Maşini-unelte pentru prelucrări neconvenţionale 11 MAŞINI-UNELTE PENTRU PRELUCRĂRI NECONVENŢIONALE 11.1. PROCEDEE DE PRELUCRARE Legile sinectice de dezvoltare a tehnologiilor marchează trecerea de la utilizarea energiilorinferioare (ene rgi a ter mic ă şi me canică ) la imp le me nta rea energiilor superioare (energii electromagnetice, atomice, moleculare) prin folosirea procedee neconvenţionale de prelucrare: electrochimică, electrocorozivă, prelucrare cu radiaţii şi cu ultrasunete, raze laser. Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele clasice a fost denumită prelucrare neconvenţională, sau specială. Prelucrările neconvenţionale sunt procedeele care îndeplinesc una dintre condiţiile: - sunt eficiente pentru pr elucrarea unor materiale cu proprietăţi deosebite (dure, casante etc.); - permit obţinerea cu mare precizie a unor suprafeţe specia le ca formă dimensiuni, rugozitate ; - se aplică în medii speciale, ionizate sau nu, la presiuni mari sau vid. Procedeele se bazează pe îndepărtarea de microaşchii (0,10 - 0,001mm), prin eroziune, sub acţiunea unui agent eroziv, care să cedeze energie suprafeţei de prelucrat, sau mediului de lucru, energie: electrică, electrochimică, electromagnetică, chimică, termică, sau mecanică Prelucrările neconvenţionale pot fi clasificate astfel: 1. Prelucrări cu microaşchii: a. Prelucrări p rin electroeroziune: prin scântei; prin impulsuri; prin contact. b. Pre lucră ri ele ctroc himic e: spa ţiale; de finisare. c. Prelucrări prin abraziune: aşchiere cu micropulberi; cu ult rasunete; cu jet abraziv. d. Prelucrări combinate : anodomecanice; electroabrazive; ultra-abrazive; electrojet. 2. Găurirea cu fascicol de electroni acceleraţi 3. Filetarea cu plasmă 4. Tăierea: cu laser ; cu fascicol de electroni acceleraţi; cu plasmă 5. Sudarea: cu laser ; cu fascicol de electroni acce leraţi Avantajele tehnice şi economice la aplicarea procedeelor neconvenţionale: - utilizarea în domenii în care tehnologiile clasice nu se pot aplica. - tehnologiile sunt complet automatizate, deci calitatea este asigurată din proiectare; - sunt eficiente din punct de vedere tehnico-economic la producţii de serie mare . 222
Legile sinectice de dezvoltare a tehnologiilor marchează trecerea de la utilizarea energiilor
inferioare (energia termică şi mecanică) la implementarea energiilor superioare (energii
electromagnetice, atomice, moleculare) prin folosirea procedee neconvenţionale de prelucrare:
electrochimică, electrocorozivă, prelucrare cu radiaţii şi cu ultrasunete, raze laser.
Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele
clasice a fost denumită prelucrare neconvenţională, sau specială.
Prelucrările neconvenţionale sunt procedeele care îndeplinesc una dintre condiţiile:
- sunt eficiente pentru prelucrarea unor materiale cu proprietăţi deosebite (dure, casante etc.);
- permit obţinerea cu mare precizie a unor suprafeţe speciale ca formă dimensiuni, rugozitate;
- se aplică în medii speciale, ionizate sau nu, la presiuni mari sau vid.
Procedeele se bazează pe îndepărtarea de microaşchii (0,10 - 0,001mm), prin eroziune, sub
acţiunea unui agent eroziv, care să cedeze energie suprafeţei de prelucrat, sau mediului de lucru,
energie: electrică, electrochimică, electromagnetică, chimică, termică, sau mecanică
Prelucrările neconvenţionale pot fi clasificate astfel:
1. Prelucrări cu microaşchii:
a. Prelucrări prin electroeroziune: prin scântei; prin impulsuri; prin contact.
b. Prelucrări electrochimice: spaţiale; de finisare.
c. Prelucrări prin abraziune: aşchiere cu micropulberi; cu ultrasunete; cu jet abraziv.
d. Prelucrări combinate: anodomecanice; electroabrazive; ultra-abrazive; electrojet.2. Găurirea cu fascicol de electroni acceleraţi
3. Filetarea cu plasmă
4. Tăierea: cu laser ; cu fascicol de electroni acceleraţi; cu plasmă
5. Sudarea: cu laser ; cu fascicol de electroni acceleraţi
Avantajele tehnice şi economice la aplicarea procedeelor neconvenţionale:
- utilizarea în domenii în care tehnologiile clasice nu se pot aplica.
