50
Tema atestat : ASAMBLARI NEDEMONTABILE
| Date post: | 10-Aug-2015 |
| Category: |
Documents |
| Upload: | alexandra-elena |
| View: | 465 times |
| Download: | 9 times |
Tema atestat :
ASAMBLARI NEDEMONTABILE
Profesor indrumator :
Stan Marieta Doina
CUPRINS
1. Introducere
2. Asamblari nedemontabile
3. Asamblari nituite 4. Asamblari sudate
5. Asamblari prin lipire
6. N.T.S.M.
1. Introducere
2. ASAMBLARI NEDEMONTABILE
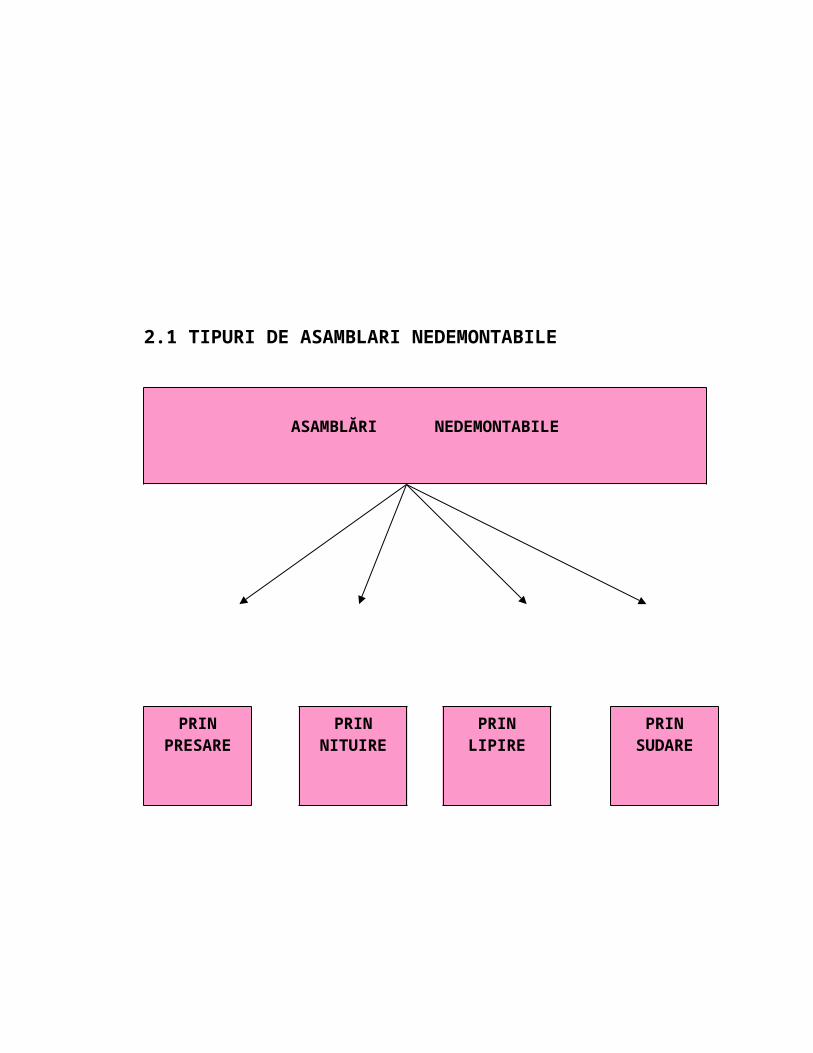
Asamblarile nedemontabile sunt acele asamblari la care,pentru desfacerea pieselor este necesar sa se distruga partial sau total organul de asamblare sau piesele ce alcatuiesc asamblarea. Procedeele de obtinere a asamblarilor fixe nedemontabile se pot imparti in doua grupe :-procedee la care asamblarea se realizeaza fara un organ de asamblare ;-procedee la care asamblarea se realizeaza cu ajutorul unui organ de asamblare. Din prima grupa fac parte procedeele de asamblare prin presare,iar din a doua, cele prin nituire,sudare,lipire. In general una din piesele care se asambleaza prin presare are un alezaj sau face parte din cat. inelelor,iar cealalta este un arbore plin sau gol la int. Presarea poate fi: I. Presarea transversala se poate obtine prin :
-presare cu incalzirea piesei exterioare-presare prin racirea piesei int.-presare prin def plastica -presarea unei piese elastice
II. Presarea longitudinala care se realizeaza prin introd.fortata a piesei interioare in piesa exterioara.Aceasta metoda constituie una din cele mai simple met. de asamblare .Pentru micsorarea fortei de presare se poate apela la una din urmatoarele solutii :- ungerea suprafetelor care vin in contact- amplasarea pe piesele asamblate a unor tesituri sau a unor portiuni
