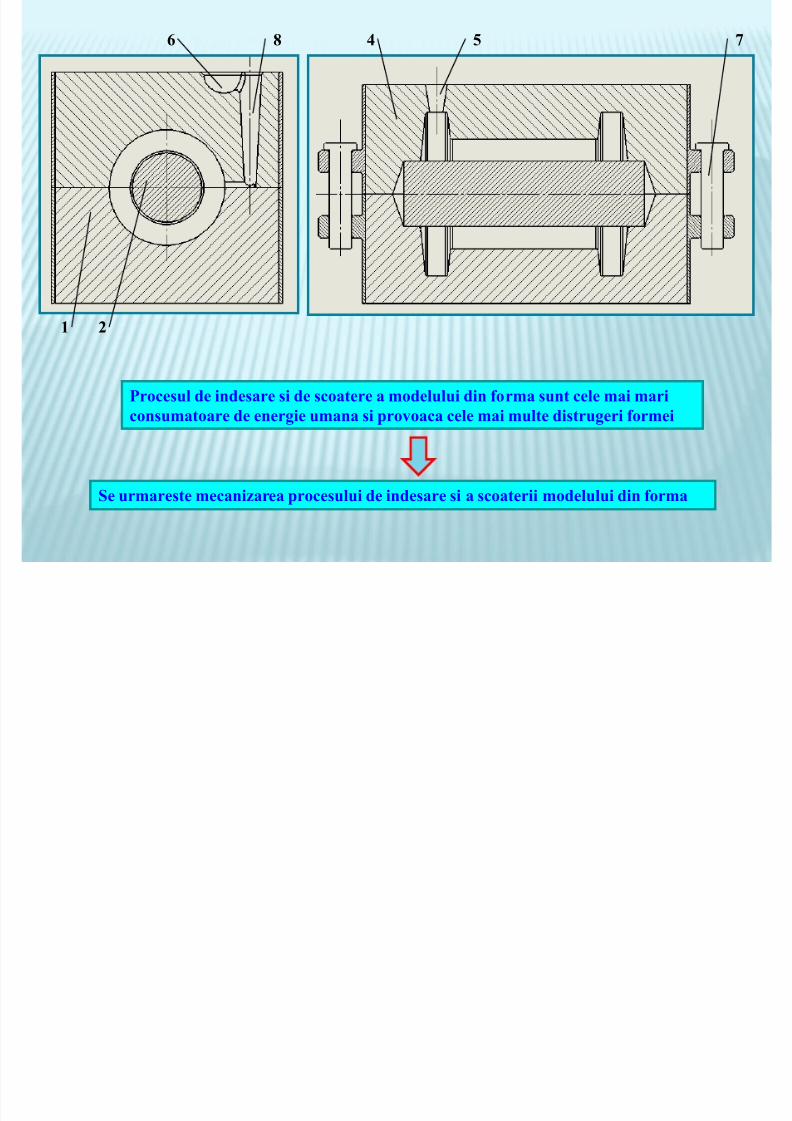
2-semiforma inferioara; /-miezul; 3-rama de formare inferioara; 7-semiforma superioara;-canalul de supraplin; -palnia de turnare; <-bolturi de centrare; =-piciorul palniei de
turnare; E-canalul de alimentare.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 55/96
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 56/96
*$+%'+&' %&"' I@'!'
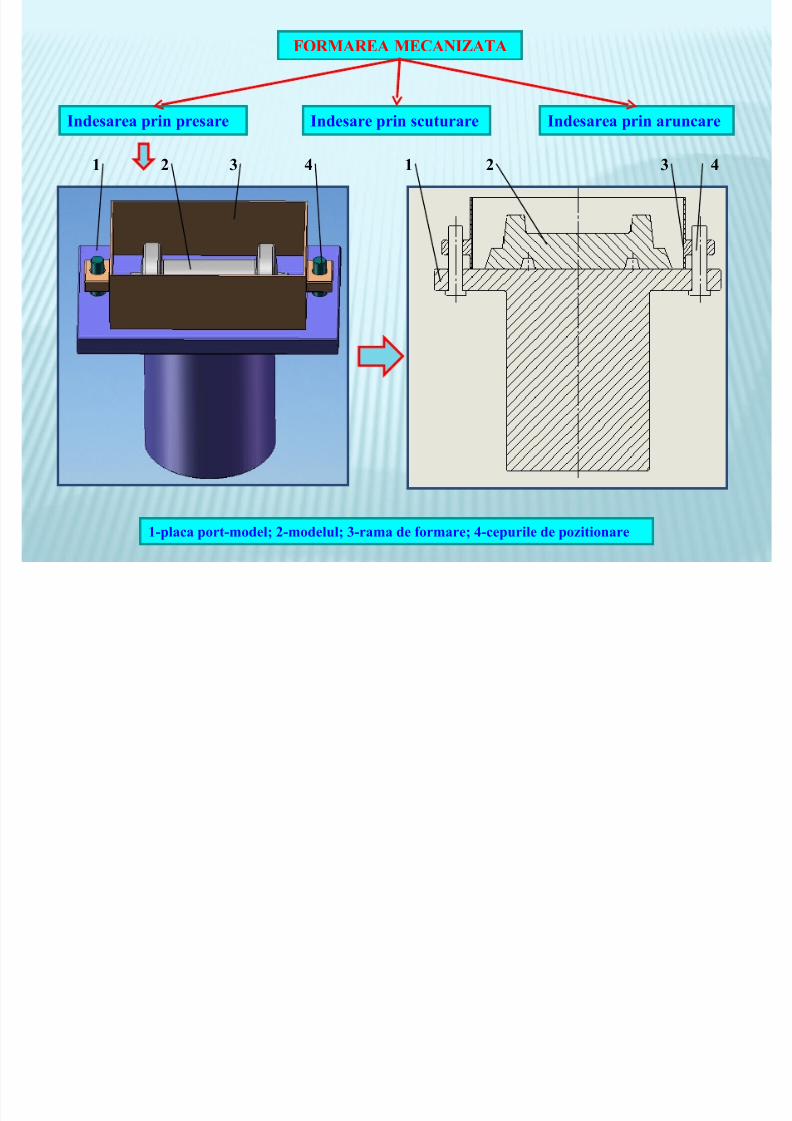
Indesarea prin presare Indesare prin scuturare Indesarea prin aruncare
2 / 3 7 2 / 3 7
2-placa port-model; /-modelul; 3-rama de formare; 7-cepurile de pozitionare
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 57/96
2 3/ 7
<
=
2 / 3 7
<
=
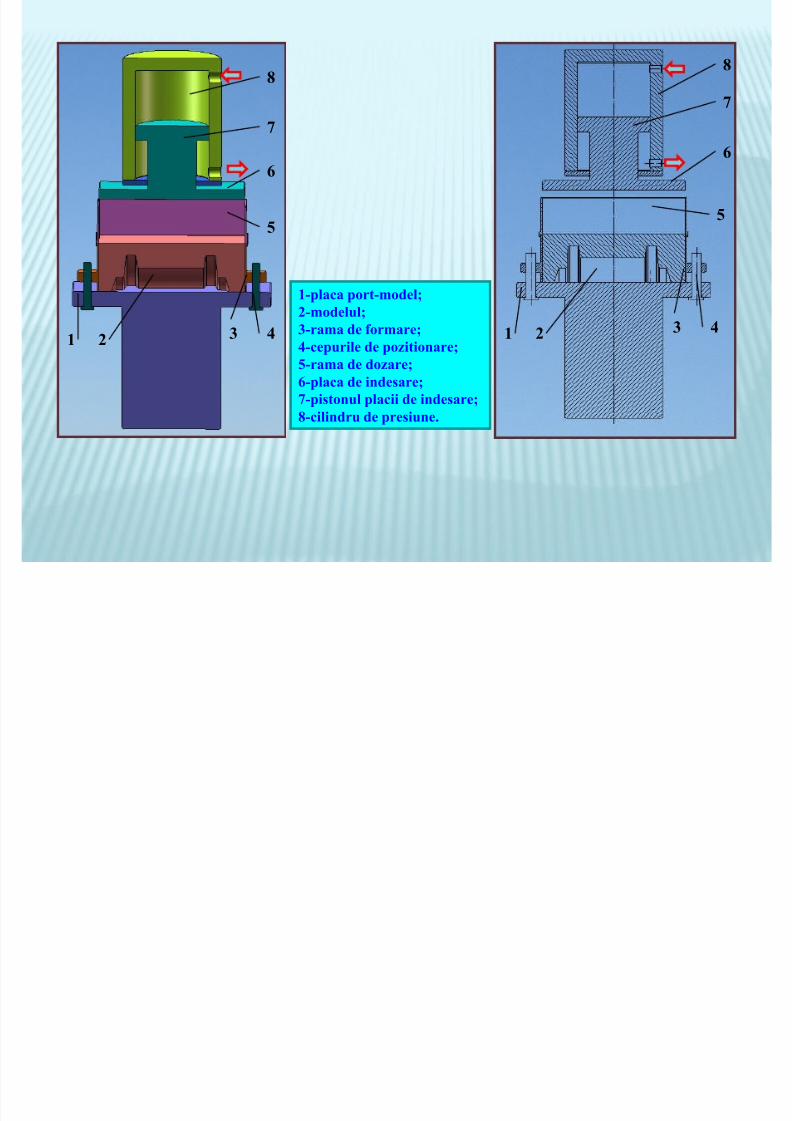
2-placa port-model;/-modelul;3-rama de formare;7-cepurile de pozitionare;-rama de dozare;-placa de indesare;
<-pistonul placii de indesare;=-cilindru de presiune.
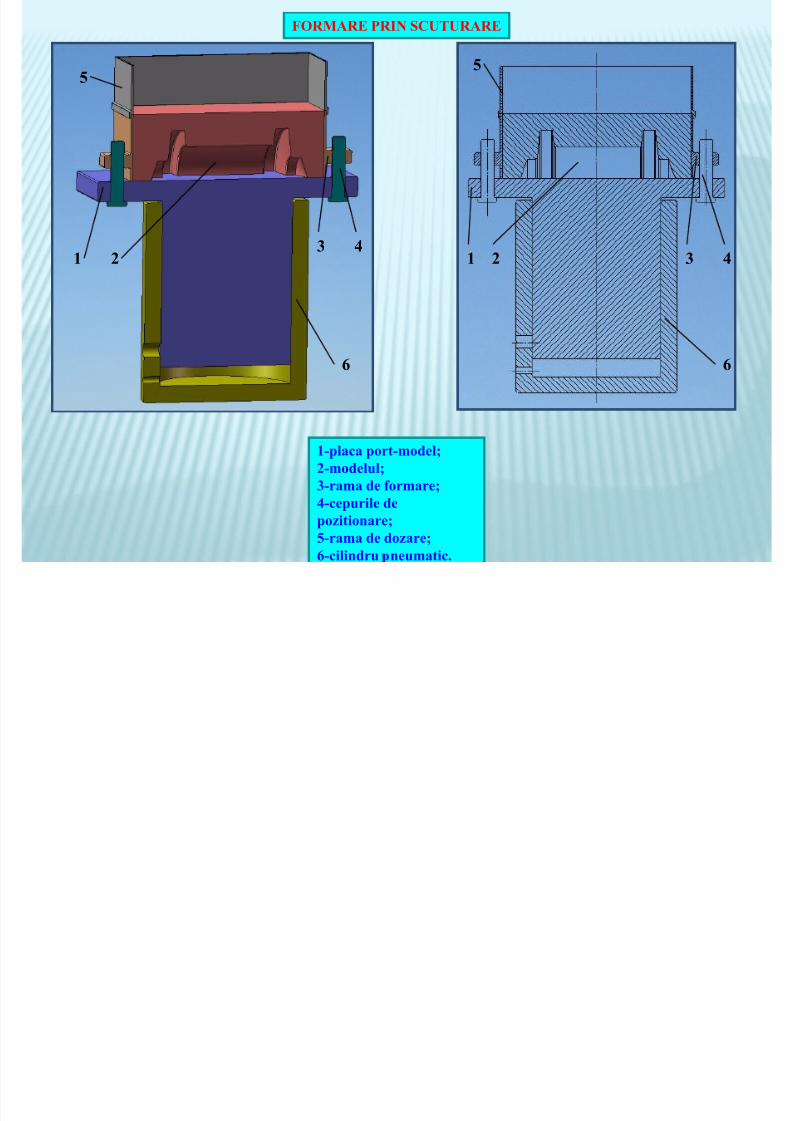
*$+%'+& P+I S" ! +'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 58/96
2-placa port-model;/-modelul;3-rama de formare;7-cepurile depozitionare;-rama de dozare;-cilindru neumatic.
2 /3 7
2 / 3 7
!ehnolo ia confectionarii miezurilor!ehnolo ia confectionarii miezurilor
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 59/96
+olul miezurilor la realizarea pieselor turnate este de a enera oluri interioare
a turnare miezurile sunt supuse unor solicitari, cum ar fi:-Solicitari la inco oiere (uneori fiind necesara sprijunirea lui in zona mijlocie cu ju uri realizate dintr-un material asemanator piesei);-Solicitari la compresiune;- ecesita o refractaritate ridicata fiind inconjurat de topitura;- ecesita o mare permeabilitate la aze ( azele putandu-se e acua numai pe la capetele miezului).
Pentru realizarea miezurilor seutilizeaza, in mod uzual, nisipul decariera spalat.
"a lianti se utilizeaza:
ianti a lutinati:-amidonul;-dextrina;-melasa.
leiuri sicati e:-ulei de in;-ulei de peste.
+asini naturale sau sintetice:-colofoniu;-uree-fenolici;-fenol formol.
iantii trbuie sa ofere proprietatile materialului
pentru mies si sa fra ilizeze materialul dupa turnare
Se utilizeaza si miezuri metalice care trebuie scoasedin piesa imediat dupa solidificatea topiturii.
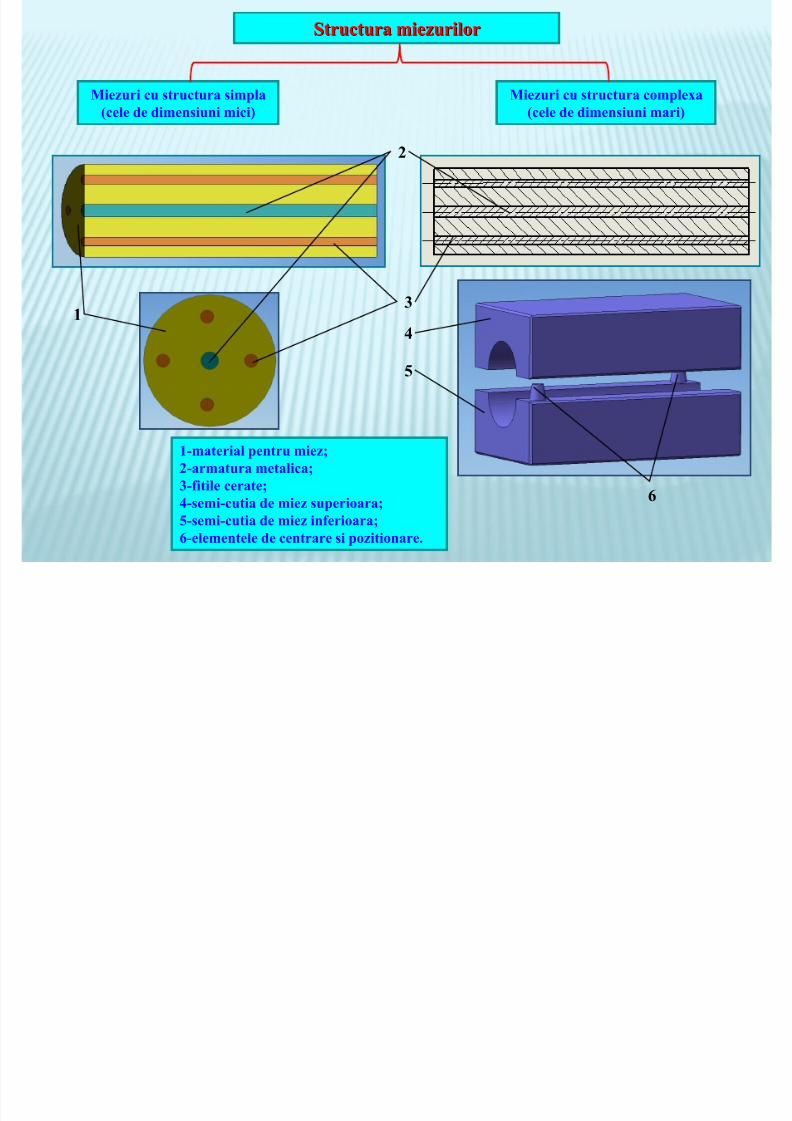
Structura miezurilorStructura miezurilor
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 60/96
%iezuri cu structura simpla(cele de dimensiuni mici)
%iezuri cu structura complexa(cele de dimensiuni mari)
2
/
3
7
2-material pentru miez;/-armatura metalica;3-fitile cerate;7-semi-cutia de miez superioara;-semi-cutia de miez inferioara;-elementele de centrare si pozitionare.