- tehnologiile sunt complet automatizate, deci calitatea este asigurată din proiectare;- sunt eficiente din punct de vedere tehnico-economic la producţii de serie mare.
electrolit 1 în care se introduce metalul de prelucrat
2 legat la polul pozitiv al unui generator de curent
continuu 2 şi un alt metal 4, legat la polul negativ al
acestuia (figura 11.1). Datorită forţei electromotoare
a sursei de curent, între anod şi catod prin
intermediul electrolitului, se închide un circuit
electric. Transportul curentului se face de către ionii moleculelor disociate ale soluţiei de
electrolit, care sub influenţa câmpului electrolitic se deplasează spre electrozi cu sarcini
contrarii. Cantitatea de metal dizolvată de pe anod în timpul prelucrării (electrolizei) este dată
de legea lui Faraday. Pentru obţinerea unor viteze mari de prelucrare trebuie micşorat foarte
mult interstiţiul de lucru, dar creşte mult pericolul de scurtcircuitare reprezentând un optim al
lui. Relaţia de bază a prelucrării electrochimice arată că viteza de prelucrare este invers
proporţională cu mărimea interstiţiului de lucru dintre electrozi, funcţie de tensiunea curentului,
concentraţia electrolitului şi temperatura de lucru.
Piesa de prelucrat este legată la anod iar electrolitul sculă la catodul unui generator de
curent continuu. În zonele în care distanţele dintre anod şi catod sunt mici densităţile de curent
sunt mai mari ceea ce duce la o dizolvare anodică mai mare decât la distanţe mari. Trebuierealizat un spaţiu uniform minim posibil pentru a se realiza o viteză mare de curgere a
electrolitului păstrând tensiuni de lucru mici (5-12V). În timpul procesului de electroliză, de la
suprafaţa semifabricatului se desprind particule metalice, realizându-se astfel lustruirea.
Procedeul se aplică la prelucrarea materialelor foarte dure, sau cu proprietăţi deosebite, cum
sunt executarea matriţelor, lustruirea paletelor de turbină din oţel dur, sau a ţevilor etc.
Procedeul se poate aplica şi la tăierea materialelor metalice dure, caz în care electrodul -
sculă este un disc rotitor de cupru, sau de fontă. Electrolitul se introduce sub formă de jet, înspaţiul dintre electrod şi piesă, aflată într-o mişcare de avans.
