343
bags Prof.dr.ing.Dănuţ Julean 1 Bazele aşchierii şi generării suprafeţelor Generarea suprafeţelor
| Date post: | 22-Jan-2016 |
| Category: |
Documents |
| Upload: | sebastiandehelean |
| View: | 221 times |
| Download: | 23 times |
bagsProf.dr.ing.Dănuţ Julean 1
Bazele aşchierii şi generării suprafeţelor
Generarea suprafeţelor
bagsProf.dr.ing.Dănuţ Julean 2
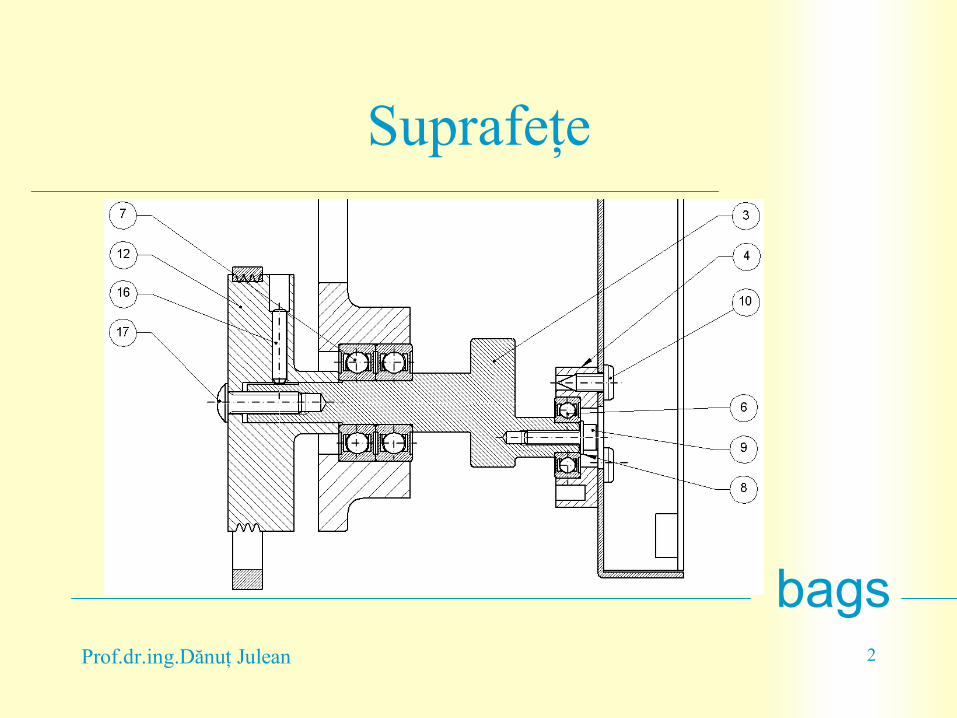
Suprafeţe

bagsProf.dr.ing.Dănuţ Julean 3
Diverse suprafeţe reale
bagsProf.dr.ing.Dănuţ Julean 4
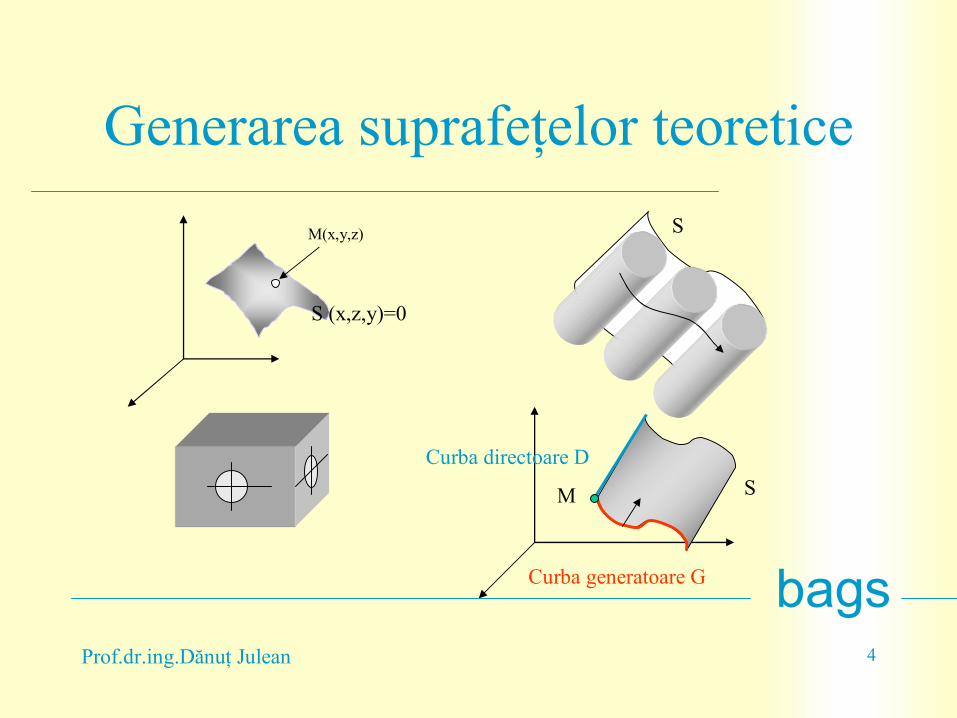
Generarea suprafeţelor teoretice
M(x,y,z)
Curba generatoare G
Curba directoare D
S
S
S (x,z,y)=0
M
bagsProf.dr.ing.Dănuţ Julean 5
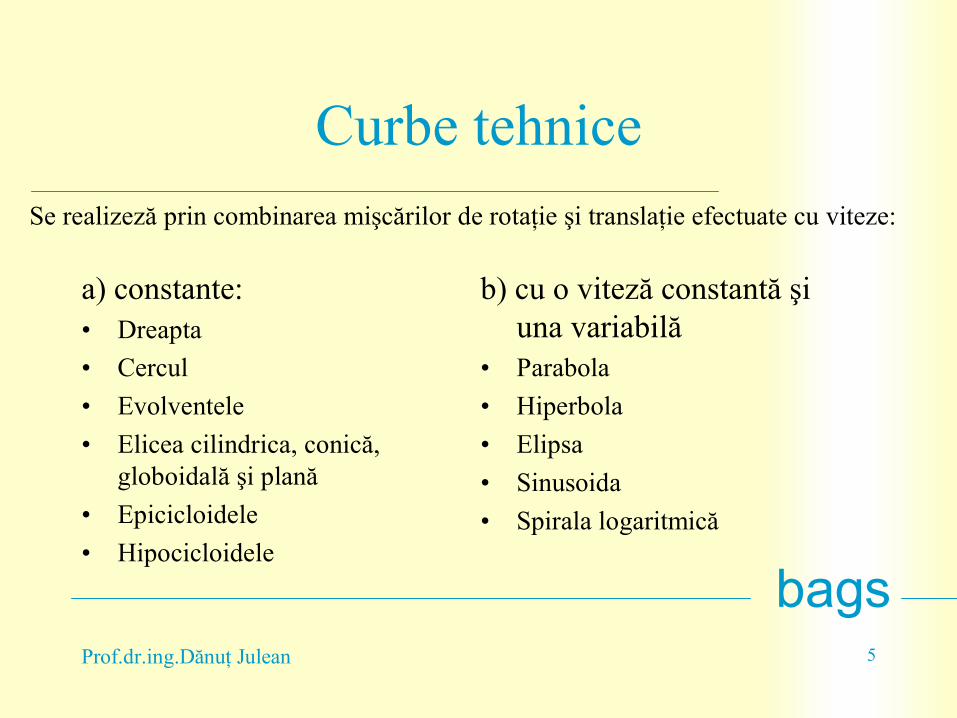
Curbe tehnice
a) constante:• Dreapta
• Cercul
• Evolventele
• Elicea cilindrica, conică, globoidală şi plană
• Epicicloidele
• Hipocicloidele
b) cu o viteză constantă şi una variabilă
• Parabola
• Hiperbola
• Elipsa
• Sinusoida
• Spirala logaritmică
Se realizeză prin combinarea mişcărilor de rotaţie şi translaţie efectuate cu viteze:
bagsProf.dr.ing.Dănuţ Julean 6
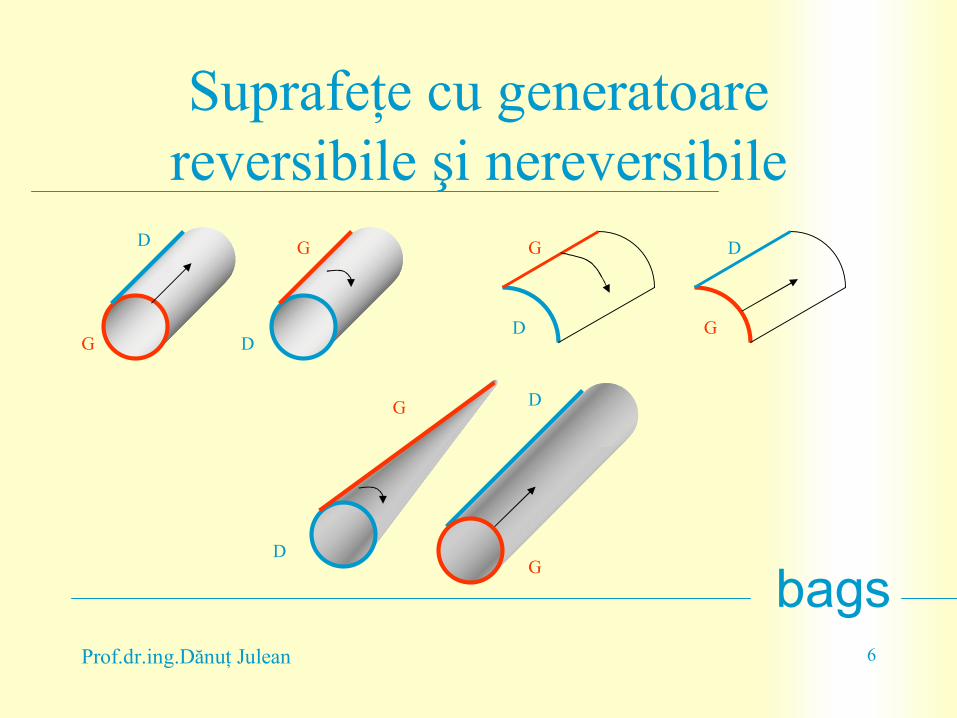
Suprafeţe cu generatoare reversibile şi nereversibile
G
D
D
G G
GD
D
D
DG
G
bagsProf.dr.ing.Dănuţ Julean 7
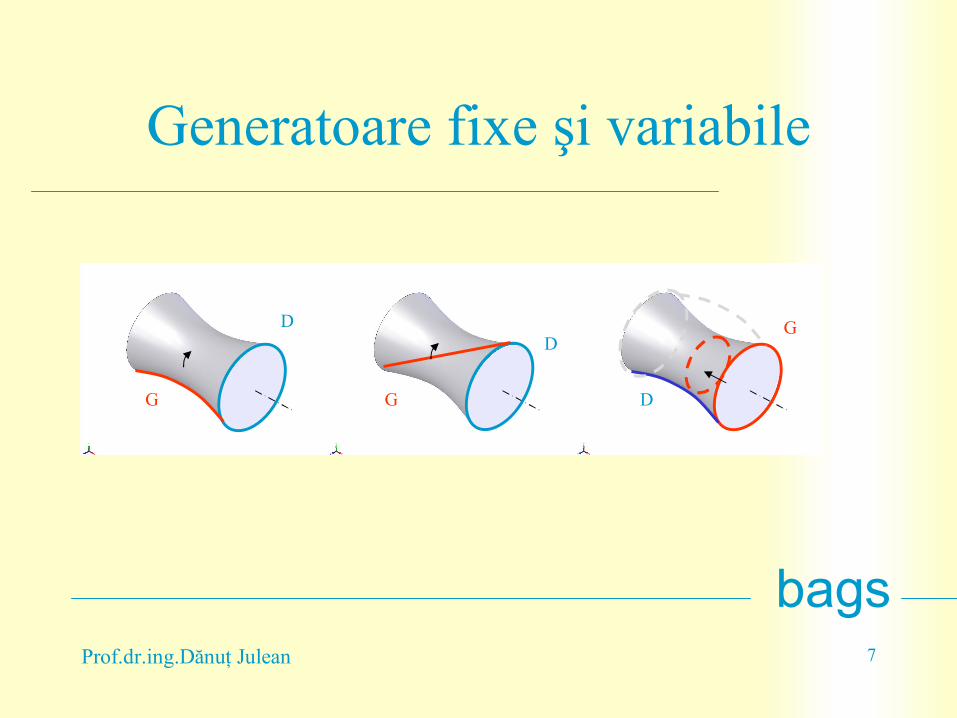
Generatoare fixe şi variabile
G G
GDD
D
bagsProf.dr.ing.Dănuţ Julean 8
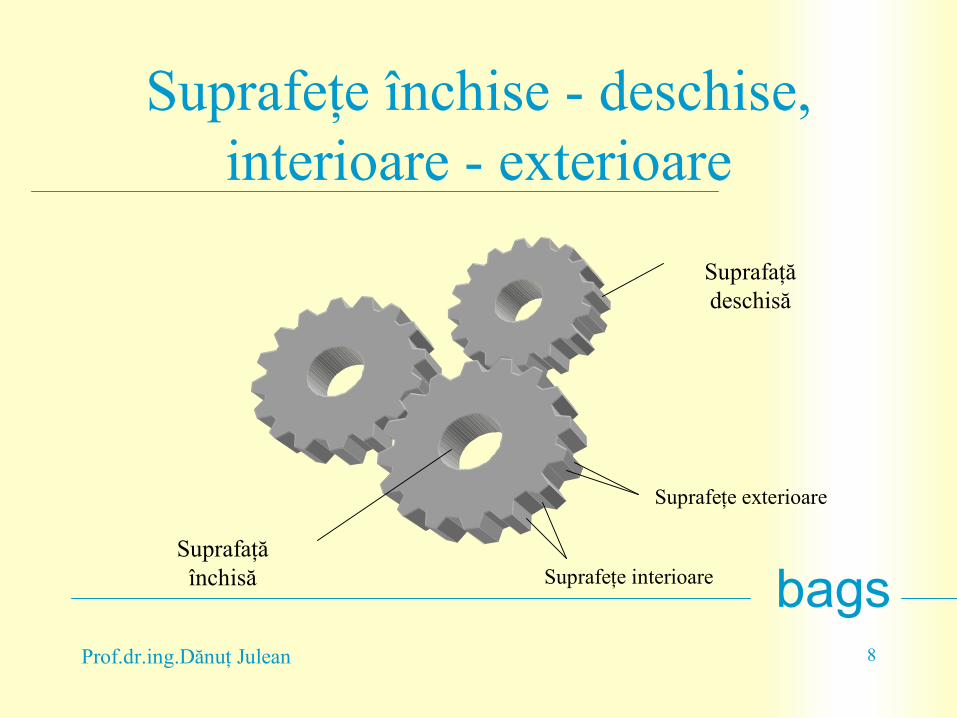
Suprafeţe închise - deschise, interioare - exterioare
Suprafaţă închisă
Suprafaţă deschisă
Suprafeţe interioare
Suprafeţe exterioare
bagsProf.dr.ing.Dănuţ Julean 9
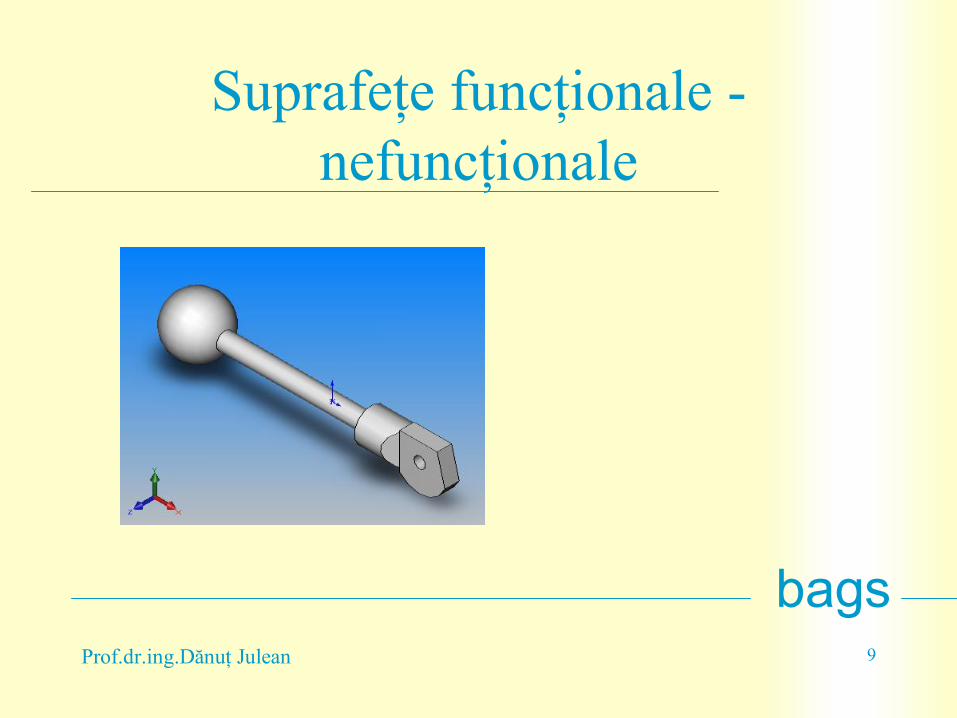
Suprafeţe funcţionale -nefuncţionale
bagsProf.dr.ing.Dănuţ Julean 10
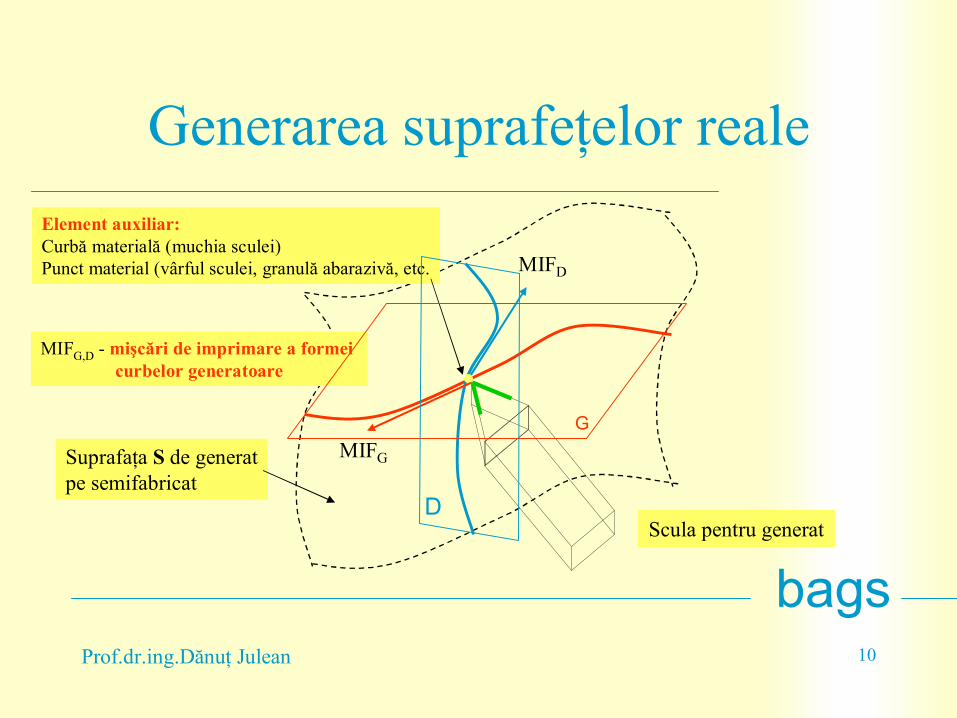
Generarea suprafeţelor reale
Element auxiliar:Curbă materială (muchia sculei)Punct material (vârful sculei, granulă abarazivă, etc.
Suprafaţa S de generatpe semifabricat
Scula pentru generat
MIFD
MIFG
MIFG,D - mişcări de imprimare a formei curbelor generatoare
D
G
bagsProf.dr.ing.Dănuţ Julean 11
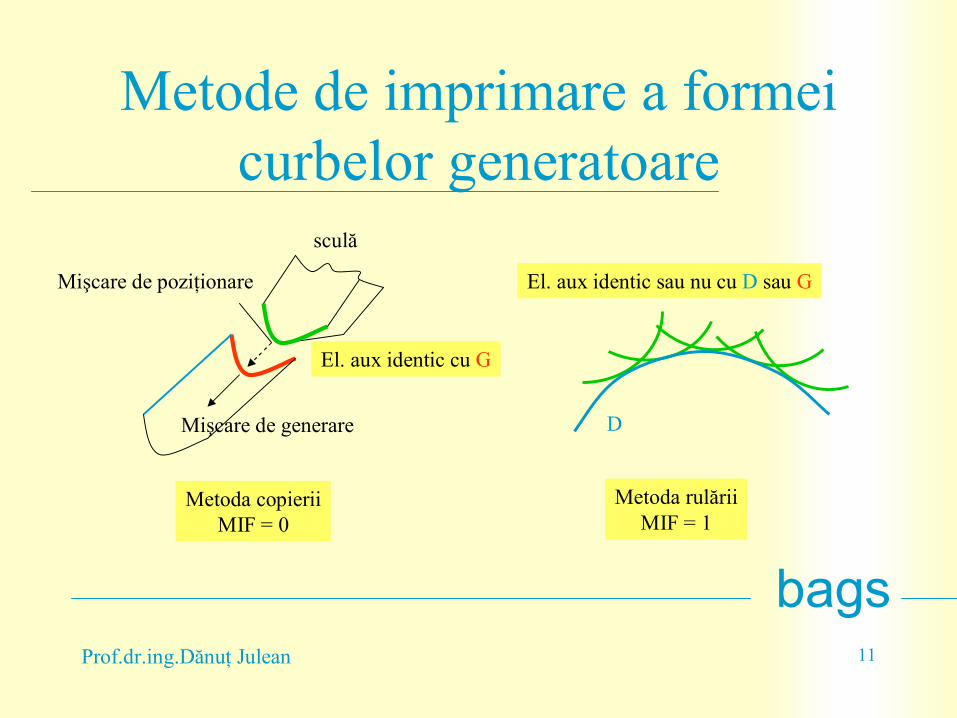
Metode de imprimare a formei curbelor generatoare
Mişcare de poziţionare
Mişcare de generare
sculă
El. aux identic cu G
Metoda copieriiMIF = 0
El. aux identic sau nu cu D sau G
D
Metoda rulăriiMIF = 1
bagsProf.dr.ing.Dănuţ Julean 12
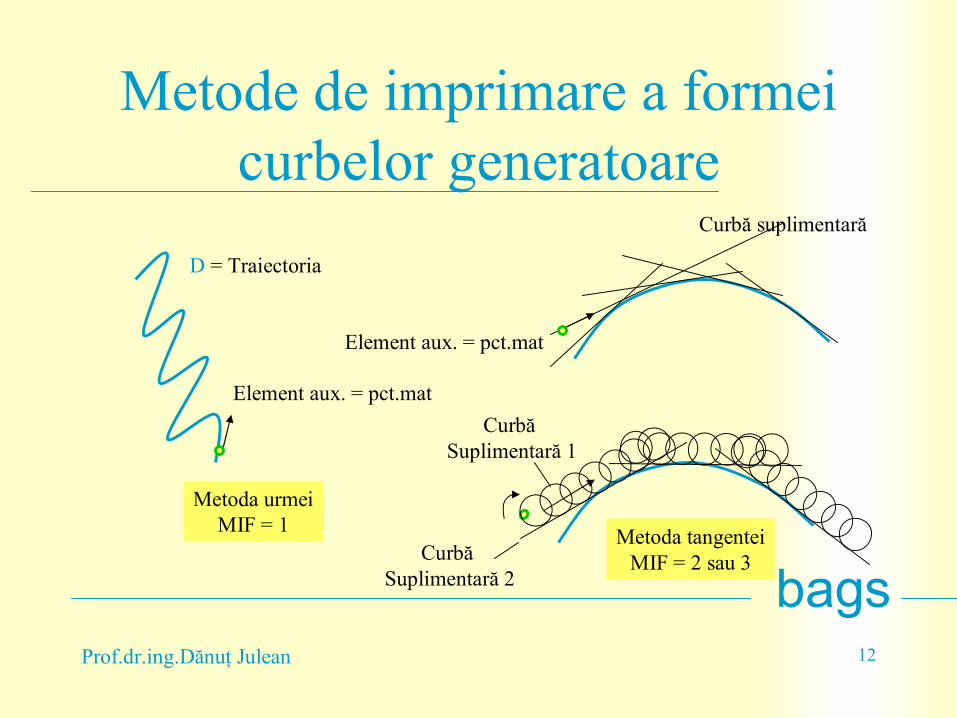
Metode de imprimare a formei curbelor generatoare
Metoda urmeiMIF = 1
Element aux. = pct.mat
D = Traiectoria
Element aux. = pct.mat
Curbă suplimentară
Metoda tangenteiMIF = 2 sau 3
Curbă Suplimentară 1
Curbă Suplimentară 2
bagsProf.dr.ing.Dănuţ Julean 13
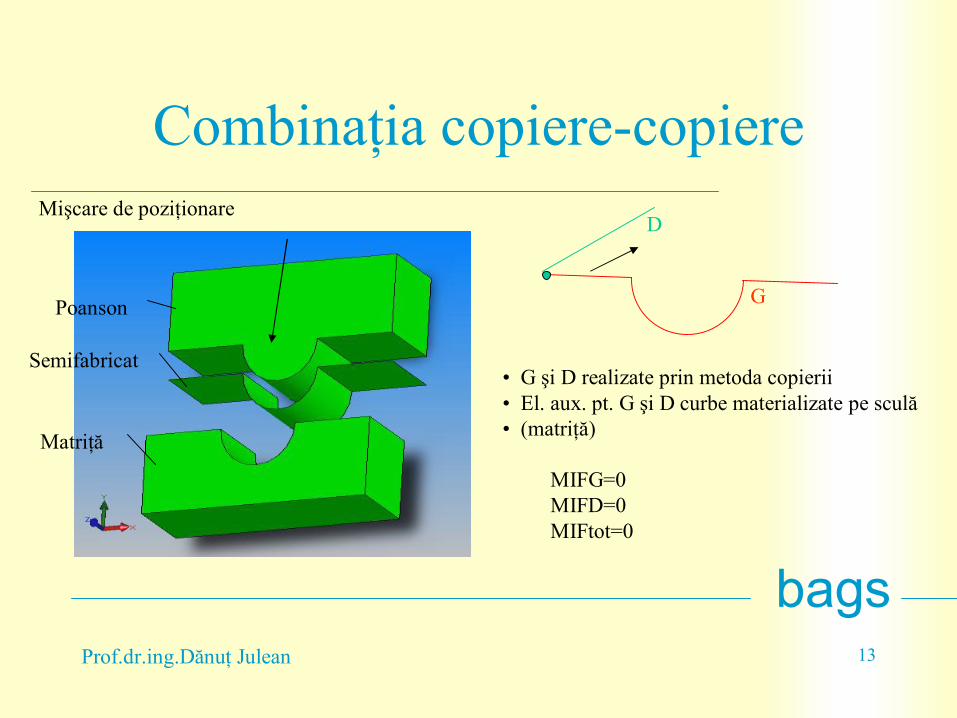
Combinaţia copiere-copiere
D
G
Matriţă
Semifabricat
Mişcare de poziţionare
Poanson
• G şi D realizate prin metoda copierii• El. aux. pt. G şi D curbe materializate pe sculă • (matriţă)
MIFG=0MIFD=0MIFtot=0
bagsProf.dr.ing.Dănuţ Julean 14
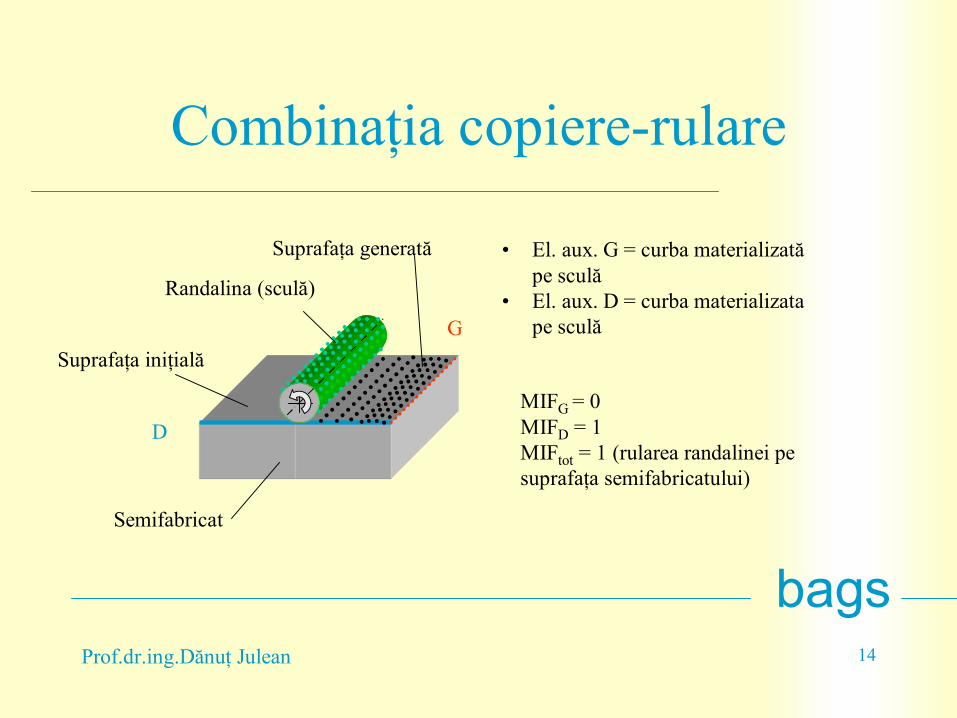
Combinaţia copiere-rulare
Semifabricat
Randalina (sculă)
Suprafaţa iniţială
Suprafaţa generată
D
G
• El. aux. G = curba materializată pe sculă
• El. aux. D = curba materializata pe sculă
MIFG = 0MIFD = 1MIFtot = 1 (rularea randalinei pe suprafaţa semifabricatului)
bagsProf.dr.ing.Dănuţ Julean 15
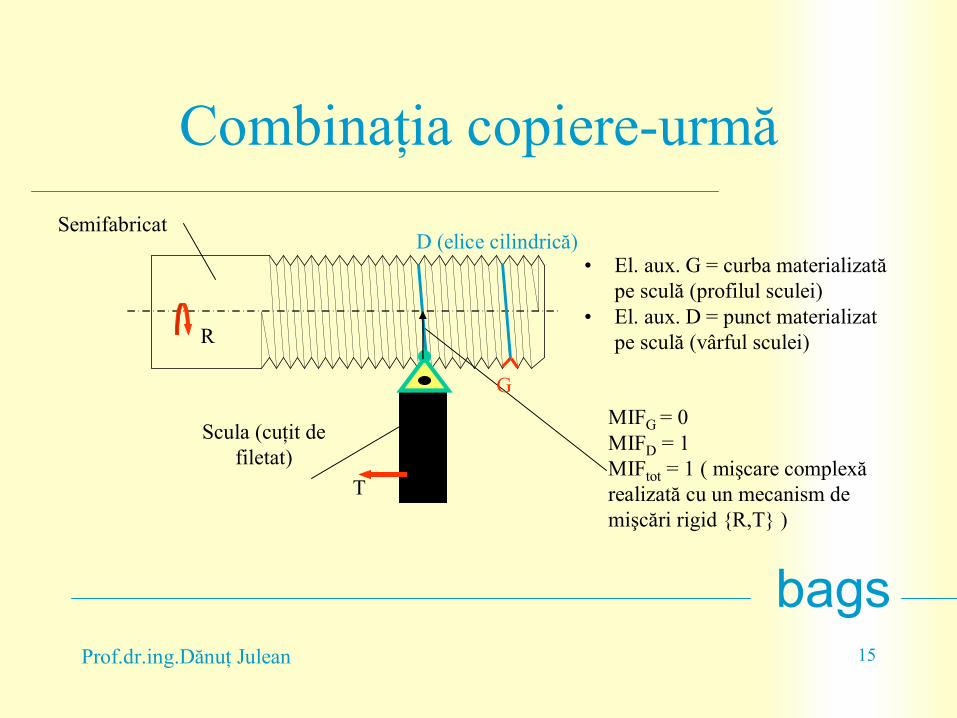
Combinaţia copiere-urmă
• El. aux. G = curba materializată pe sculă (profilul sculei)
• El. aux. D = punct materializat pe sculă (vârful sculei)
MIFG = 0MIFD = 1MIFtot = 1 ( mişcare complexărealizată cu un mecanism de mişcări rigid {R,T} )
Scula (cuţit defiletat)
Semifabricat
G
D (elice cilindrică)
R
T
bagsProf.dr.ing.Dănuţ Julean 16
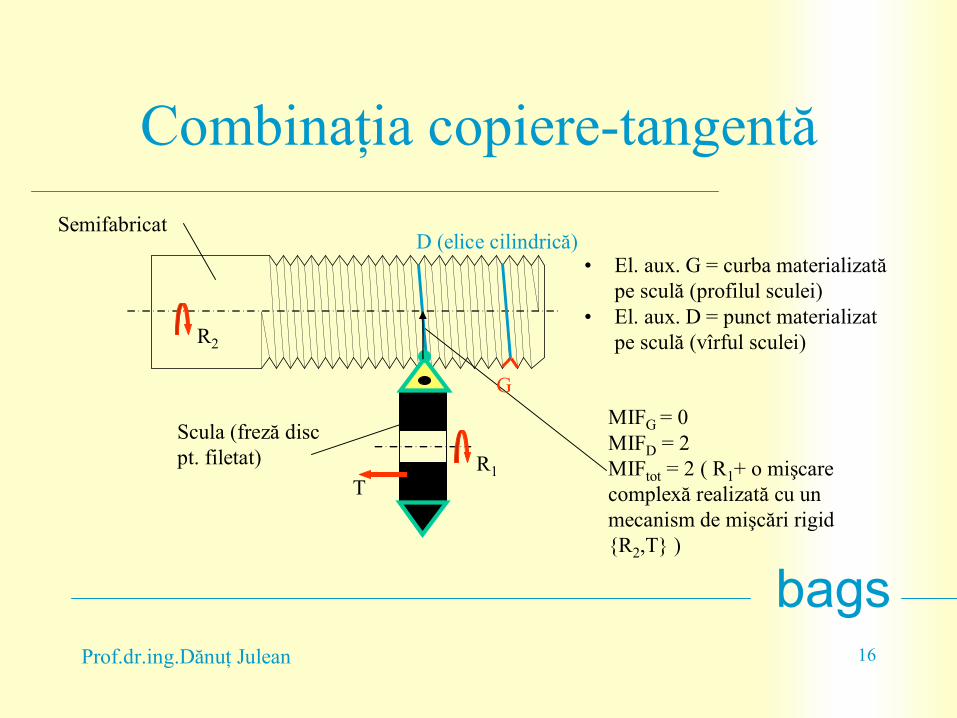
Combinaţia copiere-tangentă
• El. aux. G = curba materializată pe sculă (profilul sculei)
• El. aux. D = punct materializat pe sculă (vîrful sculei)
MIFG = 0MIFD = 2MIFtot = 2 ( R1+ o mişcare complexă realizată cu un mecanism de mişcări rigid {R2,T} )
Scula (freză disc pt. filetat)
Semifabricat
G
D (elice cilindrică)
R2
TR1
bagsProf.dr.ing.Dănuţ Julean 17
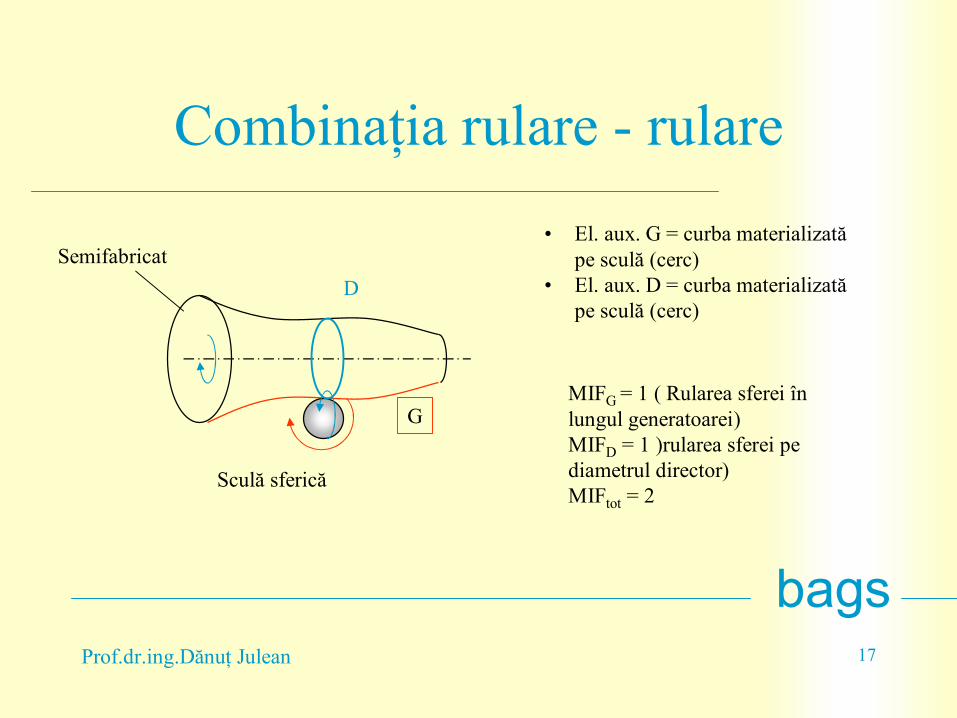
Combinaţia rulare - rulare
D
G
Semifabricat
Sculă sferică
• El. aux. G = curba materializată pe sculă (cerc)
• El. aux. D = curba materializată pe sculă (cerc)
MIFG = 1 ( Rularea sferei în lungul generatoarei)MIFD = 1 )rularea sferei pe diametrul director)MIFtot = 2
bagsProf.dr.ing.Dănuţ Julean 18
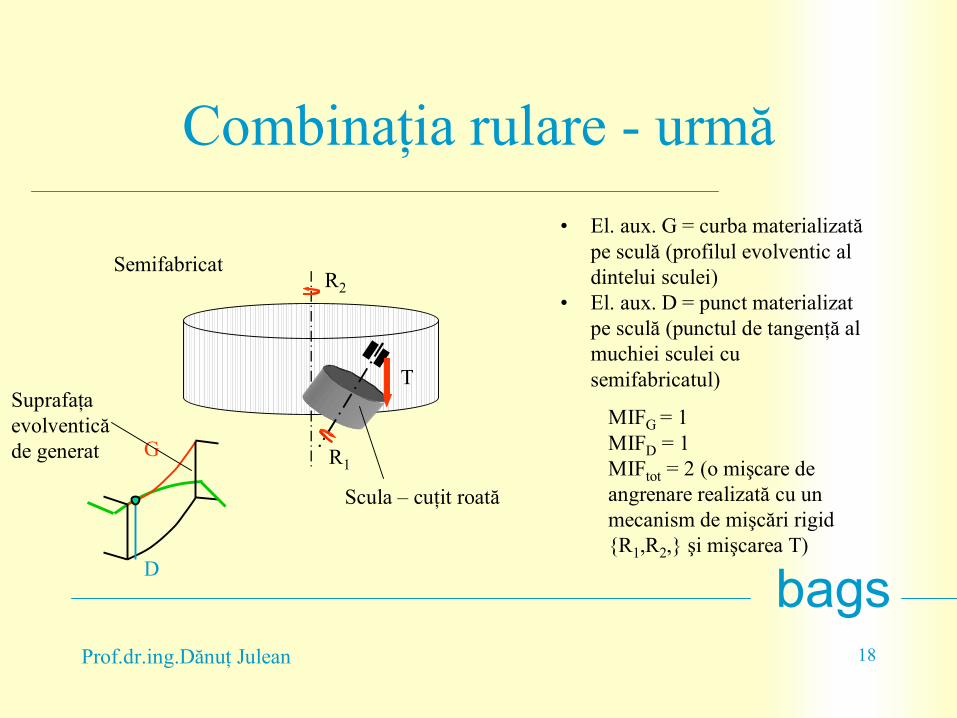
Combinaţia rulare - urmă
G
D
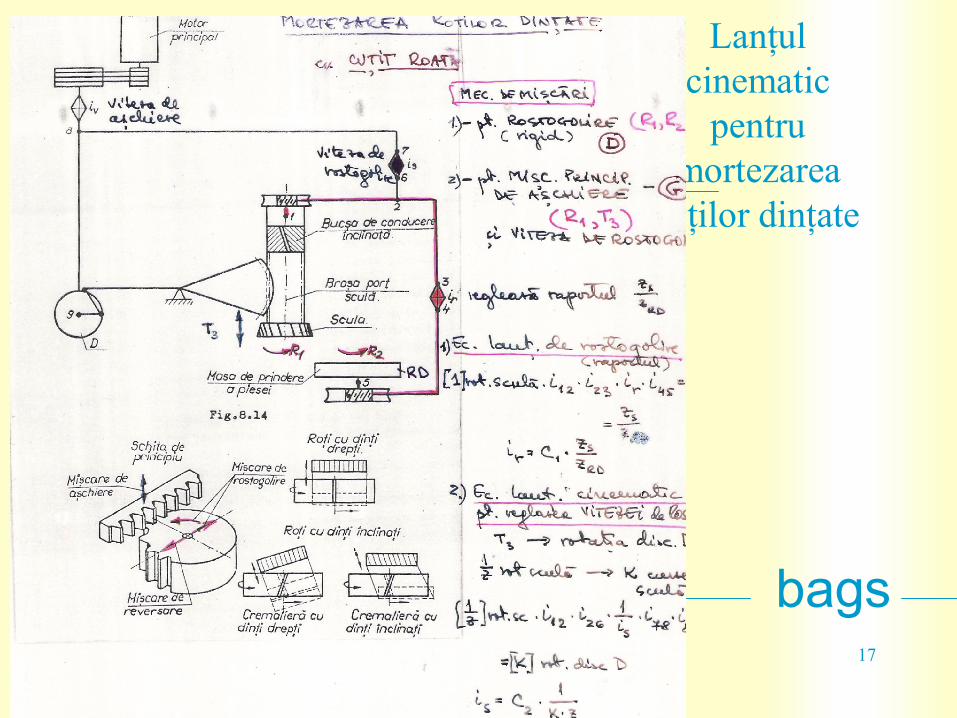
Scula – cuţit roată
Semifabricat
Suprafaţaevolventicăde generat
• El. aux. G = curba materializată pe sculă (profilul evolventic al dintelui sculei)
• El. aux. D = punct materializat pe sculă (punctul de tangenţă al muchiei sculei cu semifabricatul)
MIFG = 1MIFD = 1MIFtot = 2 (o mişcare de angrenare realizată cu un mecanism de mişcări rigid {R1,R2,} şi mişcarea T)
R1
R2
T
bagsProf.dr.ing.Dănuţ Julean 19
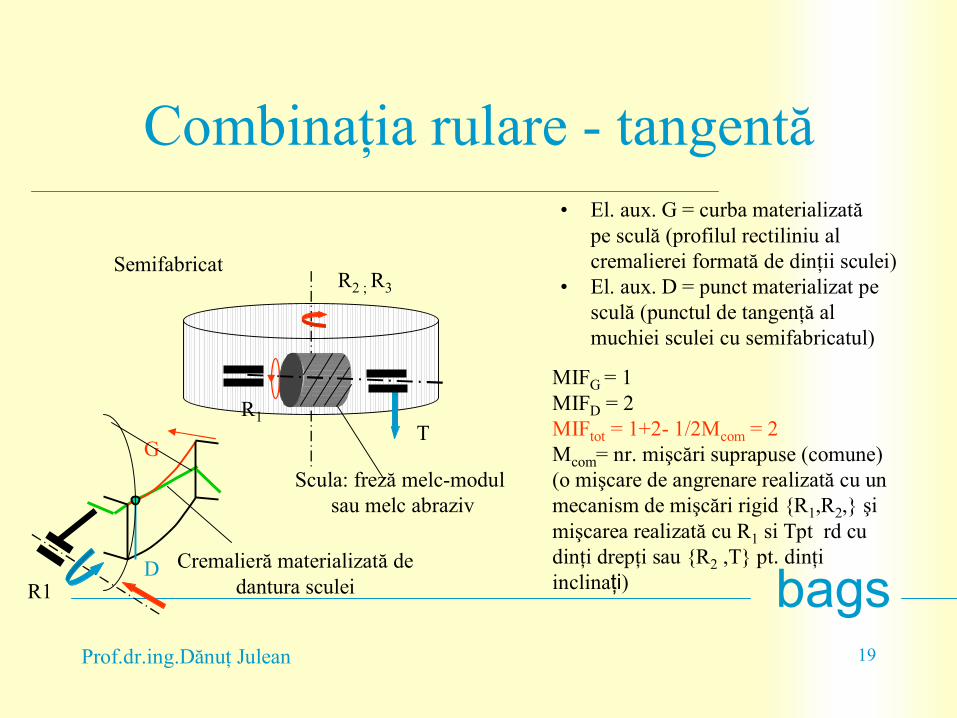
Combinaţia rulare - tangentă
Semifabricat
R1
R2 ; R3
T
• El. aux. G = curba materializată pe sculă (profilul rectiliniu al cremalierei formată de dinţii sculei)
• El. aux. D = punct materializat pe sculă (punctul de tangenţă al muchiei sculei cu semifabricatul)
MIFG = 1MIFD = 2MIFtot = 1+2- 1/2Mcom = 2Mcom= nr. mişcări suprapuse (comune)(o mişcare de angrenare realizată cu un mecanism de mişcări rigid {R1,R2,} şi mişcarea realizată cu R1 si Tpt rd cu dinţi drepţi sau {R2 ,T} pt. dinţi inclinaţi)
Scula: freză melc-modulsau melc abraziv
Cremalieră materializată dedantura sculei
G
DR1
bagsProf.dr.ing.Dănuţ Julean 20
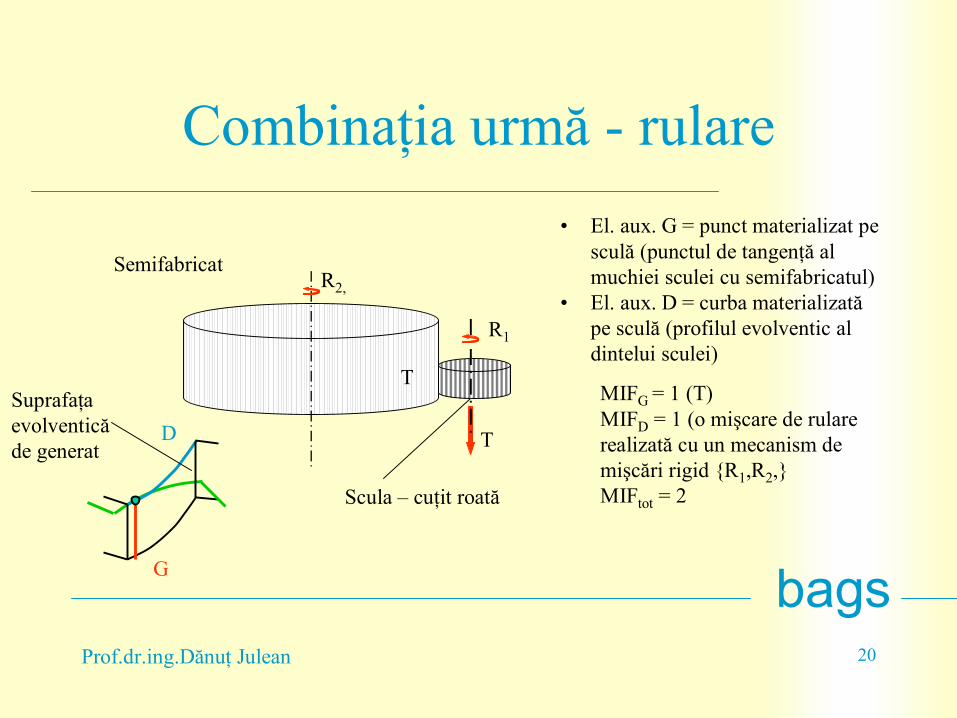
Combinaţia urmă - rulare
G
D
Scula – cuţit roată
Semifabricat
Suprafaţaevolventicăde generat
• El. aux. G = punct materializat pe sculă (punctul de tangenţă al muchiei sculei cu semifabricatul)
• El. aux. D = curba materializată pe sculă (profilul evolventic al dintelui sculei)
R1
R2,
T
T
MIFG = 1 (T)MIFD = 1 (o mişcare de rulare realizată cu un mecanism de mişcări rigid {R1,R2,} MIFtot = 2
bagsProf.dr.ing.Dănuţ Julean 21
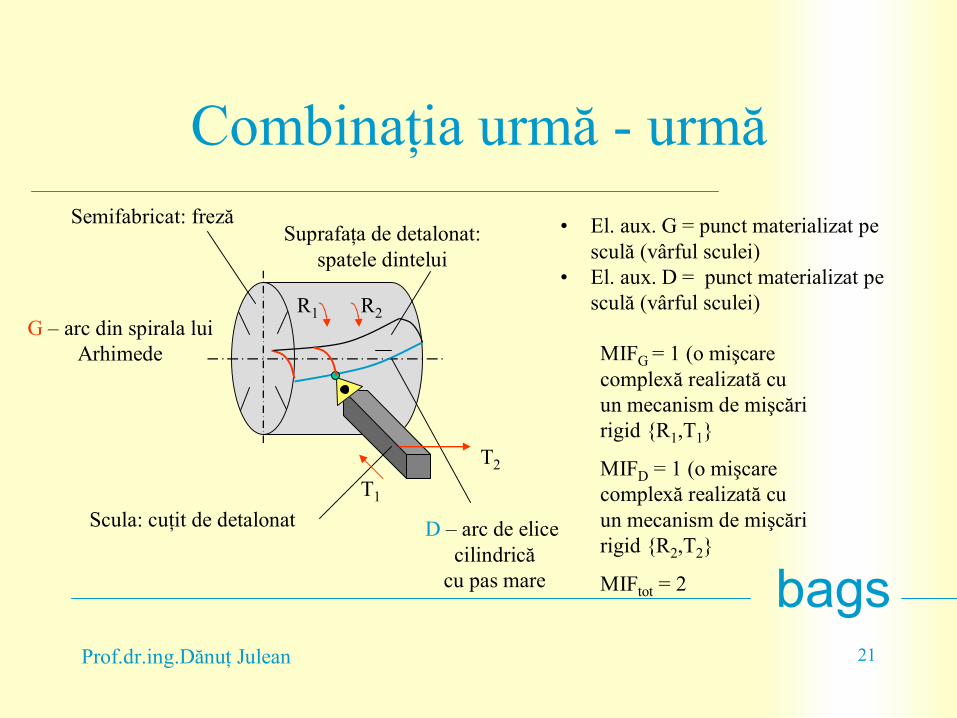
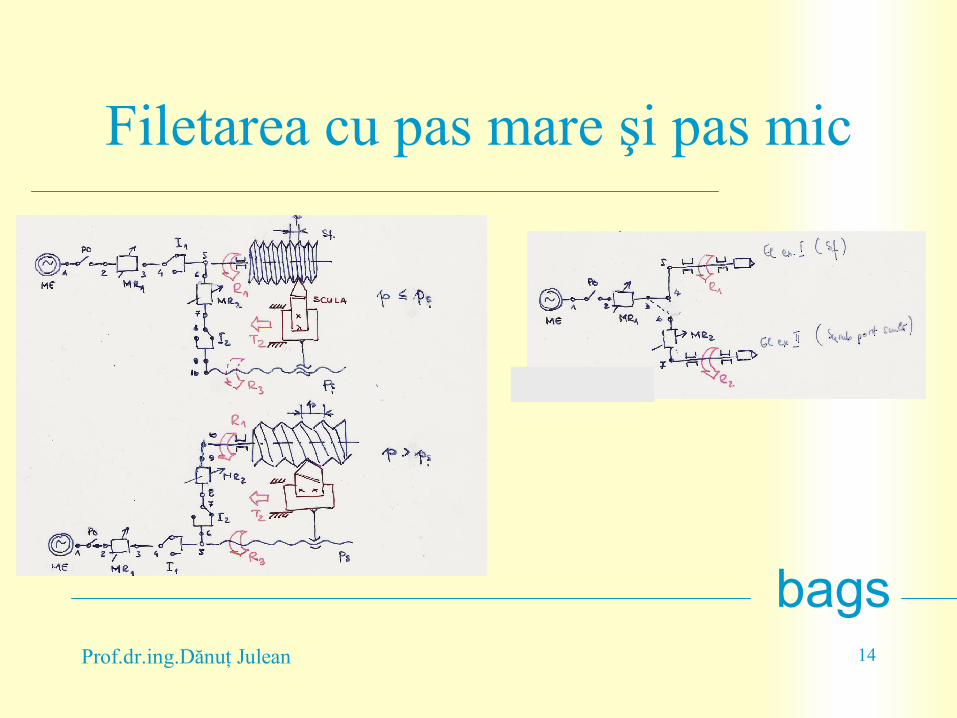
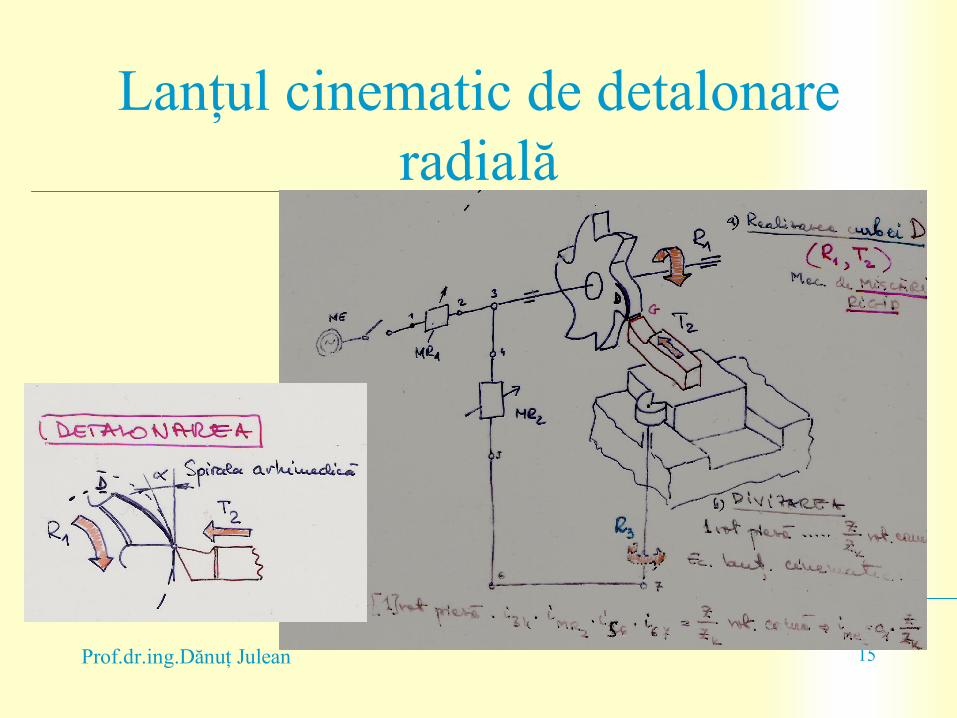
Combinaţia urmă - urmă
Semifabricat: freză
Scula: cuţit de detalonat
Suprafaţa de detalonat:spatele dintelui
G – arc din spirala luiArhimede
D – arc de elice cilindrică
cu pas mare
• El. aux. G = punct materializat pe sculă (vârful sculei)
• El. aux. D = punct materializat pe sculă (vârful sculei)
MIFG = 1 (o mişcare complexă realizată cu un mecanism de mişcări rigid {R1,T1}
MIFD = 1 (o mişcare complexă realizată cu un mecanism de mişcări rigid {R2,T2}
MIFtot = 2
R1 R2
T1
T2
bagsProf.dr.ing.Dănuţ Julean 22
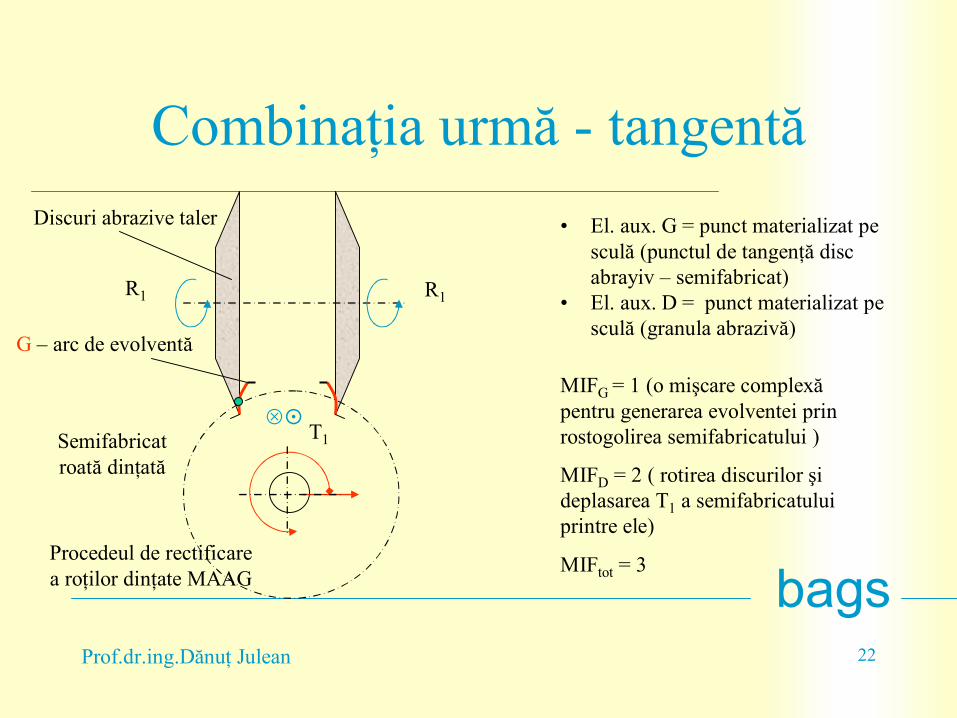
Combinaţia urmă - tangentă
Semifabricatroată dinţată
G – arc de evolventă
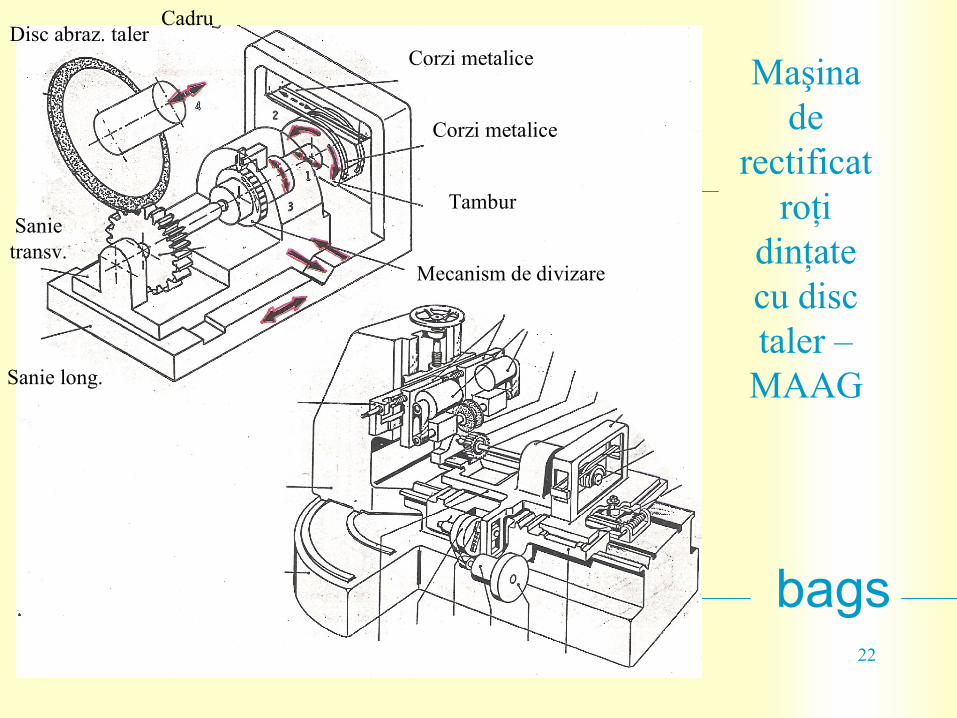
Discuri abrazive taler
R1 R1
T1
• El. aux. G = punct materializat pe sculă (punctul de tangenţă disc abrayiv – semifabricat)
• El. aux. D = punct materializat pe sculă (granula abrazivă)
MIFG = 1 (o mişcare complexă pentru generarea evolventei prin rostogolirea semifabricatului )
MIFD = 2 ( rotirea discurilor şi deplasarea T1 a semifabricatului printre ele)
MIFtot = 3Procedeul de rectificarea roţilor dinţate MAAG
bagsProf.dr.ing.Dănuţ Julean 23
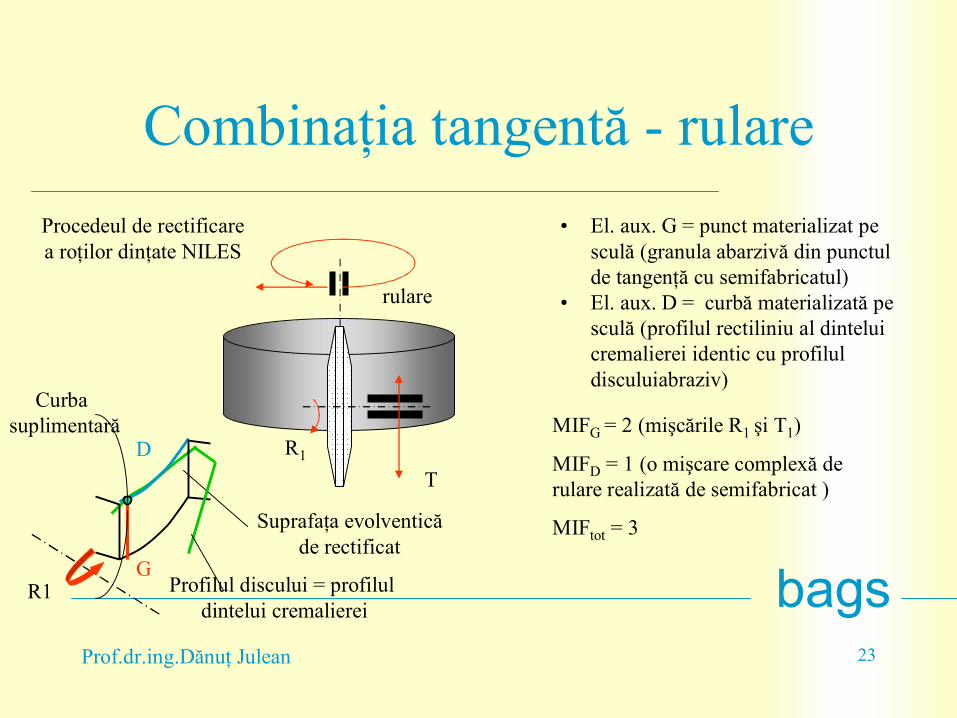
Combinaţia tangentă - rulare
T
R1
rulare
• El. aux. G = punct materializat pe sculă (granula abarzivă din punctul de tangenţă cu semifabricatul)
• El. aux. D = curbă materializată pe sculă (profilul rectiliniu al dintelui cremalierei identic cu profilul disculuiabraziv)
MIFG = 2 (mişcările R1 şi T1)
MIFD = 1 (o mişcare complexă de rulare realizată de semifabricat )
MIFtot = 3
D
GR1
Curba suplimentară
Suprafaţa evolventicăde rectificat
Profilul discului = profilul dintelui cremalierei
Procedeul de rectificarea roţilor dinţate NILES
bagsProf.dr.ing.Dănuţ Julean 24
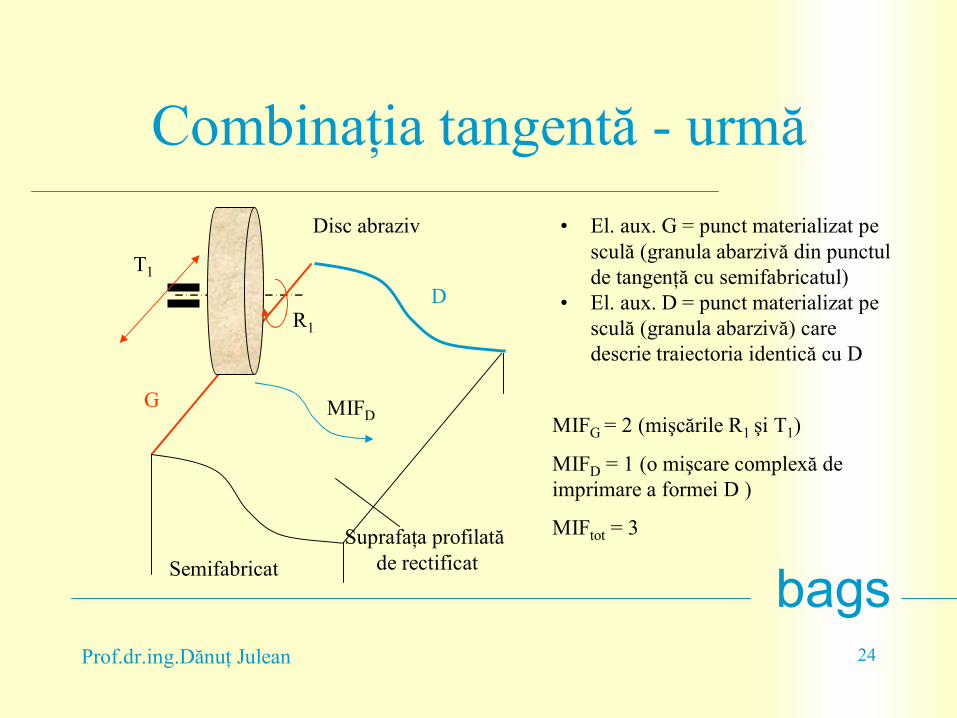
Combinaţia tangentă - urmă
Disc abraziv
G
D
Semifabricat
Suprafaţa profilată de rectificat
MIFD
• El. aux. G = punct materializat pe sculă (granula abarzivă din punctul de tangenţă cu semifabricatul)
• El. aux. D = punct materializat pe sculă (granula abarzivă) care descrie traiectoria identică cu D
MIFG = 2 (mişcările R1 şi T1)
MIFD = 1 (o mişcare complexă de imprimare a formei D )
MIFtot = 3
R1
T1
bagsProf.dr.ing.Dănuţ Julean 25
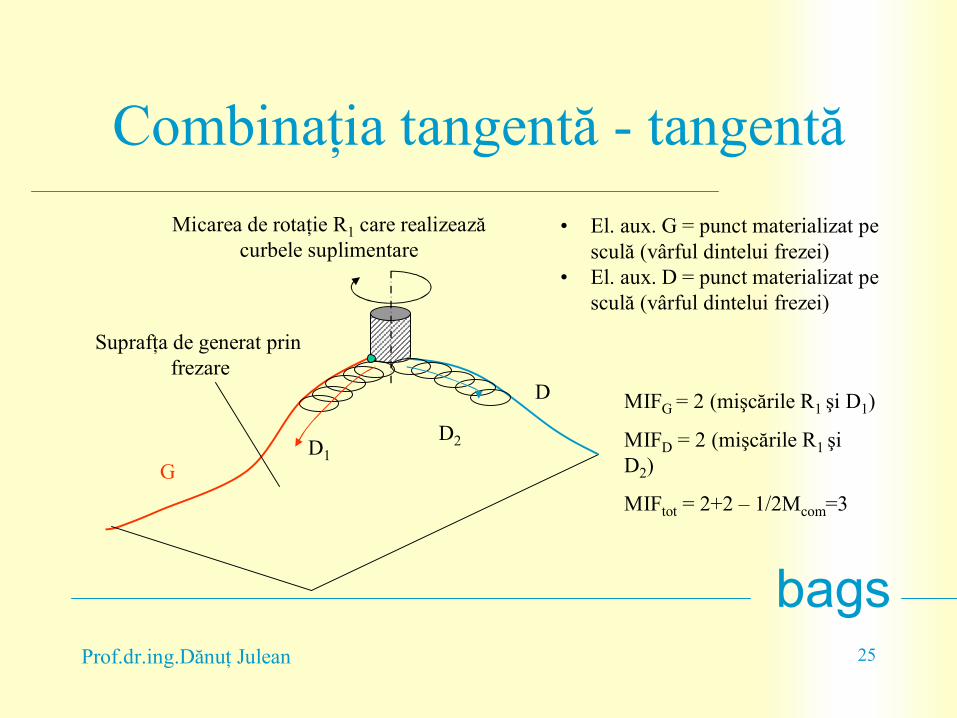
Combinaţia tangentă - tangentă
Suprafţa de generat prin frezare
G
D
• El. aux. G = punct materializat pe sculă (vârful dintelui frezei)
• El. aux. D = punct materializat pe sculă (vârful dintelui frezei)
Micarea de rotaţie R1 care realizeazăcurbele suplimentare
MIFG = 2 (mişcările R1 şi D1)
MIFD = 2 (mişcările R1 şi D2)
MIFtot = 2+2 – 1/2Mcom=3
D1
D2