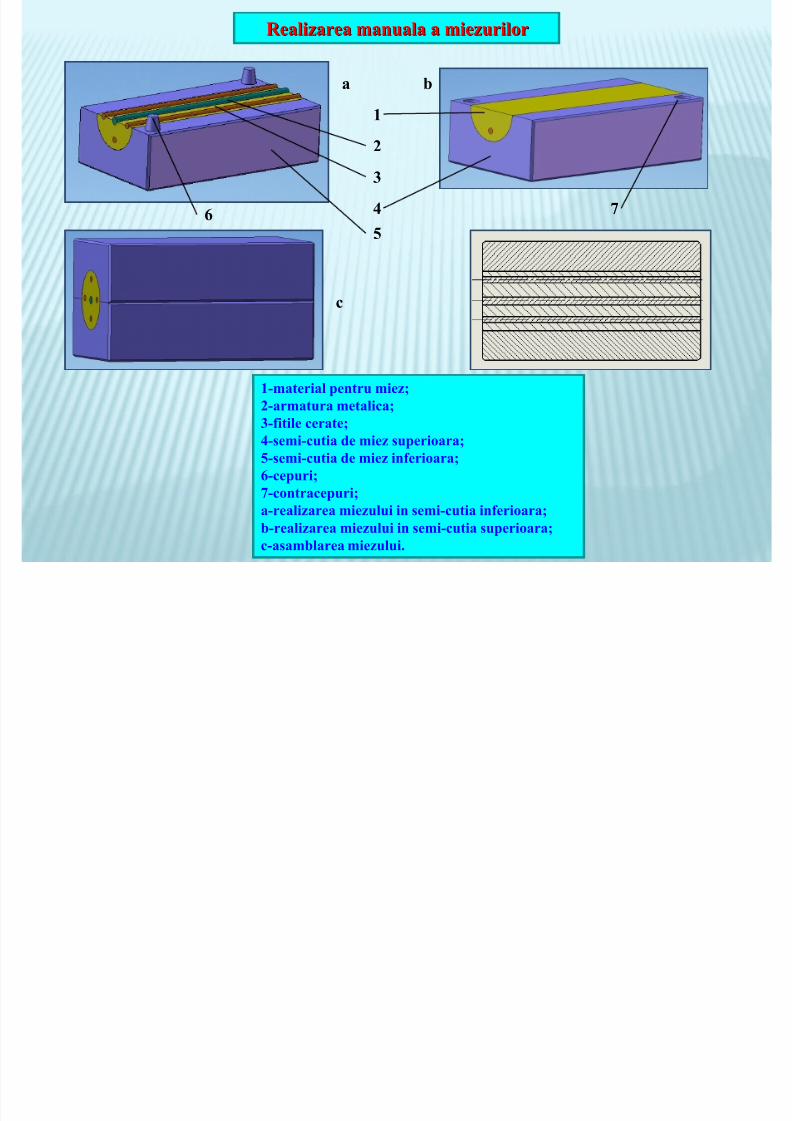
+ealizarea manuala a miezurilor+ealizarea manuala a miezurilor
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 61/96
a b
c
2
/
3
2-material pentru miez;
/-armatura metalica;3-fitile cerate;7-semi-cutia de miez superioara;-semi-cutia de miez inferioara;-cepuri;<-contracepuri;a-realizarea miezului in semi-cutia inferioara;b-realizarea miezului in semi-cutia superioara;c-asamblarea miezului.
7 <
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 62/96
P+& "+'+&' P+I &O!+ '+&P+& "+'+&' P+I &O!+ '+&
&xtrudarea este un procedeu de prelucrare prin deformare plasticacare consta in impin erea materialului prin orificiul unei filiere
'!& !I&: a tra ere si trefilare materialul este tras printr-ofiliera, iar la extrudare materialul este impins prin filiera
%etoda se aplica materialelor care nu pot fi trase, adica nu respecta
conditia tra erii !1 r FSu , respecti pentru materialele cuplasticitate ridicata si rezistenta mecanica mica (plumb, aluminiu,cupru etc.)
In prezent, datorita lubrifierii corespunzatoare a materialului intimpul procesului de extrudare, metoda se poate aplica unei amelar i de materiale, inclusi otelurilor inalt aliate, a metalelor sialiajelor refractare etc.
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 63/96
P+I "IPI &O!+ '+IIP+I "IPI &O!+ '+II
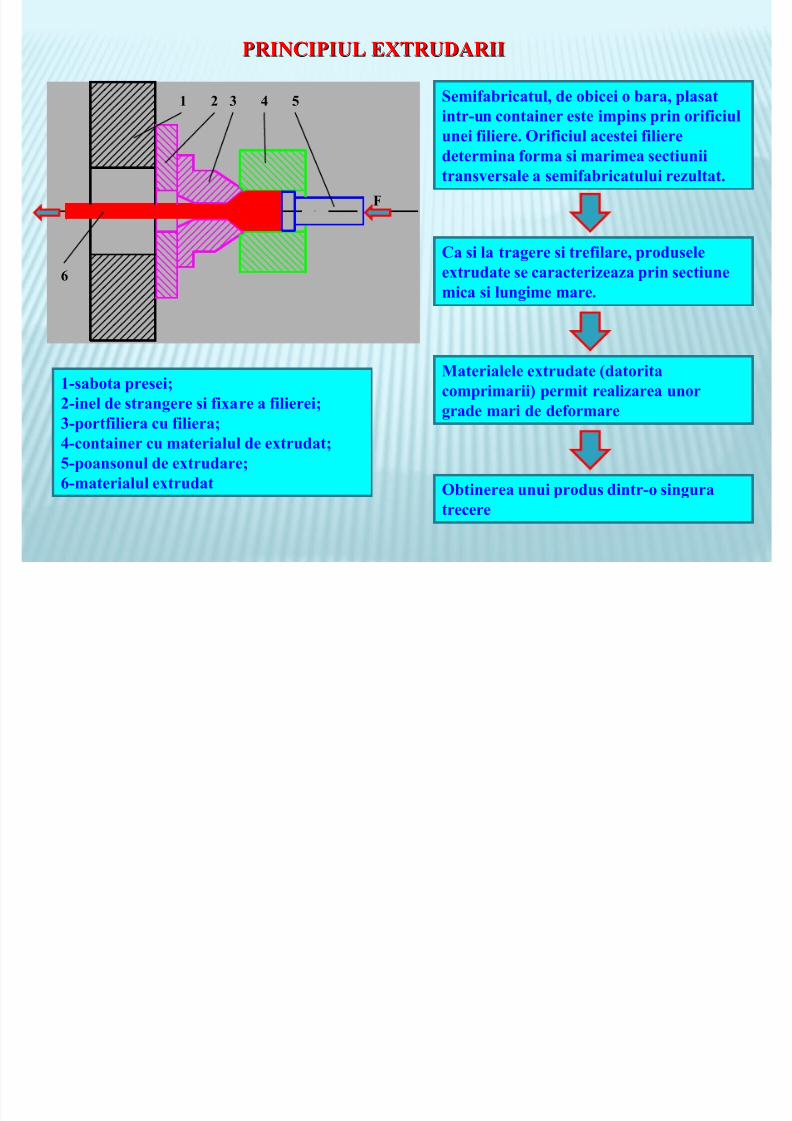
Semifabricatul, de obicei o bara, plasatintr-un container este impins prin orificiul
unei filiere. $rificiul acestei filieredetermina forma si marimea sectiuniitrans ersale a semifabricatului rezultat.
"a si la tra ere si trefilare, produsele
extrudate se caracterizeaza prin sectiunemica si lun ime mare.
%aterialele extrudate (datoritacomprimarii) permit realizarea unorrade mari de deformare
$btinerea unui produs dintr-o sin uratrecere
2 / 3 7
*
2-sabota presei;
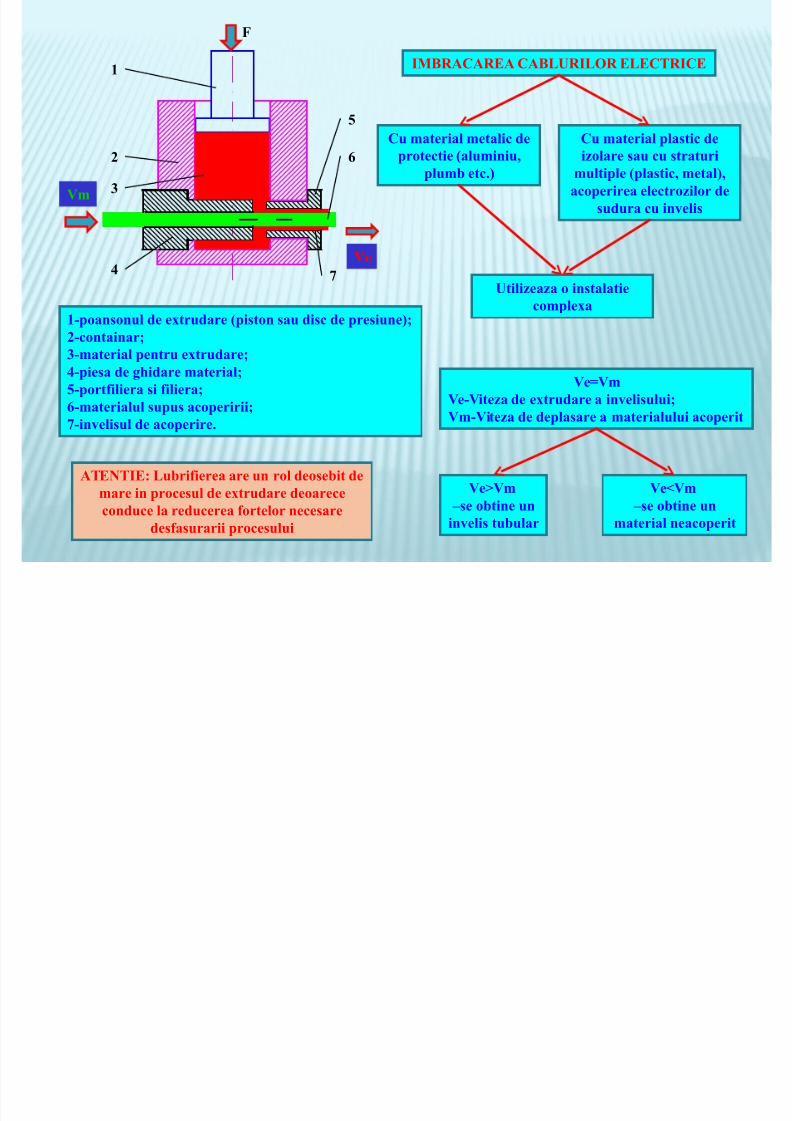
/-inel de stran ere si fixare a filierei;3-portfiliera cu filiera;7-container cu materialul de extrudat;-poansonul de extrudare;-materialul extrudat
& d i i l d j
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 64/96
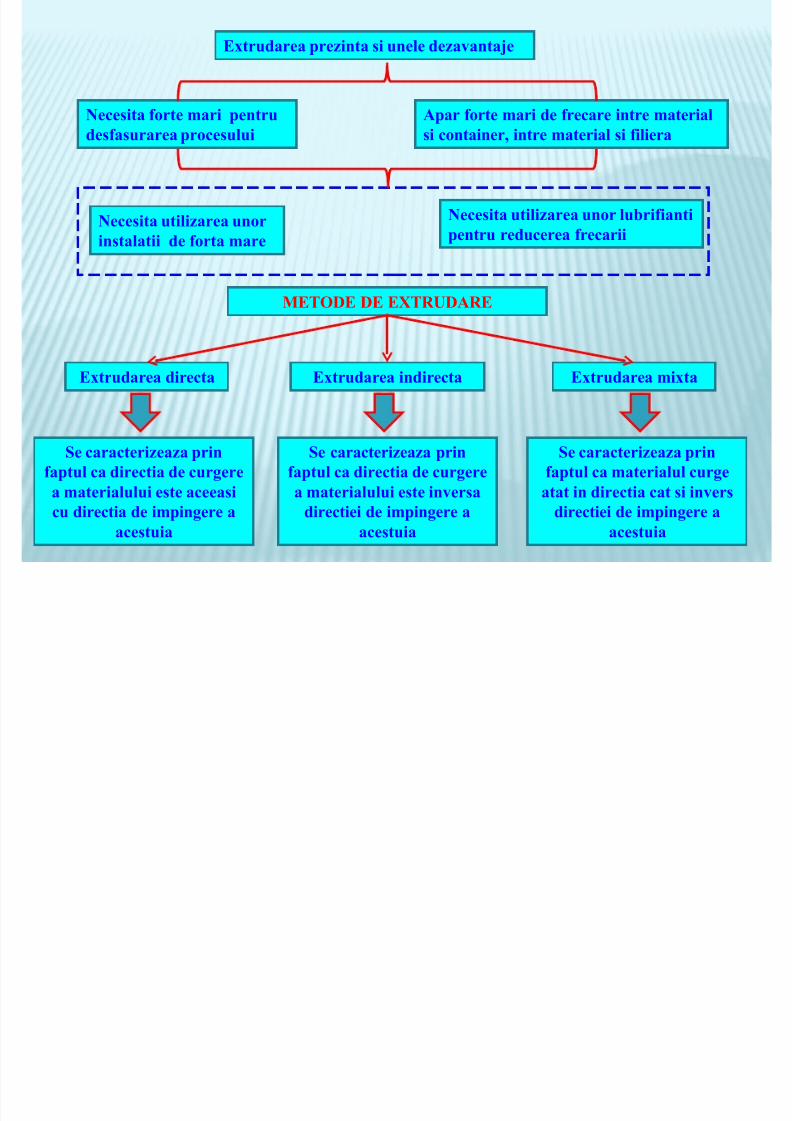
&xtrudarea prezinta si unele deza antaje
ecesita forte mari pentru
desfasurarea procesului
'par forte mari de frecare intre material
si container, intre material si filiera
ecesita utilizarea unorinstalatii de forta mare
ecesita utilizarea unor lubrifiantipentru reducerea frecarii
%&!$ & & &O!+ '+&
&xtrudarea directa &xtrudarea indirecta &xtrudarea mixta
Se caracterizeaza prinfaptul ca directia de cur ere
a materialului este aceeasicu directia de impin ere a
acestuia
Se caracterizeaza prinfaptul ca directia de cur erea materialului este in ersa
directiei de impin ere a
acestuia
Se caracterizeaza prinfaptul ca materialul cur e
atat in directia cat si in ersdirectiei de impin ere a
acestuia
**
2/
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 65/96
*
*
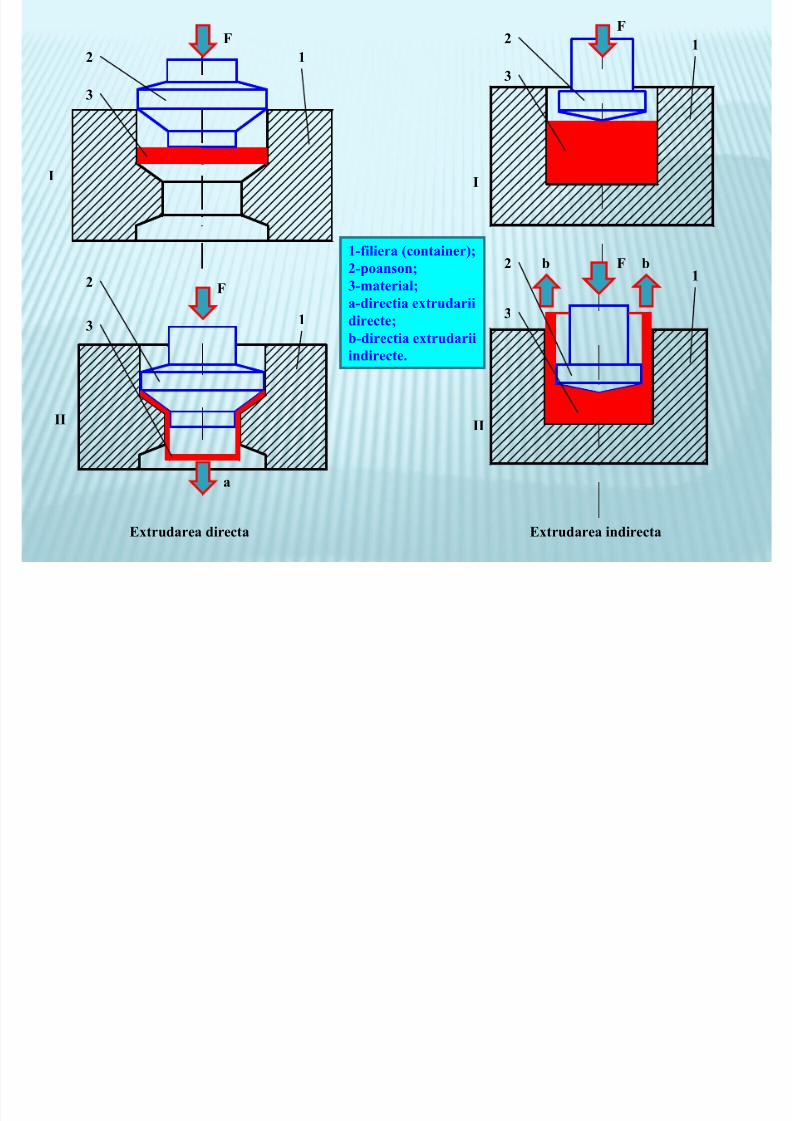
&xtrudarea directa &xtrudarea indirecta
3
22
2
2
/
/
/
/
3
3
3
a
b b2-filiera (container);
/-poanson;3-material;a-directia extrudariidirecte;b-directia extrudariiindirecte.