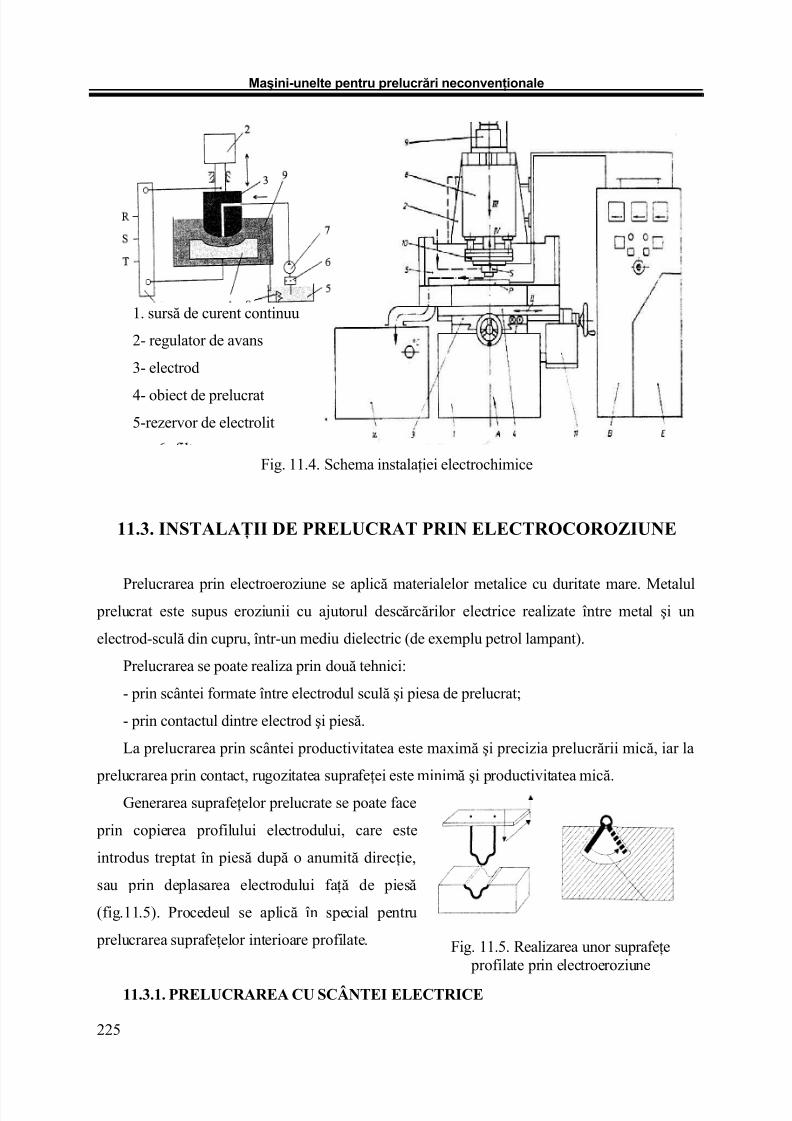
11.3. INSTALAŢII DE PRELUCRAT PRIN ELECTROCOROZIUNE
Prelucrarea prin electroeroziune se aplică materialelor metalice cu duritate mare. Metalul prelucrat este supus eroziunii cu ajutorul descărcărilor electrice realizate între metal şi un
electrod-sculă din cupru, într-un mediu dielectric (de exemplu petrol lampant).
Prelucrarea se poate realiza prin două tehnici:
- prin scântei formate între electrodul sculă şi piesa de prelucrat;
- prin contactul dintre electrod şi piesă.
La prelucrarea prin scântei productivitatea este maximă şi precizia prelucrării mică, iar la
prelucrarea prin contact, rugozitatea suprafeţei este minimă şi productivitatea mică.Generarea suprafeţelor prelucrate se poate face
prin copierea profilului electrodului, care este
introdus treptat în piesă după o anumită direcţie,
sau prin deplasarea electrodului faţă de piesă
(fig.11.5). Procedeul se aplică în special pentru
prelucrarea suprafeţelor interioare profilate.
11.3.1. PRELUCRAREA CU SCÂNTEI ELECTRICE
225
1. sursă de curent continuu
2- regulator de avans
3- electrod
4- obiect de prelucrat
5-rezervor de electrolit
Fig. 11.5. Realizarea unor suprafeţe profilate prin electroeroziune
Fig.11.6. Schema de principiu a prelucrării prin electroeroziune
Maşini-unelte pentru prelucrări neconvenţionale
Prelucrarea dimensională a metalelor cu scântei electrice se bazează pe fenomenul de
eroziune complexă a metalului prin topiri localizate, discontinue şi localizate a unor descărcări
electrice prin impuls, amorsate în mod repetat, ca urmare a descărcărilor electrice ce au loc
într-un mediu dielectric între doi electrozi, electrodul sculă şi electrodul piesă. În spaţiul dintre
electrozi se formează un canal al scânteii, o descărcare localizată dezvoltând temperaturi de
8000 – 22.0000C care topeşte şi îl volatilizează, iar apoi prin intrarea în contact cu dielectricul
se va condensa şi solidifica instantaneu sub forma unor picături sferice. Pentru ca volumul de
material îndepărtat să fie mare este necesar un curent mare, ceea ce se realizează cu surse mari
de putere şi concentrarea energiei în impulsuri de durată scurtă.