Prof.dr.ing.Dănuţ Julean 1
bags
Mişcările maşinilor-unelte;parametrii spaţiali
1) Parametrii spaţiali:
a) Forma traiectoriei
b) Lungimea traiectoriei
c) Viteza
d) Sensul (direcţia)
e) Poziţia punctului iniţial
l
R
A
A
A1
A2
R
T
R T
R
T
f) Poziţia geometrică relativă a traiectoriilor
g) Poziţia geometrică absolută a traiectoriilor
Prof.dr.ing.Dănuţ Julean 2
bags
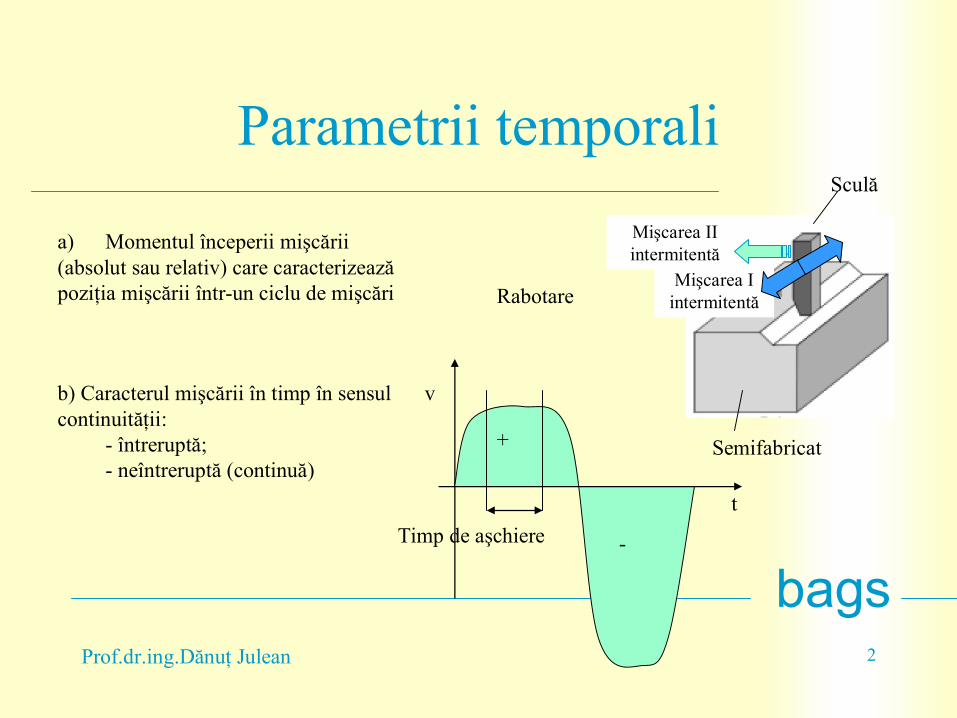
Parametrii temporali
a) Momentul începerii mişcării (absolut sau relativ) care caracterizează poziţia mişcării într-un ciclu de mişcări
b) Caracterul mişcării în timp în sensulcontinuităţii:
- întreruptă;- neîntreruptă (continuă)
v
t
Timp de aşchiere
+
-
Rabotare
Mişcarea IIintermitentă
Mişcarea Iintermitentă
Sculă
Semifabricat
Prof.dr.ing.Dănuţ Julean 3
bags
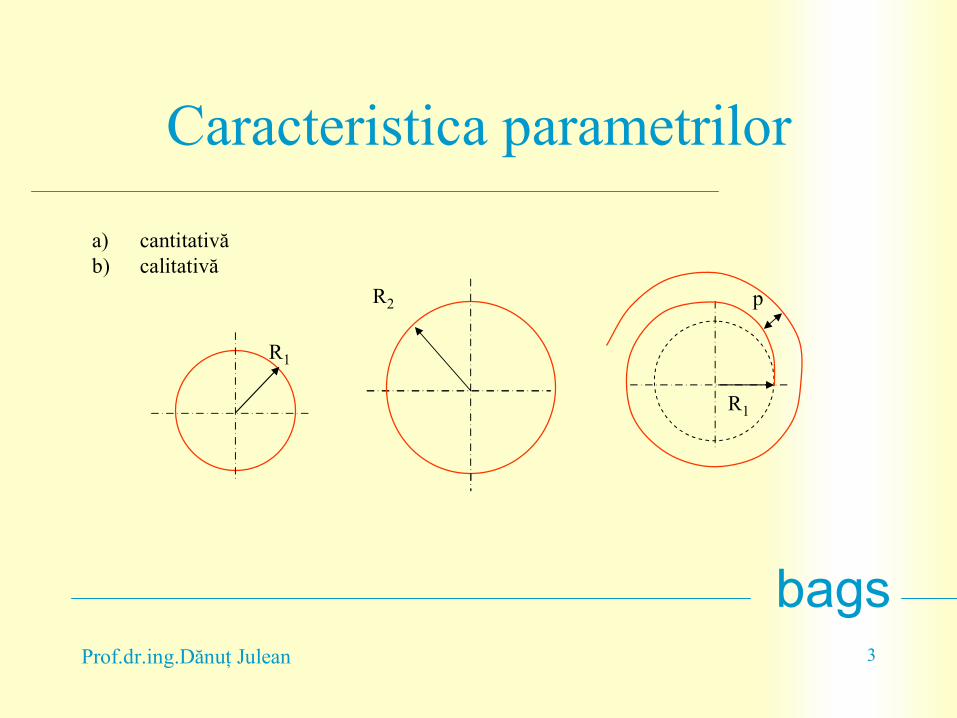
Caracteristica parametrilor
a) cantitativăb) calitativă
R1
R2
R1
p
Prof.dr.ing.Dănuţ Julean 4
bags
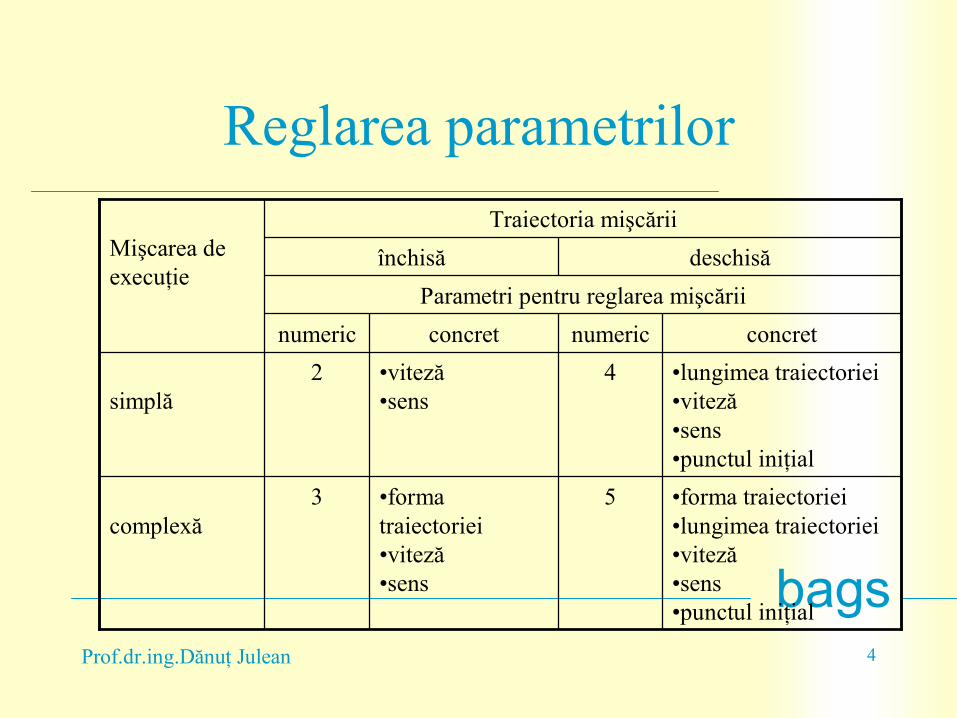
Reglarea parametrilor
•forma traiectoriei•lungimea traiectoriei•viteză•sens•punctul iniţial
5•forma traiectoriei•viteză•sens
3complexă
•lungimea traiectoriei•viteză•sens•punctul iniţial
4•viteză•sens
2simplă
concretnumericconcretnumeric
Parametri pentru reglarea mişcării
deschisăînchisă
Traiectoria mişcăriiMişcarea de execuţie
Prof.dr.ing.Dănuţ Julean 5
bags
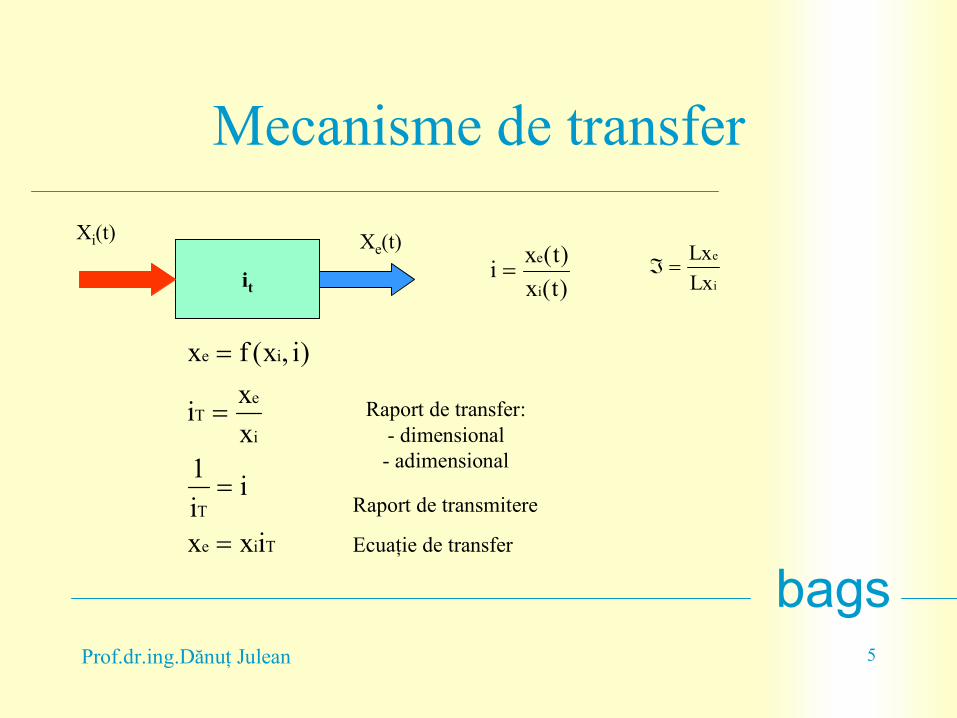
Mecanisme de transfer
it
Xi(t) Xe(t)
)t(x
)t(xi
i
e
i
e
Lx
Lx
Tie
T
i
eT
ie
ixx
ii
1
x
xi
)i,x(fx
Raport de transfer:- dimensional- adimensional
Raport de transmitere
Ecuaţie de transfer
Prof.dr.ing.Dănuţ Julean 6
bags
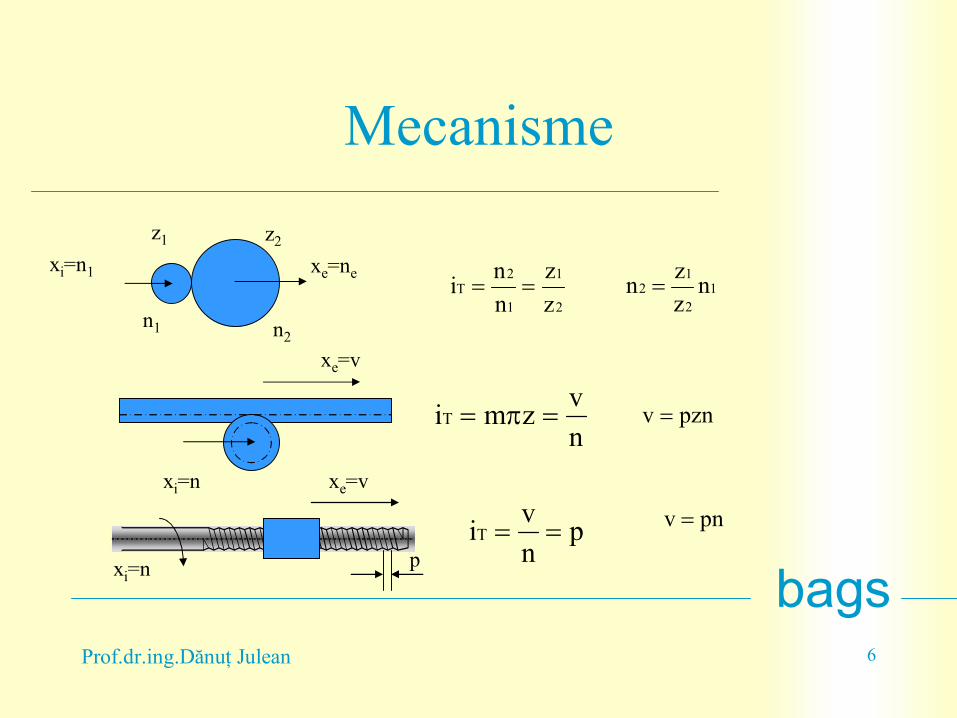
Mecanisme
z1 z2
xi=n1 xe=ne
n1 n2
1
2
12 n
z
zn
2
1
1
2T
z
z
n
ni
xi=n
xe=v
n
vzmiT pznv
xi=n
xe=v
pnv pn
viT
p
Prof.dr.ing.Dănuţ Julean 7
bags
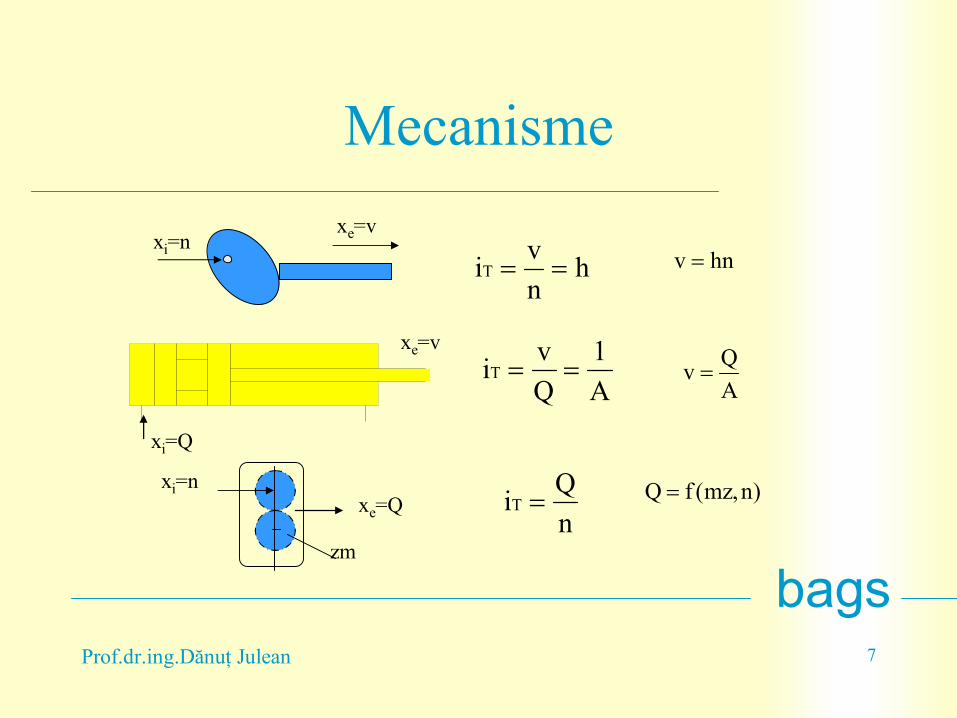
Mecanisme
xi=nxe=v
hnv hn
viT
xe=v
xi=Q
A
Qv
A
1
Q
viT
xi=nxe=Q
n
QiT )n,mz(fQ
zm
Prof.dr.ing.Dănuţ Julean 8
bags
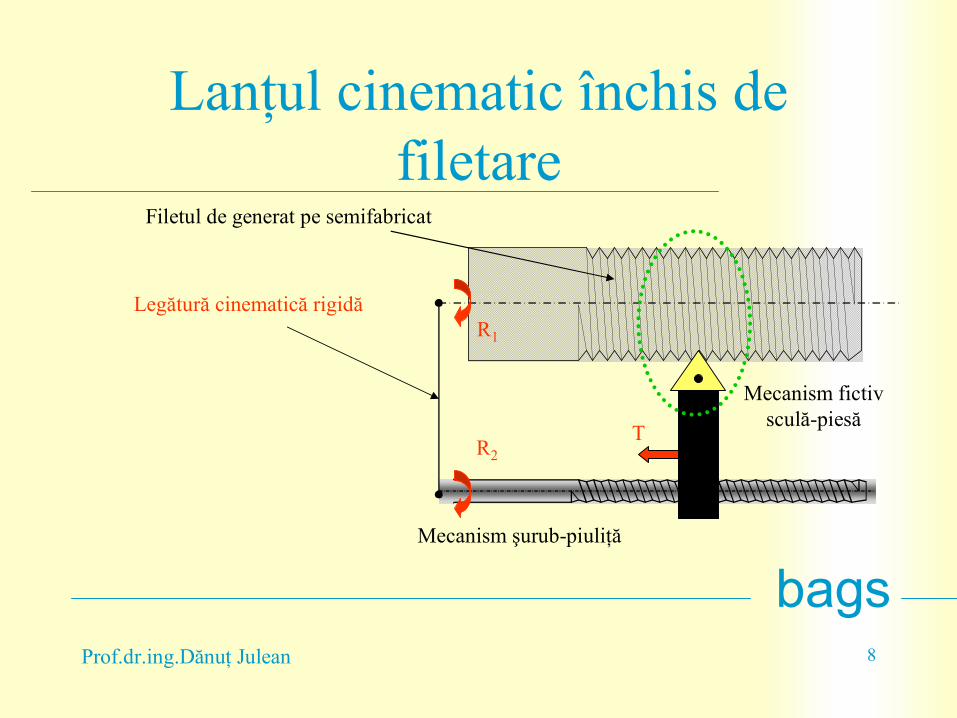
Lanţul cinematic închis de filetare
Legătură cinematică rigidă
Filetul de generat pe semifabricat
Mecanism şurub-piuliţă
Mecanism fictivsculă-piesă
R1
R2
T
Prof.dr.ing.Dănuţ Julean 9
bags
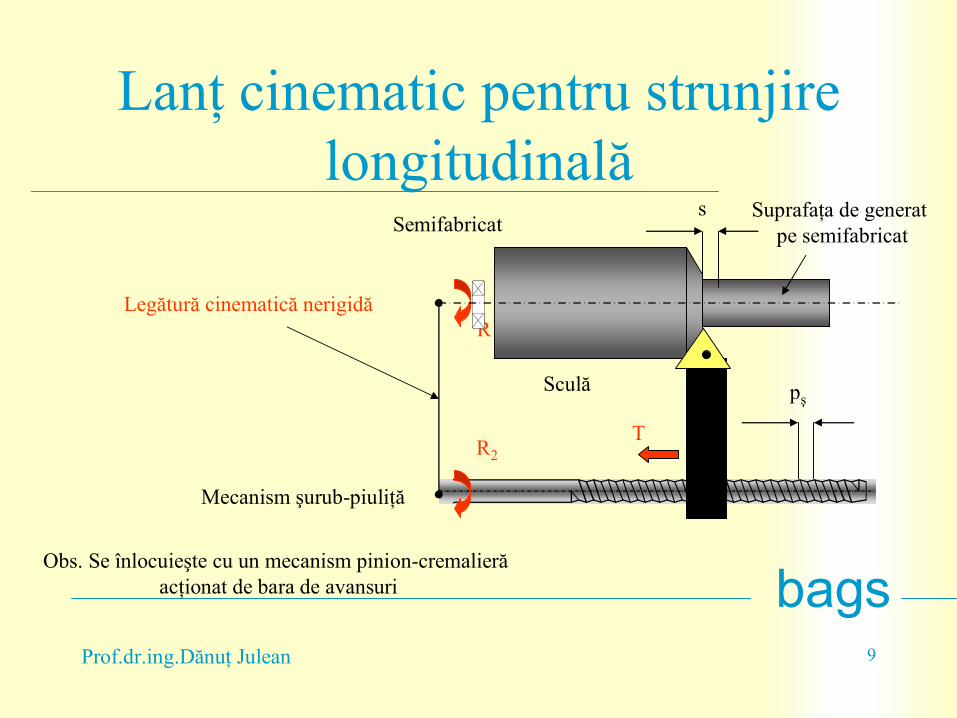
Lanţ cinematic pentru strunjire longitudinală
Legătură cinematică nerigidă
Suprafaţa de generat pe semifabricat
Mecanism şurub-piuliţă
R1
R2
T
s
pşSculă
Semifabricat
Obs. Se înlocuieşte cu un mecanism pinion-cremalierăacţionat de bara de avansuri
Prof.dr.ing.Dănuţ Julean 10
bags
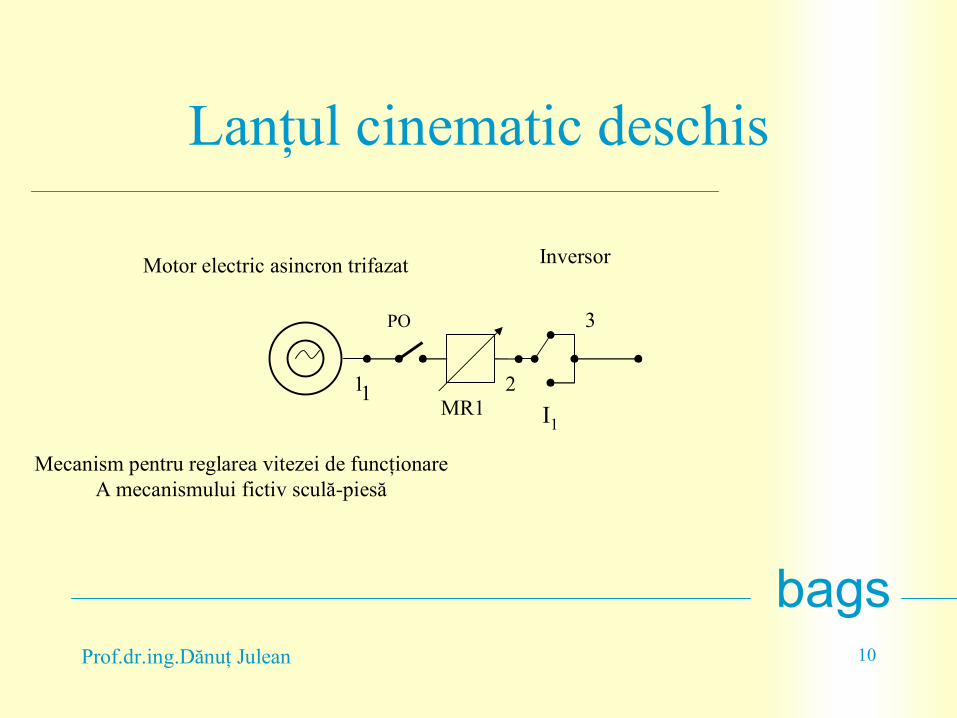
Lanţul cinematic deschis
PO
MR1 I1
11 2
3
Motor electric asincron trifazat
Mecanism pentru reglarea vitezei de funcţionareA mecanismului fictiv sculă-piesă
Inversor
Prof.dr.ing.Dănuţ Julean 11
bags
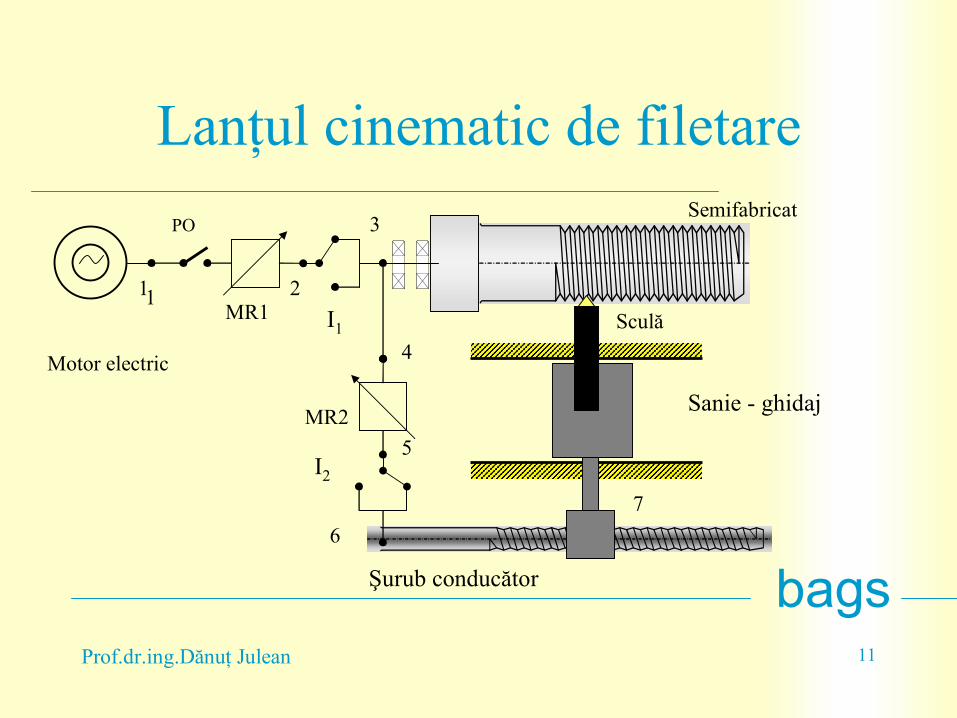
Lanţul cinematic de filetare
Motor electric
PO
MR1
MR2Sanie - ghidaj
Sculă
Şurub conducător
I1
I2
11 2
3
4
5
6
7
Semifabricat
Prof.dr.ing.Dănuţ Julean 12
bags
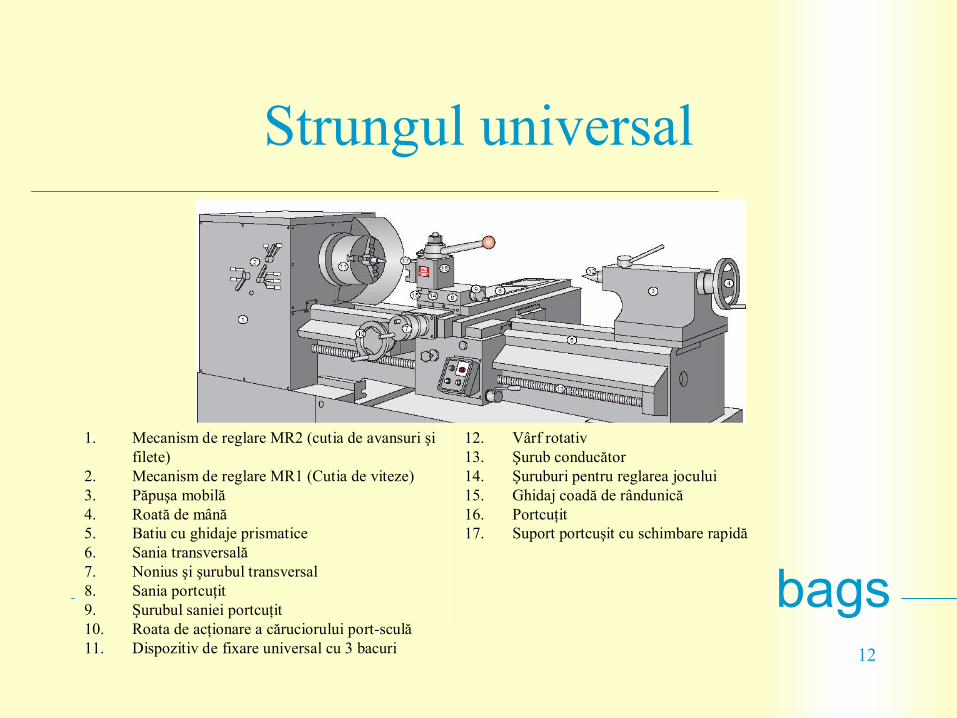
Strungul universal
1. Mecanism de reglare MR2 (cutia de avansuri şi filete)
2. Mecanism de reglare MR1 (Cutia de viteze)3. Păpuşa mobilă4. Roată de mână5. Batiu cu ghidaje prismatice6. Sania transversală7. Nonius şi şurubul transversal8. Sania portcuţit9. Şurubul saniei portcuţit10. Roata de acţionare a căruciorului port-sculă11. Dispozitiv de fixare universal cu 3 bacuri
12. Vârf rotativ13. Şurub conducător14. Şuruburi pentru reglarea jocului15. Ghidaj coadă de rândunică16. Portcuţit17. Suport portcuşit cu schimbare rapidă
Prof.dr.ing.Dănuţ Julean 13
bags
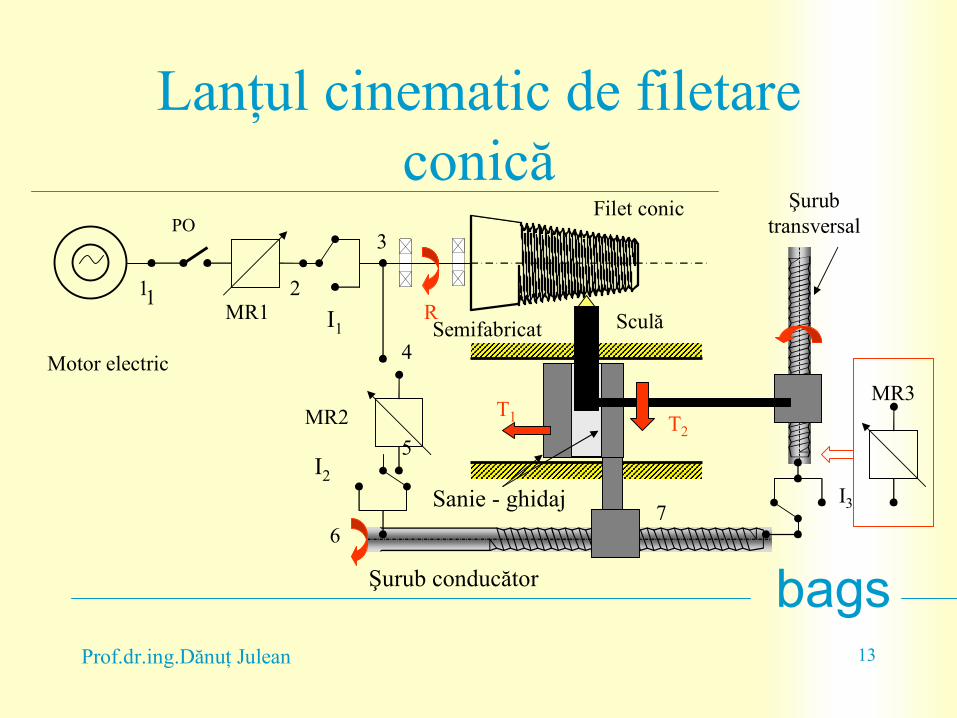
Motor electric
PO
MR1
MR2
Sanie - ghidaj
Sculă
Şurub conducător
I1
I2
11 2
3
4
5
67
Filet conic Şurubtransversal
R
T1 T2
I3
Lanţul cinematic de filetare conică
Semifabricat
MR3
Prof.dr.ing.Dănuţ Julean 14
bags
Filetarea cu pas mare şi pas mic
Prof.dr.ing.Dănuţ Julean 15
bags
Lanţul cinematic de detalonareradială
Prof.dr.ing.Dănuţ Julean 16
bags
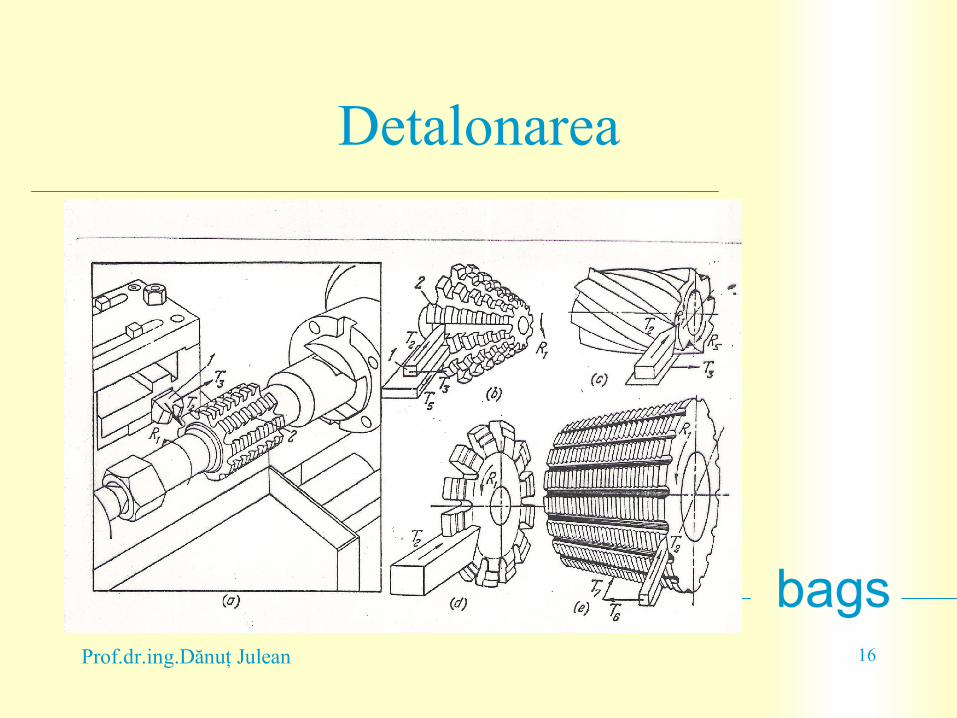
Detalonarea
Prof.dr.ing.Dănuţ Julean 17
bags
Lanţul cinematic
pentru mortezarea
roţilor dinţate
Prof.dr.ing.Dănuţ Julean 18
bags
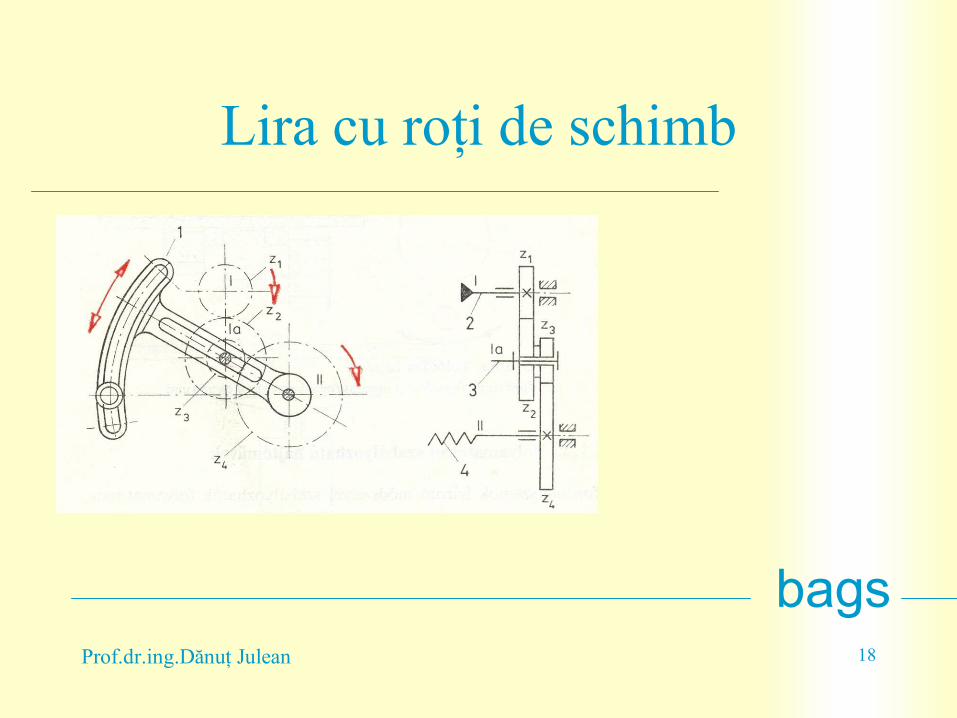
Lira cu roţi de schimb
Prof.dr.ing.Dănuţ Julean 19
bags
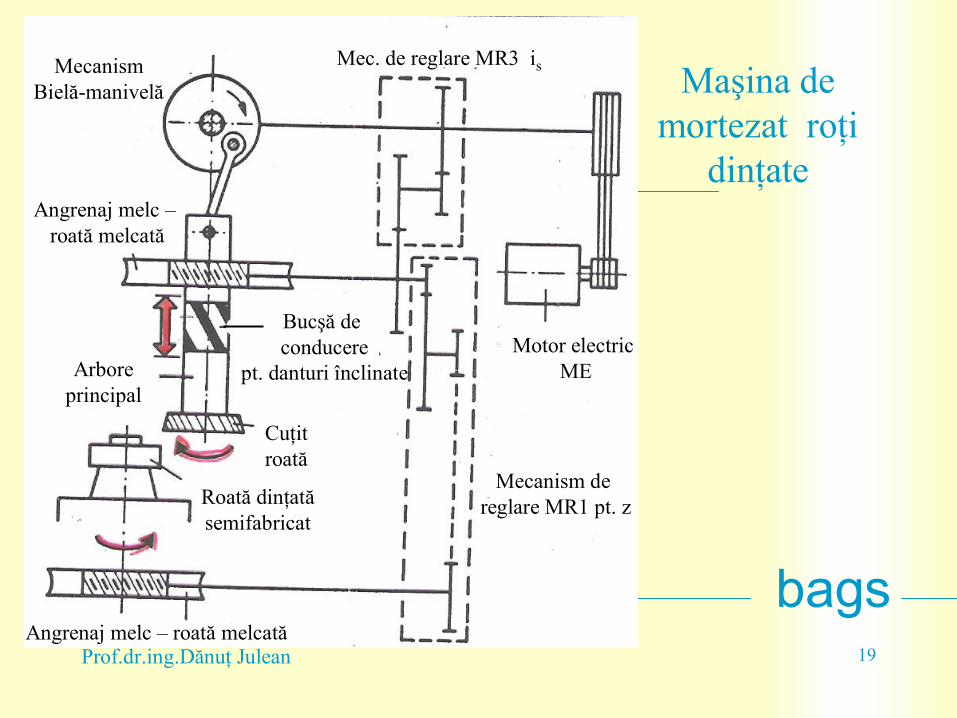
Maşina de mortezat roţi
dinţate
MecanismBielă-manivelă
Motor electric ME
Cuţitroată
Roată dinţatăsemifabricat
Mecanism de reglare MR1 pt. z
Angrenaj melc – roată melcată
Mec. de reglare MR3 is
Angrenaj melc – roată melcată
Arboreprincipal
Bucşă de conducere
pt. danturi înclinate
Prof.dr.ing.Dănuţ Julean 20
bags
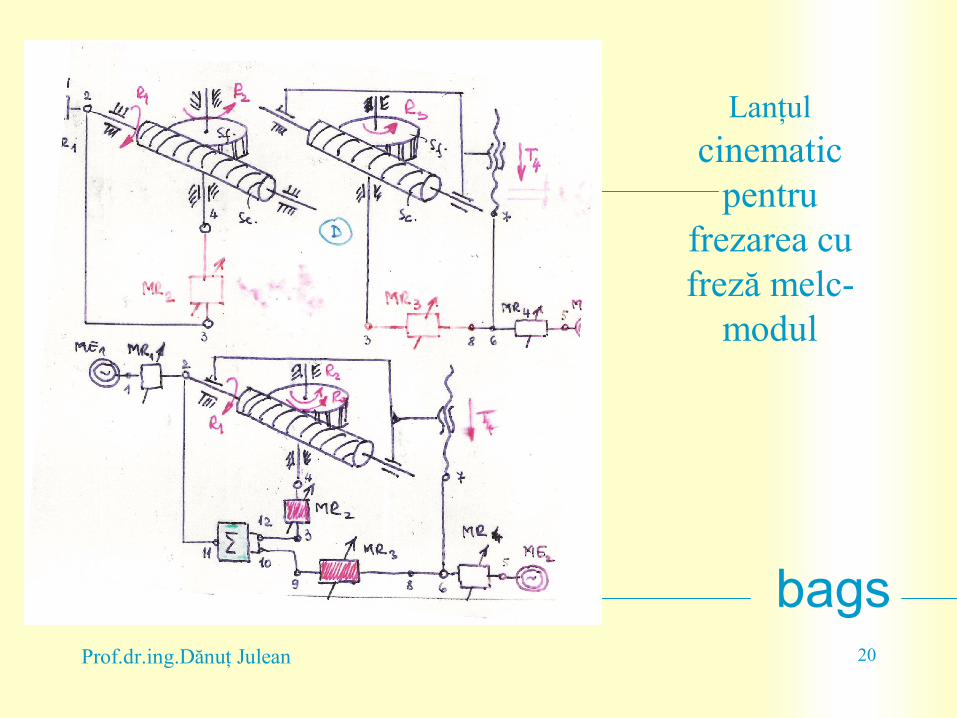
Lanţul cinematic
pentru frezarea cu freză melc-
modul
Prof.dr.ing.Dănuţ Julean 21
bags
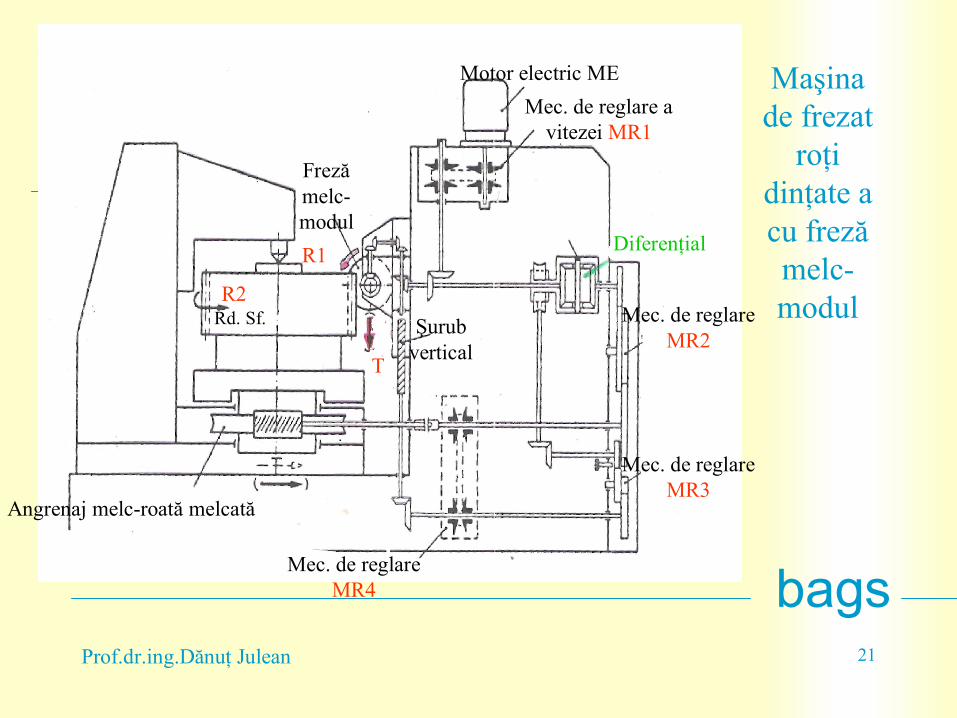
Maşina de frezat
roţi dinţate a cu freză melc-modul
Motor electric ME
Mec. de reglare avitezei MR1
Diferenţial
Frezămelc-modul
Angrenaj melc-roată melcată
Şurubvertical
R2
R1
T
Mec. de reglareMR4
Mec. de reglareMR2
Mec. de reglareMR3
Rd. Sf.
Prof.dr.ing.Dănuţ Julean 22
bags
Maşina de
rectificat roţi
dinţate cu disc taler –
MAAG
Cadru
Corzi metalice
Corzi metalice
Tambur
Mecanism de divizare
Disc abraz. taler
Sanie long.
Sanietransv.
bagsProf.dr.ing.Dănuţ Julean 1
Procesul de aschiere
Generalitati
bagsProf.dr.ing.Dănuţ Julean 2
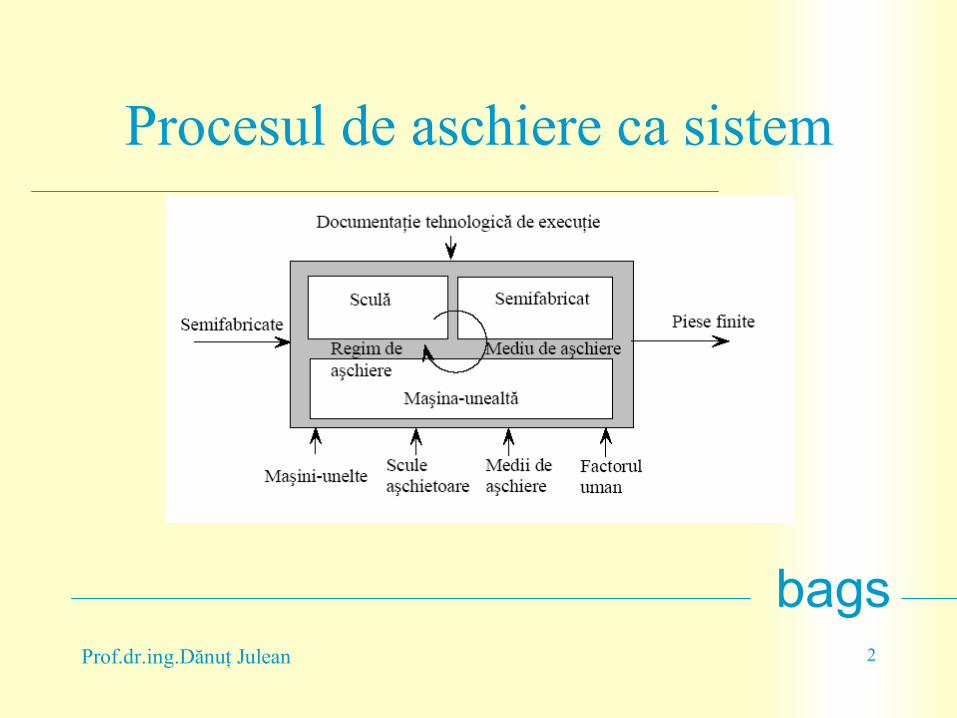
Procesul de aschiere ca sistem
bagsProf.dr.ing.Dănuţ Julean 3
Variabilele independente ale procesului de aşchiere
• Aşchiabilitatea materialului semifabricatului;
• Geometria sculei aşchietoare
• Parametrii regimului de aşchiere;
• Mediul de aşchiere;
• Caracteristicile maşinii-unelte;
• Caracteristicile dispozitivelor utilizate pentrufixarea semifabricatului şi/sau a sculei.
bagsProf.dr.ing.Dănuţ Julean 4
Variabilele dependente
• Productivitatea procesului;
• Calitatea suprafeţei generate prin aşchiere;
• Nivelul forţelor de aşchiere şi puterea consumatăde proces;
• Tipul şi forma aşchiilor detaşate;
• Temperatura tăişurilor sculei, a semifabricatului şia aşchiilor detaşate;
• Uzura şi deteriorarea tăişurilor sculei.
• Precizia suprafeţei prelucrate;
bagsProf.dr.ing.Dănuţ Julean 5
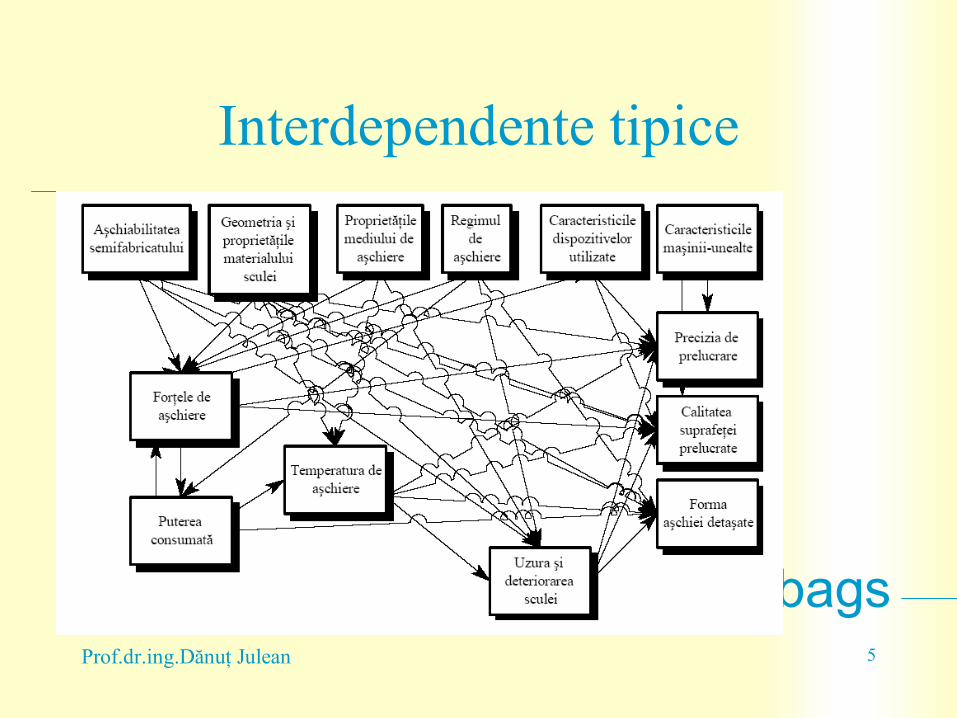
Interdependente tipice
bagsProf.dr.ing.Dănuţ Julean 6
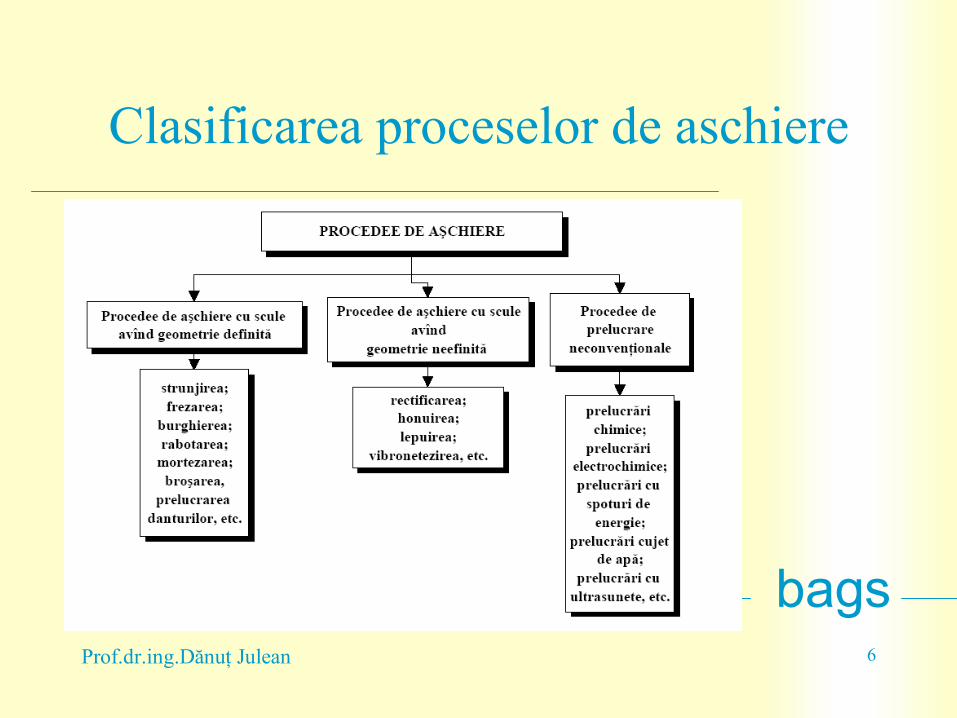
Clasificarea proceselor de aschiere
bagsProf.dr.ing.Dănuţ Julean 7
Teoria aşchierii
Mecanica procesului de formare a aşchiei
Aşchierea ortogonală
bagsProf.dr.ing.Dănuţ Julean 8
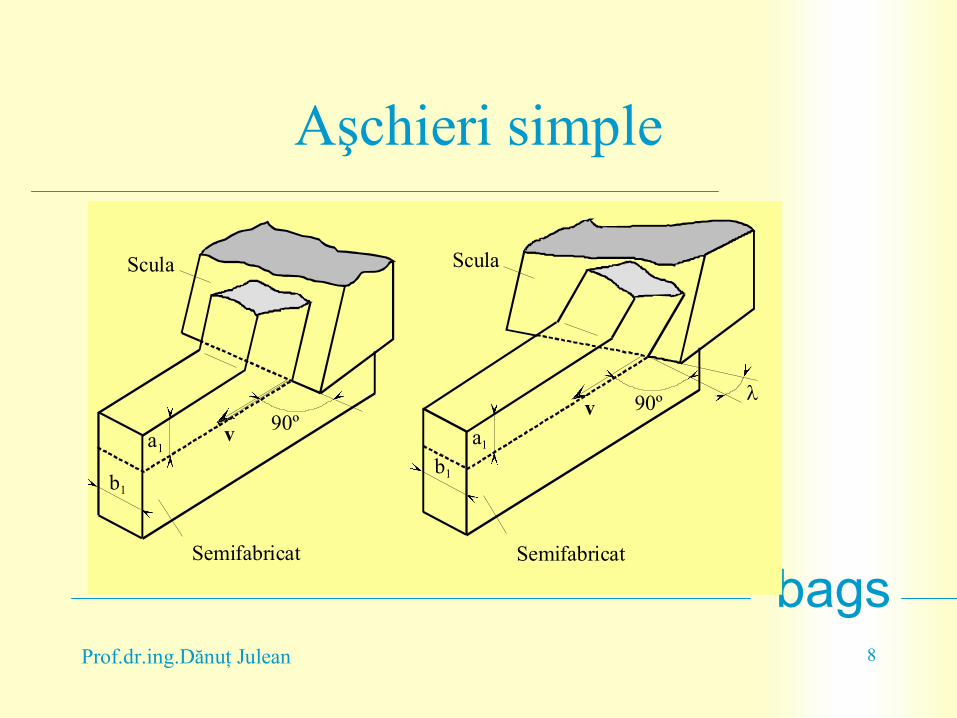
Aşchieri simple
a1
b1
90ºa1
vv 90º
b1
Scula Scula
Semifabricat Semifabricat
bagsProf.dr.ing.Dănuţ Julean 9
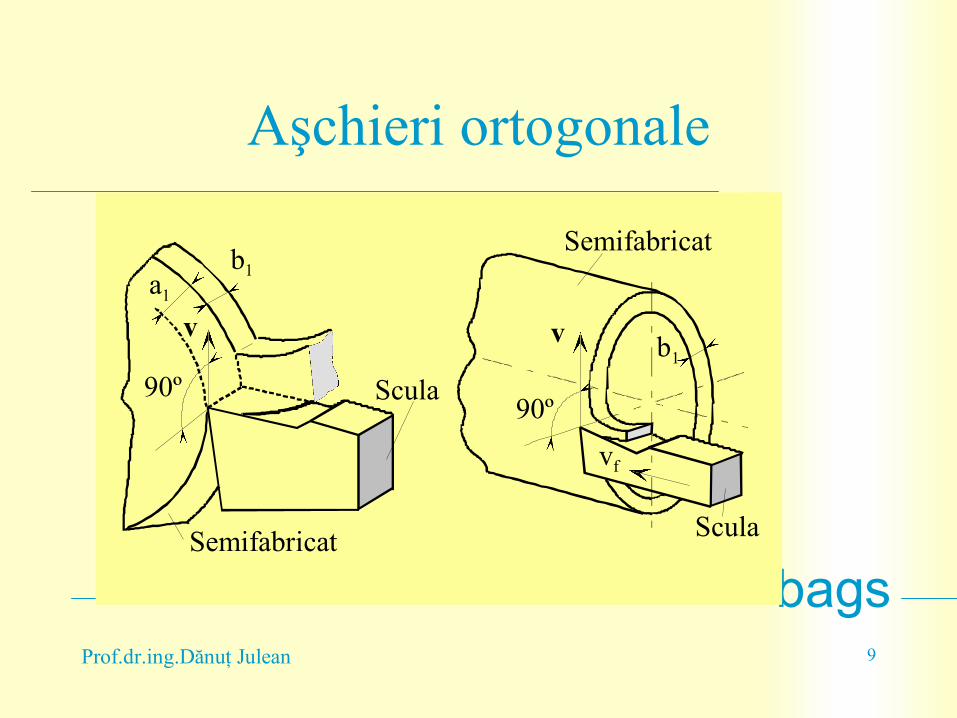
Aşchieri ortogonale
90º
a1
b1
v
Scula
Semifabricat
v
vf
90º
b1
Semifabricat
Scula
bagsProf.dr.ing.Dănuţ Julean 10
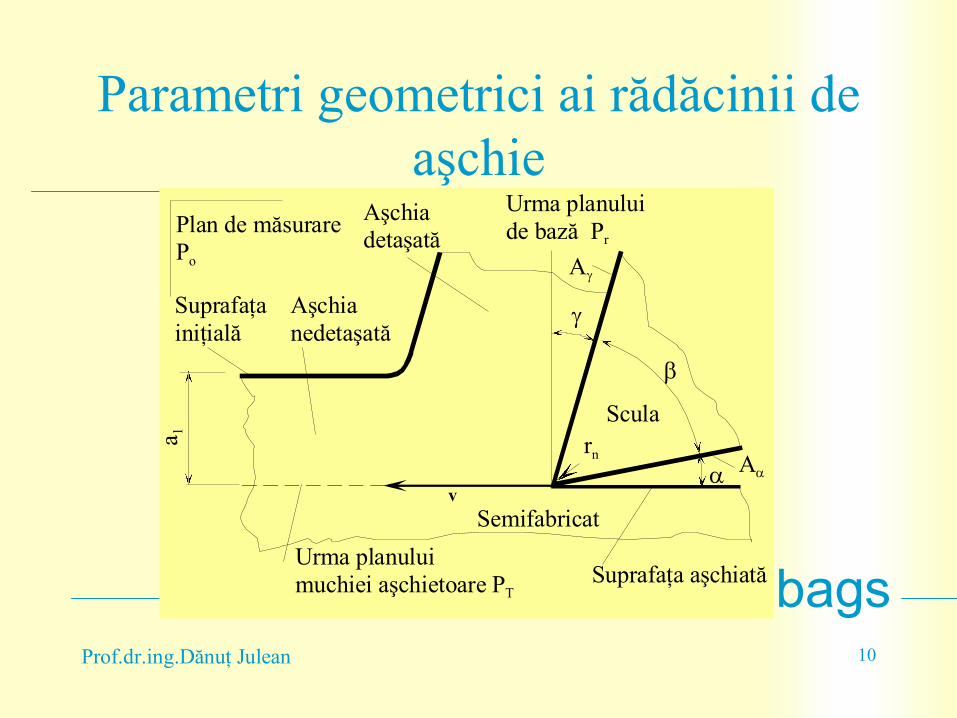
Parametri geometrici ai rădăcinii de aşchie
v
g
Scula
Semifabricat
Suprafaţainiţială
Urma planului de bază Pr
g
rn
a 1
Suprafaţa aşchiată
Aşchiadetaşată
Aşchianedetaşată
Urma planului muchiei aşchietoare PT
Plan de măsurarePo
bagsProf.dr.ing.Dănuţ Julean 11
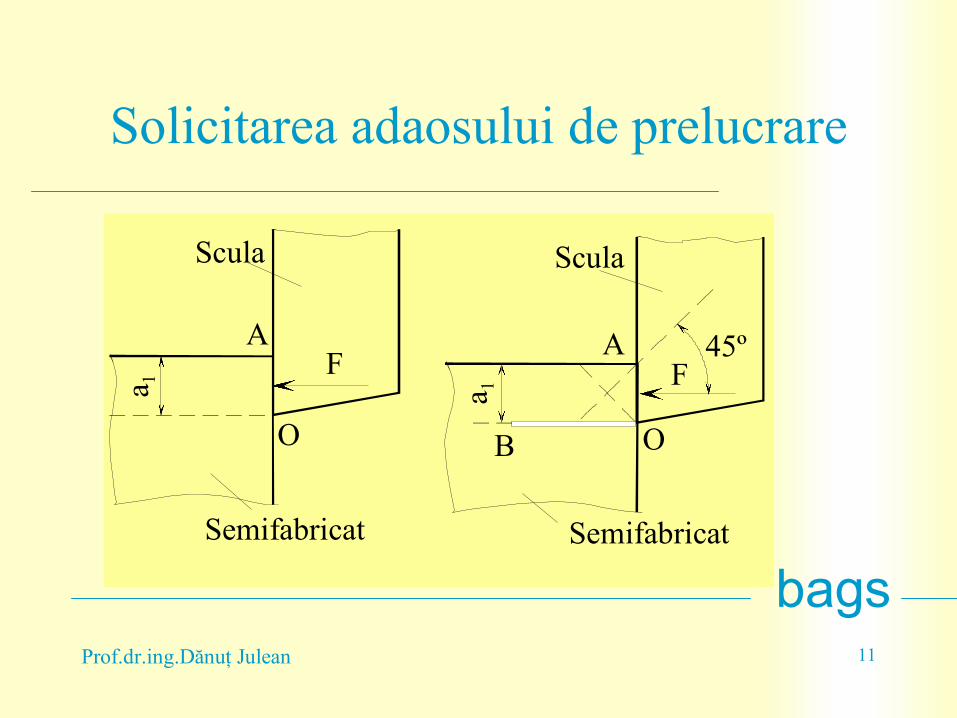
Solicitarea adaosului de prelucrarea 1 a 1
F F45ºA
O
A
BO
Scula
Semifabricat Semifabricat
Scula
bagsProf.dr.ing.Dănuţ Julean 12
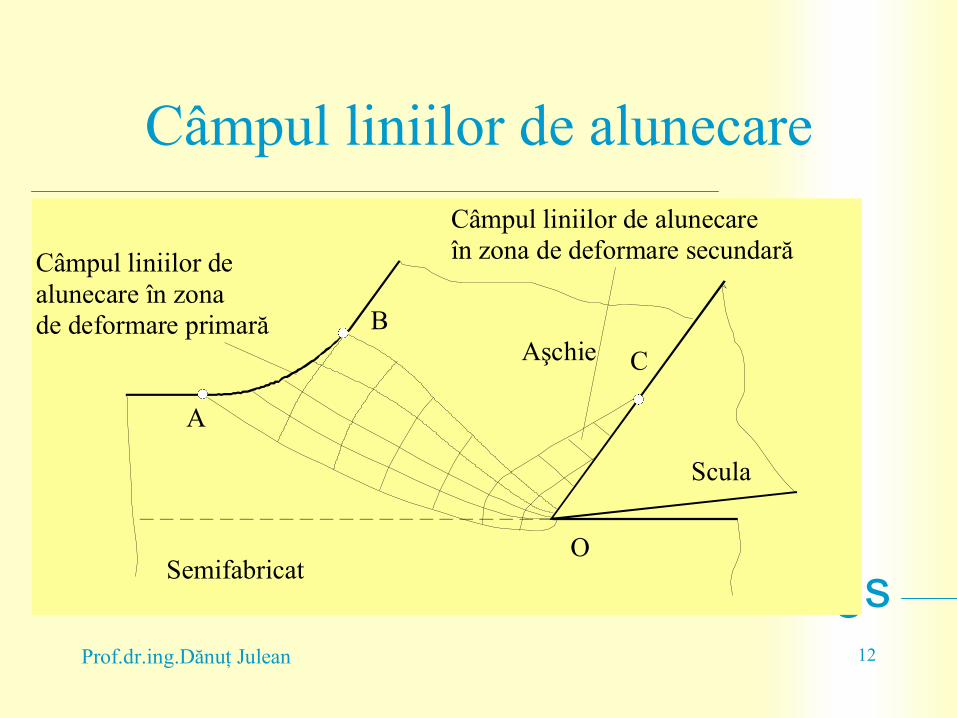
Câmpul liniilor de alunecare
C
Scula
O
Câmpul liniilor de alunecareîn zona de deformare secundară
Aşchie
Câmpul liniilor de alunecare în zona de deformare primară
A
B
Semifabricat
bagsProf.dr.ing.Dănuţ Julean 13
bagsProf.dr.ing.Dănuţ Julean 14
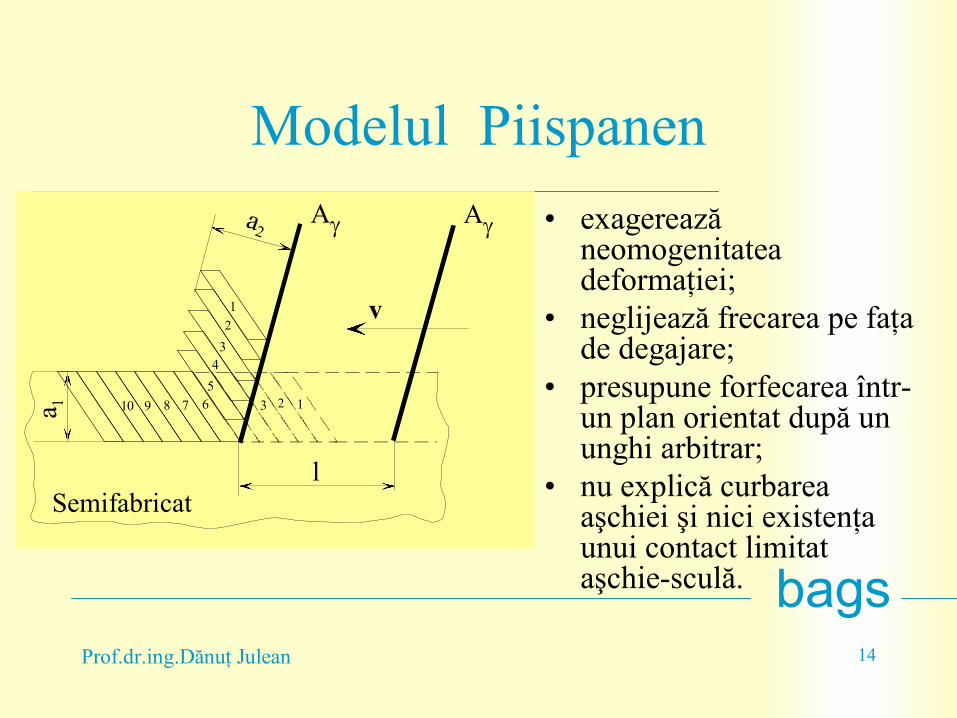
Modelul Piispanen
• exagerează neomogenitatea deformaţiei;
• neglijează frecarea pe faţa de degajare;
• presupune forfecarea într-un plan orientat după un unghi arbitrar;
• nu explică curbarea aşchiei şi nici existenţa unui contact limitat aşchie-sculă.
a2
v
Semifabricatl
a 1
Ag Ag
1
2
3
4
5
678910 3 2 1
bagsProf.dr.ing.Dănuţ Julean 15
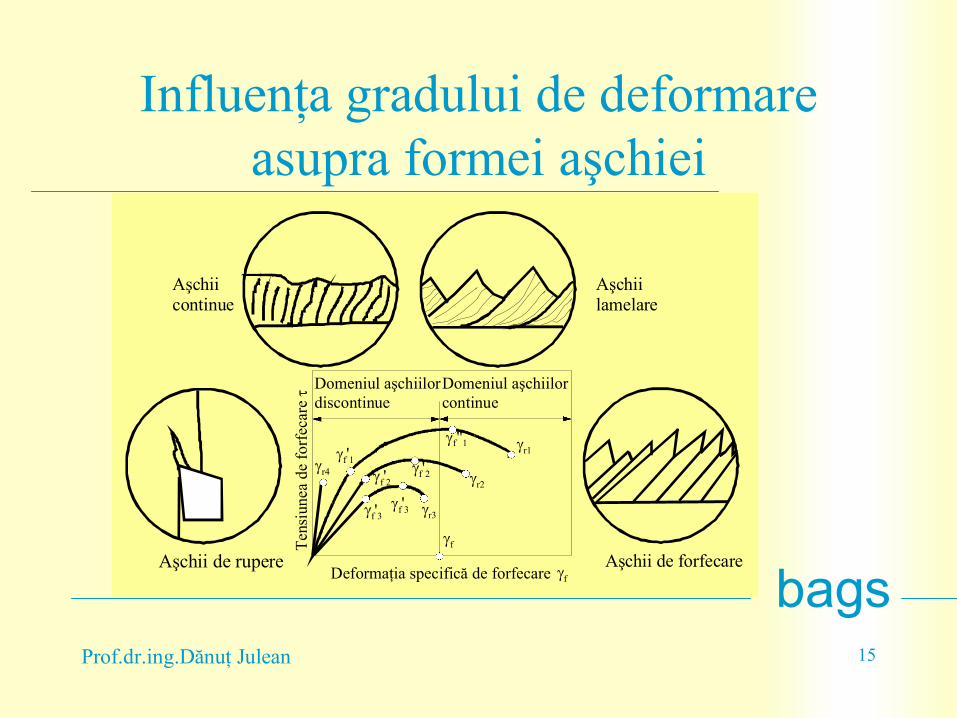
Influenţa gradului de deformare asupra formei aşchiei
Domeniul aşchiilordiscontinue
Domeniul aşchiilorcontinue
Ten
siun
ea d
e fo
rfec
are
Deformaţia specifică de forfecare
gf'1gf"1 gr1
gf'2gf'2
gf'3gf'3
gr2
gr3
gr4
gf
gf
Aşchii continue
Aşchiilamelare
Aşchii de forfecareAşchii de rupere
bagsProf.dr.ing.Dănuţ Julean 16
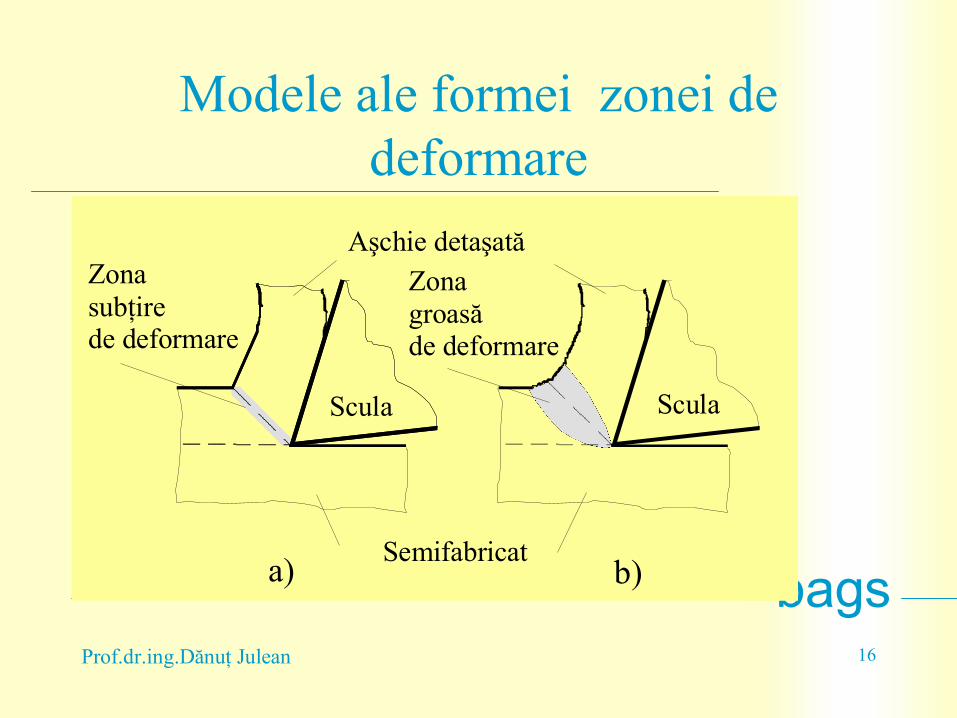
Modele ale formei zonei de deformare
Semifabricat
Scula
Aşchie detaşatăZona subţirede deformare
Zona groasăde deformare
Scula
a) b)
bagsProf.dr.ing.Dănuţ Julean 17
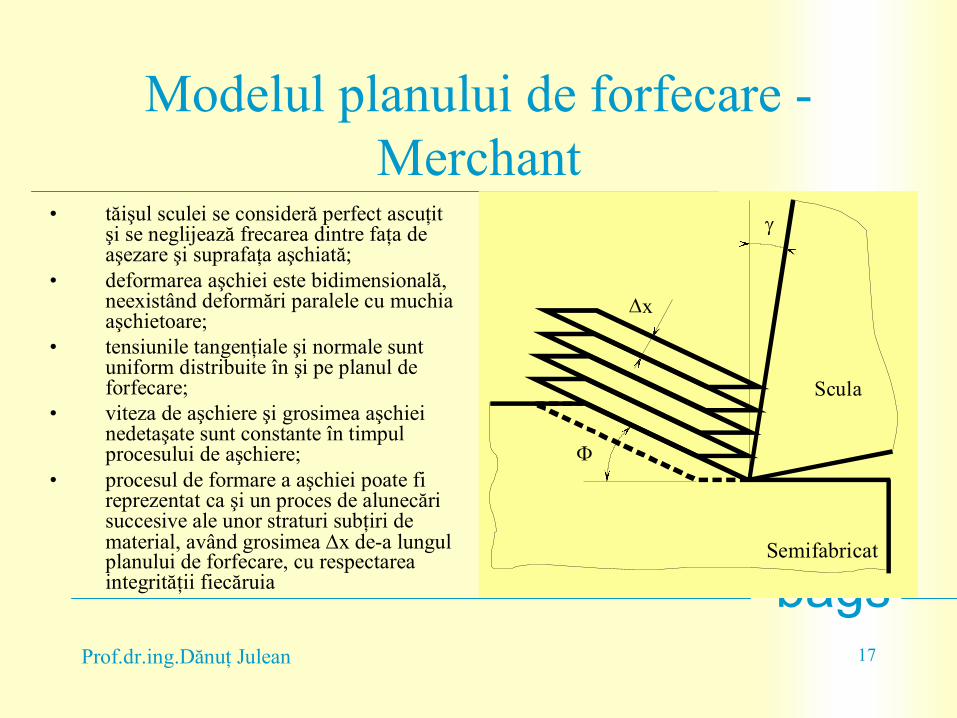
Modelul planului de forfecare -Merchant
• tăişul sculei se consideră perfect ascuţit şi se neglijează frecarea dintre faţa de aşezare şi suprafaţa aşchiată;
• deformarea aşchiei este bidimensională, neexistând deformări paralele cu muchia aşchietoare;
• tensiunile tangenţiale şi normale sunt uniform distribuite în şi pe planul de forfecare;
• viteza de aşchiere şi grosimea aşchiei nedetaşate sunt constante în timpul procesului de aşchiere;
• procesul de formare a aşchiei poate fi reprezentat ca şi un proces de alunecări succesive ale unor straturi subţiri de material, având grosimea x de-a lungul planului de forfecare, cu respectarea integrităţii fiecăruia
Scula
Semifabricat
x
F
g
bagsProf.dr.ing.Dănuţ Julean 18
bagsProf.dr.ing.Dănuţ Julean 19
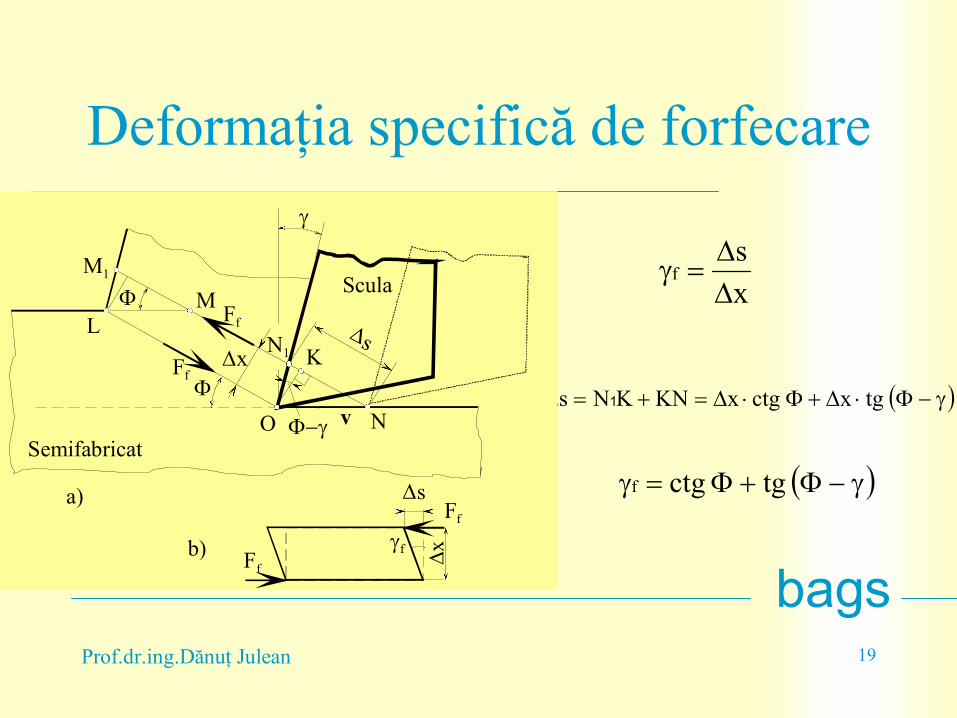
Deformaţia specifică de forfecare
x
sf
g
gFF tgxctgxKNKNs 1
s
FFf
FFfL
M1
M
K
O
N1
N
g
Scula
x
Semifabricat
v
s
xgf
Ff
Ff
a)
b)
Fg
gFFg tgctgf
bagsProf.dr.ing.Dănuţ Julean 20
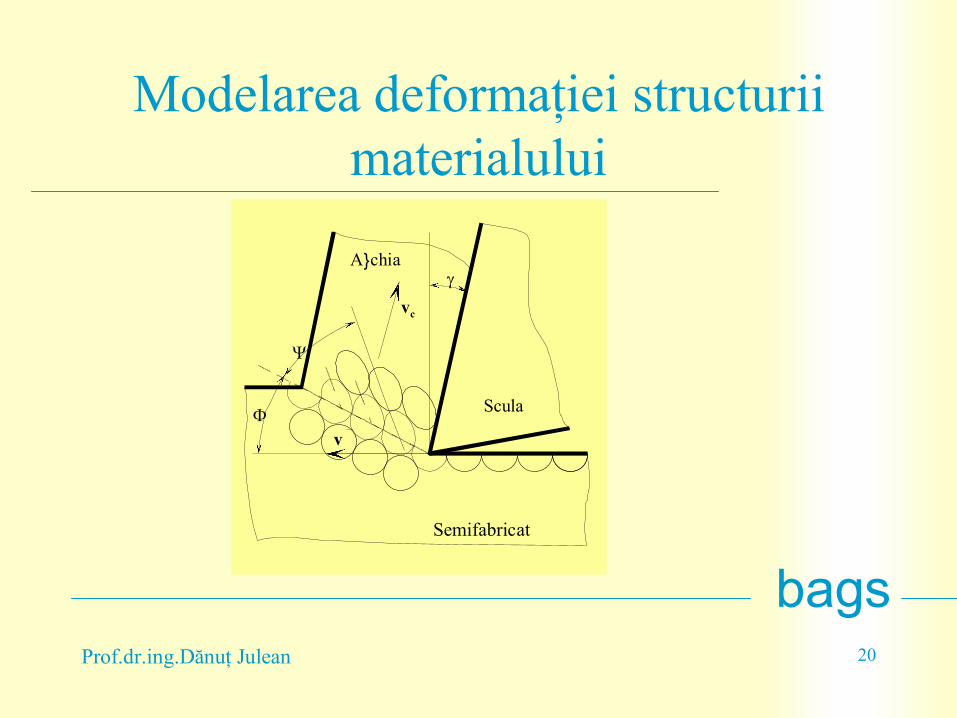
Modelarea deformaţiei structurii materialului
Scula
A}chia
Semifabricat
v
vc
F
g
bagsProf.dr.ing.Dănuţ Julean 21
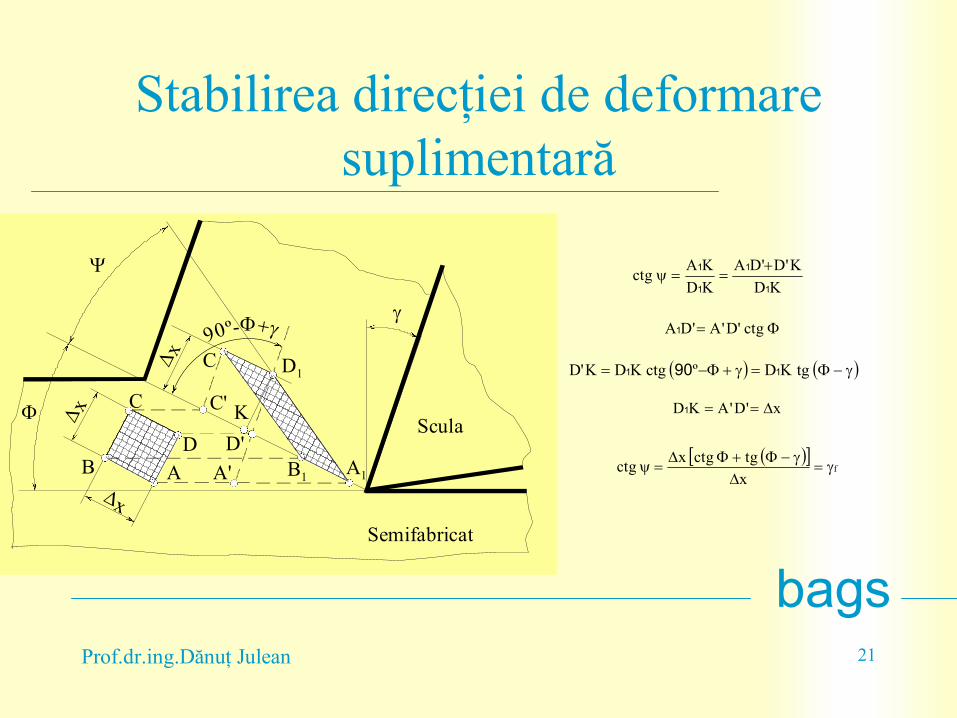
Stabilirea direcţiei de deformare suplimentară
KD
K'D'DA
KD
KActg
1
1
1
1
F ctg'D'A'DA1
gFgF tgKDºctgKDK'D 11 90
x'D'AKD 1C C'
AB B1A1
D1
g
SculaD
90º-Fg
x
x
K
D'
A'
F
Semifabricat
C
x
f
x
tgctgxctg g
gFF
bagsProf.dr.ing.Dănuţ Julean 22
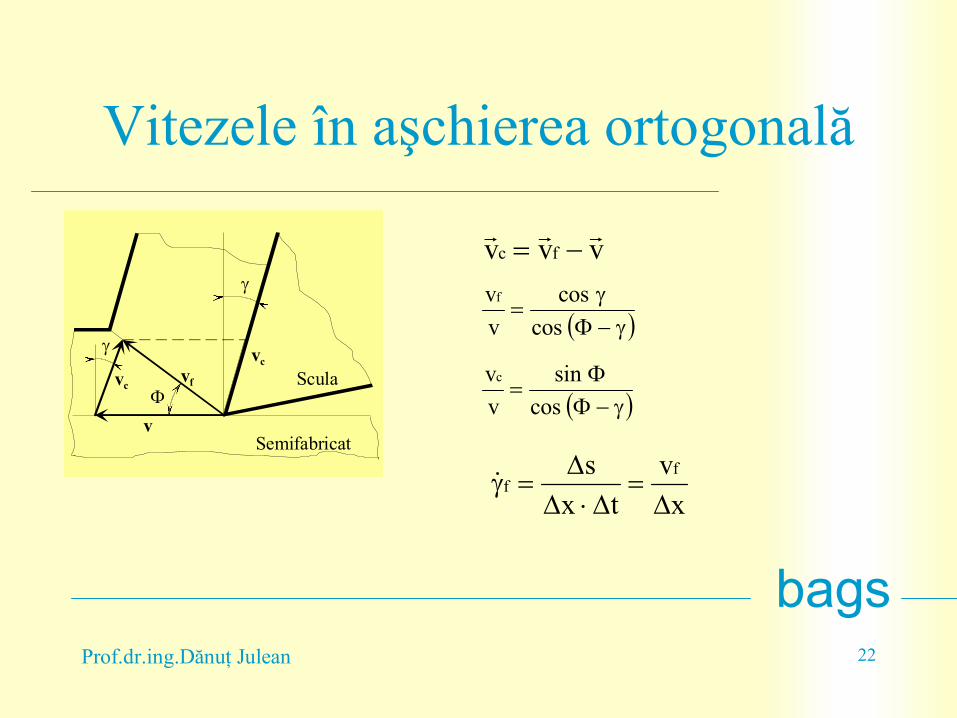
Vitezele în aşchierea ortogonală
Fvfvc
v
vc
g
g
Scula
Semifabricat
vvv fc
gF
g
cos
cos
v
vf
gF
F
cos
sin
v
vc
x
v
tx
s ff
g
bagsProf.dr.ing.Dănuţ Julean 23
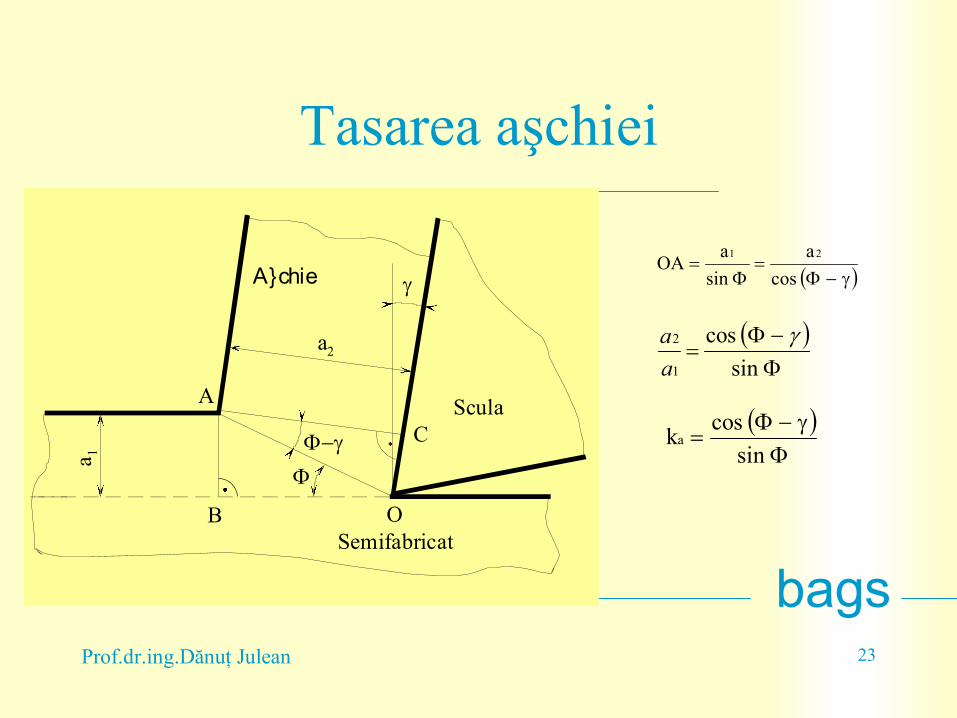
Tasarea aşchiei
a2
g
Fg
F
B O
A
a 1
Scula
Semifabricat
A}chie
C
gF
F
cos
a
sin
aOA
21
F
F
sin
cos
1
2 g
a
a
F
gF
sin
coska
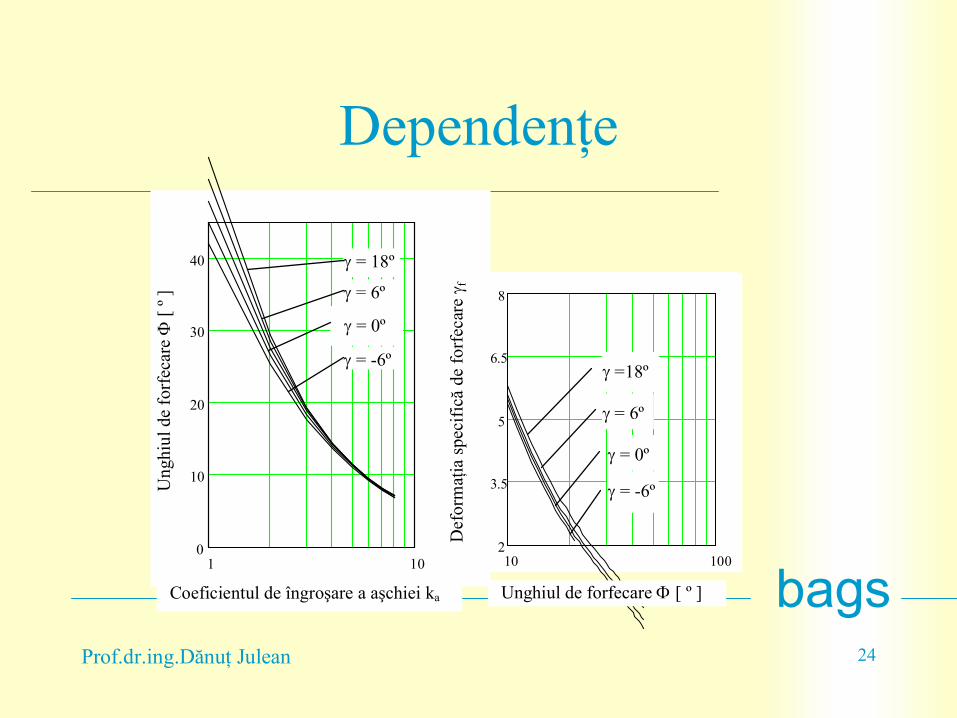
bagsProf.dr.ing.Dănuţ Julean 24
Dependenţe
10 1002
3.5
5
6.5
8
1 100
10
20
30
40
Un
ghiu
l de
forf
ecar
e F
[ º
]
Coeficientul de îngroşare a aşchiei ka
g = 18º
g = 0º
g = -6º
g = 6º
Unghiul de forfecare F [ º ]
g = 6º
g = 0º
g = -6º
g =18º
Def
orm
aţia
spec
ific
ă de
forf
ecar
e g f
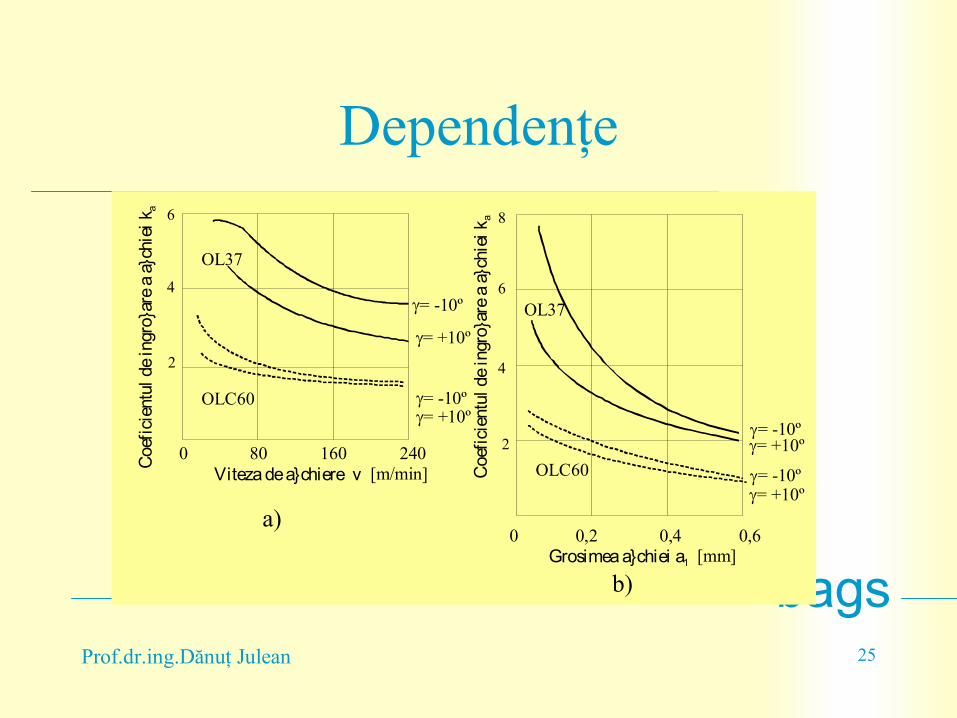
bagsProf.dr.ing.Dănuţ Julean 25
Dependenţe
0 80 160 240 Viteza de a}chiere v [m/min]
2
4
6
Coef
icie
ntu
l de
ingr
o}a
re a
a}c
hie
i k a
g= -10ºg= +10º
g= +10º
OL37
OLC60
g= -10º
0 0,2 0,4 0,6 Grosimea a}chiei a1 [mm]
2
4
6
8
Coef
icie
ntu
l de
ingr
o}a
re a
a}c
hie
i k
ag= -10ºg= +10º
g= +10ºg= -10º
OL37
OLC60
a)
b)
bagsProf.dr.ing.Dănuţ Julean 26
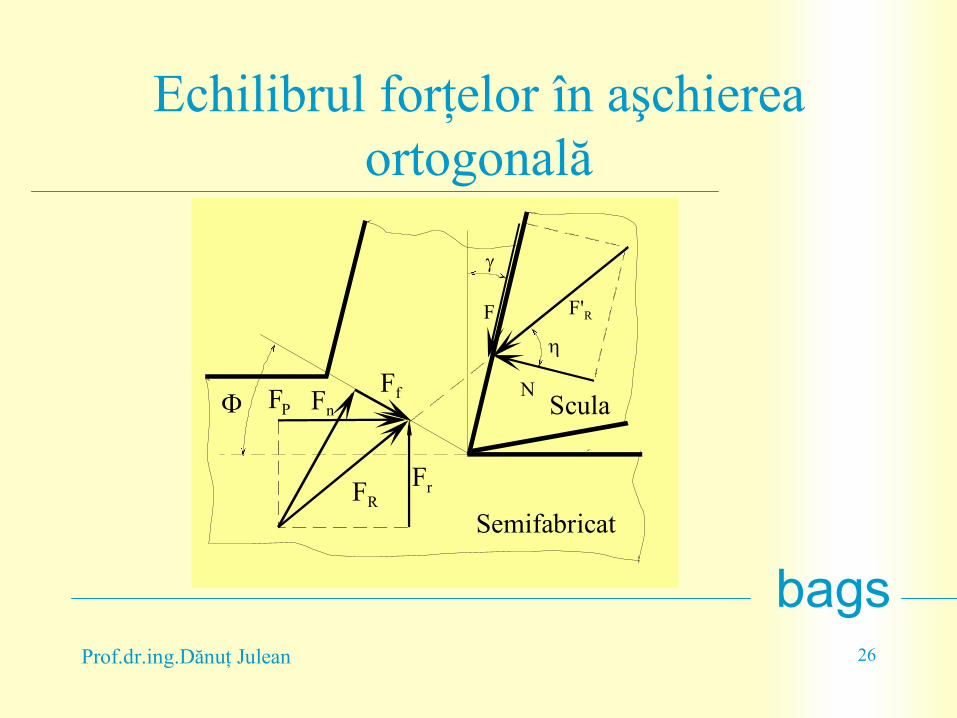
Echilibrul forţelor în aşchierea ortogonală
Semifabricat
SculaFP
Fr
FfFnN
F F'R
F
g
FR
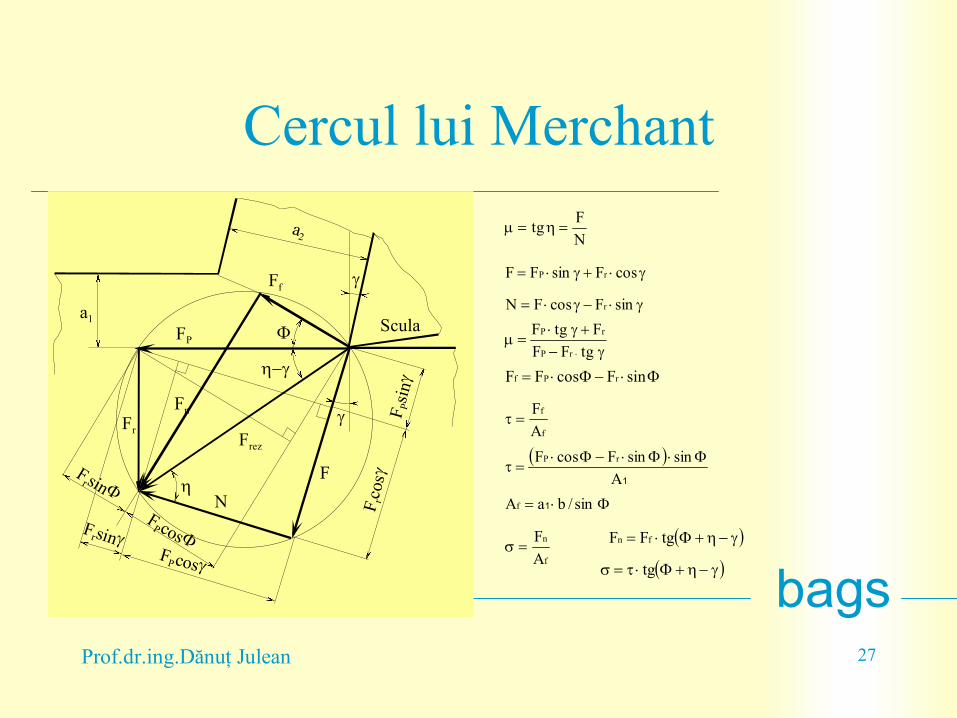
bagsProf.dr.ing.Dănuţ Julean 27
Cercul lui Merchant
F
g
g
g
FP
FrFrez
N
F
Fn
Ff
F rcos
gF P
sin
g
Frsing
FPcosg
FPcosF
Fr sinF
Scula
a2
a1
N
Ftg
gg cosFsinFF rP
gg sinFcosFN r
g
g
tgFF
FtgF
rP
rP
FF sinFcosFF rPf
f
f
A
F
1A
sinsinFcosF rP FFF
F sin/baAf 1
f
n
A
F
gF tgFF fn
gF tg
bagsProf.dr.ing.Dănuţ Julean 28
Lucrul mecanic specific
11
ff
lA
sFL
f
f
f
1
ff
A
F
sin
xA
sFL g
F
ffL g
11
2fr
lA
lFL
2A
FLfr
2A
FετLLL frfΣ
bagsProf.dr.ing.Dănuţ Julean 29
Determinarea unghiului de forfecare pe baza principiului lucrului mecanic
minim
gF
gg
cos
cosFcosFF
fRP
F sin/AFf 1
gFF
g
cossin
cosAFP
1
gFF
gFg
F 22
1P
cossin
2coscosA
d
dF
02cos gF
22
gF
g
F2
1
4
2
C gF
bags
Formarea aşchiei discontinue
• se formează în general la prelucrarea materialelor fragile sau în cazul când materiale ductile sunt aşchiate la viteze joase, cu scule având unghiuri de degajare mici.
• se datorează deformaţiilor puternice, mult mai ridicate decât capacitatea de deformare a materialului, precum şi frecării intense dintre aşchie şi faţa de degajare a sculei, lucru ce conduce la apariţia unor rupturi intermitente în planul de forfecare.
• aşchiile sunt formate din elemente de aşchie distincte, care însă datorită temperaturilor şi apăsărilor specifice mari se pot suda pe porţiuni mici.
Prof.dr.ing.Dănuţ Julean 30
bags
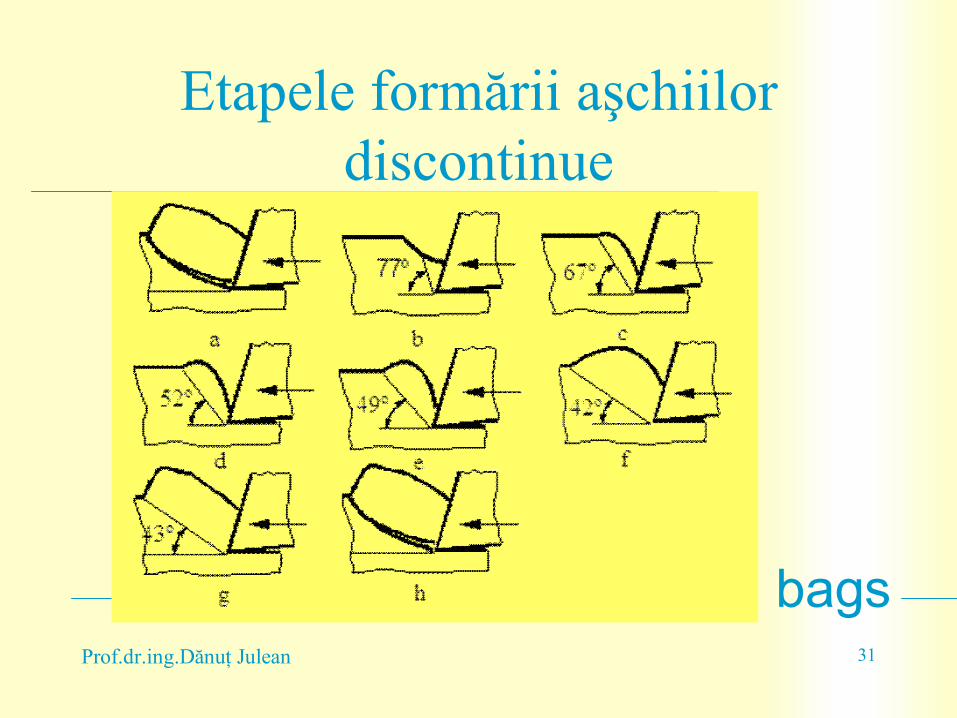
Etapele formării aşchiilor discontinue
Prof.dr.ing.Dănuţ Julean 31
bags
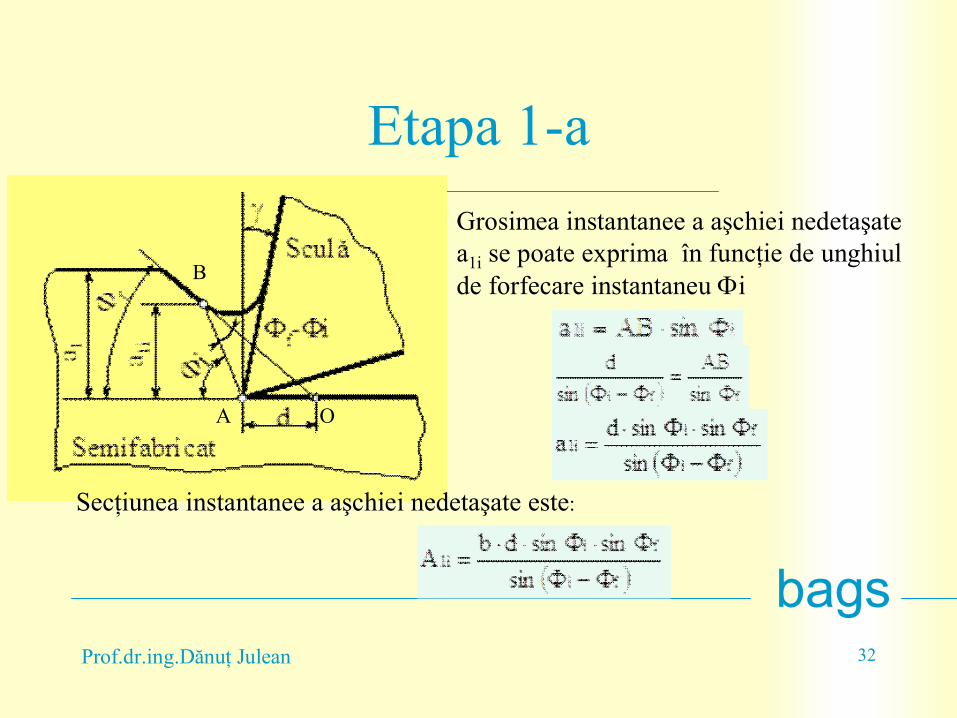
Etapa 1-a
Prof.dr.ing.Dănuţ Julean 32
Secţiunea instantanee a aşchiei nedetaşate este:
Grosimea instantanee a aşchiei nedetaşatea1i se poate exprima în funcţie de unghiulde forfecare instantaneu Fi
O
B
A
bags
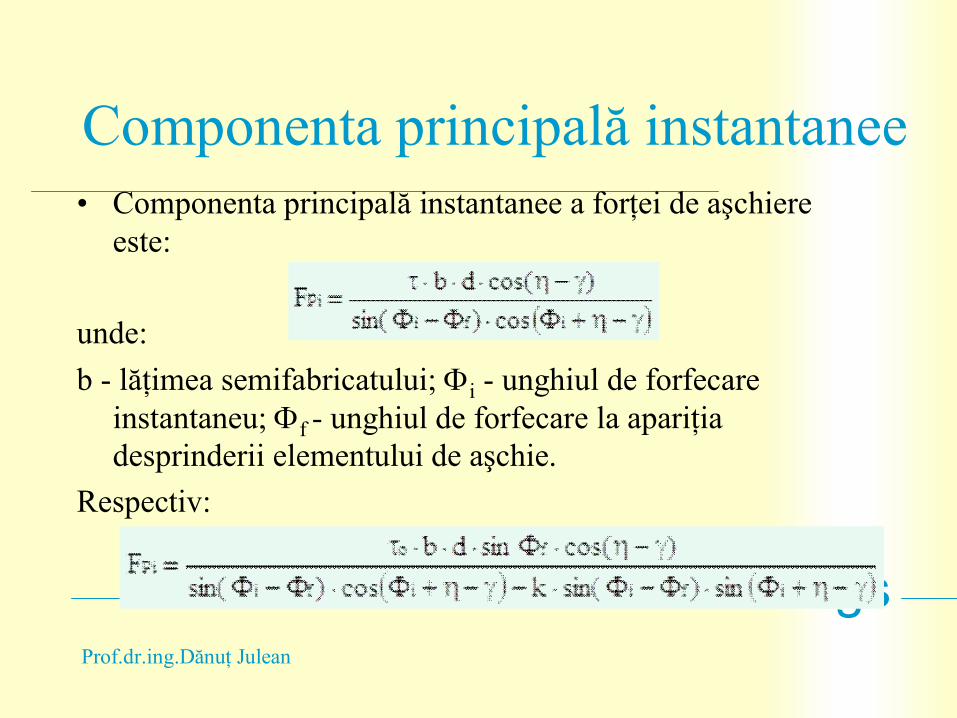
Componenta principală instantanee• Componenta principală instantanee a forţei de aşchiere
este:
unde:
b - lăţimea semifabricatului; Fi - unghiul de forfecare instantaneu; Ff - unghiul de forfecare la apariţia desprinderii elementului de aşchie.
Respectiv:
Prof.dr.ing.Dănuţ Julean
bags
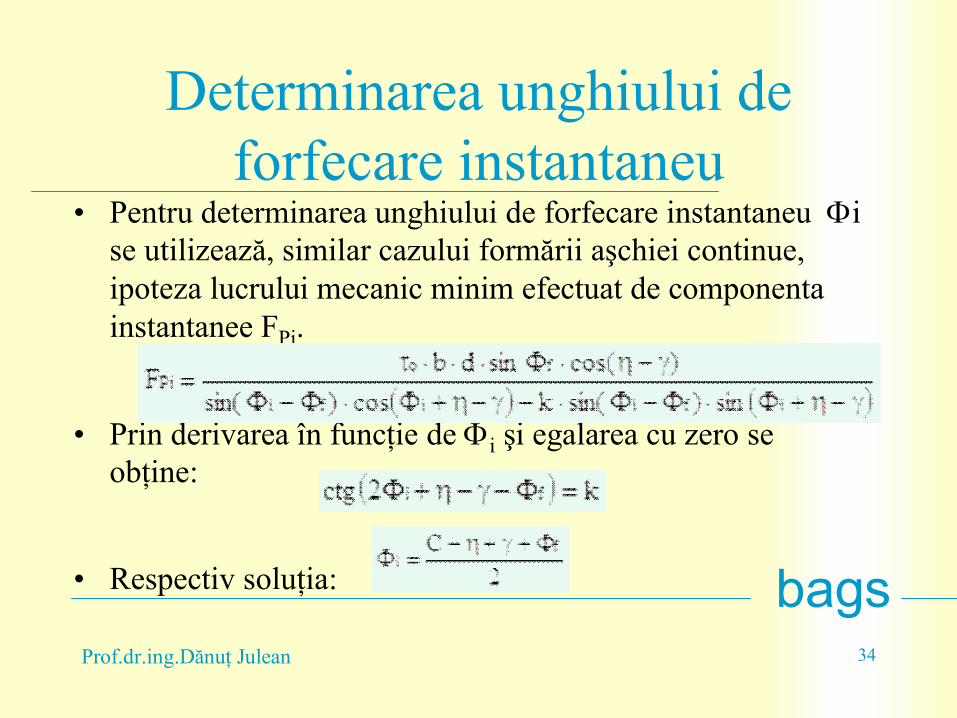
Determinarea unghiului de forfecare instantaneu
• Pentru determinarea unghiului de forfecare instantaneu Fi se utilizează, similar cazului formării aşchiei continue, ipoteza lucrului mecanic minim efectuat de componenta instantanee FPi.
• Prin derivarea în funcţie de Fi şi egalarea cu zero se obţine:
• Respectiv soluţia:
Prof.dr.ing.Dănuţ Julean 34
bags
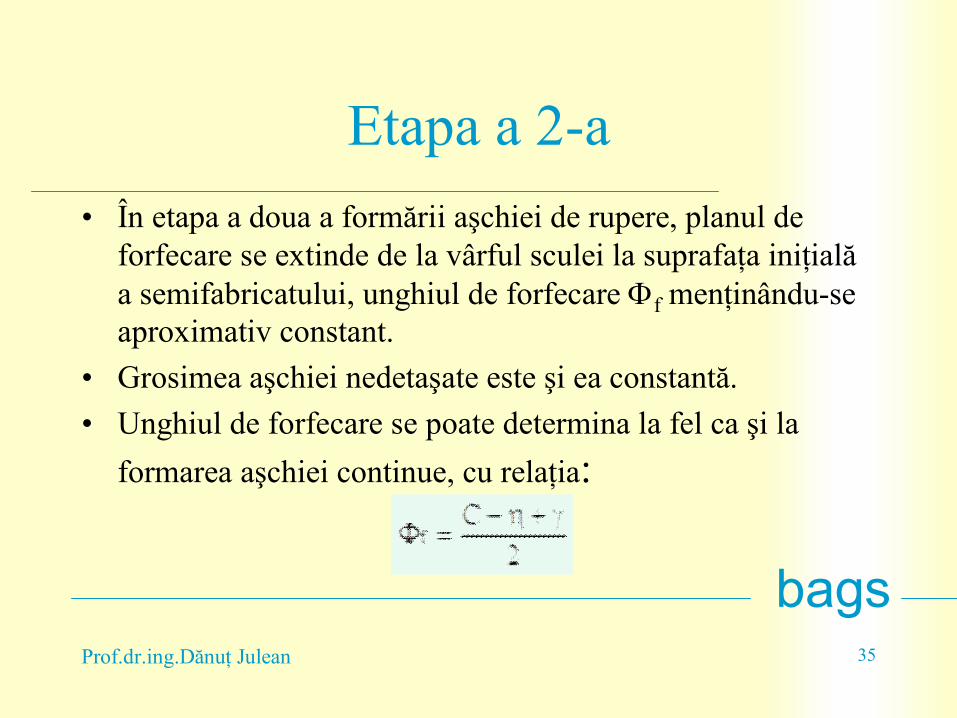
Etapa a 2-a
• În etapa a doua a formării aşchiei de rupere, planul de forfecare se extinde de la vârful sculei la suprafaţa iniţială a semifabricatului, unghiul de forfecare Ff menţinându-se aproximativ constant.
• Grosimea aşchiei nedetaşate este şi ea constantă.
• Unghiul de forfecare se poate determina la fel ca şi la
formarea aşchiei continue, cu relaţia:
Prof.dr.ing.Dănuţ Julean 35
bags
Modelul zonei groase de deformare
Prof.dr.ing.Dănuţ Julean 36
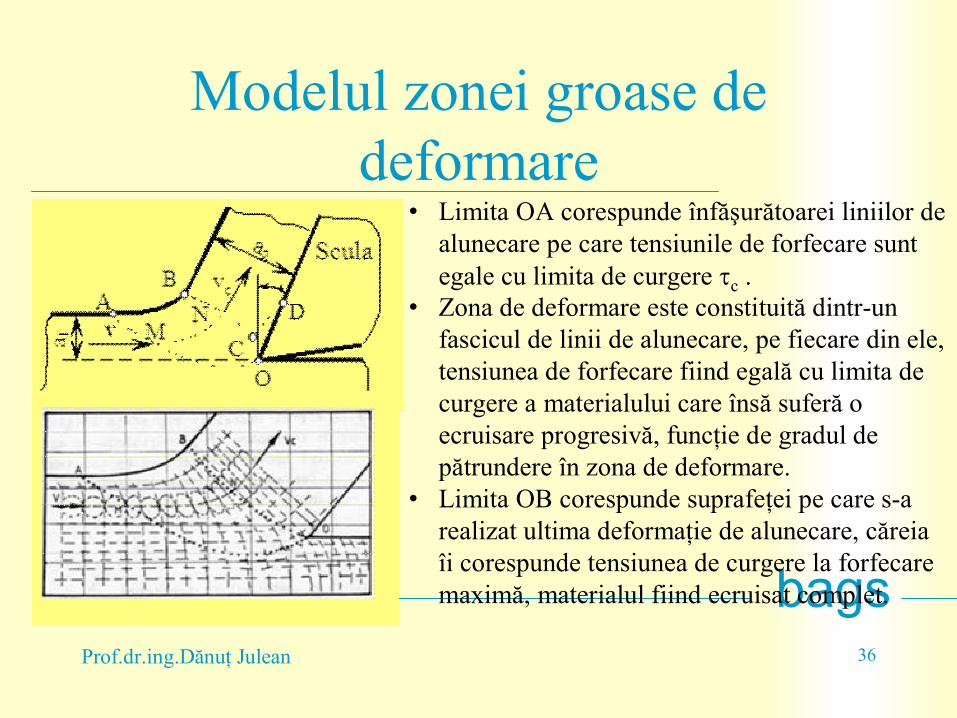
• Limita OA corespunde înfăşurătoarei liniilor de alunecare pe care tensiunile de forfecare sunt egale cu limita de curgere c .
• Zona de deformare este constituită dintr-un fascicul de linii de alunecare, pe fiecare din ele, tensiunea de forfecare fiind egală cu limita de curgere a materialului care însă suferă o ecruisare progresivă, funcţie de gradul de pătrundere în zona de deformare.
• Limita OB corespunde suprafeţei pe care s-a realizat ultima deformaţie de alunecare, căreia îi corespunde tensiunea de curgere la forfecare maximă, materialul fiind ecruisat complet.
bags
Zona de deformare secundară
Prof.dr.ing.Dănuţ Julean 37
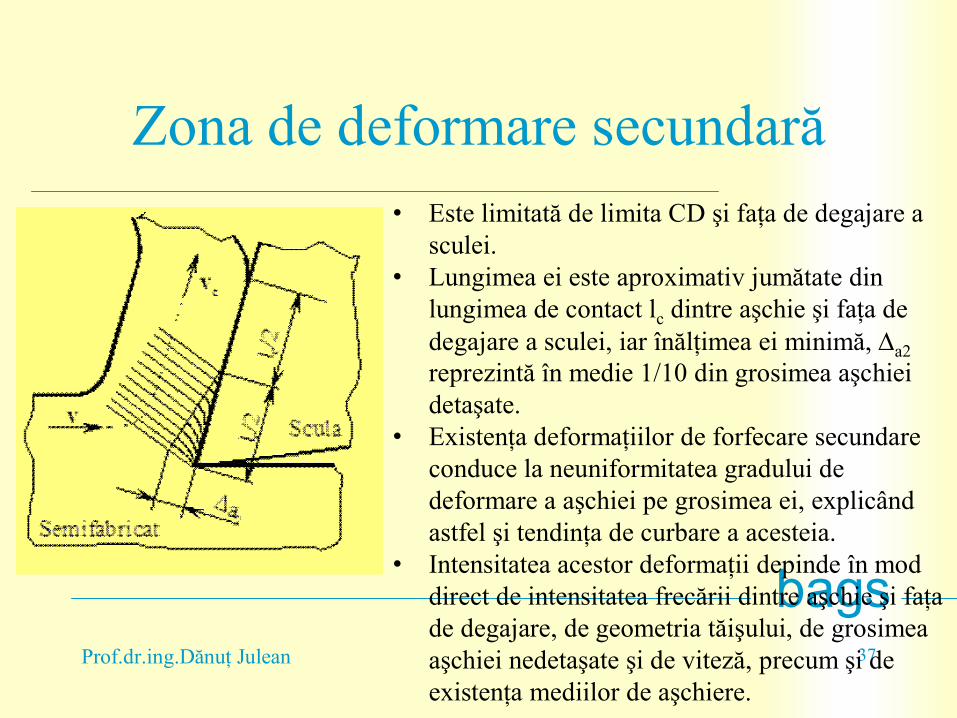
• Este limitată de limita CD şi faţa de degajare a sculei.
• Lungimea ei este aproximativ jumătate din lungimea de contact lc dintre aşchie şi faţa de degajare a sculei, iar înălţimea ei minimă, a2 reprezintă în medie 1/10 din grosimea aşchiei detaşate.
• Existenţa deformaţiilor de forfecare secundare conduce la neuniformitatea gradului de deformare a aşchiei pe grosimea ei, explicând astfel şi tendinţa de curbare a acesteia.
• Intensitatea acestor deformaţii depinde în mod direct de intensitatea frecării dintre aşchie şi faţa de degajare, de geometria tăişului, de grosimea aşchiei nedetaşate şi de viteză, precum şi de existenţa mediilor de aşchiere.
bags
Modelul Hitomi Okushima
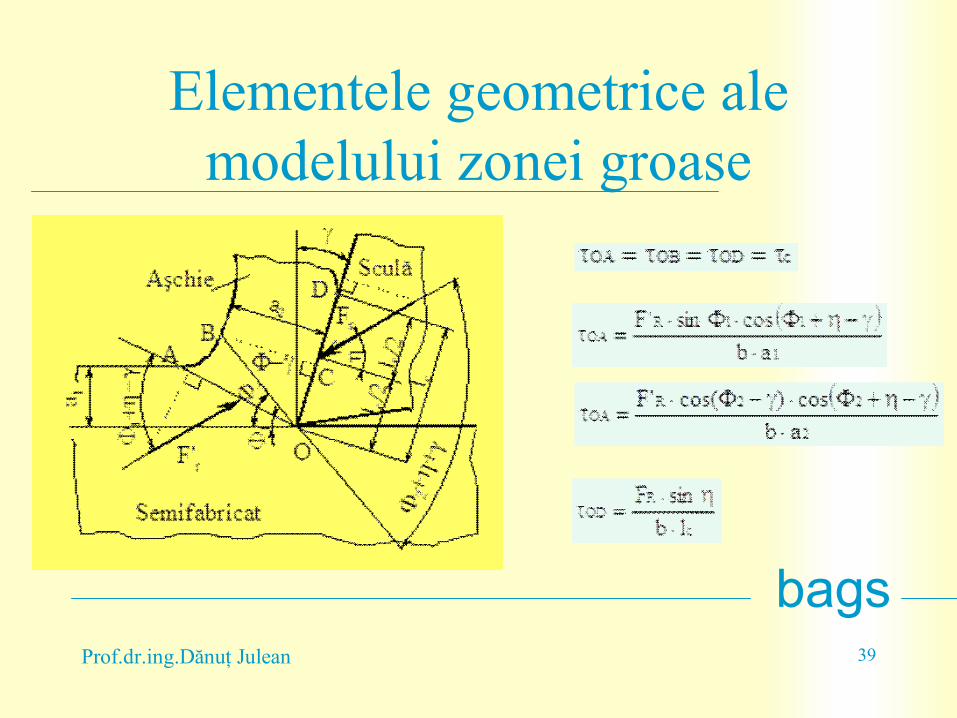
Admiţând câteva ipoteze simplificatoare, Hitomi şi Okushima (1961) au realizat o analiză a procesului de formare a aşchiei bazată exclusiv pe geometria conturului zonei groase de deformare. Ipotezele adoptate sunt:
•materialul semifabricatului se consideră ideal din punct de vedere plastic;
•zona groasă de deformare primară se consideră mărginită de suprafeţele plane OA şi OB, fiind cuprinsă între unghiurile F1 şi F2
•aşchia se consideră în echilibru pe faţa de degajare a sculei, sub acţiunea a două forţe egale, colineare şi de sens contrar FR şi F’R.
Prof.dr.ing.Dănuţ Julean 38
bags
Elementele geometrice ale modelului zonei groase
Prof.dr.ing.Dănuţ Julean 39
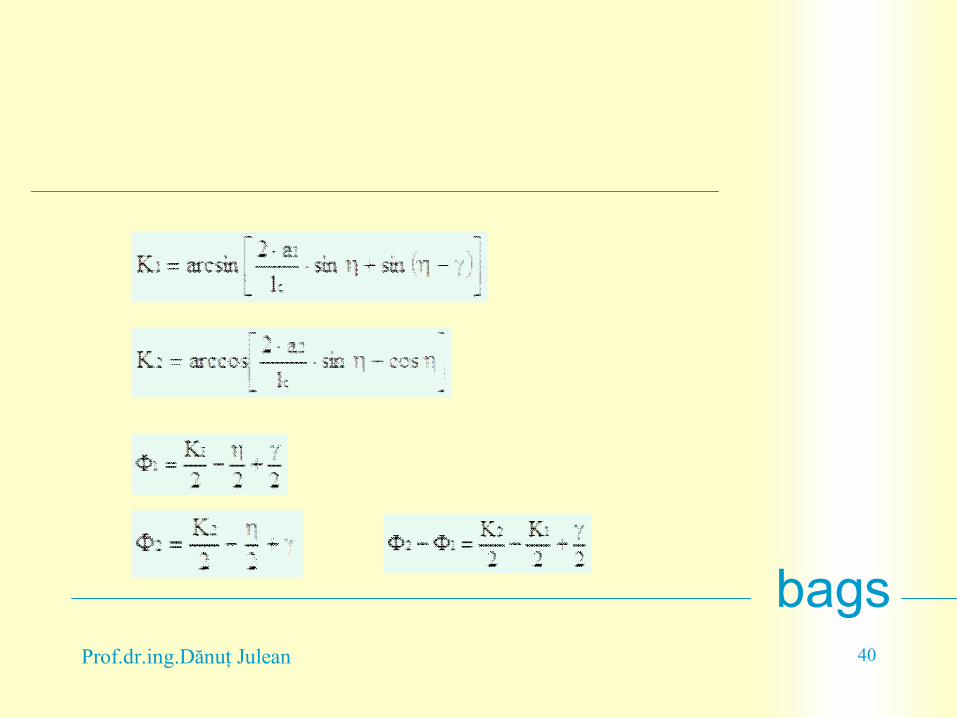
bagsProf.dr.ing.Dănuţ Julean 40
bags
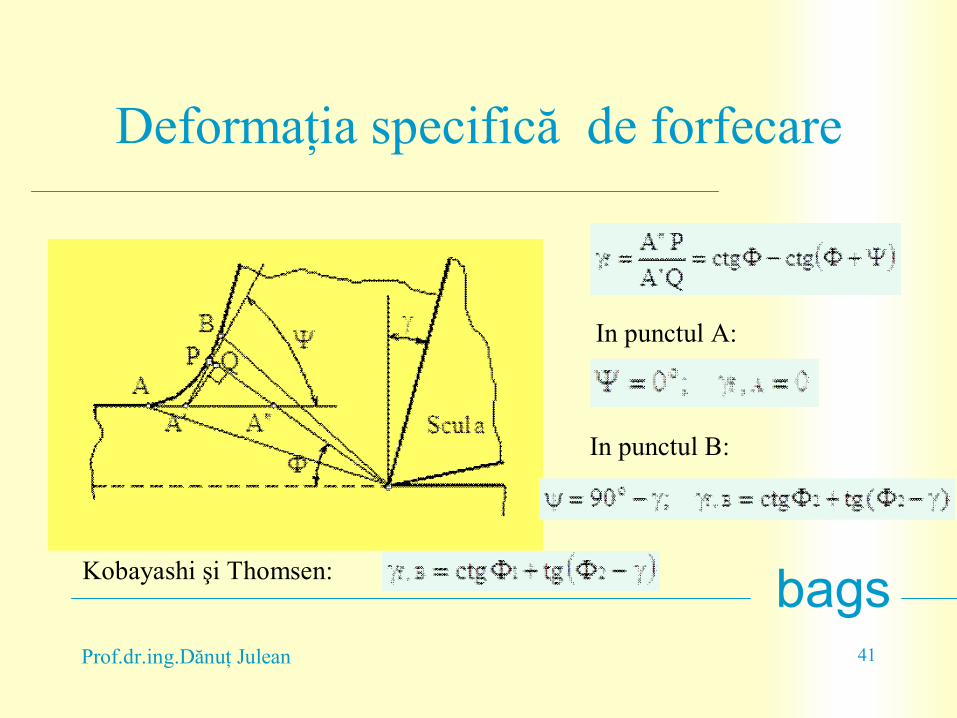
Deformaţia specifică de forfecare
Prof.dr.ing.Dănuţ Julean 41
In punctul A:
In punctul B:
Kobayashi şi Thomsen:
bags
Aschierea oblică
• Aşchierea oblică reprezintă un caz mai general şi mai apropiat de situaţiile practice întâlnite, în care muchia aşchietoare nu mai este perpendiculară pe direcţia de aşchiere, ci închide unghiul cu normala la această direcţie.
• Se poate dealtfel considera aşchierea ortogonală ca şi un caz particular al celei oblice, când = 0º.
• Analiza aşchierii oblice cuprinde aceleaşi etape ca şi la aşchierea ortogonală, adică determinarea deformaţiilor în mărime şi direcţie, a unghiului de forfecare, a forţelor şi a lucrului mecanic specific de aşchiere.
Prof.dr.ing.Dănuţ Julean 42
bags
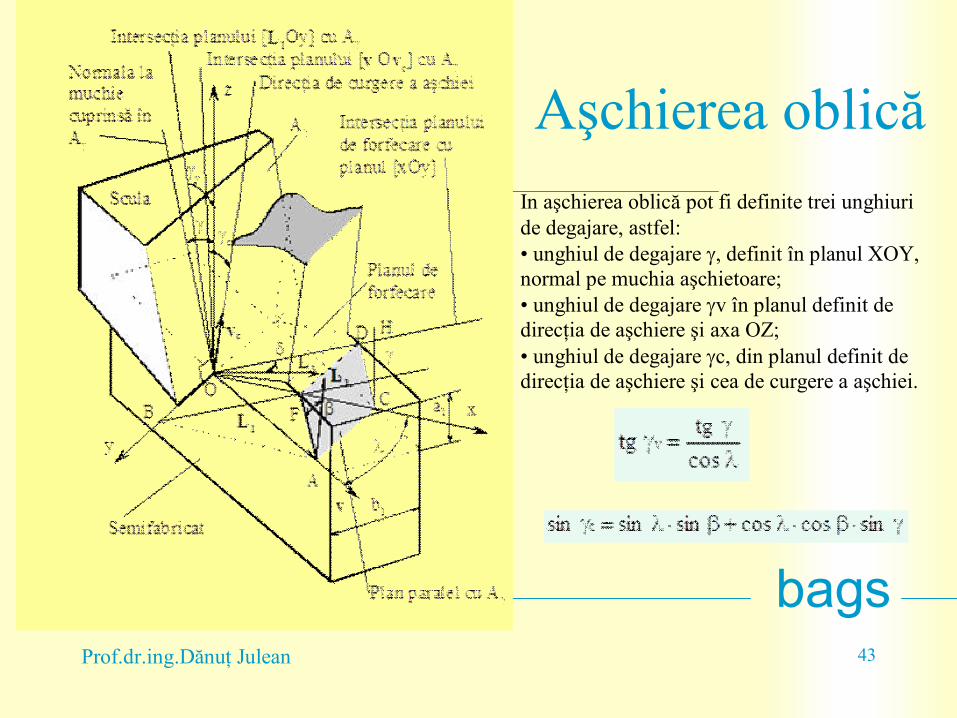
Aşchierea oblică
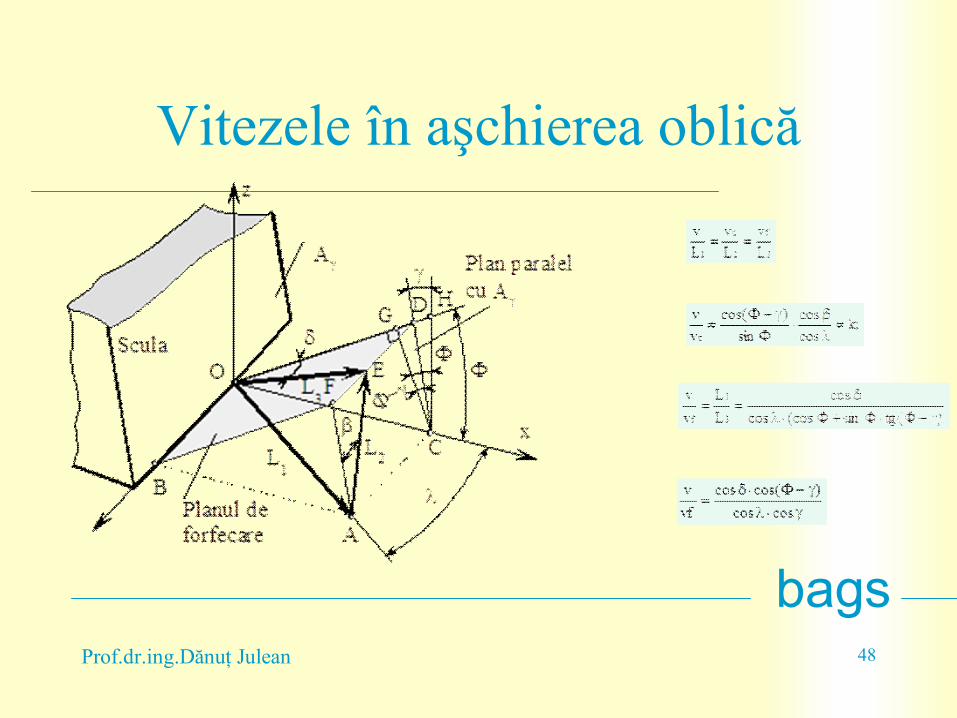
Prof.dr.ing.Dănuţ Julean 43
In aşchierea oblică pot fi definite trei unghiuri de degajare, astfel:• unghiul de degajare g, definit în planul XOY, normal pe muchia aşchietoare;• unghiul de degajare gv în planul definit de direcţia de aşchiere şi axa OZ;• unghiul de degajare gc, din planul definit de direcţia de aşchiere şi cea de curgere a aşchiei.
bags
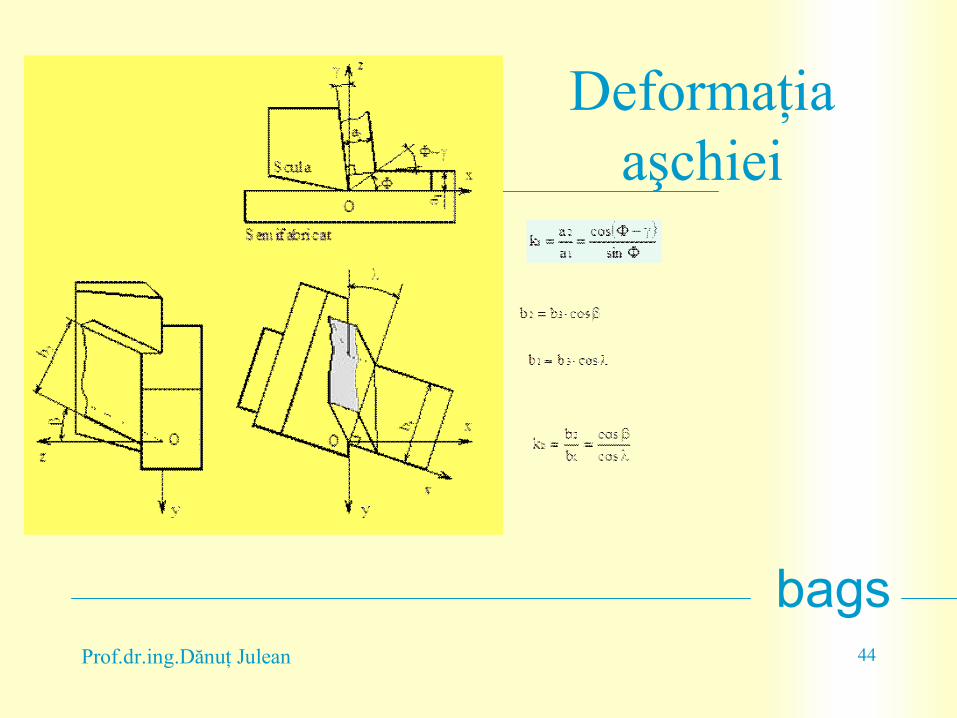
Deformaţia aşchiei
Prof.dr.ing.Dănuţ Julean 44
bags
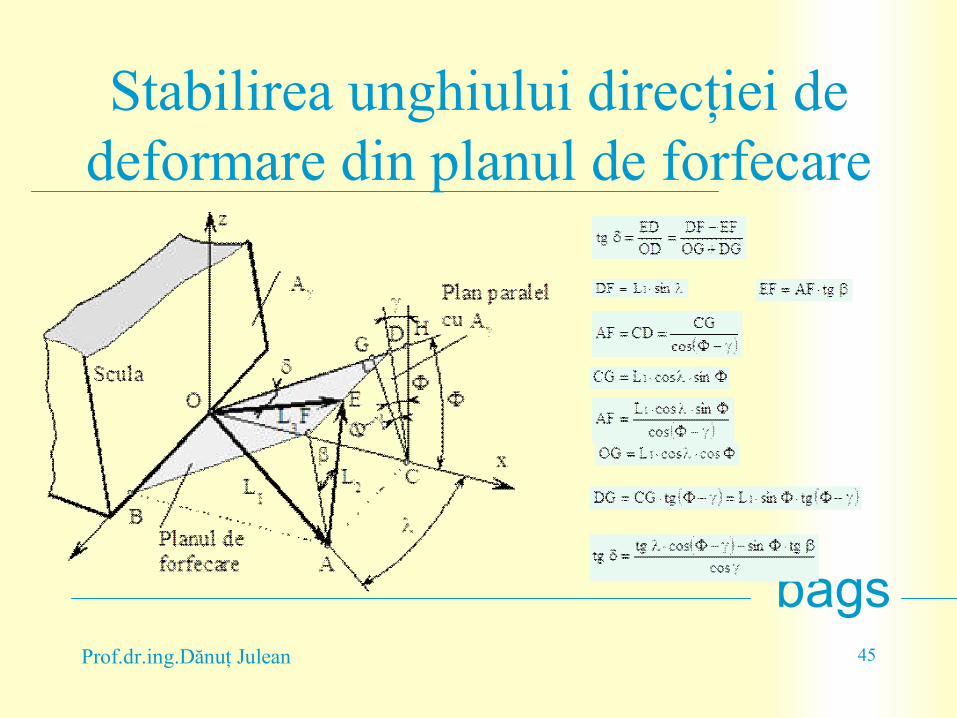
Stabilirea unghiului direcţiei de deformare din planul de forfecare
Prof.dr.ing.Dănuţ Julean 45
bags
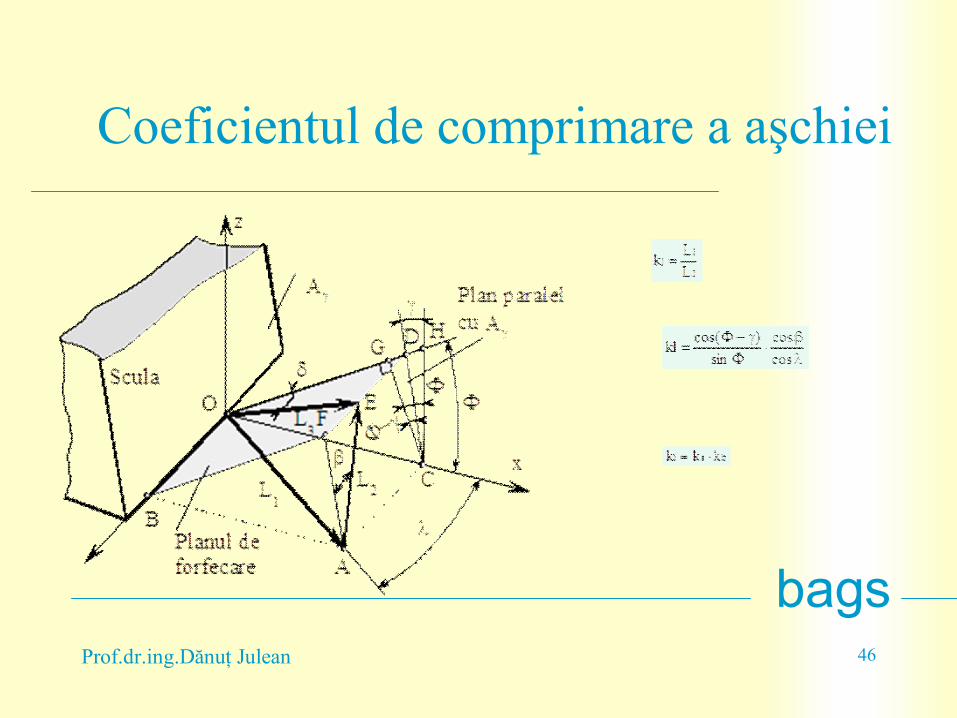
Coeficientul de comprimare a aşchiei
Prof.dr.ing.Dănuţ Julean 46
bags
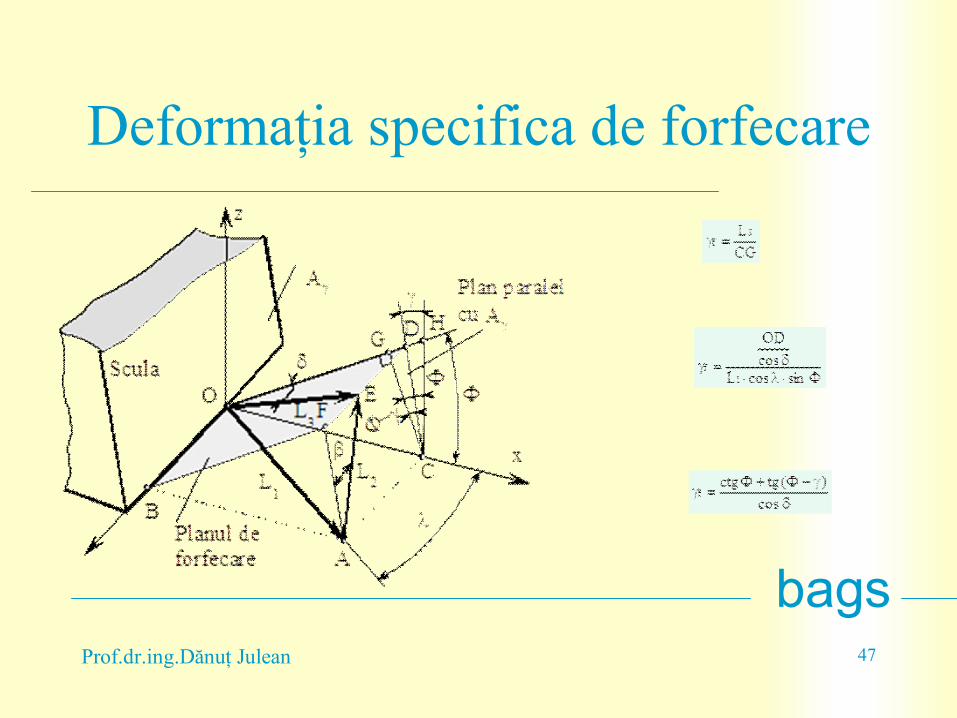
Deformaţia specifica de forfecare
Prof.dr.ing.Dănuţ Julean 47
bags
Vitezele în aşchierea oblică
Prof.dr.ing.Dănuţ Julean 48
bags
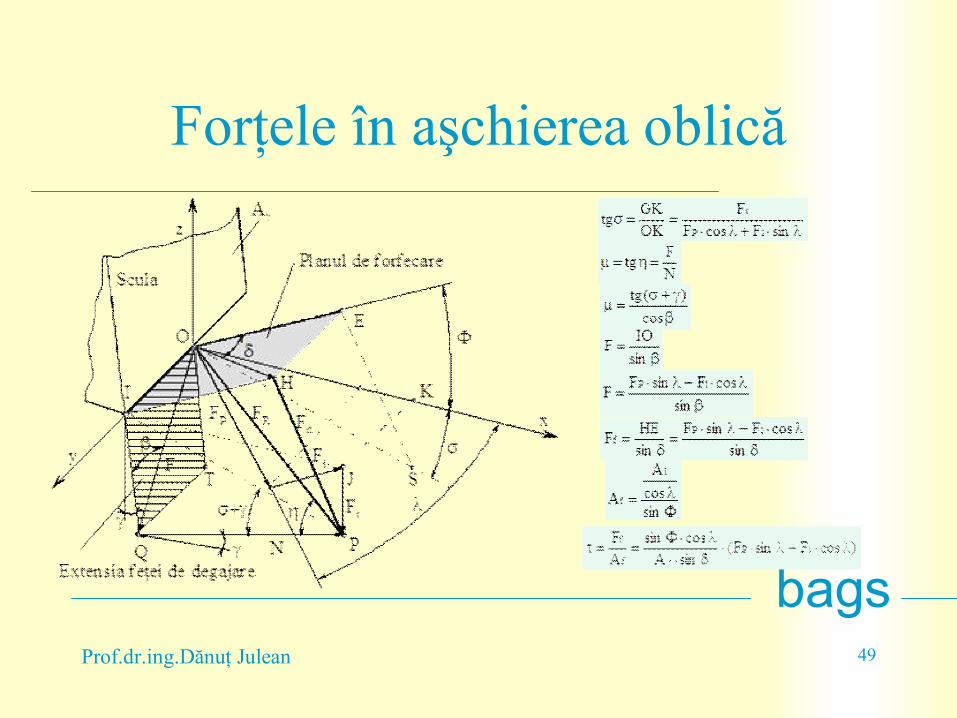
Forţele în aşchierea oblică
Prof.dr.ing.Dănuţ Julean 49
bags
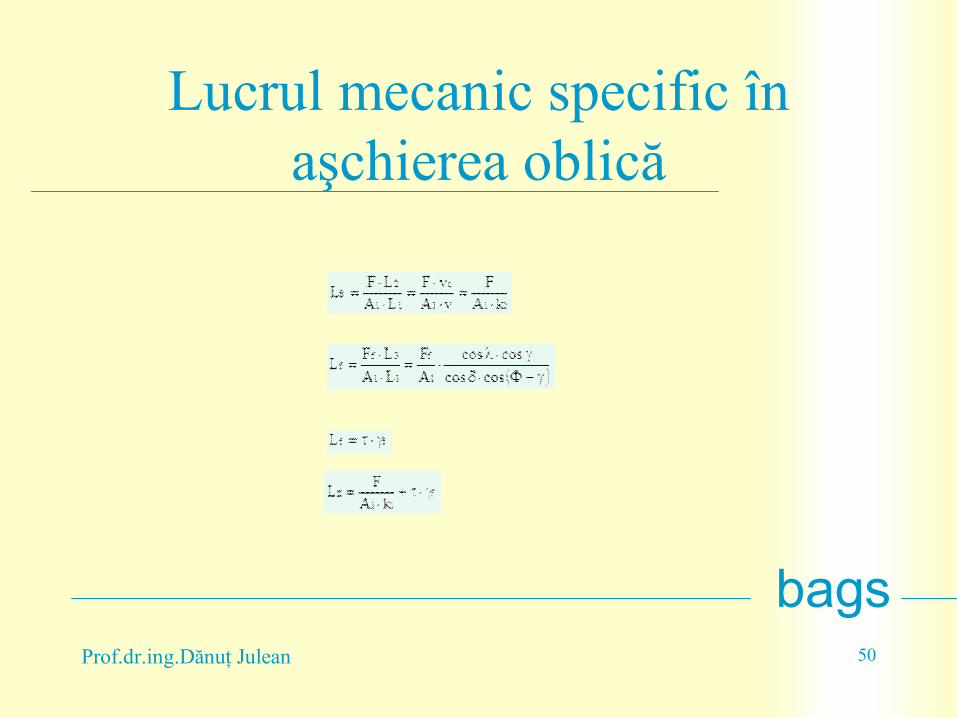
Lucrul mecanic specific în aşchierea oblică
Prof.dr.ing.Dănuţ Julean 50
bags
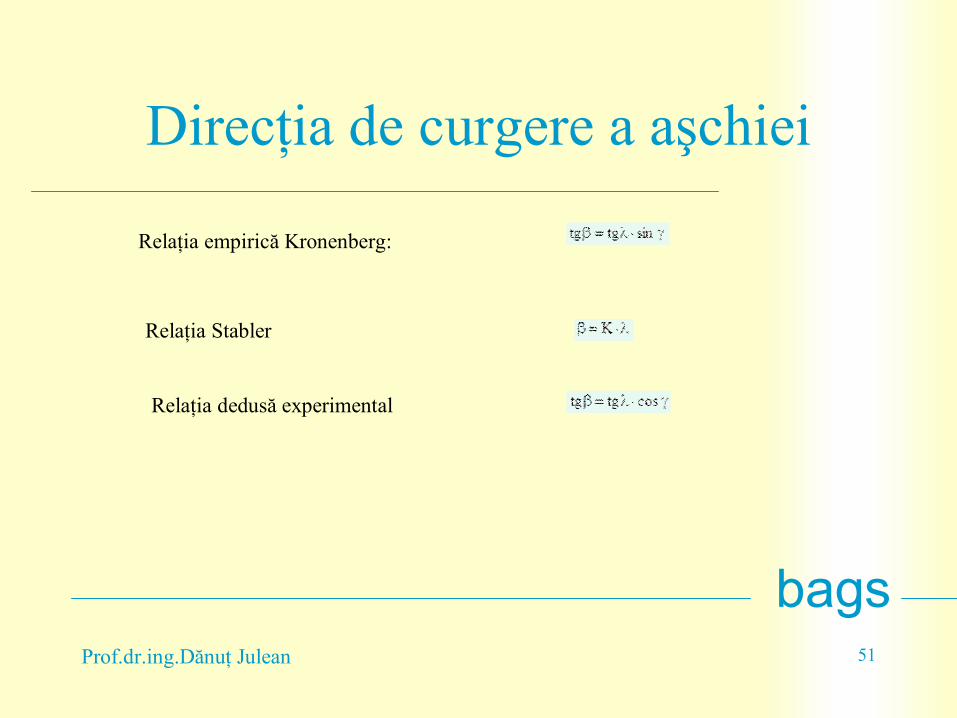
Direcţia de curgere a aşchiei
Prof.dr.ing.Dănuţ Julean 51
Relaţia empirică Kronenberg:
Relaţia Stabler
Relaţia dedusă experimental
bags
Soluţia ideală a unghiului de forfecare
• Dacă se neglijează frecarea dintre aşchie şi faţa de degajare, unghiul de forfecare maxim va fi cel care asigură deformarea minimă. Prin derivarea relaţiei
şi egalarea cu zero se obţine o primă soluţie ideală:
• Deformare minimă se obţine însă şi în cazul = 0º. Înlocuind obţinem:
sau:
• Pentru stabilirea condiţiei este nevoie ca:
• Pentru a avea o deformare minimă, este necesar a avea coeficienţi ka şi kb unitari, sau este necesar şi suficient ca valoarea coeficientului kl să fie unitară.
Prof.dr.ing.Dănuţ Julean 52
bags
Soluţia unghiului de forfecare
• În cazul considerării frecării dintre aşchie şi sculă, şi a acceptării condiţiei = , pentru determinarea direcţiei de curgere a aşchiei, unghiul de forfecare poate fi determinat cu o relaţie similară celei de la aşchierea ortogonală, adică:
unde n este proiecţia în planul XOY a unghiului de frecare .
Prof.dr.ing.Dănuţ Julean 53
bags
Aşchierea complexă
• aşchia se formează datorită acţiunii concomitente a două sau mai multe tăişuri.
Prof.dr.ing.Dănuţ Julean 54
bags
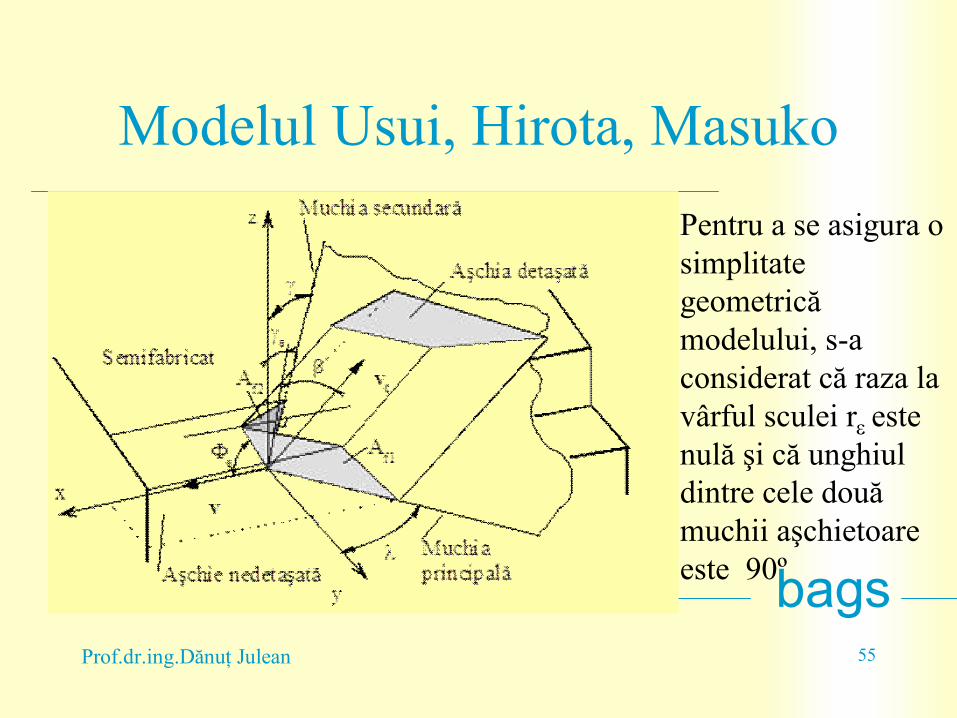
Modelul Usui, Hirota, Masuko
Prof.dr.ing.Dănuţ Julean 55
Pentru a se asigura o simplitate geometrică modelului, s-a considerat că raza la vârful sculei r este nulă şi că unghiul dintre cele două muchii aşchietoare este 90º
bags
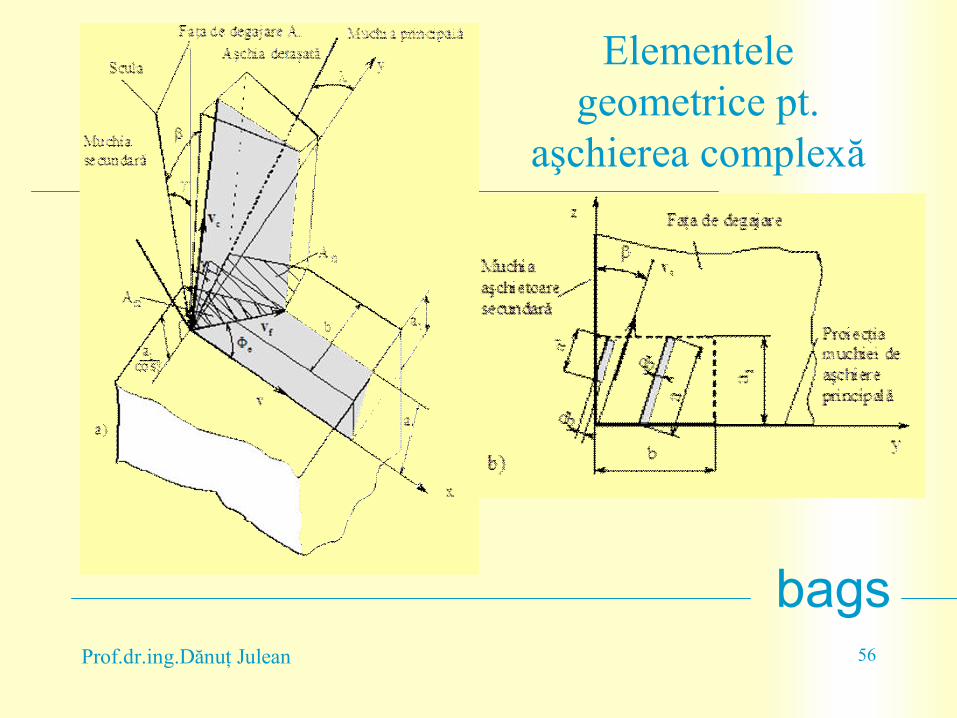
Elementele geometrice pt.
aşchierea complexă
Prof.dr.ing.Dănuţ Julean 56
bags
• Astfel se poate interpreta procesul de aşchiere complexă, ca şi un proces constituit dintr-o însumare a unor procese de aşchiere ortogonală de lăţime infinitezimală realizate cu acelaşi unghi de degajare ge.
• În aceste procese elementare se realizează acelaşi unghi de forfecare Fe. Pentru aceste procese elementare grosimea aşchiei nedetaşate este constantă şi egală cu a, în lungul muchiei aşchietoare principale şi descrescătoare, a', în lungul muchiei aşchietoare secundare.
Prof.dr.ing.Dănuţ Julean 57
bags
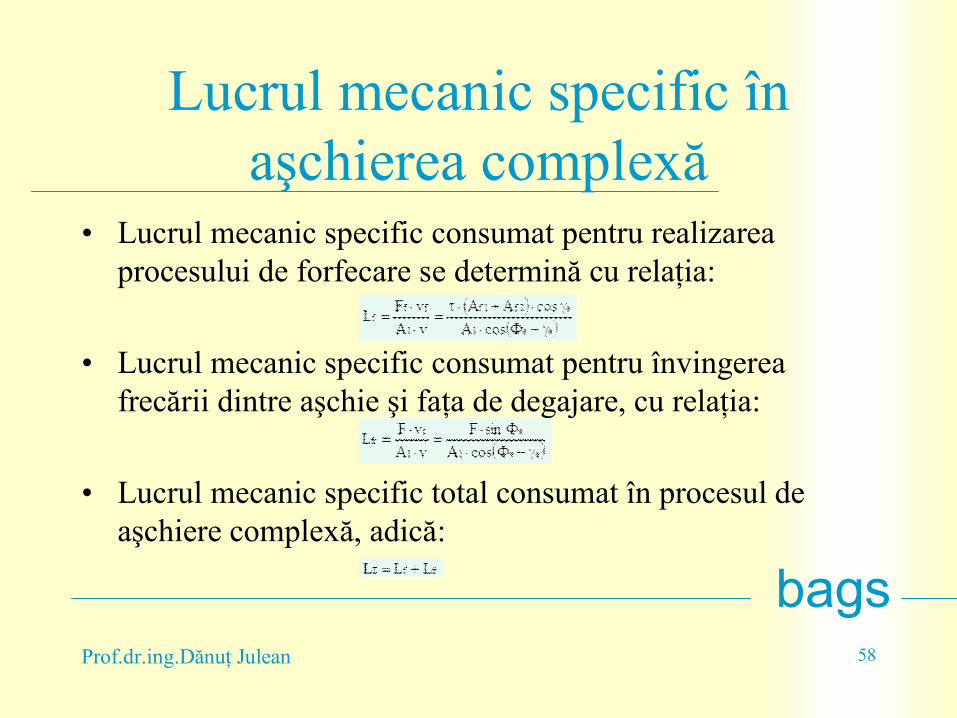
Lucrul mecanic specific în aşchierea complexă
• Lucrul mecanic specific consumat pentru realizarea procesului de forfecare se determină cu relaţia:
• Lucrul mecanic specific consumat pentru învingerea frecării dintre aşchie şi faţa de degajare, cu relaţia:
• Lucrul mecanic specific total consumat în procesul de aşchiere complexă, adică:
Prof.dr.ing.Dănuţ Julean 58
Prof.dr.ing.Dănuţ Julean 1
bags
Bazele aşchierii şi generării suprafeţelor
Geometria constructivă a sculelor aşchietoare
Prof.dr.ing.Dănuţ Julean 2
bags
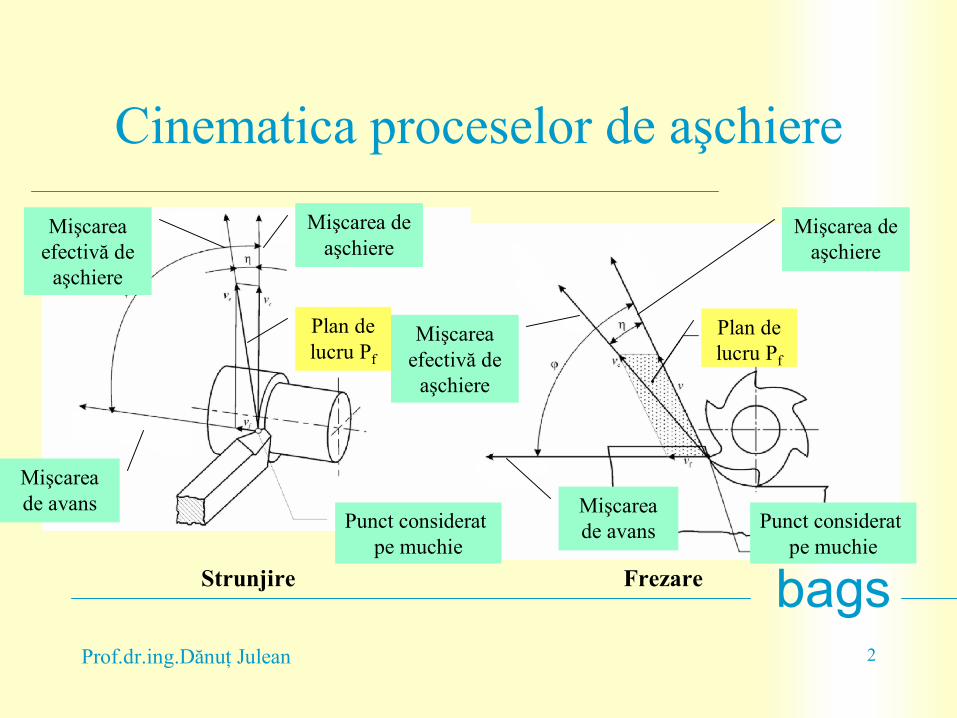
Cinematica proceselor de aşchiere
Mişcarea de aşchiere
Mişcarea de avans
Punct considerat pe muchie
Mişcareaefectivă de
aşchiere
Mişcarea de aşchiere
Punct considerat pe muchie
Mişcarea de avans
Mişcareaefectivă de
aşchiere
Plan de lucru Pf
Plan de lucru Pf
Strunjire Frezare
Prof.dr.ing.Dănuţ Julean 3
bags
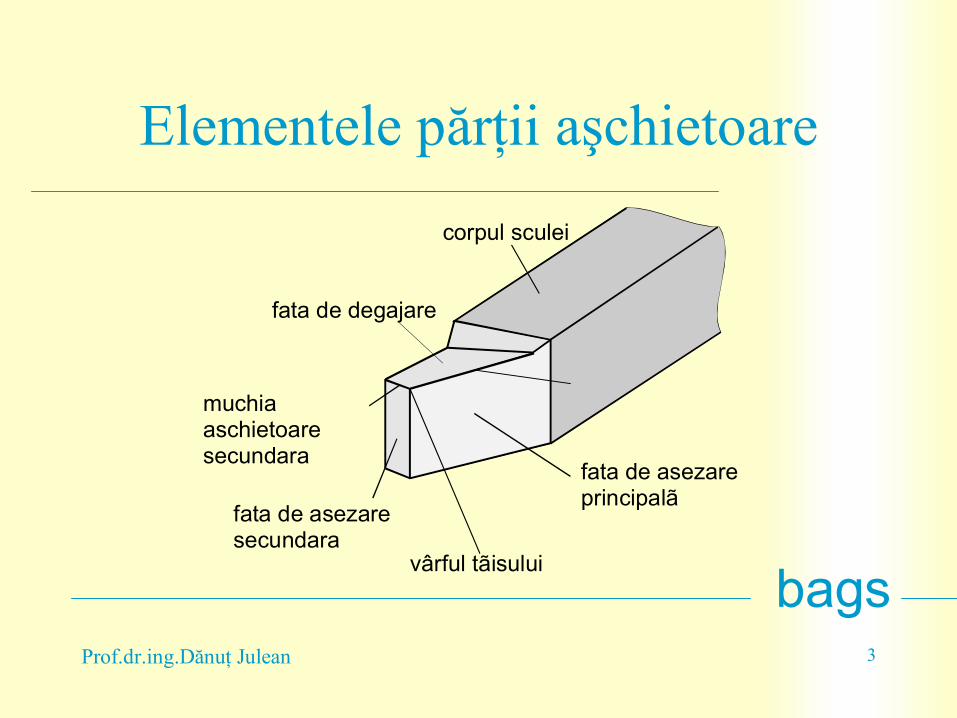
Elementele părţii aşchietoare
fata de degajare
muchia aschietoare secundara
corpul sculei
fata de asezareprincipalã
vârful tãisului
fata de asezaresecundara
Prof.dr.ing.Dănuţ Julean 4
bags
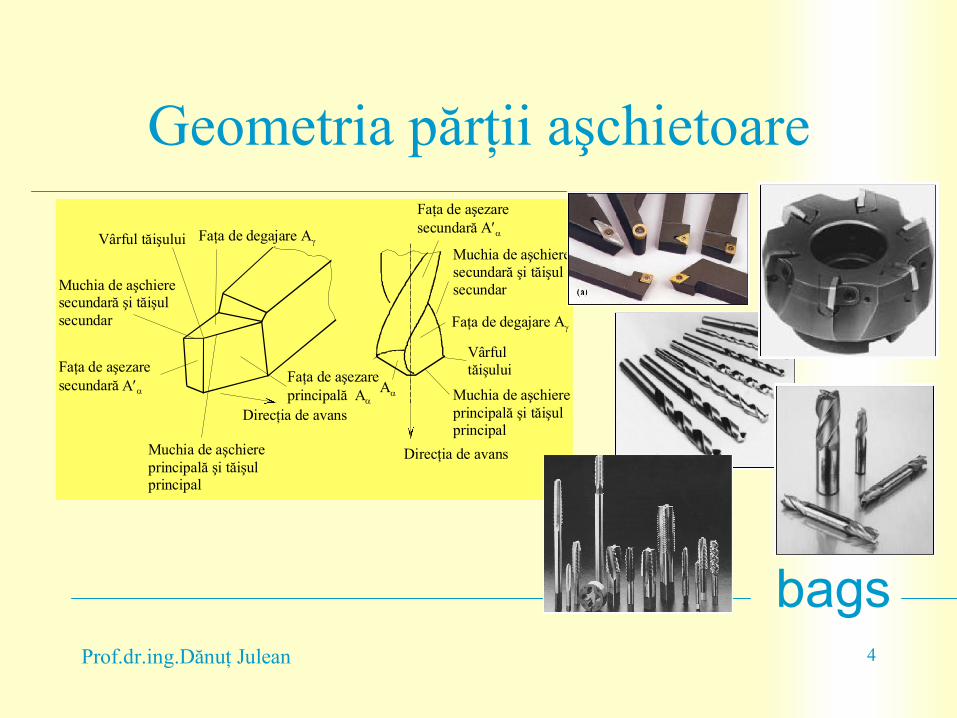
Geometria părţii aşchietoare
Direcţia de avans
Faţa de aşezare principală
Vârful tăişului
Faţa de degajare
Muchia de aşchiereprincipală şi tăişulprincipal
Faţa de aşezare secundară Muchia de aşchiere
principală şi tăişulprincipal
Direcţia de avans
Muchia de aşchieresecundară şi tăişulsecundar
Muchia de aşchieresecundară şi tăişulsecundar
Faţa de degajare Vârful tăişului
Faţa de aşezare secundară