I
II
I
II
&xtrudarea mixta*
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 66/96
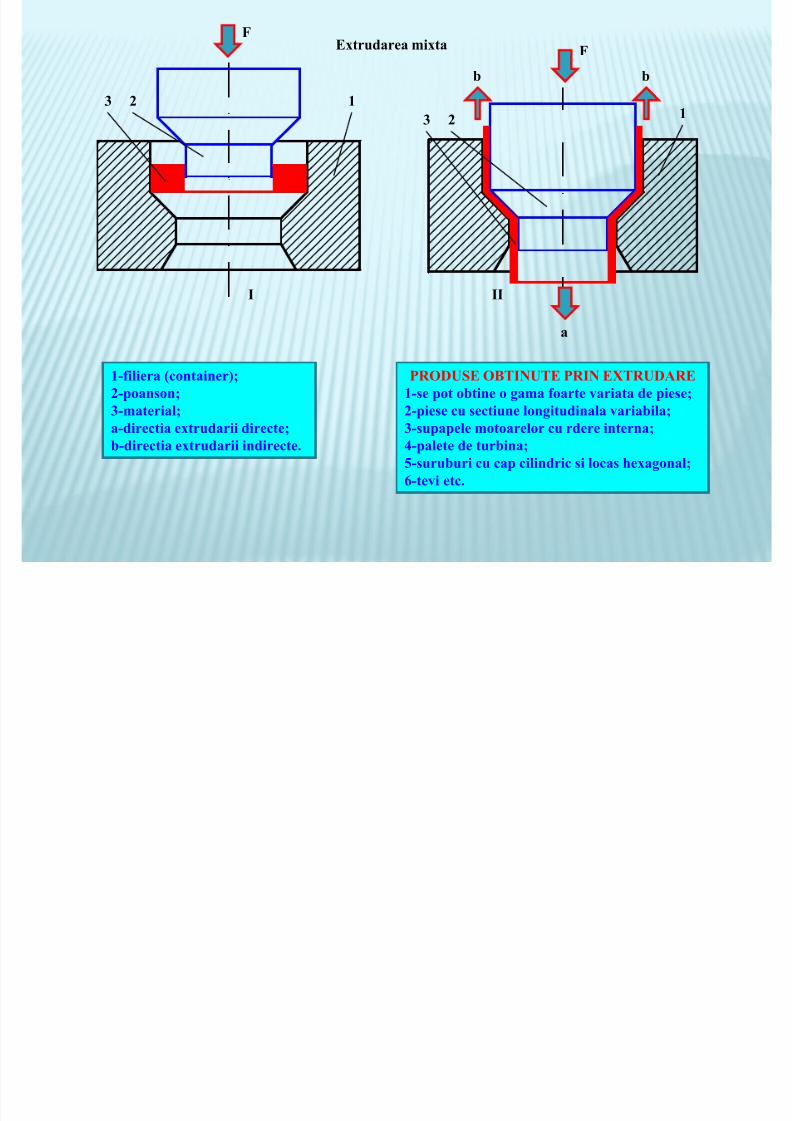
&xtrudarea mixta
2/3
*
2/3
a
bb
2-filiera (container);/-poanson;3-material;a-directia extrudarii directe;b-directia extrudarii indirecte.
P+$ S& $>!I !& P+I &O!+ '+&2-se pot obtine o ama foarte ariata de piese;/-piese cu sectiune lon itudinala ariabila;3-supapele motoarelor cu rdere interna;7-palete de turbina;-suruburi cu cap cilindric si locas hexa onal;-te i etc.
I II
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 67/96
P+& "+'+&' !'> & $+P+& "+'+&' !'> & $+
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 68/96
P+& "+'+&' !'> & $+P+& "+'+&' !'> & $+
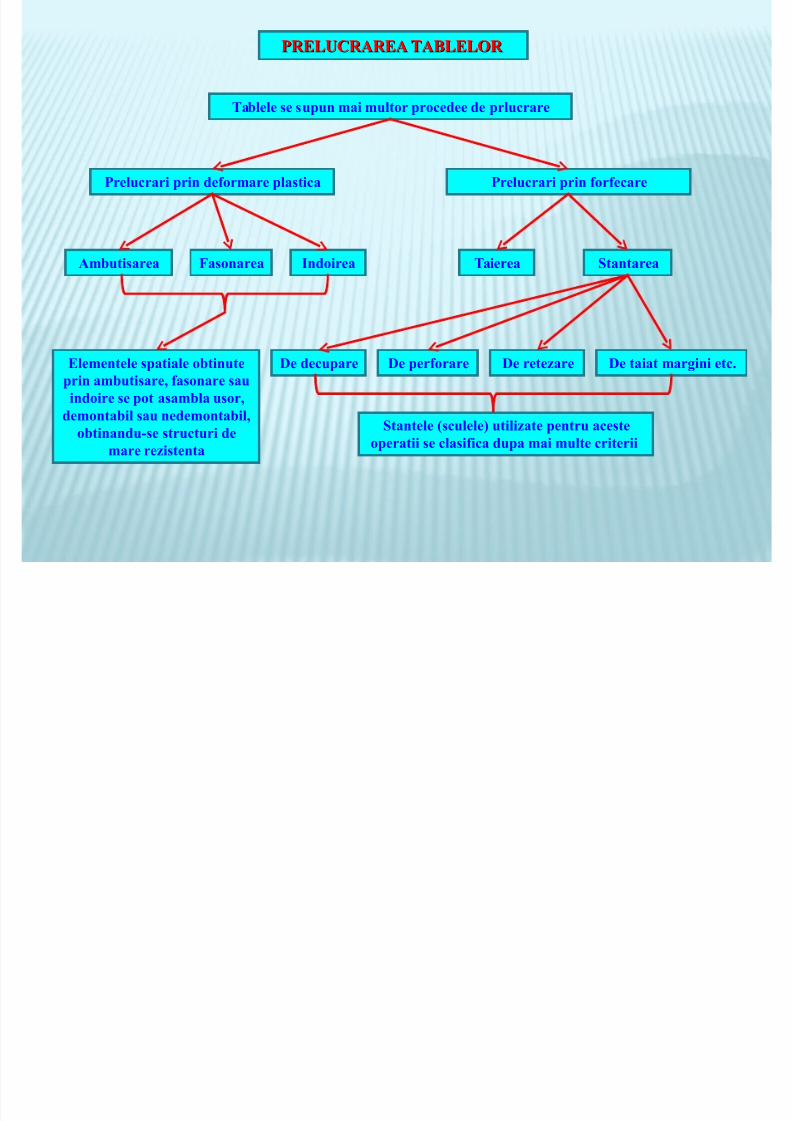
!ablele se supun mai multor procedee de prlucrare
Prelucrari prin deformare plastica Prelucrari prin forfecare
'mbutisarea *asonarea Indoirea !aierea Stantarea
e decupare e perforare e retezare e taiat mar ini etc.
Stantele (sculele) utilizate pentru acesteoperatii se clasifica dupa mai multe criterii
&lementele spatiale obtinuteprin ambutisare, fasonare sau
indoire se pot asambla usor,demontabil sau nedemontabil,obtinandu-se structuri de
mare rezistenta
P+& "+'+&' !'> & $+ P+I '%> !IS'+&P+& "+'+&' !'> & $+ P+I '%> !IS'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 69/96
P+& "+'+&' !'> & $+ P+I '%> !IS'+&P+& + +& ! > & $+ P+I %> !IS +&
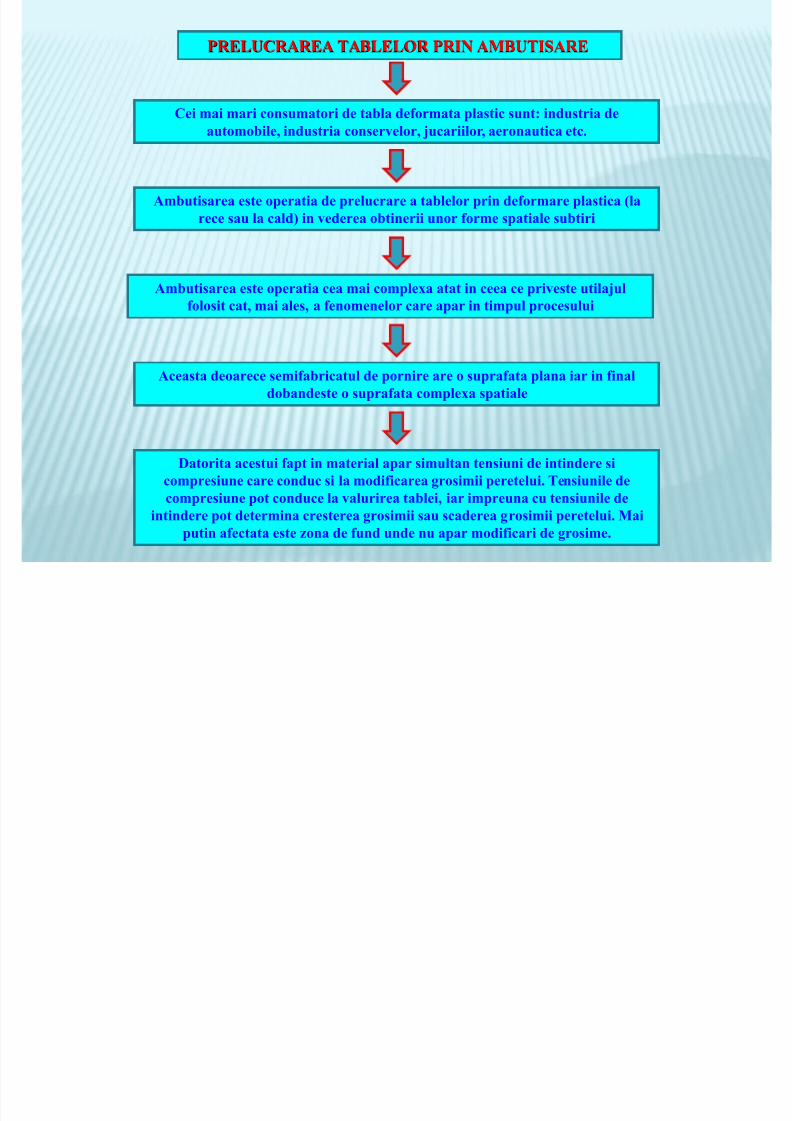
'mbutisarea este operatia de prelucrare a tablelor prin deformare plastica (larece sau la cald) in ederea obtinerii unor forme spatiale subtiri
"ei mai mari consumatori de tabla deformata plastic sunt: industria deautomobile, industria conser elor, jucariilor, aeronautica etc.
'mbutisarea este operatia cea mai complexa atat in ceea ce pri este utilajulfolosit cat, mai ales, a fenomenelor care apar in timpul procesului
'ceasta deoarece semifabricatul de pornire are o suprafata plana iar in finaldobandeste o suprafata complexa spatiale
atorita acestui fapt in material apar simultan tensiuni de intindere sicompresiune care conduc si la modificarea rosimii peretelui. !ensiunile decompresiune pot conduce la alurirea tablei, iar impreuna cu tensiunile de
intindere pot determina cresterea rosimii sau scaderea rosimii peretelui. %ai
putin afectata este zona de fund unde nu apar modificari de rosime.