Principiul de prelucrarea este arătat în figura
(fig. 11.6): 1-electrod-sculă (catod), 2- mediul
dielectric; 3-electrod-piesă (anod)
Prelucrarea cu scântei electrice foloseşte un
generator cu scântei, care are două circuite:
- Circuitul de încărcare format din sursa S,
întrerupătorul I, rezistorul R 1, de limitare a
curentului de încărcare şi bateria de
condensatoare C;- Circuitul de descărcare format din bateria de
condensatoare C devenită sursă de energie,
rezistorul R 1 de limitare a curentului de
descărcare şi cei doi electrozi sculă şi piesă.
Schema de principiu a producerii de scântei
electrice este în figura 11.7. Bateria de condensatoare se încarcă de la sursă atât timp cât
tensiunea la bornele ei rămâne inferioară celei corespunzătoare tensiunii de străpungere dintreelectrozii sculă şi piesă. Când tensiunea dintre armăturile condensatorului depăşeşte tensiunea
de străpungere dintre electrozi are loc descărcarea. Temperatura mare dezvoltată face ca
ionizarea iniţială să crească şi procesul de descărcare să se intensifice. După descărcare
rezistenţa internă a condensatorului revine la valoarea minimă şi reîncepe procesul de încărcare.
În acest mod perioadele de descărcare se succed celor de încărcare, momentul de sfârşit al
încărcării respectiv de început al descărcării, depinzând de gradul de ionizare şi de distanţa
dintre electrozi. Energia descărcării se menţine constantă printr-un spaţiu constant dintreelectrozi folosind o mişcare de avans dependent de cantitatea de material erodant.
226
Fig. 11.7. Schema de principiu a maşinii de prelucrării prin scântei electrice
Fig. 11.10. Maşina de prelucrat prin electrocoroziune
Se compune din: generatorul de impulsuri dreptunghiulare A, maşina propriu-zisă B şi
panoul hidraulic C pentru avans. Maşina propriu-zisă B are la bază un batiu 1 pe care se fixează
montantul 2 şi sania transversală 3 pe care se deplasează sania longitudinal a piesei P. Pe
montant se află mecanismul 7 de poziţionare şi de avans al electrodului sculă 8, poziţionarea
mesei (mişcările I şi II) se face manual, iar poziţionarea mecanismului de avans (mişcarea III)
se realizează cu un mecanism şurub-piuliţă. Mişcarea de avans autoreglabil IV prin care sedeplasează electrodul sculă pentru menţinerea unui interstiţiu constant se realizează cu un
sistem automat electro-hidraulic.
Schema hidraulică are un bloc comparator în care se compară valoarea medie a tensiunii
dintre electrozii scule şi piesă cu o tensiune de referinţă reglabilă prealabil; diferenţa deoparte şi
de alta, după amplificare constituie un semnal care printr-o electro-valvă distribuie uleiul de la
panoul hidraulic spre una din camerele motorului hidraulic.
Comparaţie între prelucrarea electrochimică şi electro-erozivă este dată în tabelul 11.1.
Fig.11.11. Prelucrarea prin eroziunechimică de adâncime în trepte
Maşini-unelte pentru prelucrări neconvenţionale
Tabelul 11.1.
Deosebiri principale Electrochimic Electroeroziv- temperatura de lucru 20…60 C 5…20.000 C
- uzura electrodului sculă depinde de Nu are uzură -materialul electrodului-regim de lucru generator - electrolitul cu conductibilitate electrică bună izolantă- tipul electrolitului Sare, acid bază Ulei mineral, petrol
- sursa de energieGenerator de c.c.,reglabil 5…20 V
Generator impulsuri de40..200V, 0,2 100kHz
- calitatea suprafeţei; stareaSuprafeţe fără defecte
temperaturi joaseDurificare superficială şi
influenţe termice- rugovitatea suprafeţelor Rz ≥ 1 μm ≥ 4 μm- precizia prelucrării; toleranţa >0,03 mm <0,01mm- viteze de avans (mm/min) productivitate >10 x
Radiaţiile corpusculare sau de natură electromagnetică, la densităţi mari de energie,
concentrate cu ajutorul unui sistem de focalizare asupra unei suprafeţei de prelucrat, pe o
suprafaţă redusă, dezvoltă în locul de contact cu aceste energii termice mari (temperaturi înalte),
capabile să prelucreze orice material. Procedee de prelucrare principale: cu fascicole de
electroni, ioni şi fascicole de fotoni.