cu ajustaj liber.
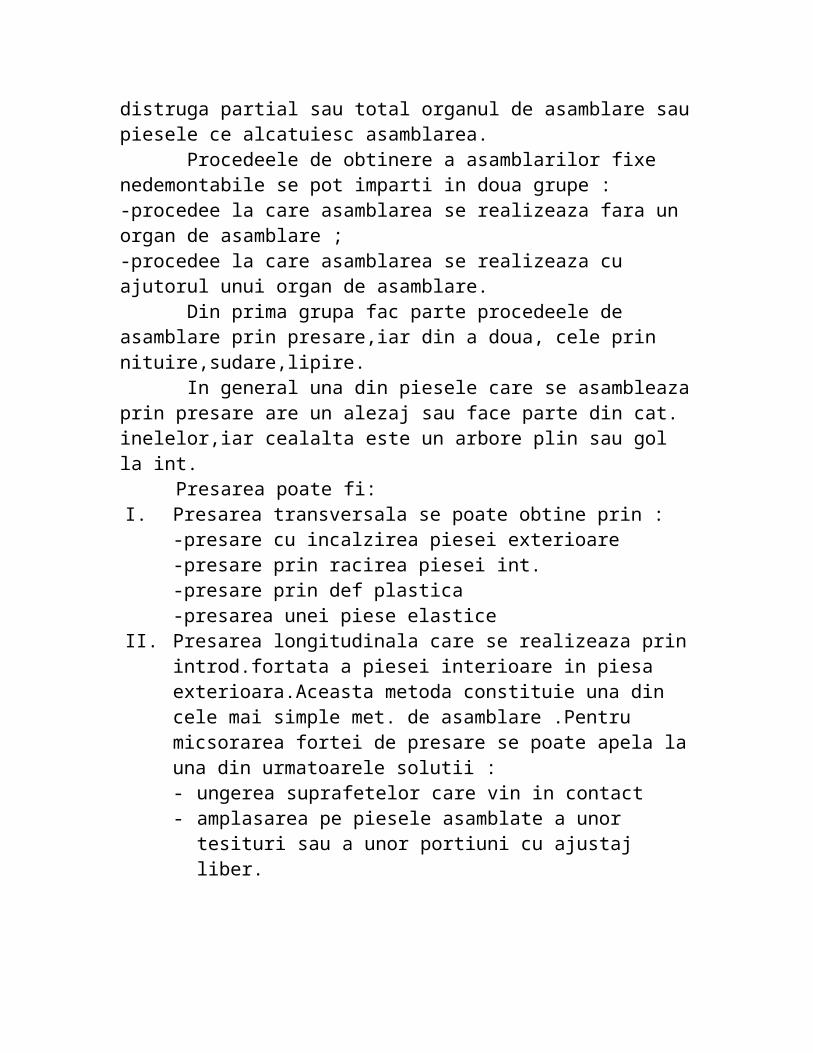
2.1 TIPURI DE ASAMBLARI NEDEMONTABILE
ASAMBLĂRI NEDEMONTABILE
PRIN PRESARE
PRIN NITUIRE
PRIN LIPIRE
PRIN SUDARE
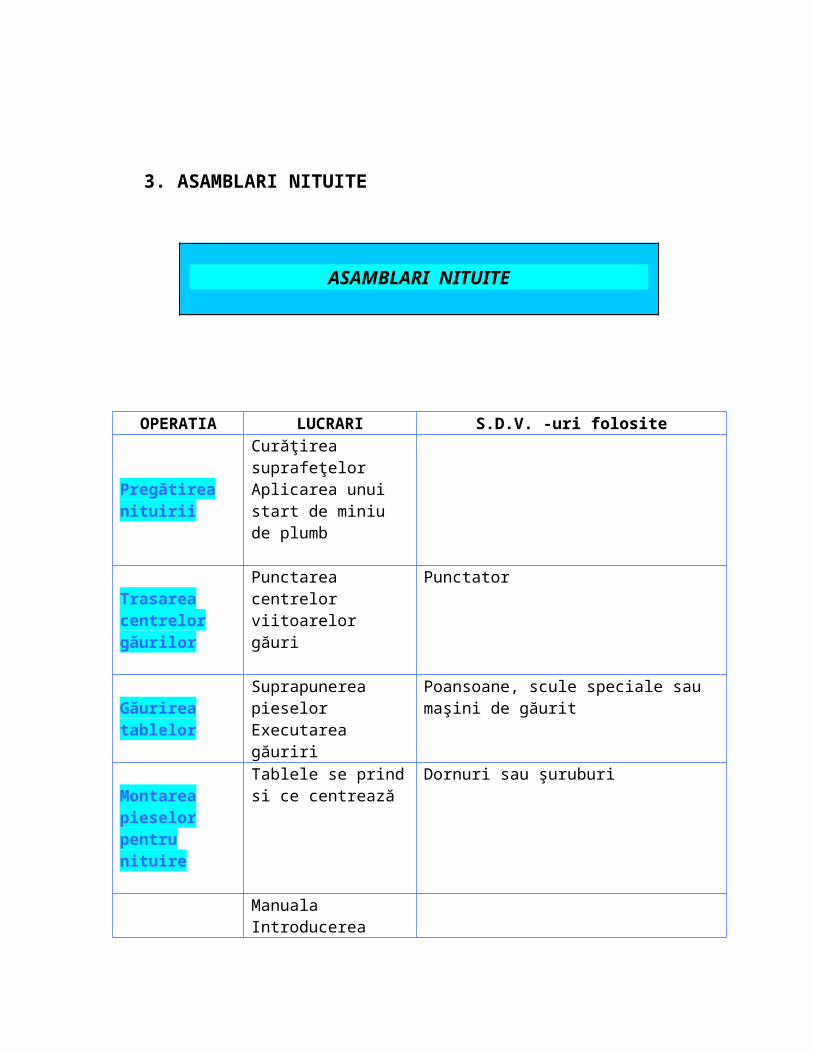
3. ASAMBLARI NITUITE
OPERATIA LUCRARI S.D.V. -uri folosite
Pregătirea nituirii
Curăţirea suprafeţelorAplicarea unui start de miniu de plumb
Trasarea centrelor găurilor
Punctarea centrelor viitoarelor găuri
Punctator
Găurirea tablelor
Suprapunerea pieselorExecutarea găuriri
Poansoane, scule speciale sau maşini de găurit
Montarea pieselor pentru nituire
Tablele se prind si ce centrează
Dornuri sau şuruburi
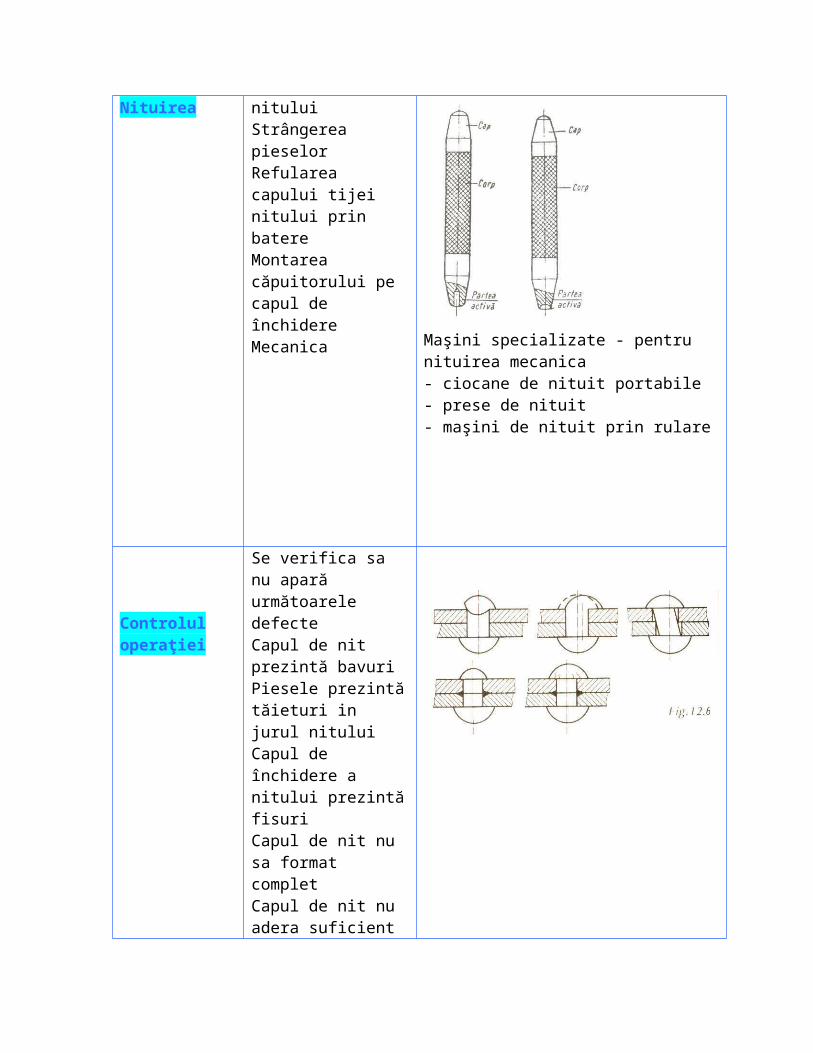
Nituirea
ManualaIntroducerea nituluiStrângerea pieselor Refularea capului tijei nitului prin batereMontarea căpuitorului pe capul de închidereMecanica
ASAMBLARI NITUITE
Maşini specializate - pentru nituirea mecanica- ciocane de nituit portabile- prese de nituit- maşini de nituit prin rulare
Controlul operaţiei
Se verifica sa nu apară următoarele defecteCapul de nit prezintă bavuriPiesele prezintă tăieturi in jurul nituluiCapul de închidere a nitului prezintă fisuriCapul de nit nu sa format completCapul de nit nu adera suficient la suprafaţaCapul de nit este dezaxat fata de axa tijei
In functie de tipul productiei, nituirea poate fi executata manual sau mecanic, iat in functie de diametrul tijei nitului, ea se poate executa la cald sau la rece. In general, la otel, cand tija nitului are un diametru sub 6 mm, nituirea se poate face la rece, iar cand are un diametru mai mare, la cald.