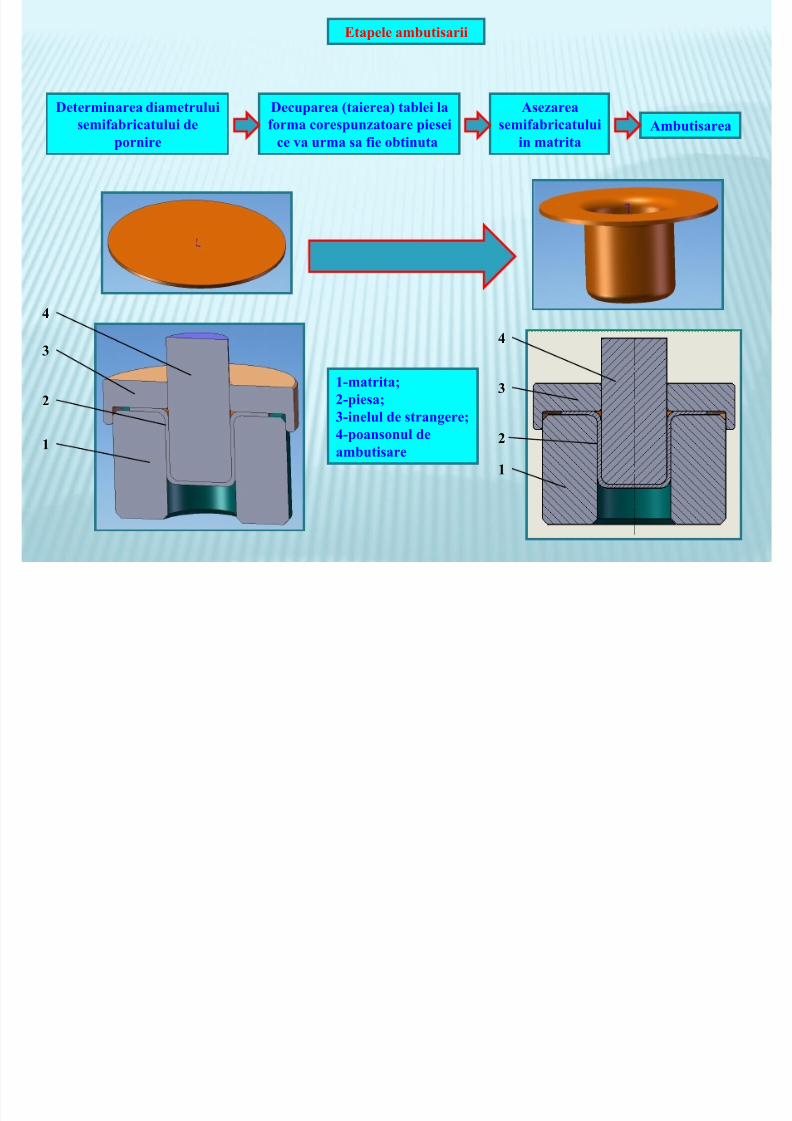
&tapele ambutisarii
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 70/96
2
/
3
7
2
/
3
7
2-matrita;
/-piesa;3-inelul de stran ere;7-poansonul deambutisare
ecuparea (taierea) tablei laforma corespunzatoare piesei
ce a urma sa fie obtinuta
eterminarea diametruluisemifabricatului de
pornire
'sezareasemifabricatului
in matrita
'mbutisarea
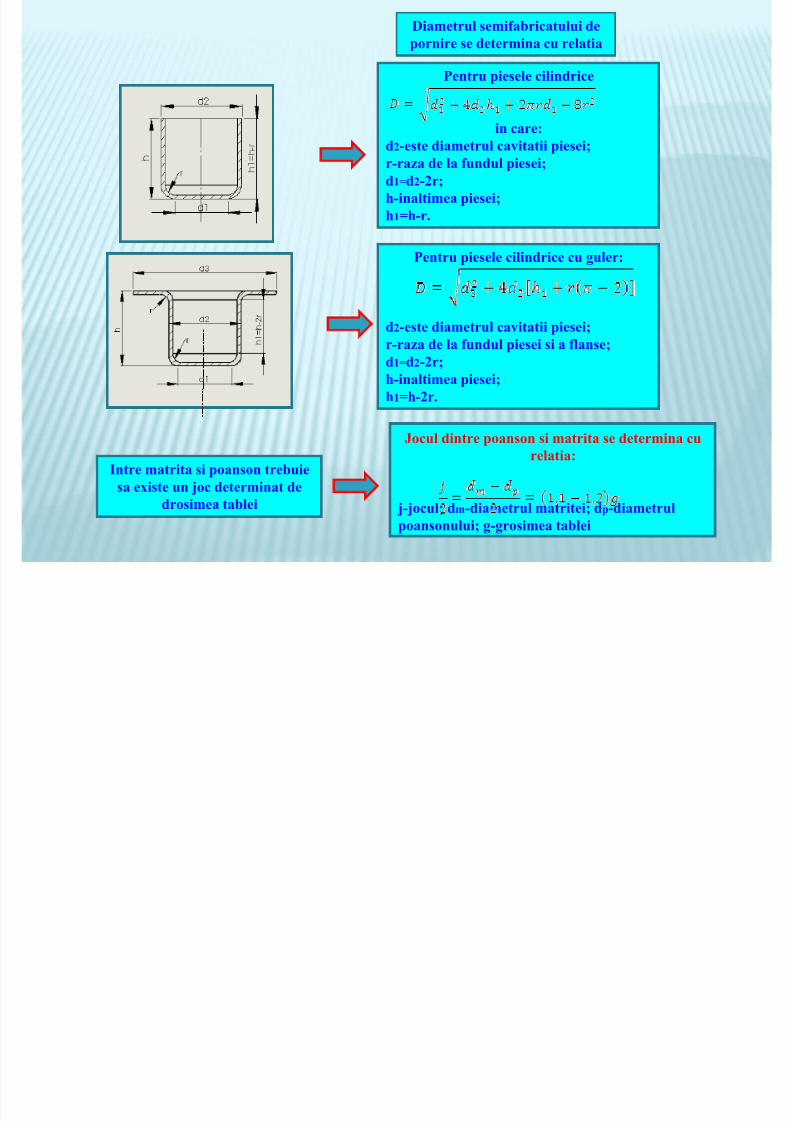
iametrul semifabricatului depornire se determina cu relatia
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 71/96
Intre matrita si poanson trebuiesa existe un joc determinat de
drosimea tablei
pornire se determina cu relatia
Pentru piesele cilindrice
in care:d / -este diametrul ca itatii piesei;r-raza de la fundul piesei;d 20 d / -/r;h-inaltimea piesei;h 20h-r.
Pentru piesele cilindrice cu uler:
d / -este diametrul ca itatii piesei;r-raza de la fundul piesei si a flanse;d 20 d / -/r;h-inaltimea piesei;h 20h-/r.
4ocul dintre poanson si matrita se determina curelatia:
j-jocul; d m -diametrul matritei; d p-diametrulpoansonului; - rosimea tablei
* l i d
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 72/96
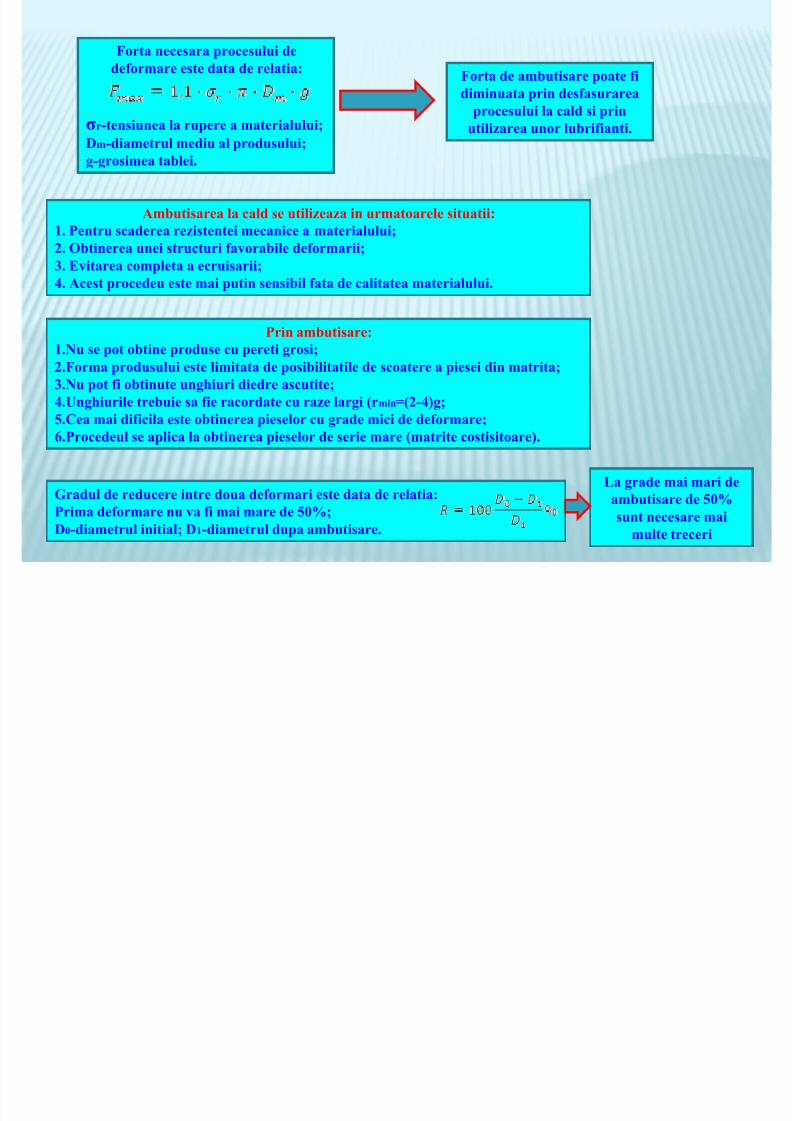
*orta necesara procesului dedeformare este data de relatia:
r -tensiunea la rupere a materialului;m -diametrul mediu al produsului;
- rosimea tablei.
*orta de ambutisare poate fidiminuata prin desfasurarea
procesului la cald si prinutilizarea unor lubrifianti.
'mbutisarea la cald se utilizeaza in urmatoarele situatii:2. Pentru scaderea rezistentei mecanice a materialului;/. $btinerea unei structuri fa orabile deformarii;3. & itarea completa a ecruisarii;7. 'cest procedeu este mai putin sensibil fata de calitatea materialului.
Prin ambutisare:2. u se pot obtine produse cu pereti rosi;/.*orma produsului este limitata de posibilitatile de scoatere a piesei din matrita;3. u pot fi obtinute un hiuri diedre ascutite;
7. n hiurile trebuie sa fie racordate cu raze lar i (r min 0(/-7) ;."ea mai dificila este obtinerea pieselor cu rade mici de deformare;.Procedeul se aplica la obtinerea pieselor de serie mare (matrite costisitoare).
?radul de reducere intre doua deformari este data de relatia:Prima deformare nu a fi mai mare de 6 ;
6-diametrul initial; 2-diametrul dupa ambutisare.
a rade mai mari deambutisare de 6sunt necesare mai
multe treceri
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 73/96
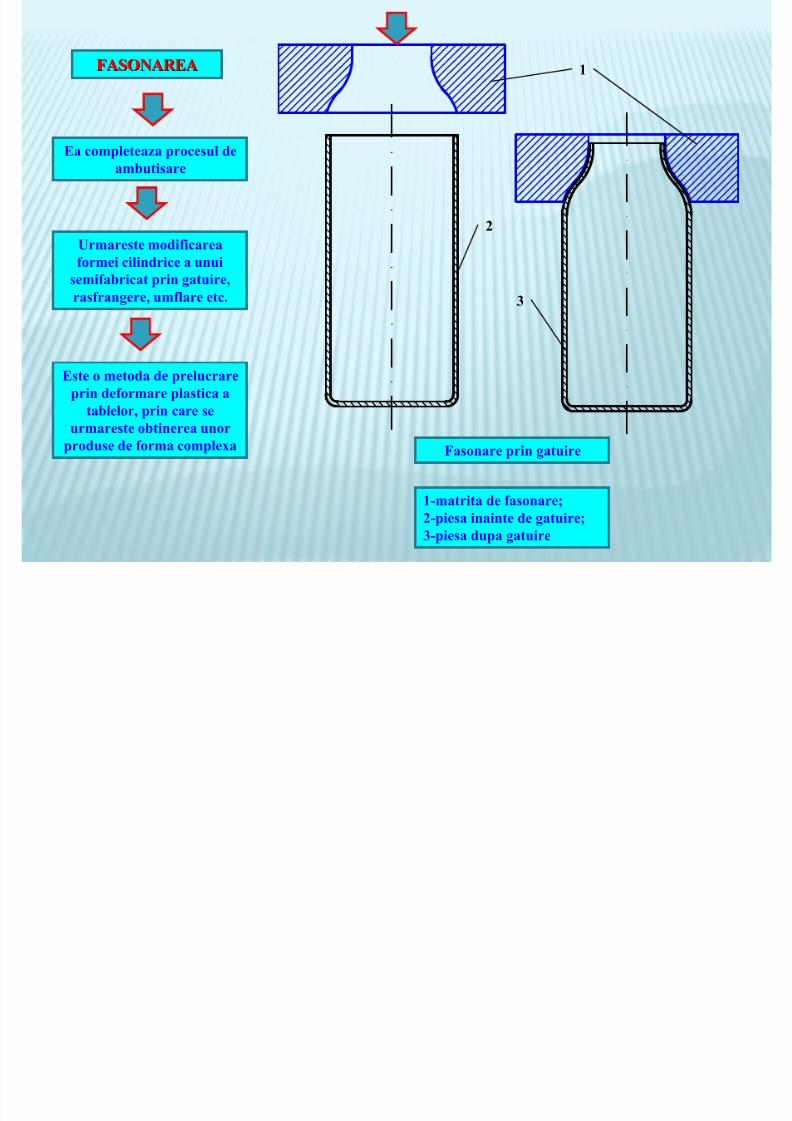
*'S$ '+&'*'S$ '+&'
&ste o metoda de prelucrareprin deformare plastica a
tablelor, prin care seurmareste obtinerea unor
produse de forma complexa
&a completeaza procesul deambutisare
rmareste modificareaformei cilindrice a unui
semifabricat prin atuire,rasfran ere, umflare etc.