Prof.dr.ing.Dănuţ Julean 5
bags
Faţete şi vârfuri
Faţeta de degajare
b
b
Faţeta deaşzare
rrb
N
N
rn
Prof.dr.ing.Dănuţ Julean 6
bags
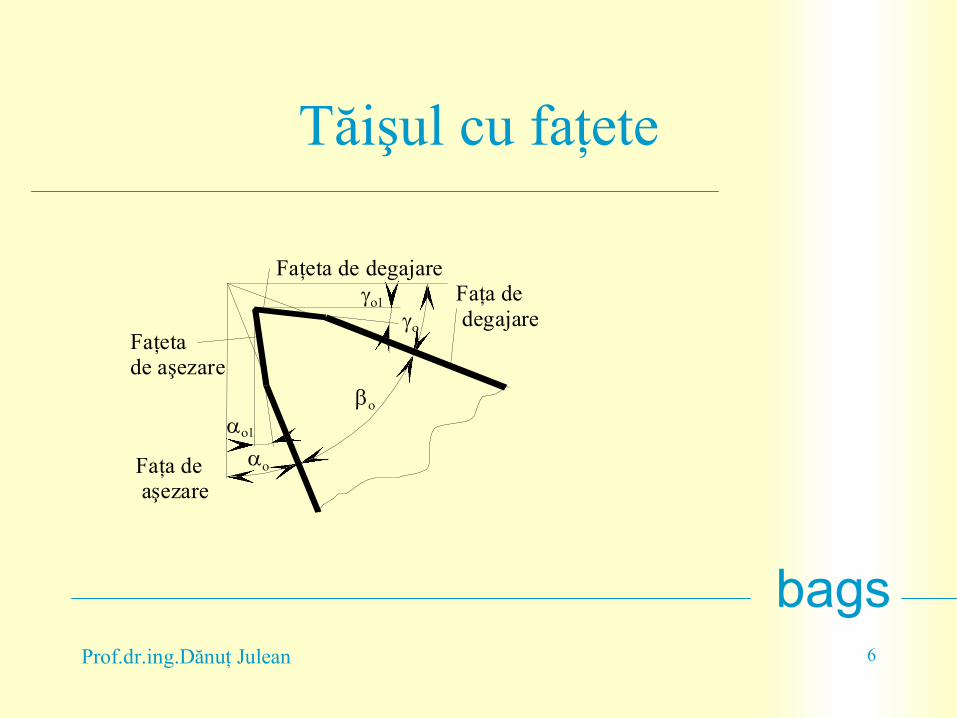
Tăişul cu faţete
Faţeta de degajareFaţa de degajare
Faţa de aşezare
Faţeta de aşezare
Prof.dr.ing.Dănuţ Julean 7
bags
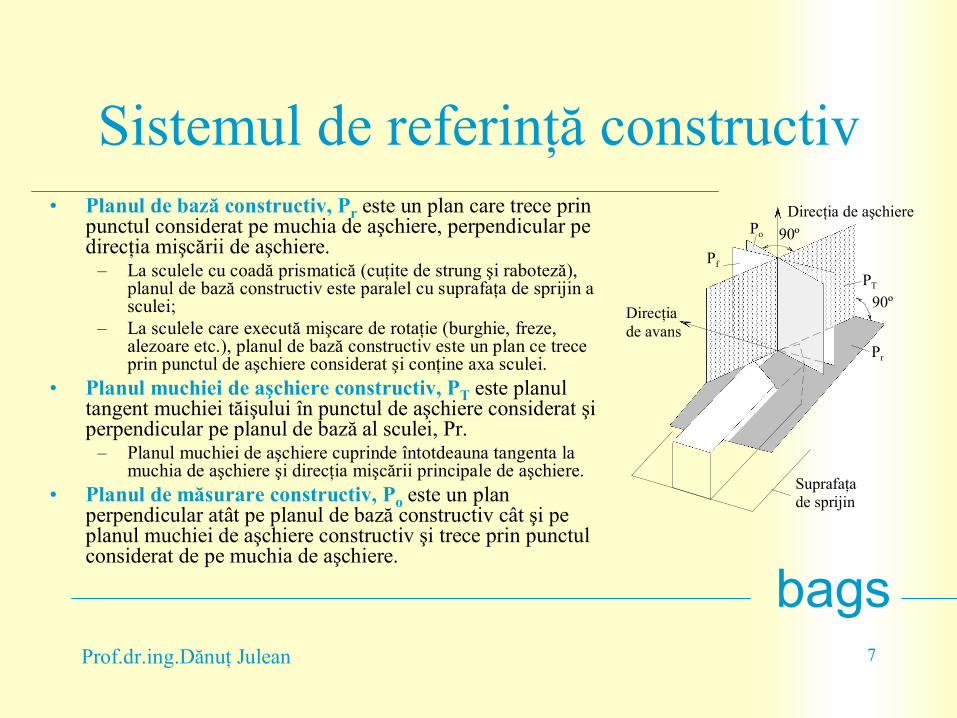
Sistemul de referinţă constructiv • Planul de bază constructiv, Pr este un plan care trece prin
punctul considerat pe muchia de aşchiere, perpendicular pe direcţia mişcării de aşchiere.
– La sculele cu coadă prismatică (cuţite de strung şi raboteză), planul de bază constructiv este paralel cu suprafaţa de sprijin a sculei;
– La sculele care execută mişcare de rotaţie (burghie, freze, alezoare etc.), planul de bază constructiv este un plan ce trece prin punctul de aşchiere considerat şi conţine axa sculei.
• Planul muchiei de aşchiere constructiv, PT este planul tangent muchiei tăişului în punctul de aşchiere considerat şi perpendicular pe planul de bază al sculei, Pr.
– Planul muchiei de aşchiere cuprinde întotdeauna tangenta la muchia de aşchiere şi direcţia mişcării principale de aşchiere.
• Planul de măsurare constructiv, Po este un plan perpendicular atât pe planul de bază constructiv cât şi pe planul muchiei de aşchiere constructiv şi trece prin punctul considerat de pe muchia de aşchiere.
Direcţia de aşchiere
Direcţia de avans
Suprafaţa de sprijin
Pr
PT
Pf
Po 90º
90º
Prof.dr.ing.Dănuţ Julean 8
bags
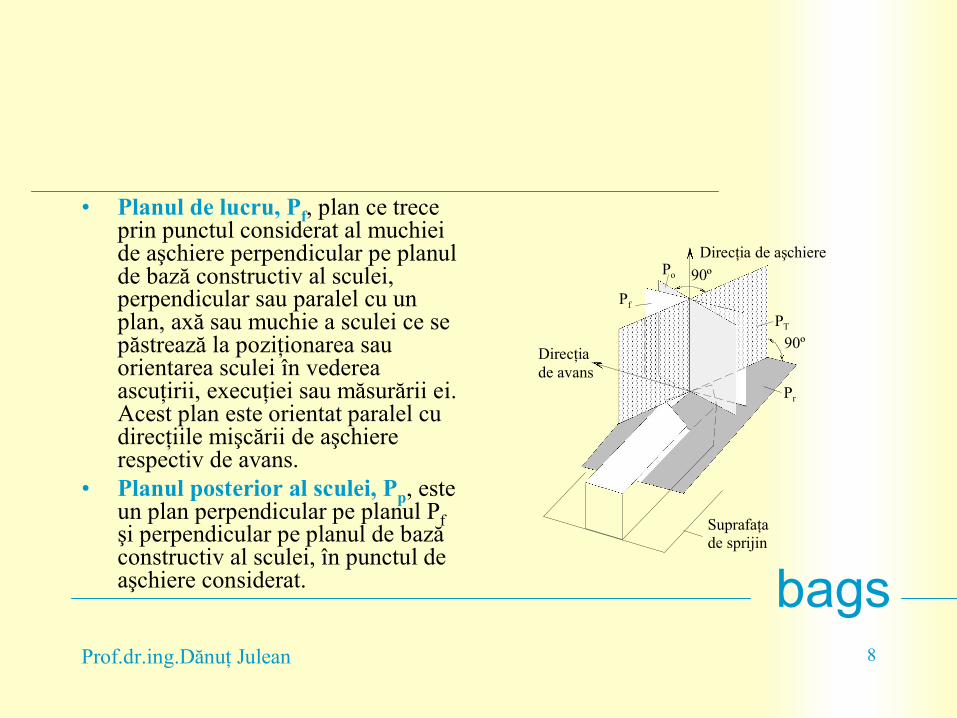
• Planul de lucru, Pf, plan ce trece prin punctul considerat al muchiei de aşchiere perpendicular pe planul de bază constructiv al sculei, perpendicular sau paralel cu un plan, axă sau muchie a sculei ce se păstrează la poziţionarea sau orientarea sculei în vederea ascuţirii, execuţiei sau măsurării ei. Acest plan este orientat paralel cu direcţiile mişcării de aşchiere respectiv de avans.
• Planul posterior al sculei, Pp, este un plan perpendicular pe planul Pfşi perpendicular pe planul de bază constructiv al sculei, în punctul de aşchiere considerat.
Direcţia de aşchiere
Direcţia de avans
Suprafaţa de sprijin
Pr
PT
Pf
Po 90º
90º
Prof.dr.ing.Dănuţ Julean 9
bags
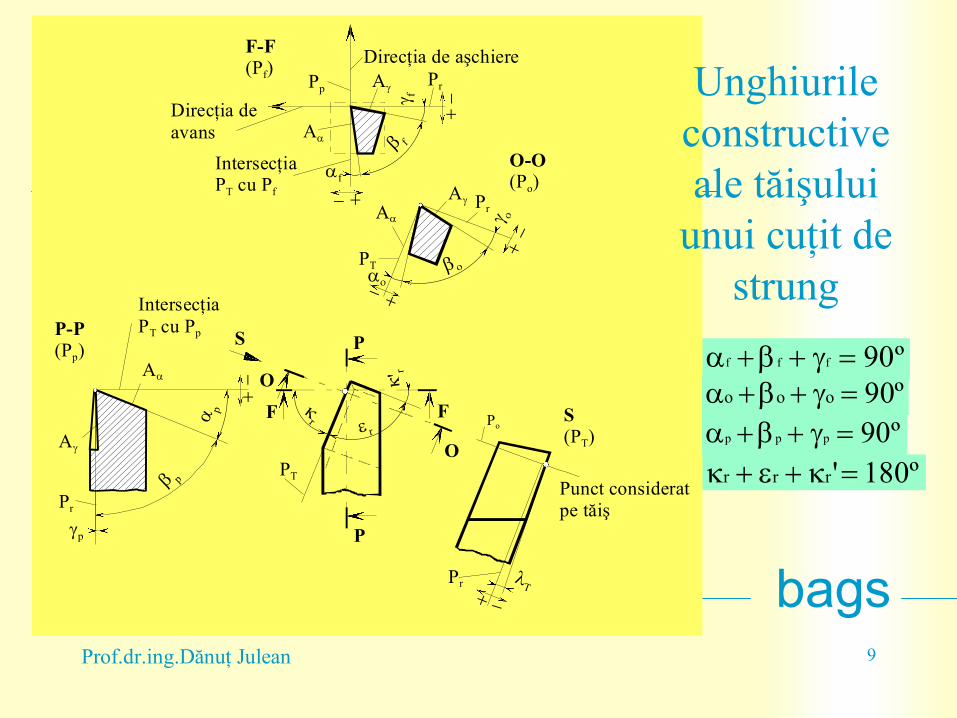
º180'rrr
º90fff
º180'rrr p
p
Pr
p
Pr
Punct consideratpe tăiş
A
PT
Pr
O-O(Po)
f
f
f
Pr
IntersecţiaPT cu Pf
F-F(Pf)
Direcţia de aşchiere
P-P(Pp)
S
FF
O
O
P
P
S(PT)
Pp
Direcţia deavans
PT
r r
' r
IntersecţiaPT cu Pp
Po
º90ooo
º90ppp
Unghiurileconstructiveale tăişului
unui cuţit de strung
Prof.dr.ing.Dănuţ Julean 10
bags
Sistemul de referinţă efectiv sau funcţional
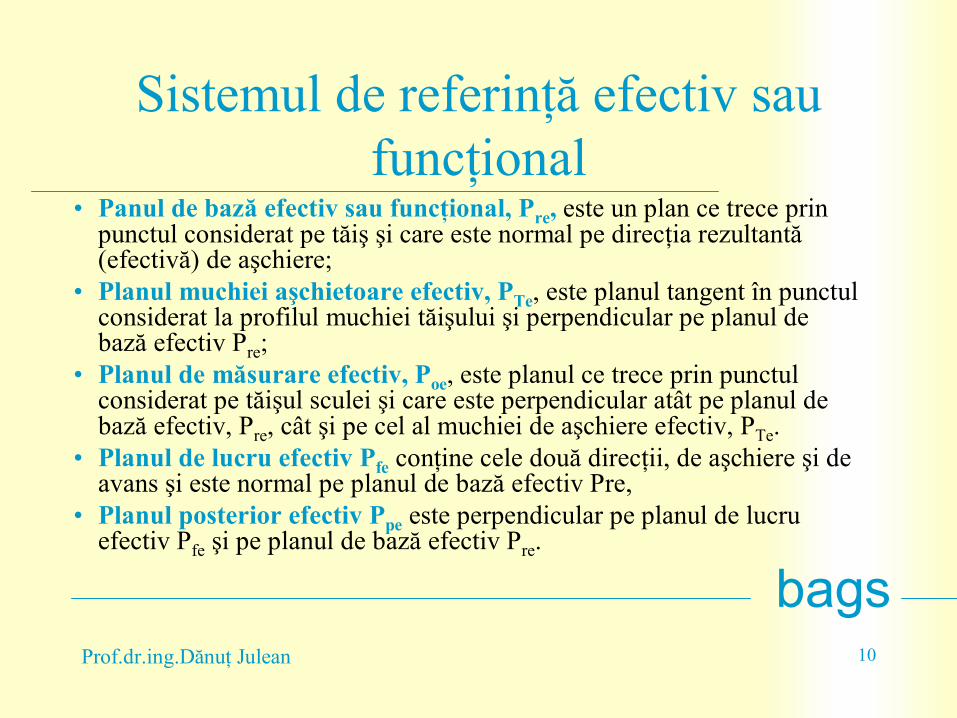
• Panul de bază efectiv sau funcţional, Pre, este un plan ce trece prin punctul considerat pe tăiş şi care este normal pe direcţia rezultantă (efectivă) de aşchiere;
• Planul muchiei aşchietoare efectiv, PTe, este planul tangent în punctul considerat la profilul muchiei tăişului şi perpendicular pe planul de bază efectiv Pre;
• Planul de măsurare efectiv, Poe, este planul ce trece prin punctul considerat pe tăişul sculei şi care este perpendicular atât pe planul de bază efectiv, Pre, cât şi pe cel al muchiei de aşchiere efectiv, PTe.
• Planul de lucru efectiv Pfe conţine cele două direcţii, de aşchiere şi de avans şi este normal pe planul de bază efectiv Pre,
• Planul posterior efectiv Ppe este perpendicular pe planul de lucru efectiv Pfe şi pe planul de bază efectiv Pre.
Prof.dr.ing.Dănuţ Julean 11
bags
Unghiul şi factorii care influenţează geometria funcţională
v – este viteza de aşchiere;
vf - viteza de avans;
- unghiul direcţiei de avans măsurat în planul de lucru între direcţia de avans şi cea de aşchiere.
cosv
v
sintg
f
Factorii care influenţează geometria funcţională a sculelor sunt:• mărimea vitezei de avans; • poziţia punctului considerat pe tăişul sculei;• poziţia sculei faţă de semifabricat.
Prof.dr.ing.Dănuţ Julean 12
bags
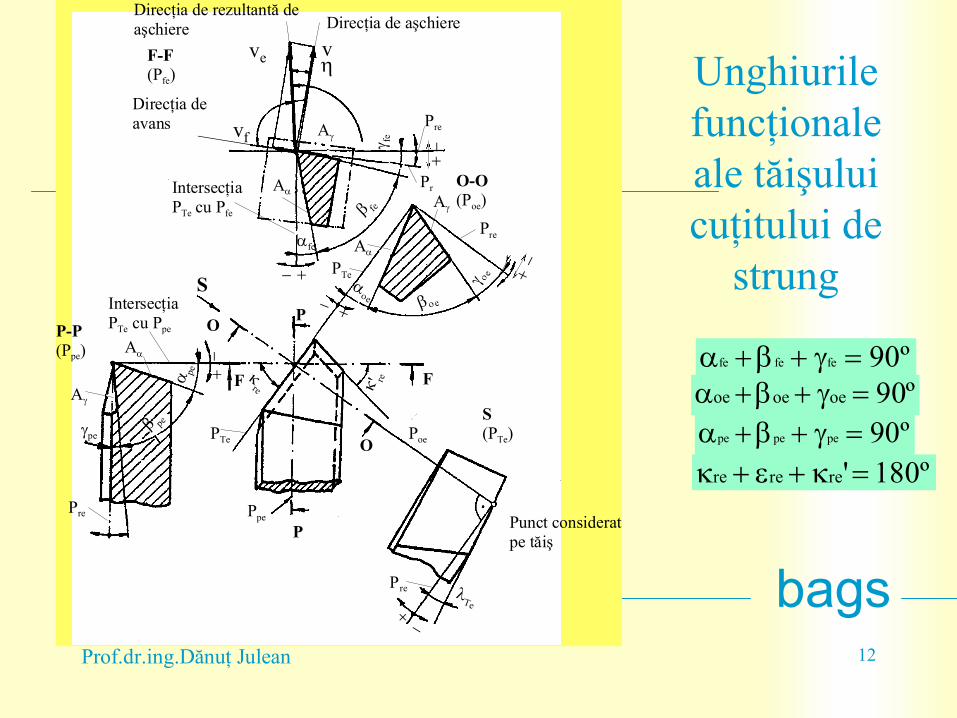
Unghiurile funcţionale ale tăişuluicuţitului de
strung
F-F(Pfe)
Direcţia de aşchiere
Pre
P-P(Ppe)
IntersecţiaPTe cu Ppe
S
Pre
pe pe
pe
P
P
O-O(Poe)
S(PTe)
Punct consideratpe tăiş
Pre e
O
F
O
F
PTe
PTee
Pre
e
e
A
IntersecţiaPTe cu Pfe
Direcţia deavans
fe
fe
fe
re '
re
Poe
Direcţia de rezultantă deaşchiere
Ppe
Pr
º180'rerere
º90fefefe º90oeoeoe
º90pepepe
vve
vf
Prof.dr.ing.Dănuţ Julean
bags
Materiale de scule
Prof.dr.ing.Dănuţ Julean
bags
Partea aşchietoare a sculei
Prof.dr.ing.Dănuţ Julean
bags
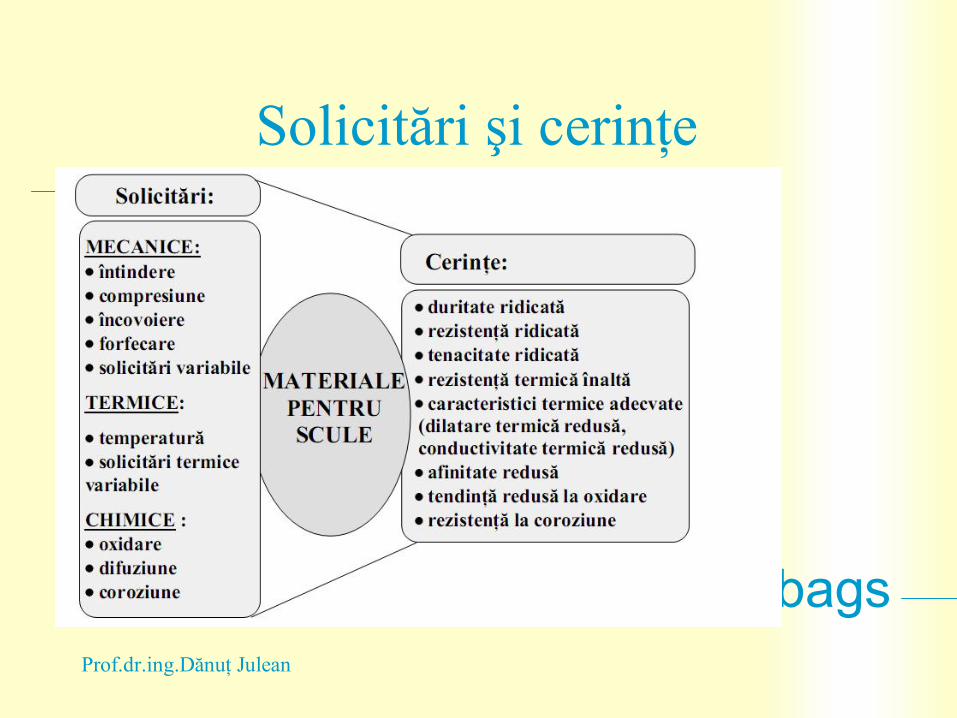
Solicitări şi cerinţe
Prof.dr.ing.Dănuţ Julean
bags
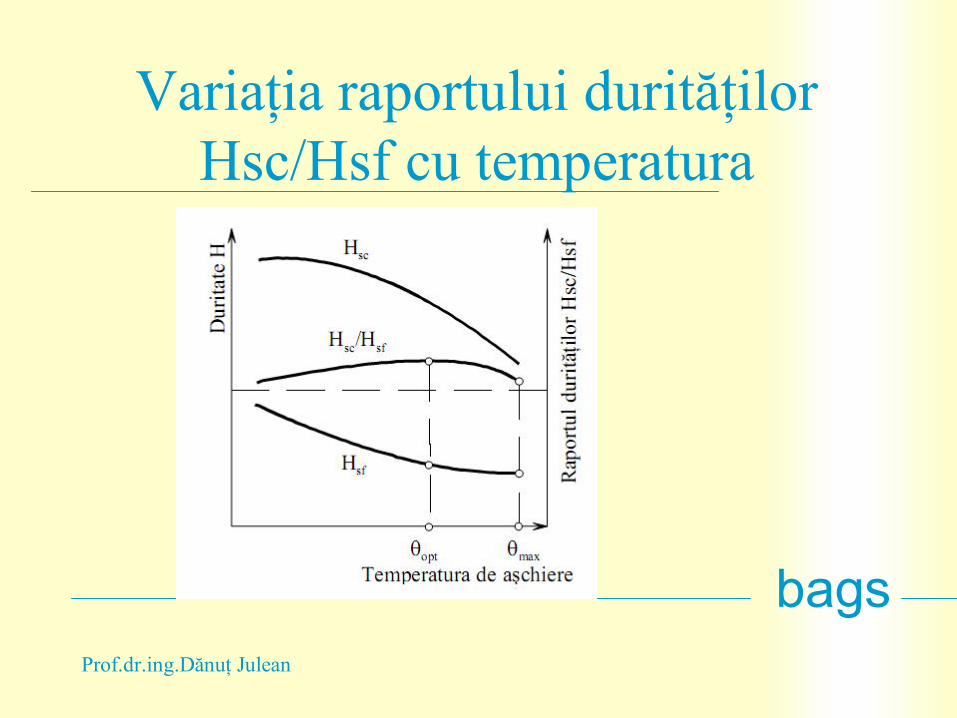
Variaţia raportului durităţilor Hsc/Hsf cu temperatura
Prof.dr.ing.Dănuţ Julean
bags
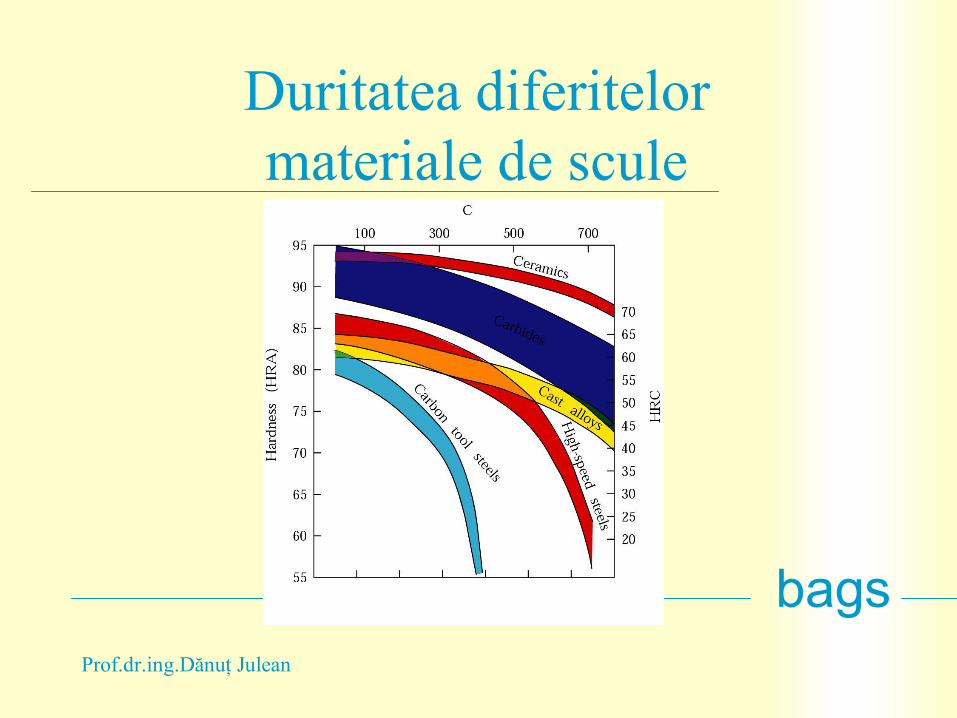
Duritatea diferitelor materiale de scule
Prof.dr.ing.Dănuţ Julean
bags
Concluzii
• duritate mare• rezistenţă mecanică la încovoiere şi tenacitate adecvată• stabilitatea termică• conductivitate termică şi coeficient de dilatare mic• prelucrabilitatea cât mai bună• preţ de cost scăzut
Prof.dr.ing.Dănuţ Julean
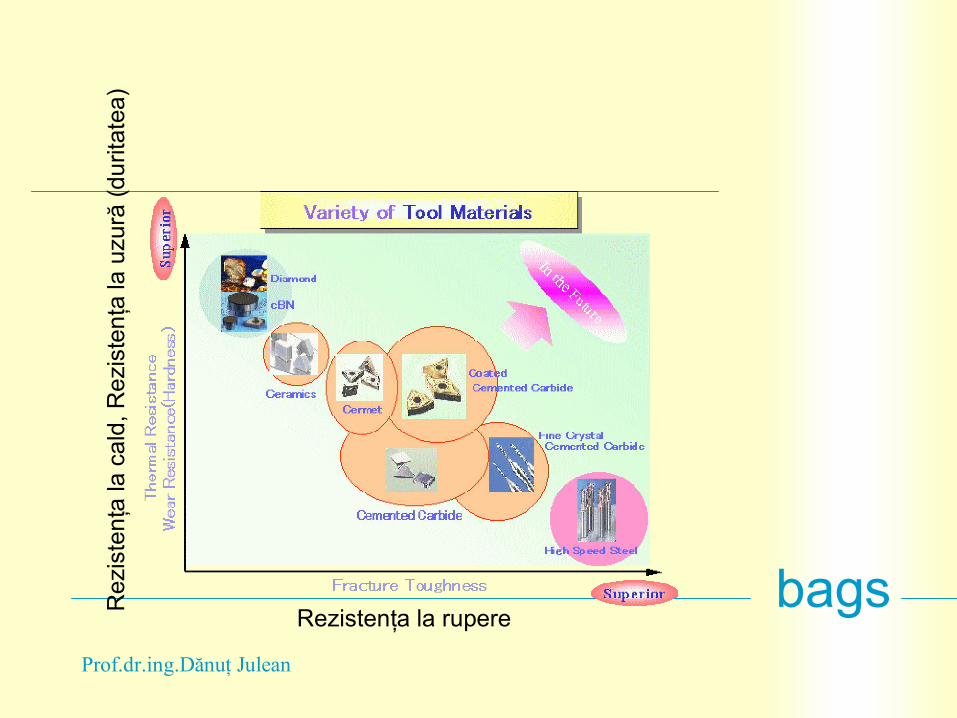
bagsRezistenţa la rupere
Re
ziste
nţa
la c
ald
, R
ezi
ste
nţa
la u
zură
(du
rita
tea)
Prof.dr.ing.Dănuţ Julean
bags
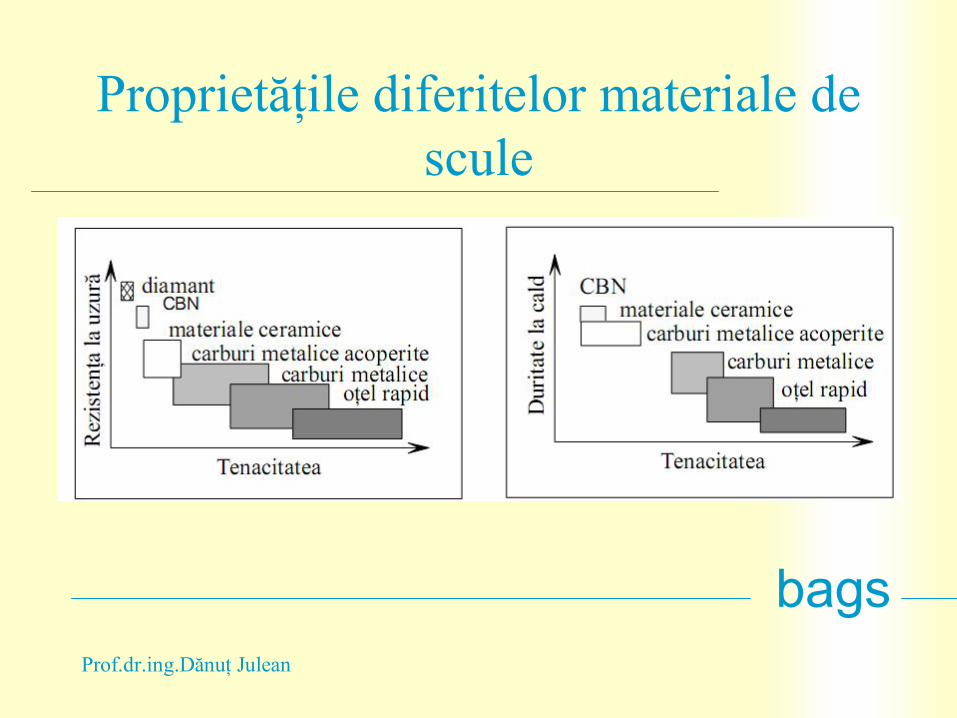
Proprietăţile diferitelor materiale de scule
Prof.dr.ing.Dănuţ Julean
bags
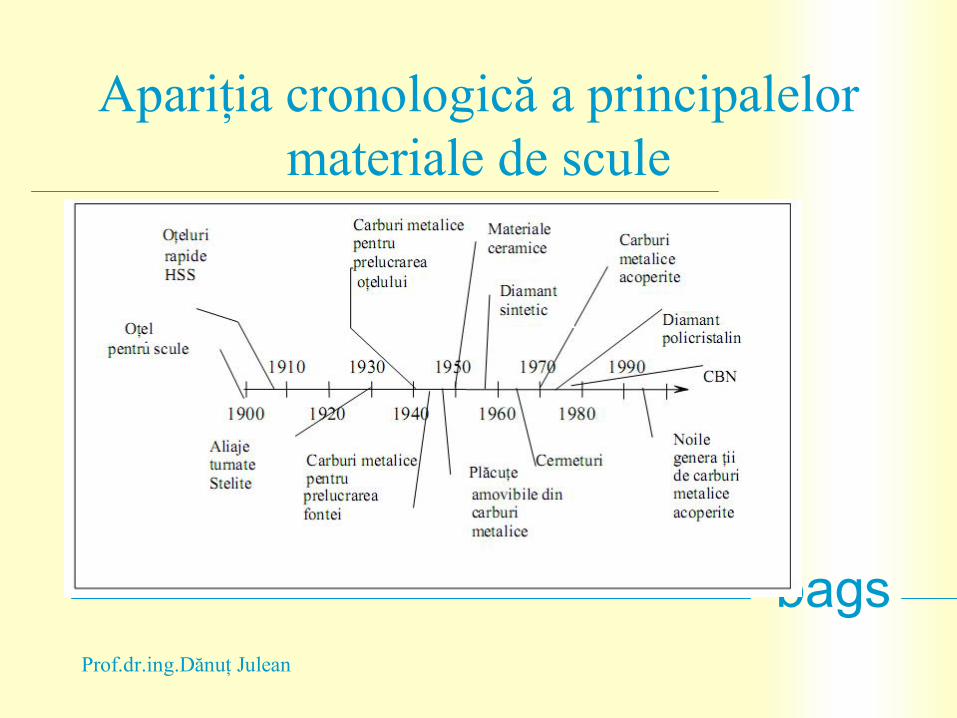
Apariţia cronologică a principalelor materiale de scule
Prof.dr.ing.Dănuţ Julean
bags
Oţeluri de scule
• Au fost primele materiale de scule utilizate pe scară industrială. Duritatea lor (≈ 65 HRC) se datorează structurii martensitice, obţinută prin călire.
• oţelurile de scule nealiate conţin cca. 1,25 % C şi cantităţi reduse de Si şi Mn.
• duritatea redusă la cald permite temperaturi de aşchiere până la maximum 200º C.
• la aşchierea metalelor vitezele de lucru se limitează la 10 -15 m/min.
• oţelurile de scule se utilizează pentru confecţionarea sculelor • destinate prelucrării materialelor cu regimuri reduse de aşchiere
(alezare, filetare), costul lor fiind în general mai redus.
Prof.dr.ing.Dănuţ Julean
bags
Oţeluri rapide• Au apărut ca material de sculă în jurul anilor 1900.• Au un conţinut de 0,6 - 1,6 % C, şi conţin într-o proporţie mare (cca. 35 %)
diferite elemente de aliere: 4 % Cr, 7...18 % W, 4...5 % Mo, 0,9...3 % V, 0….5% Co, (5...7 % carburi mixte).
• Posedă o stabilitate termică mai bună (aproxativ până la 600º C), • Au o rezistenţă la uzură şi o duritate sporită (60...67 HRC), datorită conţinutului
şi dispersiei uniforme a carburilor în materialul de bază. • Această influenţă o au în special carburile, de V şi carburile duble de Mo-W.
Formarea carburilor şi călibilitatea sunt favorizate prin alierea cu Cr• Datorită unei tenacităţi superioare, oţelurile rapide sunt încă intens utilizate în
industrie, ţinând seama că suportă bine solicitările dinamice ce însoţesc procesul de aşchiere.
• Sculele aşchietoare se confecţionează din oţeluri rapide, aproximativ în proporţie de 60 %
• Rezistenţa lor termică între 500º - 850º C permite viteze de aşchiere între 25 - 45 m/min, în funcţie de procedeu, materialul semifabricatului şi condiţiile de aşchiere.
Prof.dr.ing.Dănuţ Julean
bags
Tipuri de oţeluri rapide• oţeluri cu un conţinut ridicat de W (18 %), element care, în special
împreună cu Co, asigură o bună stabilitate termică. – se utilizează la degroşarea oţelurilor şi a fontelor.
• oţeluri rapide cu un conţinut ridicat de V. – conţinut mai redus de W (12 %) şi Co, comparativ cu oţelurile primei
grupe, posedă o termostabilitate mai redusă;– au aproximativ aceeaşi rezistenţă la uzură la un conţinut de 4 % V. – se utilizează pentru confecţionarea sculelor pentru finisarea oţelului, a
sculelor pentru maşini-unelte automate precum şi a sculelor pentru prelucrarea materialelor neferoase;
– datorită rezistenţei superioare a tăişului se utilizează la fabricarea sculelor profilate, de formă complexă.
• oţeluri bogat aliate cu Mo (2 %W şi 9 % Mo). – posedă o foarte bună tenacitate şi se utilizează pentru confecţionarea
sculelor de toate tipurile.
Prof.dr.ing.Dănuţ Julean
bags
Stelitele• au apărut în anul 1914
• sunt aliaje turnate care nu conţin fier în schimb conţin mult cobalt (45...50 % Co), 25...30 % Cr şi 15...20 % W, acesta din urmă facilitând formarea de carburi.
• conţinutul de C este cuprins între 1,5...2,5 %.
• structura stelitelor se compune din carburi aciculare (în principal de Cr) şi o masă de bază austenitică din eutecticele binare şi ternare ale tuturor componentelor aliajului, în special ale Co;
• stelitele formează trecerea la aliajele dure şi se folosesc pentru scule simple de strunjit, rabotat şi frezat.
Prof.dr.ing.Dănuţ Julean
bags
Carburi metalice sinterizate
• aliajele dure sunt pseudo-aliaje, obţinute prin sinterizare
• se compun dintr-o fază de legătură cu rol de liant (un metal cu temperatură joasă de topire) şi carburi metalice (cu temperatură înaltă de topire).
• rolul liantului este de a lega carburile fragile într-o structură relativ rigidă, obţinându-se astfel o stabilitate termică înaltă (900º…1000º C), o duritate mare (85 -92 HRA), o rezistenţă la uzură ridicată, precum şi o tenacitate satisfăcătoare
Prof.dr.ing.Dănuţ Julean
bags
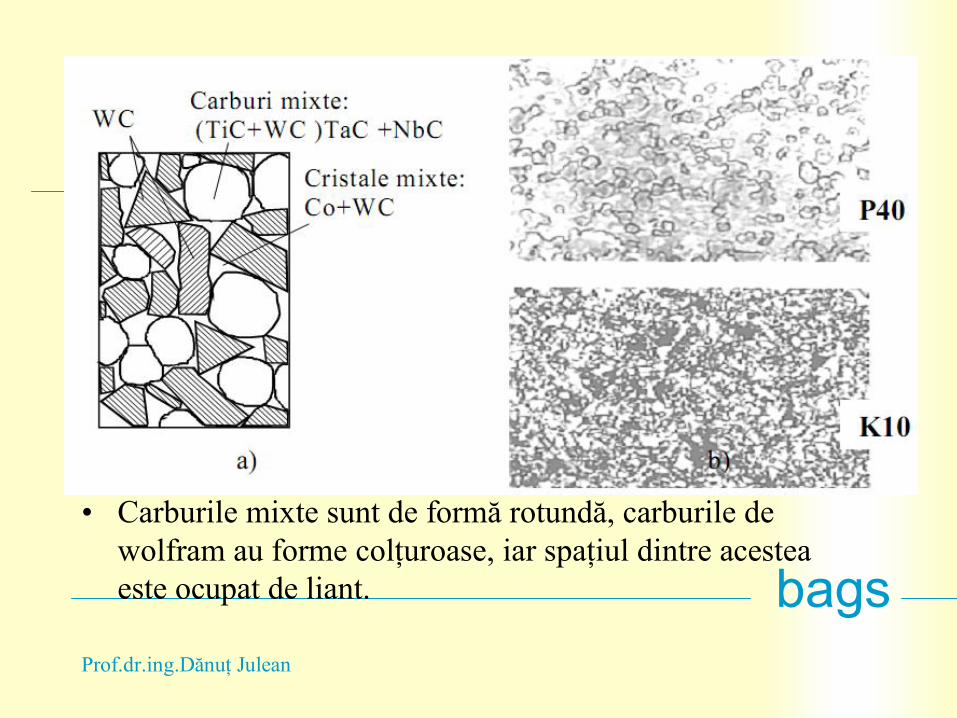
• Carburile mixte sunt de formă rotundă, carburile de wolfram au forme colţuroase, iar spaţiul dintre acestea este ocupat de liant.
Prof.dr.ing.Dănuţ Julean
bags
Plăcuţe din carburi metalice
• Plăcuţele aşchietoare amovibile, datorită seriei mari de fabricaţie şi formei lor relativ simple, se realizează prin presare la forma finală urmată apoi de sinterizare. Pentru presarea la cald se folosesc matriţe din grafit, în care pulberile sunt încălzite la temperatura de sinterizare cu ajutorul rezistenţelor electrice sau prin inducţie.
Prof.dr.ing.Dănuţ Julean
bags
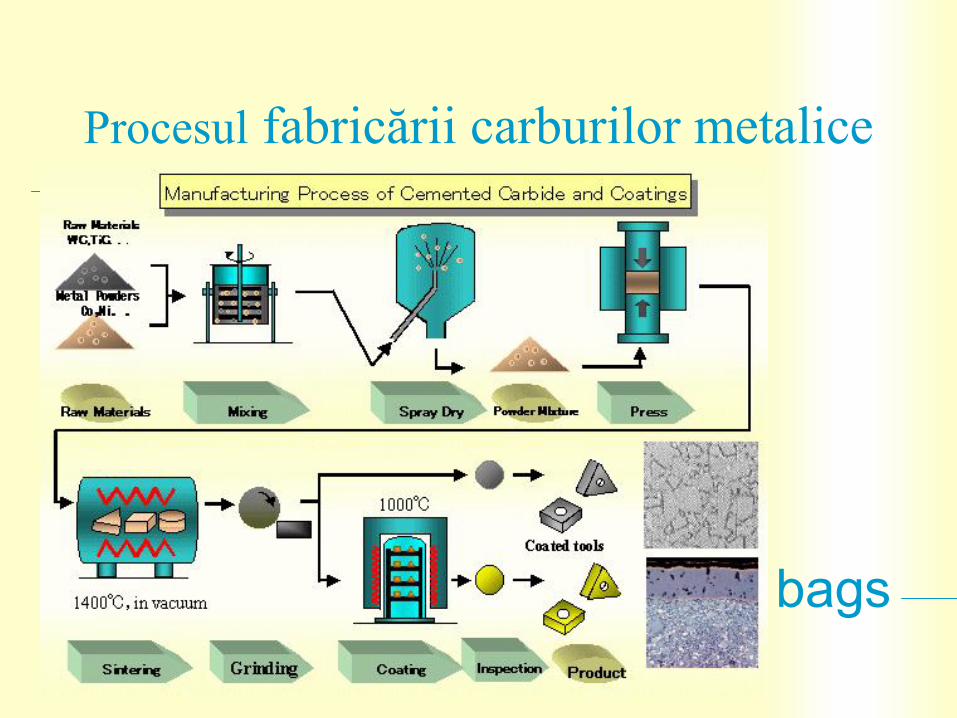
Procesul fabricării carburilor metalice
Prof.dr.ing.Dănuţ Julean
bags
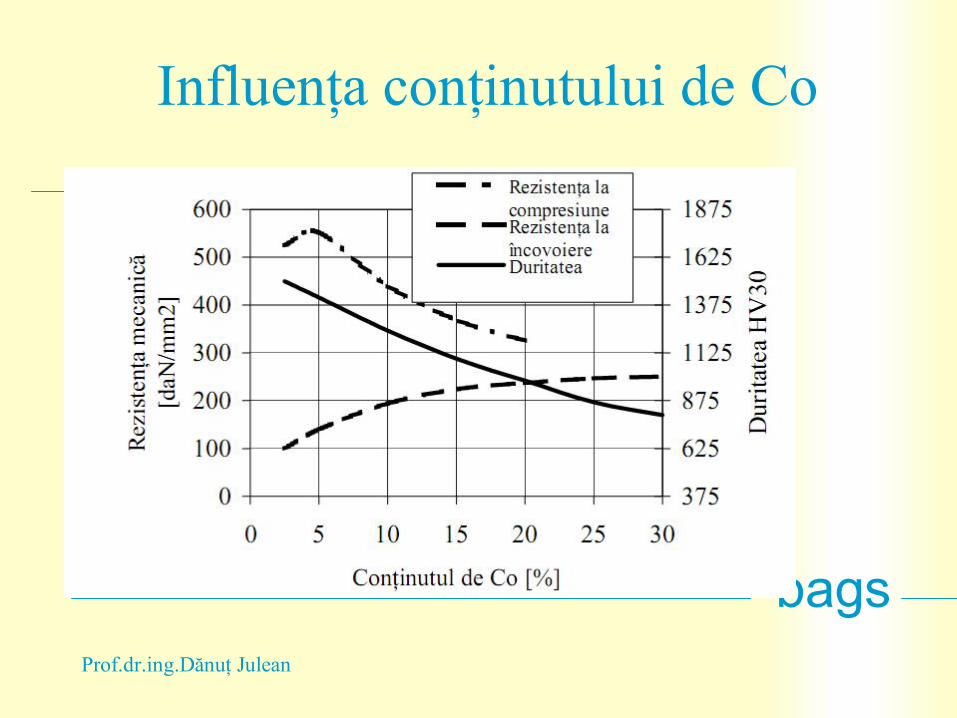
Influenţa conţinutului de Co
Prof.dr.ing.Dănuţ Julean
bags
Rez
iste
nta
la u
zura
Ten
acit
atea
Prof.dr.ing.Dănuţ Julean
bags
Prof.dr.ing.Dănuţ Julean
bags
Prof.dr.ing.Dănuţ Julean
bags
Cermeturi
• conţin între 60 - 80% TiC, 12% Ni, 12% Mo şi, în cantităţi mici, WC.
• posedă o duritate înaltă, o tendinţă redusă la difuziune şi la adeziune şi o rezistenţă ridicată la uzură.
• se caracterizează printr-o rezistenţă redusă la rupere prin încovoiere la temperaturi înalte şi deci şi de o rezistenţă mai mică a tăişului.
• posedă o tenacitate bună datorită conţinutului ridicat de liant metalic, ceea ce permite utilizarea cermeturilor în condiţii similare cu materialele cuprinse în gama P01 - P20, M05 - M15 şi K01 -K10.
• sunt utilizate avantajos la viteze mari de aşchiere, combinate cu avansuri şi adâncimi de aşchiere reduse, la operaţii de finisare, când se urmăreşte în primul rând precizie, şi o calitate superioară a suprafeţei generate.
Prof.dr.ing.Dănuţ Julean
bags
Materiale de scule acoperite cu straturi
Esenţa acoperirii materialelor de scule constă în depunerea, pe suprafeţele acestora (oţel rapid, aliaje dure), prin intermediul unor procedee fizice sau chimice, a unui strat subţire (3 - 15 µm), de duritate ridicată şi având o rezistenţă înaltă la temperatură şi la uzură. Acest procedeu nu este deci altceva decât un tratament special aplicat suprafeţelor sculei. Materialul stratului depus poate fi format din carburi, (HfC, ZrC), nitruri (TiN, HfN, ZrN), carbo-nitruri (TiCN), oxizi (Al2O3) sau diferite combinaţii ale acestora.
Prof.dr.ing.Dănuţ Julean
bags
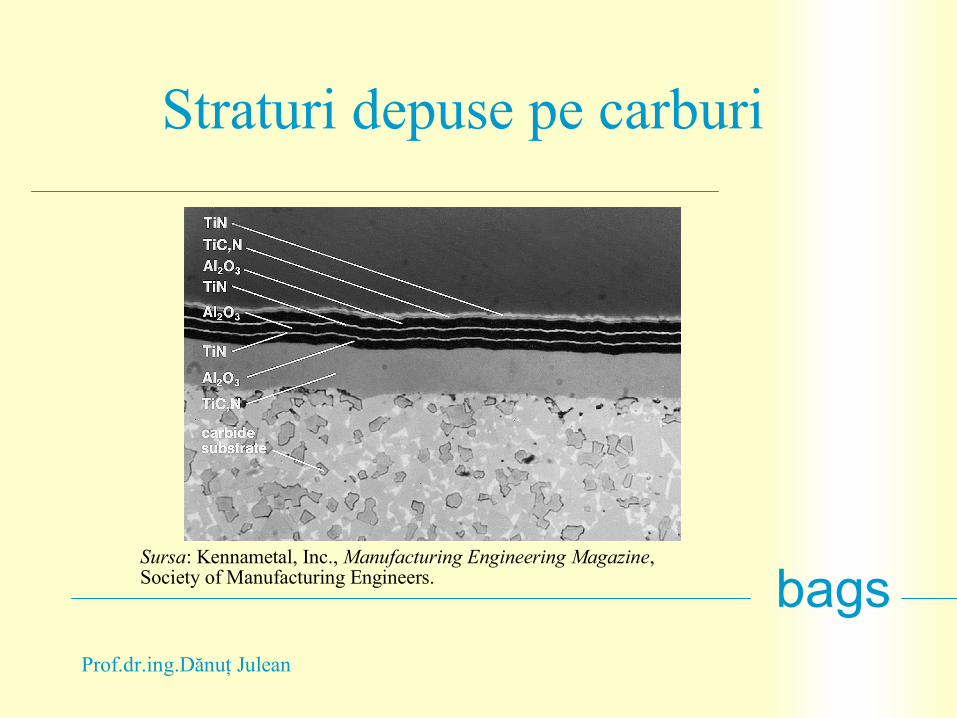
Straturi depuse pe carburi
Sursa: Kennametal, Inc., Manufacturing Engineering Magazine, Society of Manufacturing Engineers.
Prof.dr.ing.Dănuţ Julean
bags
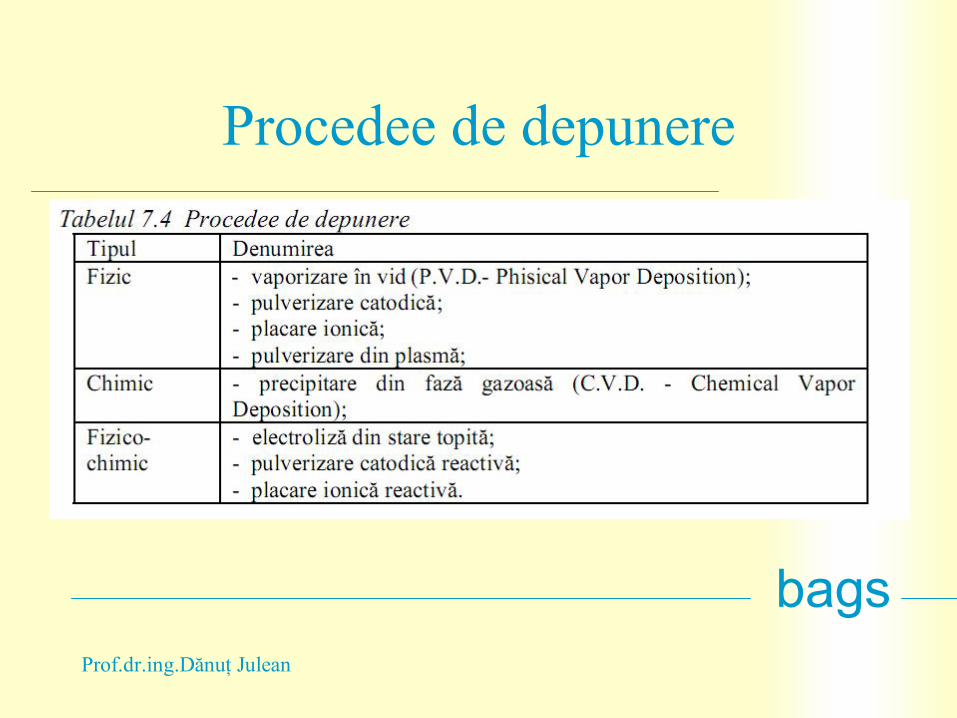
Procedee de depunere
Prof.dr.ing.Dănuţ Julean
bags
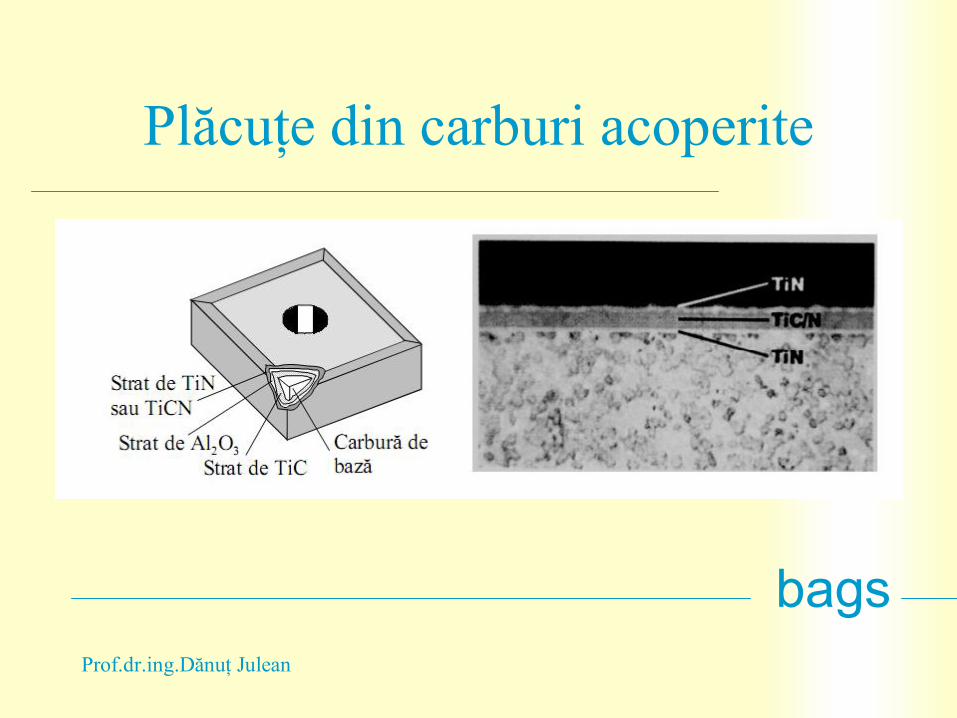
Plăcuţe din carburi acoperite
Prof.dr.ing.Dănuţ Julean
bags
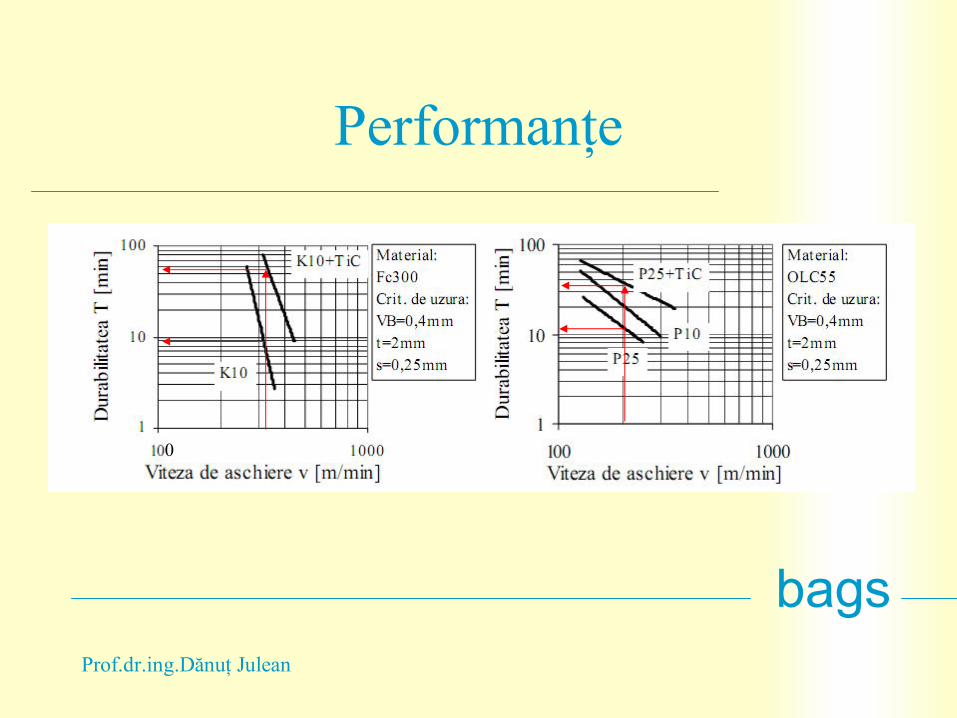
Performanţe
0
Prof.dr.ing.Dănuţ Julean
bags
Materiale mineralo-ceramice• sunt extrem de fragile şi nu suportă solicitările la şoc, caz în care se produce distrugerea
tăişului prin fisurare şi rupere. • domeniul de aplicare al acestor materiale ceramice este limitat şi de rezistenţa lor redusă
la rupere prin încovoiere. • se caracterizează printr-o deformare plastică nesemnificativă la temperaturi înalte. • permit utilizarea unor viteze de aşchiere mai ridicate decât cele utilizate în cazul folosirii
aliajelor dure. • rezistenţa la compresiune, la temperatură ambiantă, este egală cu cea a aliajelor dure, dar
la temperatura de 1100ºC este egală cu rezistenţa oţelului la temperatură ambiantă, această comportare nefiind valabilă în cazul aliajelor dure.
• au rezistenţa ridicată la uzură, stabilitate chimică şi coeficient de frecare redus dintre aşchie şi sculă.
• oxidul de aluminiu este rezistent la oxidare, la temperaturile uzuale de lucru şi datorită afinităţii sale reduse faţă de materialele metalice, nu favorizează apariţia uzurii prin adeziune.
• uzura craterială, atât de caracteristică pentru aliajele dure este nesemnificativă
Prof.dr.ing.Dănuţ Julean
bags
Materiale oxiceramice
• sunt formate, în proporţie de peste 90 %, din oxid de aluminiu (A12O3), ceea ce le conferă o culoare deschisă, albă;
• se utilizează la degroşarea şi finisarea fontei cenuşii, a fontei cu grafit nodular şi a fontei maleabile, până la duritatea de cca. 400 HB, precum şi a oţelurilor (de cementare şi de îmbunătăţire), până la o rezistenţă de 1600 N/mm2 şi o duritate de 48 HRC.
• datorită sensibilităţii ridicate la şoc termic, la aşchierea cu aceste materiale nu se poate răci scula.
• datorită fragilităţii ridicate, nu se recomandă pentru aşchierea întreruptă.
• datorită afinităţii chimice şi tendinţei pentru formarea depunerilor pe tăiş, nu se recomandă, de asemenea, pentru
• aşchierea aliajelor uşoare (aliaje de Al, Mg, Ti)
Prof.dr.ing.Dănuţ Julean
bags
Materiale ceramice amestecate
• conţin diferite adaosuri, în primul rând de TiC şi/sau WC pe lângă alumină
• se deosebesc de cele oxiceramice, prin culoarea lor închisă, printr-o rezistenţă mai mare la uzura abrazivă precum şi printr-o sensibilitate redusă la şocuri termice.
• se utilizează la degroşarea şi finisarea fontei albe, a fontei maleabile, a fontei cu grafit nodular şi a fontei cenuşii, până la o duritate de 700 HB precum şi a oţelurilor (de cementare, de îmbunătăţire, a oţelurilor rapide şi a celor înalt aliate) până la o duritate de 64 HRC şi o rezistenţă de 2400 N/mm2
Prof.dr.ing.Dănuţ Julean
bags
Materiale ceramice pe bază de nitrură de siliciu Si3N4
• sunt caracterizate de o duritate ridicată şi o rezistenţă mare la uzură, o mai bună rezistenţă la încovoiere şi la solicitări variabile, în comparaţie cu materialele oxiceramice. În schimb, ele posedă o rezistenţă termică şi o stabilitate chimică mai mică.
• se utilizează la aşchierea fontei cenuşii şi
a aliajelor de Ni în special prin frezare.
Prof.dr.ing.Dănuţ Julean
bags
Diamantul• se utilizează şi ca material de sculă datorită durităţii sale
extrem de mari, atât la confecţionarea sculelor abrazive, cât şi a sculelor cu geometrie definită;
• este caracterizat de o conductivitate termică ridicată, motiv pentru care temperatura de aşchiere este mai mică;
• la utilizarea ca material de sculă, datorită coeficientului de frecare redus (µ = 0,l5...0,05) nu apare tendinţa de formare a depunerilor pe tăiş şi suprafeţele prelucrate au rugozităţi foarte mici;
• se utilizează atât sub formă de monocristal cât şi sub forma unor corpuri policristaline .
Prof.dr.ing.Dănuţ Julean
bags
Diamantul natural
• se utilizează pentru scule cu geometrie definită numai ca monocristal;
• proprietatea principală a acestuia este anizotropia proprietăţilor mecanice (duritate, rezistenţă, modul de elasticitate) ceea ce impune orientarea lui în suportul port sculă, astfel încât forţa aşchietoare să acţioneze într-o direcţie în care duritatea este maximă;
• stabilitatea termică a diamantului este scăzută deoarece la 700º - 800 ºC începe deja procesul de grafitizare;
• se poate uza prin difuzie.
Prof.dr.ing.Dănuţ Julean
bags
Diamantul sintetic
• se obţine din grafit pur, în prezenţa unui catalizator, la temperatura de cca. 3000oC şi la presiuni de cca. 56·108…160·108 N/m2. Prin alegerea convenabilă a condiţiilor de temperatură şi de presiune se pot obţine cristale având dimensiuni de la câţiva microni până la câţiva milimetri.
• realizarea cristalelor sintetice de dimensiuni peste 1 mm nu mai este rentabilă, pentru acest domeniu de dimensiuni preferându-se cristalele de diamant natural.
• monocristalele se utilizează mai ales la confecţionarea sculelor de găurit şi de alezat.
Prof.dr.ing.Dănuţ Julean
bags
Nitrura de bor cubic cristalină (CBN)
• a apărut ca material de sculă la începutul anilor ’70.
• are o duritate apropiată cu cea a diamantului;
• CBN este un material de scule sintetic obţinut prin reacţia halogenurii de bor cu amoniacul, la temperaturi de 1500 ºC -2900 ºC şi presiuni de 50·108-90·108 N/m2, în prezenţa unui catalizator, de obicei litiu.
• în privinţa stabilităţii termice şi chimice, CBN, se situează înaintea diamantului.
• CBN este inertă chimic faţă de aliajele cu conţinut de C, motiv pentru care se poate utiliza mai eficient la aşchierea oţelului şi a fontei, decât diamantul.
Prof.dr.ing.Dănuţ Julean
bags
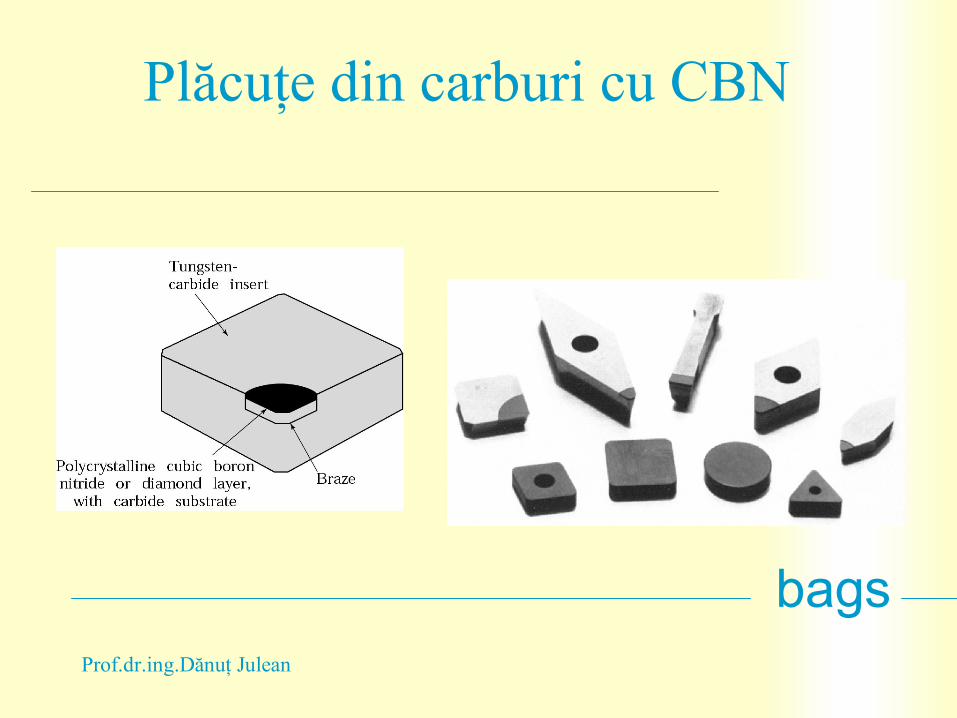
Plăcuţe din carburi cu CBN
Prof.dr.ing.Dănuţ Julean
bags
Scule cu CBN
• sculele cu geometrie definită din CBN, se utilizează şi la aşchierea oţelului tratat termic cu duritate mai mare de 45 HRC, a oţelului rapid, a oţelurilor refractare cu Ni şi Co, materiale care sunt greu prelucrabile cu scule din aliaje dure. De asemenea pot fi prelucrate suprafeţele pieselor recondiţionate prin pulverizarea de pulberi metalice sau prin sudură.
• CBN se foloseşte atât la confecţionarea cuţitelor de strung cât şi a capetelor de frezat, acoperind întreaga gamă a prelucrărilor, de la degroşare la suprafinisare.
• aşchierea cu scule din CBN a materialelor tratate termic se poate transforma într-o alternativă, mai productivă, a rectificării.
• datorită proprietăţilor şi avantajelor acestui material de scule, se prognozează pe viitor o lărgire a domeniului lui de aplicare.
Prof.dr.ing.Dănuţ Julean 1
bags
Forţele în procesul de aşchiere
Prof.dr.ing.Dănuţ Julean 2
bags
• în procesul de aşchiere, scula exercită o forţă FR asupra semifabricatului, datorită căreia adaosul de prelucrare este deformat şi îndepărtat sub formă de aşchie, simultan cu învingerea tuturor rezistenţelor de forfecare şi de frecare.
• conform legilor mecanicii concomitent în semifabricat ia naştere o forţă F'R (reacţiunea forţei FR), care se numeşte forţă aşchietoare.
• pentru ca procesul de aşchiere să aibă loc, lucrul mecanic dezvoltat de maşina-unealtă, trebuie să fie mai mare decât lucrul mecanic rezistent, aferent tuturor rezistenţelor (de forfecare şi de frecare) adică:
LMU > LFR
Prof.dr.ing.Dănuţ Julean 3
bags
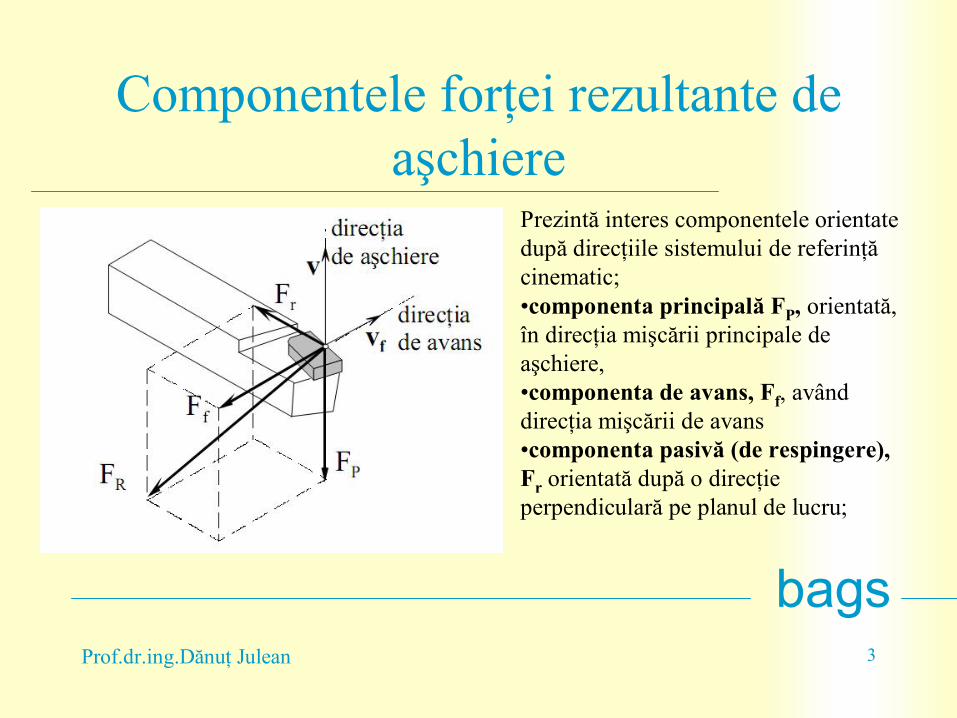
Componentele forţei rezultante de aşchiere
Prezintă interes componentele orientate după direcţiile sistemului de referinţăcinematic;•componenta principală FP, orientată, în direcţia mişcării principale de aşchiere, •componenta de avans, Ff, avânddirecţia mişcării de avans•componenta pasivă (de respingere), Fr orientată după o direcţieperpendiculară pe planul de lucru;
Prof.dr.ing.Dănuţ Julean 4
bags
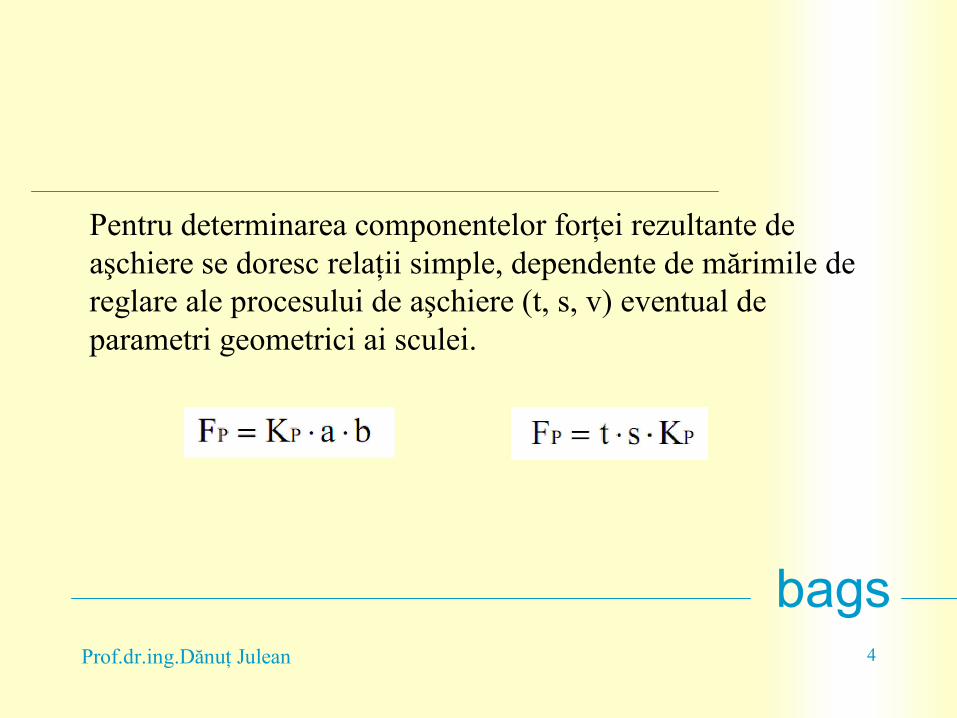
Pentru determinarea componentelor forţei rezultante de aşchiere se doresc relaţii simple, dependente de mărimile de reglare ale procesului de aşchiere (t, s, v) eventual de parametri geometrici ai sculei.
Prof.dr.ing.Dănuţ Julean 5
bags
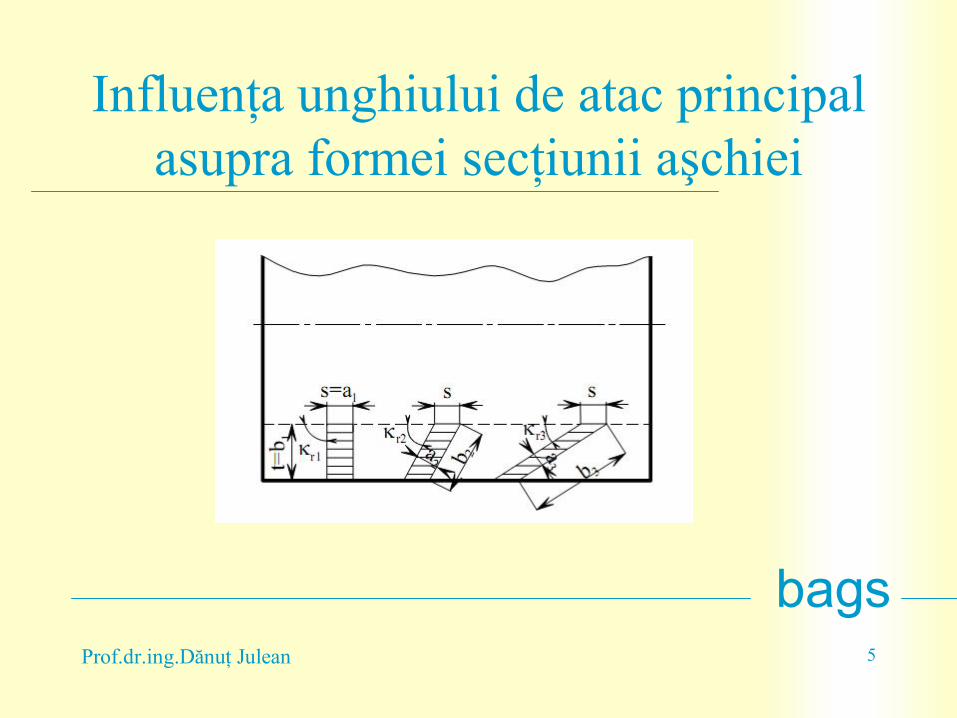
Influenţa unghiului de atac principal asupra formei secţiunii aşchiei
Prof.dr.ing.Dănuţ Julean 6
bags
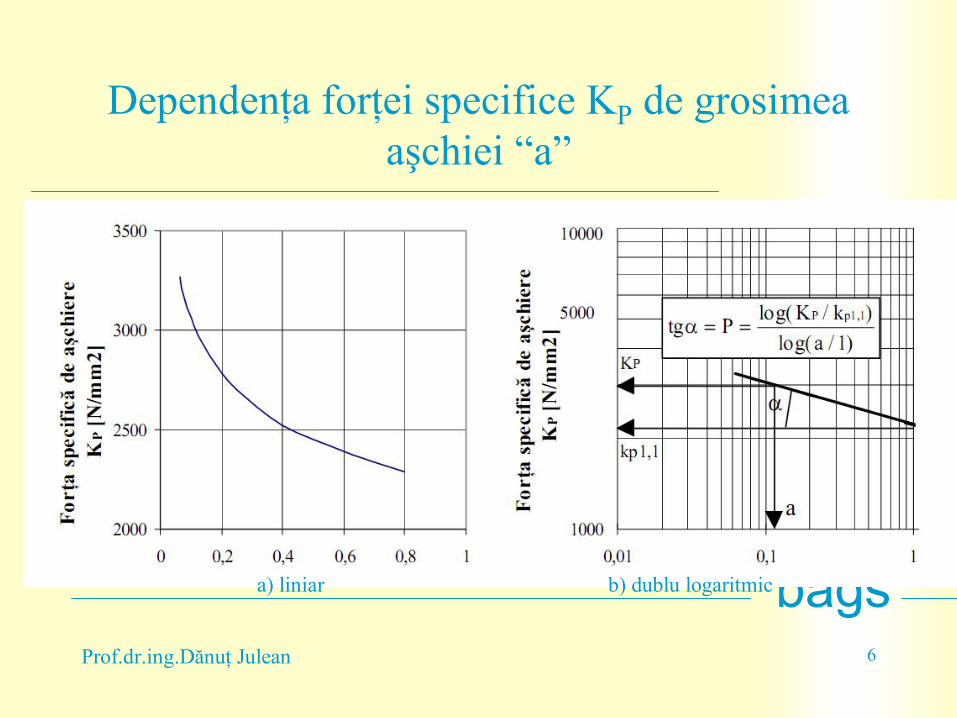
Dependenţa forţei specifice KP de grosimea aşchiei “a”
a) liniar b) dublu logaritmic
Prof.dr.ing.Dănuţ Julean 7
bags
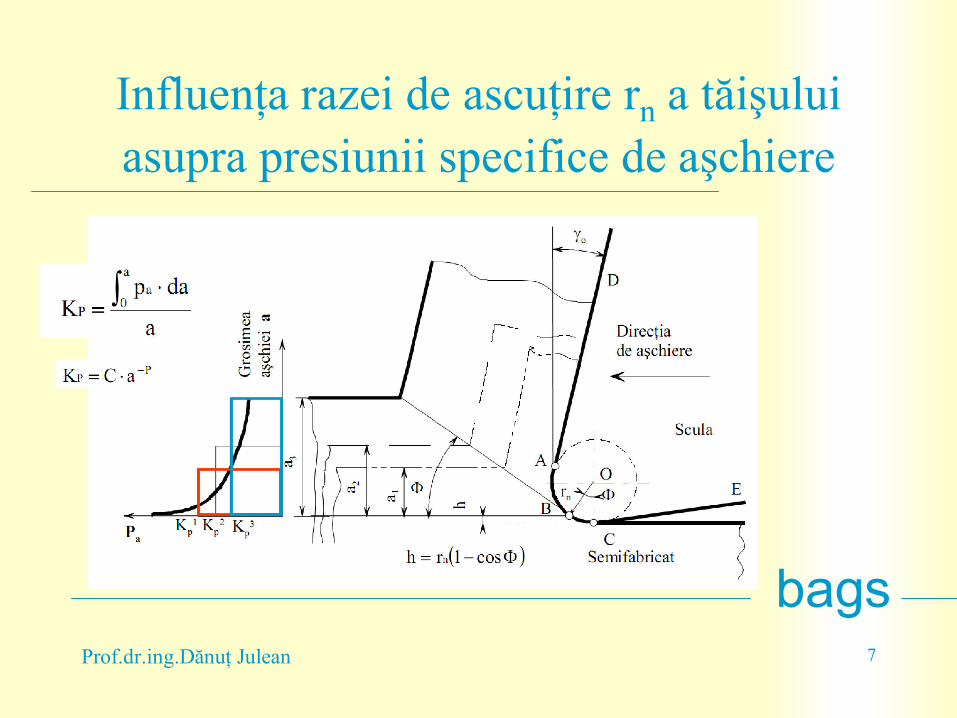
Influenţa razei de ascuţire rn a tăişului
asupra presiunii specifice de aşchiere
Prof.dr.ing.Dănuţ Julean 8
bags
Parametri de model pentru forţe
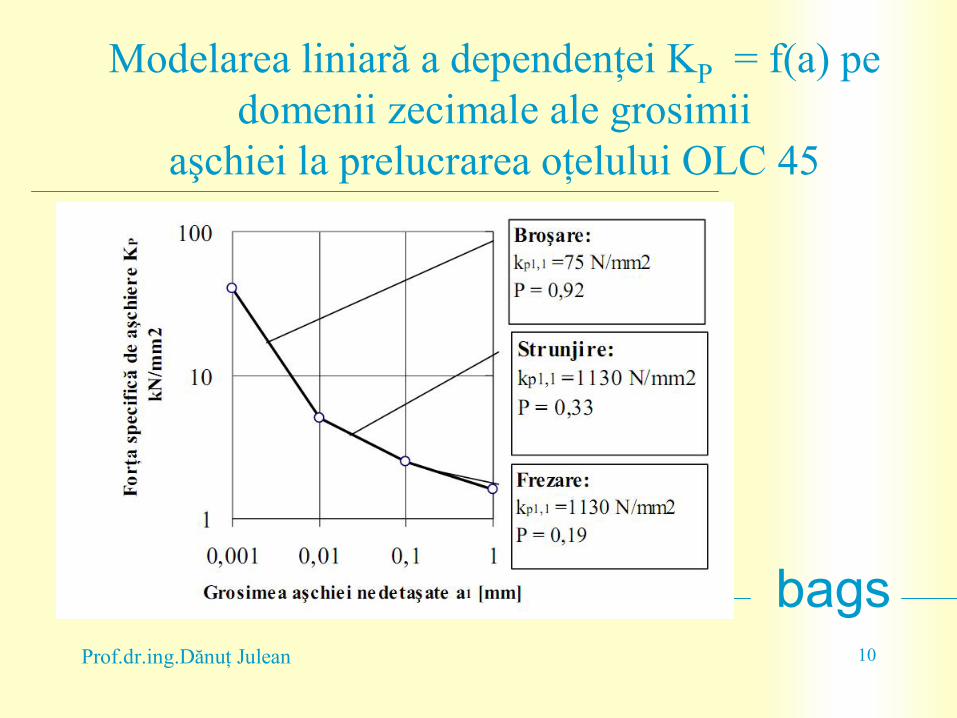
• Constanta C se determină considerând cazul când a = 1mm şi b = 1mm, caz în care ea se notează cu kP1,1 şi se numeşte valoarea principală a forţei specifice de aşchiere, (kP1,1 este forţa specifică pentru o secţiune imaginară a aşchiei A = a·b = 1·1 mm2)
• Exponentul “P” reprezintă panta dreptei KP = f(a) în reprezentarea dublu logaritmică
Prof.dr.ing.Dănuţ Julean 9
bags
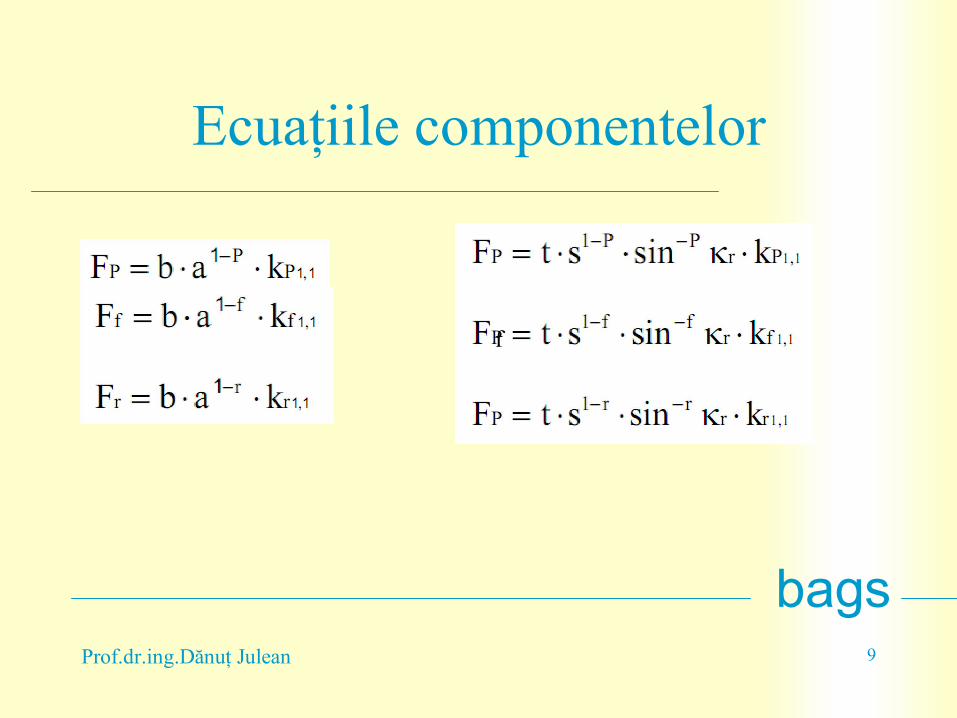
Ecuaţiile componentelor
f
Prof.dr.ing.Dănuţ Julean 10
bags
Modelarea liniară a dependenţei KP = f(a) pe domenii zecimale ale grosimii
aşchiei la prelucrarea oţelului OLC 45
Prof.dr.ing.Dănuţ Julean 11
bags
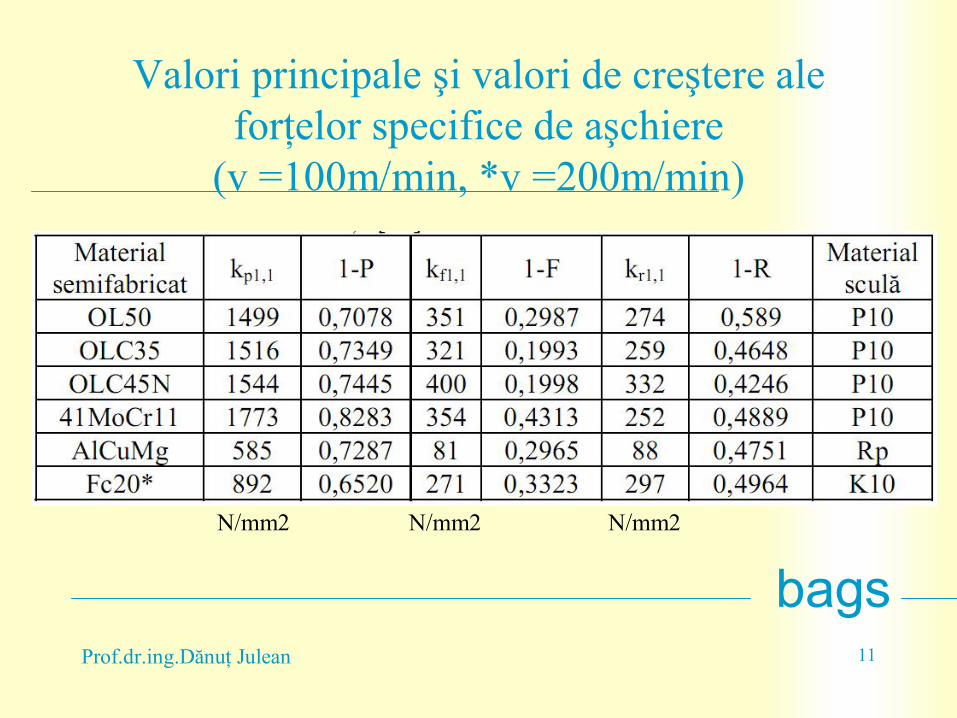
Valori principale şi valori de creştere ale forţelor specifice de aşchiere
(v =100m/min, *v =200m/min)
N/mm2 N/mm2 N/mm2
Prof.dr.ing.Dănuţ Julean 12
bags
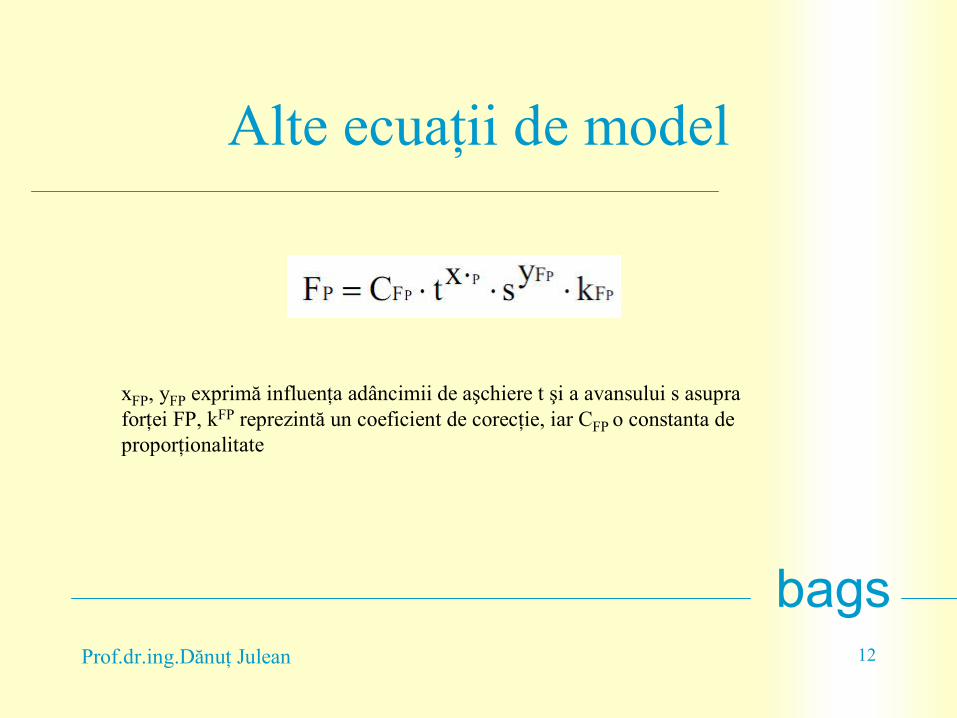
Alte ecuaţii de model
xFP, yFP exprimă influenţa adâncimii de aşchiere t şi a avansului s asupra forţei FP, kFP reprezintă un coeficient de corecţie, iar CFP o constanta de proporţionalitate
Prof.dr.ing.Dănuţ Julean 13
bags
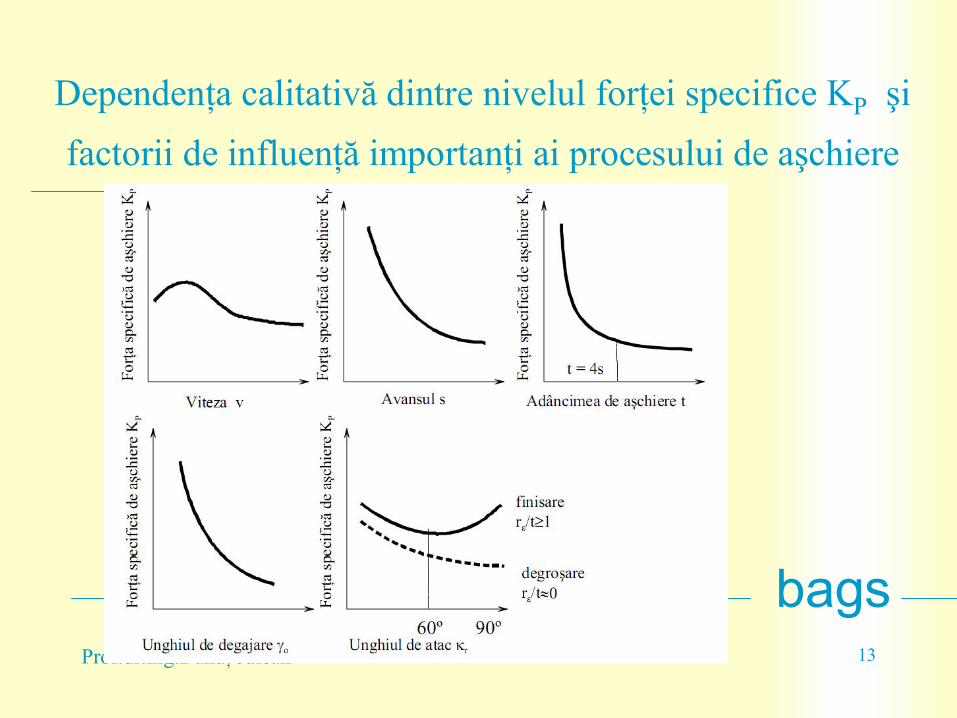
Dependenţa calitativă dintre nivelul forţei specifice KP şi
factorii de influenţă importanţi ai procesului de aşchiere
Prof.dr.ing.Dănuţ Julean 14
bags
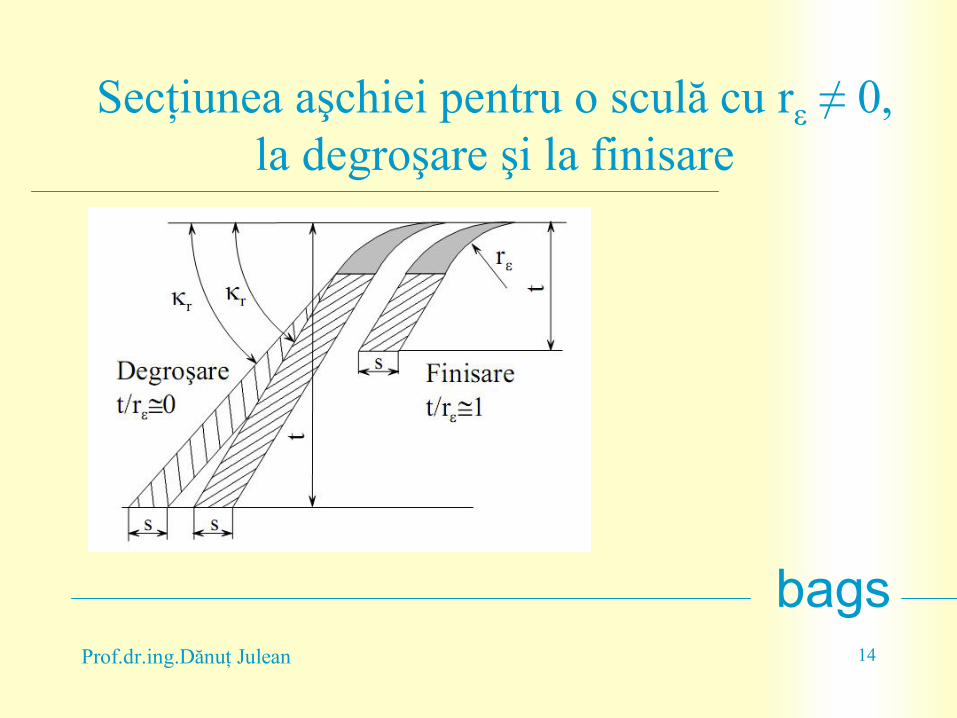
Secţiunea aşchiei pentru o sculă cu rε ≠ 0, la degroşare şi la finisare
Prof.dr.ing.Dănuţ Julean 15
bags
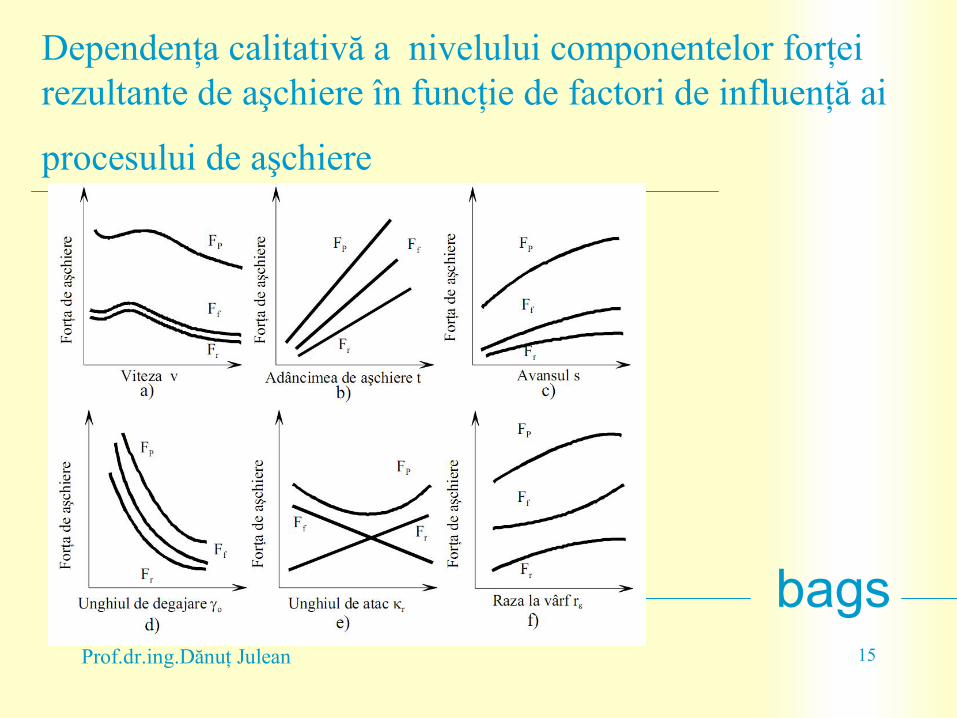
Dependenţa calitativă a nivelului componentelor forţei rezultante de aşchiere în funcţie de factori de influenţă ai
procesului de aşchiere
Prof.dr.ing.Dănuţ Julean 16
bags
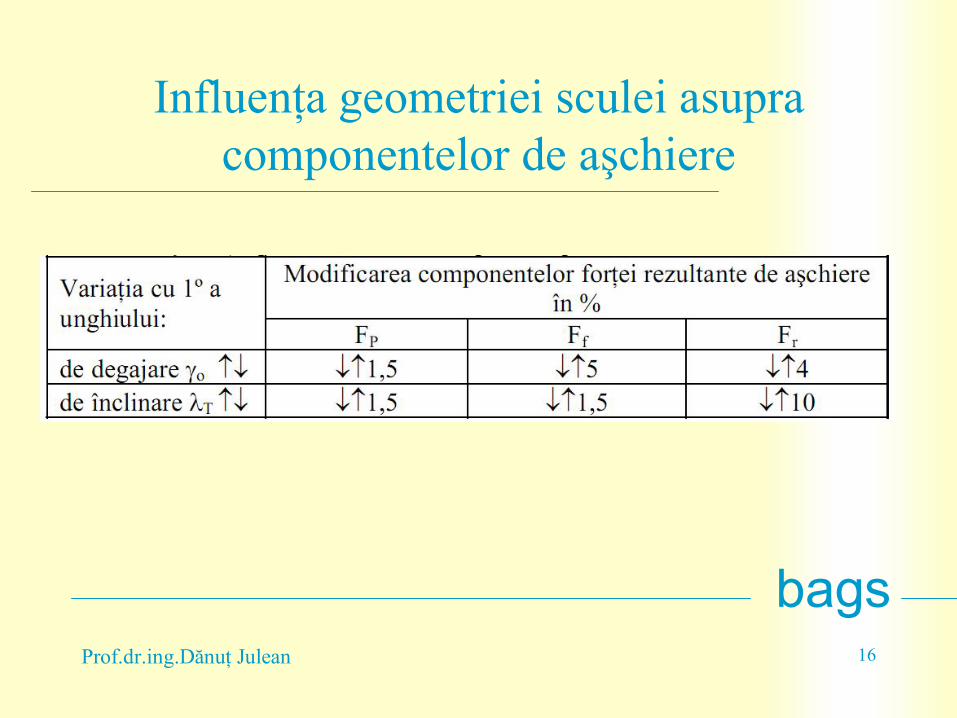
Influenţa geometriei sculei asupra componentelor de aşchiere
Prof.dr.ing.Dănuţ Julean 17
bags
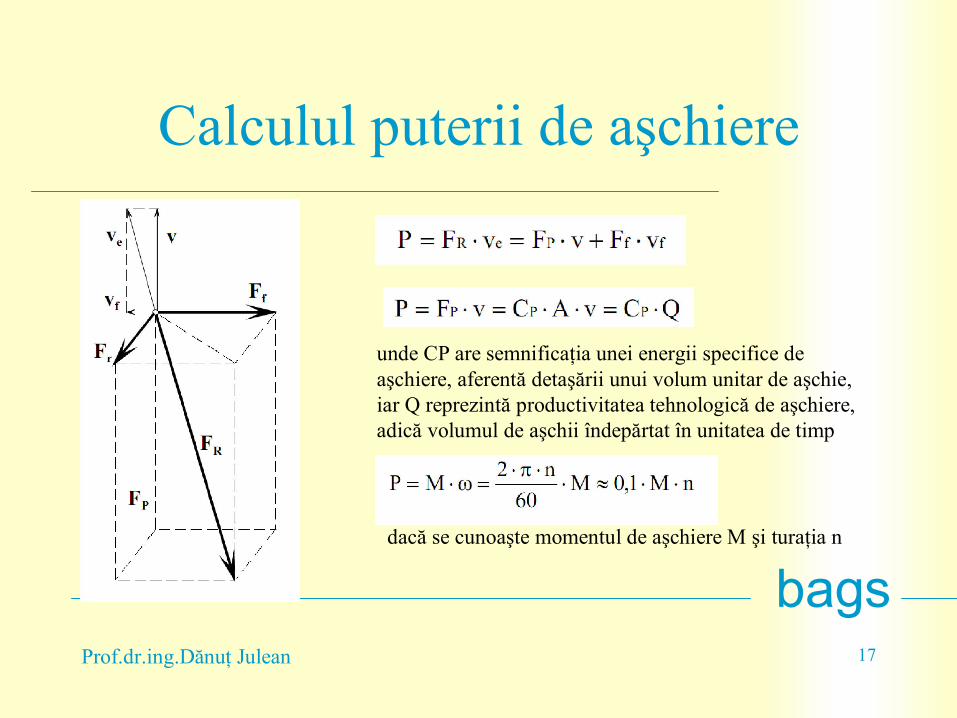
Calculul puterii de aşchiere
unde CP are semnificaţia unei energii specifice de aşchiere, aferentă detaşării unui volum unitar de aşchie, iar Q reprezintă productivitatea tehnologică de aşchiere, adică volumul de aşchii îndepărtat în unitatea de timp
dacă se cunoaşte momentul de aşchiere M şi turaţia n
Prof.dr.ing.Dănuţ Julean 1
bags
Bazele aşchierii şi generării suprafeţelor
Fenomene termice
Prof.dr.ing.Dănuţ Julean 2
bags
Bilanţul energetic al procesului de aşchiere
E2
Sculă
E3
E1
E4
Aşchie
Semifabricat
E5
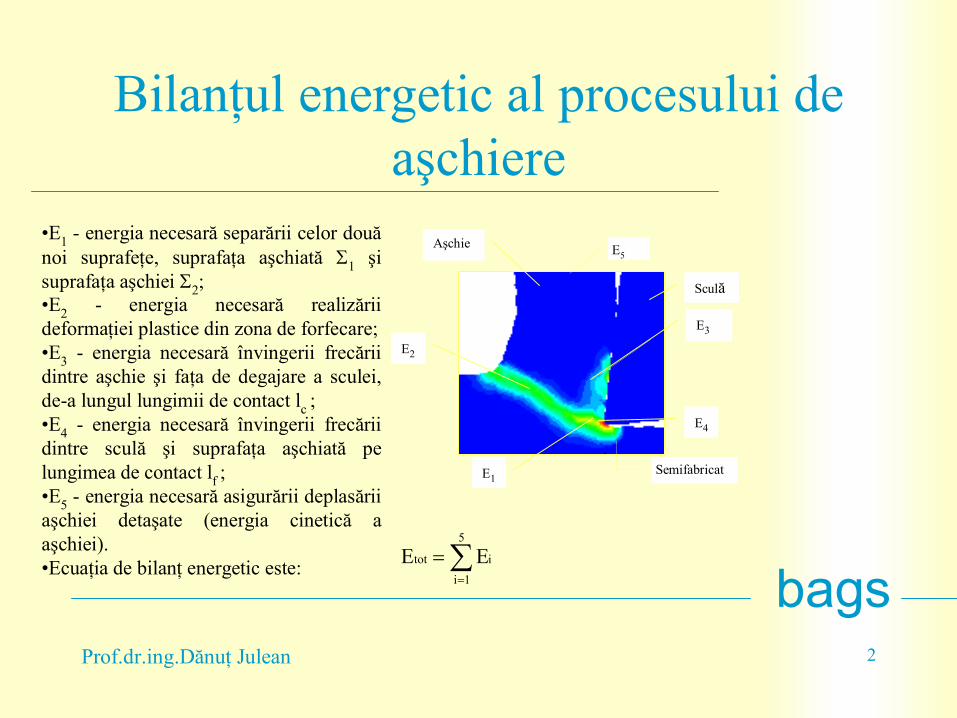
•E1 - energia necesară separării celor două
noi suprafeţe, suprafaţa aşchiată 1 şi suprafaţa aşchiei
2;
•E2
- energia necesară realizării deformaţiei plastice din zona de forfecare;•E3 - energia necesară învingerii frecării dintre aşchie şi faţa de degajare a sculei, de-a lungul lungimii de contact lc ;•E4 - energia necesară învingerii frecării dintre sculă şi suprafaţa aşchiată pe lungimea de contact l
f;
•E5 - energia necesară asigurării deplasării aşchiei detaşate (energia cinetică a aşchiei).•Ecuaţia de bilanţ energetic este:
i
5
1i
tot EE
Prof.dr.ing.Dănuţ Julean 3
bags
Surse de căldura în aşchierea ortogonală
γΦcosγηcos
cosγγηΦcosvFQ
PD
vFQ fD
PnFA FvrCQ 1
γηcosk
sinηvFQ
l
PFD
cvFQFD
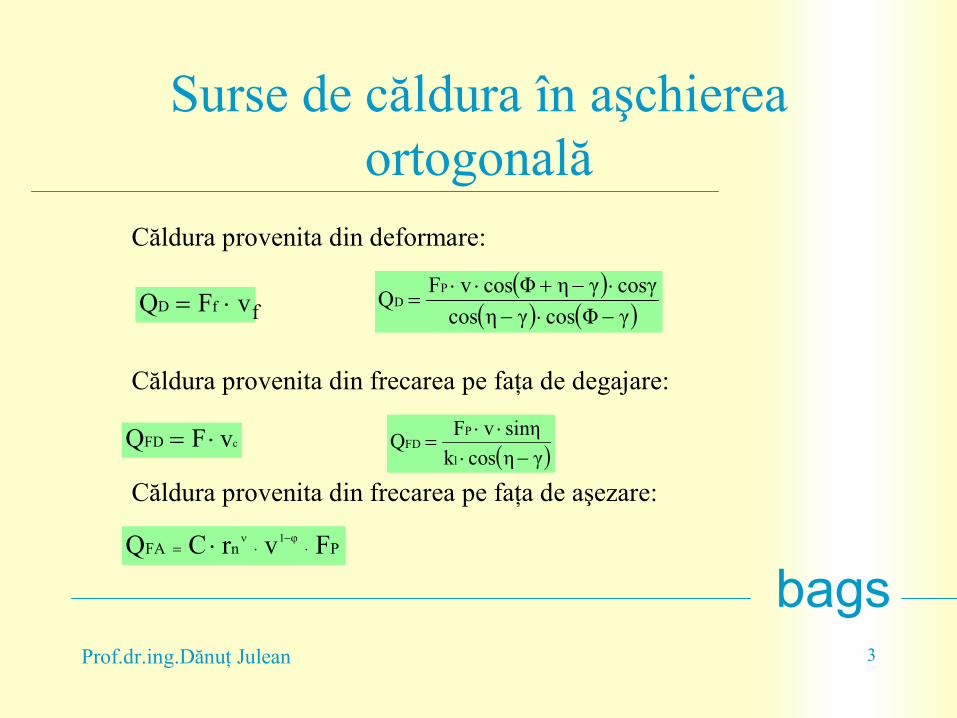
Căldura provenita din deformare:
Căldura provenita din frecarea pe faţa de degajare:
Căldura provenita din frecarea pe faţa de aşezare:
f
Prof.dr.ing.Dănuţ Julean 4
bags
Frecarea, sursă de căldură în procesul de aşchiere
N
Fμ Semifabricat
Scula
l c1l c2
v
vc
Aşchie
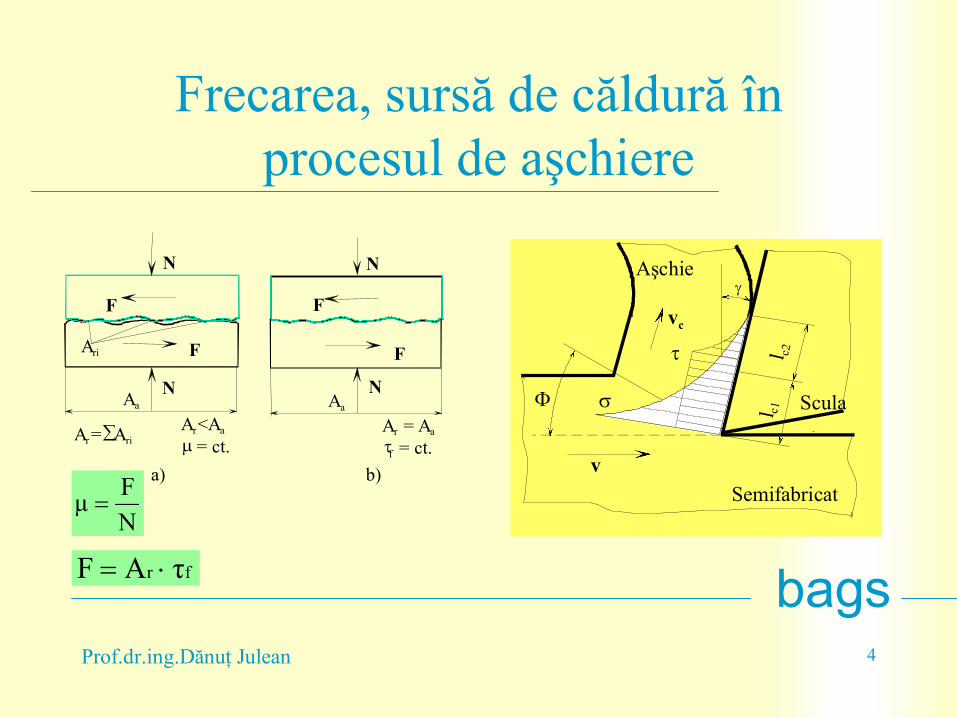
fr τAF
N
F
N
F
FF
Ar<Aa
= ct.
N N
Ar = Aa
f = ct.
Ari
Ar =Ari
Aa Aa
a) b)
Prof.dr.ing.Dănuţ Julean 5
bags
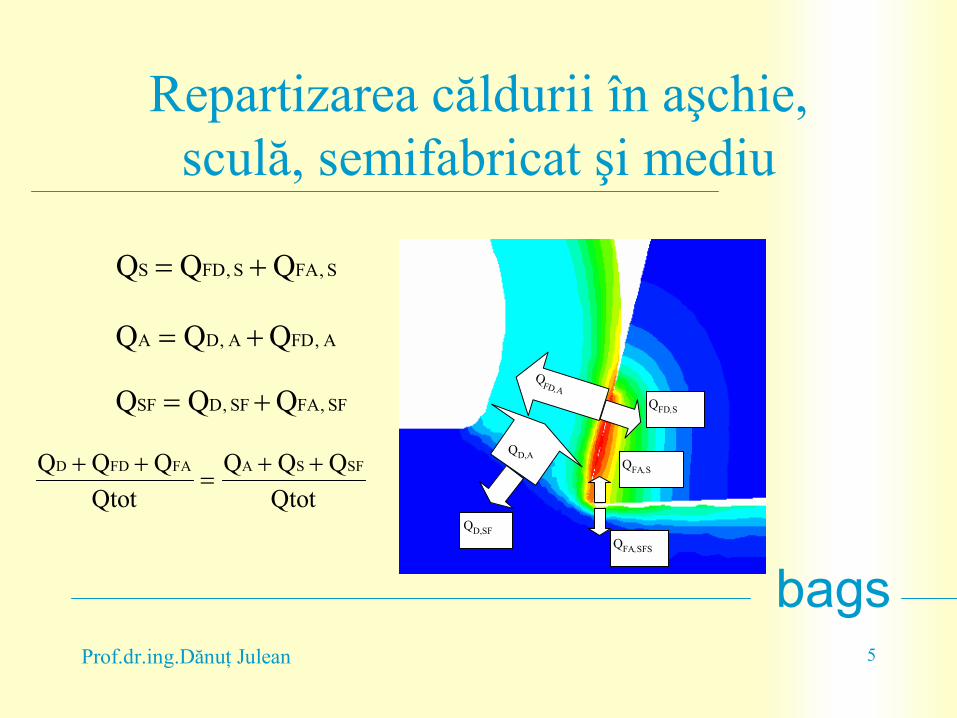
Repartizarea căldurii în aşchie, sculă, semifabricat şi mediu
QFD,A
QD,SF
QFD,S
QFA,S
QD,A
QFA,SFS
A,FDA,DA QQQ
S,FAS,FDS QQQ
SF,FASF,DSF QQQ
Qtot
QQQ
Qtot
QQQ SFSAFAFDD
Prof.dr.ing.Dănuţ Julean 6
bags
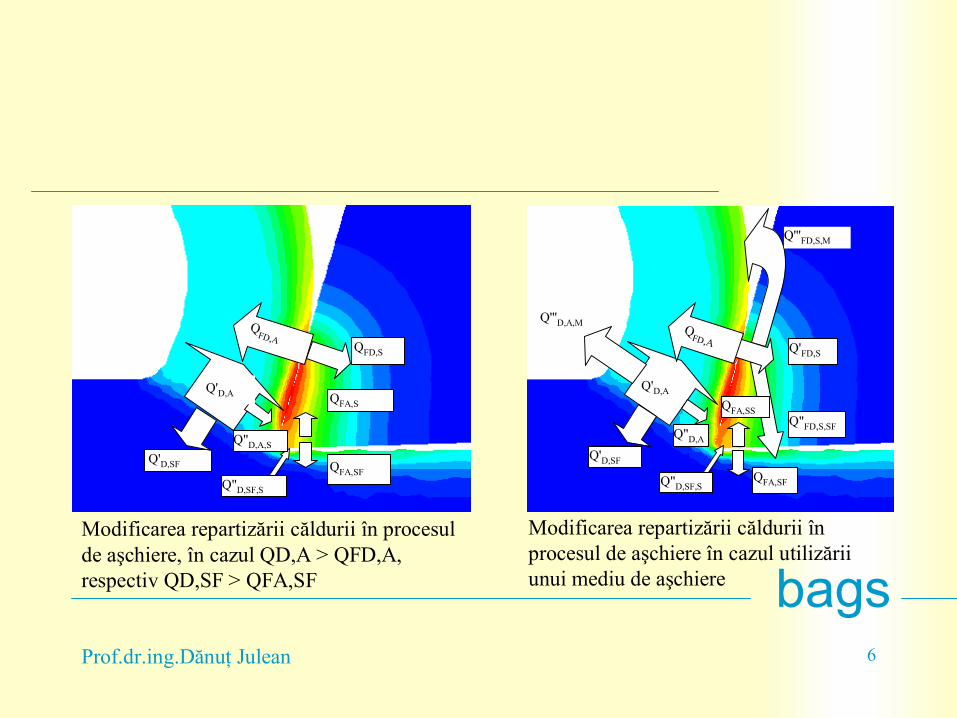
QFD,A
Q'D,SF
QFD,S
QFA,S
QFA,SF
Q"D,A,S
Q"D,SF,S
Q'D,A
Q'D,SF
Q'FD,S
QFA,SF
Q'D,A
Q"D,A
Q"D,SF,S
Q'''D,A,M
Q'''FD,S,M
QFA,SSQ"FD,S,SF
QFD,A
Modificarea repartizării căldurii în procesul de aşchiere, în cazul QD,A > QFD,A,respectiv QD,SF > QFA,SF
Modificarea repartizării căldurii în procesul de aşchiere în cazul utilizării unui mediu de aşchiere
Prof.dr.ing.Dănuţ Julean 7
bags
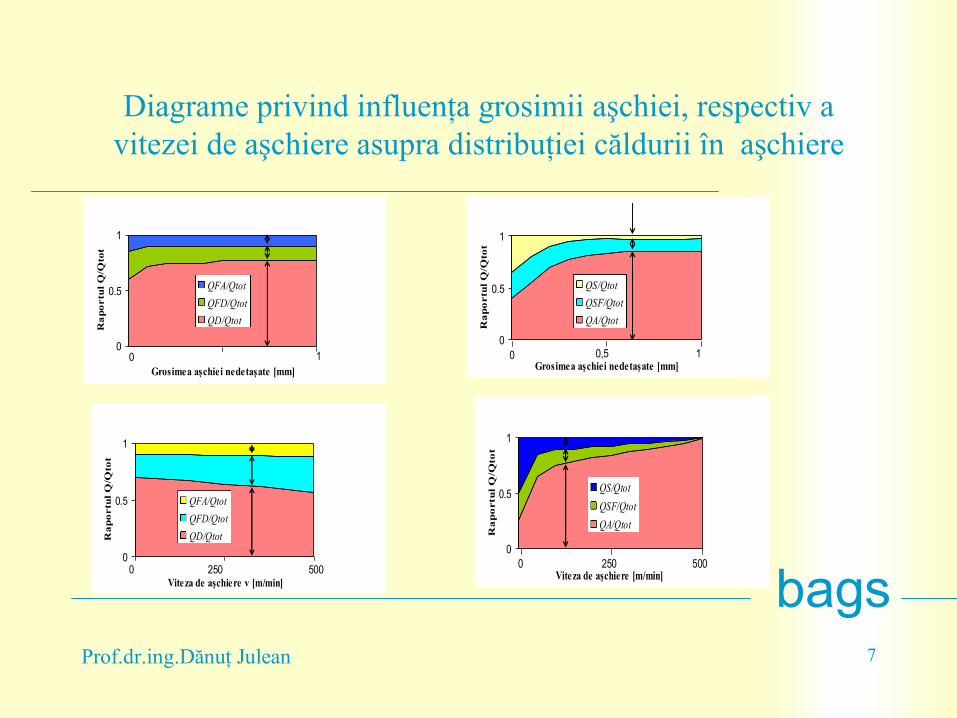
Diagrame privind influenţa grosimii aşchiei, respectiv a vitezei de aşchiere asupra distribuţiei căldurii în aşchiere
0
0.5
1
Grosimea aşchiei nedetaşate [mm]
Ra
po
rtu
l Q
/Qto
t
QFA/Qtot
QFD/Qtot
QD/Qtot
0 1
0
0.5
1
Grosimea aşchiei nedetaşate [mm]
Ra
po
rtu
l Q
/Qto
t
QS/Qtot
QSF/Qtot
QA/Qtot
0 0,5 1
0
0.5
1
Viteza de aşchiere v [m/min]
Ra
po
rtu
l Q
/Qto
t
QFA/Qtot
QFD/Qtot
QD/Qtot
0 250 500
0
0.5
1
Viteza de aşchiere [m/min]
Ra
po
rtu
l Q
/Qto
tQS/Qtot
QSF/Qtot
QA/Qtot
0 250 500
Prof.dr.ing.Dănuţ Julean 8
bags
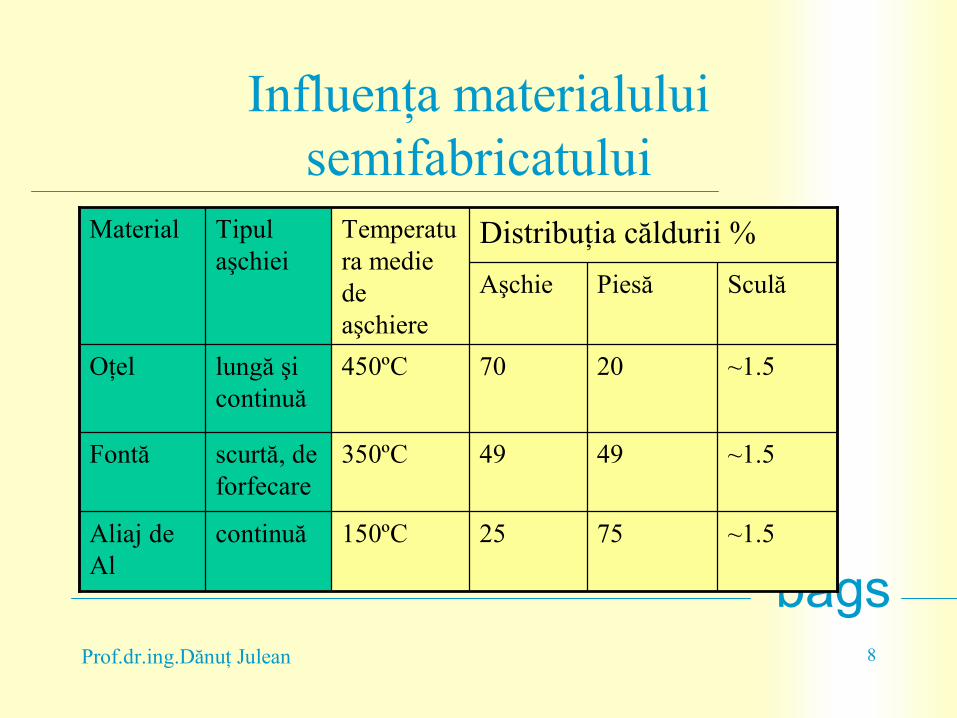
Influenţa materialului semifabricatului
SculăPiesăAşchie
~1.57525150ºCcontinuăAliaj de Al
~1.54949350ºCscurtă, de forfecare
Fontă
~1.52070450ºClungă şi continuă
Oţel
Distribuţia căldurii %Temperatura medie de aşchiere
Tipul aşchiei
Material
Prof.dr.ing.Dănuţ Julean 9
bags
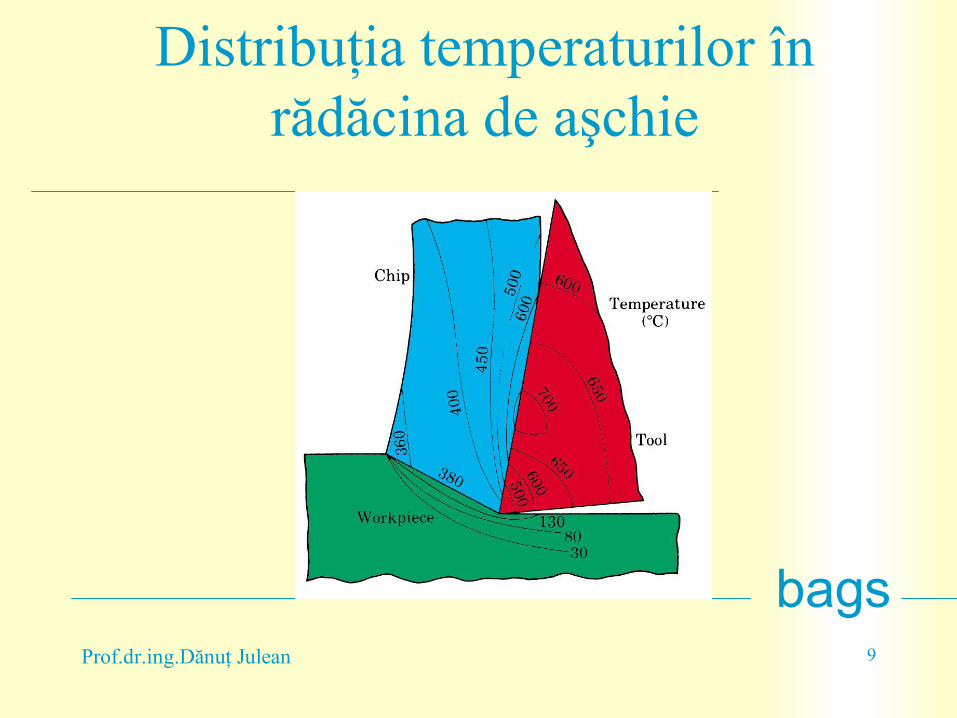
Distribuţia temperaturilor în rădăcina de aşchie