Nituirea manuala in general este o operatie costisitoare care cere un volum mare de munca avand totodata o productivitate mica.
Pentru acest motiv se recomanda ca oriunde este posibil, ea sa se execute mecanizat, folosind dispozitive si utilaje speciale care usureaza munca si maresc productivitatea (ciocane pneumatice, electrice, prese etc.)
Nituirea continua sa ramana un procedeu destul de raspandit pentru realizarea imbinarilor supuse unor eforturi dinamice mari, precum si acolo
unde nu se poate aplica sudura datorita dificultatilor ce o insotesc. Astfel, nituirea ramane inca principalul procedeu de asamblare in constructia de avioane precum si in unele constructii metalice etc.
In plus, trebuie adaugat ca elementele imbinate prin nituire pot fi demontate prin distrugerea niturilor, transportate si asamblate din nou in timp ce constructiile sudate nu permit acest lucru decat in unele cazuri izolate date fiind transformarile care au loc in material la locul taierii si sudurii ulterioare.
TIPURI DE NITURI Inbinarile nituite se pot imparti in mai multe categorii dupa diferite
criterii si anume: Imbinari nituite-dupa modul de executie(manuala, mecenizata) -dupa starea tijei(la cald, la rece) -dupa modul de asezare a tablelor(prin suprapunere sau cu clipse/cap la cap/pe o singura parte-pe ambele parti) -dupa numarul randurilor de nituri(cu un singur rand sau cu mai multe randuri; paralele, in zigzag) -dupa numarul sectiunile de forfecare(cu o singura sectiune, cu mai multe sectiuni) -dupa destinatia asamblarii(de rezistenta, de etansare, de rezistenta-etansare) -dupa modul de formare a capului nitului(directa, indirecta --Niturile de rezistenta se aplica la constructiile metalice, unde conditia
principala care se cere este transmiterea fortelor intre elementele respective. --Niturile de etansare se aplica la constructia bazinelor, rezervoarelor sau
diferitelor alte asemenea constructii, care nu sunt supuse unor eforturi deosebite. Avand in vedere scopul acestor nituri, ea se poate executa cu nituri mai subtiri decat cele folosite la nituirea de rezistenta insa ele trebuie dispuse mai des.
--Nituirea de rezistenta-etansare trebuie sa corespunda ambelor conditii. Asa cum s-a aratat si anterior insa;indiferent de tipul nituirii, este recomandabil ca nituirea sa fie inlocuita prin sudura ori de cate ori este posibil.
NITUIREA MECANICA Ca si in alte operatii tehnologice din domeniul constructiilor de masini;
tehnologia nituirii si utilajelor folosite sunt conditionate de tipul productiei. Astfel la productia individuala si in atelierele de intretinere si reparatii, se aplica nituirea manuala pentru realizarea unor imbinari care nu se pot efectua prin sudura din diferite motive. Nituirea se realizeaza manual sau mecanic, la cald sau la rece.
La capitolul 11s-a prezentat in mod detaliat tehnologia operatiei de asamblare prin nituire, urmand ca in continuare sa se prezinte modul de lucru la masinile de nituit.
Nituirea mecanica se executa la masinile de nituit obtinandu-se marirea productivitatii si imbunatatirea calitatii nituirii. Forta de nituire realizata cu astfel de masini este de 2000-8000 daN.
Masinile de nituit pot fi clasificate astfel: Dupa procedeul de formare a capului de nit, in: -masini de nituit prin ciocanire (ciocane de nituit), care pot fi fixe
si transportabile; -masini de nituit prin presare (prese de nituit), care pot fi in
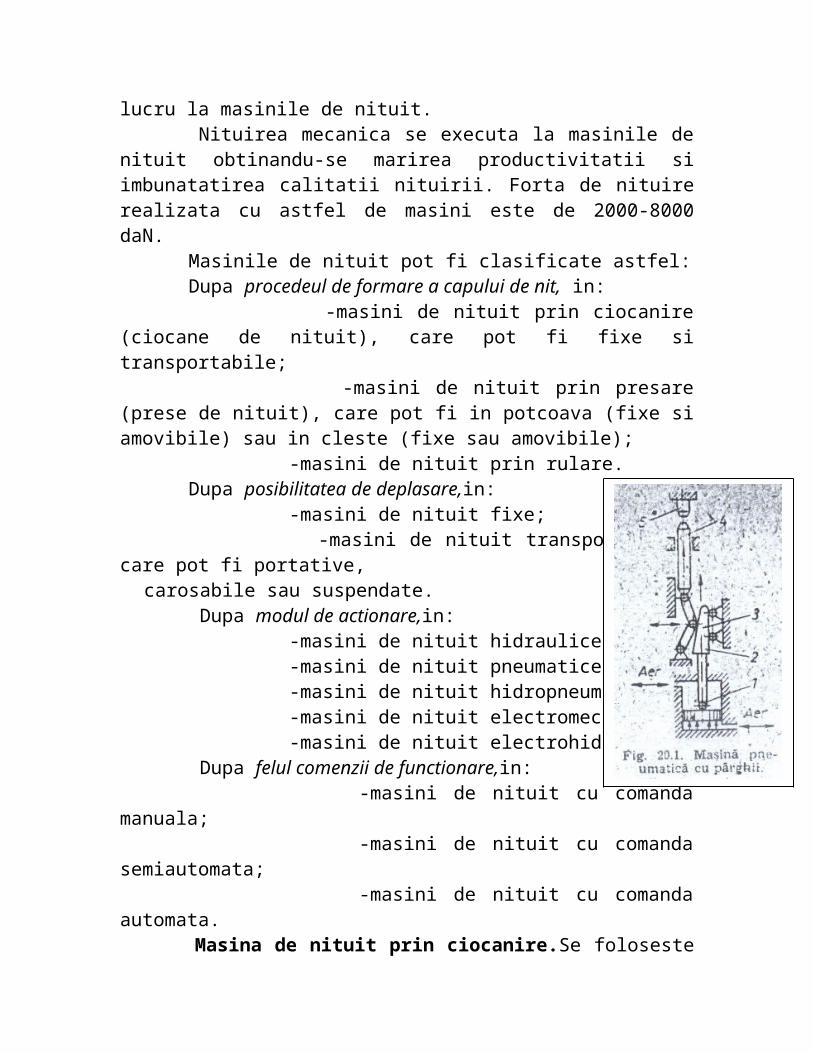
potcoava (fixe si amovibile) sau in cleste (fixe sau amovibile); -masini de nituit prin rulare. Dupa posibilitatea de deplasare,in: -masini de nituit fixe; -masini de nituit transportabile, care pot fi portative, carosabile sau suspendate. Dupa modul de actionare,in: -masini de nituit hidraulice; -masini de nituit pneumatice; -masini de nituit hidropneumatice; -masini de nituit electromecanice; -masini de nituit electrohidraulice. Dupa felul comenzii de functionare,in: -masini de nituit cu comanda manuala; -masini de nituit cu comanda semiautomata; -masini de nituit cu comanda automata. Masina de nituit prin ciocanire.Se foloseste la nituri cu diametrul
pana la 42 mm. Aceste masini pot fi actionate cu aer comprimat sau prin transmisii mecanice. In figura 20.1 este reprezentat schematic sistemul de parghii al unei masini pneumatice cu parghie. Aerul comprimat actioneaza pistonul 1. Pe tija pistonului este fixata pana 2, care, la deplasarea pistonului, impinge rola 3, transmitand printr-un sistem de parghii efortul asupra capuitorului 4.Contracapuitorul 5 face corp comun cu batiul masinii.