*asonare prin atuire
2
/
3
2-matrita de fasonare;/-piesa inainte de atuire;
3-piesa dupa atuire
2
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 74/96
2
/ 3
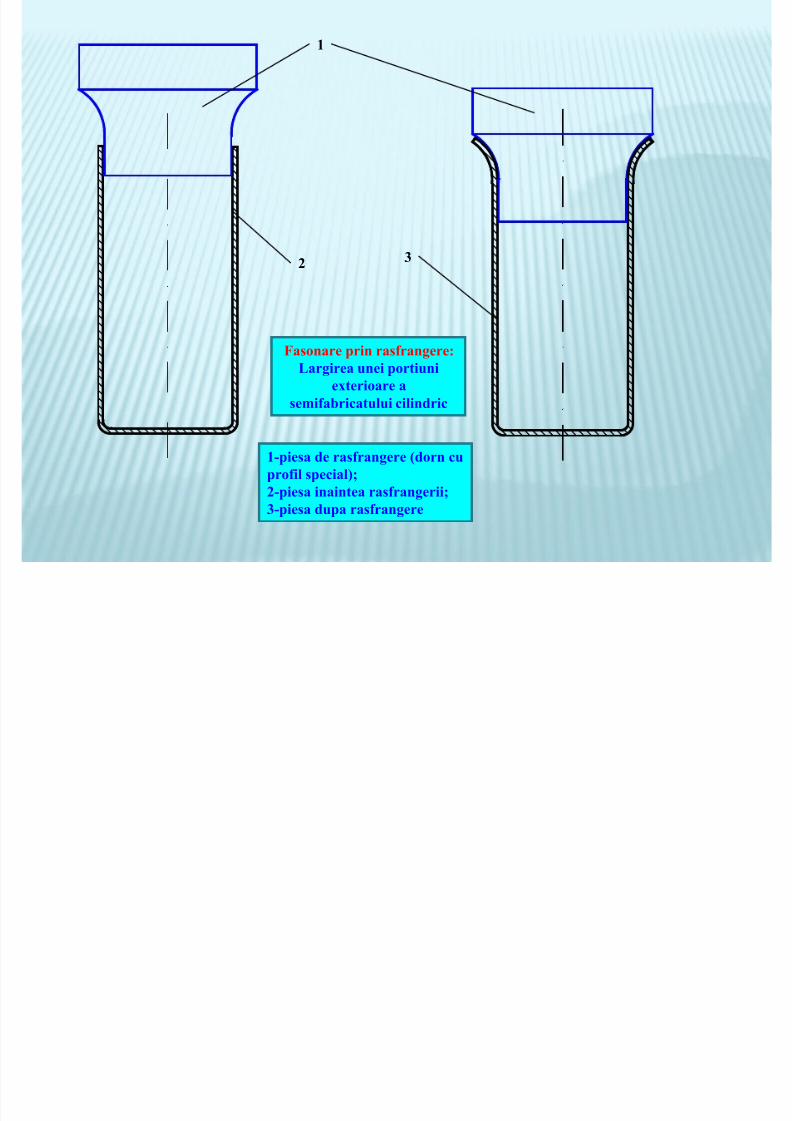
*asonare prin rasfran ere:ar irea unei portiuni
exterioare a
semifabricatului cilindric
2-piesa de rasfran ere (dorn cuprofil special);/-piesa inaintea rasfran erii;3-piesa dupa rasfran ere
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 75/96
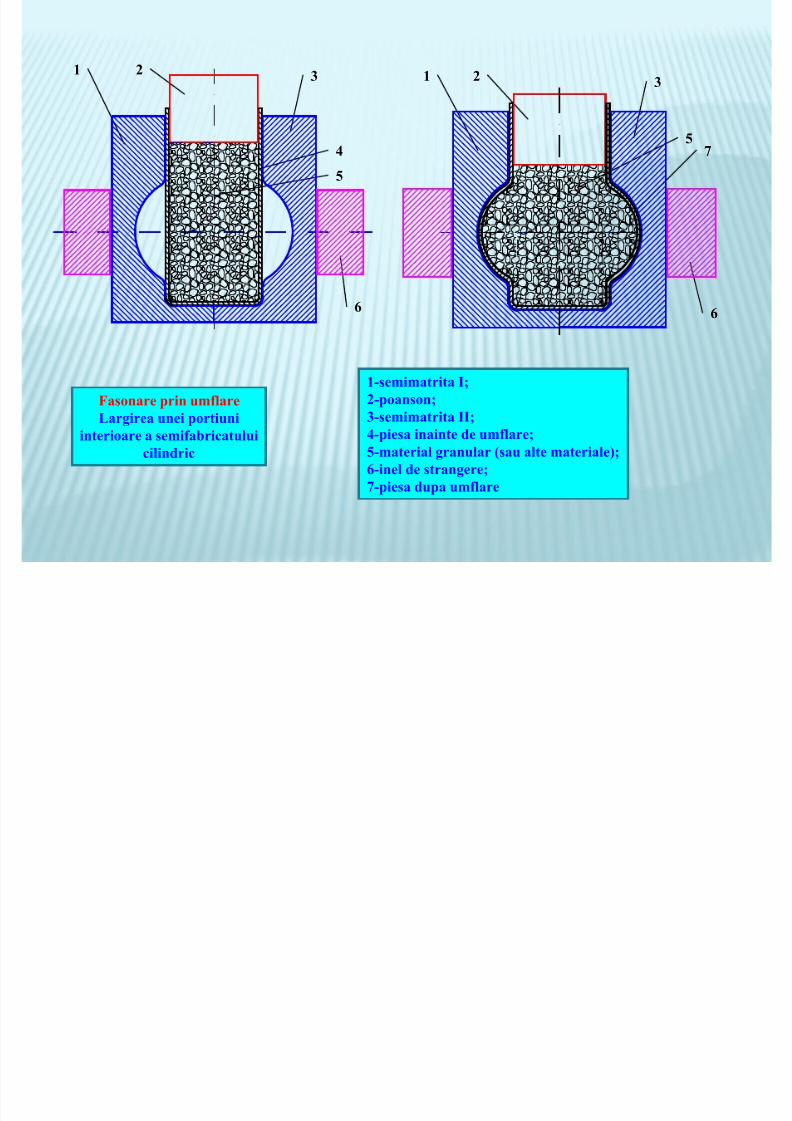
*asonare prin umflarear irea unei portiuniinterioare a semifabricatului
cilindric
2/ 3
7
2 / 3
<
2-semimatrita I;
/-poanson;3-semimatrita II;7-piesa inainte de umflare;-material ranular (sau alte materiale);-inel de stran ere;<-piesa dupa umflare
I $I+&' !'> & $+
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 76/96
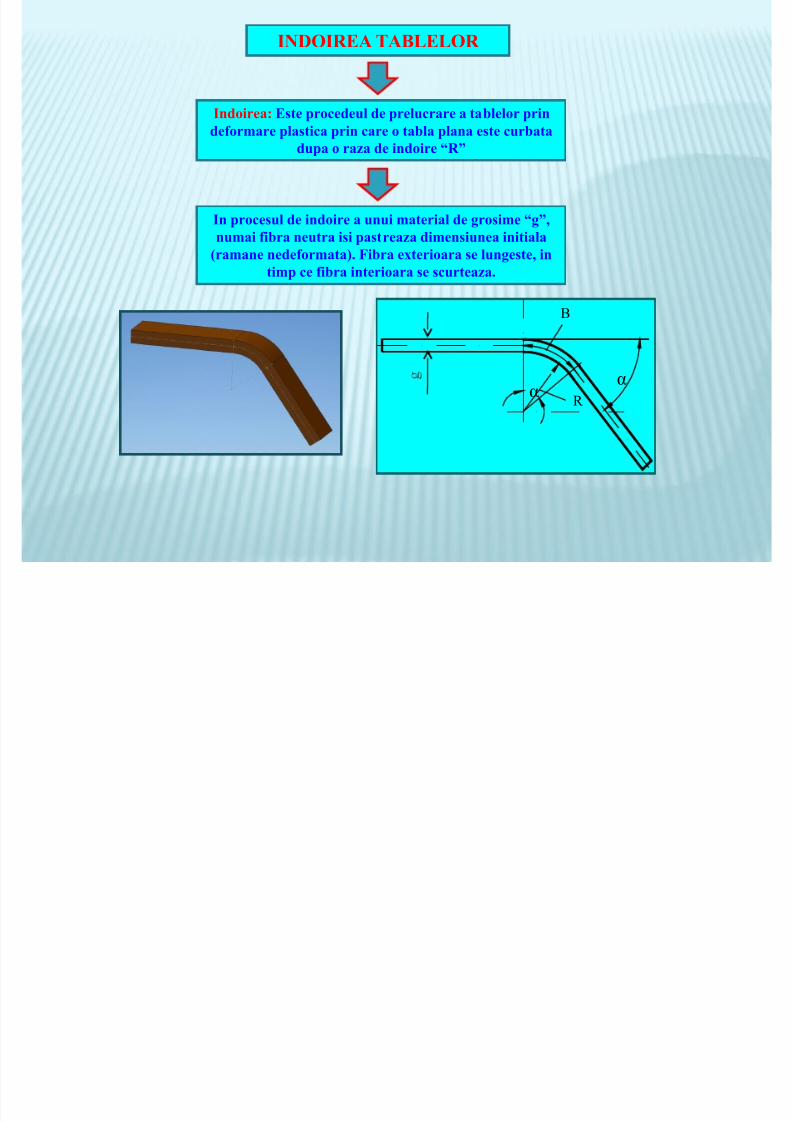
Indoirea: &ste procedeul de prelucrare a tablelor prindeformare plastica prin care o tabla plana este curbata
dupa o raza de indoire A+B
In procesul de indoire a unui material de rosime A B,numai fibra neutra isi pastreaza dimensiunea initiala
(ramane nedeformata). *ibra exterioara se lun este, in
timp ce fibra interioara se scurteaza.
!
"
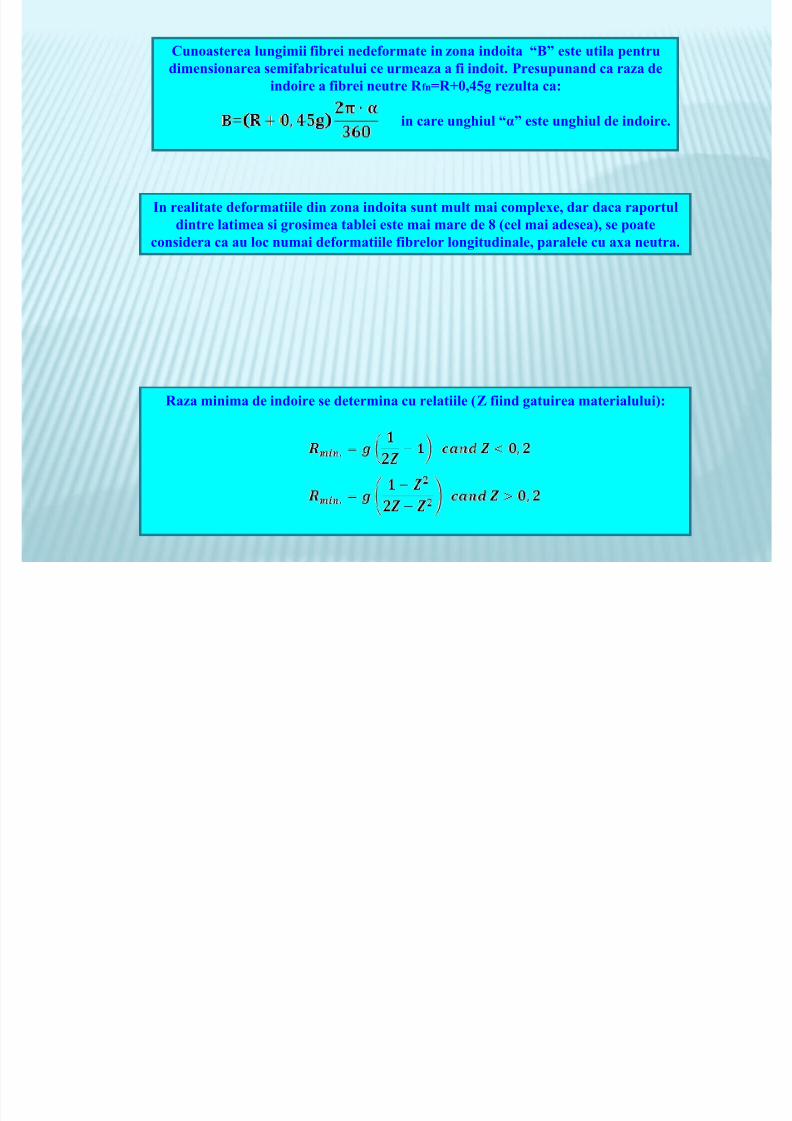
"unoasterea lun imii fibrei nedeformate in zona indoita A>B este utila pentru
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 77/96
unoasterea lun imii fibrei nedeformate in zona indoita A>B este utila pentrudimensionarea semifabricatului ce urmeaza a fi indoit. Presupunand ca raza de
indoire a fibrei neutre + fn0+C6,7 rezulta ca:
in care un hiul ALB este un hiul de indoire.
In realitate deformatiile din zona indoita sunt mult mai complexe, dar daca raportuldintre latimea si rosimea tablei este mai mare de = (cel mai adesea), se poate
considera ca au loc numai deformatiile fibrelor lon itudinale, paralele cu axa neutra.
+aza minima de indoire se determina cu relatiile (@ fiind atuirea materialului):
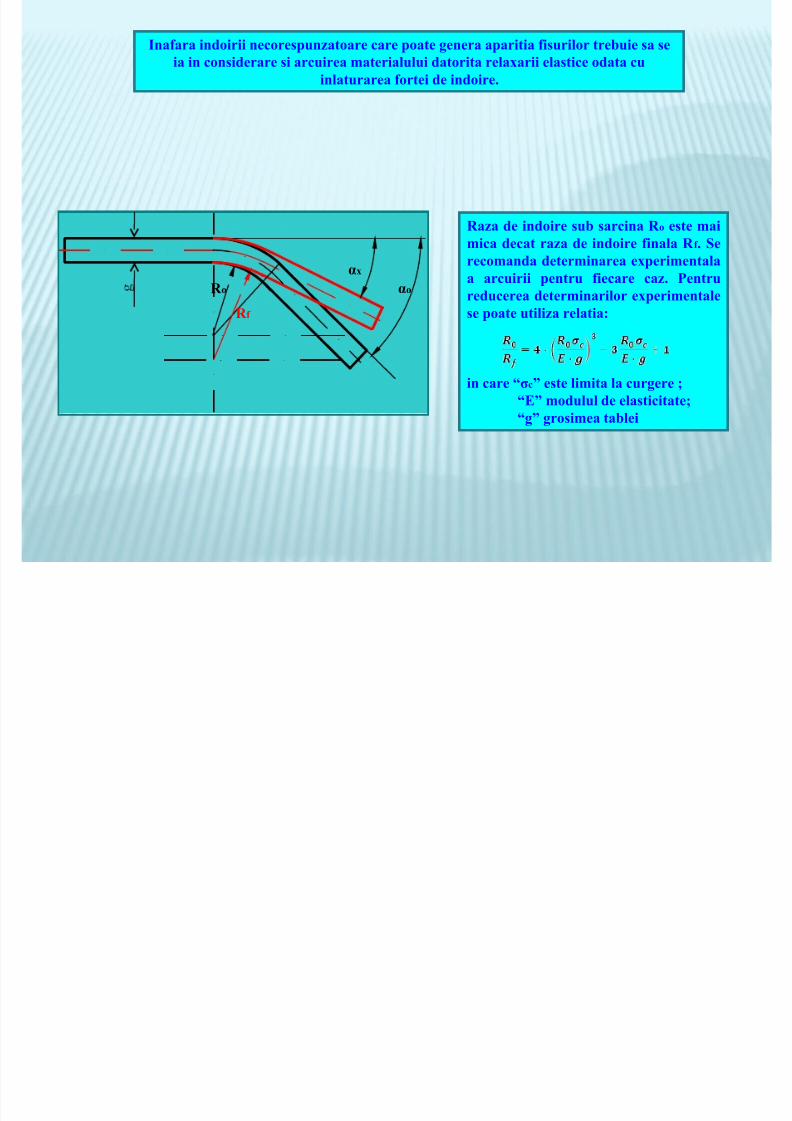
Inafara indoirii necorespunzatoare care poate enera aparitia fisurilor trebuie sa se
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 78/96
p p pia in considerare si arcuirea materialului datorita relaxarii elastice odata cu
inlaturarea fortei de indoire.
+ o
+ f
LoLx
+aza de indoire sub sarcina + o este maimica decat raza de indoire finala + f . Serecomanda determinarea experimentalaa arcuirii pentru fiecare caz. Pentrureducerea determinarilor experimentalese poate utiliza relatia:
in care A cB este limita la cur ere ;
A&B modulul de elasticitate; A B rosimea tablei
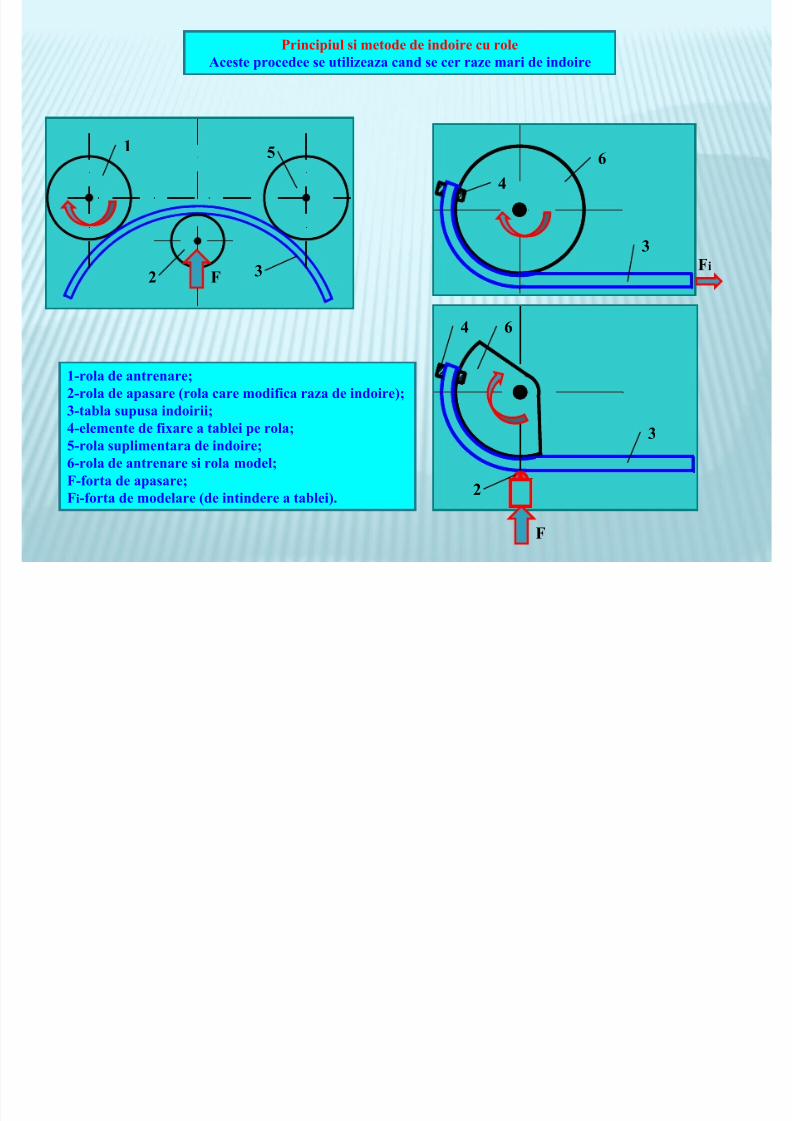
Principiul si metode de indoire cu role
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 79/96
'ceste procedee se utilizeaza cand se cer raze mari de indoire
2
/
3
7
*
3
3
7
*
/
* i
2-rola de antrenare;/-rola de apasare (rola care modifica raza de indoire);3-tabla supusa indoirii;7-elemente de fixare a tablei pe rola;-rola suplimentara de indoire;-rola de antrenare si rola model;*-forta de apasare;* i-forta de modelare (de intindere a tablei).