Prof.dr.ing.Dănuţ Julean 10
bags
Măsurarea temperaturii de aşchiere
1. Metoda termocuplului sculă -piesă• Frecvent utilizată pt. studii experimentale• Limitata pentru că nu permite măsurarea temperaturii interfeţei sculă aşchie• Necesită calibrare pentru fiecare pereche de materiale• Calibrarea sculei staţionare poate da valori diferite pentru cazul aşchierii
Prof.dr.ing.Dănuţ Julean 11
bags
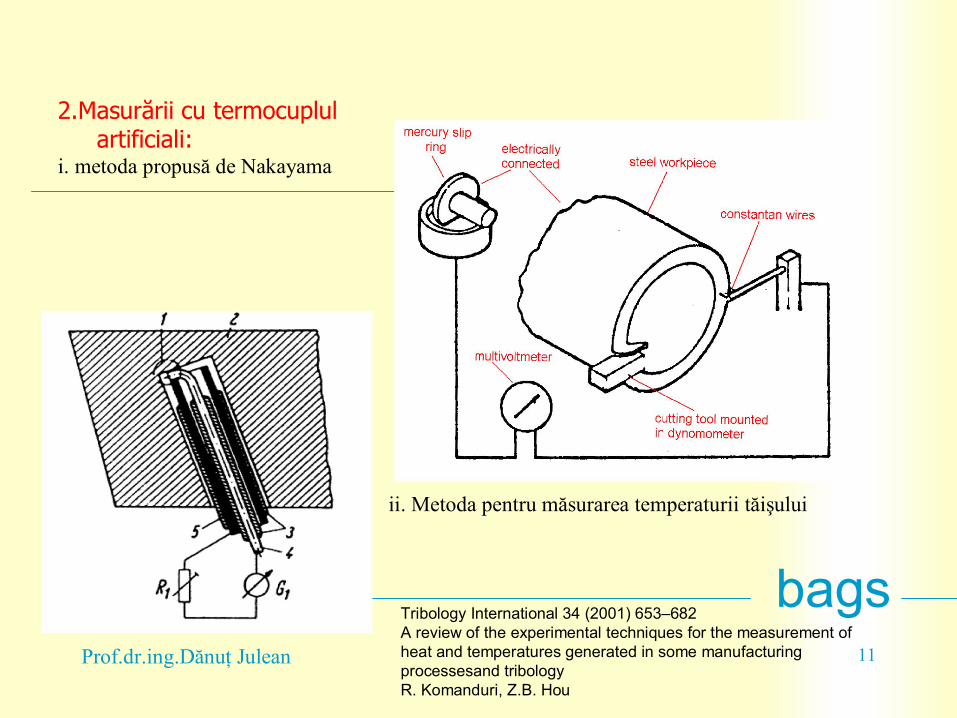
2.Masurării cu termocuplul artificiali:
i. metoda propusă de Nakayama
ii. Metoda pentru măsurarea temperaturii tăişului
Tribology International 34 (2001) 653–682A review of the experimental techniques for the measurement ofheat and temperatures generated in some manufacturing processesand tribologyR. Komanduri, Z.B. Hou
Prof.dr.ing.Dănuţ Julean 12
bags
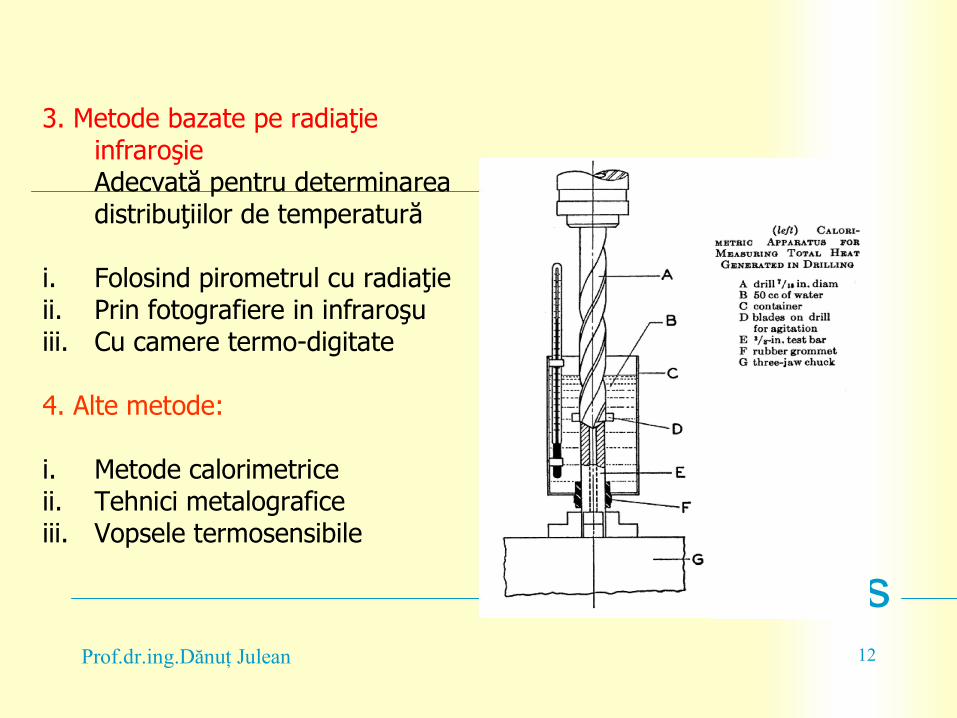
3. Metode bazate pe radiaţie infraroşieAdecvată pentru determinarea distribuţiilor de temperatură
i. Folosind pirometrul cu radiaţieii. Prin fotografiere in infraroşu iii. Cu camere termo-digitate
4. Alte metode:
i. Metode calorimetriceii. Tehnici metalograficeiii. Vopsele termosensibile
Prof.dr.ing.Dănuţ Julean 13
bags
Prof.dr.ing.Dănuţ Julean 14
bags
Prof.dr.ing.Dănuţ Julean 15
bags
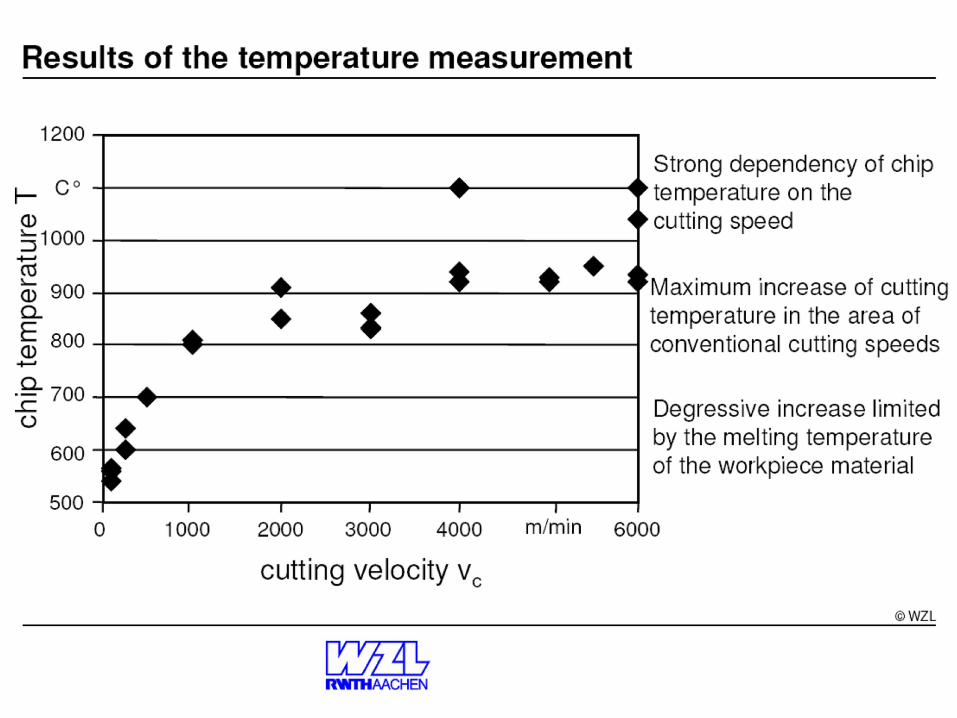
Modele analitice de calcul a temperaturii de aşchiere
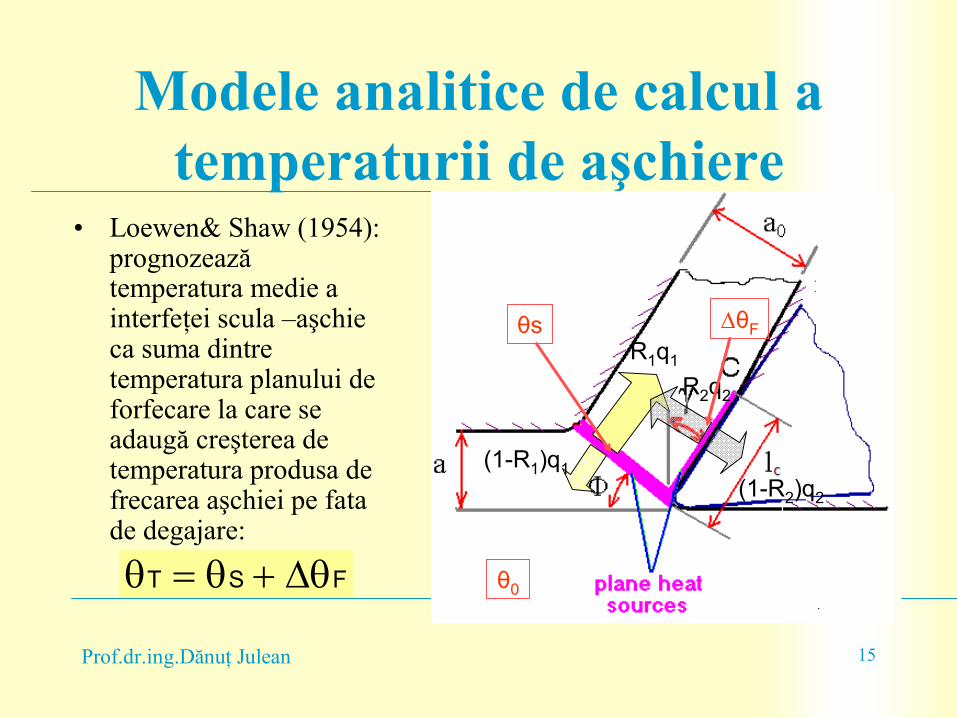
• Loewen& Shaw (1954): prognozeazătemperatura medie a interfeţei scula –aşchieca suma dintretemperatura planului de forfecare la care se adaugă creşterea de temperatura produsa de frecarea aşchiei pe fatade degajare:
FST
(1-R1)q1
R1q1
R2q2
(1-R2)q2
θs
θ0
θF
Prof.dr.ing.Dănuţ Julean 16
bags
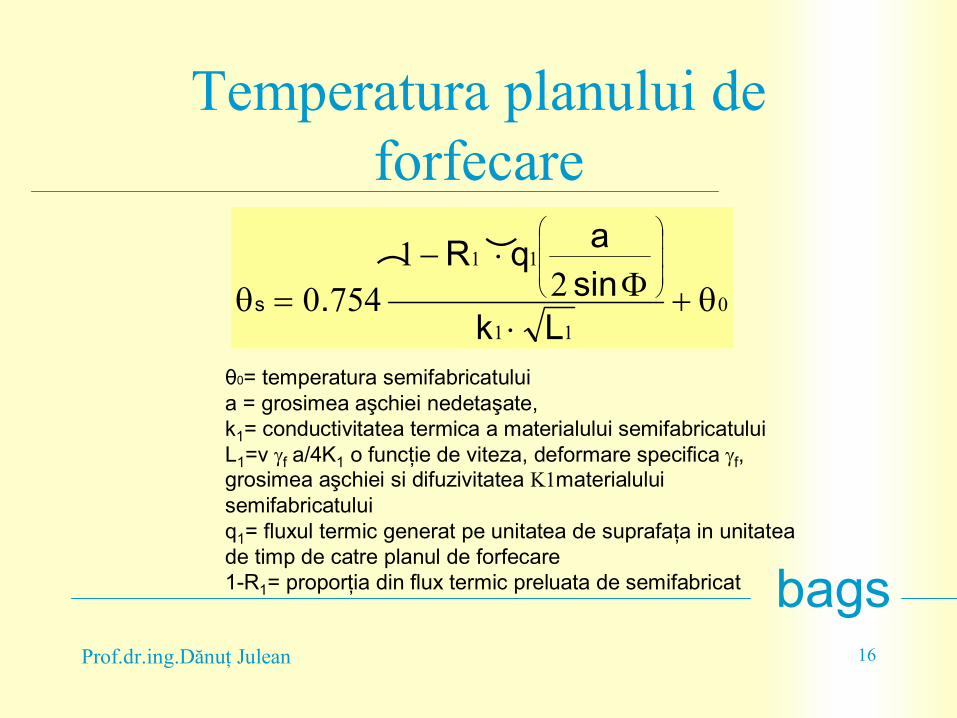
Temperatura planului de forfecare
0
11
11
21
7540
Lk
sin
aq)R(
.s
θ0= temperatura semifabricatuluia = grosimea aşchiei nedetaşate,k1= conductivitatea termica a materialului semifabricatuluiL1=v f a/4K1 o funcţie de viteza, deformare specifica f, grosimea aşchiei si difuzivitatea K1materialului semifabricatuluiq1= fluxul termic generat pe unitatea de suprafaţa in unitateade timp de catre planul de forfecare1-R1= proporţia din flux termic preluata de semifabricat
Prof.dr.ing.Dănuţ Julean 17
bags
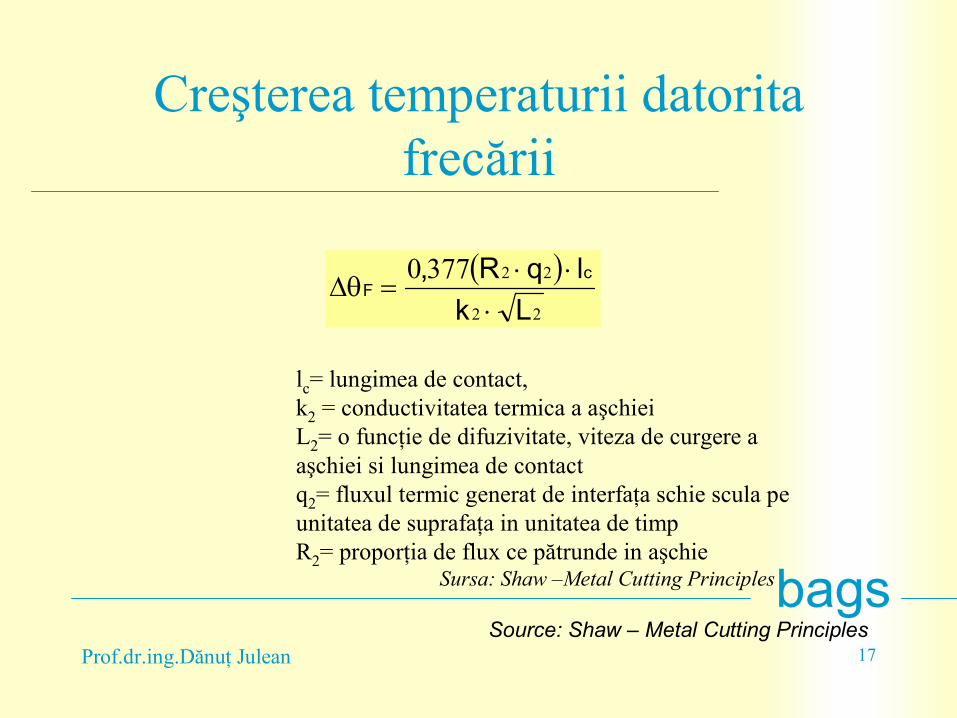
Creşterea temperaturii datorita frecării
22
223770
Lk
lqR, cF
lc= lungimea de contact,k2 = conductivitatea termica a aşchieiL2= o funcţie de difuzivitate, viteza de curgere a aşchiei si lungimea de contactq2= fluxul termic generat de interfaţa schie scula pe unitatea de suprafaţa in unitatea de timpR2= proporţia de flux ce pătrunde in aşchie
Sursa: Shaw –Metal Cutting Principles
Source: Shaw – Metal Cutting Principles
Prof.dr.ing.Dănuţ Julean 18
bags
Simulare digitală
Prof.dr.ing.Dănuţ Julean 19
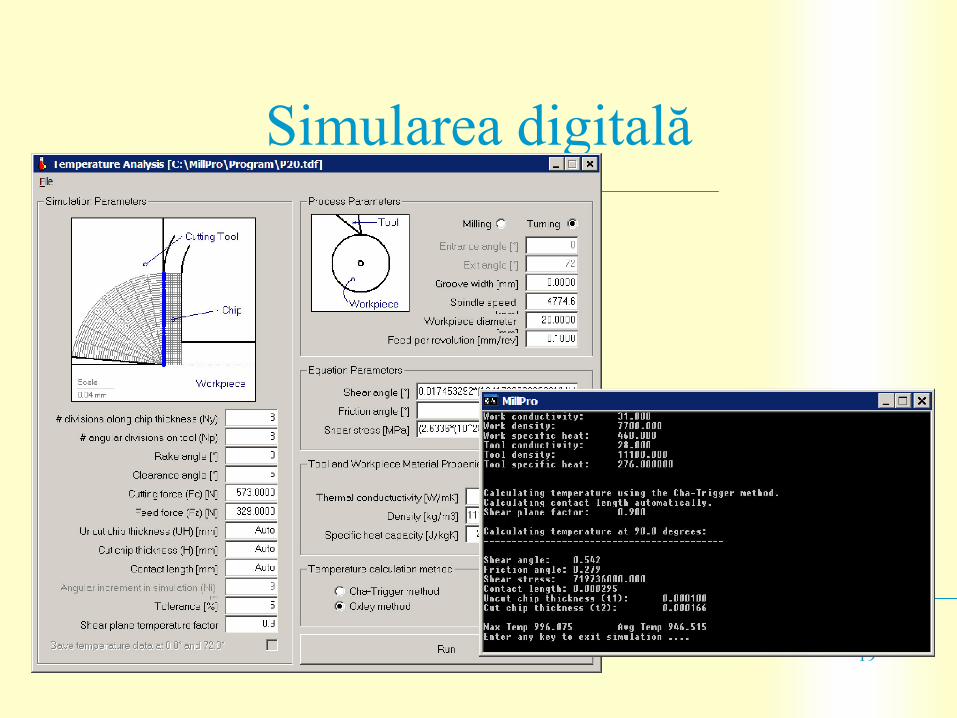
bags
Simularea digitală
Prof.dr.ing.Dănuţ Julean 20
bags
Lichide de aşchiere
Prof.dr.ing.Dănuţ Julean 21
bags
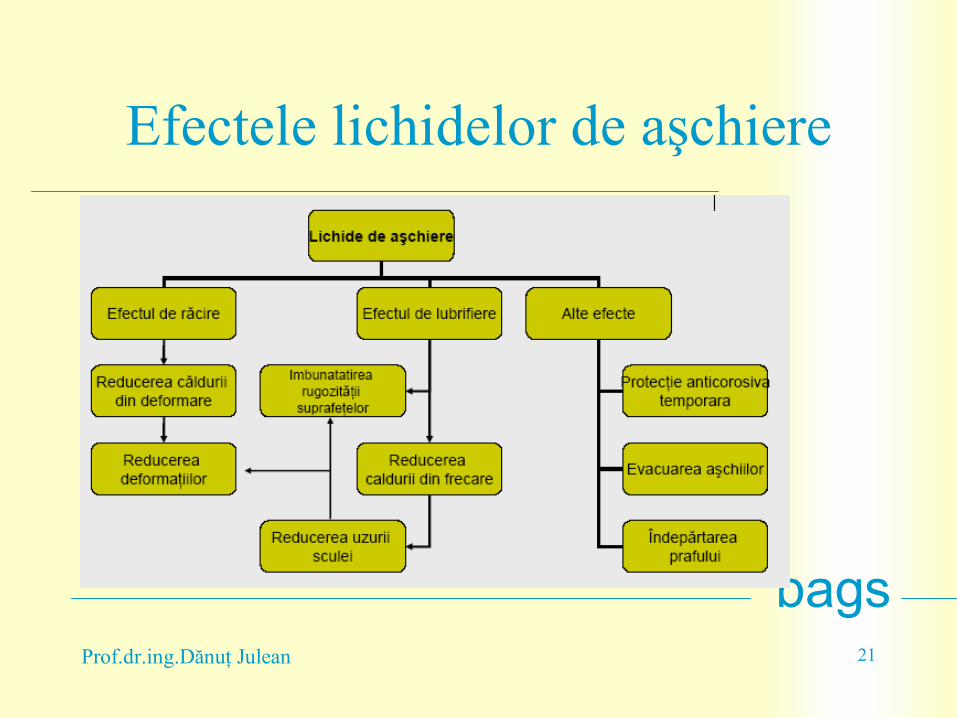
Efectele lichidelor de aşchiere
Prof.dr.ing.Dănuţ Julean 22
bags
Detalierea acţiunilor
Răcirea este eficace când lichidul de aşchiere este capabil sa absoarbă şi să transporte căldura datorita unei călduri specifice mari, a unei călduri latente de vaporizare mari şi a unei conductivităţi termice înalte.
Prof.dr.ing.Dănuţ Julean 23
bags
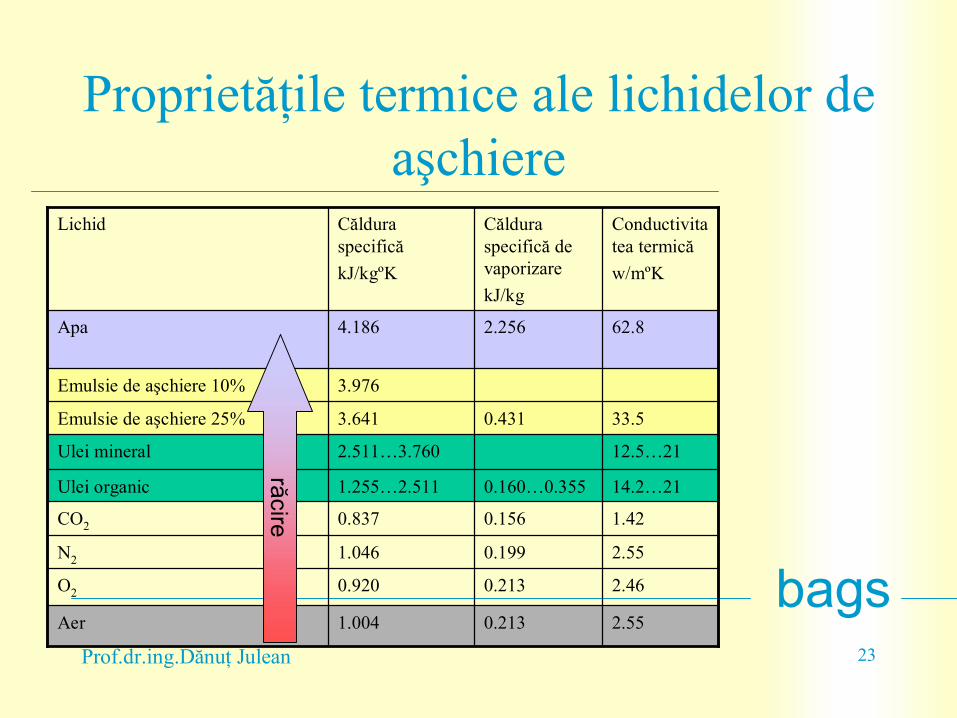
Proprietăţile termice ale lichidelor de aşchiere
2.550.2131.004Aer
2.460.2130.920O2
2.550.1991.046N2
1.420.1560.837CO2
14.2…210.160…0.3551.255…2.511Ulei organic
12.5…212.511…3.760Ulei mineral
33.50.4313.641Emulsie de aşchiere 25%
3.976Emulsie de aşchiere 10%
62.82.2564.186Apa
Conductivitatea termică
w/mºK
Căldura specifică de vaporizare
kJ/kg
Căldura specifică
kJ/kgºK
Lichid
răcire
Prof.dr.ing.Dănuţ Julean 24
bags
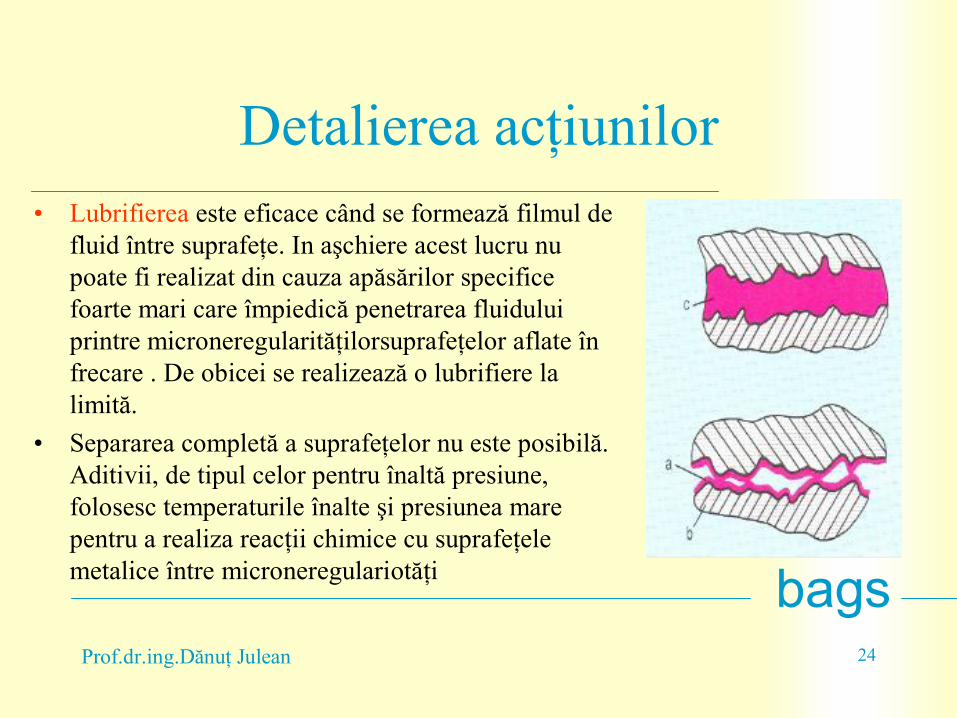
Detalierea acţiunilor
• Lubrifierea este eficace când se formează filmul de fluid între suprafeţe. In aşchiere acest lucru nu poate fi realizat din cauza apăsărilor specificefoarte mari care împiedică penetrarea fluiduluiprintre microneregularităţilorsuprafeţelor aflate înfrecare . De obicei se realizează o lubrifiere la limită.
• Separarea completă a suprafeţelor nu este posibilă. Aditivii, de tipul celor pentru înaltă presiune, folosesc temperaturile înalte şi presiunea mare pentru a realiza reacţii chimice cu suprafeţelemetalice între microneregulariotăţi
Prof.dr.ing.Dănuţ Julean 25
bags
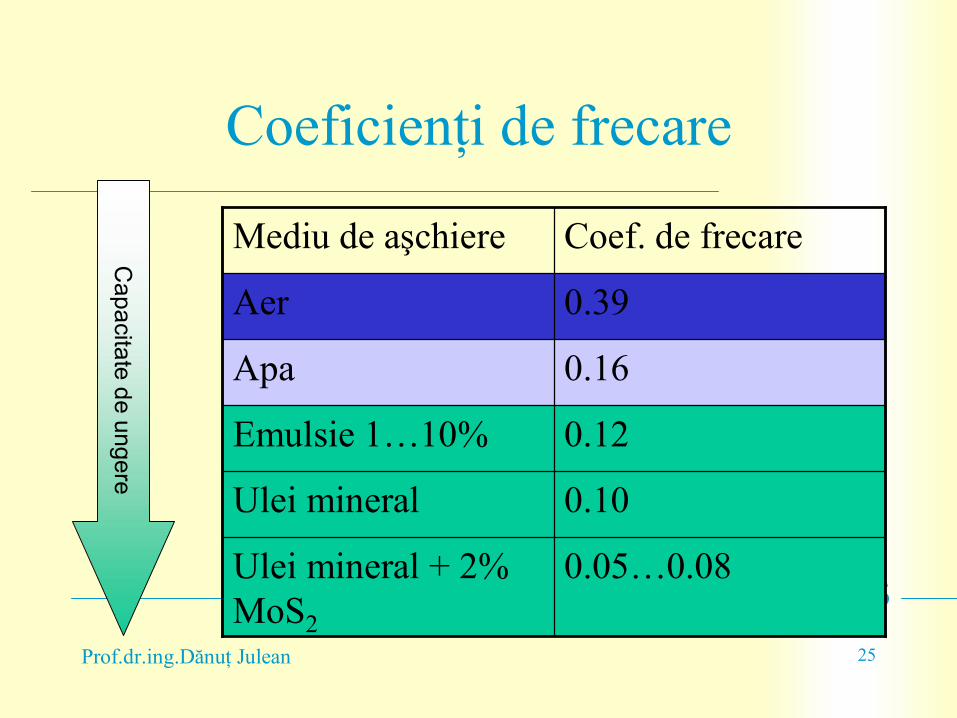
Coeficienţi de frecare
0.05…0.08Ulei mineral + 2% MoS2
0.10Ulei mineral
0.12Emulsie 1…10%
0.16Apa
0.39Aer
Coef. de frecareMediu de aşchiere
Capa
citate
de u
ngere
Prof.dr.ing.Dănuţ Julean 26
bags
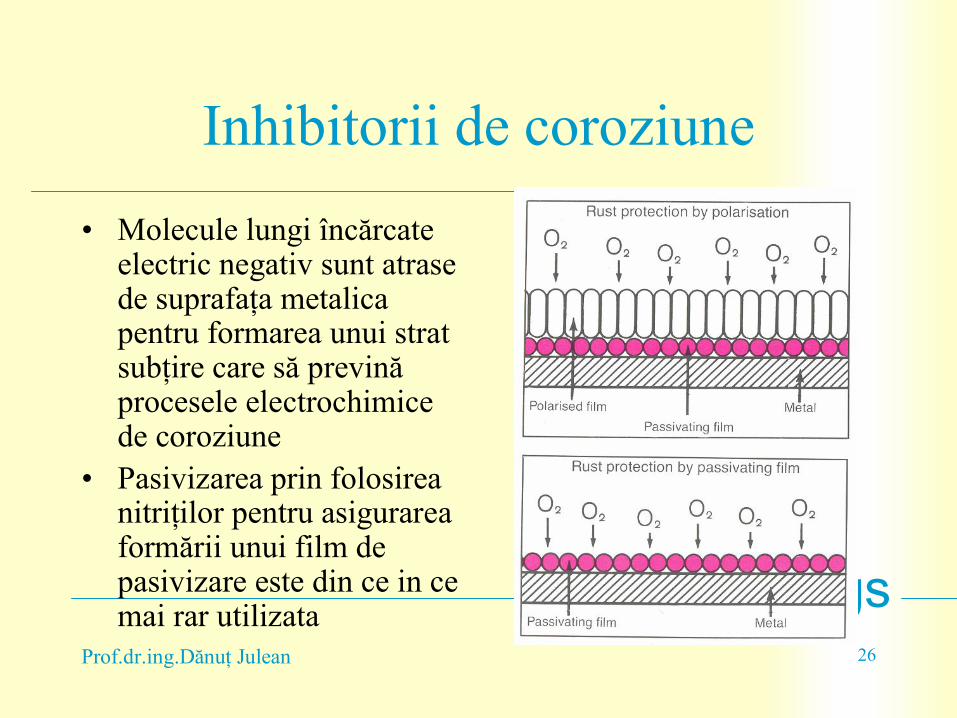
Inhibitorii de coroziune
• Molecule lungi încărcate electric negativ sunt atrase de suprafaţa metalica pentru formarea unui strat subţire care să prevină procesele electrochimice de coroziune
• Pasivizarea prin folosirea nitriţilor pentru asigurarea formării unui film de pasivizare este din ce in ce mai rar utilizata
Prof.dr.ing.Dănuţ Julean 27
bags
Proprietăţile unui lichid de aşchiere:
• Capacitate de răcire
• Capacitate de lubrifiere
• Capacitate de spălare
• Rezistenţă la presiune
• Rezistenţă la îmbătrânire
• Stabilitate biologică
• Protecţie anticorosivă
• Capacitate de emulsionare
• Antispumare
• Compatibilitate cu pielea
• Capacitate de umectare
• Pct. scăzut de imflamabilitate
• Transparenţă
• Filtrabilitate
• Compatibilitate cu cauciucul, etanşările, vopselele, chiturile, etc.
• Lipsa mirosului (inodore)
• Îndepărtarea şi eliminare uşoară
• Prietenoase pentru mediu