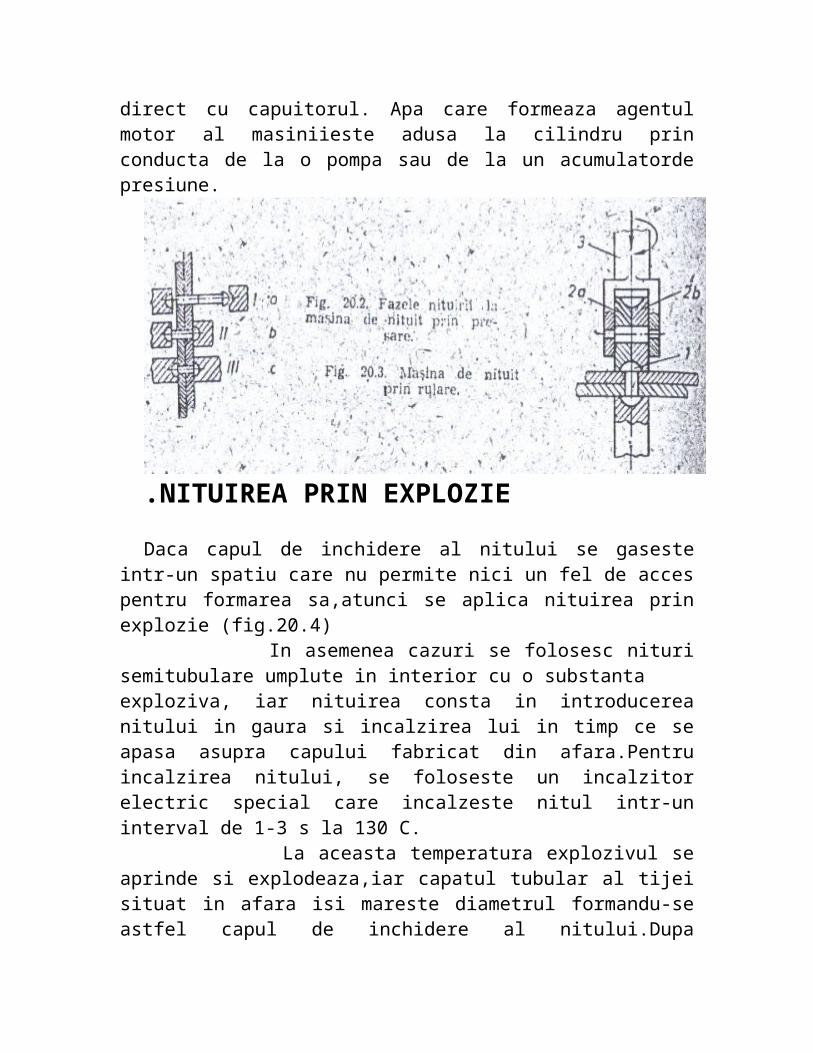
Masina de nituit prin presare.Formeaza capul nitului dintr-o singura
miscare a capuitorului, iar presiunea asupra nitului creste in mod treptat. Nituirea cu astfel de masini face ca refularea sa fie foarte puternica, ceea ce elimina operatia de stemuire. In figura 20.2 este reprezentat modul de lucru la o astfel de masina. Masina se apropie de piesele ce trebuie sa fie nituite pana cand capul de asezare al nitului vine in contact cu contracapuitorul fix. Apoi se aplica presiunea asupra capuitorului si se formeaza capul de inchidere al nitului.
Masina de nituit prin rulare (fig. 20.3) Formeaza capul de nit printr-o presare rotativa care creste treptat. Constructia acestor masini de gaurit cu reglare manuala prin maneta cu maner. In locul burghiului se folosesc doua role profilate 2a si 2b ,care la rotirea si avansul arborelui 3 formeaza capul de inchidere al nitului 1. Nituirea cu aceste masini este folosita numai pentru nituri de dimensiuni mici si din materiale moi.
Masina de nituit hidraulic. Are un cilindru cu apa sub presiune si un piston care este legat direct cu capuitorul. Apa care formeaza agentul motor al masiniieste adusa la cilindru prin conducta de la o pompa sau de la un acumulatorde presiune.
.NITUIREA PRIN EXPLOZIE
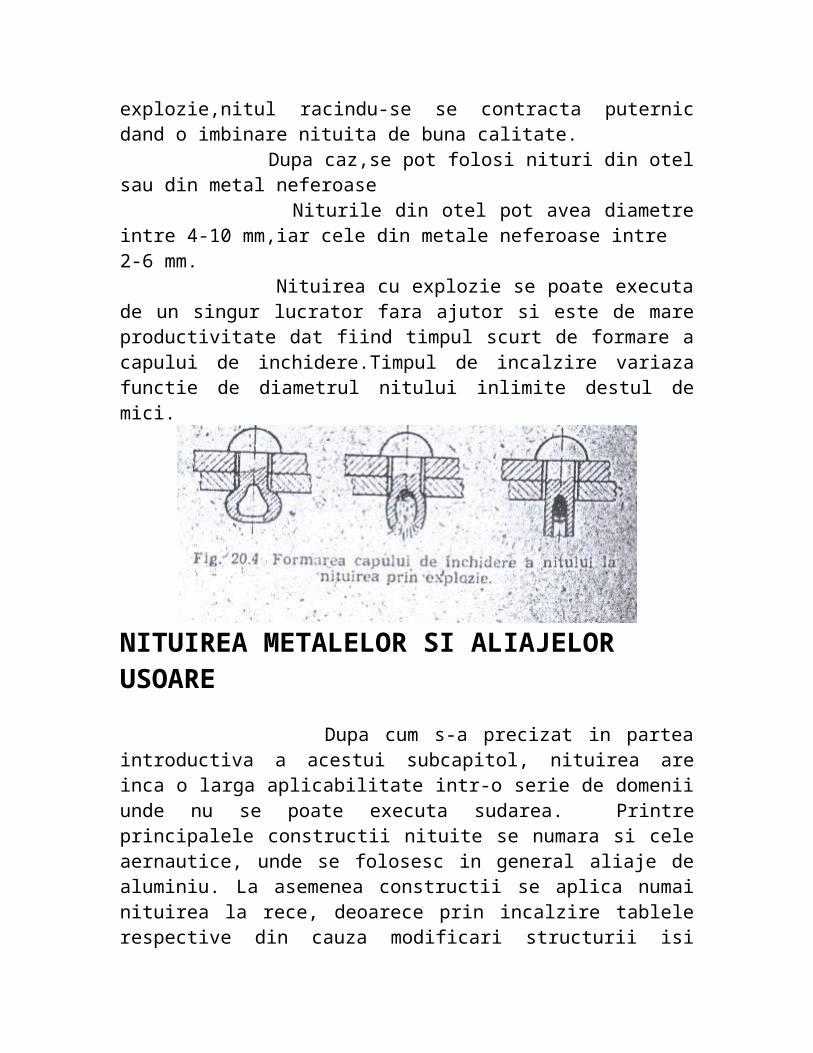
Daca capul de inchidere al nitului se gaseste intr-un spatiu care nu permite nici un fel de acces pentru formarea sa,atunci se aplica nituirea prin explozie (fig.20.4) In asemenea cazuri se folosesc nituri semitubulare umplute in interior cu o substantaexploziva, iar nituirea consta in introducerea nitului in gaura si incalzirea lui in timp ce se apasa asupra capului fabricat din afara.Pentru incalzirea nitului,
se foloseste un incalzitor electric special care incalzeste nitul intr-un interval de 1-3 s la 130 C. La aceasta temperatura explozivul se aprinde si explodeaza,iar capatul tubular al tijei situat in afara isi mareste diametrul formandu-se astfel capul de inchidere al nitului.Dupa explozie,nitul racindu-se se contracta puternic dand o imbinare nituita de buna calitate. Dupa caz,se pot folosi nituri din otel sau din metal neferoase Niturile din otel pot avea diametre intre 4-10 mm,iar cele din metale neferoase intre 2-6 mm. Nituirea cu explozie se poate executa de un singur lucrator fara ajutor si este de mare productivitate dat fiind timpul scurt de formare a capului de inchidere.Timpul de incalzire variaza functie de diametrul nitului inlimite destul de mici.