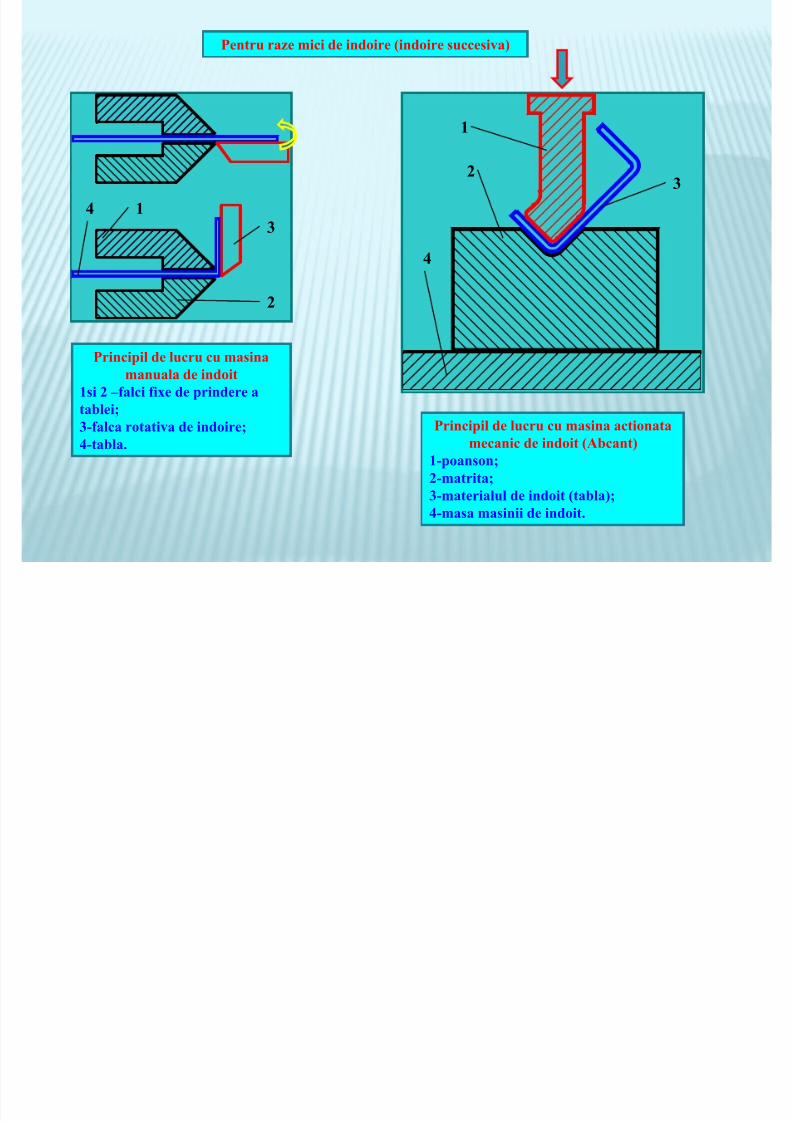
Pentru raze mici de indoire (indoire succesi a)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 80/96
2
/
3
Principil de lucru cu masinamanuala de indoit
2si / 9falci fixe de prindere atablei;3-falca rotati a de indoire;7-tabla.
7
2
/3
7
Principil de lucru cu masina actionatamecanic de indoit ('bcant)
2-poanson;/-matrita;3-materialul de indoit (tabla);7-masa masinii de indoit.
3
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 81/96
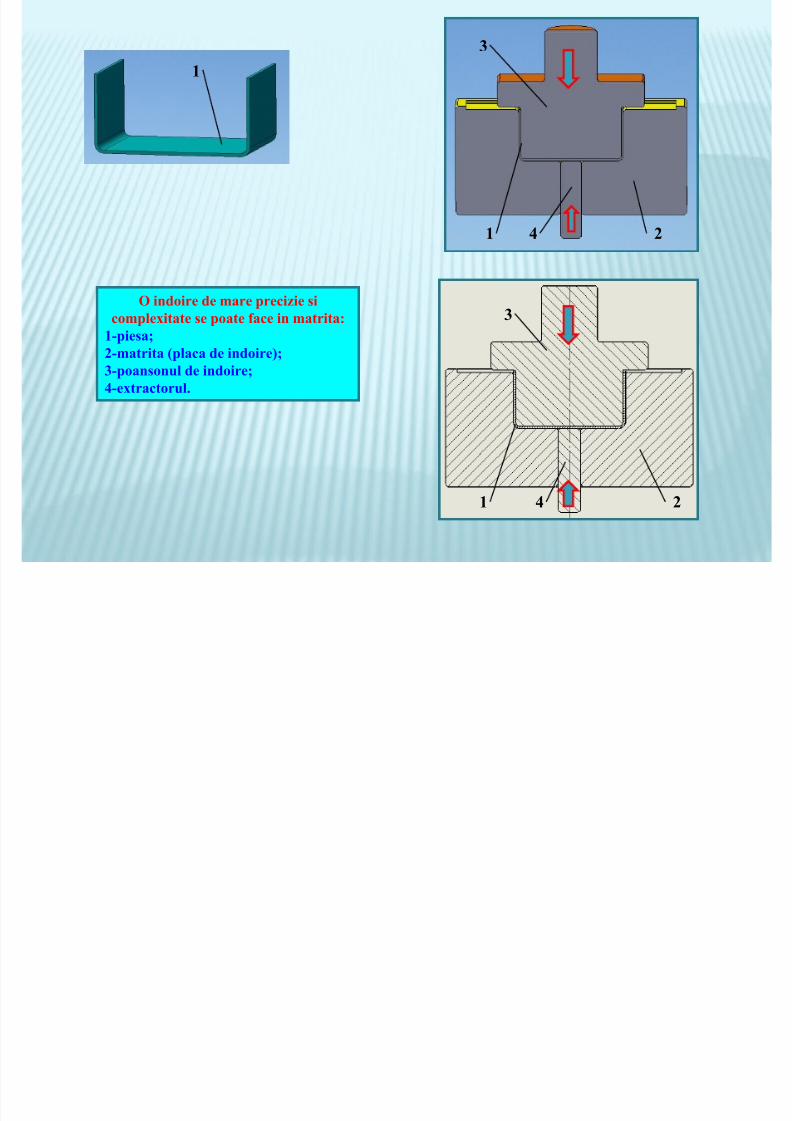
$ indoire de mare precizie sicomplexitate se poate face in matrita:
2-piesa;/-matrita (placa de indoire);3-poansonul de indoire;7-extractorul.
2
2
2
/7
/
3
7
P+& "+'+&' %'!&+I' & $+ P+I *$+*&"'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 82/96
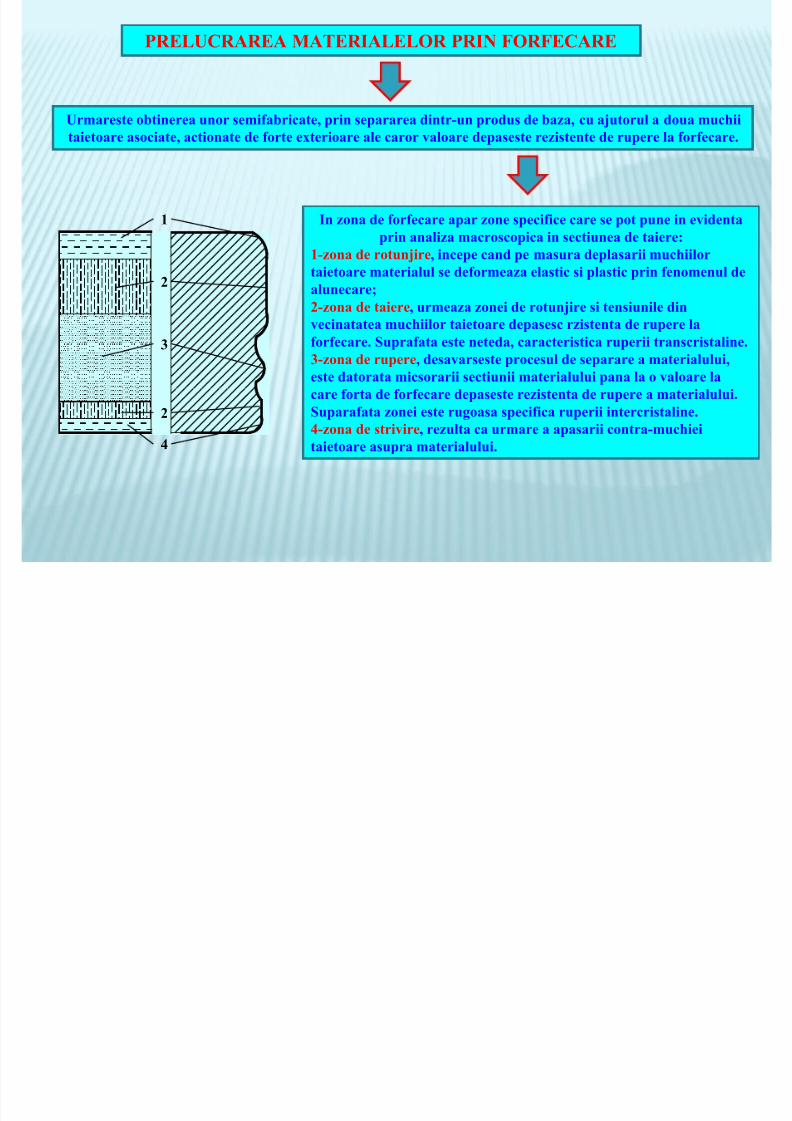
rmareste obtinerea unor semifabricate, prin separarea dintr-un produs de baza, cu ajutorul a doua muchii
taietoare asociate, actionate de forte exterioare ale caror aloare depaseste rezistente de rupere la forfecare.
In zona de forfecare apar zone specifice care se pot pune in e identaprin analiza macroscopica in sectiunea de taiere:
2-zona de rotunjire , incepe cand pe masura deplasarii muchiilor
taietoare materialul se deformeaza elastic si plastic prin fenomenul dealunecare;/-zona de taiere , urmeaza zonei de rotunjire si tensiunile dinecinatatea muchiilor taietoare depasesc rzistenta de rupere laforfecare. Suprafata este neteda, caracteristica ruperii transcristaline.3-zona de rupere , desa arseste procesul de separare a materialului,este datorata micsorarii sectiunii materialului pana la o aloare lacare forta de forfecare depaseste rezistenta de rupere a materialului.Suparafata zonei este ru oasa specifica ruperii intercristaline.7-zona de stri ire , rezulta ca urmare a apasarii contra-muchieitaietoare asupra materialului.
2
/
3
7
/
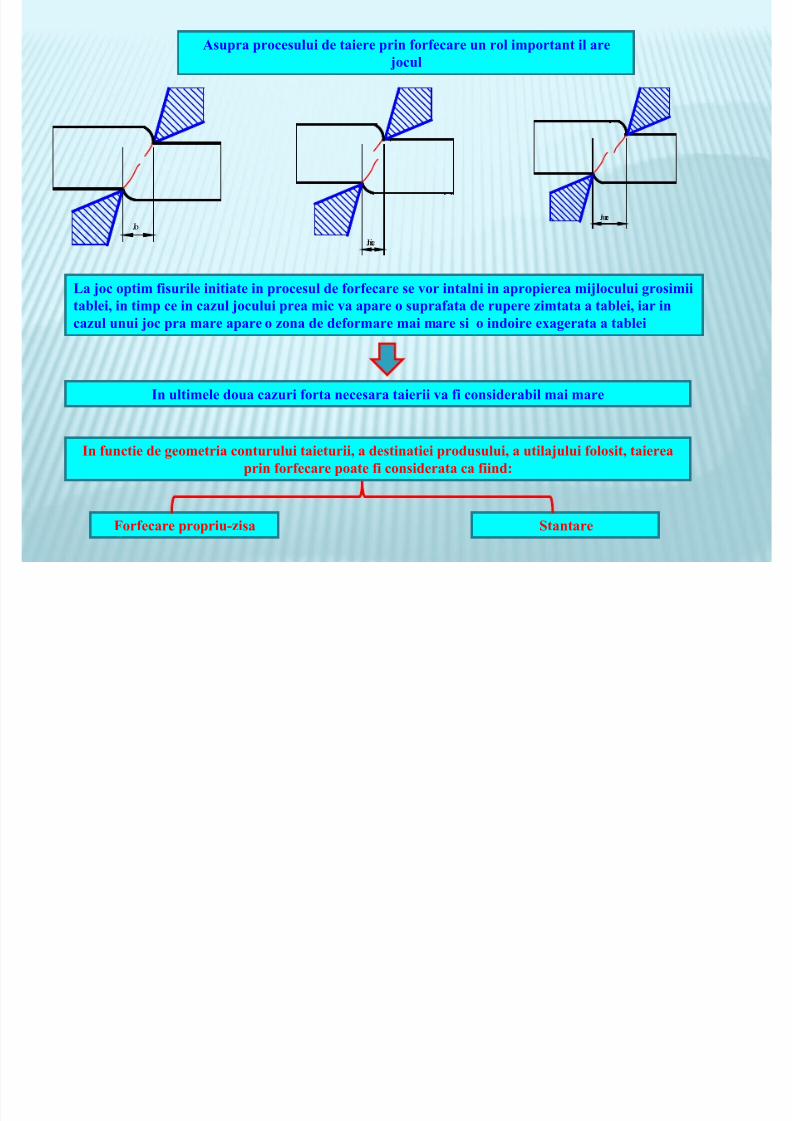
'supra procesului de taiere prin forfecare un rol important il are
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 83/96
#o
jocul
#mic
#mare
a joc optim fisurile initiate in procesul de forfecare se or intalni in apropierea mijlocului rosimiitablei, in timp ce in cazul jocului prea mic a apare o suprafata de rupere zimtata a tablei, iar incazul unui joc pra mare apare o zona de deformare mai mare si o indoire exa erata a tablei
In ultimele doua cazuri forta necesara taierii a fi considerabil mai mare
In functie de eometria conturului taieturii, a destinatiei produsului, a utilajului folosit, taiereaprin forfecare poate fi considerata ca fiind:
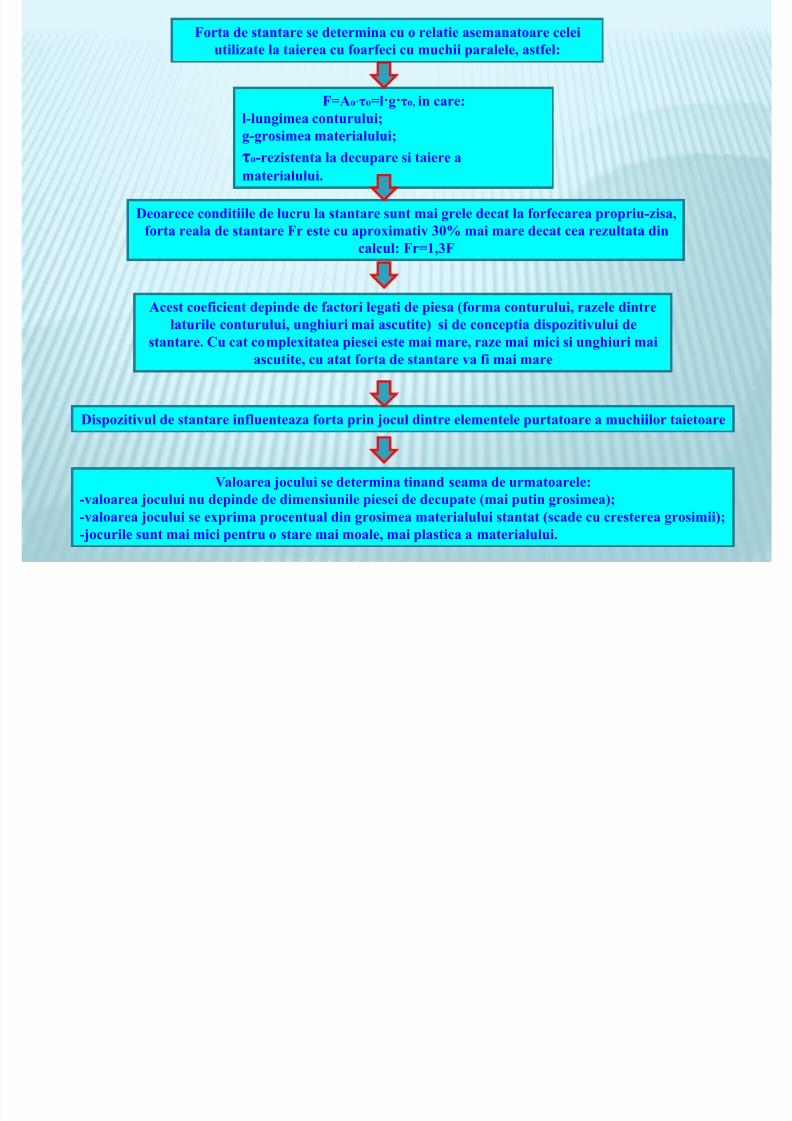
*orfecare propriu-zisa Stantare

8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 84/96
%&!$ & & !'I&+& P+I *$+*&"'+& P+$P+I -@IS'%&!$ & & !'I&+& P+I *$+*&"'+& P+$P+I -@IS'
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 85/96
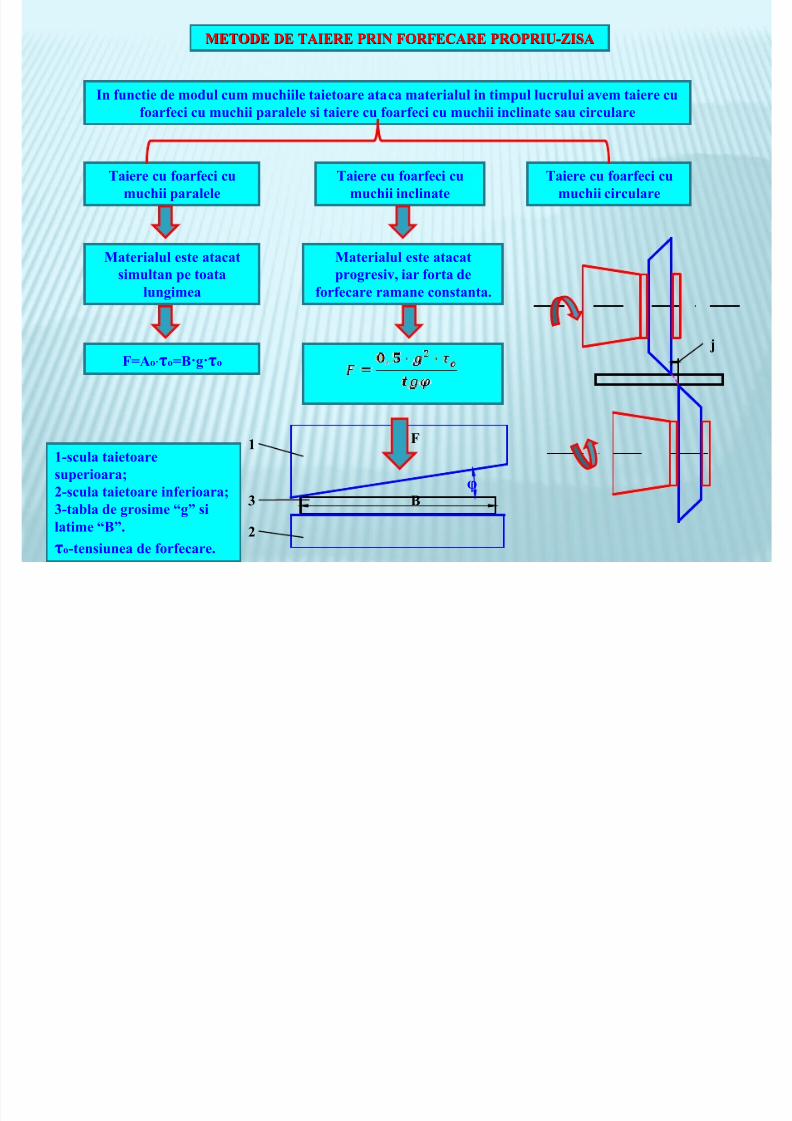
In functie de modul cum muchiile taietoare ataca materialul in timpul lucrului a em taiere cufoarfeci cu muchii paralele si taiere cu foarfeci cu muchii inclinate sau circulare
!aiere cu foarfeci cumuchii paralele
!aiere cu foarfeci cumuchii inclinate
!aiere cu foarfeci cumuchii circulare
%aterialul este atacat
simultan pe toatalun imea
*0' oFRo0>F F Ro
%aterialul este atacat
pro resi , iar forta deforfecare ramane constanta.