Prof.dr.ing.Dănuţ Julean 28
bags
Tipuri de medii de aşchiere
• Aplicate manual:
– Vaseline sau paste
– Lichide aplicate prinpresarea recipientelorelastice
– Spray-uri cu aerosoli
– Paste cu grafit
• Aplicaţii:
– Alezare
– Filetare
– găurire, etc
Prof.dr.ing.Dănuţ Julean 29
bags
Medii aplicate prin spălarea zonei de aşchiere
• Necesită un sistem de recirculare:
• Lichide neconcentrate ( nu necesită diluare )conţin o cantitate mare de uleiuri minerale siaditivi de extrema presiune (EP)
– Asigură o excelentă lubrifiere
– Asigură o răcire satisfăcătoare
– Nu sunt potrivite pentru viteze mari de aşchiere
– Au costuri mari şi riscuri pentru sănătate
Prof.dr.ing.Dănuţ Julean 30
bags
Emulsii de uleiuri minerale
• Lichide frecvent utilizate, cu aspect lăptos obţinutprin emulsionarea uleiurilor minerale solubile în apă
• Conţin 40-80% ulei mineral şi agenţi emulsianţi+ inhibitori de coroziune +substanţebiocide
• Asigură o foarte uşoară lubrifiere dar nu asigurăprotecţie împotriva depunerilor pe tăiş
• Pot conţine şi aditivi sau aditivi EP
• Au viscozitate mică
Prof.dr.ing.Dănuţ Julean 31
bags
Lichide semisintetice (micro-emulsii)
• Conţinut redus de ulei
• Proporţie crescută de emulsianţifaţă de ulei
• Particule de ulei foarte mici
• Translucide sau chiar transparente
• Potrivite pentru rectificare
• Necesită inhibitori de coroziune, agenţi bactericizi, aditivi EP ca şi celelalte lichide de aşchiere
Prof.dr.ing.Dănuţ Julean 32
bags
Lichide de aşchiere sintetice
• Nu conţin ulei mineral
• Conţin:inhibitori de coroziune,agenţi biocizi,aditivi sintetici de lubrifiere, agenţi de spălare
• Soluţii transparente
• Au viscozitate foarte mică
• Pot reduce filmele uleioase protectoare pe suprafeţele m-u deci necesită atenţie la lubrifierea ghidajelor, etc.
• Pot afecta unele vopsele
• Sunt folosite mai ales la rectificare
Prof.dr.ing.Dănuţ Julean 33
bags
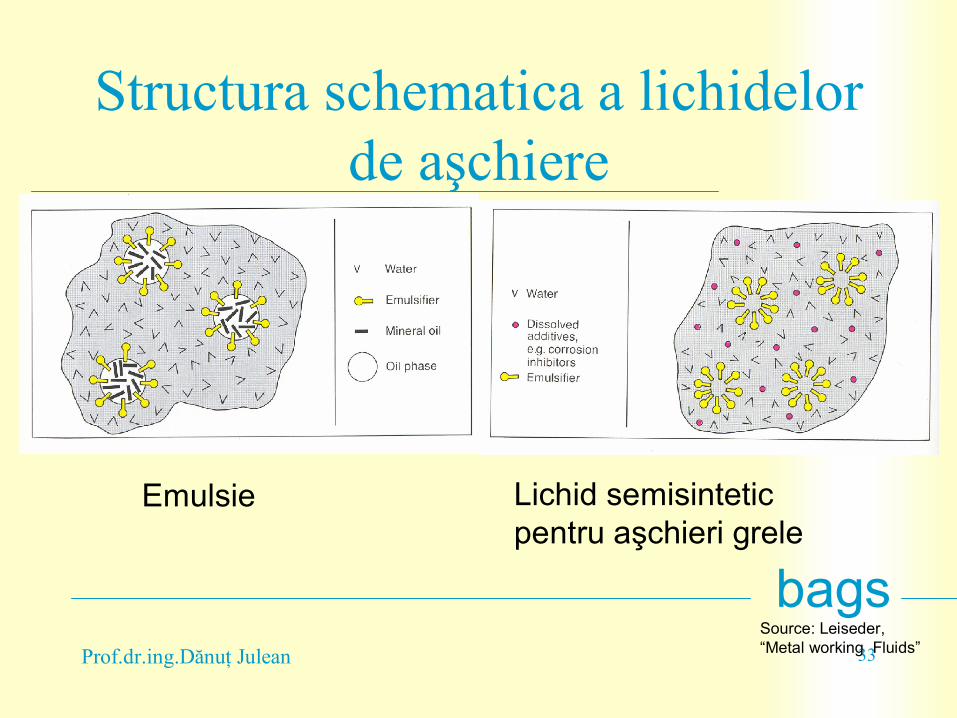
Structura schematica a lichidelorde aşchiere
Emulsie Lichid semisintetic pentru aşchieri grele
Source: Leiseder,“Metal working Fluids”
Prof.dr.ing.Dănuţ Julean 34
bags
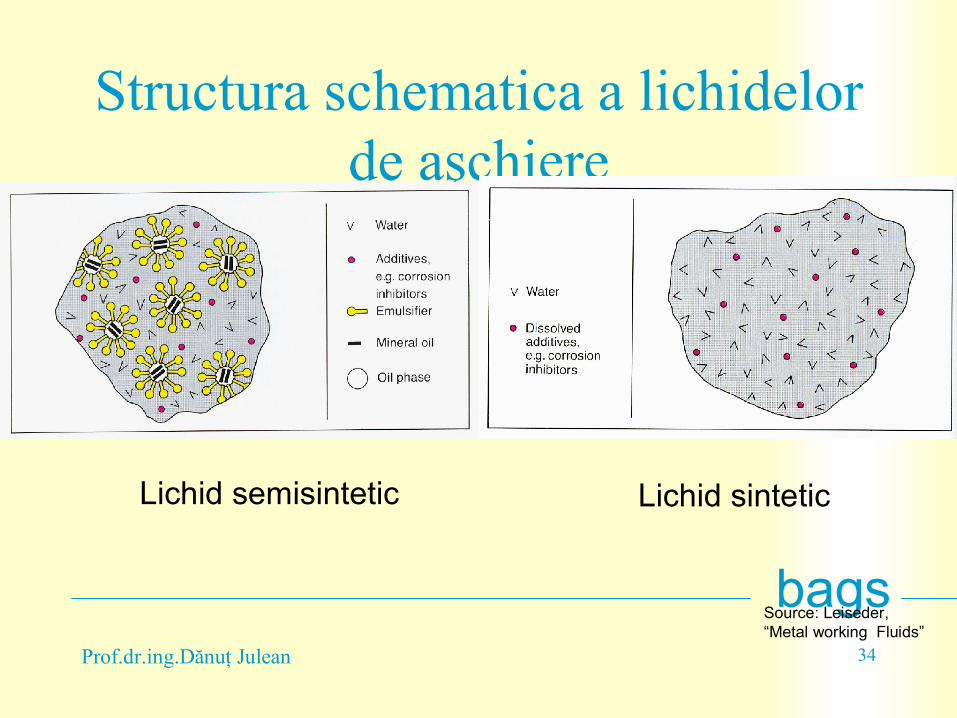
Structura schematica a lichidelorde aşchiere
Lichid semisintetic Lichid sintetic
Source: Leiseder,“Metal working Fluids”
Prof.dr.ing.Dănuţ Julean 35
bags
Aspecte ecologice
• Lichidele de aşchiere sunt deşeuri a căror depozitare şi/saueliminare trebuie să respecte norme şi proceduri specifice
• Eliminarea apei recuperate din lichide este şi ea reglementată
• Incinerarea deşeurilor separate din lichide trebuie făcută cu protejarea aerului
• Eliminarea şi anihilarea lichidelor costă
• Aceste costuri precum şi pericolul ecologic conduc la aşchierea uscată (dry machining)
Prof.dr.ing.Dănuţ Julean 36
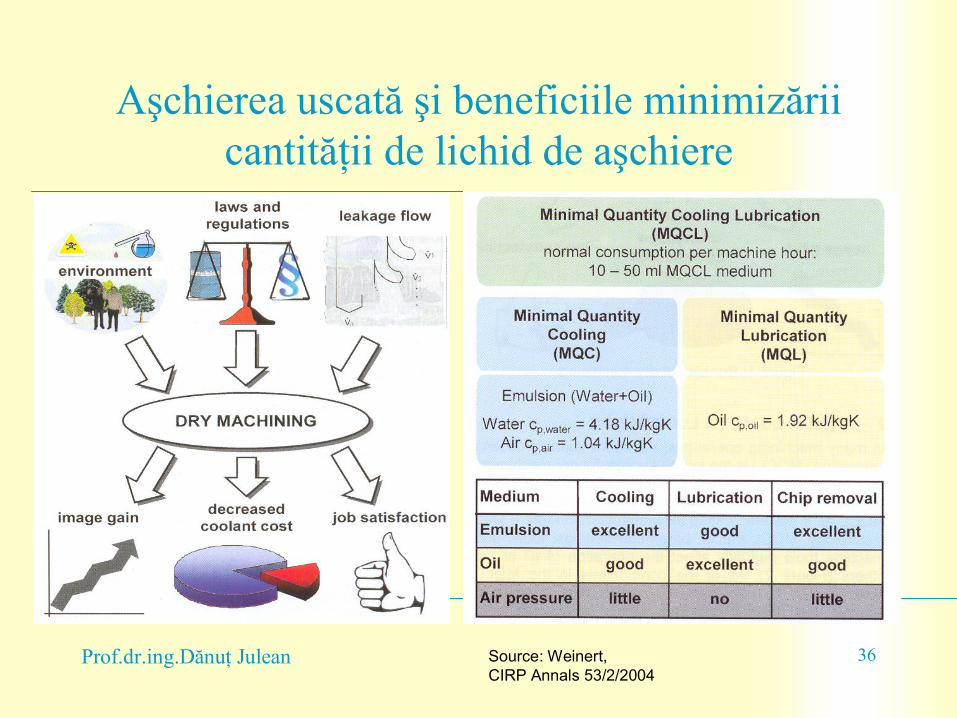
bags
Aşchierea uscată şi beneficiile minimizăriicantităţii de lichid de aşchiere
Source: Weinert, CIRP Annals 53/2/2004
Prof.dr.ing.Dănuţ Julean 37
bags
Factori
• Performanţele materialului
• Materialul semifabricatelor
• Procedeul de aşchiere
• Maşina-unealtă
Prof.dr.ing.Dănuţ Julean 38
bags
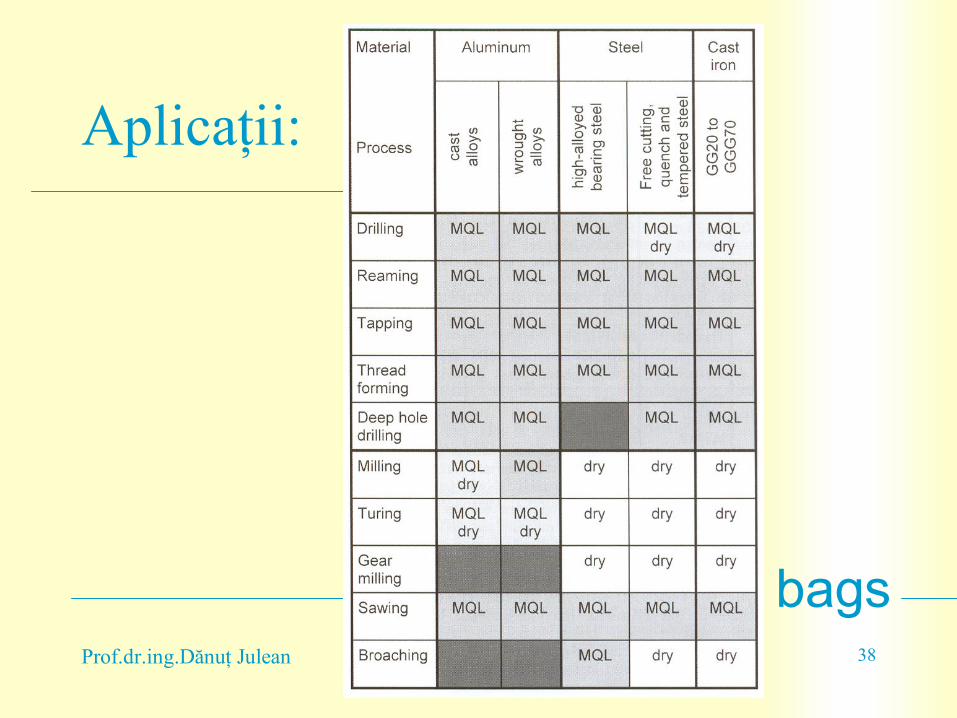
Aplicaţii:
Prof.dr.ing.Dănuţ Julean
bags
Uzura sculelor aşchietoare
Prof.dr.ing.Dănuţ Julean
bags
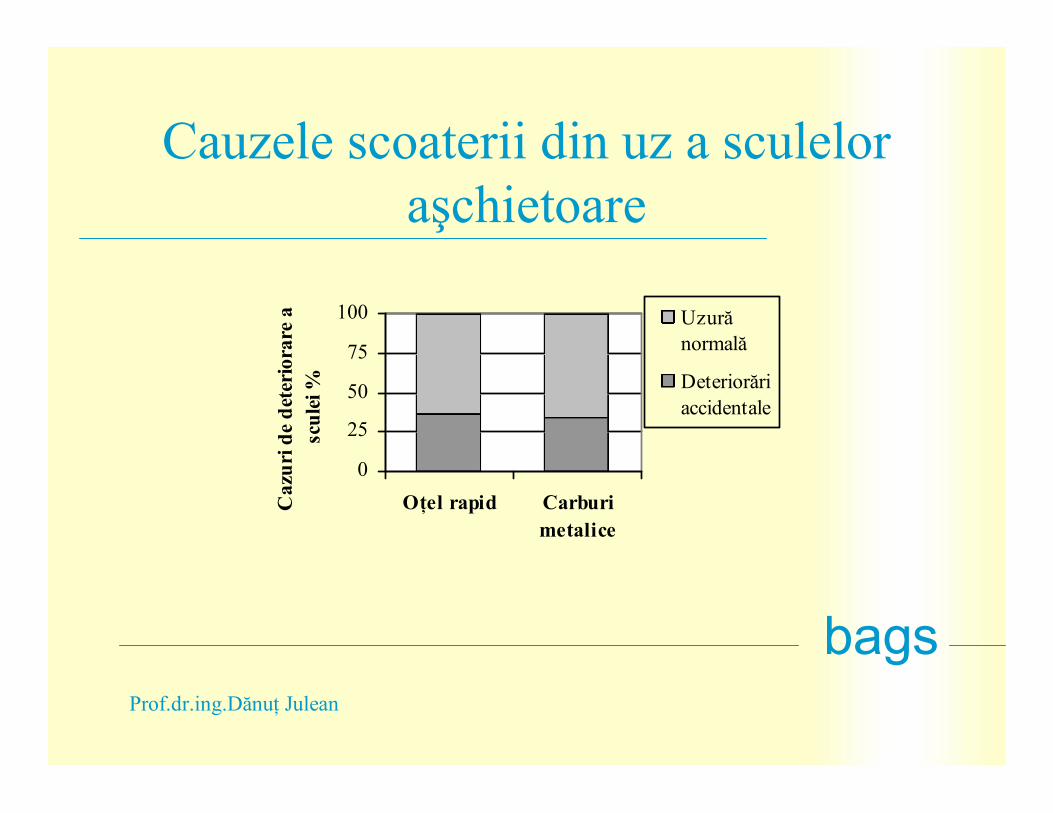
Cauzele scoaterii din uz a sculelor aşchietoare
0
25
50
75
100
Oţel rapid Carburi
metalice
Ca
zuri
de
det
erio
rare
a
scu
lei %
Uzurănormală
Deteriorări
accidentale
Prof.dr.ing.Dănuţ Julean
bags
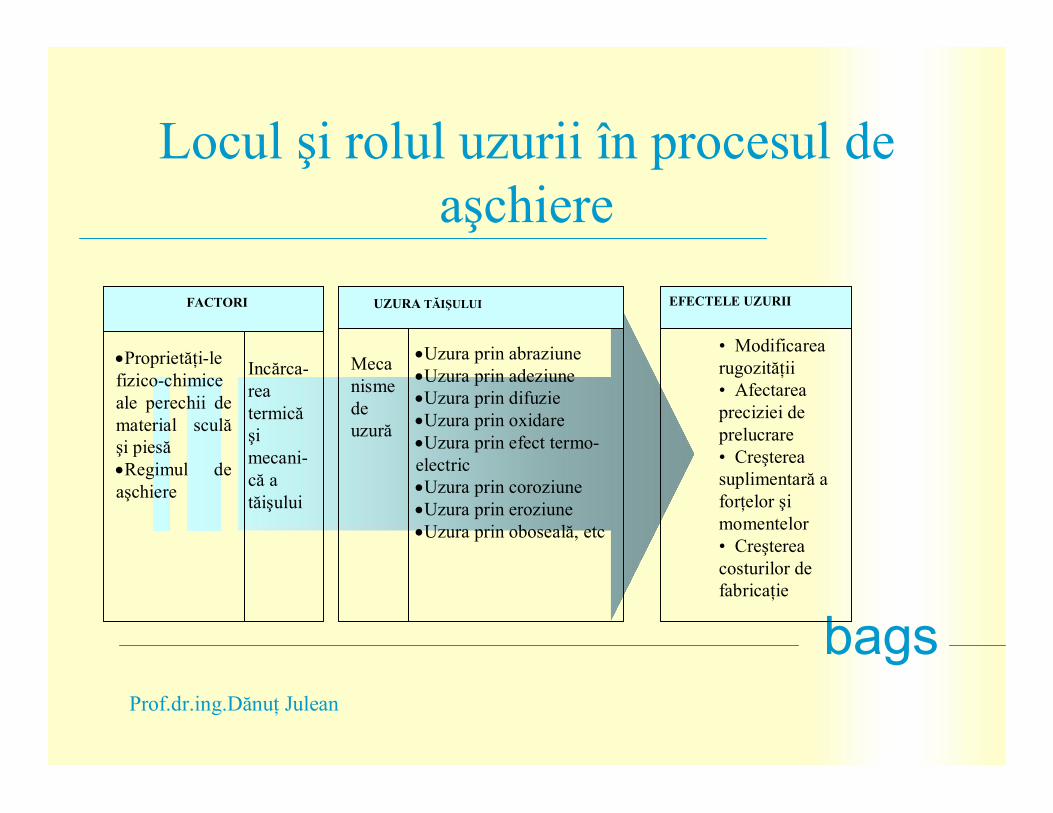
Locul şi rolul uzurii în procesul de aşchiere
EFECTELE UZURII
Uzura prin abraziuneUzura prin adeziuneUzura prin difuzieUzura prin oxidareUzura prin efect termo-electricUzura prin coroziuneUzura prin eroziuneUzura prin oboseală, etc
Mecanismede uzură
UZURA TĂIŞULUI
• Modificarearugozităţii• Afectareapreciziei de prelucrare• Creşterea suplimentară a forţelor şi momentelor• Creştereacosturilor de fabricaţie
Incărca-rea termică şi mecani-că a tăişului
Proprietăţi-le fizico-chimice ale perechii de material sculă şi piesăRegimul de aşchiere
FACTORI
Prof.dr.ing.Dănuţ Julean
bags
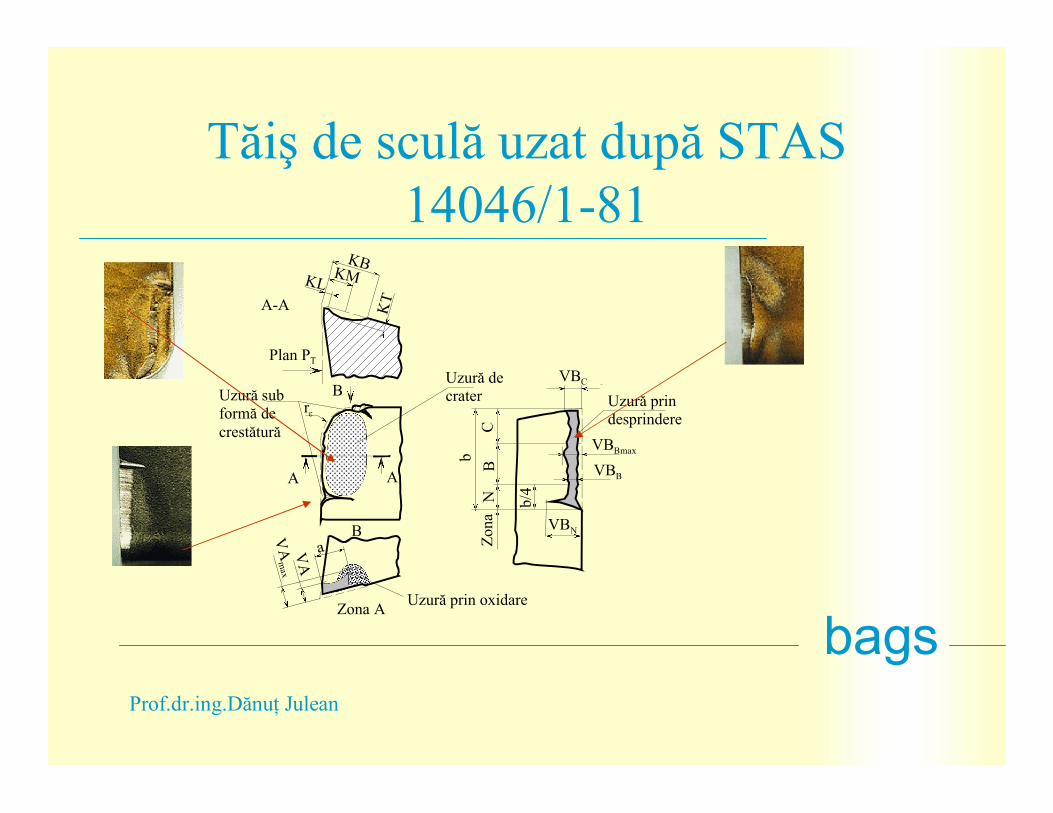
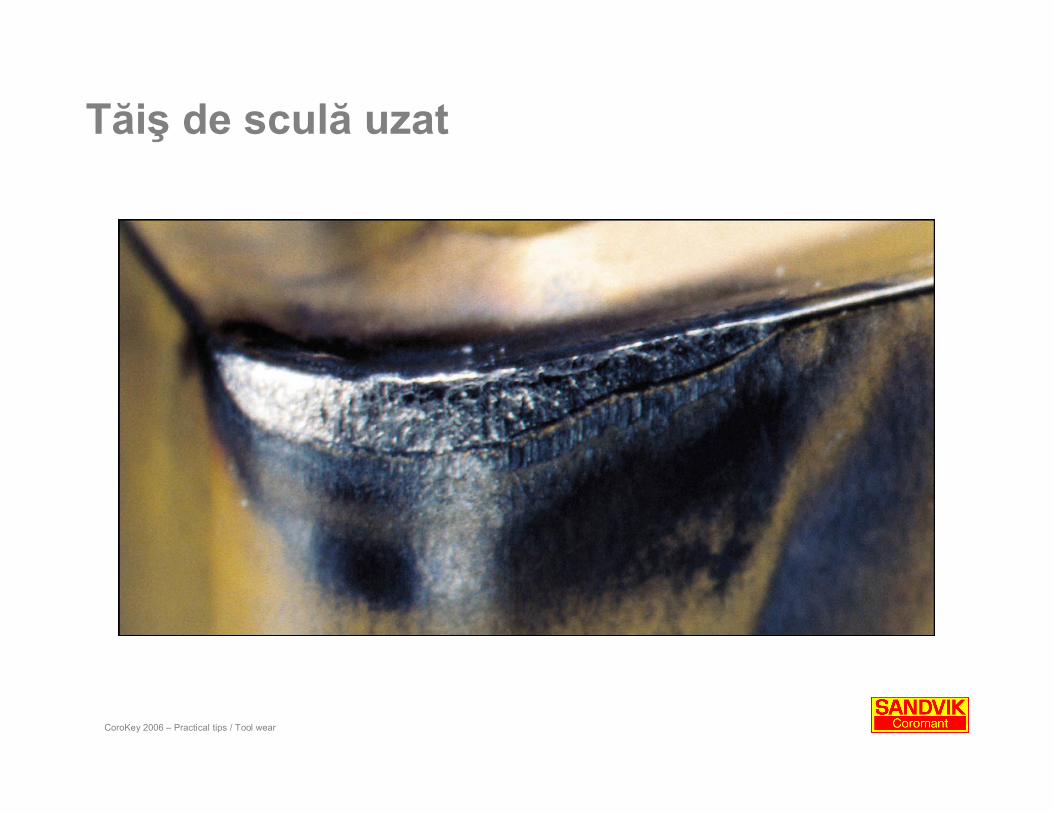
Tăiş de sculă uzat după STAS 14046/1-81
Zona A
VA
A A
B
BUzură decraterUzură sub
formă de crestătură
Plan PT
VBBmax
b
CB
N
VBC
Uzură prindesprindere
VBB
VBNb/
4
Zon
a
VA
max
r
a
KLKM
KB
KT
Uzură prin oxidare
A-A
Tăiş de sculă uzat
CoroKey 2006 – Practical tips / Tool wear