NITUIREA METALELOR SI ALIAJELOR USOARE
Dupa cum s-a precizat in partea introductiva a acestui subcapitol, nituirea are inca o larga aplicabilitate intr-o serie de domenii unde nu se poate executa sudarea. Printre principalele constructii nituite se numara si cele aernautice, unde se folosesc in general aliaje de aluminiu. La asemenea constructii se aplica numai nituirea la rece, deoarece prin incalzire tablele respective din cauza modificari structurii isi micsoreaza rezistenta. Pentru acest motiv nu se pot folosi nituri cu diametrul mai mare de 13 mm. De asemenea, trebuie avut in vedere faptul ca nituirea executandu-se la rece, Strangerea puternica a tablelor nu este asigurata prin contractia ulterioara a tijei nitului si eforturile se transmit numai prin contactul direct dintre tija si peretele gauri. Deci, pericolul de forfecare a tijei nitului este mult mai mare decat in celelalte cazuri, motiv pentru care la nituirea acestor aliaje se cere o atentie
cu totul deosebita.
CONDITII TEHNICE IMPUSE INBINARILOR NITUITE
Obtinerea unei bune calitati a imbinarilor nituite este conditionata de urmatorii factori: - presiunea executata asupra nitului si a tablelor ce se imbina trebuie sa fie suficienta pentru a impiedica deplasarea dintre piese si a evita forfecarea;- temperatura de incalzire a nitului trebuie sa fie intre limitele prescrise, iar niturile sa nu stea timp indelungat la aceste temperaturi, pentru ca materialul sa nu-si schimbe proprietatile tehnologice;-niturile sa fie astfel alese incat sa existe un raport intre diametrul si tija nitului suficient pentru formarea capului de inchidere;-piesele care se imbina sa aibe suprafete bine curatate si indreptate;-niturile se distribuie astfelincat sa se realizeze o buna rezistenta si etanseitate a imbinarii. Imbinarile nituite se considera de buna calitate daca indeplinesc urmatoarele conditii:-gaura este umpluta complet de corpul nitului;-nitul asigura o strangere corespunzatoare a pieselor imbinate.
4. ASAMBLARI SUDATE
Sudarea – procedeu tehnologic de asamblare nedemontabilă a două sau mai multe piese, cu aceeaşi compoziţie sau compoziţii apropiate realizată prin topire sau presare.Materialul suplimentar introdus în zona de îmbinare se numeşte material de adaos sau metal de adaos.Cordonul de sudură – se numeşte zona îmbinării sudate în care au acţionat forţele de legătură dintre atomii marginali.Scule, dispozitive şi materiale folositeSursa de curent : sursă de curent continuu - generatoare de curent continuu sursă de curent alternativ - transformatoarele de curent mono şi trifazate Cabluri pentru sudare, portelectrod, clema de contact, ciocan special pentru spargerea crustei de zgură ce se formează în timpul sudării, perie de sârmă pentru curăţirea marginilor tablelor de îmbinat şi a cusăturii.Elemente de bază – electrozii – vergele metalice acoperite cu un înveliş fuzibil, ce are rolul de a amorsa arcul electric, de a asigura arderea stabilă a acestuia şi de a proteja baia de sudare împotriva oxidării.Alegerea electrozilor are o importanţă deosebită în realizarea unei cusături de calitate.Învelişul electrodului poate fi: acid (A), bazic (B), celulozic (C), oxidant (O), rutilic (R), titanic (T).
Tehnologia sudării cu arc electric
Se parcurg următoarele etape:Alegerea sursei de curent şi tipul electrozilor - funcţie de materialul şi
dimensiunile pieselor de asamblat
Pregătirea pieselor – curăţirea de oxizi şi grăsimi, trasarea, debitarea, prelucrarea marginilor pieselor, aşezarea în poziţia în care se vor suda,
ASAMBLĂRI SUDATE
verificarea dimensională a rostului, a poziţiei pieselor şi a gradului de curăţire
Sudarea propriu- zisăSudarea tablelor în poziţie orizontală - electrodul trebuie să fie în permanenţă
inclinat la un unghi de 15- 450 faţă de poziţia verticală. În timpul sudării electrodul pendulează transversal pentru obţinerea lăţimii cusăturii.
Sudarea tablelor groase – se face în mai multe straturi subţiri ca să nu apară tensiuni termice
Controlul îmbinărilor - verificarea rosturilor înainte de sudare- detectarea defectelor din zonele greu accesibile se realizează cu aparate speciale: endoscopul
Metodele productive la sudarea cu gaze
Una din metodele cele mai productive este cusatura dubla care se poate aplica atat la sudarea otelului cat si la sudarea metalelor neferoase. Tablele de imbinat se asaza in pozitie verticala, iar sudarea se executa simultan de catre doi sudori asezati de o parte si de cealalta. Prin aplicarea acestei metode, viteza de sudare poate fi marita pana la 80% fata de metoda spre dreapta, iar consumul de gaze se micsoreza cu 40%. O alta metoda productiva este sudarea cu suflaiul multiplu. Becurile au doua sau mai multe ajutaje: una din flacari preincalzeste piesa, iar cealalta incalzeste metalul. Consumul de oxigen si de acetilena se micsoreaza cu 15-20%, iar viteza de sudare creste cu 30% fata de sudarea spre dreapta si cu 50% fata de sudarea spre stanga. O alta metoda este sudarea automata cu gaze care se aplica la productia de serie pentru sudare cusaturilor longitudinale fara metal de adaos si a tevilor cu pereti subtiri. Suflaiurile folosite sunt cu mai multe flacari si se racesc cu apa. Amestecul gazos folosit este cu exces de oxigen, ceea ce asigura o temperatura inalta a flacarii.