2
>
*
3
/
2-scula taietoaresuperioara;/-scula taietoare inferioara;3-tabla de rosime A B silatime A>B.
Ro-tensiunea de forfecare.
j
P+& "+'+&' %'!&+I' & $+ P+I S!' !'+&P+& "+'+&' %'!&+I' & $+ P+I S!' !'+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 86/96
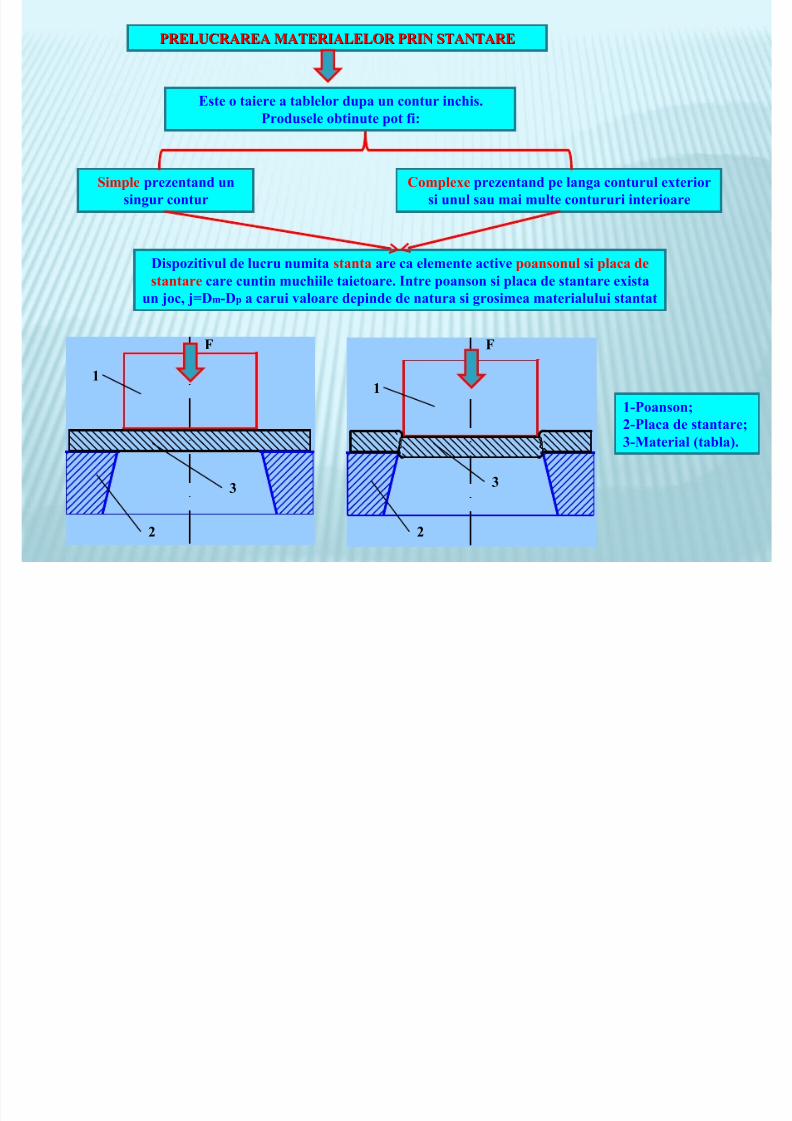
&ste o taiere a tablelor dupa un contur inchis.Produsele obtinute pot fi:
Simple prezentand unsin ur contur
"omplexe prezentand pe lan a conturul exteriorsi unul sau mai multe contururi interioare
ispoziti ul de lucru numita stanta are ca elemente acti e poansonul si placa destantare care cuntin muchiile taietoare. Intre poanson si placa de stantare exista
un joc, j0 m- p a carui aloare depinde de natura si rosimea materialului stantat
2
/
3
2
/
3
* *
2-Poanson;/-Placa de stantare;3-%aterial (tabla).
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 87/96
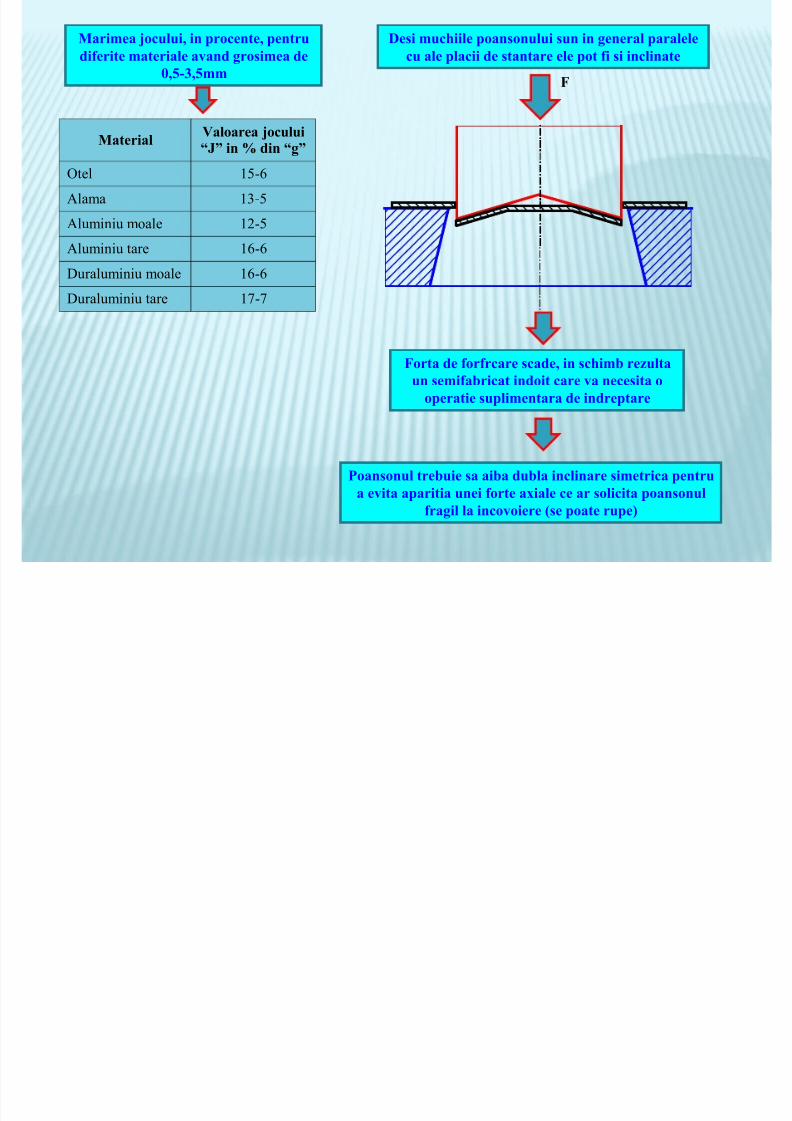
%arimea jocului, in procente, pentrudiferite materiale a and rosimea de
esi muchiile poansonului sun in eneral paralelecu ale placii de stantare ele pot fi si inclinate
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 88/96
diferite materiale a and rosimea de6, -3, mm
%aterialGaloarea joculuiA4B in din A B
$tel 15-6
%lama 13-5
%luminiu moale 12-5
%luminiu tare 16-6
&uraluminiu moale 16-6&uraluminiu tare 17-7
*
cu ale placii de stantare ele pot fi si inclinate
*orta de forfrcare scade, in schimb rezultaun semifabricat indoit care a necesita o
operatie suplimentara de indreptare
Poansonul trebuie sa aiba dubla inclinare simetrica pentrua e ita aparitia unei forte axiale ce ar solicita poansonul
fra il la inco oiere (se poate rupe)
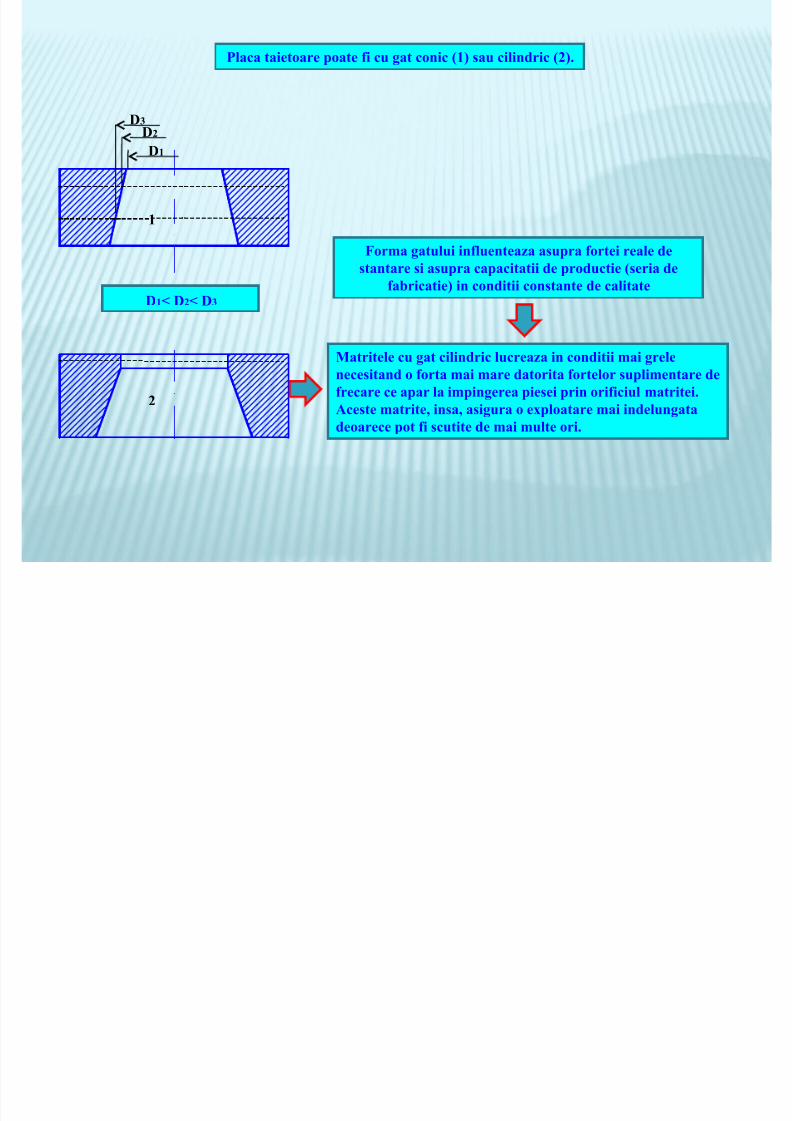
Placa taietoare poate fi cu at conic (2) sau cilindric (/)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 89/96
Placa taietoare poate fi cu at conic (2) sau cilindric (/).
2
/
*orma atului influenteaza asupra fortei reale destantare si asupra capacitatii de productie (seria de
fabricatie) in conditii constante de calitate
%atritele cu at cilindric lucreaza in conditii mai relenecesitand o forta mai mare datorita fortelor suplimentare defrecare ce apar la impin erea piesei prin orificiul matritei.
'ceste matrite, insa, asi ura o exploatare mai indelun atadeoarece pot fi scutite de mai multe ori.