Faţeta uzurii prin desprindere pe faţa de aşezare
Remediere
Alegerea unei carburi mai rezistente la uzură
Reducerea vitezei de aşchiere
CoroKey 2006 – Practical tips / Tool wear

Uzură sub formă de crestăturăOxidarea în zona limitei adâncimii de aşchiere
Remediere
Selectarea unei carburi mai rezistente la uzură
Selectarea unui unghi de atac mai mic
Modificarea adâncimii de aşchiere
CoroKey 2006 – Practical tips / Tool wear

Uzură de craterDifuzia dintre materialul sculei şi semifabricat
Remediere
Alegerea unei carburi mai rezistente la uzurăresistance
Diminuarea vitezei de aşchiere
CoroKey 2006 – Practical tips / Tool wear

Remediere
Selectarea unei carburi mai rezistente la uzură
Reducerea vitezei de aşchiere sau a avansului
Deformarea plastică a tăişuluiCăldură şi apăsare specifică substanţială
CoroKey 2006 – Practical tips / Tool wear

Fisurarea termicăModificări bruşte de temperatură, solicitări termice ciclice
Remediere
Stabilizarea temperaturii
Alegerea unei carburi mai rezistente la uzură
CoroKey 2006 – Practical tips / Tool wear

Remediere
Alegerea unei plăcuţe cu tăiş mai rezistent
Alegerea unei carburi mai tenace
Sfărmarea tăişuluiSolicitare prea mare a tăişului pentru materialul de sculă ales
CoroKey 2006 – Practical tips / Tool wear
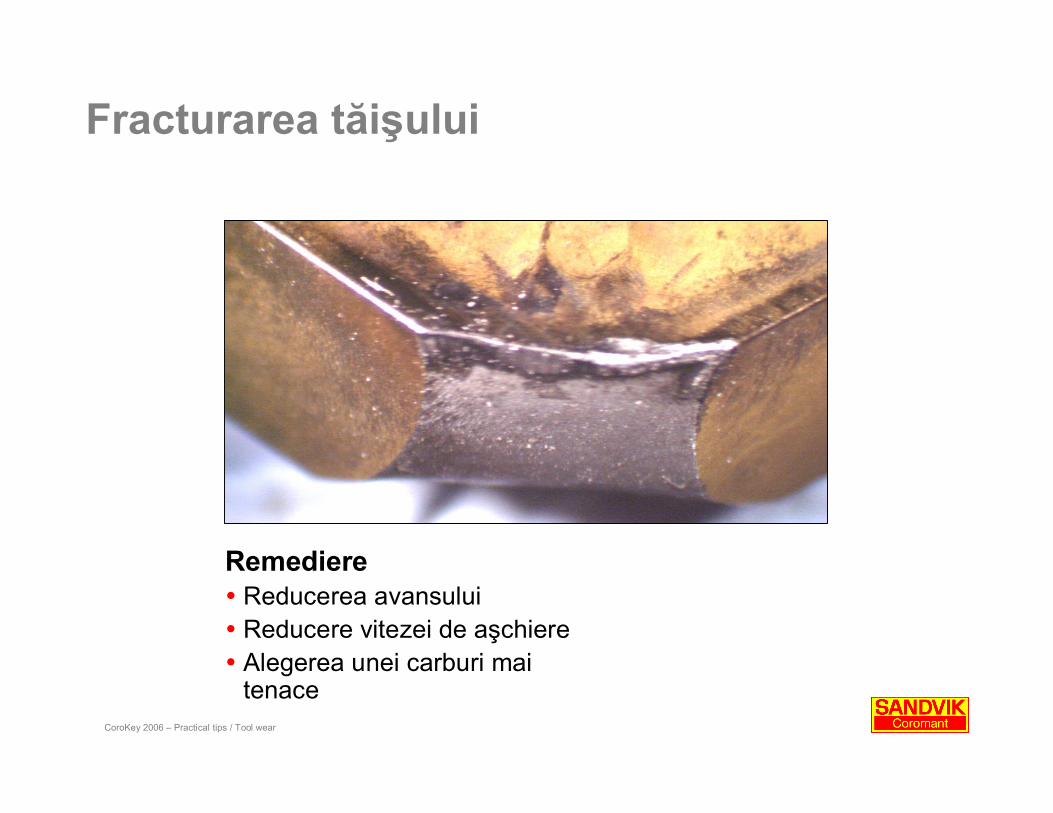
Fracturarea tăişului
Remediere Reducerea avansului
Reducere vitezei de aşchiere
Alegerea unei carburi mai tenace
CoroKey 2006 – Practical tips / Tool wear
Prof.dr.ing.Dănuţ Julean
bags
Mecanisme de producere a uzurii
• Există numeroase teorii şi ipoteze privind uzura sculelor aşchietoare, dar ele converg în afirmaţia că uzura este consecinţa acţiunii mai multor mecanisme de uzură care acţionează separat sau se potenţează unele pe altele.
• Mecanismele de uzură puse în evidenţă în cazul sculelor aşchietoare sunt: – uzura prin abraziune; – uzura prin adeziune;– uzura prin difuziune;– uzura prin oxidare;– uzura prin efect termo-electric;– uzura prin coroziune.

Remediere
Creşterea vitezei de aşchiere
Alegerea unei geometri mai “pozitive”
Depunerea pe tăişAderarea materialului semifabricatului pe tăişul sculei
CoroKey 2006 – Practical tips / Tool wear
Prof.dr.ing.Dănuţ Julean
bags
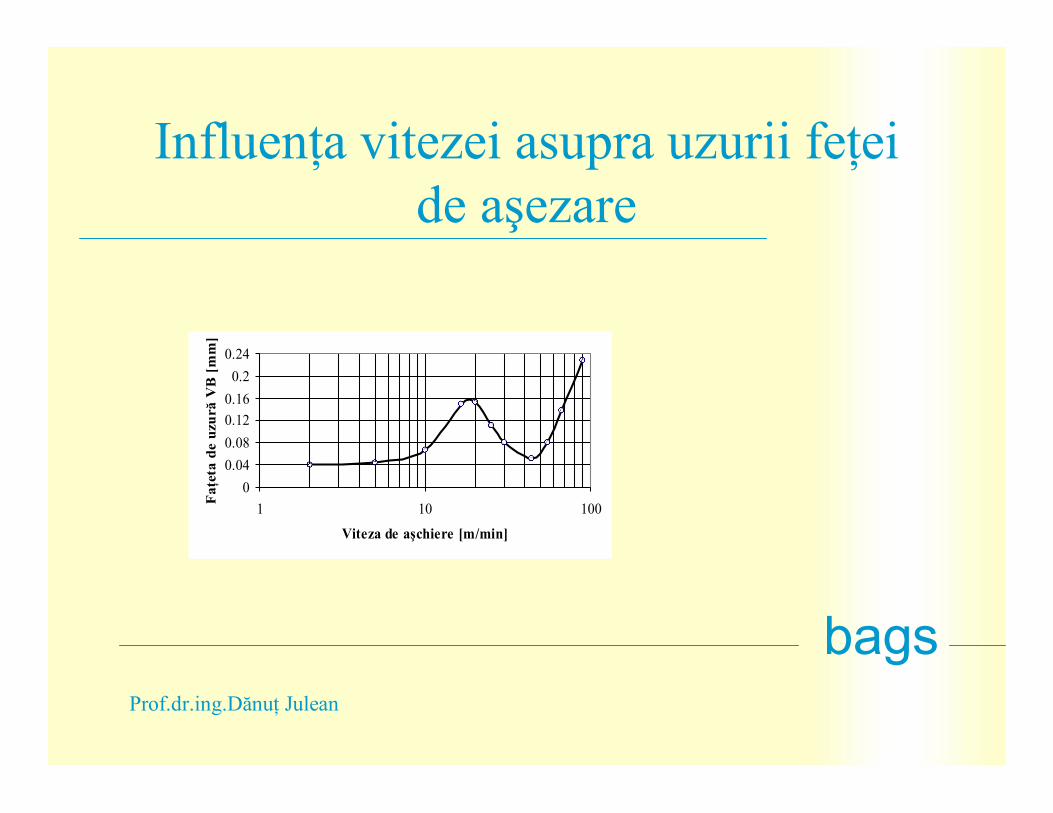
Influenţa vitezei asupra uzurii feţei de aşezare
0
0.04
0.08
0.12
0.16
0.2
0.24
1 10 100
Viteza de aşchiere [m/min]
Faţe
ta d
e u
zură
VB
[m
m]
Prof.dr.ing.Dănuţ Julean
bags
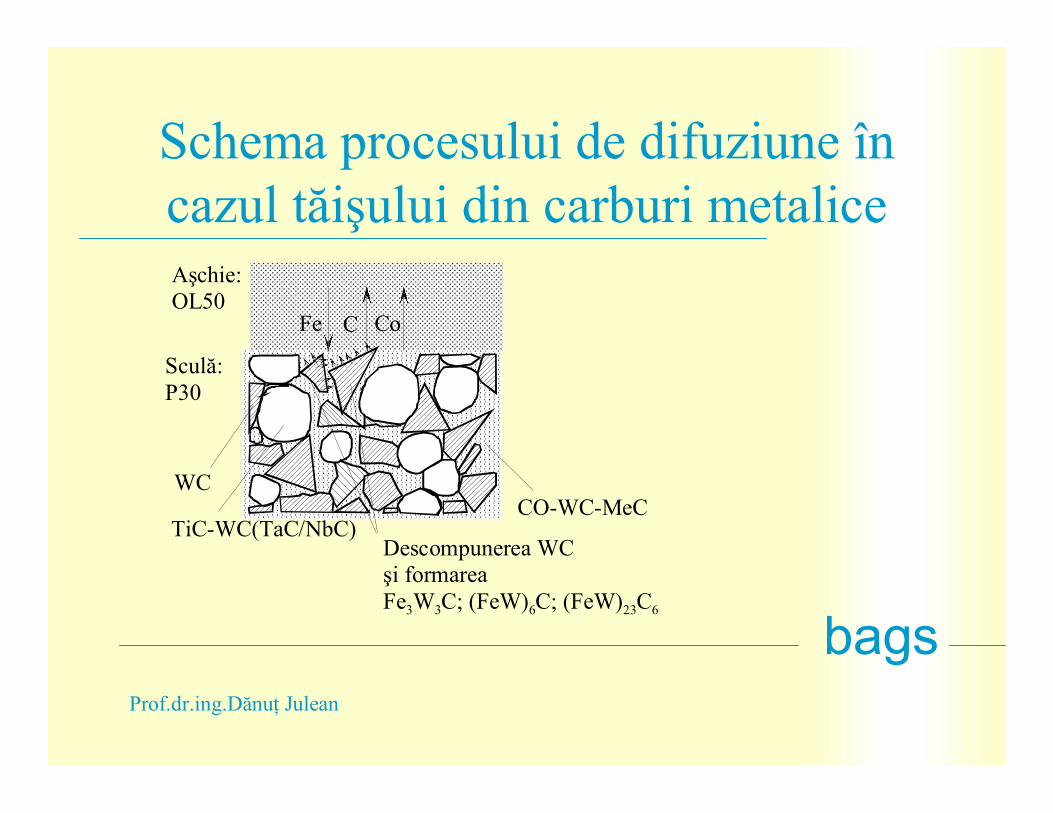
Schema procesului de difuziune în cazul tăişului din carburi metalice
Fe C Co
Aşchie: OL50
Sculă: P30
Descompunerea WCşi formarea Fe3W3C; (FeW)6C; (FeW)23C6
WC
TiC-WC(TaC/NbC)CO-WC-MeC
Prof.dr.ing.Dănuţ Julean
bags
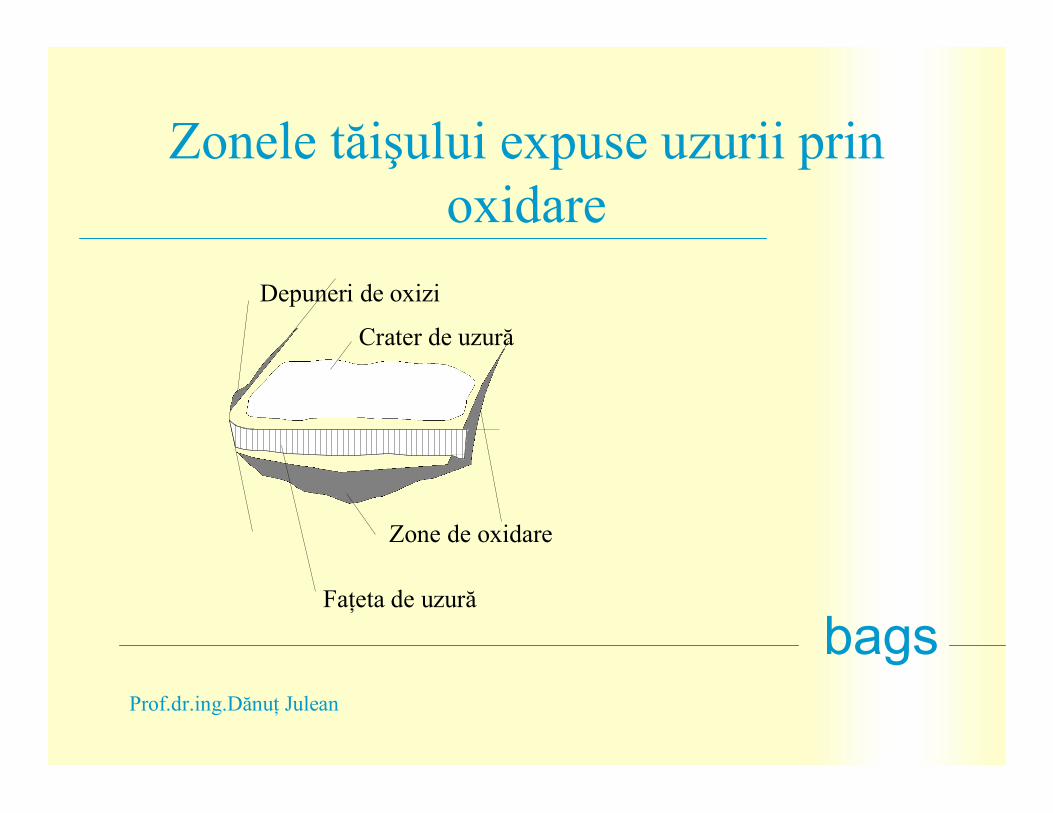
Zonele tăişului expuse uzurii prin oxidare
Zone de oxidare
Depuneri de oxizi
Crater de uzură
Faţeta de uzură
Prof.dr.ing.Dănuţ Julean
bags
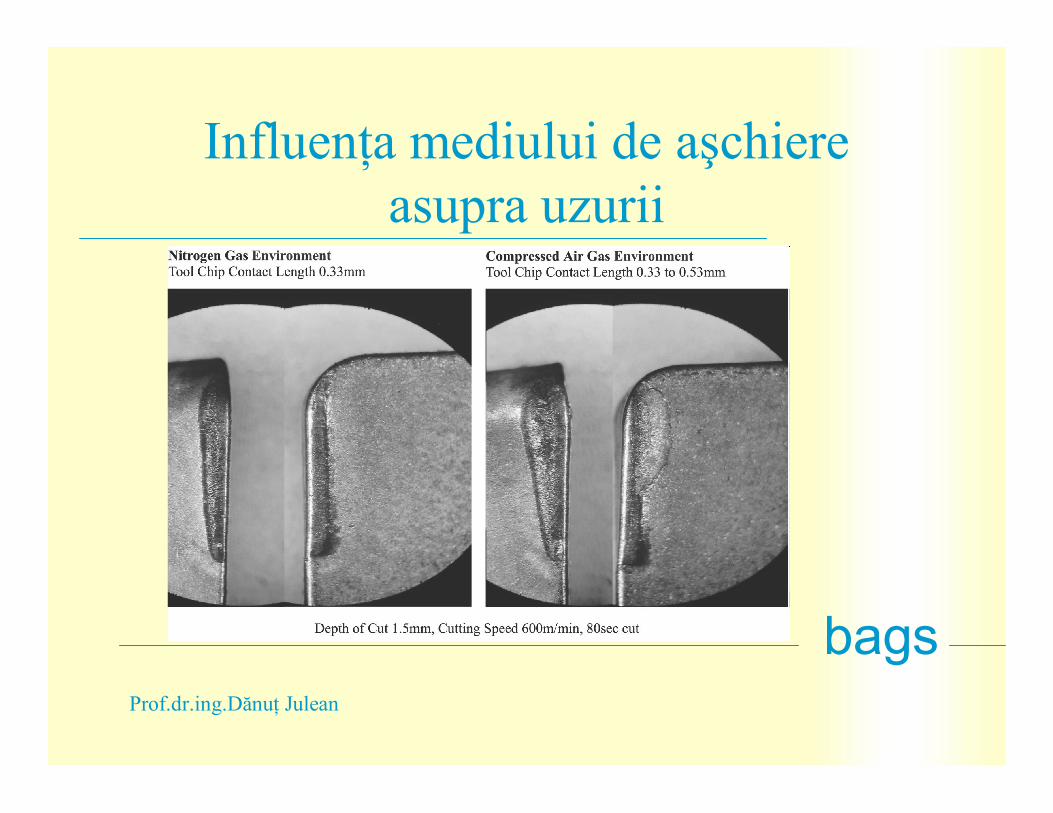
Influenţa mediului de aşchiere asupra uzurii
Prof.dr.ing.Dănuţ Julean
bags
Generarea suprafeţelor prin aşchiere
Strunjirea
Prof.dr.ing.Dănuţ Julean
bags
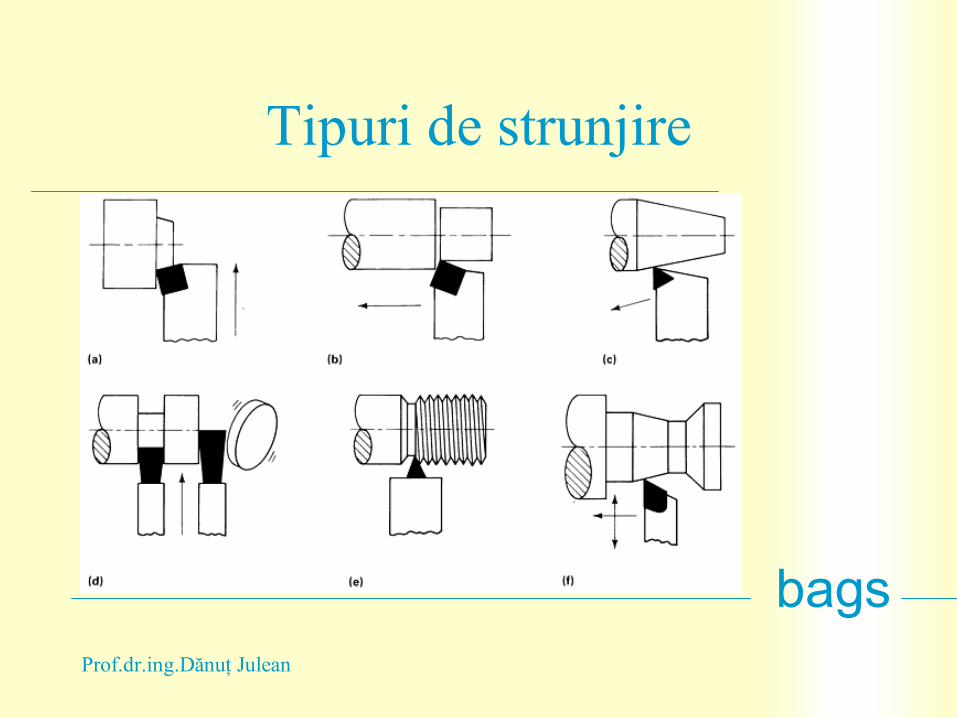
Tipuri de strunjire
Prof.dr.ing.Dănuţ Julean
bags
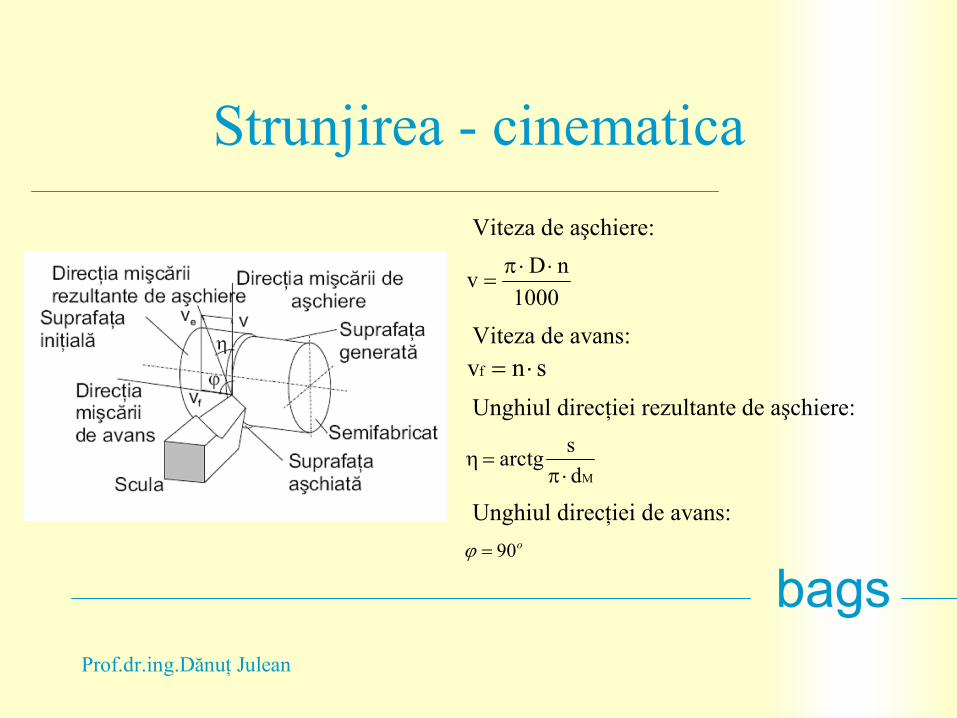
Strunjirea - cinematica
1000
nDv
snvf
Md
sarctg
o90
Viteza de aşchiere:
Viteza de avans:
Unghiul direcţiei rezultante de aşchiere:
Unghiul direcţiei de avans:
Prof.dr.ing.Dănuţ Julean
bags
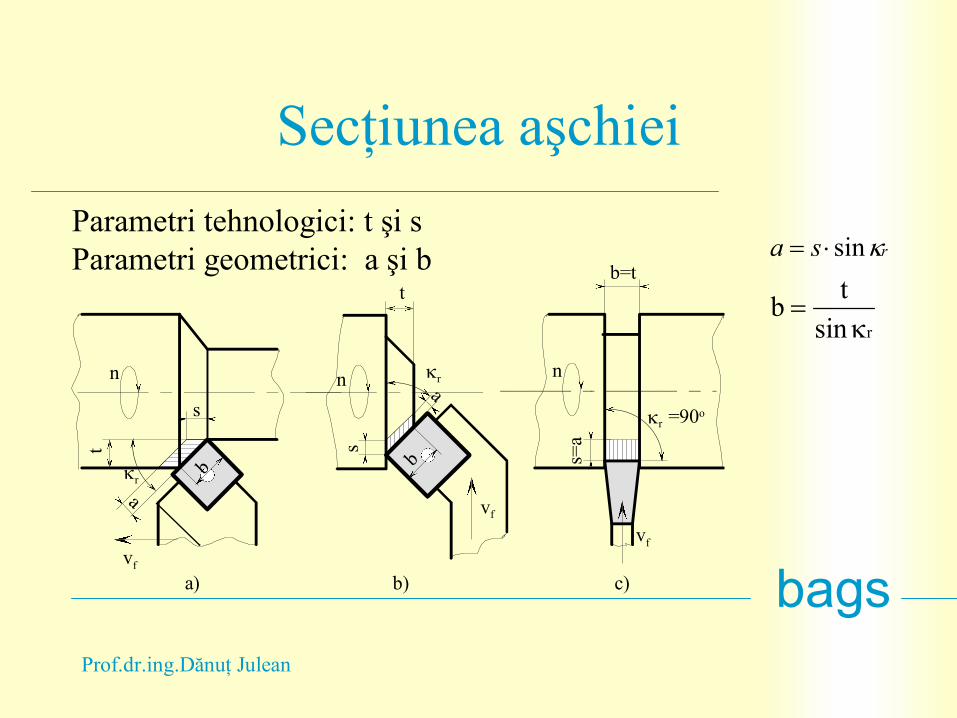
Secţiunea aşchiei
rsa sin
rsin
tb
b
t
a
s=a
b=t
s
s
r
n nn
vf
vf
vf
a) b) c)
r
a
b
t
r =90o
Parametri tehnologici: t şi sParametri geometrici: a şi b
Prof.dr.ing.Dănuţ Julean
bags
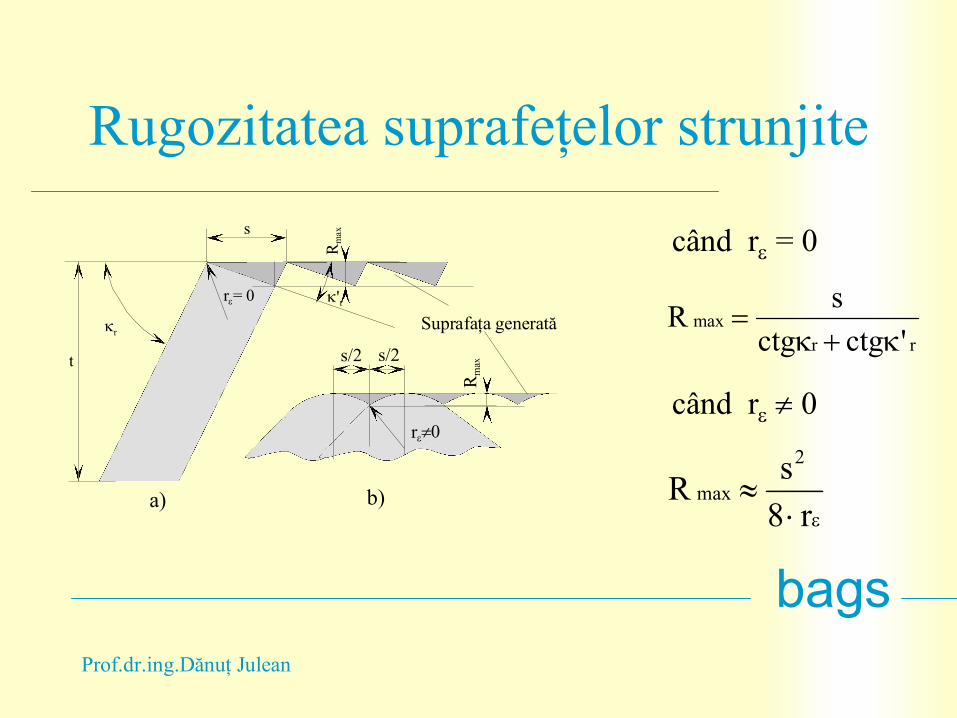
Rugozitatea suprafeţelor strunjite
t
s
rR
max
'rr= 0
s/2 s/2
Rm
ax
r
a) b)
Suprafaţa generatărr
max
'ctgctg
sR
când r = 0
când r 0
r8
sR
2
max
Prof.dr.ing.Dănuţ Julean
bags
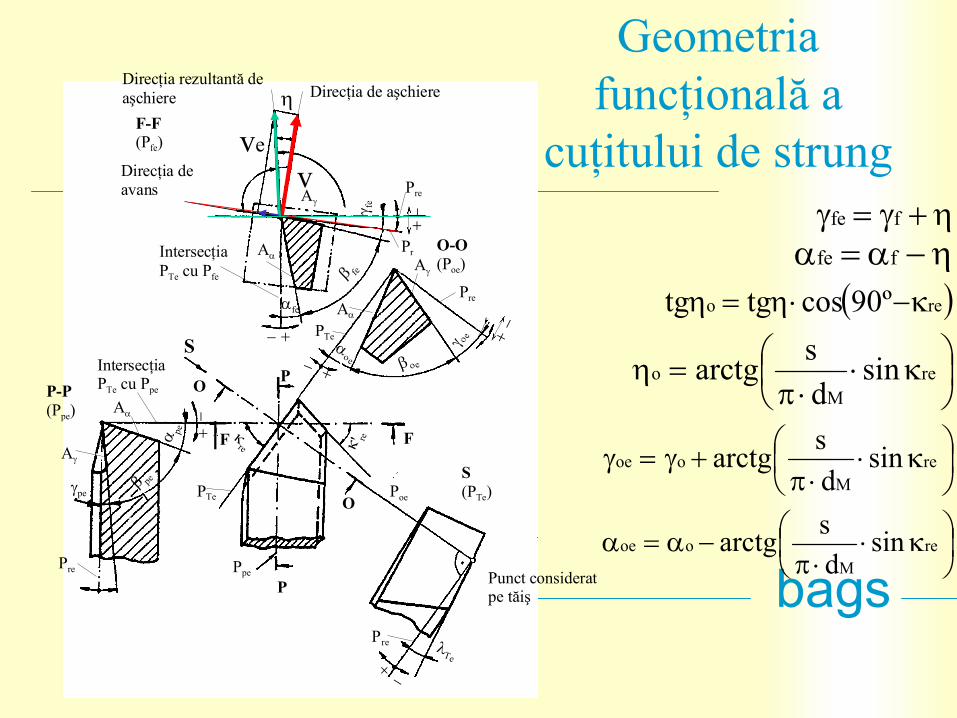
Geometria funcţională a
cuţitului de strungF-F(Pfe)
Direcţia de aşchiere
Pre
P-P(Ppe)
IntersecţiaPTe cu Ppe
S
Pre
pe pe
pe
P
P
O-O(Poe)
S(PTe)
Punct consideratpe tăiş
Pre e
O
F
O
F
PTe
PTe
e
Pre
e
e
A
IntersecţiaPTe cu Pfe
Direcţia deavans
fe
fe
fe
re '
re
Poe
Direcţia rezultantă deaşchiere
Ppe
Pr
ffe
ffe
reo º90costgtg
re
M
o sind
sarctg
re
M
ooe sind
sarctg
re
M
ooe sind
sarctg
vve
Prof.dr.ing.Dănuţ Julean
bags
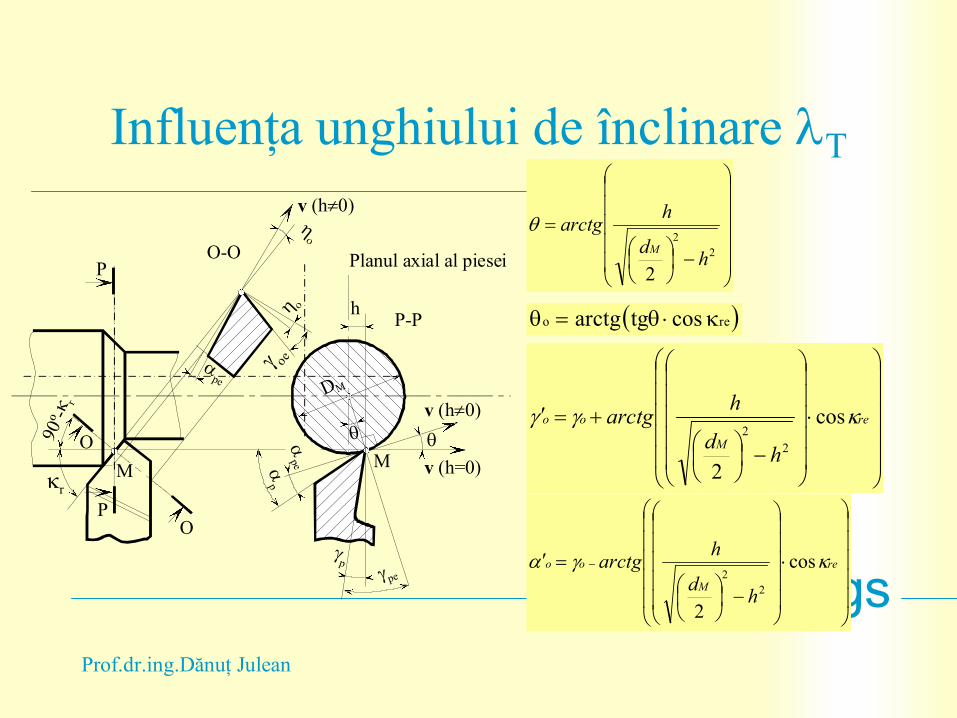
Influenţa unghiului de înclinare T
v (h0)
h
v (h0)
v (h=0)
oeP
P-P
Planul axial al piesei
DM
M
pe
p
p
pe
pe
M
P
r
90º- r
O-O
O
O
2
2
2h
d
harctg
M
reo costgarctg
re
M
oo
hd
harctg cos
22
2
re
M
oo
hd
harctg cos
22
2
Prof.dr.ing.Dănuţ Julean
bags
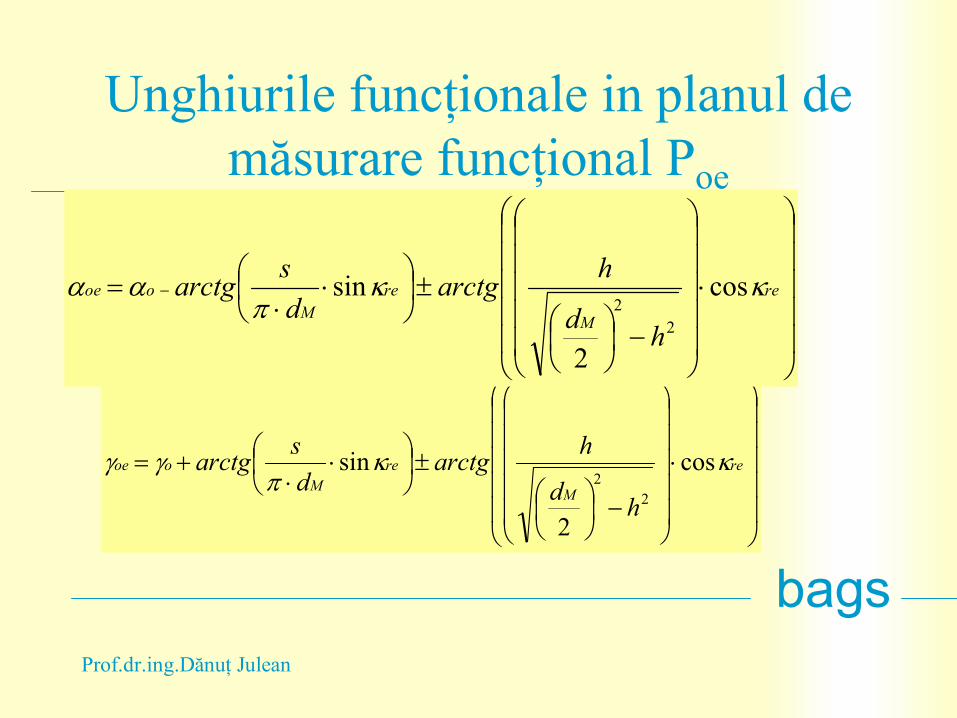
Unghiurile funcţionale in planul de măsurare funcţional Poe
re
M
re
M
ooe
hd
harctg
d
sarctg
cos
2
sin
2
2
re
M
re
M
ooe
hd
harctg
d
sarctg
cos
2
sin
2
2
Prof.dr.ing.Dănuţ Julean
bags
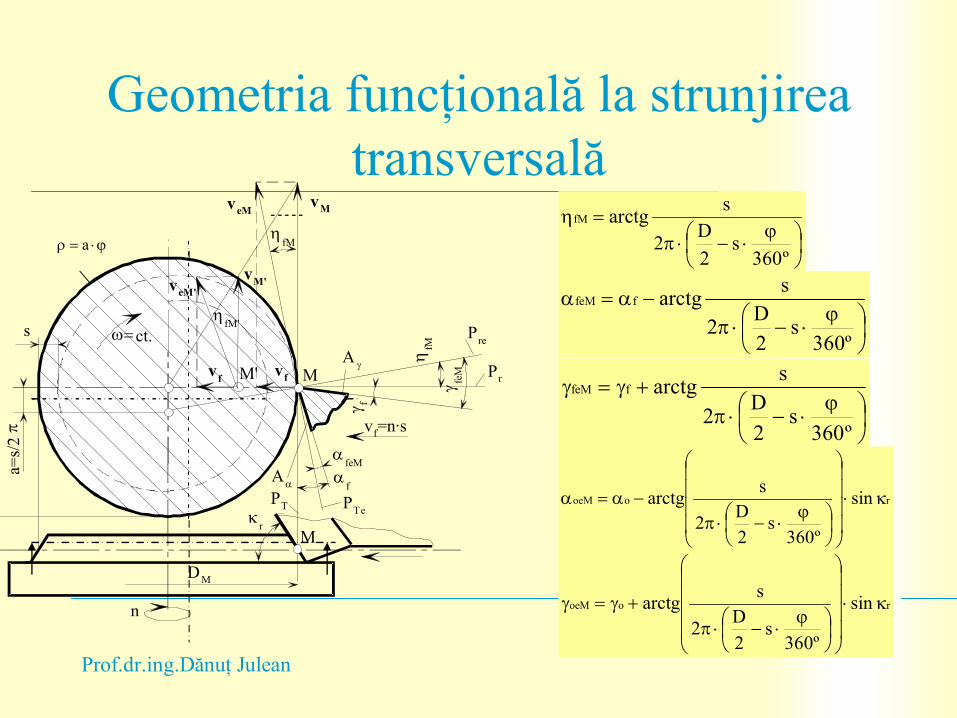
Geometria funcţională la strunjirea transversală
º360s
2
D2
sarctgfM
º360s
2
D2
sarctgffeM
º360s
2
D2
sarctgffeM
rooeM sin
º360s
2
D2
sarctg
rooeM sin
º360s
2
D2
sarctg
a
feM
fM
Pr
s
a=s/
2
vMveM
veM'vM'
fM
fM'
M' vfvf
ct. f
M
Pre
PT P
Te
vf=n·s
r
DM
feM
f
n
M
Prof.dr.ing.Dănuţ Julean
bags
Găurirea
Prof.dr.ing.Dănuţ Julean
bags
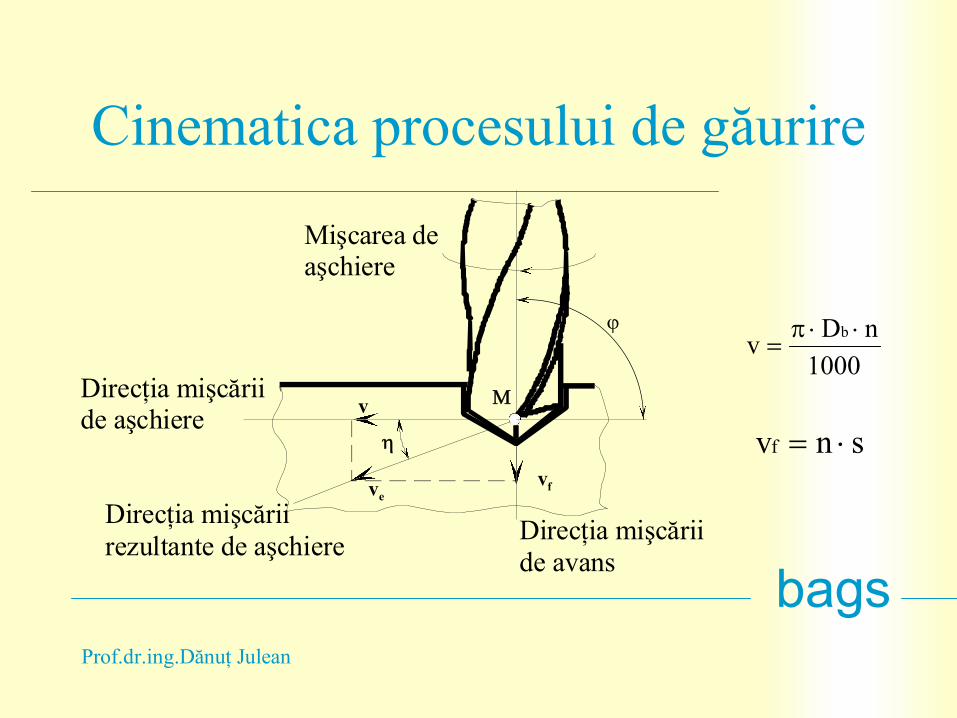
Cinematica procesului de găurire
vfve
v
Mişcarea deaşchiere
Direcţia mişcăriide avans
Direcţia mişcăriide aşchiere
Direcţia mişcăriirezultante de aşchiere
1000
nDv
b
snvf
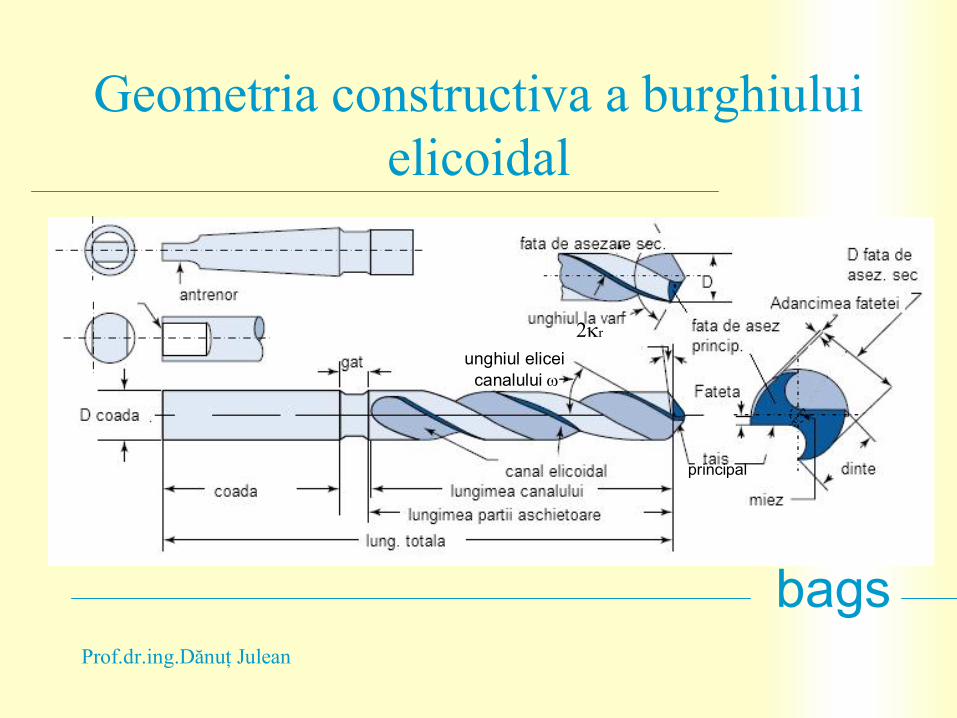
Prof.dr.ing.Dănuţ Julean
bags
Geometria constructiva a burghiului elicoidal
unghiul eliceicanalului
principal
2r
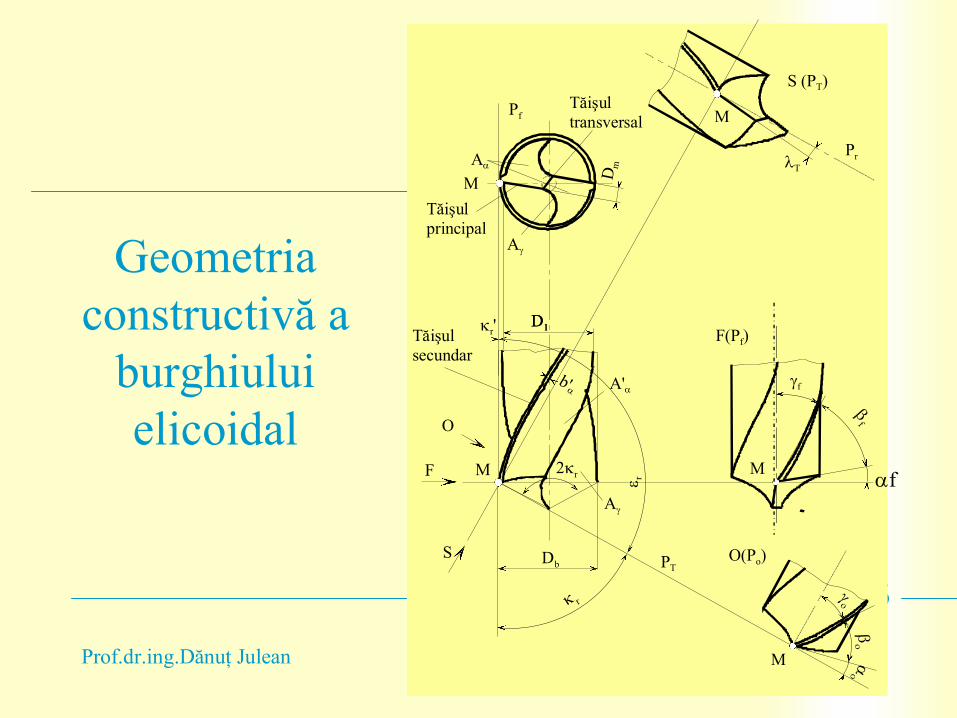
Prof.dr.ing.Dănuţ Julean
bags
Geometria constructivă a
burghiului elicoidal
f
f
D1
b'
Dm
Tăişulprincipal
r
r
r
'
F(Pf)
F
S
S (PT)
O(Po)PT
Pr
Pf
Tăişultransversal
Tăişulsecundar
r' D1
Db
f
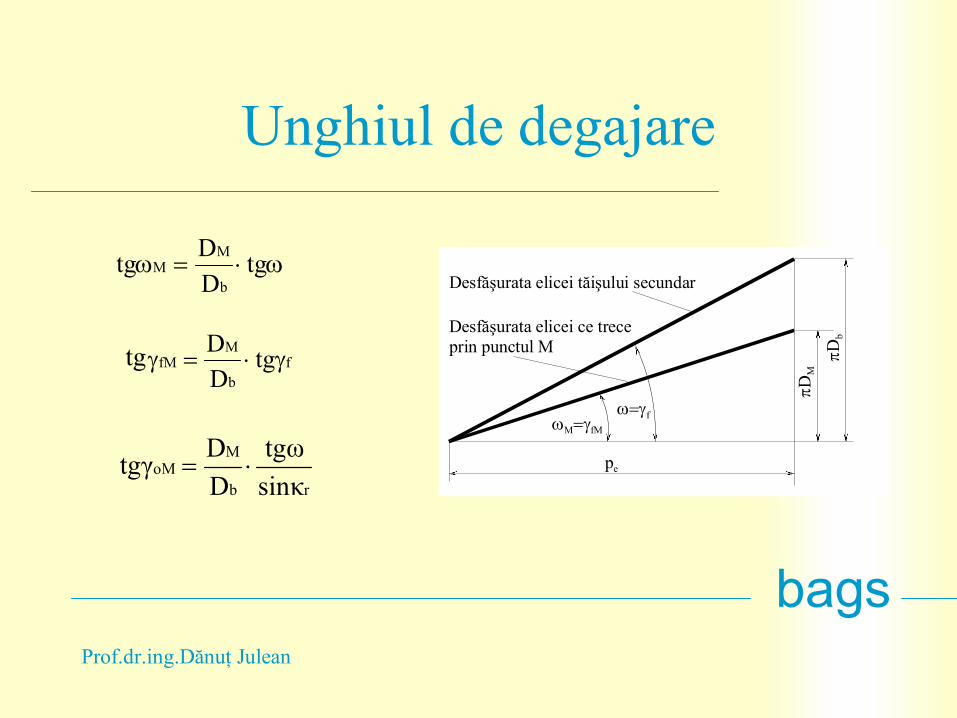
Prof.dr.ing.Dănuţ Julean
bags
Unghiul de degajare
D
M
D
b
pe
fM
f
Desfăşurata elicei tăişului secundar
Desfăşurata elicei ce trece prin punctul M
tgD
Dtg
b
MM
f
b
MfM tg
D
D
rb
MoM
sinκ
tgω
D
Dtgγ
tg
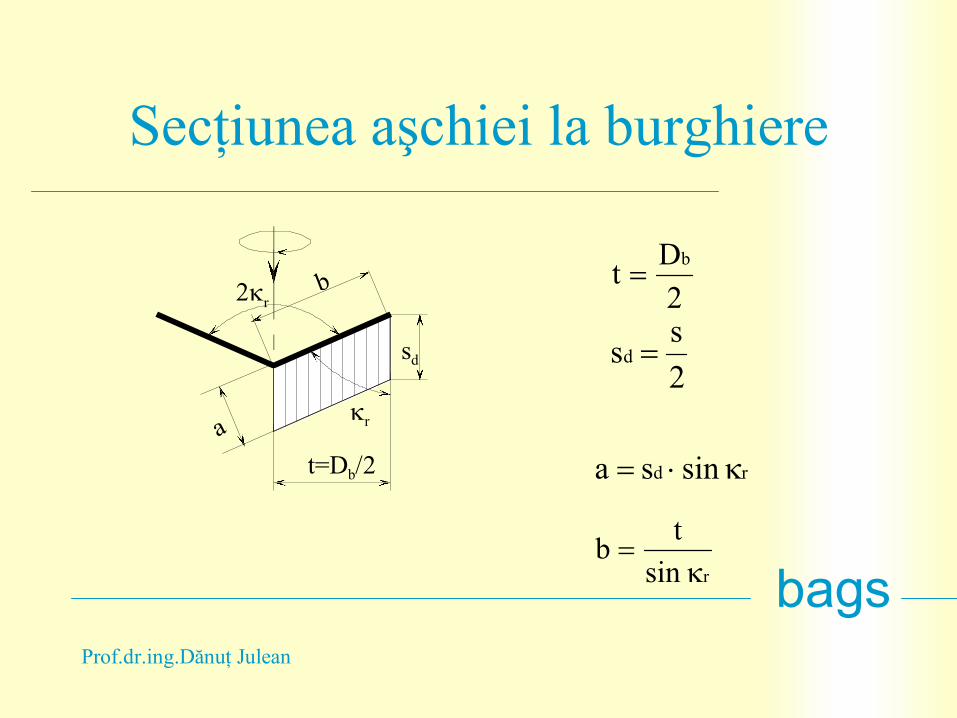
Prof.dr.ing.Dănuţ Julean
bags
Secţiunea aşchiei la burghiere
a
t=Db/2
sd
r
rb
2
Dt
b
2
ssd
rd sinsa
rsin
tb
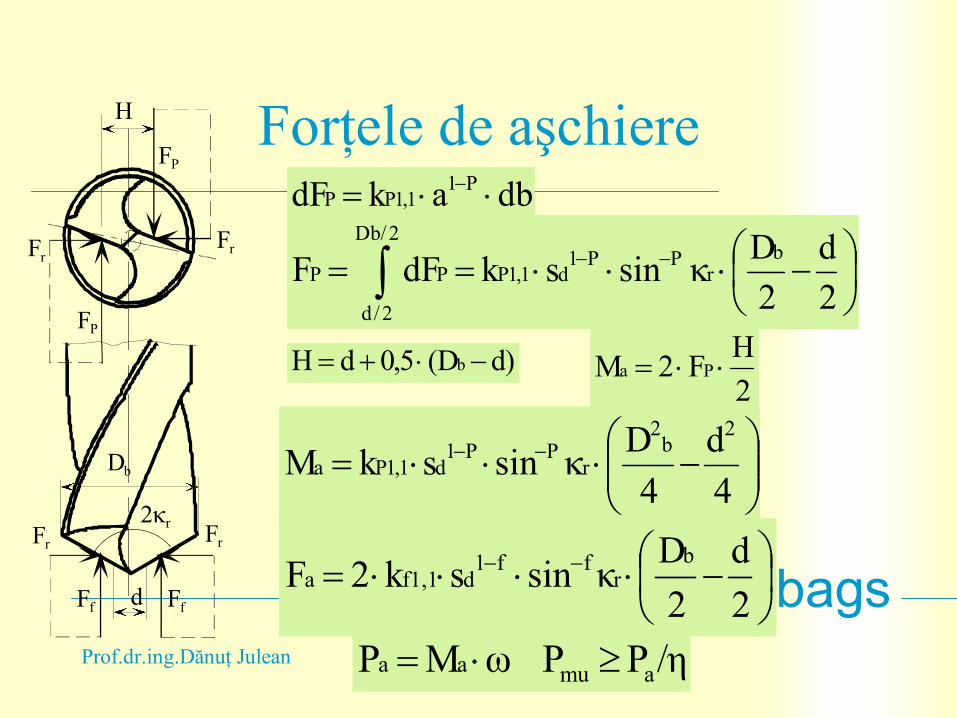
Prof.dr.ing.Dănuţ Julean
bags
r
H
Fr
FP
Ff
Db
d
Fr
FP
Ff
Fr Fr
Forţele de aşchieredbakdF P1
1,1PP
2/Db
2/d
br
PP1d1,1PPP
2
d
2
DsinskdFF
2
HF2M Pa )dD(5,0dH b
4
d
4
DsinskM
2b
2
rPP1
d1,1Pa
2
d
2
Dκsinsk2F
br
ff1df1,1a
/ηPPωMP amuaa
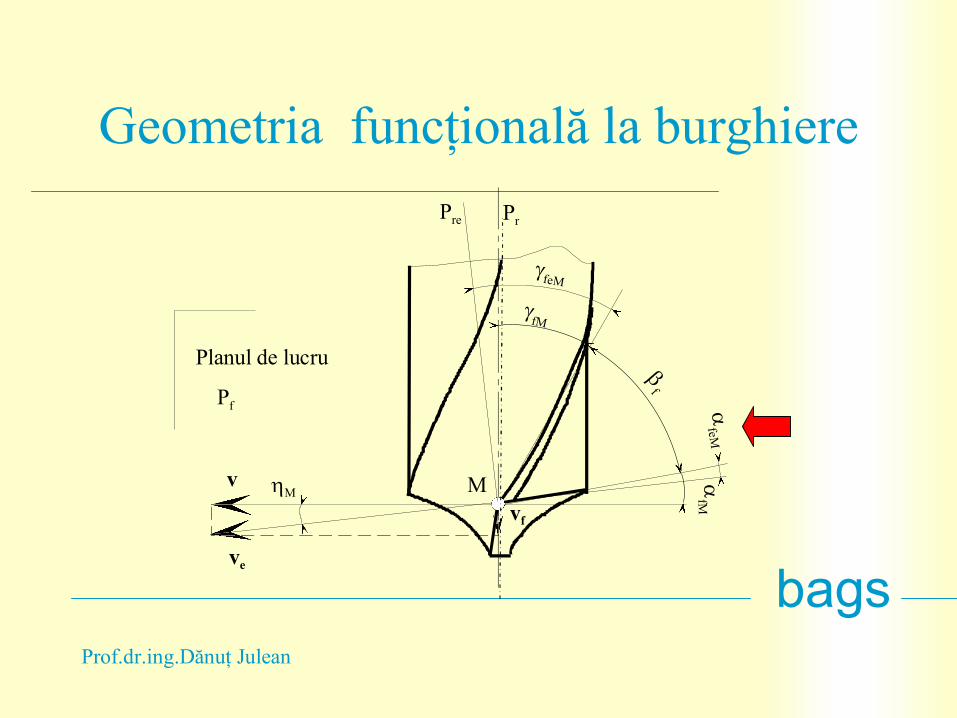
Prof.dr.ing.Dănuţ Julean
bags
Geometria funcţională la burghiere
fM
f
Pf
v
ve
vf
PrPre
feM
fM
feM
Planul de lucru
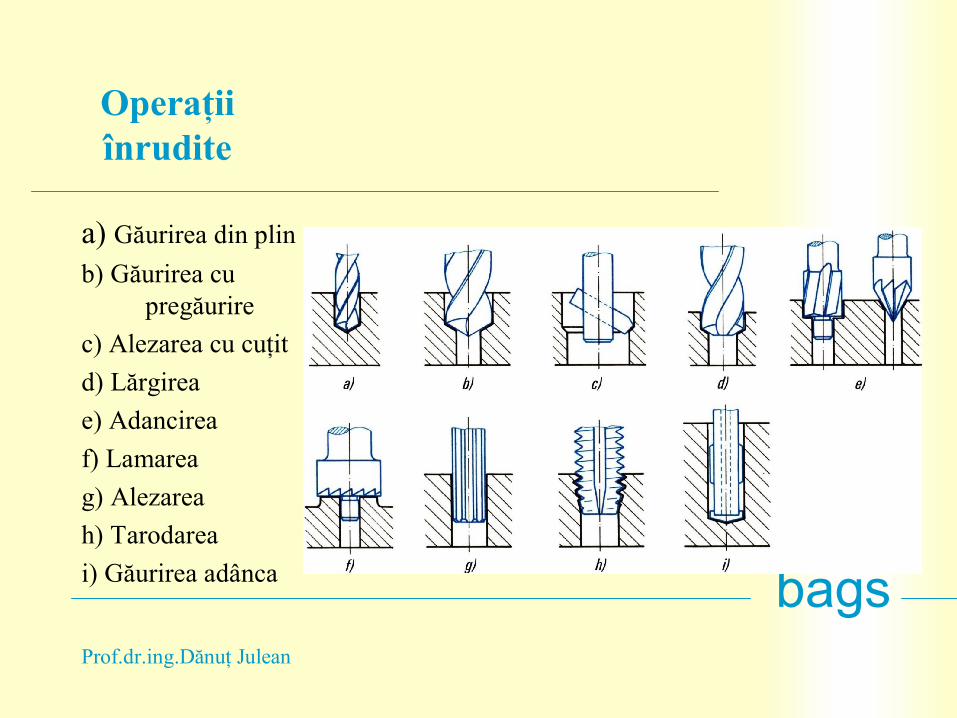
Prof.dr.ing.Dănuţ Julean
bags
Operaţii înrudite
a) Găurirea din plin
b) Găurirea cu pregăurire
c) Alezarea cu cuţit
d) Lărgirea
e) Adancirea
f) Lamarea
g) Alezarea
h) Tarodarea
i) Găurirea adânca
Prof.dr.ing.Dănuţ Julean
bags
Frezarea