Scule si dispozitive pentru operatiile de sudare
La asamblarea prin sudare a constructiilor metalice, sculele si dispozitivele difera in mare masura daca sudarea se executa manual sau automat. Sculele
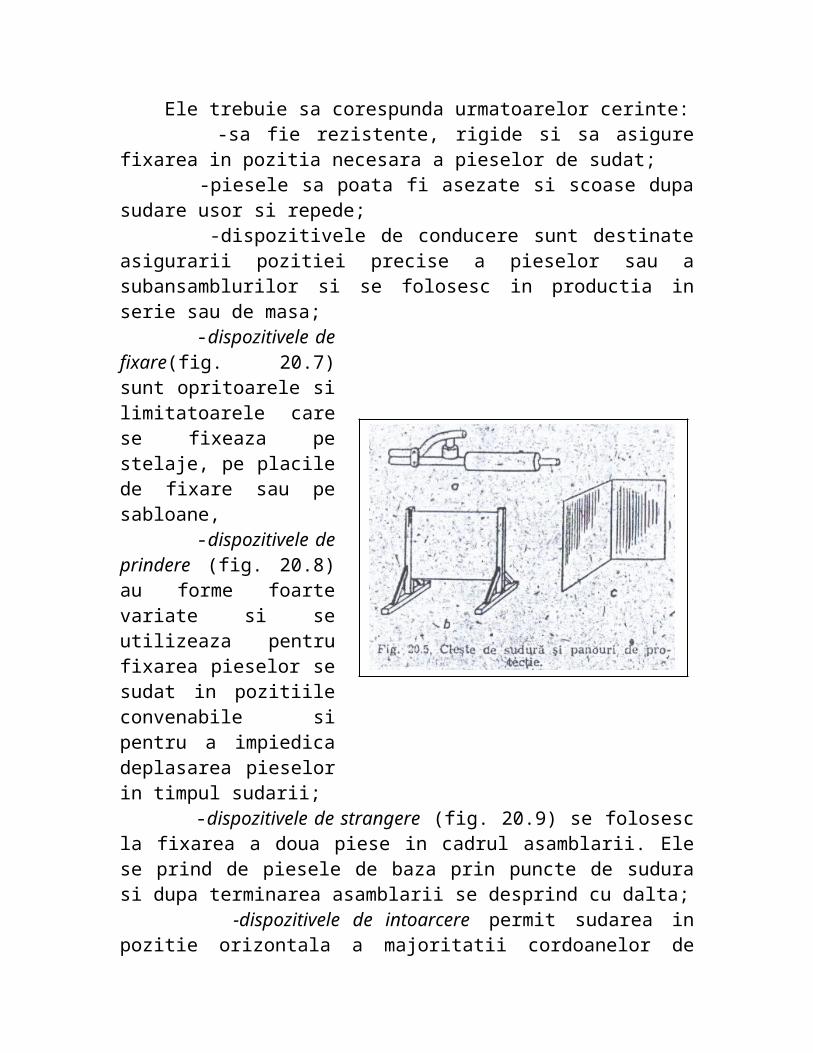
comune pentru ambele metode sunt numai masca de sudura, peria de sarma, si ciocanul. La sudarea manuala se folosesc urmatoarele scule si dispozitive: -clestele de sudura (fig. 20.5, a)se fabrica in foarte multe variante si este folosit pentru a se asigura prinderea cat mai buna a electrozilor in timpul sudarii; -panourile de protectie (fig. 20.5 b si c) se folosesc pentru a izola pe cat se poate locul, unde se sudeaza, de restul spatiilor de lucru, intrucat arcul electric da iritatii periculoase ochilor. Nu intotdeauna este posibila utilizarea panourilor, intrucat sudurile se executa si la inaltime. In aceste cazuri, pentru a feri lucratorii de inflamarea ochilor, datorita razelor generate de arcul electric, trebuie facut un instructaj special; -dispozitivele de asamblare in functie de zona de aplicare pot fi generale sau speciale. Cele generale sau universale se folosesc la asamblarea unui mare numar de piese care nu sunt identice, la productia de unicate sau de serii mici. Dispozitivele speciale, numite si conductoare, se folosesc pentru asamblarea pieselor de acelasi tip, cu dimensiuni apropiate sau identice. Ele se folosesc la productia in serie. Dupa felul operatiilor, dispozitivele se clasifica stelaje, conductoare, dispozitive de fixare, de prindere, de intindere, de distantare si de rotire. In anumite cazuri, intr-un dispozitiv complex se combina doua sau mai multe categorii de dispozitive, ceea ce permite executarea a doua sau a mai multor operatii de asamblare sau sudare. Stelajele sau dispozitivele de sustinere sunt suprafete fixe si plane de sustinere, pe care se executa asamblarea si sudarea pieselor. Constructia lor este variata : din profil (fig. 20.6, a), din beton armat (fig. 20.6, b)etc. Ele trebuie sa corespunda urmatoarelor cerinte: -sa fie rezistente, rigide si sa asigure fixarea in pozitia necesara a pieselor de sudat; -piesele sa poata fi asezate si scoase dupa sudare usor si repede; -dispozitivele de conducere sunt destinate asigurarii pozitiei precise a pieselor sau a subansamblurilor si se folosesc in productia in serie sau de masa; -dispozitivele de fixare(fig. 20.7) sunt opritoarele si limitatoarele care se fixeaza pe stelaje, pe
placile de fixare sau pe sabloane, -dispozitivele de prindere (fig. 20.8) au forme foarte variate si se utilizeaza pentru fixarea pieselor se sudat in pozitiile convenabile si pentru a impiedica deplasarea pieselor in timpul sudarii; -dispozitivele de strangere (fig. 20.9) se folosesc la fixarea a doua piese in cadrul asamblarii. Ele se prind de piesele de baza prin puncte de sudura si dupa terminarea asamblarii se desprind cu dalta; -dispozitivele de intoarcere permit sudarea in pozitie orizontala a majoritatii cordoanelor de sudura de la o constructie. Dispozitivul pentru intoarcerea cilindrilor este compus din doua siruri de role, din care unul este antrenat de un motor electric cu reductor. Reductorul sau variatorul de viteza poate fi astfel reglat incat, in functie de diametrul rezervorului sau al recipientului de sudat, sa imprime rolei de antrenare o astfel de miscare incat sa realizeze viteza periferica caracteristica pentru regimul de lucru respectiv (fig.20.10). Pentru rotirea stalpilor sau a grinzilor compuse se foloseste un suport cu lanturi cu care se poate manevra cu usurinta grinda de sudat, astfel incat in totdeauna sudurile sa se realizeze in pozitie orizontala. Sudarea automata si sudarea semiautomata asigura o productivitate marita. Dispozitivele constau in instalatii pentru asigurarea executiei cordoanelor in pozitie orizontala, precum si pentru mentinerea marginilor de sudat intr-o pozitie bine stabilita. Pozitia orizontala de sudare se asigura prin dispozitive de poizitionare (fig. 20.11) care se rotesc in jurul uneia sau a doua axe perpendiculare, realizand orizontalitatea oricarei suduri dintr-o sectiune plana sau de volum.In acest caz, aparatul automat se sprijina pe un suport convenabil sau se foloseste un aparat semiautomat la care capul de sudare se conduce manual. Pentru fixarea marginilor tablelor in timpul sudarii se foloseste atat prinderea acestora prin puncte de sudura cat si fixarea pe platou magnetic. Pentru a se mari posibilitatea de executare a cordoanelor dintr-o singura trecere, in partea opusa arcului electric se aseaza o garnitura de cupru continua. Cum operatia in sine nu este simpla se recurge la inlocuirea garniturii cu un pat de flux. Un dispozitiv pneumatic (fig. 20.21) ajuta la formarea patului de flux cu ajutorul unei perne pneumatice. Din doua corniere si un profil semirotund se realizeaza un jgheab 2 in care se creeaza,
cu ajutorul unei benzi de azbest 3, doua zone: una superioara, care se umple cu flux 5 si constituie perna de flux, si una inferioara, in care se instaleza un tub flexibil 4. Dupa asezarea tablelor 1 si instalarea lor in pozitie de sudare in tubul flexibil se introduce aer comprimat, care preseaza perna de flux pe piesa de sudat. Intrucat platourile magnetice (fig. 20.13) nu reusesc intotdeauna sa mentina marginile tablelor intr-o pozitie corecta, sudirii de la Santierul naval Galati au creat un dispozitiv magnetic flexibil care prezinta avantajul ca pentru o energie consumata mai mica, reuseste sa tina fata in fata muchiile celor doua table care se sudeaza cap la cap, mulandu-se dupa ondulatiile mici ale tablelor.