11.4.2. PRINCIPIUL PRELUCRĂRII CU FASCICOLE DE ELECTRONI
a) Mecanismul de îndepărtare a materialului este arătat în figura 11.12.
Fig. 11.12. Principiul prelucrării cu fascicole de electroni asupra materialului
Proiectând un fascicul de electroni produs într-un dispozitiv, numit tun electronic,concentrat şi accelerat de un câmp electric, la o viteză mare (cca. 200.000 km/s) pe suprafaţa de
prelucrat, energia cinetică a acestuia se transformă în energie termică. Îndepărtarea materialului
se produce datorită topirii şi vaporizării unui strat de material situat în zona pe care este
focalizat fasciculul de electroni, zonă denumită şi pată de contact. Fasciculul de electroni
pătrunde sub stratul superficial şi vaporizează o cantitate de material 2. vaporii de material
creează o presiune puternică pe suprafaţă până la ruperea acestuia, ieşind apoi afară sub forma
unui jet (microexplozii) şi procesul se repetă. Durata impulsului76
10...10−−
sec, la interval de54 10...10 −− sec. Fasciculul de electroni este concentrat pe suprafeţe ce tind spre zero ca mărime,
provocând pulverizarea şi vaporizarea instantanee a unor volume extrem de mici de material,
cu o precizie foarte mare. De aceea, acest procedeu este cel mai precis dintre toate procedeele
de tăiere termică. Procedeul necesită instalaţie corespunzătoare, foarte scumpă. Se lucrează în
vid înaintat, iar conducerea procesului este computerizată pentru ca tăierea să se realizeze după
un contur prestabilit. Se utilizează numai pentru tăierea, găurirea, sau sudarea. Destinaţie:
materiale refractare, aliaje speciale, suduri fine, găuri < 0,1 mm.Schema unei instalaţii de prelucrare cu fascicule de electroni este dată în figura 11.13.
1. corp 2. particule abrazive, 3. lichid,4. piesa de prelucrat 5. particule desprinseFig. 11.18. Principiul prelucrării abrazive
în câmp ultrasonic
Maşini-unelte pentru prelucrări neconvenţionale
carbon, pentru tăierea sau sudarea pieselor subţiri metalice din materiale refractare, ceramice, a
textilelor în straturi groase. Pentru a mări eficienţa procesului se poate utiliza un jet de gaze
protector (argon sau dioxid de carbon) (fig. 11.17).
Schema de principiu a tăierii cu fascicul laser:
1-piesa de prelucrat; 2-racord; 3-fascicul laser;
4-lentilă; 5-ajutaj.
11.5. MAŞINI DE PRELUCRARE CU ULTRASUNETE
11.5.1. PRINCIPIUL DE PRELUCRARE
Prelucrarea cu ultrasunete (ultra-abrazivă) constă în îndepărtarea adaosului de prelucrare
cu ajutorul unor granule, sau pulberi abrazive aflate în suspensie într-un lichid, care execută o
mişcare oscilatorie cu o frecvenţă
ultrasonoră (fig.11.18). Ultrasunetele
sunt oscilaţii mecanice ale mediului
elastic care au frecvenţa de oscilaţie
ridicată. se utilizează la prelucrarea
dimensională a obiectelor din
materiale fragile şi dure.
Schema prelucrării cu ultrasunete
11.5.2. PRINCIPIUL CONSTRUCTIV ŞI CINEMATIC
Schema principală a unei instalaţii de prelucrare cu ultrasunete se prezintă în figura 11.19.
Mişcarea vibratorie cu o frecvenţă, ultrasonoră este realizată de vibratorul 1, de obicei
magneto-strictiv se amplifică de concentratorul 2, la capăt are electrodul sculă 3 din oţel avândconturul piesei. Electrodul sculă împreună cu piesa 4 sunt puse în cuva de prelucrare 5 cu mediu