Prof.dr.ing.Dănuţ Julean
bags
Frezarea frontală si cilindrica
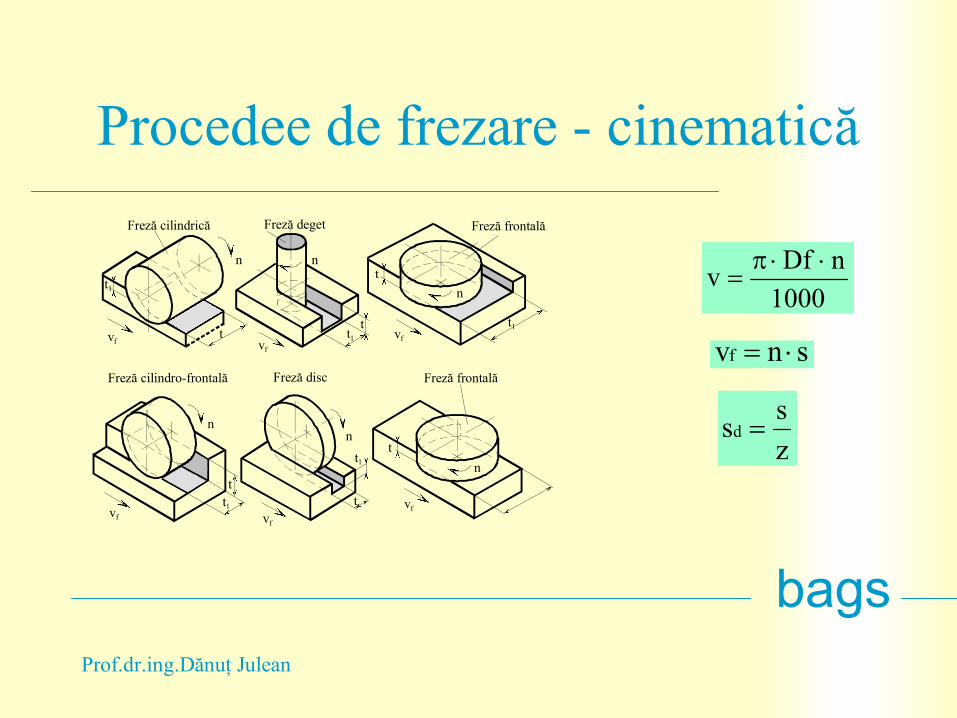
Prof.dr.ing.Dănuţ Julean
bags
Procedee de frezare - cinematică
t
t1
tt1
t
t1
t
tt1
t1
t
Freză cilindrică Freză deget
Freză frontalăFreză discFreză cilindro-frontală
Freză frontală
vf vf
vf
vf vf
vf
n n
n
n
nn
1000
nDfv
snvf
z
ssd
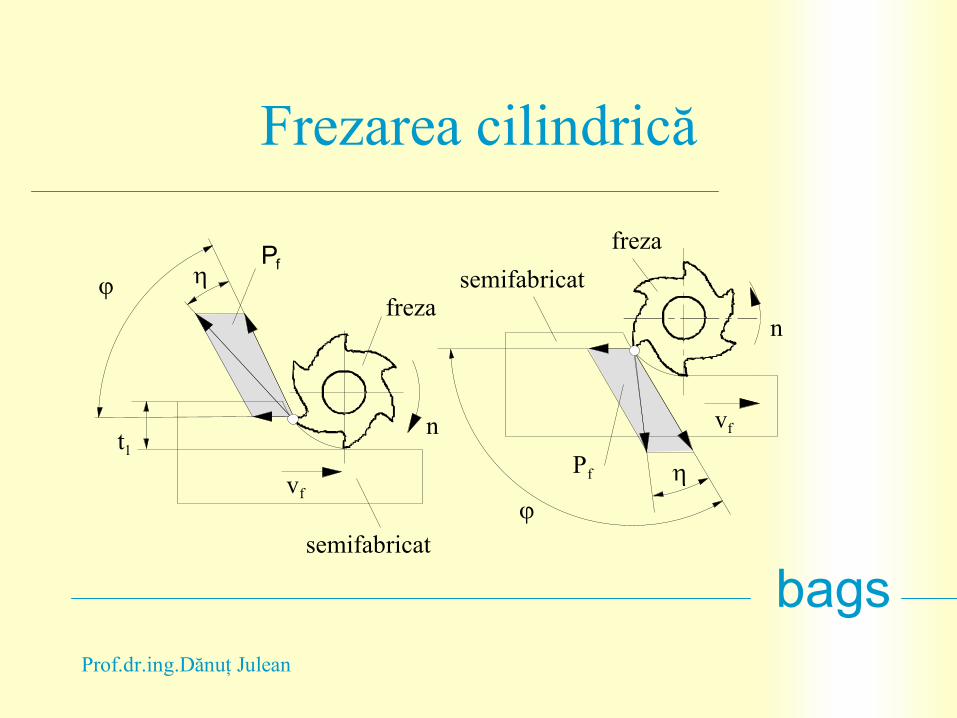
Prof.dr.ing.Dănuţ Julean
bags
Frezarea cilindrică
semifabricat
semifabricat
Pf
Pf
freza
freza
vf
vft1
n
n
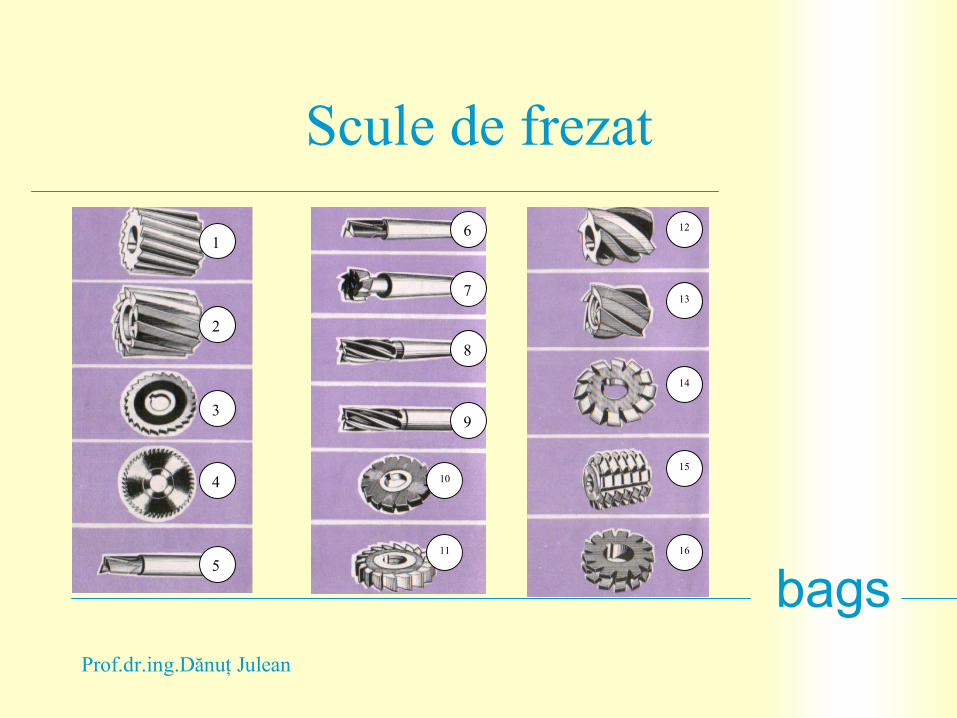
Prof.dr.ing.Dănuţ Julean
bags
Scule de frezat
1
7
6
5
4
3
2
13
12
11
10
9
8
16
15
14
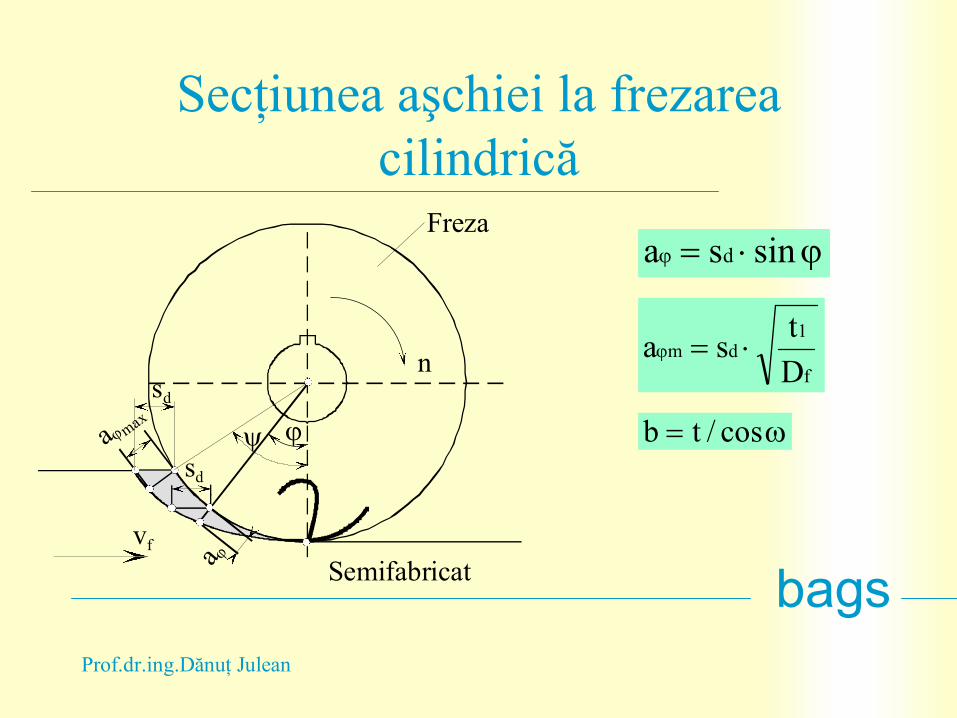
Prof.dr.ing.Dănuţ Julean
bags
Secţiunea aşchiei la frezarea cilindrică
a
vf
amax
sd
Freza
Semifabricat
nsd
sinsa d
f
1dm
D
tsa
cos/tb
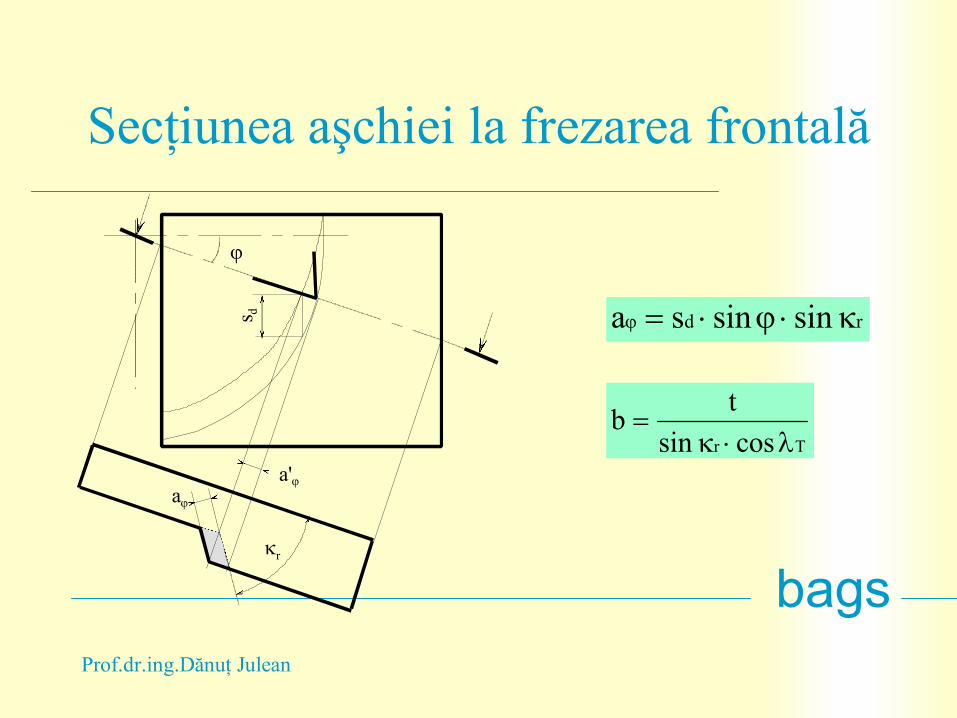
Prof.dr.ing.Dănuţ Julean
bags
Secţiunea aşchiei la frezarea frontală
a'a
s d
r
rd sinsinsa
Tr cossin
tb
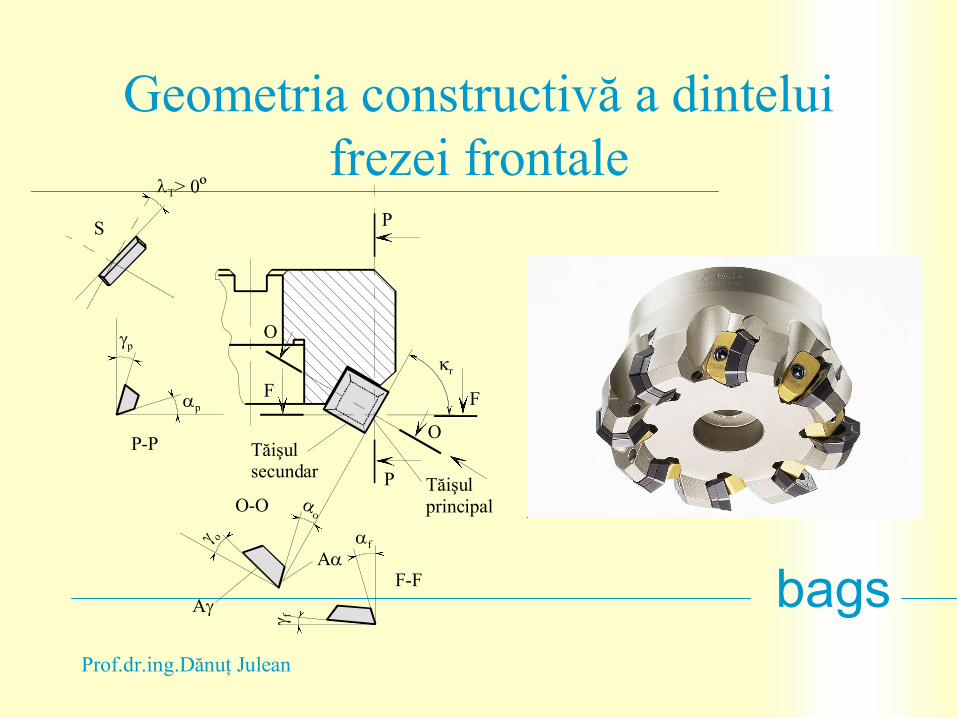
Prof.dr.ing.Dănuţ Julean
bags
Geometria constructivă a dintelui frezei frontale
P
O
F F
P
O
S
r
o
p
p
T> 0º
P-P
O-O
f
f
F-F
Tăişulprincipal
Tăişulsecundar
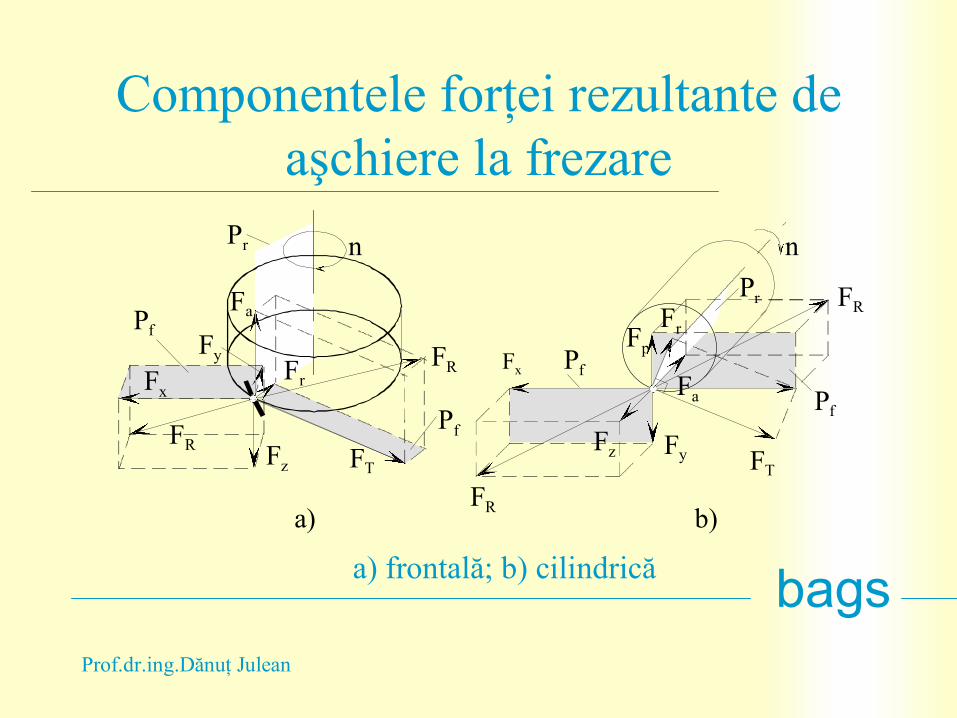
Prof.dr.ing.Dănuţ Julean
bags
Componentele forţei rezultante de aşchiere la frezare
FT
FR
Fa
Fr
Fy
Fx
FRFz
nPr
Pf
Pf
Fx
FR
Pf
Pf
n
FT
FR
Fp
Fr
FyFz
Fa
Pr
a) b)
a) frontală; b) cilindrică
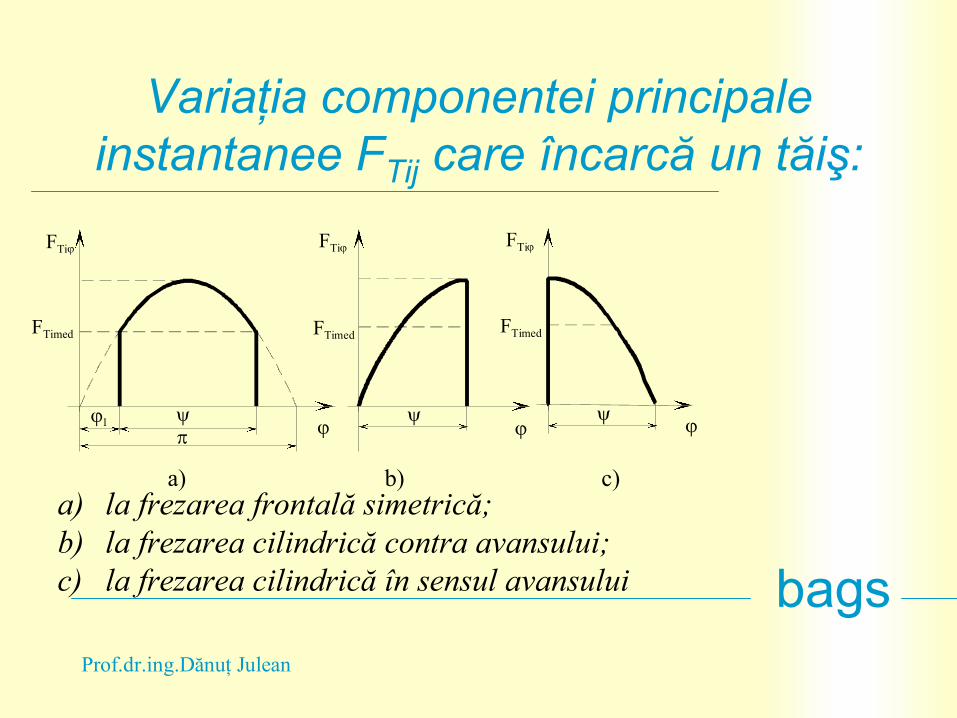
Prof.dr.ing.Dănuţ Julean
bags
Variaţia componentei principale instantanee FTij care încarcă un tăiş:
FTi FTiFTi
FTimed FTimedFTimed
a) b) c)a) la frezarea frontală simetrică; b) la frezarea cilindrică contra avansului; c) la frezarea cilindrică în sensul avansului
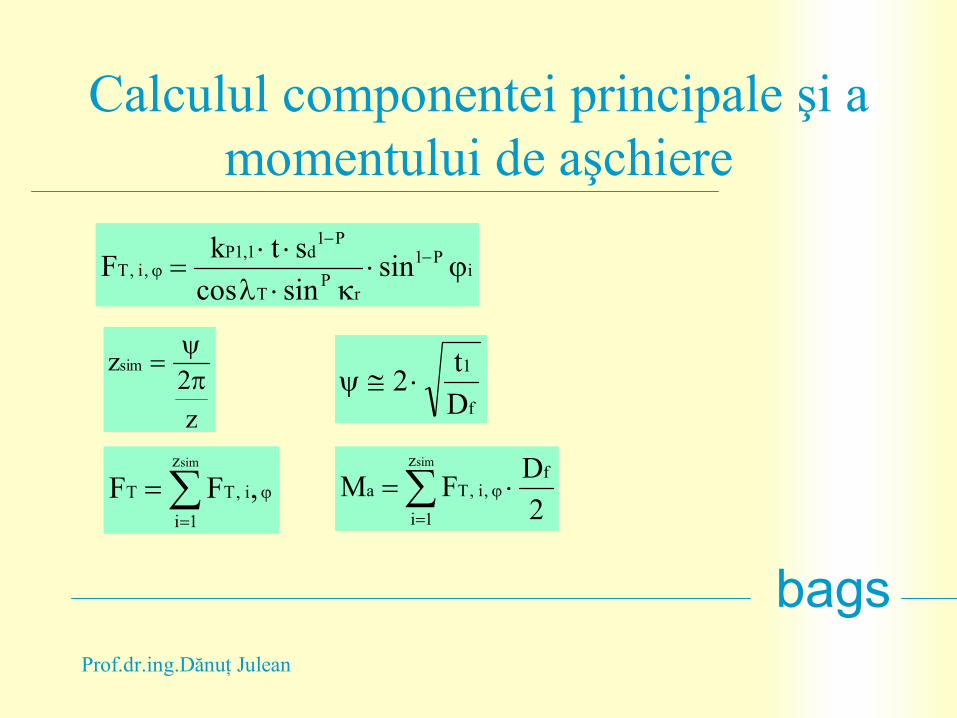
Prof.dr.ing.Dănuţ Julean
bags
Calculul componentei principale şi a momentului de aşchiere
z
2zsim
f
1
D
t2
iP1
rP
T
P1d1,1P
,i,T sinsincos
stkF
,FF
simz
1i
i,TT2
DFM
fz
1i
,i,Ta
sim
Prof.dr.ing.Dănuţ Julean
bags
Rectificarea
Prof.dr.ing.Dănuţ Julean
bags
Caracteristicile sculelor cu geometrie nedefinită
Scule abrazive
Prof.dr.ing.Dănuţ Julean
bags
Materiale abrazive• Electrocorindonul (simbol A după STAS 10720-84) se obţine din
bauxită şi carbon, în cuptoare electrice. El se diferenţiază, după gradul de puritate, în electrocorindon normal (11A), seminobil (41A) si nobil (33A). Acest material abraziv se foloseşte pentru rectificarea metalelor care dau aşchii lungi, cu rezistenţă mare la întindere, precum şi pentru oţelurile aliate şi nealiate, durificate sau nedurificate, oţelurile turnate (ne)aliate, bronzuri rezistente (tenace).
• Carbura de siliciu, (simbol C după STAS 10720-84) se obţine în cuptoare electrice prin reacţia dintre cuarţul pur (97 - 99,5 % SiO2) şi carbon. Carbura de siliciu se foloseşte în două variante cu proprietăţi specifice, carbura de siliciu neagră (21C) şi carbura de siliciu verde (22C). Domeniul de utilizare este rectificarea materialelor cu rezistenţă mai mică, care dau aşchii scurte, (fonta cenuşie, fonta albă, aliajele dure) şi rectificarea aliajelor neferoase, a materialelor nemetalice, (sticla, materialele ceramice, cauciucul şi materialele sintetice).
Prof.dr.ing.Dănuţ Julean
bags
Materiale abrazive• Carbura de bor, este mai dură decât carbura de siliciu şi se foloseşte
aproape exclusiv sub forma granulelor nelegate (libere) pentru lepuirea metalelor dure.
• Nitrura de bor cubic cristalină (CBN), sub formă de granule abrazive are duritatea cea mai mare, după diamant. Este caracterizată de o stabilitate termică mai mare decât cea a diamantului, deoarece primele semne de oxidare apar la peste 1000º C, (la diamant apar la 700º C). Se deosebeşte de diamant şi prin lipsa afinităţii chimice faţă de componenţii de aliere din oţeluri. Discurile cu granule din CBN sunt foarte performante şi lucrează azi la viteze de rectificare de 300 m/s.
• Diamantul este cel mai dur material abraziv. El se utilizează cel mai frecvent ca o sculă auxiliară pentru profilarea suprafeţelor active ale corpurilor abrazive, şi pentru restabilirea capacităţii de aşchiere a acestora prin îndepărtarea stratului cu granule tocite şi îmbâcsit cu aşchii.
Prof.dr.ing.Dănuţ Julean
bags
Liantul• Cel mai utilizat liant este cel ceramic (80% din cazuri). Lianţii ceramici
permit o bună gradare a durităţii, o porozitate bună şi asigură rezistenţă la influenţele lichidului de aşchiere. Sunt puţin sensibili la temperatură, dar foarte sensibili la şocuri. Viteza de rectificare admisibilă pentru discurile cu liant ceramic este de 35 m/s.
• Răşinile sintetice utilizate ca lianţi nu sunt sensibile la şocuri şi de aceea se folosesc la discurile abrazive destinate pentru debitări, pentru înlăturarea bavurilor, etc.
• Lianţii minerali (silicaţi, magneziţi), se folosesc la rectificarea uscată a pieselor subţiri, sensibile la temperatură (ascuţirea sculelor aşchietoare).
• Lianţii organici cum sunt cauciucul şi răşinile organice se folosesc la debitare sau la corpuri abrazive elastice.
• Lianţii metalici obţinuţi prin sinterizarea pulberilor din oţel sau din bronz, se folosesc pentru discurile cu granule din diamant sau CBN.
Prof.dr.ing.Dănuţ Julean
bags
Fabricaţiasculelor abrazive

Prof.dr.ing.Dănuţ Julean
bags
Scule abrazive
Prof.dr.ing.Dănuţ Julean
bags
Granulaţia
• Granulaţia este o măsură pentru definirea mărimii granulei abrazive şi se referă la dimensiunea medie a granulelor. După acest criteriu materialele abrazive se clasifică în: granule (2000…160 m), pulberi (160…40 m) şi micropulberi (40…5 m). Grupa granulelor cuprinde 12 sorturi de granulaţii notate: 200; 150; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; numerele indicând dimensiunile minime ale granulelor în sutimi de mm. Grupa pulberilor cuprinde 6 sorturi: 12; 10; 8; 7; 5; 4, iar grupa micropulberilor, 7 sorturi de granulaţii notate: M40; M28; M20; M14; M10; M7; M5, unde dimensiunea granulelor este exprimată în m (STAS 1753-90).
Prof.dr.ing.Dănuţ Julean
bags
Granulaţia
Granulaţia se alege după criteriile următoare: • Cu cât mai moale şi mai ductil este materialul
piesei, cu atât granulaţia sculei abrazive trebuie să fie mai mare.
• Cu cât se pretinde o suprafaţă mai bună, cu atât trebuie să fie granulaţia mai fină.
• Cu cât se cere o productivitate mai mare, cu atât se alege o granulaţie mai mare.
• Granulaţia poate fi aleasă mai mică dacă lungimea de contact a sculei cu piesa este mică .
Prof.dr.ing.Dănuţ Julean
bags
Duritatea
• Gradul de duritate a corpului abraziv este definit ca rezistenţa punţilor de liant la smulgerea unei granule din structură şi reflectă în mare măsură proprietăţile liantului, (a nu se confunda cu duritatea granulei). Se deosebesc următoarele grade de duritate:
• A, B, C, D, deosebit de moale• E, F, G, foarte moale• H, I, J, K, moale• L, M, N, O, mijlociu• P, Q, R, S, dur• T, U, V, W, foarte dur• X, Y, Z, deosebit de dur.
Prof.dr.ing.Dănuţ Julean
bags
Duritatea
Duritatea corpului abraziv se alege după următoarele criterii:
• cu cât materialul piesei este mai dur, cu atât mai moale trebuie să fie discul (uzura fiind mai mare, granulele tocite trebuie să se desprindă mai repede).
• Cu cât suprafaţa de contact este mai mică (rectificarea exterioară), duritatea se alege mai mare.
• Cu cât viteza discului este mai mare şi adâncimea de aşchiere mai mică, cu atât mai moale trebuie să fie discul abraziv.
• Pentru a alege discuri mai dure, comportarea dinamică a maşinii de rectificat trebuie să fie mai bună.
Prof.dr.ing.Dănuţ Julean
bags
Autoascuţirea
• Atunci când forţele de rectificare, care prin uzură cresc, provoacă depăşirea rezistenţei punţilor de liant (şi peste o anumită limită chiar şi a granulelor), se produce desprinderea acestora, fenomen numit şi autoascuţire.
• Prin autoascuţire se asigură o prezenţă periodică de granule "ascuţite " pe suprafaţa activă a discului abraziv. Rata desprinderii granulelor tocite nu trebuie să fie exagerată pentru că ar conduce la un randament de abrazare defavorabil şi la un consum mare de scule abrazive.
Prof.dr.ing.Dănuţ Julean
bags
• Atunci când se cer precizii mari şi rugozităţi mici, această autoascuţire va avea ca efect modificarea formei suprafeţei active a discului, necesitând periodic un proces de "îndreptare", adică o "strunjire" fină cu diamant. Procesul de uzură ondulată a discului abraziv se datorează vibraţiilor maşinii. Cu cât comportarea dinamică a maşinii este mai bună (vibraţii mai mici), duritatea discului se poate alege mai mare.
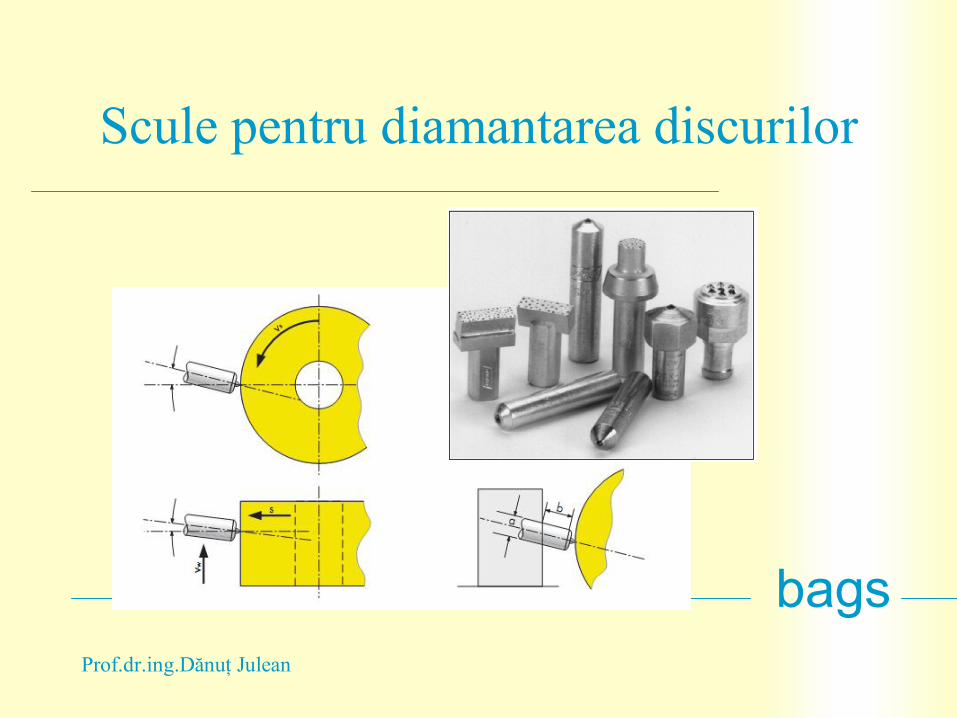
Prof.dr.ing.Dănuţ Julean
bags
Scule pentru diamantarea discurilor
Prof.dr.ing.Dănuţ Julean
bags
Prof.dr.ing.Dănuţ Julean
bags
Determinarea durităţii
• Determinarea durităţii se poate face prin multe metode, printre care cele mai folosite sunt:
– măsurarea modului de elasticitate E a discului abraziv prin măsurarea frecvenţei proprii a acestuia;
– atacarea focalizată a unei zone de pe discul abraziv cu un jet de nisip de cuarţ, de un anumit volum, granulaţie şi la o anumită presiune, adâncimea craterului erodat fiind o măsură a durităţii (STAS 2995/1-87).
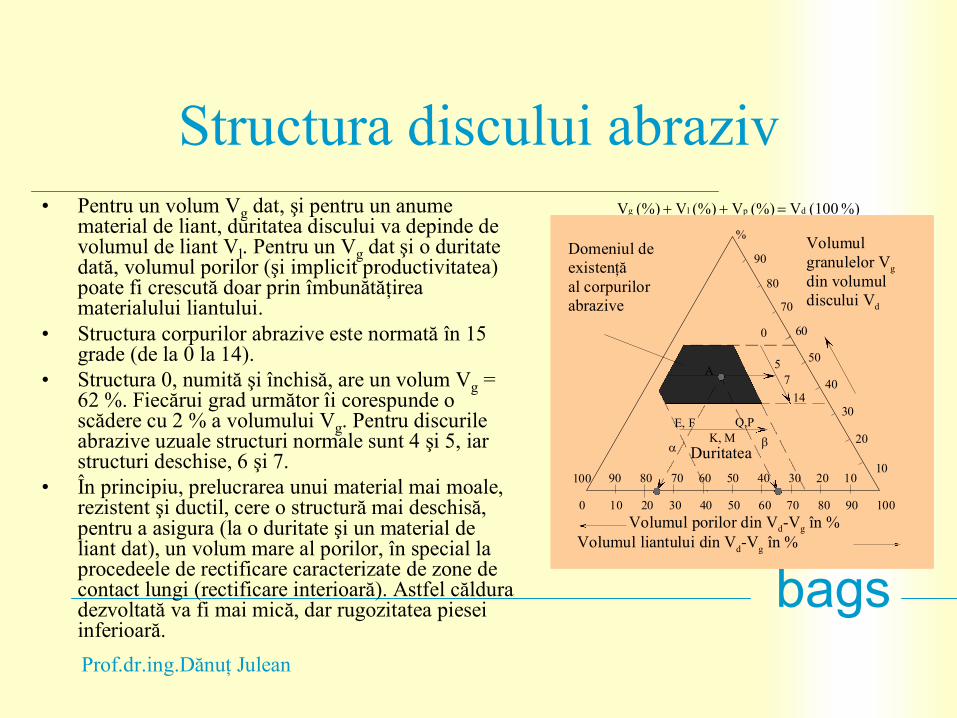
Prof.dr.ing.Dănuţ Julean
bags
Structura discului abraziv• Pentru un volum Vg dat, şi pentru un anume
material de liant, duritatea discului va depinde de volumul de liant Vl. Pentru un Vg dat şi o duritate dată, volumul porilor (şi implicit productivitatea) poate fi crescută doar prin îmbunătăţirea materialului liantului.
• Structura corpurilor abrazive este normată în 15 grade (de la 0 la 14).
• Structura 0, numită şi închisă, are un volum Vg = 62 %. Fiecărui grad următor îi corespunde o scădere cu 2 % a volumului Vg. Pentru discurile abrazive uzuale structuri normale sunt 4 şi 5, iar structuri deschise, 6 şi 7.
• În principiu, prelucrarea unui material mai moale, rezistent şi ductil, cere o structură mai deschisă, pentru a asigura (la o duritate şi un material de liant dat), un volum mare al porilor, în special la procedeele de rectificare caracterizate de zone de contact lungi (rectificare interioară). Astfel căldura dezvoltată va fi mai mică, dar rugozitatea piesei inferioară.
%) (100 V (%) V (%) V (%) V dplg
E, FK, M
Q,P
0 10 20 30 40 50 60 70 80 90 100
90
80
70
60
50
40
30
20
10
%
90 80 70 60 50 40 30 20 10100
Volumul liantului din Vd-V
g în %
Duritatea
Domeniul de existenţăal corpurilor abrazive
0
5
7
14
Volumul porilor din Vd-Vg în %
Volumul granulelor Vg
din volumul discului Vd
A
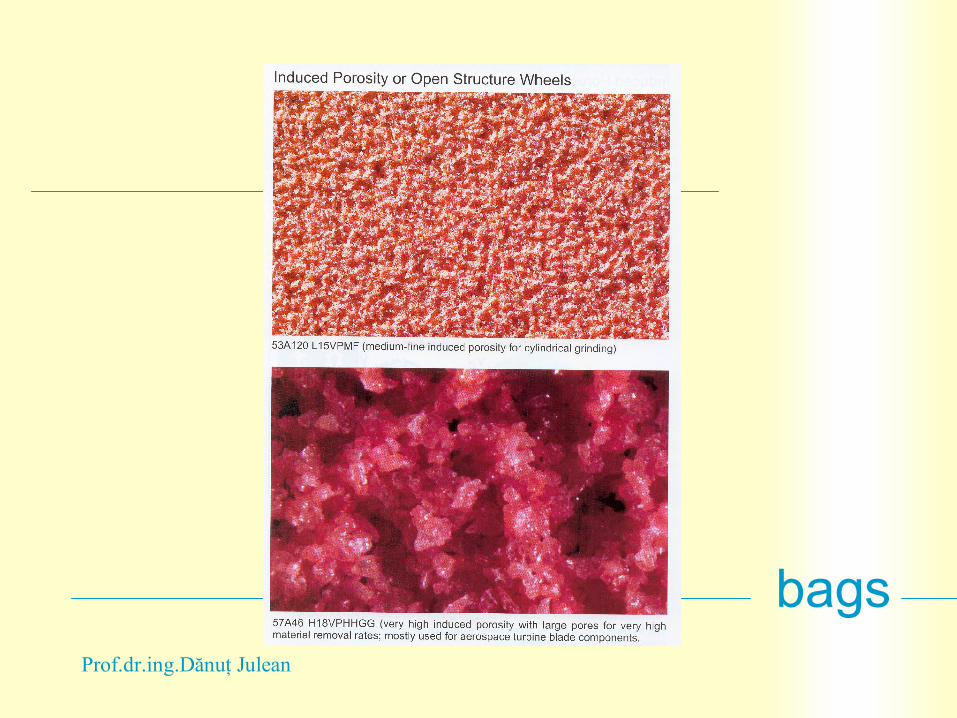
Prof.dr.ing.Dănuţ Julean
bags

Prof.dr.ing.Dănuţ Julean
bags
Codificarea discurilor abrazive
Viteza periferică delucru în cazul prelucrărilormanuale
Forma corpuluiabraziv
Dimensiunile corpuluiabraziv
Denumirea comercială
Viteza periferică delucru în cazul prlucrărilormecanizate
Tip liantStructurăDuritateGranulaţieTip material abraziv
Prof.dr.ing.Dănuţ Julean
bags
Exploatarea discurilor abrazive