ASAMBLAREA GENERALA A CONSTRUCTIILOR SUDATE
Inainte de a se trece la asamblare, asa cum s-a aratat, piesele trebuie curatatre de bavuri, de impuritati, de pete de grasime si de vopsea. Asamblarea propriu-zisa necesita un volum mare de munca si este o operatie de raspundere, deoarece in acest caz lipsesc gaurile de nit care sa ajute la prinderea pieselor unele de altele. Pentru aceasta este necesar sa se foloseasca dispozitivele de prindere, de strangere, opritoarele, precum si gabaritele de asamblare. Sudarea incepe prin prinderea in cateva puncte de sudura a marginilor de asamblat. Punctele de sudura se executa atat la sudarea manuala cat si la sudarea automata. Este necesar sa se stabileasca regimul de sudare in functie de grosimea tablei, de poizitia de lucru si de calitatea electrodului. Aplicarea sudurii automate, desi prezinta avantaje importante din punctul de vedere al productivitatii si al calitatii, este inca limitata, deoarece nu se poate suda in orice pozitie, iar sudarea cordoanelor scurte si raspandite nu este rezolvata pana in prezent sub aspectul executarii rentabile. Consumul de electrozi de metal este mai mic, datorita faptului ca marginile se prelucreaza mai putin, iar pierderile prin stropi mai mici.De asemenea, consumul de energie este mai redus, intrucat sub protectia fluxului de sudura, caldura arcului electric este mai bine utilizata. Pentru a se extinde sudarea automata s-au creat o serie de instalatii care sa elimine unele dificultati pentru care aparatul de sudare automata nu poate fi utilizat. Acestea sunt: -instalatia de sudare automata pentru grinzi (fig. 20.14). Aceasta consta
intr-o macara de perete 3, care se poate deplasa de-a lungul unor grinzi de conducere 1 si 2. Aparatul de sudare 6 este suspendat pe traversa imobila 4, iar capul de sudare este fixat pe o brosa verticala 5 cu inaltimea reglabila. In functie de caracteristicele tehnice ale cordonului de sudura se stabileste regimul de sudare, inclusiv viteza care se imprima macaralei-portal. Aceasta instalatie combinata cu dispozitivul de intoarcere cu lant 7 asigura o usoara manipulare si sudare a grinzilor si stalpilor cu sectiuni compuse; -instalatia de sudare automata pentru cazane si rezervoare este compusa dintr-o instalatie similara celei aratate, cu deosebirea ca in locul dispozitivului de intoarcere cu lant se adapteaza dispozitivul de intoarcere cu role. In acest fel se rezolva sudarea automata atat a cusaturilor transversale cat si a celor longitudinale. S-au creat dispozitive si pentru sudarea automata a cusaturilor verticale, care desi prezinta dificultati in aplicare, este totusi rentabila in cazul cordoanelor de dimensiuni mari, care se intanlesc in general la constructii de furnale. Din cele de mai sus rezulta ca dispozitivele de sudare in majoritatea lor sunt destinate executarii pieselor similare. Din aceasta cauza trebuie combatuta tendinta utilizarii numai a aparatelor manuale care au ca rezultat o productivitate redusa si necesita un personal cu calificare superioara. Aplicarea sudarii si in special introducerea de noi metode este in plina desfasurare tinandu-se seama ca toate perfectionarile tind spre o productivitate cat mai ridicata si un pret de cost cat mai redus si ca in prezent s-au realizat viteze de sudare pana la 200m/h, la otelurile cu grosimea pana la 10 mm, si de 300m/h la otelurile cu grosimea pana la 4 mm.
TENSIUNI INTERNE SI DEFORMATII
Arcul electric este o sursa puternica de caldura, sub a carui influienta se stabileste, in piesele care se sudeaza, un camp termic valabil, din cauza deplasarii arcului in lungul cusaturii de sudura. In imediata apropiere a arcului electric, temperatura campului este foarte inalta, depasind temperatura de topire a otelului; ea scade rapid in orice directie de la sursa catre directia de inaintare a acului si mult mai incet in directia opusa. Incalzirea neuniforma care se produce in timpul sudarii si racirea, influentata de multi factori externi, provoaca deformatii inegale in piesele care se sudeaza; aceste deformarii produc la randul lor eforturi remanente, cu atat mai mari cu cat neuniformitatea campului termic este mai accentuata.