3
2
/
25 / 5 3
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 90/96
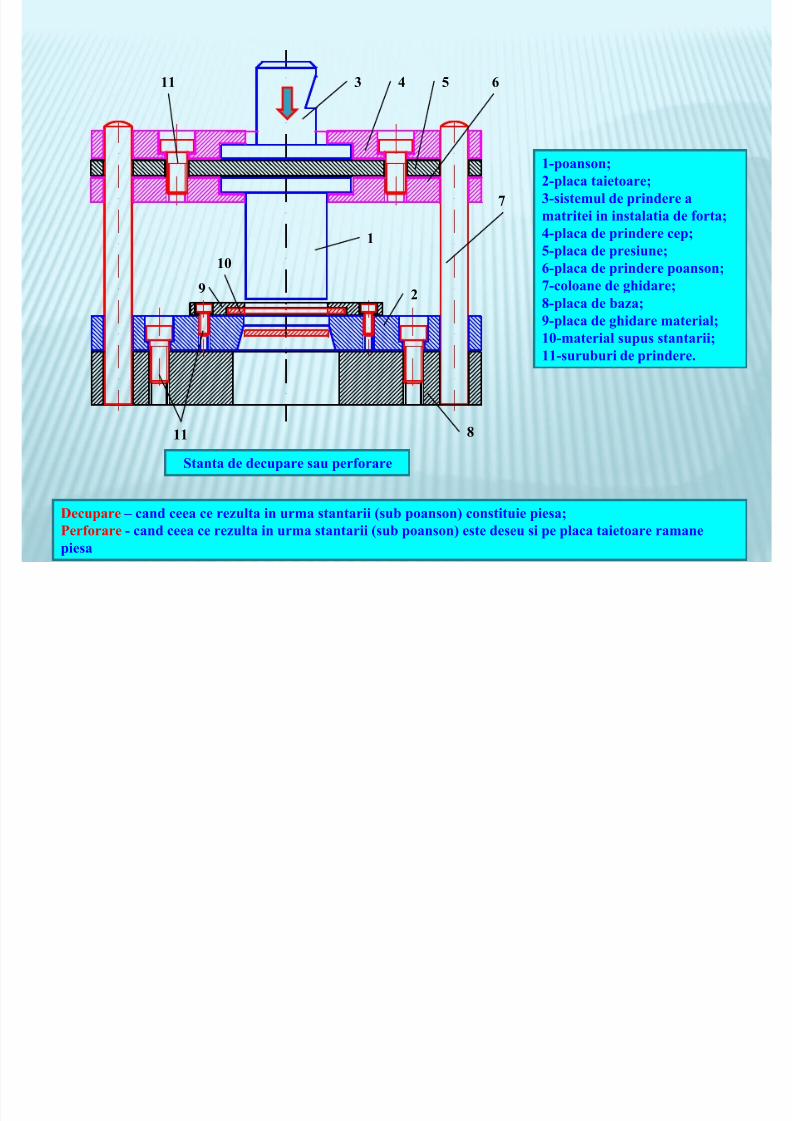
2-poanson;/-placa taietoare;3-sistemul de prindere amatritei in instalatia de forta;7-placa de prindere cep;-placa de presiune;-placa de prindere poanson;<-coloane de hidare;=-placa de baza;E-placa de hidare material;26-material supus stantarii;22-suruburi de prindere.
Stanta de decupare sau perforare
<
22
2
/
3 7
=
E
26
22
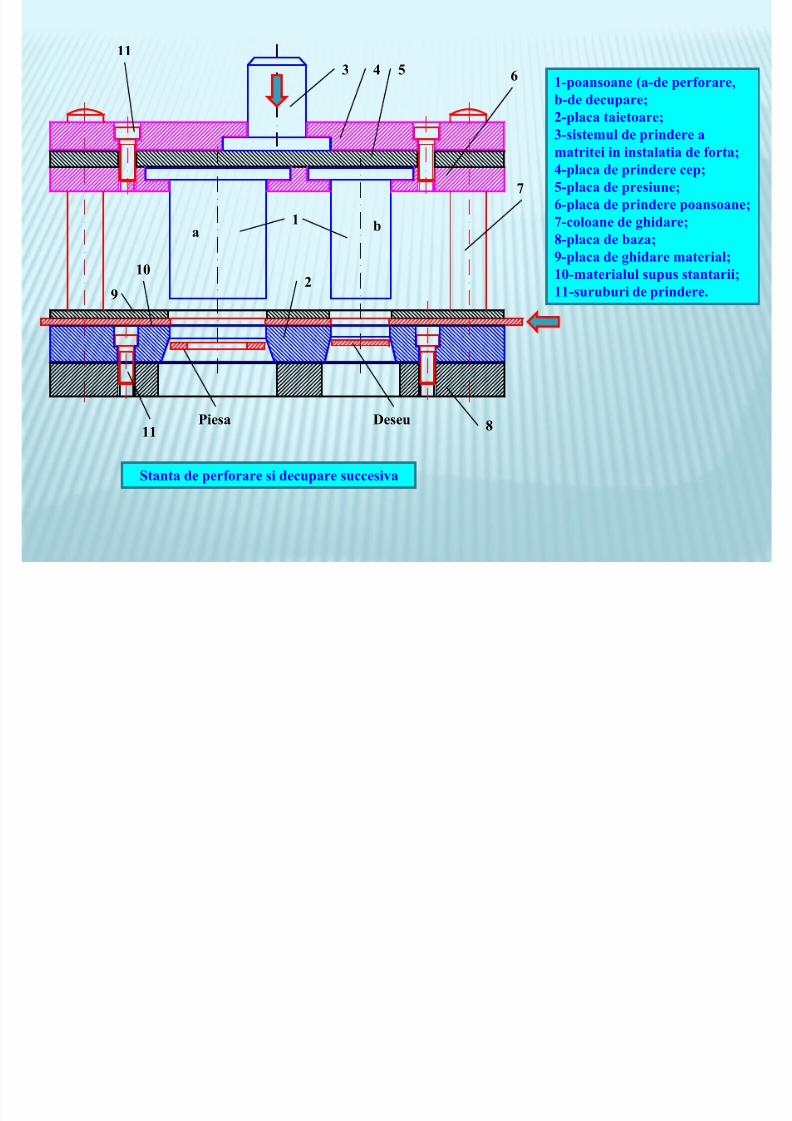
ecupare 9 cand ceea ce rezulta in urma stantarii (sub poanson) constituie piesa;Perforare - cand ceea ce rezulta in urma stantarii (sub poanson) este deseu si pe placa taietoare ramanepiesa
22
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 91/96
2-poansoane (a-de perforare,b-de decupare;/-placa taietoare;3-sistemul de prindere amatritei in instalatia de forta;7-placa de prindere cep;-placa de presiune;-placa de prindere poansoane;<-coloane de hidare;=-placa de baza;E-placa de hidare material;
26-materialul supus stantarii;22-suruburi de prindere.
Stanta de perforare si decupare succesi a
2
/
3 7
<
=
E
26
22
a b
eseuPiesa
7 <
23
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 92/96
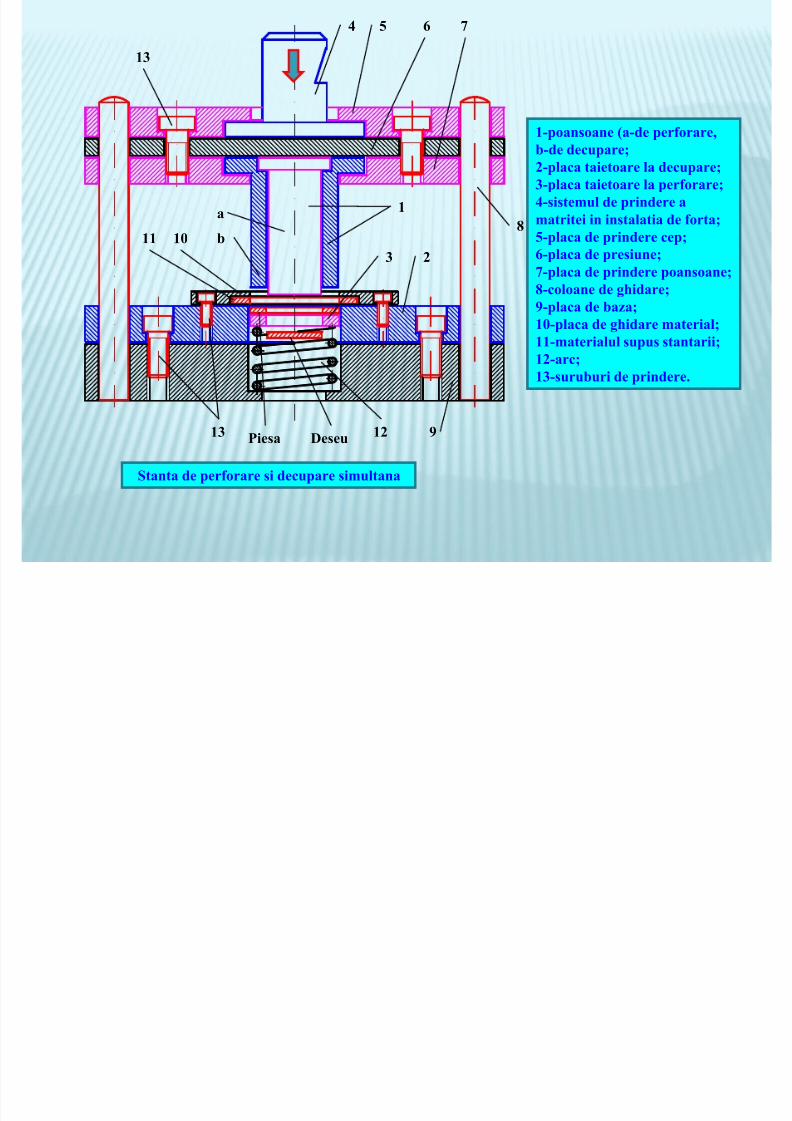
2-poansoane (a-de perforare,b-de decupare;/-placa taietoare la decupare;3-placa taietoare la perforare;7-sistemul de prindere amatritei in instalatia de forta;-placa de prindere cep;-placa de presiune;
<-placa de prindere poansoane;=-coloane de hidare;E-placa de baza;26-placa de hidare material;22-materialul supus stantarii;2/-arc;23-suruburi de prindere.
Stanta de perforare si decupare simultana
2
/3
=
E
26
23
22
a
b
eseuPiesa 2/
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 93/96
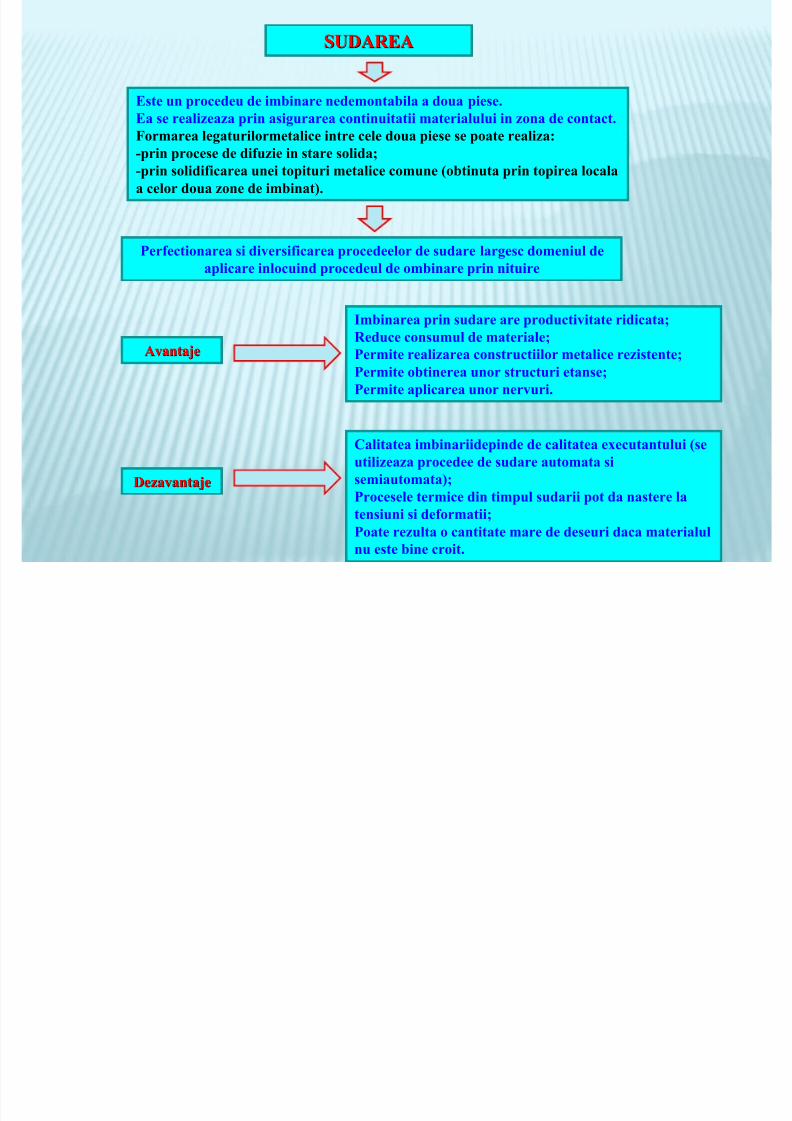
" 'SI*I"'+&' P+$"& && $+ & S '+&" 'SI*I"'+&' P+$"& && $+ & S '+&
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 94/96
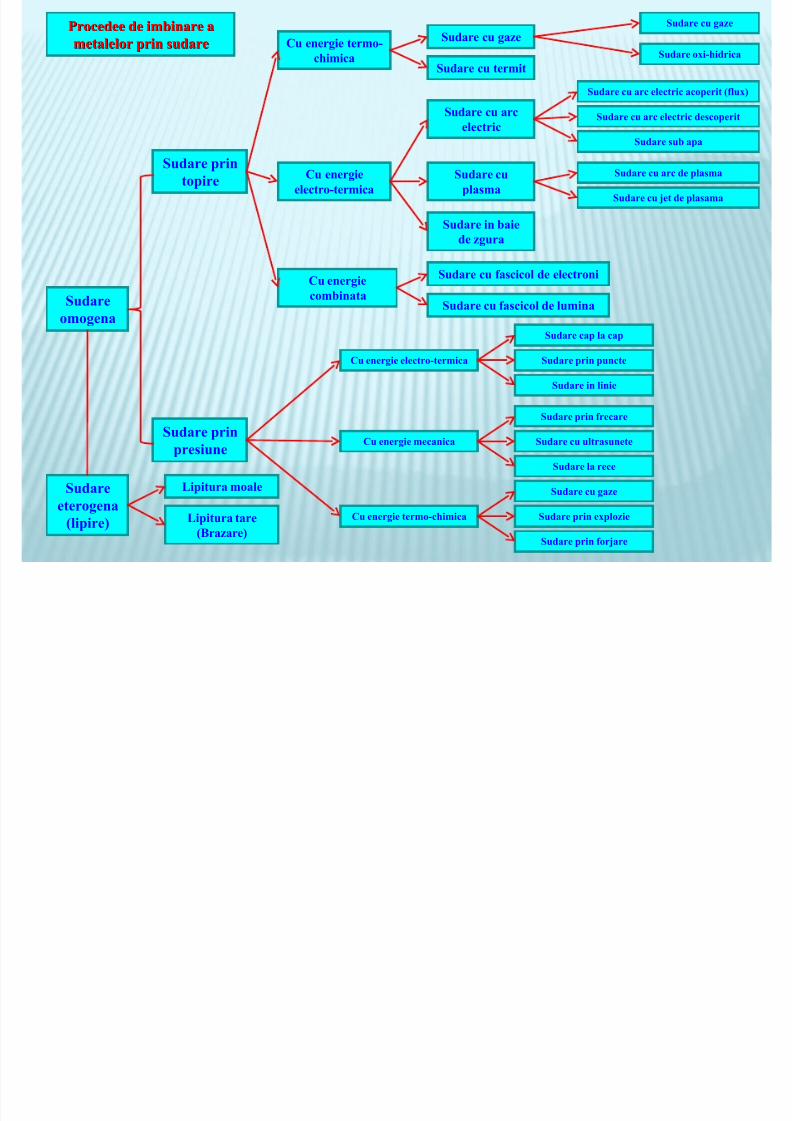
"lasificarea procedeelor de sudare se face prin diferite criterii, cum ar fi:-starea de a re are in zona de imbinare;-natura metalelor in zona sudata;-natura ener iei termice utilizate.
Procedee de imbinare aProcedee de imbinare ametalelor prin sudaremetalelor prin sudare "u ener ie termo-
chimica
Sudare cu azeSudare cu aze
Sudare oxi-hidrica
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 95/96
Sudareomo ena
Sudare printopire
Sudare prinpresiune
"u ener ie electro-termica
"u ener ie mecanica
"u ener ie termo-chimica
"u ener ieelectro-termica
"u ener iecombinata
Sudare cap la cap
Sudare prin puncte
Sudare in linie
Sudare cu termit
Sudare cu arcelectric
Sudare cuplasma
Sudare in baiede z ura
Sudare cu arc electric acoperit (flux)
Sudare cu arc electric descoperit
Sudare sub apa
Sudare cu arc de plasma
Sudare cu jet de plasama
Sudare cu fascicol de electroni
Sudare cu fascicol de lumina
Sudare prin frecare
Sudare cu ultrasunete
Sudare la rece
Sudare cu aze
Sudare prin explozie
Sudare prin forjare
Sudareetero ena
(lipire)
ipitura moale
ipitura tare(>razare)
8/16/2019 Cursuri TM 1-14
http://slidepdf.com/reader/full/cursuri-tm-1-14 96/96

