Prof.dr.ing.Dănuţ Julean
bags
Echilibrarea discurilor abrazive

Prof.dr.ing.Dănuţ Julean
bags
2009 Prof.dr.ing.Dănuţ Julean
Echilibrarea discurilor abrazive
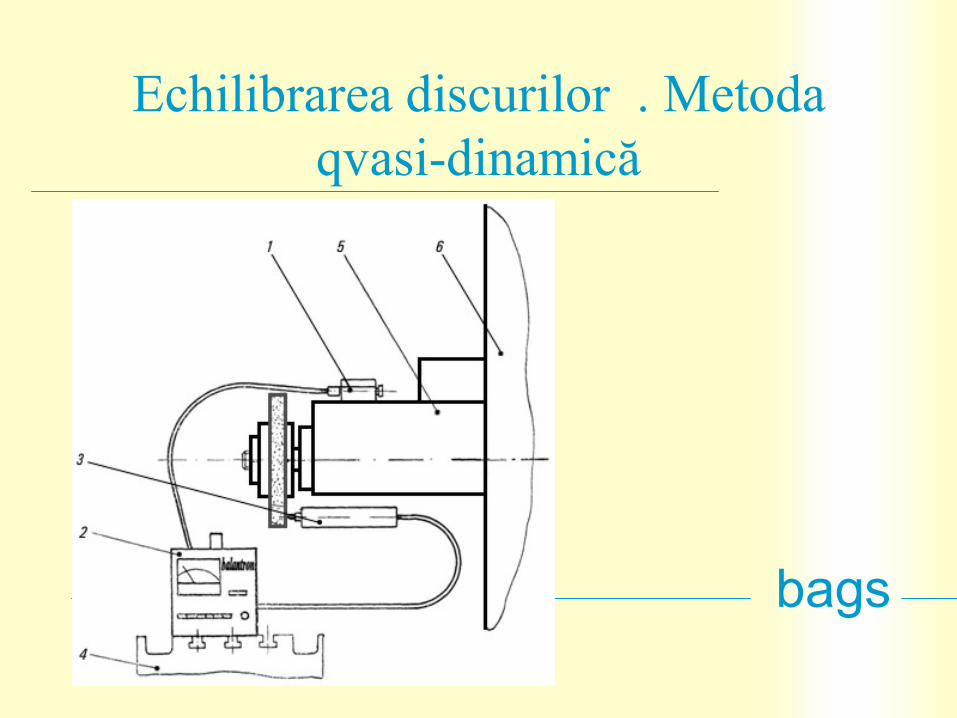
Prof.dr.ing.Dănuţ Julean
bags
Echilibrarea discurilor . Metoda qvasi-dinamică
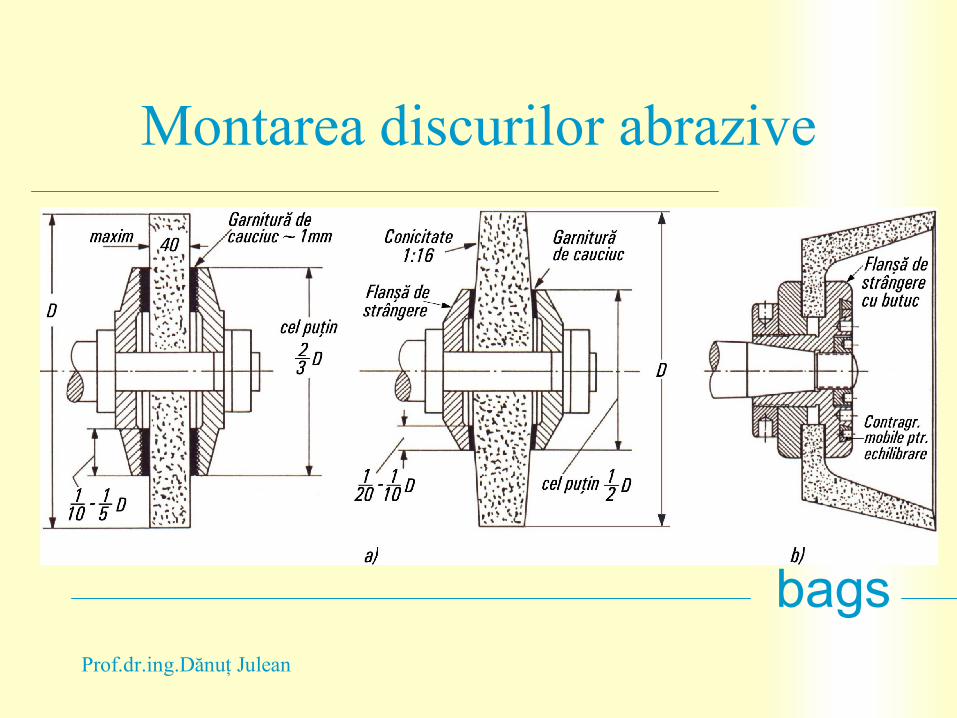
Prof.dr.ing.Dănuţ Julean
bags
Montarea discurilor abrazive
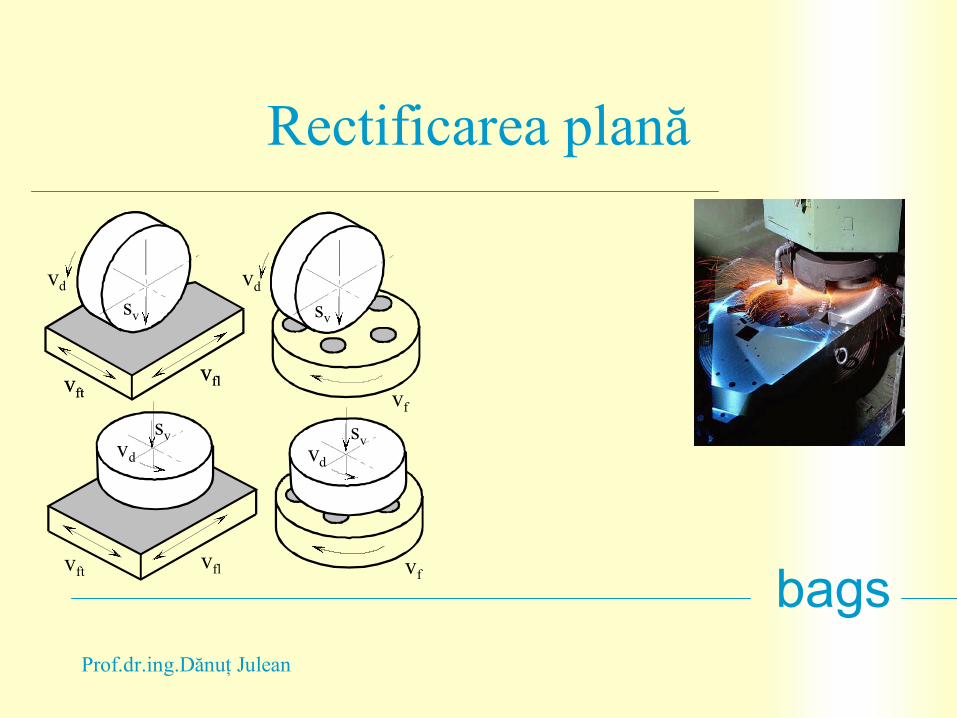
Prof.dr.ing.Dănuţ Julean
bags
Rectificarea plană
vftvfl
vf
vd vd
vd vd
vftvftvflvfl
vf
sv sv
svsv
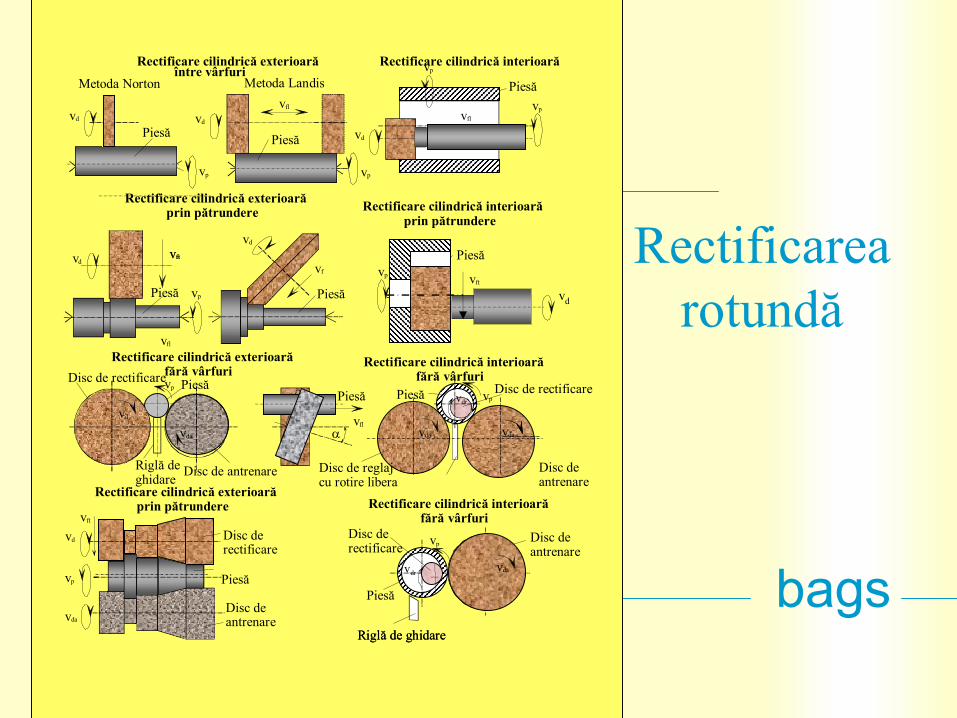
Prof.dr.ing.Dănuţ Julean
bags
Rectificarea rotundă
Rectificare cilindrică exterioară Rectificare cilindrică interioară
Metoda Norton Metoda Landisîntre vârfuri
Rectificare cilindrică exterioarăprin pătrundere
Rectificare cilindrică interioarăfără vârfuri
Rectificare cilindrică interioarăfără vârfuri
Rectificare cilindrică exterioarăprin pătrundere
vd
vp
vfl
vd vd
vd
vd
vd
vp vp
vp
vp
vp
vd
Disc de rectificare
Disc de antrenare
vda
vp
Disc de reglajcu rotire libera
Disc de antrenare
Disc de rectificare
Disc de rectificare
Disc de antrenare
Disc de antrenare
Disc de rectificare
Riglă de ghidareRiglă de ghidare
Riglă de ghidare
PiesăPiesă
Piesă
Piesă
Piesă Piesă
Piesă Piesă
PiesăPiesă
Piesă
Rectificare cilindrică interioarăprin pătrundere
Rectificare cilindrică exterioarăfără vârfuri
vft
vfl
vftvft
vft
vd
vda
vp
vfl
vfl
vfl
vf
vp
vp
vda vda
vdavdr
vdr
vd
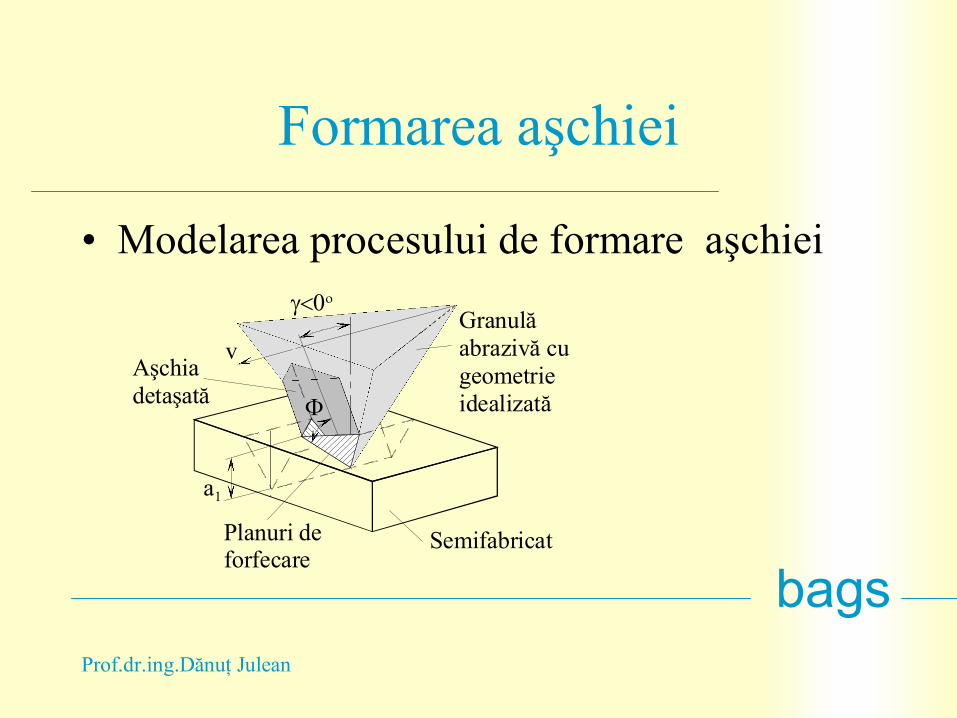
Prof.dr.ing.Dănuţ Julean
bags
Formarea aşchiei
• Modelarea procesului de formare aşchiei
Granulăabrazivă cugeometrieidealizată
Aşchia detaşată
Planuri deforfecare
a1
v
Semifabricat
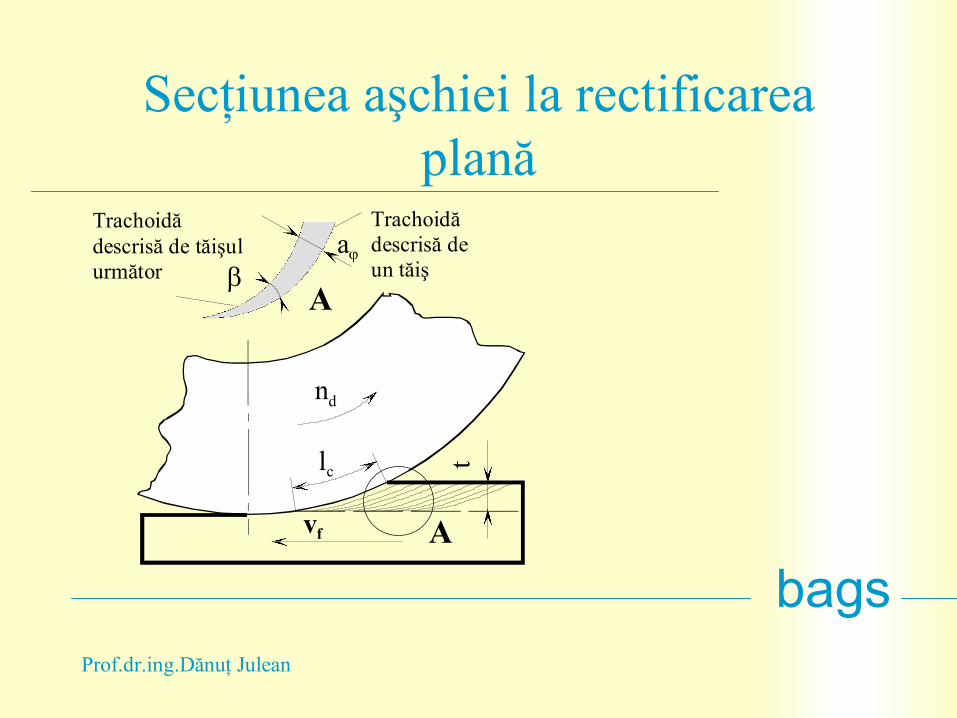
Prof.dr.ing.Dănuţ Julean
bags
Secţiunea aşchiei la rectificarea plană
Trachoidădescrisă de tăişulurmător
Trachoidădescrisă de un tăiş
t
vf
nd
lc
A
A
a
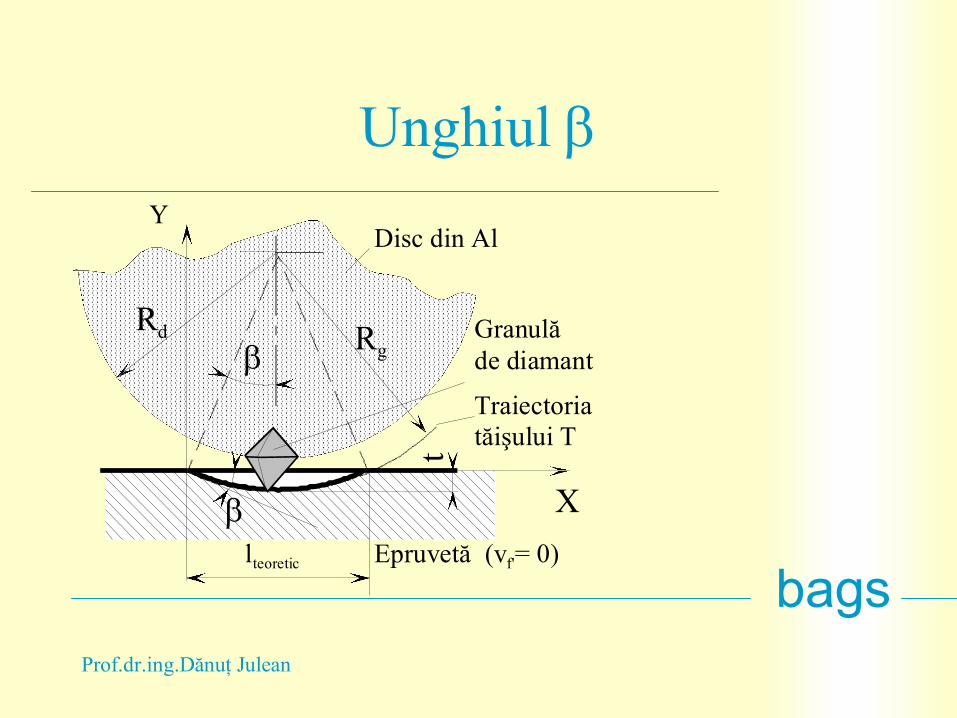
Prof.dr.ing.Dănuţ Julean
bags
Unghiul
Y
X
lteoretic
Rg
Rd
Disc din Al
Granulăde diamant
Epruvetă (vf'= 0)
tTraiectoriatăişului T
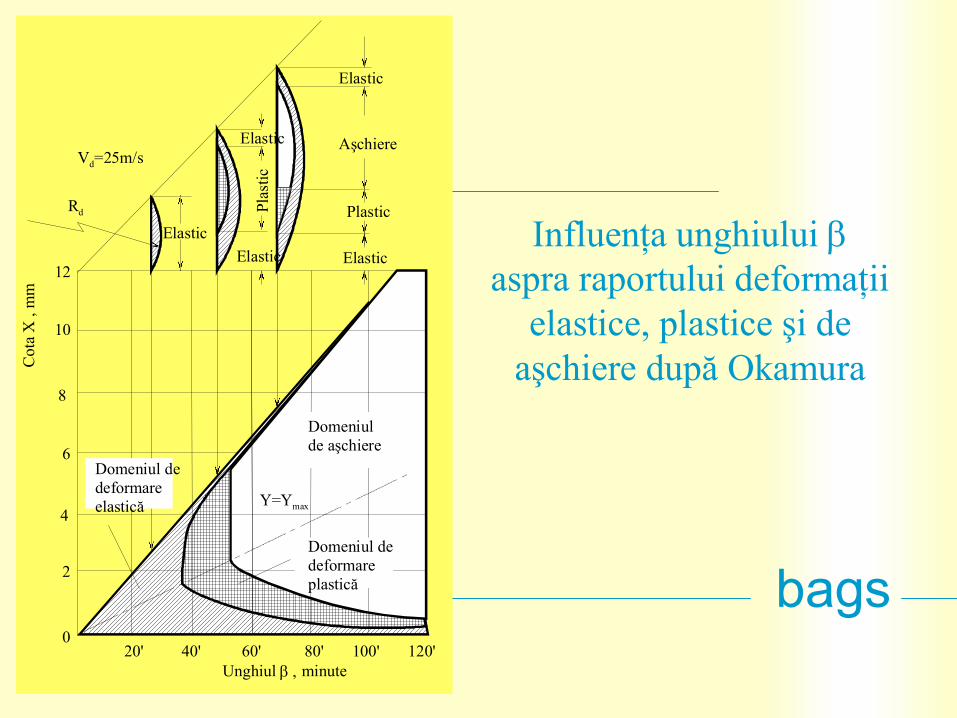
Prof.dr.ing.Dănuţ Julean
bags
Influenţa unghiului aspra raportului deformaţii
elastice, plastice şi de aşchiere după Okamura
20' 40' 60' 80' 100' 120' Unghiulminute
Elastic
Aşchiere
Plastic
Elastic
Rd
Elastic
Elastic
Pla
stic
Elastic
Vd=25m/s
0
Cot
a X
, m
m
Y=Ymax4
2
6
8
10
12
Domeniul dedeformare plastică
Domeniul dedeformareelastică
Domeniul de aşchiere
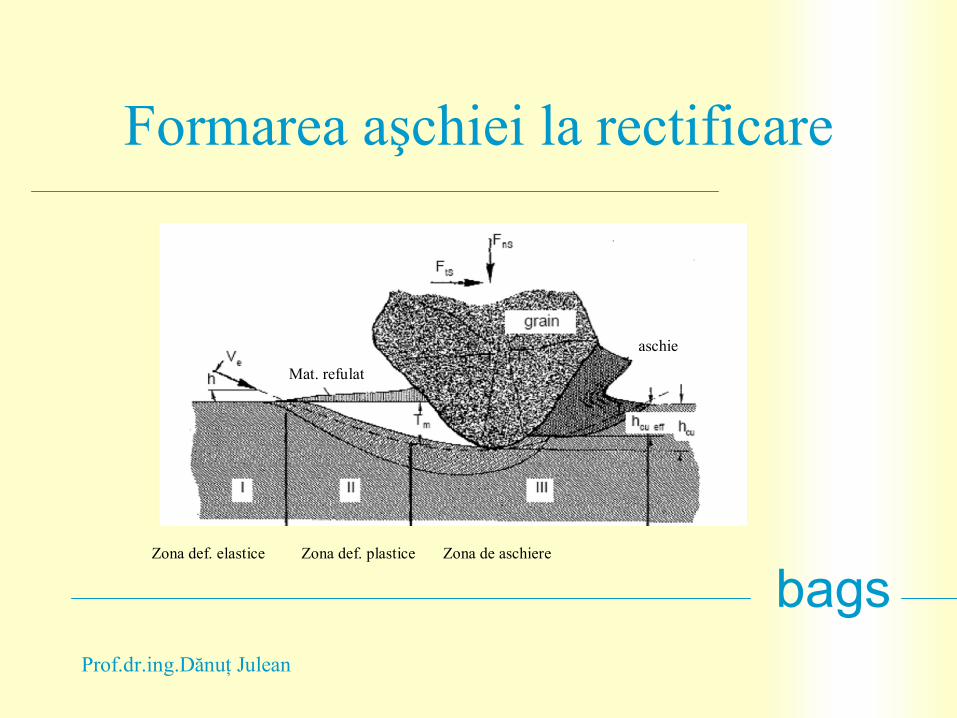
Prof.dr.ing.Dănuţ Julean
bags
Formarea aşchiei la rectificare
aschie
Mat. refulat
Zona def. elastice Zona def. plastice Zona de aschiere
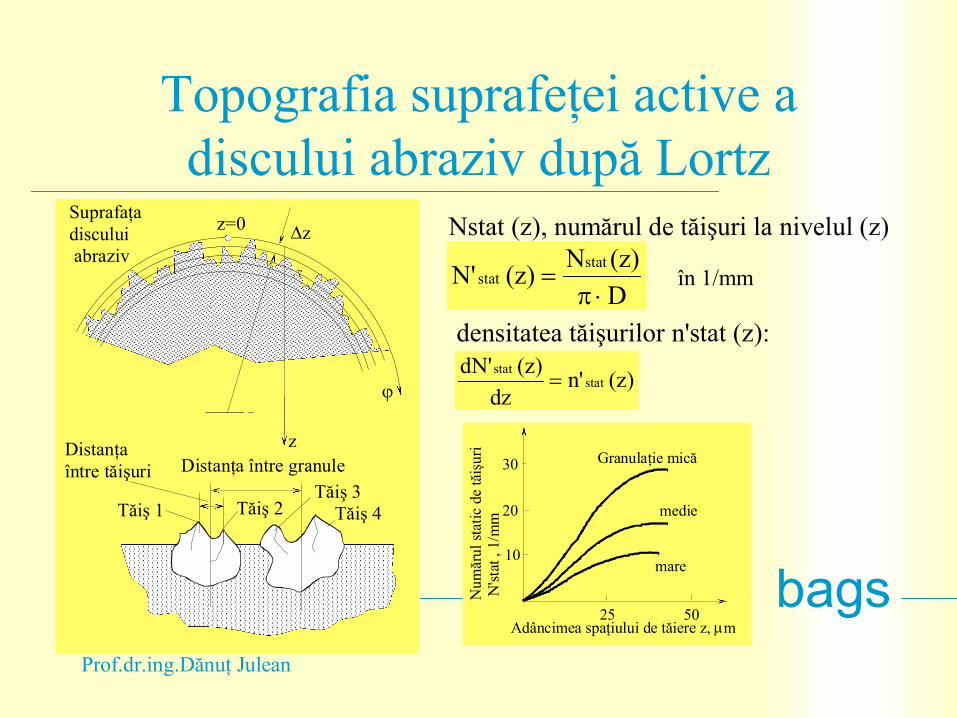
Prof.dr.ing.Dănuţ Julean
bags
Topografia suprafeţei active a discului abraziv după Lortz
z
z
z=0
Distanţa între granule
Tăiş 1 Tăiş 2Tăiş 3
Tăiş 4
Distanţa între tăişuri
Suprafaţadiscului abraziv
D
(z)N(z) N'
stat stat
în 1/mm
Nstat (z), numărul de tăişuri la nivelul (z)
Granulaţie mică
medie
mare
25 50 Adâncimea spaţiului de tăiere z, m
Num
ărul
sta
tic
de t
ăişu
ri N
'sta
t , 1
/mm
10
20
30
densitatea tăişurilor n'stat (z):
(z) n'dz
(z) N'dstat
stat
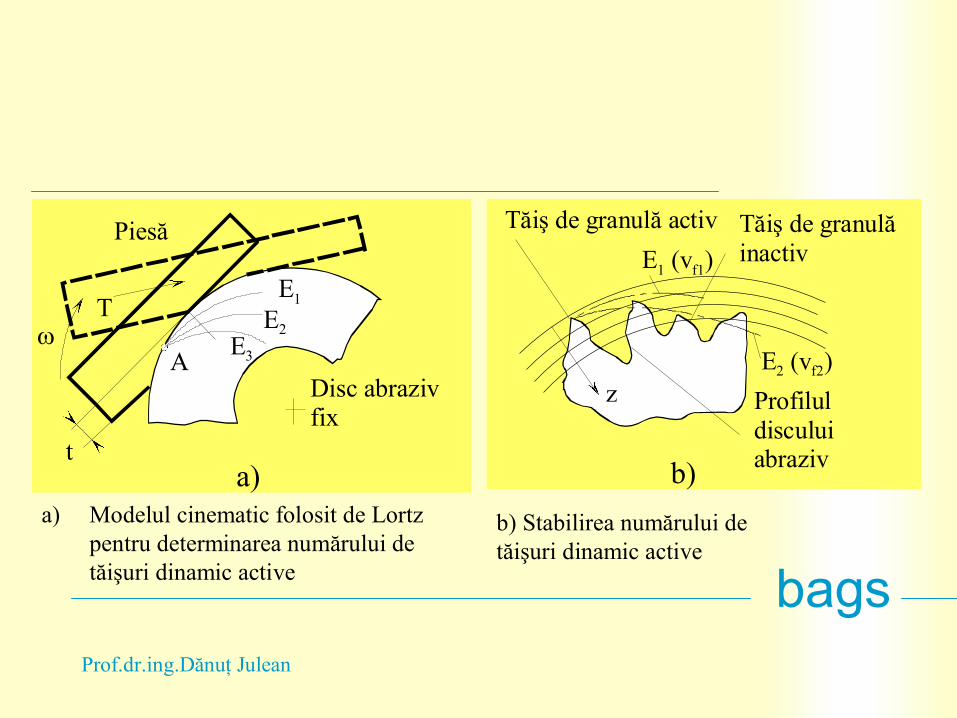
Prof.dr.ing.Dănuţ Julean
bags
A
E1
E2
E3
Piesă
Disc abrazivfix
ta)
E2 (vf2)
E1 (vf1)
z Profiluldisculuiabraziv
Tăiş de granulă activ Tăiş de granulă inactiv
b)
a) Modelul cinematic folosit de Lortzpentru determinarea numărului de tăişuri dinamic active
b) Stabilirea numărului de tăişuri dinamic active
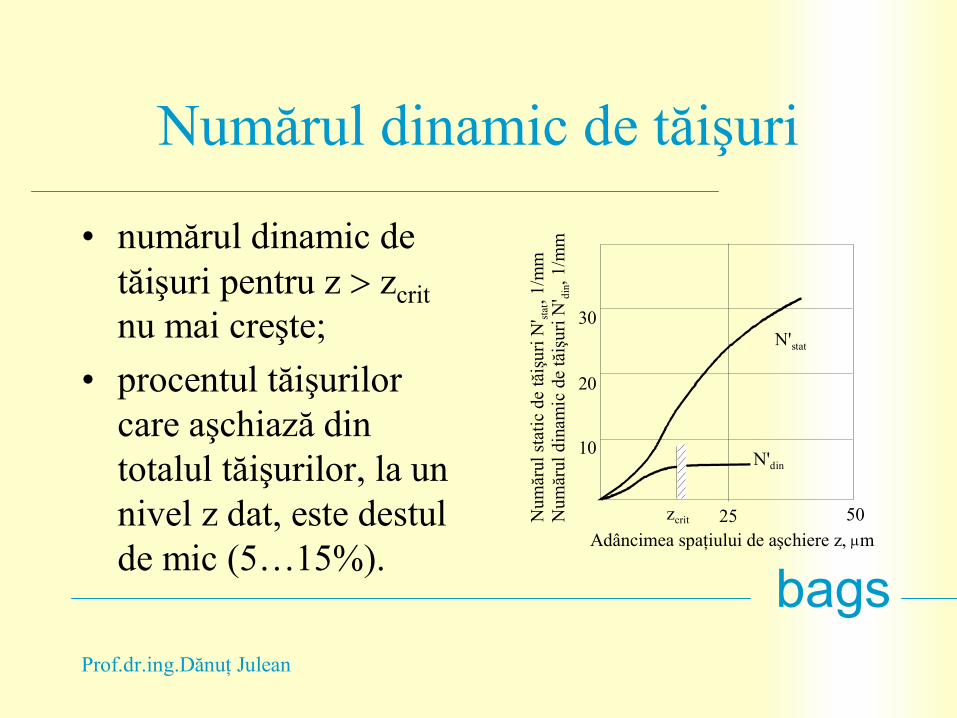
Prof.dr.ing.Dănuţ Julean
bags
Numărul dinamic de tăişuri
• numărul dinamic de tăişuri pentru z zcrit
nu mai creşte;
• procentul tăişurilor care aşchiază din totalul tăişurilor, la un nivel z dat, este destul de mic (5…15%).
N'din
N'stat
10
20
30
Nu
măr
ul s
tati
c de
tăi
şuri
N' st
at, 1
/mm
Nu
măr
ul d
inam
ic d
e tă
işur
i N
' din, 1
/mm
25 50
Adâncimea spaţiului de aşchiere z, m
zcrit
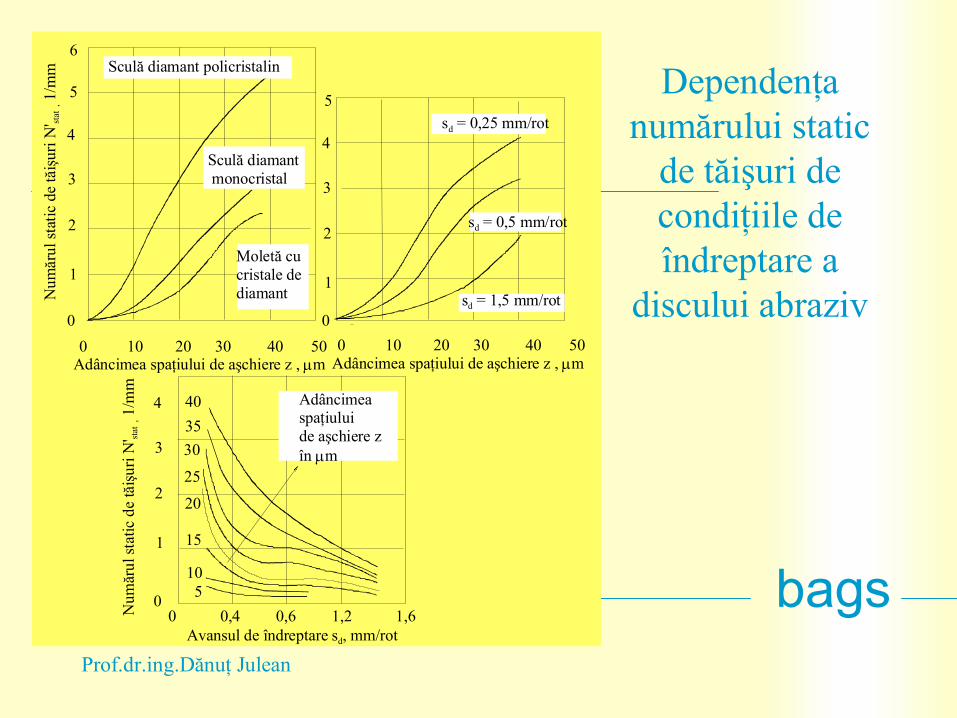
Prof.dr.ing.Dănuţ Julean
bags
Dependenţanumărului static
de tăişuri de condiţiile de îndreptare a
discului abraziv
Adâncimea spaţiului de aşchiere z , m
Nu
măr
ul
stat
ic d
e tă
işu
ri N
' stat
, 1
/mm
0 10 20 30 40 50
6
Moletă cu cristale de diamant
Sculă diamant monocristal
Sculă diamant policristalin
sd = 1,5 mm/rot
5
sd = 0,5 mm/rot
sd = 0,25 mm/rot
Adâncimea spaţiului de aşchiere z , m0 10 20 30 40 50
0 0,4 0,6 1,2 1,6Avansul de îndreptare sd, mm/rot
510
15
20
25
30
35
40
Num
ăru
l st
atic
de
tăiş
uri
N' st
at ,
1/m
m
1
2
3
4
1
2
3
4
5
1
2
3
4
0 0
0
Adâncimea spaţiuluide aşchiere zîn m
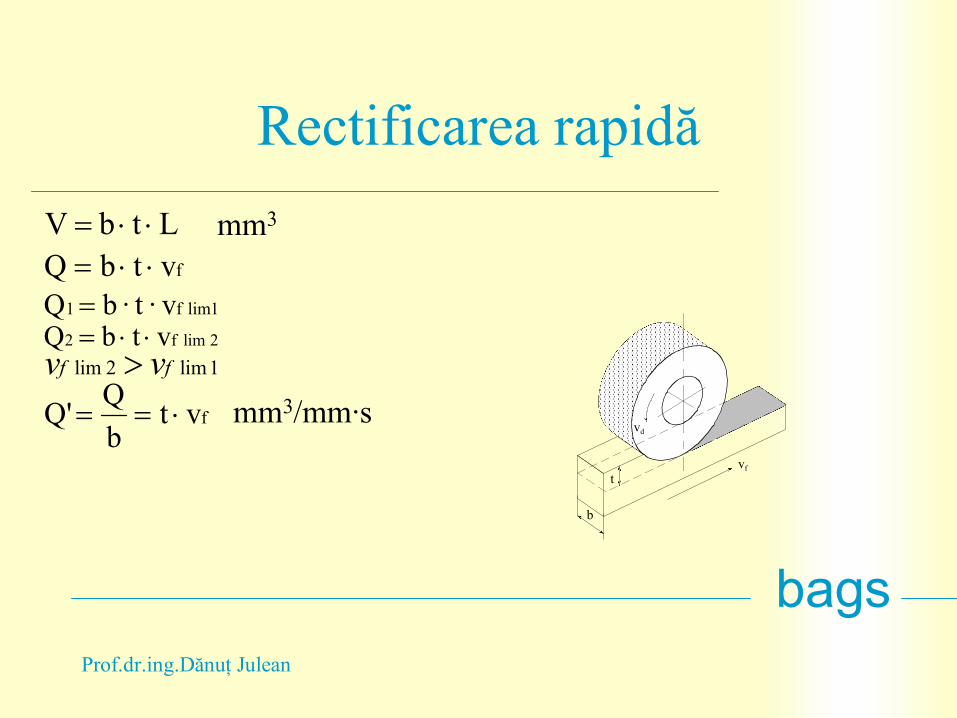
Prof.dr.ing.Dănuţ Julean
bags
Rectificarea rapidă
b
tvf
vd
Lt b V
fvtbQ lim1 f1 v· t · b Q
2limf2 vt b Q 1lim2lim ff vv
fvtb
Q'Q mm3/mm·s
mm3
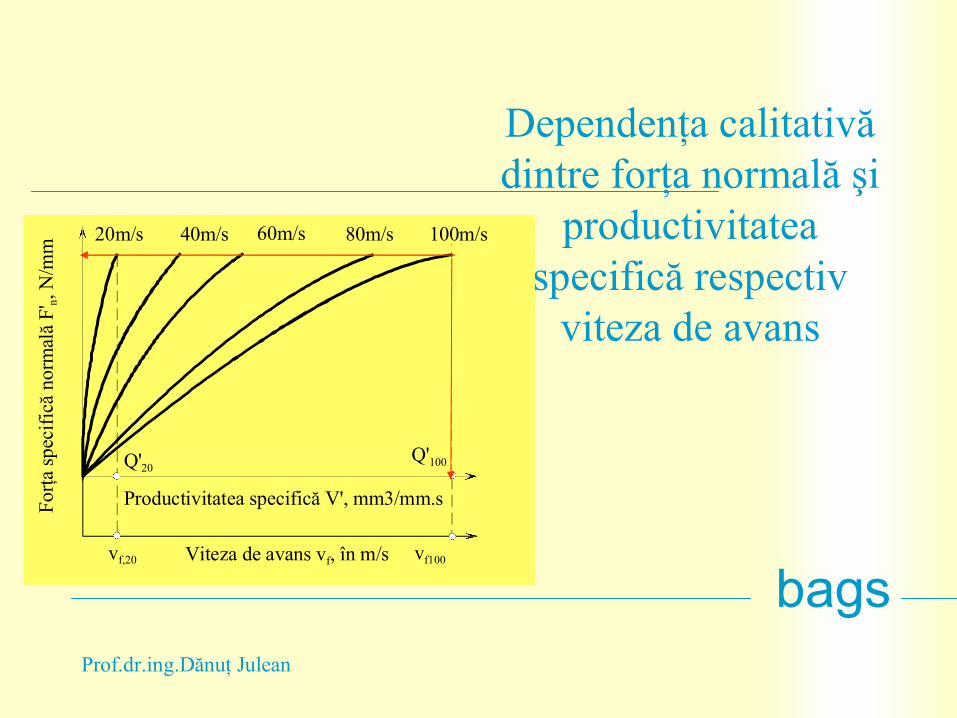
Prof.dr.ing.Dănuţ Julean
bags
Dependenţa calitativă dintre forţa normală şi
productivitatea specifică respectiv
viteza de avans
20m/s 40m/s 60m/s 80m/s 100m/s
For
ţa s
peci
fică
nor
mal
ă F
' n, N
/mm
Q'20Q'100
Productivitatea specifică V', mm3/mm.s
Viteza de avans vf, în m/svf,20 vf100
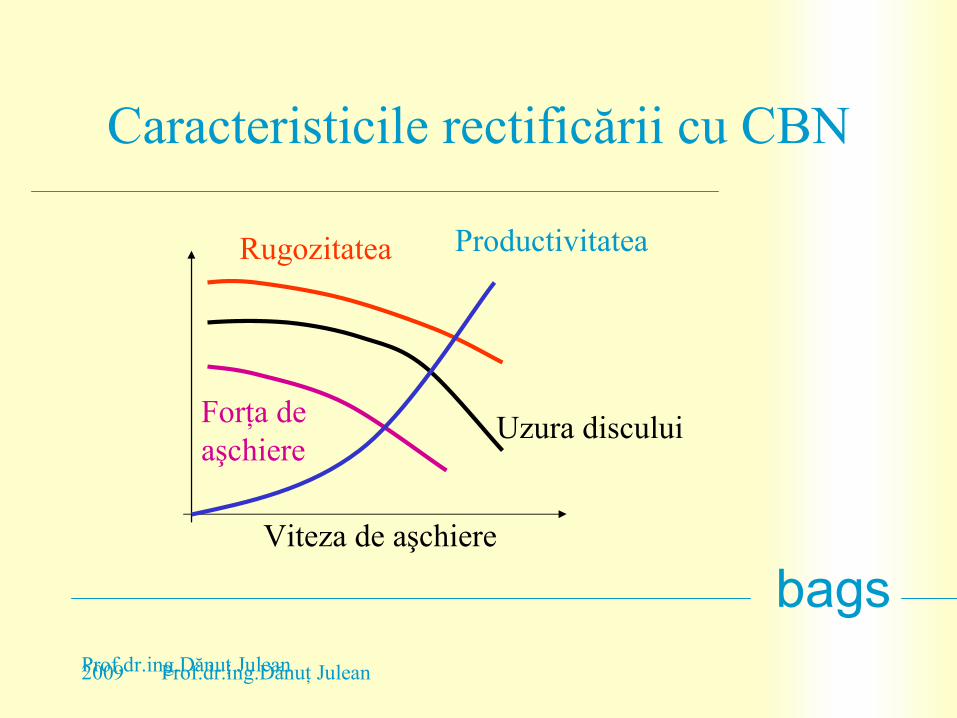
Prof.dr.ing.Dănuţ Julean
bags
2009 Prof.dr.ing.Dănuţ Julean
Caracteristicile rectificării cu CBN
Productivitatea
Uzura discului
Viteza de aşchiere
Rugozitatea
Forţa deaşchiere
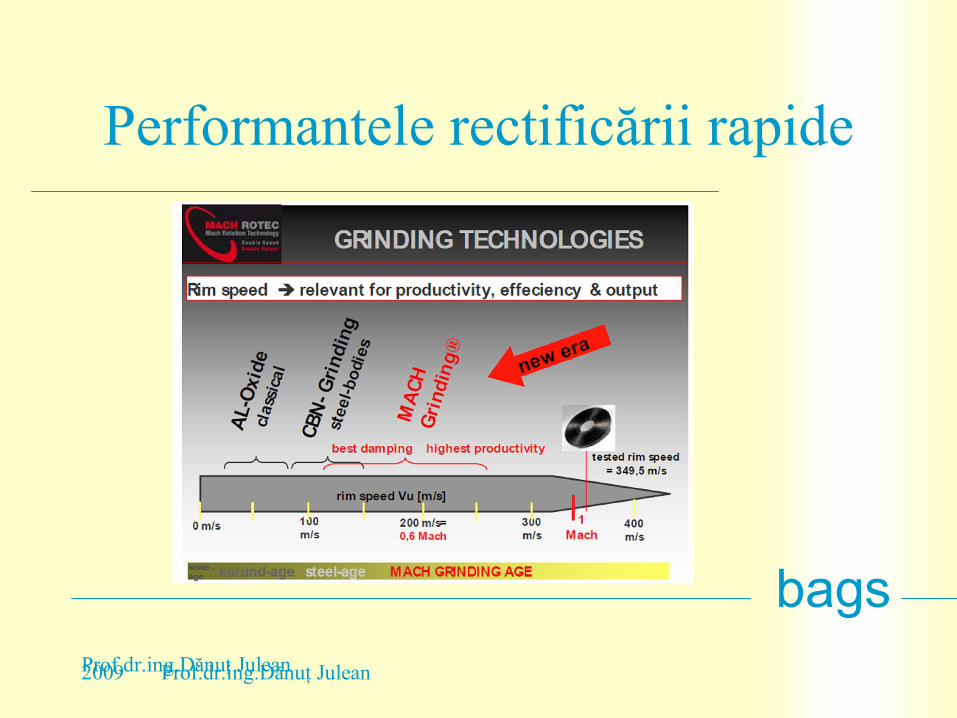
Prof.dr.ing.Dănuţ Julean
bags
2009 Prof.dr.ing.Dănuţ Julean
Performantele rectificării rapide
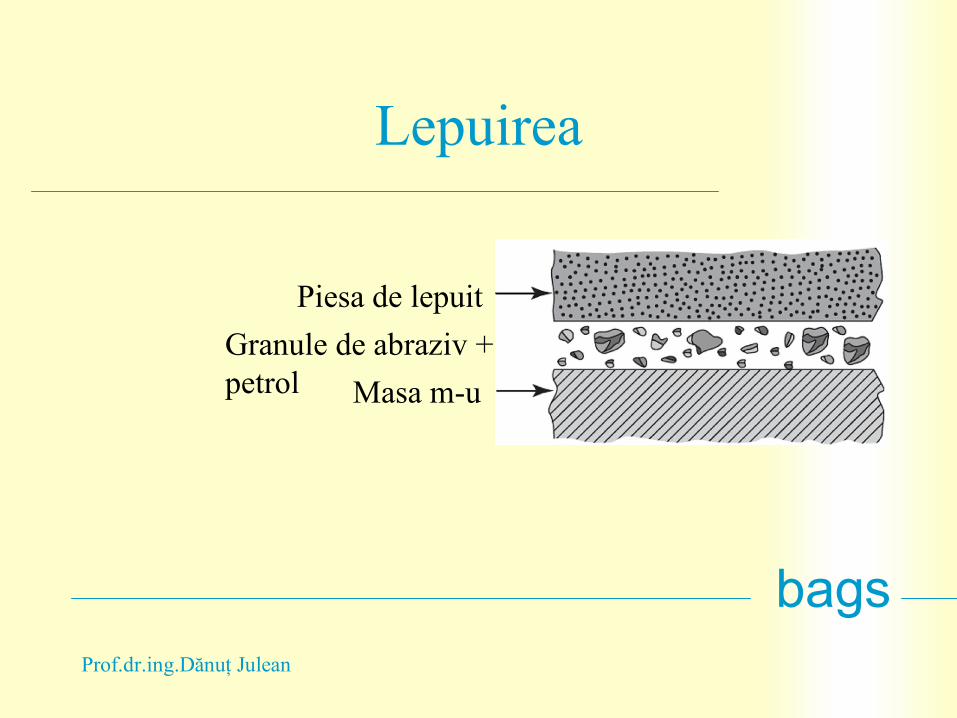
Prof.dr.ing.Dănuţ Julean
bags
Lepuirea
Piesa de lepuit
Granule de abraziv +petrol Masa m-u
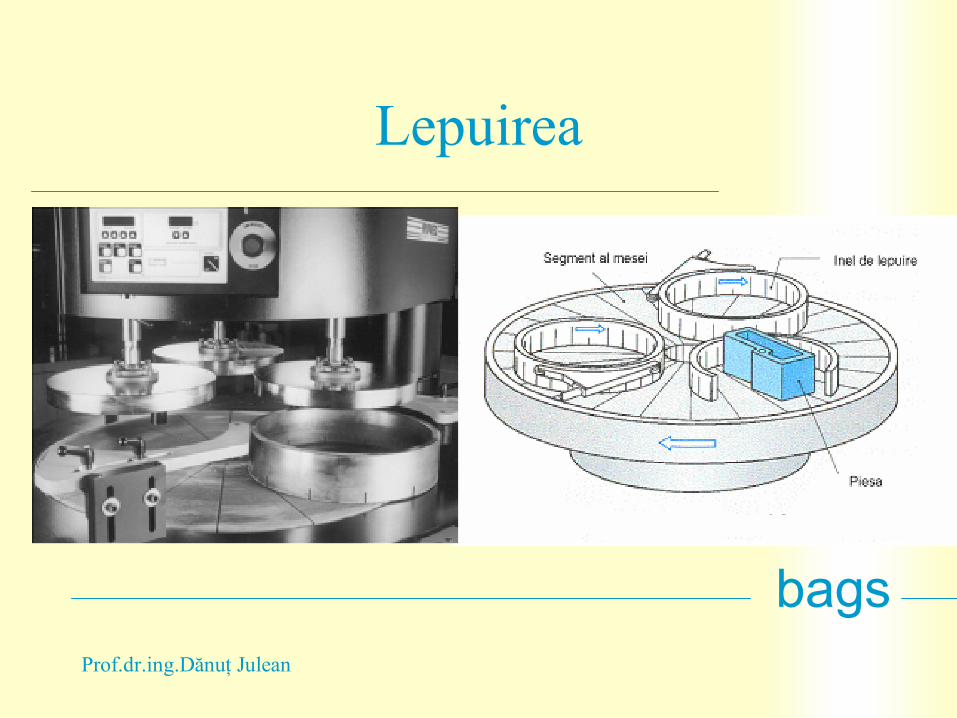
Prof.dr.ing.Dănuţ Julean
bags
Lepuirea
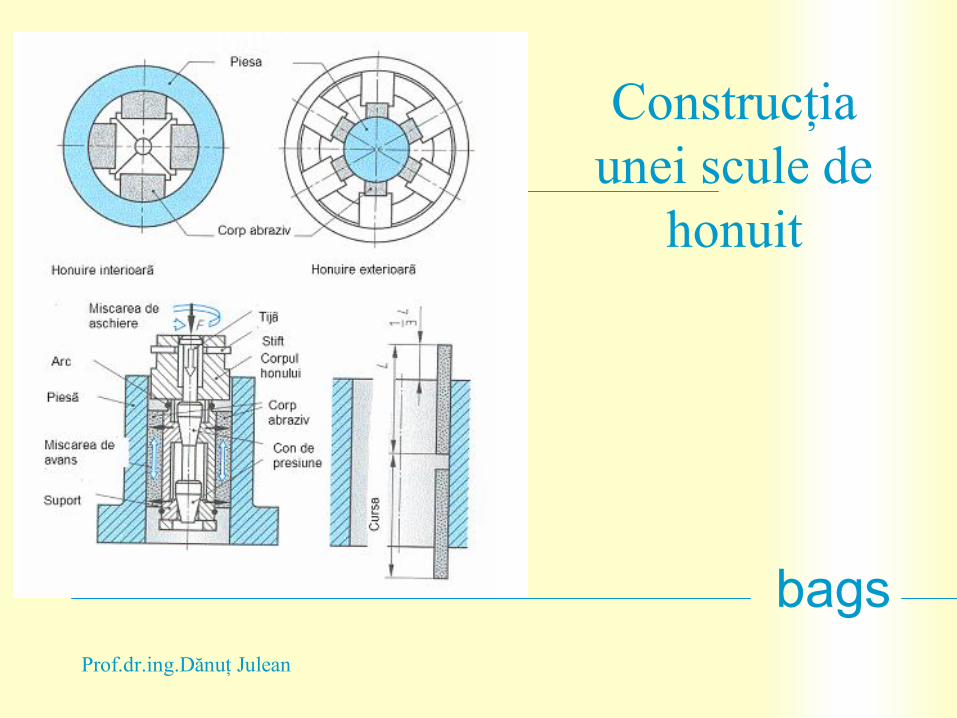
Prof.dr.ing.Dănuţ Julean
bags
Construcţia unei scule de
honuit
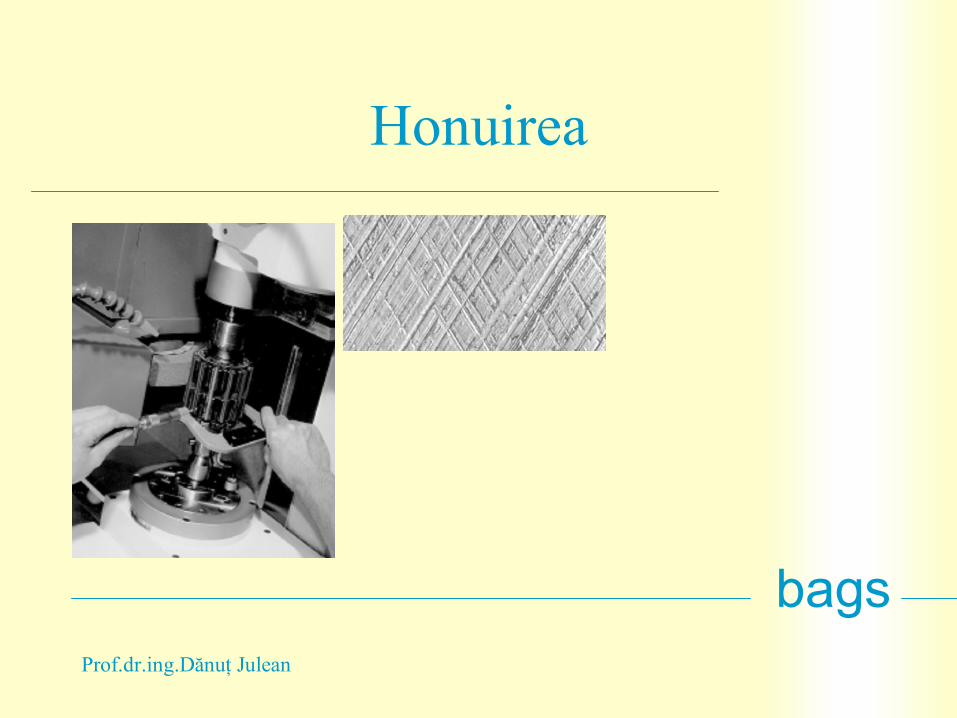
Prof.dr.ing.Dănuţ Julean
bags
Honuirea
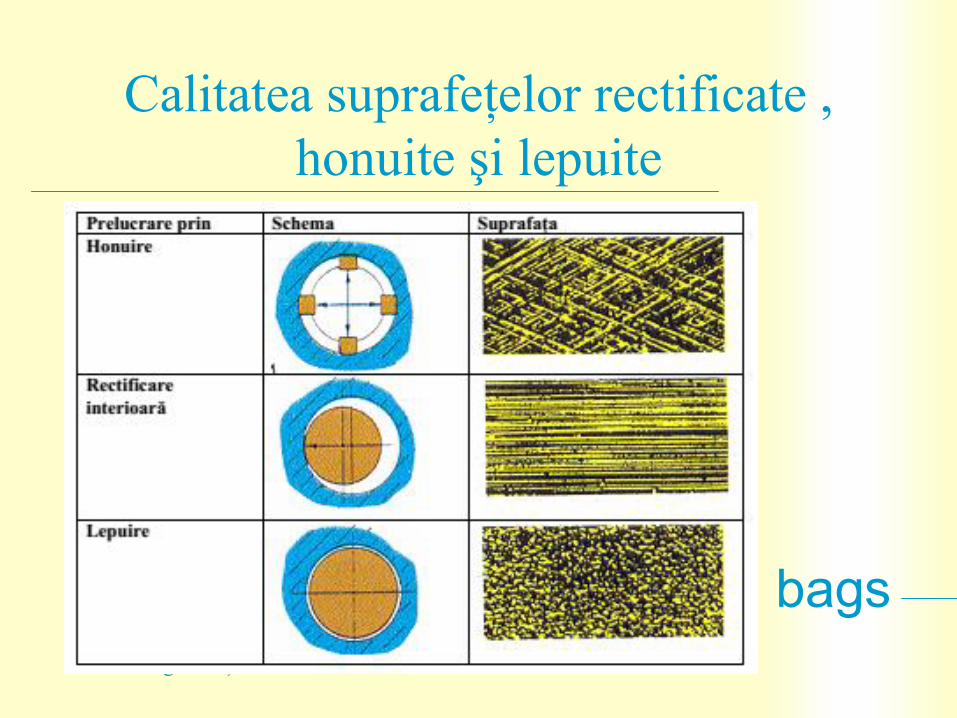
Prof.dr.ing.Dănuţ Julean
bags
Calitatea suprafeţelor rectificate , honuite şi lepuite
Prof.dr.ing.Dănuţ Julean
bags
LEGILE AŞCHIERII
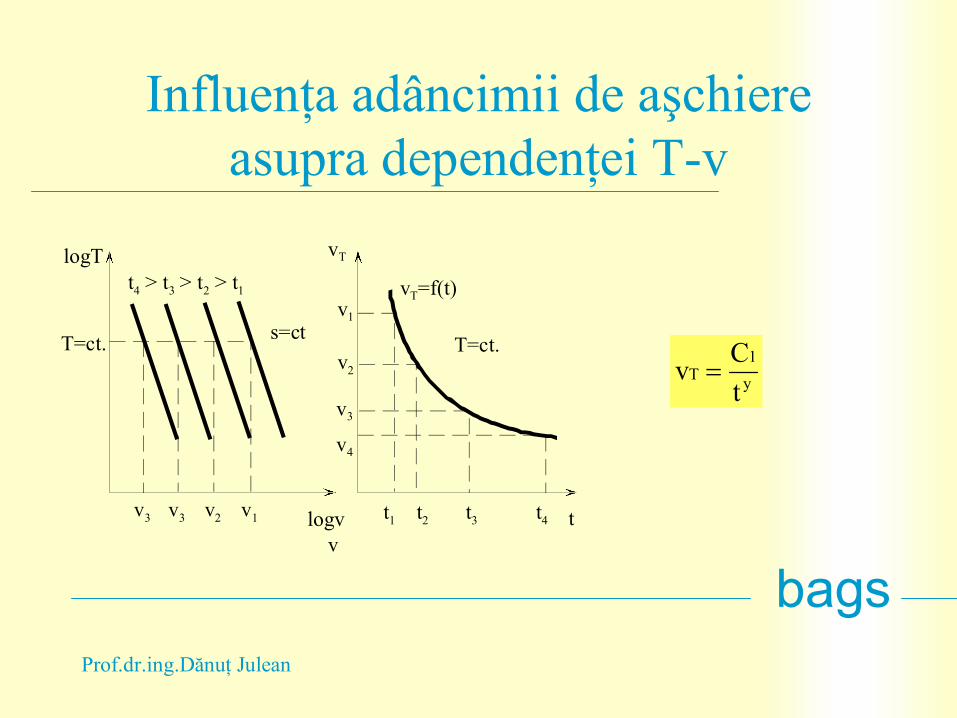
Prof.dr.ing.Dănuţ Julean
bags
Influenţa adâncimii de aşchiere asupra dependenţei T-v
logT
logv
vT
T=ct.s=ct
t4 > t3 > t2 > t1
v3v3 v2 v1
T=ct.
tv
v1
v2
v3
v4
vT=f(t)
t1 t2 t3 t4
y
1T
t
Cv
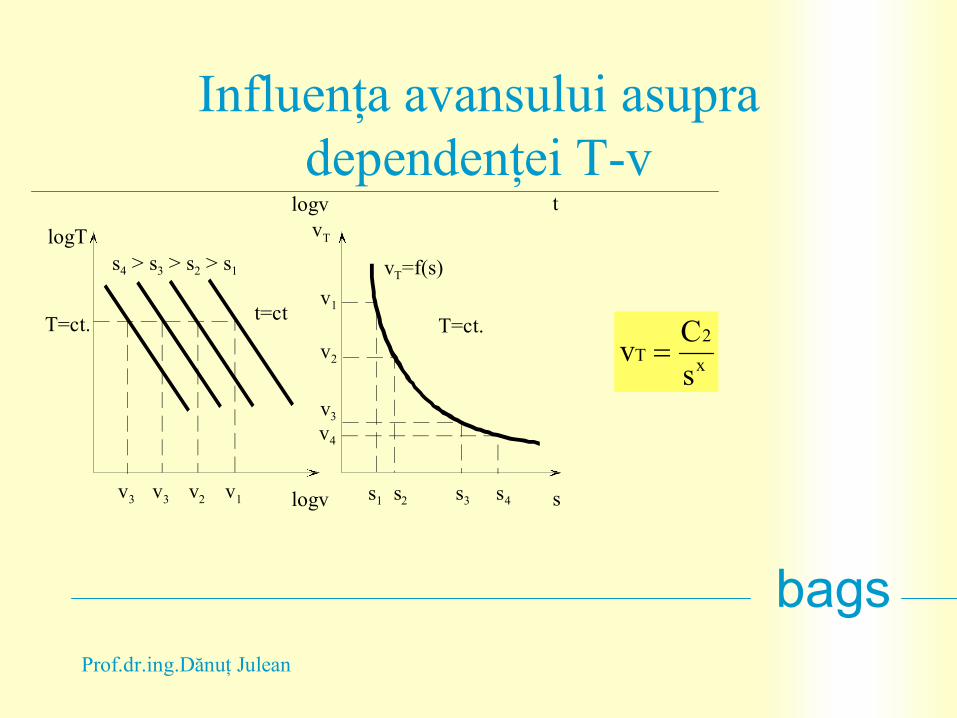
Prof.dr.ing.Dănuţ Julean
bags
Influenţa avansului asupra dependenţei T-v
logv t
logT
logv
vT
T=ct.t=ct
s4 > s3 > s2 > s1
T=ct.
s
v1
v2
v3
v4
vT=f(s)
s1 s2 s3 s4v3v3 v2 v1
x
2T
s
Cv
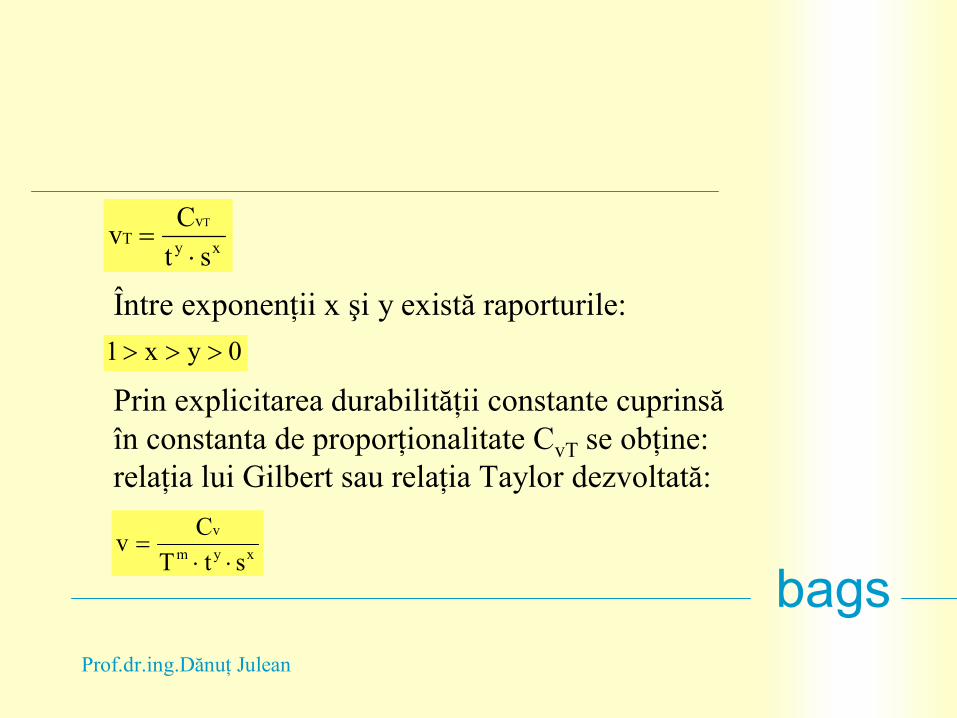
Prof.dr.ing.Dănuţ Julean
bags
Între exponenţii x şi y există raporturile:
xy
vT
st
Cv
T
0yx1
xym
v
stT
Cv
Prin explicitarea durabilităţii constante cuprinsă în constanta de proporţionalitate CvT se obţine: relaţia lui Gilbert sau relaţia Taylor dezvoltată:
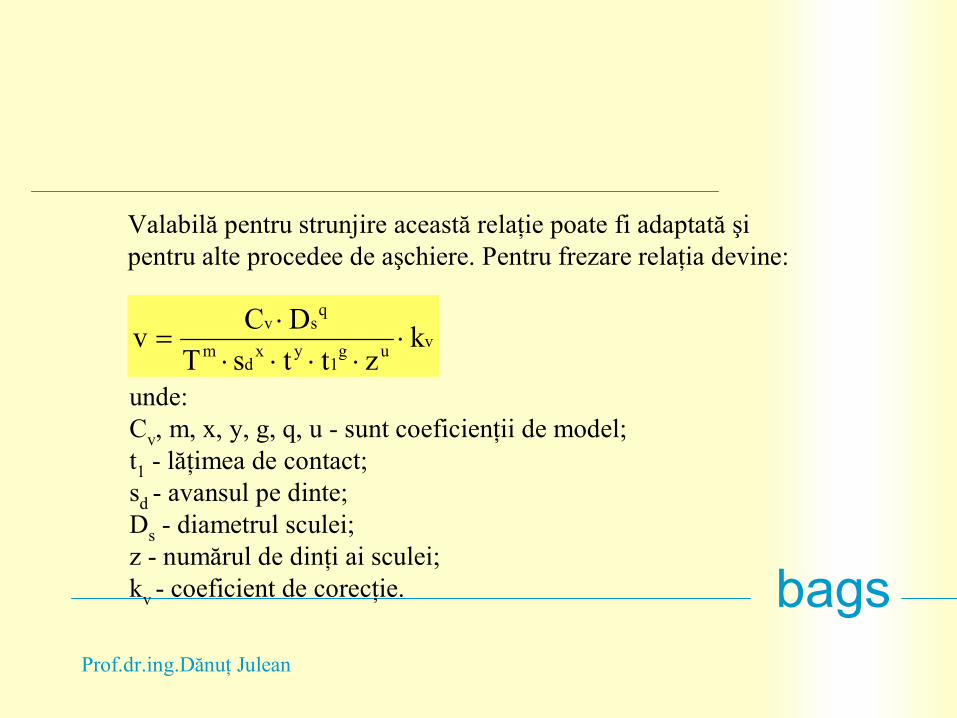
Prof.dr.ing.Dănuţ Julean
bags
Valabilă pentru strunjire această relaţie poate fi adaptată şi pentru alte procedee de aşchiere. Pentru frezare relaţia devine:
vug
1yx
dm
qsv
kzttsT
DCv
unde: Cv, m, x, y, g, q, u - sunt coeficienţii de model; t1 - lăţimea de contact;sd - avansul pe dinte;Ds - diametrul sculei;z - numărul de dinţi ai sculei;kv - coeficient de corecţie.
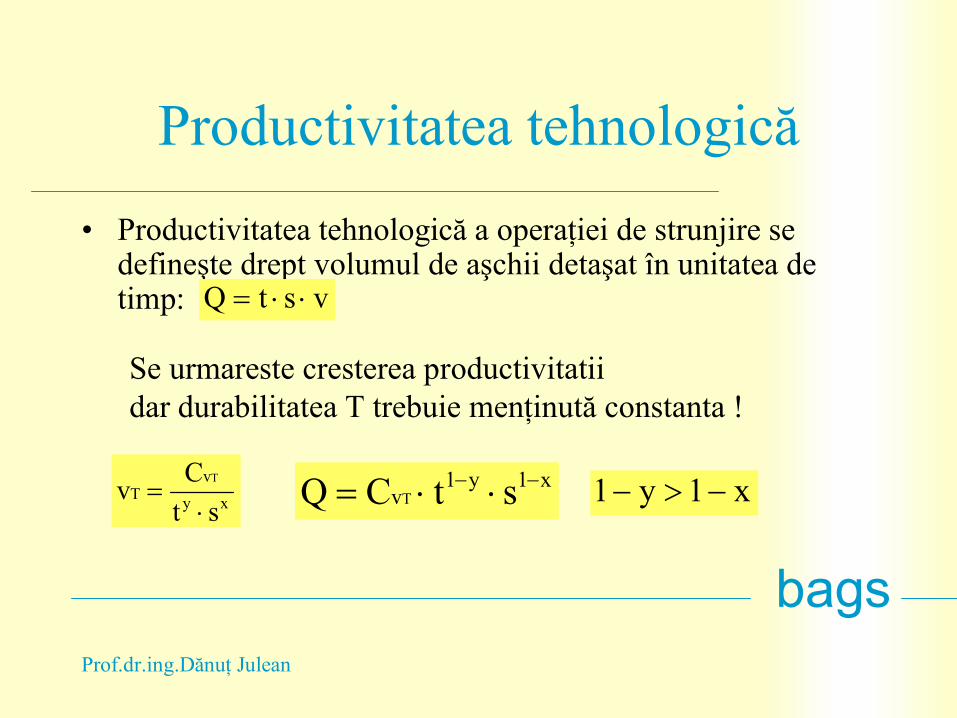
Prof.dr.ing.Dănuţ Julean
bags
Productivitatea tehnologică
• Productivitatea tehnologică a operaţiei de strunjire se defineşte drept volumul de aşchii detaşat în unitatea de timp: vstQ
x1y1v stCQ T
x1y1 xy
vT
st
Cv
T
Se urmareste cresterea productivitatiidar durabilitatea T trebuie menţinută constanta !
Prof.dr.ing.Dănuţ Julean
bags
Prima lege a aşchierii
• întotdeauna este mai avantajoasă mărirea adâncimii de aşchiere t decât cea a avansului s pentru creşterea productivităţii, în condiţiile menţinerii unei durabilităţi constante a sculei aşchietoare
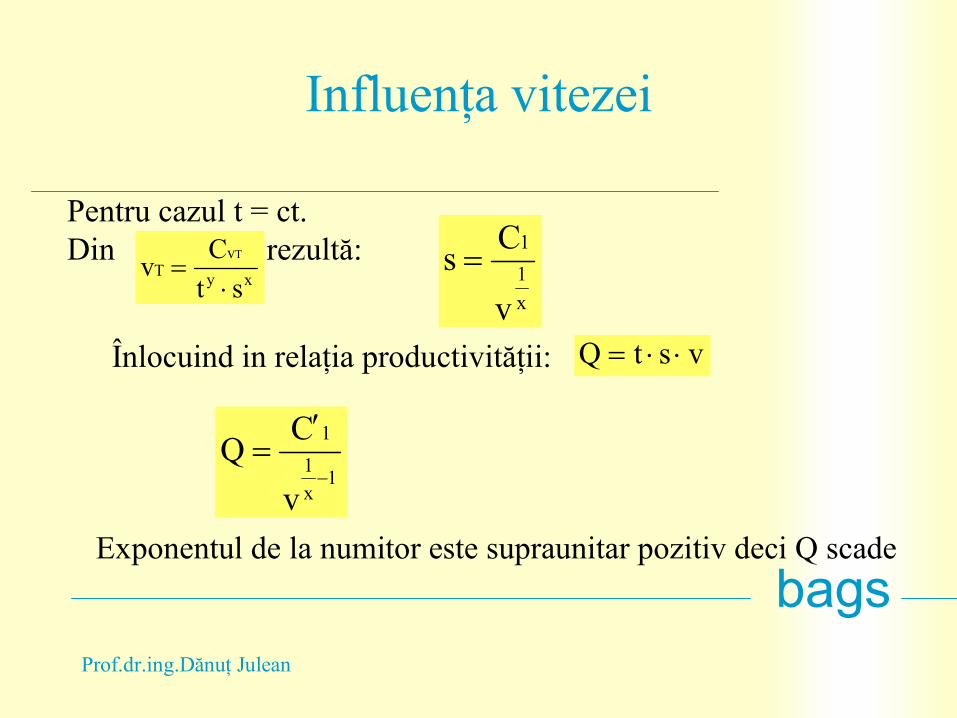
Prof.dr.ing.Dănuţ Julean
bags
Influenţa vitezei
x
1
1
v
Cs
1x
1
1
v
CQ
Pentru cazul t = ct. Din rezultă:
xy
vT
st
Cv
T
Înlocuind in relaţia productivităţii: vstQ
Exponentul de la numitor este supraunitar pozitiv deci Q scade
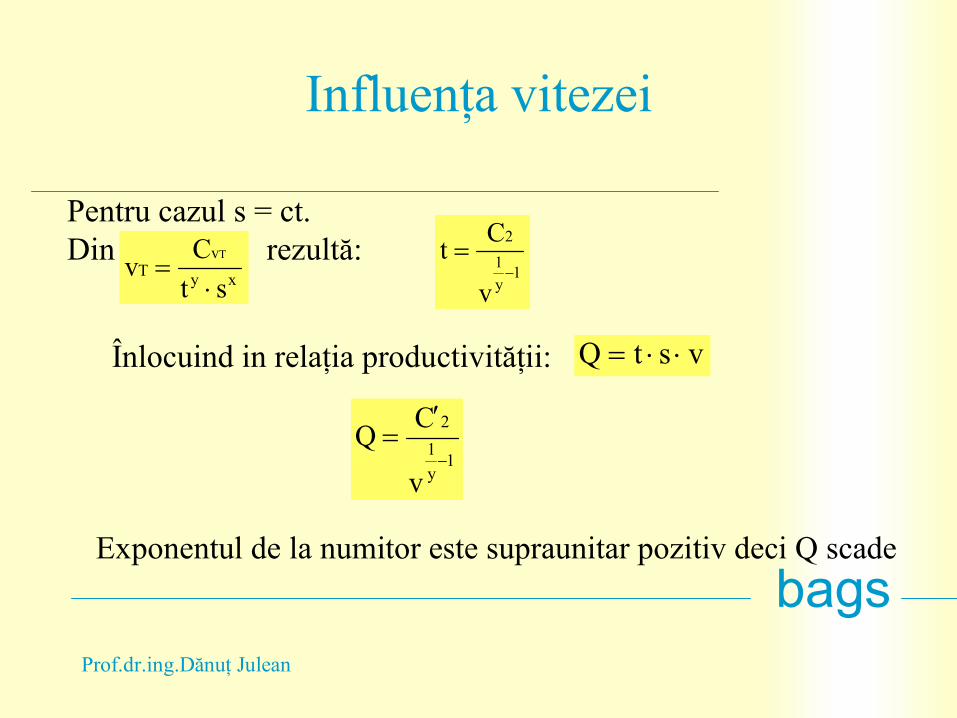
Prof.dr.ing.Dănuţ Julean
bags
Influenţa vitezei
Pentru cazul s = ct. Din rezultă:
xy
vT
st
Cv
T
Înlocuind in relaţia productivităţii: vstQ
1y
1
2
v
Ct
1y
1
2
v
CQ
Exponentul de la numitor este supraunitar pozitiv deci Q scade
Prof.dr.ing.Dănuţ Julean
bags
Comparaţia
1x
1
1
v
CQ
1y
1
2
v
CQ
0yx1
1y
11
x
1
Se compara cele doua funcţii rezultate ţinând cont de mărimeaexponenţilor:
Prof.dr.ing.Dănuţ Julean
bags
A 2-a lege a aşchierii
• stabilirea elementelor regimului de aşchiere se face întotdeauna în ordine inversă influenţei lor asupra uzurii sau durabilităţii sculei adică: t, s,v
Prof.dr.ing.Dănuţ Julean
bags
Stabilirea parametrilor regimului de aşchiere
• Cea mai scurtă cale spre optimizarea regimului de aşchiere este determinarea optimizată a vitezei de aşchiere şi prin aceasta implicit a durabilităţii. Pentru acest lucru se adoptă unul din cele două criterii posibile de optimizare:
• minimizarea timpului operativ incomplet;
• minimizarea costului tehnologic al prelucrării.
• Valoarea adâncimii de aşchiere şi a avansului se consideră cunoscute şi se stabilesc pe baza altor criterii cum ar fi tipul operaţiei: degroşare, finisare, sau în funcţie de rugozitatea impusă suprafeţei prelucrate.
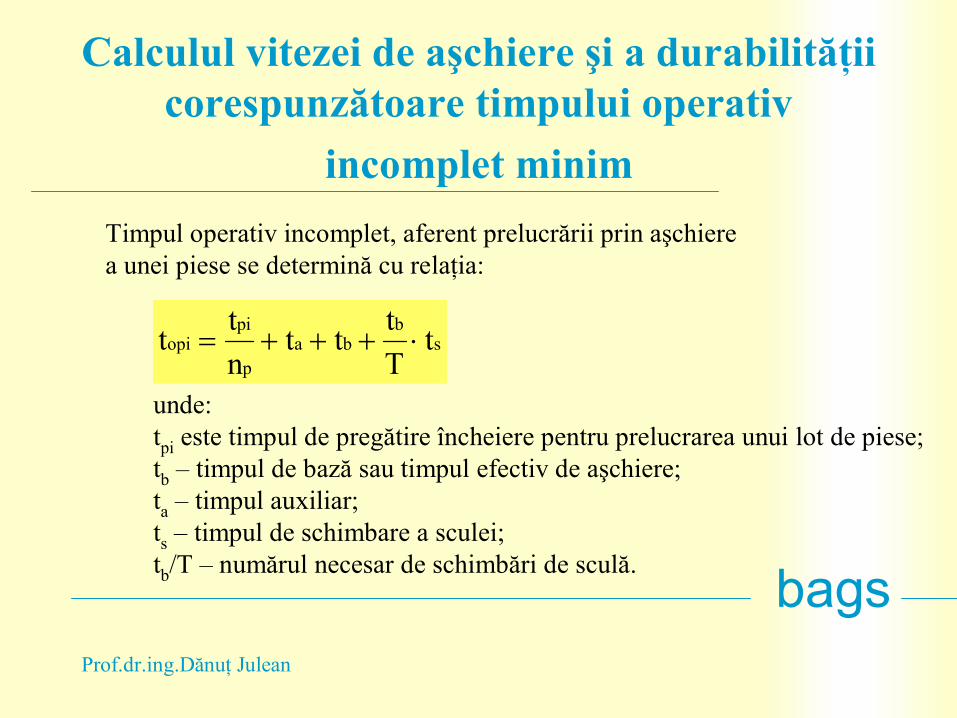
Prof.dr.ing.Dănuţ Julean
bags
Calculul vitezei de aşchiere şi a durabilităţii corespunzătoare timpului operativ
incomplet minim
Timpul operativ incomplet, aferent prelucrării prin aşchiere a unei piese se determină cu relaţia:
sb
ba
p
piopi t
T
ttt
n
tt
unde:tpi este timpul de pregătire încheiere pentru prelucrarea unui lot de piese;tb – timpul de bază sau timpul efectiv de aşchiere;ta – timpul auxiliar;ts – timpul de schimbare a sculei;tb/T – numărul necesar de schimbări de sculă.
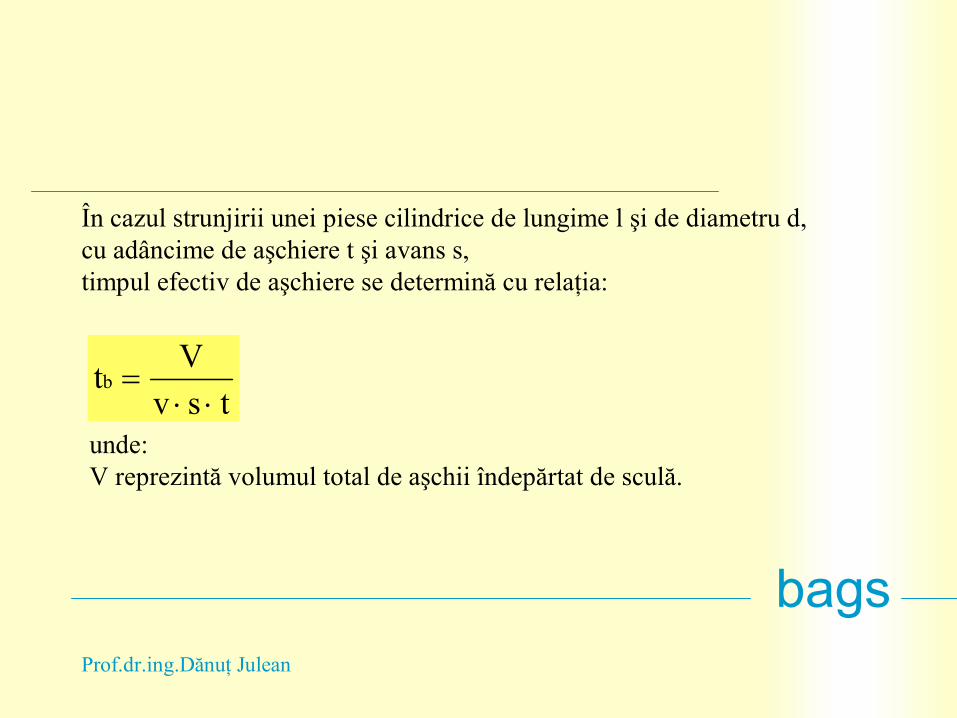
Prof.dr.ing.Dănuţ Julean
bags
În cazul strunjirii unei piese cilindrice de lungime l şi de diametru d, cu adâncime de aşchiere t şi avans s, timpul efectiv de aşchiere se determină cu relaţia:
tsv
Vtb
unde:V reprezintă volumul total de aşchii îndepărtat de sculă.
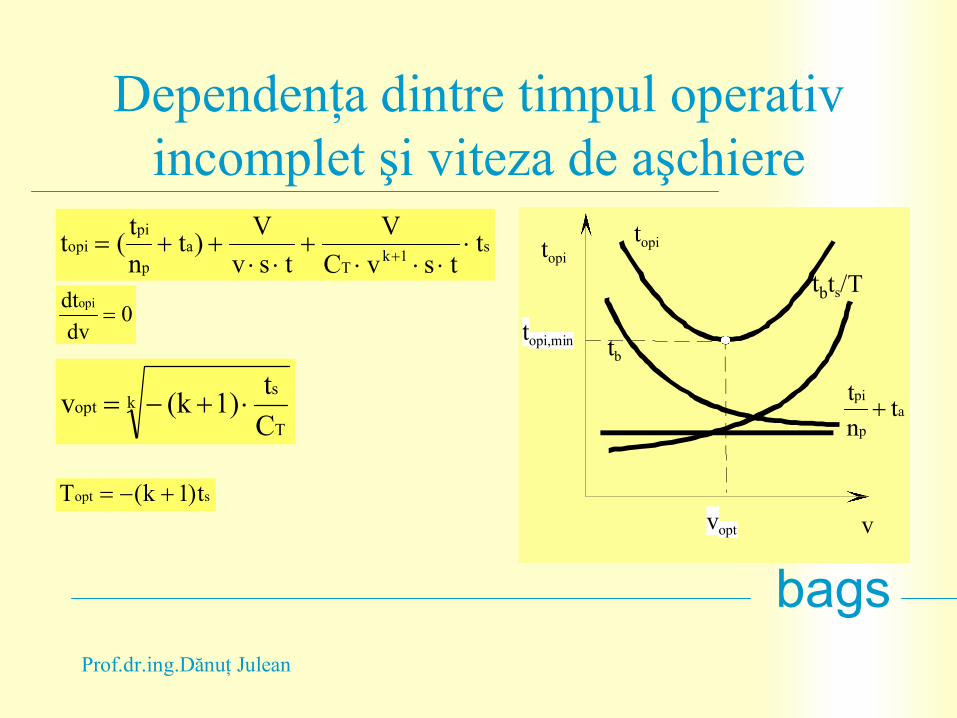
Prof.dr.ing.Dănuţ Julean
bags
Dependenţa dintre timpul operativ incomplet şi viteza de aşchiere
s1k
T
a
p
piopi t
tsvC
V
tsv
V)t
n
t(t
topi
v
tb
topi
ts/T
a
p
pit
n
t
topi,min
vopt
0dv
dtopi
k
T
sopt
C
t1)(kv
sopt t)1k(T
tb
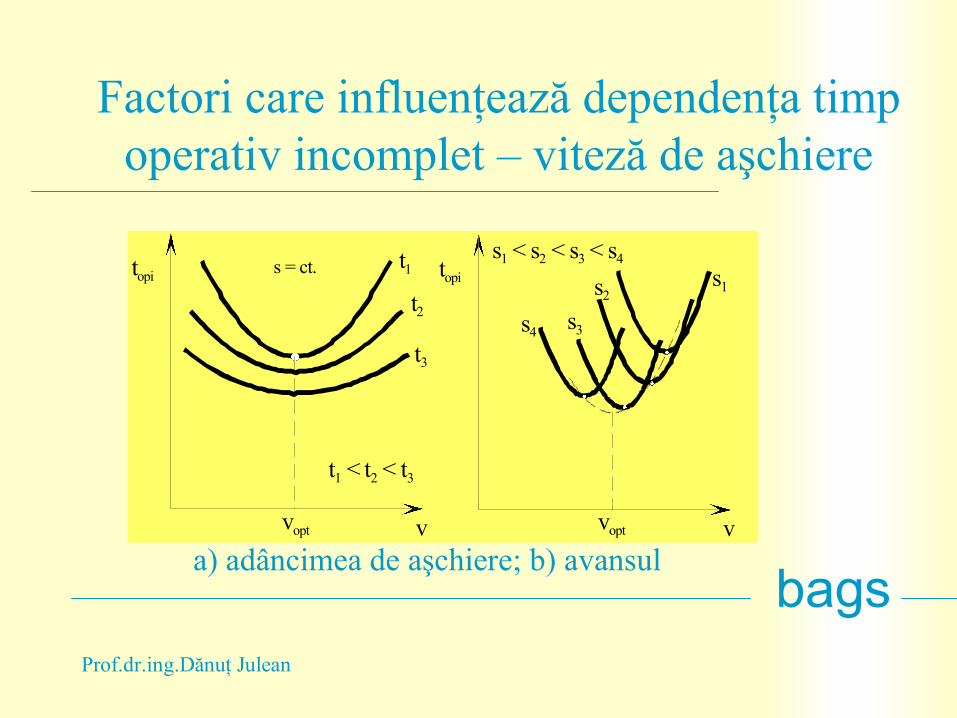
Prof.dr.ing.Dănuţ Julean
bags
Factori care influenţează dependenţa timp operativ incomplet – viteză de aşchiere
topi
vvopt
s = ct.
t3
t2
t1
t1 < t2 < t3
topi
vvopt
s1s2
s3
s1 < s2 < s3 < s4
s4
a) adâncimea de aşchiere; b) avansul
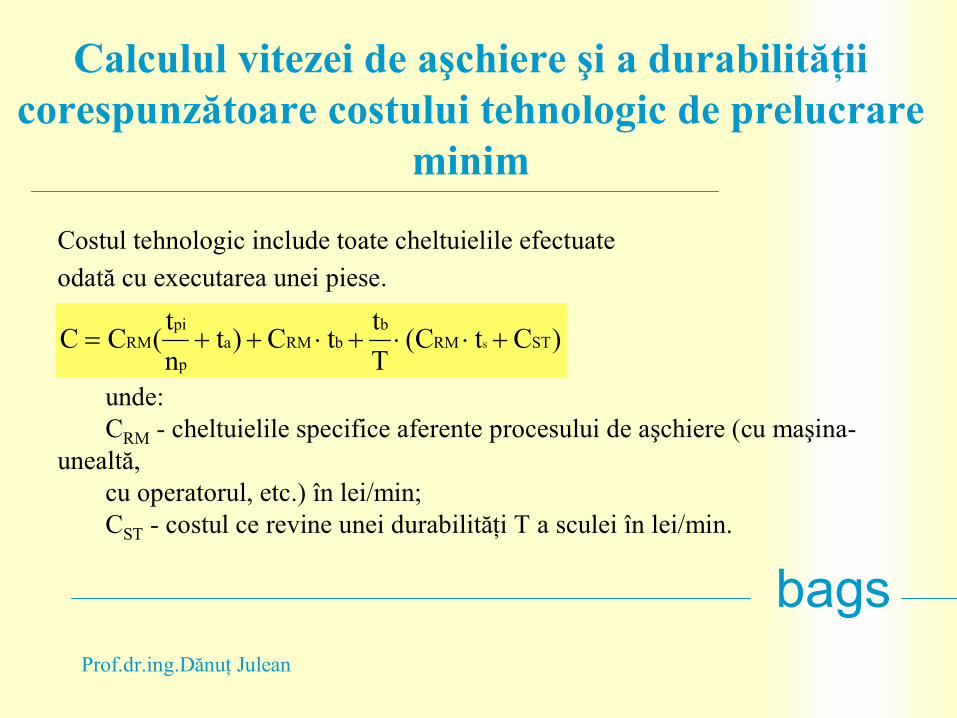
Prof.dr.ing.Dănuţ Julean
bags
Calculul vitezei de aşchiere şi a durabilităţii corespunzătoare costului tehnologic de prelucrare
minim
)CtC(T
ttC)t
n
t(CC STRM
bbRMa
p
piRM s
unde:CRM - cheltuielile specifice aferente procesului de aşchiere (cu maşina-
unealtă, cu operatorul, etc.) în lei/min;CST - costul ce revine unei durabilităţi T a sculei în lei/min.
Costul tehnologic include toate cheltuielile efectuate
odată cu executarea unei piese.
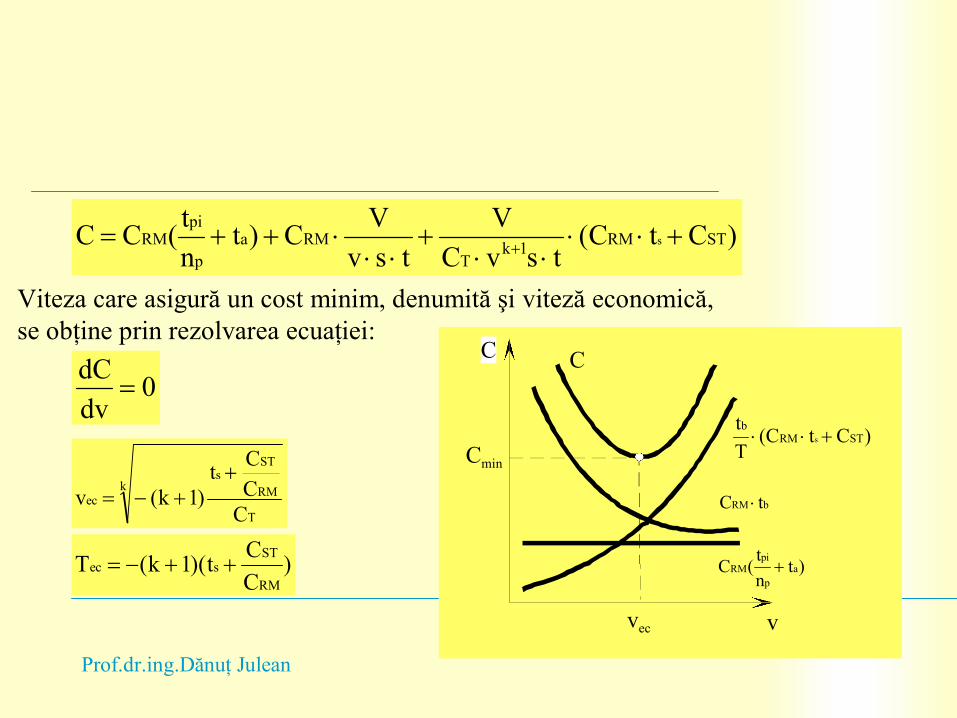
Prof.dr.ing.Dănuţ Julean
bags
)CtC(tsvC
V
tsv
VC)t
n
t(CC STRM
1kT
RMa
p
piRM s
0dv
dC
k
T
RM
STs
ec
CC
Ct
)1k(v
Viteza care asigură un cost minim, denumită şi viteză economică, se obţine prin rezolvarea ecuaţiei:
)C
Ct)(1k(T
RM
STsec
C
v
Cmin
vec
)tn
t(C a
p
piRM
bRM tC
)CtC(T
tSTRM
bs
C
Prof.dr.ing.Dănuţ Julean
bags
Observaţii
• Analiza expresiilor vitezei şi durabilităţii optime sugerează ideea că pentru o pereche dată de materiale sculă-semifabricat, productivitatea ar depinde numai de timpul de schimbare al sculei ts, concluzie neadevărată.
• Având în vedere că timpii auxiliari nu depind de viteză, derivata lor este nulă, chiar dacă ponderea lor de multe ori depăşeşte timpul de bază şi deci afectează puternic productivitatea.
Prof.dr.ing.Dănuţ Julean
bags
• Meritul relaţiei Topt este că supraestimând importanţa timpului de schimbare a sculelor a contribuit la dezvoltarea sculelor cu plăcuţe schimbabile şi a sistemelor de schimbare automată a sculelor.
• Relaţiile deduse pentru viteza şi durabilitatea economică pot conduce şi ele la concluzii greşite. Datorită valorii mici a timpului de schimbare a sculei ts , durabilitatea economică şi costul de execuţie vor fi avantajoase dacă raportul CST/CRM este mare, adică dacă cheltuielile aferente prelucrării sunt mici. Această concluzie a condus la ideea de a reduce factorul CRM prin utilizare unor rate de amortizare a utilajelor de 15-25 ani, ceea ce a condus la uzura fizică şi morală a acestora.
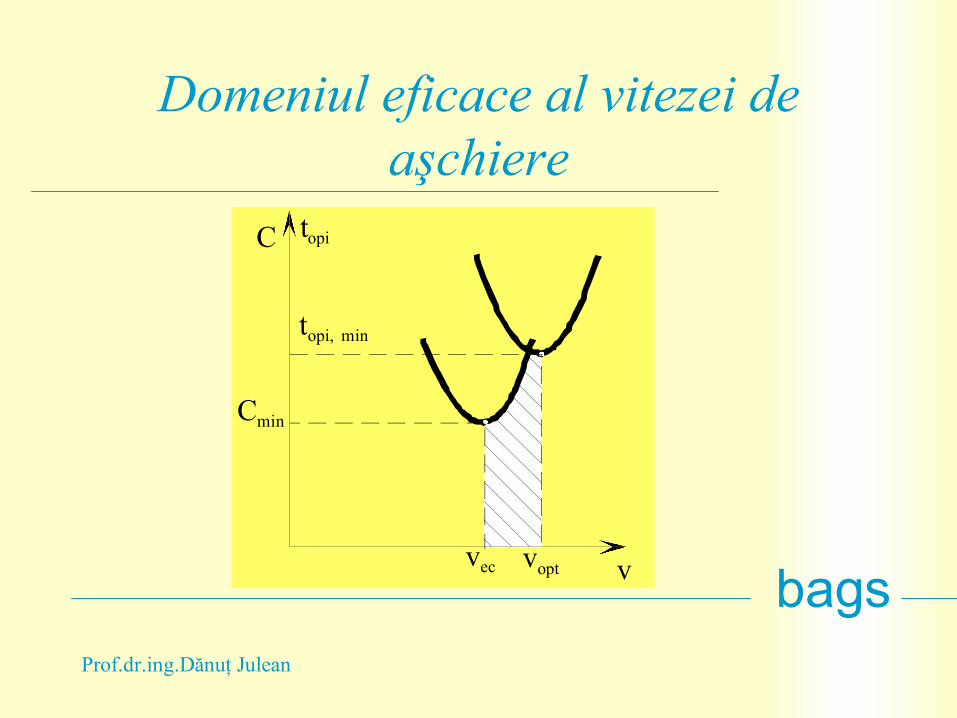
Prof.dr.ing.Dănuţ Julean
bags
Domeniul eficace al vitezei de aşchiere
topi, min
vvoptvec
Cmin
topiC
Prof.dr.ing.Dănuţ Julean
bags
Concluzii
• Pentru obţinerea unor procese de aşchiere eficiente din punct de vedere economic nu este suficientă numai optimizarea unilaterală a regimului de aşchiere. În acelaşi timp trebuie urmărită şi optimizarea geometriei sculei şi asigurarea condiţiilor optime de desfăşurare a procesului.
• Pentru stabilirea valorilor concrete ale regimului de aşchiere trebuie ţinut cont şi de restricţiile impuse de sistemul tehnologic, de rigiditatea sculei, şi a piesei, de rugozitate, etc.
Prof.dr.ing.Dănuţ Julean 1
bags
Bazele aşchierii şi generării suprafeţelor
Prelucrabilitatea prin aşchiere
Prof.dr.ing.Dănuţ Julean 2
bags
Definirea conceptului
• Prelucrabilitatea prin aşchiere –aşchiabilitatea materialului
• este un concept a cărui definire nu este complet standardizat
• se referă la abilitatea unui material de a fi prelucrat prin aşchiere, adică la ansamblul dificultăţilor care sunt întâmpinate în timpul procesului de prelucrare prin aşchiere
Prof.dr.ing.Dănuţ Julean 3
bags
• Considerarea tuturor proprietăţilor care caracterizează un material şi care influenţează prelucrabilitatea lui prin aşchiere, ar putea conduce la o apreciere mai precisă a acestei caracteristici, dar ar necesita, în acelaşi timp, un volum extrem de mare de date, care nu
întotdeauna sunt la dispoziţia tehnologului
Prof.dr.ing.Dănuţ Julean 4
bags
Factori de influenţă
• metalurgia
• elaborarea
• compoziţia chimică
• tratamentul termic
• starea suprafeţelor semifabricatului
• scula aşchietoare
• materialul şi geometria acesteia
• condiţiile şi regimul de aşchiere
• modul de fixare al piesei
• maşina-unealtă
Prof.dr.ing.Dănuţ Julean 5
bags
• prelucrabilitatea reflectă performanţele în procesul de aşchiere a cuplei de materiale sculă-piesă privite prin prisma unor criterii cantitative şi/sau calitative cum sunt:
– durabilitatea sculei;
– forma aşchiei;
– calitatea şi integritatea suprafeţei prelucrate;
– productivitatea procesului de aşchiere;
– consumul energetic.
Prof.dr.ing.Dănuţ Julean 6
bags
Evaluarea prelucrabilităţii
• Evaluarea prelucrabilităţii se realizează printr-o îmbinare a datelor ce descriu proprietăţile tehnologico-mecanice ale materialului de aşchiat şi rezultatele unor încercări practice specifice
Prof.dr.ing.Dănuţ Julean 7
bags
Criterii pentru aprecierea prelucrabilităţii
• Criteriul de prelucrabilitate Zv bazat pe evoluţia curbelor de uzură (sau durabilitate) în funcţie de viteza de aşchiere;
• Criteriul de prelucrabilitate Zs bazat pe examinarea formei aşchiei şi a rugozităţii suprafeţei prelucrate.
• Obs: criteriul Zv apreciază aşchiabilitateamaterialului prin prisma uzurii pe care o va induce sculei aşchietoare, criteriul Zs va ţine cont de rugozitatea suprafeţei prelucrate, de apariţia depunerilor, de forma aşchiei detaşate, etc.
Prof.dr.ing.Dănuţ Julean 8
bags
Indicatori de prelucrabilitate• Durabilitatea sculei T este considerată ca unul din cei
mai convenabili indicatori pentru aprecierea prelucrabilităţii. Pentru stabilirea experimentală a durabilităţii sunt necesare încercări costisitoare şi de foarte lungă durată precum şi o standardizare ridicată a experimentelor, începând cu controlul riguros al materialelor semifabricatelor şi cel al sculelor încă de la recepţia lor.
• Încercările de stabilire a durabilităţii sunt mari consumatoare de timp din cauza ridicării curbelor de uzură la diferite viteze constante.
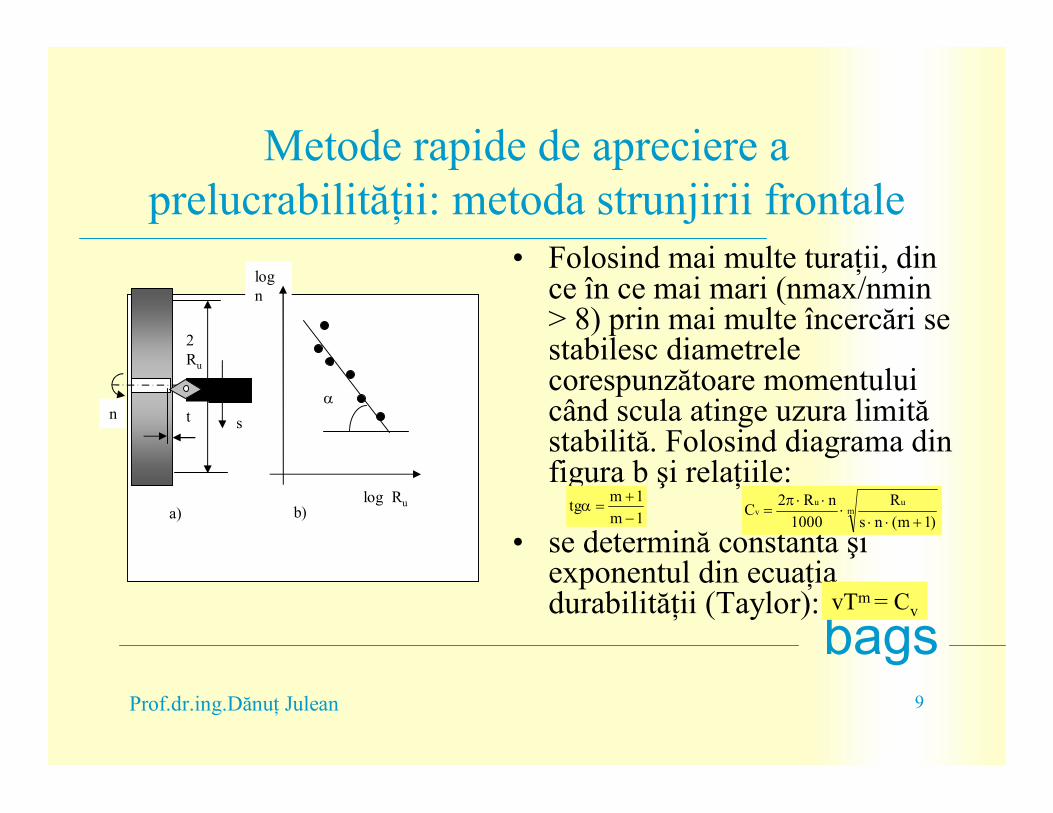
Prof.dr.ing.Dănuţ Julean 9
bags
Metode rapide de apreciere a prelucrabilităţii: metoda strunjirii frontale
• Folosind mai multe turaţii, din ce în ce mai mari (nmax/nmin> 8) prin mai multe încercări se stabilesc diametrele corespunzătoare momentului când scula atinge uzura limită stabilită. Folosind diagrama din figura b şi relaţiile:
• se determină constanta şi exponentul din ecuaţia durabilităţii (Taylor):
log Ru
log n
2Ru
nst
a)
b) 1m
1mtg
m
uuv
)1m(ns
R
1000
nR2C
vTm = Cv
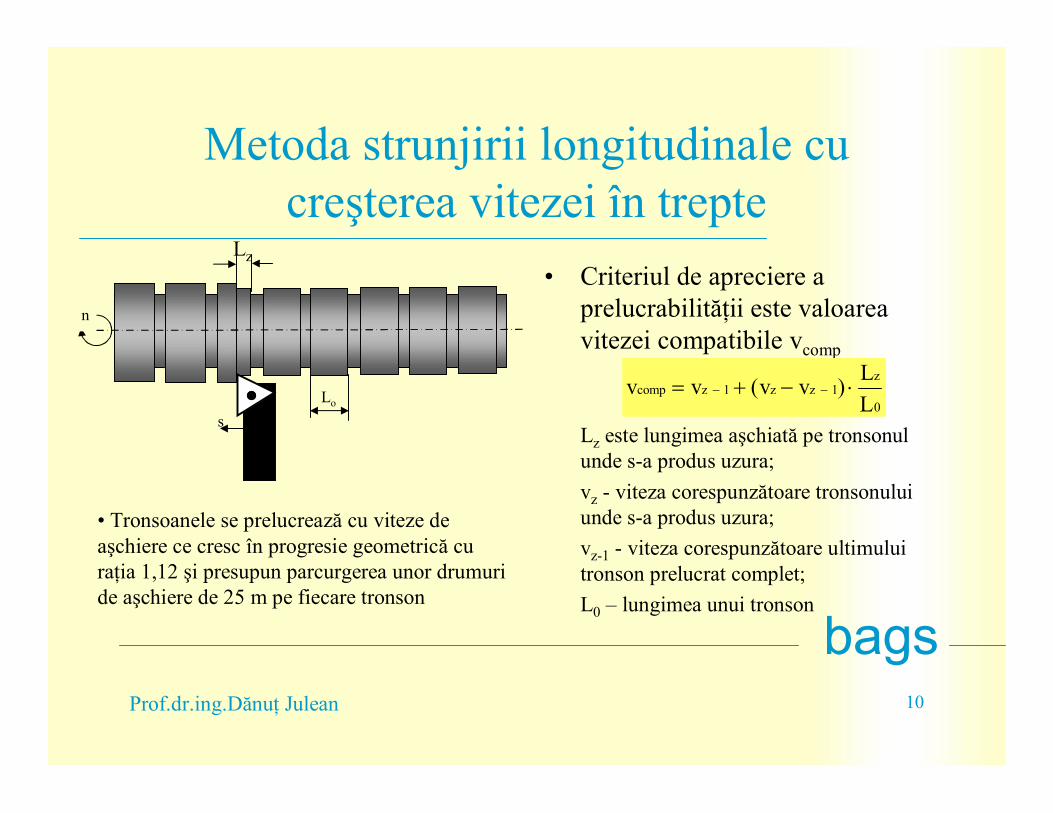
Prof.dr.ing.Dănuţ Julean 10
bags
Metoda strunjirii longitudinale cu creşterea vitezei în trepte
• Criteriul de apreciere a prelucrabilităţii este valoarea vitezei compatibile vcomp
Lz este lungimea aşchiată pe tronsonul unde s-a produs uzura;
vz - viteza corespunzătoare tronsonului unde s-a produs uzura;
vz-1 - viteza corespunzătoare ultimului tronson prelucrat complet;
L0 – lungimea unui tronson
Lo
s
n
Lz
0
z1zz1zcomp
L
L)vv(vv
• Tronsoanele se prelucrează cu viteze de aşchiere ce cresc în progresie geometrică cu raţia 1,12 şi presupun parcurgerea unor drumuri de aşchiere de 25 m pe fiecare tronson
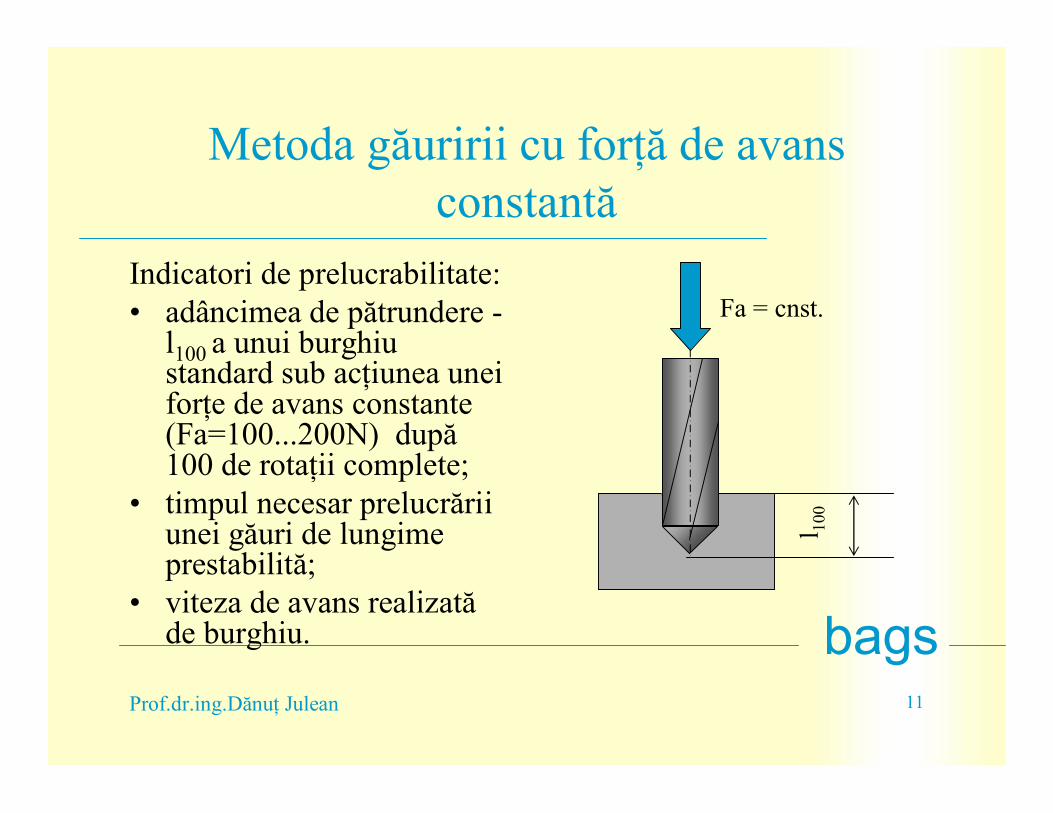
Prof.dr.ing.Dănuţ Julean 11
bags
Metoda găuririi cu forţă de avans constantă
Indicatori de prelucrabilitate:• adâncimea de pătrundere -
l100 a unui burghiu standard sub acţiunea unei forţe de avans constante (Fa=100...200N) după 100 de rotaţii complete;
• timpul necesar prelucrării unei găuri de lungime prestabilită;
• viteza de avans realizată de burghiu.
l 100
Fa = cnst.
Prof.dr.ing.Dănuţ Julean 12
bags
Alte criterii
• Calitatea suprafeţei prelucrate– este deseori utilizată drept un criteriu de apreciere a
prelucrabilităţii şi chiar a finisabilităţii unui material.– rugozitatea suprafeţei prelucrate depinde de mărimea
avansului şi de geometria tăişului sculei dar şi de viteza de aşchiere. Ea este însă influenţată şi de evoluţia uzurii tăişului şi deci şi de aşchiabilitatea materialului prelucrat.
• Forma şi mărimea aşchiilor– joacă un rol important în aprecierea prelucrabilităţii în
special prin prisma proceselor de prelucrare pe maşini-unelte automate, când intervenţia factorului uman este redusă la maxim.
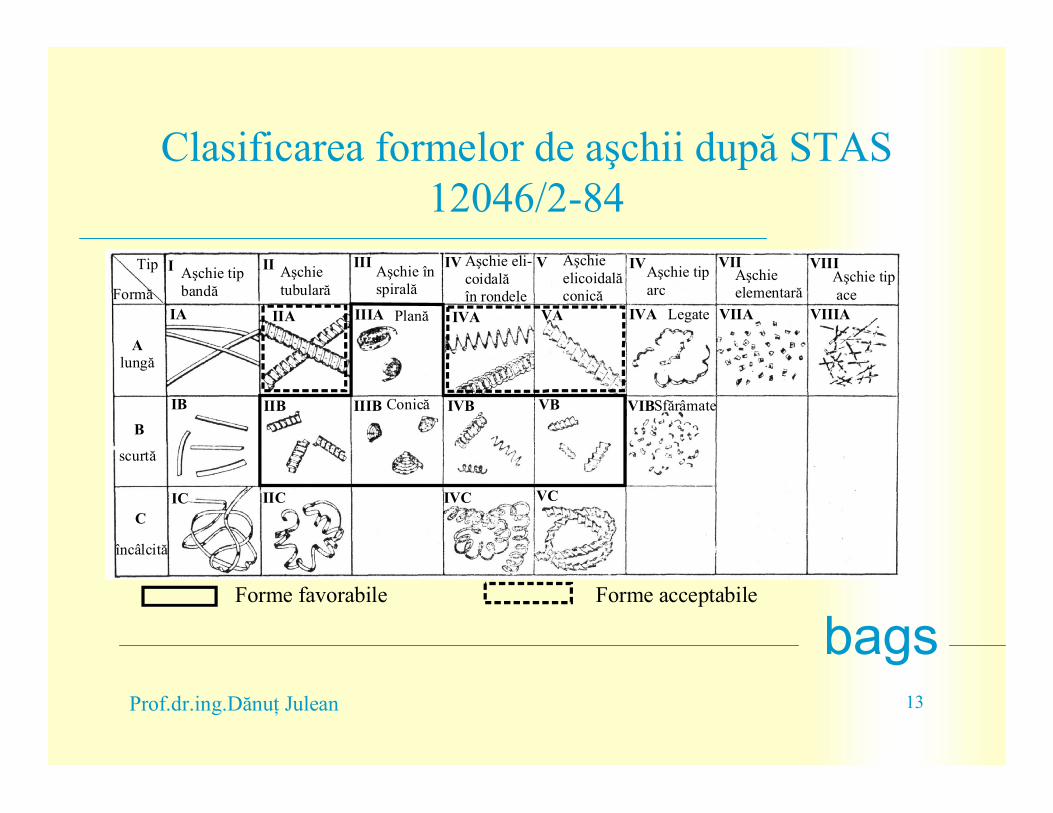
Prof.dr.ing.Dănuţ Julean 13
bags
Clasificarea formelor de aşchii după STAS 12046/2-84
TipAşchie tipbandă
II III IV V IV VII VIIII Aşchietubulară
Alungă
B
C
încâlcită
IA IIA IIIA IVA VA IVA VIIA VIIIA
IB IIB IIIB IVB VB VIB
scurtă
Aşchie înspirală
Aşchie eli-coidală în rondele
Aşchie elicoidalăconicăFormă
Aşchie tip arc
Aşchie elementară
Aşchie tip ace
Plană
Conică
Legate
Sfărâmate
IC IIC IVC VC
Forme favorabile Forme acceptabile
Prof.dr.ing.Dănuţ Julean 14
bags
• Formarea aşchiei şi forma acesteia sunt în strânsă corelaţie, nu numai cu proprietăţile materialului semifabricatului dar şi cu compoziţia chimică, cu prezenţa anumitor elemente, cum sunt de exemplu fosforul, sulful şi plumbul, care în cazul oţelurilor produc fragmentarea aşchiilor şi conduc la îmbunătăţirea aşchiabilităţii.
Prof.dr.ing.Dănuţ Julean 15
bags
Influenţa proprietăţilor materialelor asupra prelucrabilităţii
• Rezistenţa mecanică şi duritateaIn general rezistenţa mecanica şi duritatea reduse sunt favorabile din punctul de vedere al aşchierii. Excepţie fac materialele foarte ductile care prin producerea unor depuneri pe tăiş accentuate vor conduce la dificultăţi în ceea ce priveşte obţinerea unor rugozităţi corespunzătoare.
• Ductilitatea Ductilitatea este o proprietate în corelaţie cu duritatea. O aşchiabilitate bună se obţine atunci când se realizează un raport optim ductilitate/duritate.
• Conductivitatea termicăConductivitatea termică a materialului semifabricatului poate contribui la preluarea unei cantităţi sporite din căldura generată prin aşchiere. Conductivităţile termice ridicate sunt benefice din punctul de vedere al prelucrării prin aşchiere. De aici şi diferenţele remarcabile de aşchiabilitateîntre aliajele de aluminiu şi oţelurile termorefractare.
Prof.dr.ing.Dănuţ Julean 16
bags
• EcruisareaDupă cum se ştie metalele pot să-şi îmbunătăţească rezistenţa în urma unei deformări plastice suferite, îmbunătăţire ce depinde atât de mărimea deformării cât şi de viteza cu care s-a produs aceasta. La aşchierea oţelurilor, deformarea este puternic concentrată în zona de forfecare din imediată apropiere a tăişului sculei şi se va concretiza prin aşchii ecruisate, de duritate mai mare, şi uneori chiar ecruisarea stratului superficial al suprafeţei aşchiate. In procesul de formare a aşchiei lucrul mecanic specific consumat va fi mai mare. Pentru descărcarea solicitărilor tăişului şi o reducere a gradului de deformare se va opta pentru un tăiş cu unghi de degajare mai pronunţat. Ecruisarea conduce şi la diminuarea tendinţei de formare a depunerilor pe tăiş.
Prof.dr.ing.Dănuţ Julean 17
bags
• Prezenţa incluziunilorParticulele dure şi abrazive, cu dimensiuni mai mari de 150 m, sunt factori care intensifică uzura sculelor. Prezenţa incluziunilor caracterizează materiale de calitate inferioară şi sunt consecinţa procedeelor de elaborare. Microincluziunile sunt însă întotdeauna prezente. Cele abrazive, cum sunt cele din oxid de aluminiu (Al2O3) sau cele din calciu (Ca), trebuie evitate. Incluziunile din oxizi, de tipul oxizilor de fier sau de mangan (FeO, MnO), sunt mai puţin dăunătoare deoarece sunt mai deformabile şi pot fi angajate în procesul de formare a aşchiei. Prezenţa silicaţilor este însă favorabilă deoarece la prelucrările cu viteze mari ei se înmoaie şi pot contribui la diminuarea uzurii sculei.
Prof.dr.ing.Dănuţ Julean 18
bags
• Elemente de aliere pentru creşterea aşchiabilităţiiUna din metodele cunoscute de ridicare a capacităţii de aşchiere a oţelurilor este adăugarea în compoziţie a sulfului. Acesta formează cu magneziul compuşi care în timpul formării aşchiei dau naştere unor planuri cu rezistenţă scăzută reducându-se astfel consumul energetic necesar pentru amorsarea fisurilor şi pentru producerea ruperii aşchiilor. Rezultatul este creşterea practică a unghiului de forfecare în procesul formării aşchiei, amplificarea tendinţei de curbare aşchiei şi reducerea contactului cu faţa de degajare a sculei. La contactul cu faţa de degajare aceşti compuşi uşurează condiţiile de frecare. Aşchiabilitatea oţelurilor poate fi sporită şi prin prezenţa plumbului şi a seleniului. Aşchiabilitatea este puternic influenţată de cantitatea acestor elemente dar şi de mărimea, forma şi distribuţia compuşilor pe care îi formează în oţel.
Prof.dr.ing.Dănuţ Julean 19
bags
• Structura materialului
Structura materialului este un factor care afectează puternic prelucrabilitatea prin aşchiere. In cazul oţelurilor aşchiabilitatea este influenţată de prezenţa celor trei constituenţi structurali de bază: ferita, perlita şi cementita. Datorită durităţii mari, cantităţi mici de cementită vor influenţa puternic uzura sculei. Oţelurile feritice vor fi caracterizate de o aşchiabilitate mai bună decât cele martensitice.
Prof.dr.ing.Dănuţ Julean 20
bags
• Caracteristicile semifabricatului şi tratamentul termicMaterialul semifabricatului poate fi introdus în procesul de prelucrare sub formă de laminat la cald, normalizat, recopt, tras la rece sau îmbunătăţit. Semifabricatele laminate din punctul de vedere al aşchiabilităţii sunt caracterizate de o structură neomogenă şi proprietăţi diferenţiate care decurg din procesele de deformare şi menţinere la temperaturi ridicate. Normalizarea conduce la structuri mai fine şi mai omogene care îmbunătăţesc tenacitatea materialului şi aşchiabilitatea. Recoacerea, în special cea de globulizare, conduce la transformarea perlitei lamelare în perlită globulară, deci la obţinerea unei structuri favorabile aşchierii, caracterizată de o scădere a durităţii şi a solicitării la uzură a sculei. Deformarea la rece a semifabricatelor de dimensiuni mici urmăreşte uniformizarea structurii şi aduce ca avantaje reducerea depunerilor pe tăiş, a formării bavurilor şi îmbunătăţeşte textura suprafeţei prelucrate. Îmbunătăţirea prin creşterea durităţii materialului afectează uzura sculei. Pentru prelucrările moderne cu scule din carburi metalice dificultăţile în aşchiere apar peste 200 HB.
Prof.dr.ing.Dănuţ Julean 21
bags
• Elementele de aliere Majoritatea materialelor metalice utilizate azi sunt aliaje mai mult sau mai puţin bogate. Prezenţa elementelor de aliere determină proprietăţi specifice pentru aceste aliaje dar în acelaşi timp influenţează puternic aşchiabilitatea. Prezenta unor elemente de aliere cum sunt: nichelul (Ni), cobaltul (Co), magneziul (Mg), vanadiul (V), molibdenul (Mo), niobiul (Nb), wolframul (W), cuprul (Cu), etc. produc o diminuare a aşchiabilităţii oţelurilor. Alte elemente deja amintite: sulful (S), fosforul (P) şi plumbul (Pb), din contră, în cantităţi adecvate produc o îmbunătăţire a aşchiabilităţii. Chiar şi carbonul (C) principalul element de aliere are un efect benefic numai în limita 0,3…0,6%.

