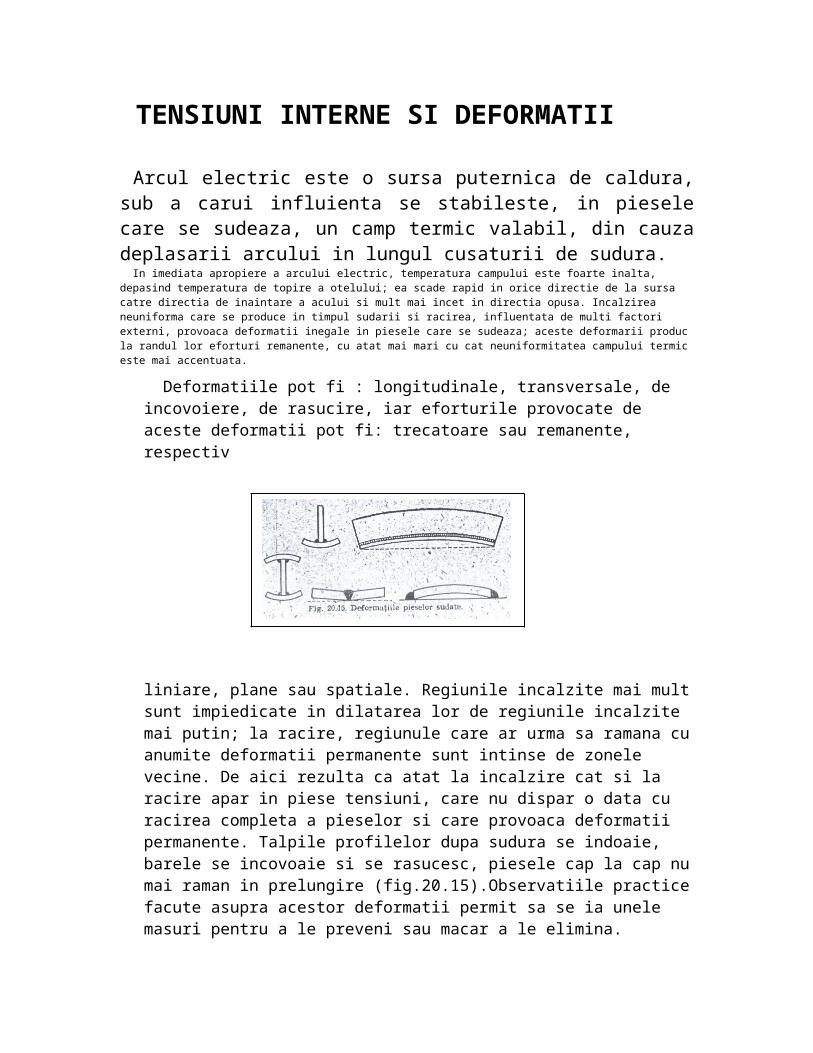
Deformatiile pot fi : longitudinale, transversale, de incovoiere, de rasucire, iar eforturile provocate de aceste deformatii pot fi: trecatoare sau remanente, respectiv
liniare, plane sau spatiale. Regiunile incalzite mai mult sunt impiedicate in dilatarea lor de regiunile incalzite mai putin; la racire, regiunule care ar urma sa ramana cu anumite deformatii permanente sunt intinse de zonele vecine. De aici rezulta ca atat la incalzire cat si la racire apar in piese tensiuni, care nu dispar o data cu racirea completa a pieselor si care provoaca deformatii permanente. Talpile profilelor dupa sudura se indoaie, barele se incovoaie si se rasucesc, piesele cap la cap nu mai raman in prelungire (fig.20.15).Observatiile practice facute asupra acestor deformatii permit sa se ia unele masuri pentru a le preveni sau macar a le elimina.
PROCEDEE DE REDUCERE A DEFORMATIILOR
Exista diferite procedee practice care limiteaza la minimum deformatiile finale ale pieselor sudate si anume:
-incalzirea uniforma a pieselor de sudat;-sudarea in trepte intoarse pe portiuni de cate 200-400mm din cordonul de sudura;
daca sunt mai multe straturi, acestea se decaleaza si se sudeaza fiecare in sens invers
stratului anterior;
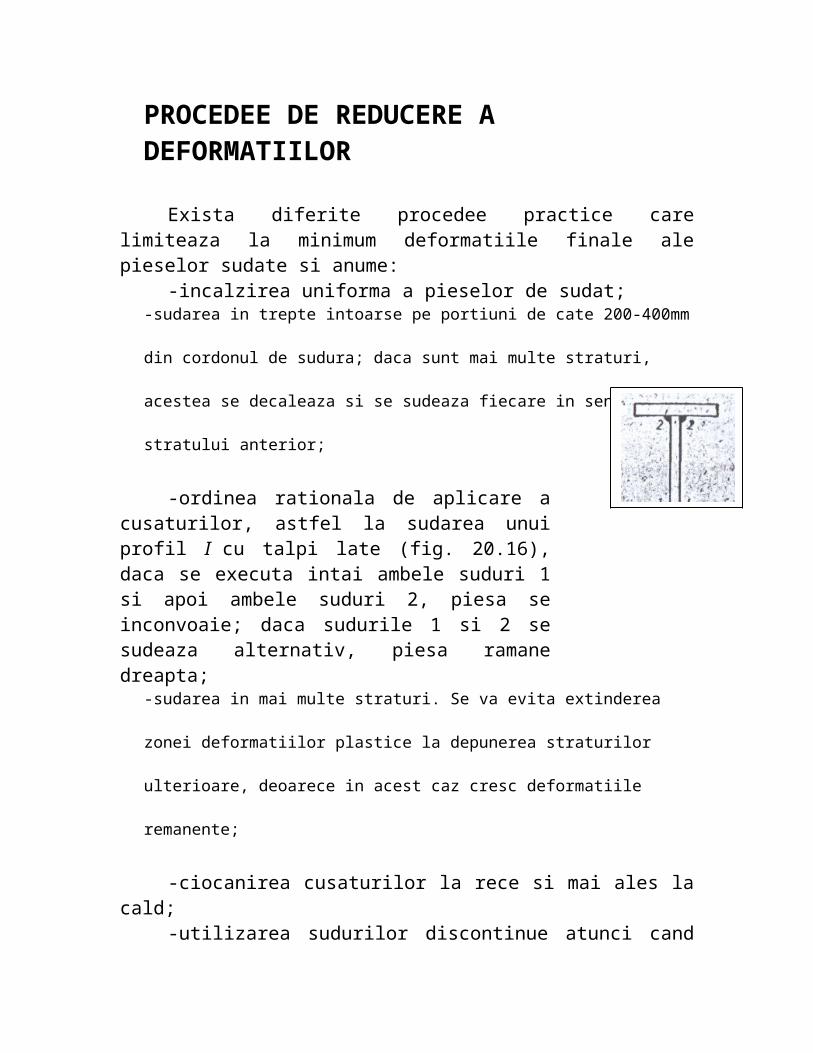
-ordinea rationala de aplicare a cusaturilor, astfel la sudarea unui profil I cu talpi late (fig. 20.16), daca se executa intai ambele suduri 1 si apoi ambele suduri 2, piesa se inconvoaie; daca sudurile 1 si 2 se sudeaza alternativ, piesa ramane dreapta;
-sudarea in mai multe straturi. Se va evita extinderea zonei deformatiilor plastice la
depunerea straturilor ulterioare, deoarece in acest caz cresc deformatiile remanente;
-ciocanirea cusaturilor la rece si mai ales la cald;-utilizarea sudurilor discontinue atunci cand intervalele dintre cusaturi
sunt mai mari;-aplicarea unei forte exterioare care produce deformatii de sens
contrar celor care se asteapta in timpul sudarii.
FORMAREA FISURILOR
In timpul sudarii apar uneori fisuri in sudura sau in zonele invecinate. Unele fisuri apar in timpul cand metalul trece prin zona de temperatura corespunzatoare fragilitatii la cald (1300 grade); acestea se numesc fisuri la cald; ele apar in general spre radacina sudurii sau in locurile unde sudura nu este suficient patrunsa. Sulful si unele elemente de aliere, ca nichelul, favorizeaza aparitia fisurilor la cald.
Fisurile care apar in timpul racirii, dupa terminarea cristalizarii, se numesc fisuri la rece. Acestea se produc indeosebi in metalul de baza, langa cordonul de sudura, datorita modificarilor structurale, cu schimbari de volum.
Fisurile sunt provocate de calitatea necorespunzatoare a otelurilor ce se sudeaza in special cand se utilizeaza electrozi care nu corespund otelului respectiv, cand materialul de baza contine impuritati sau cand procesul de sudare nu este bine condus. Controlul in privinta fisurilor trebuie facut cu mare atentie, deoarece fisurile la cald se observa greu cu ochiul liber; acestea apar abia in timpul exploatarii si pot provoca accidente.
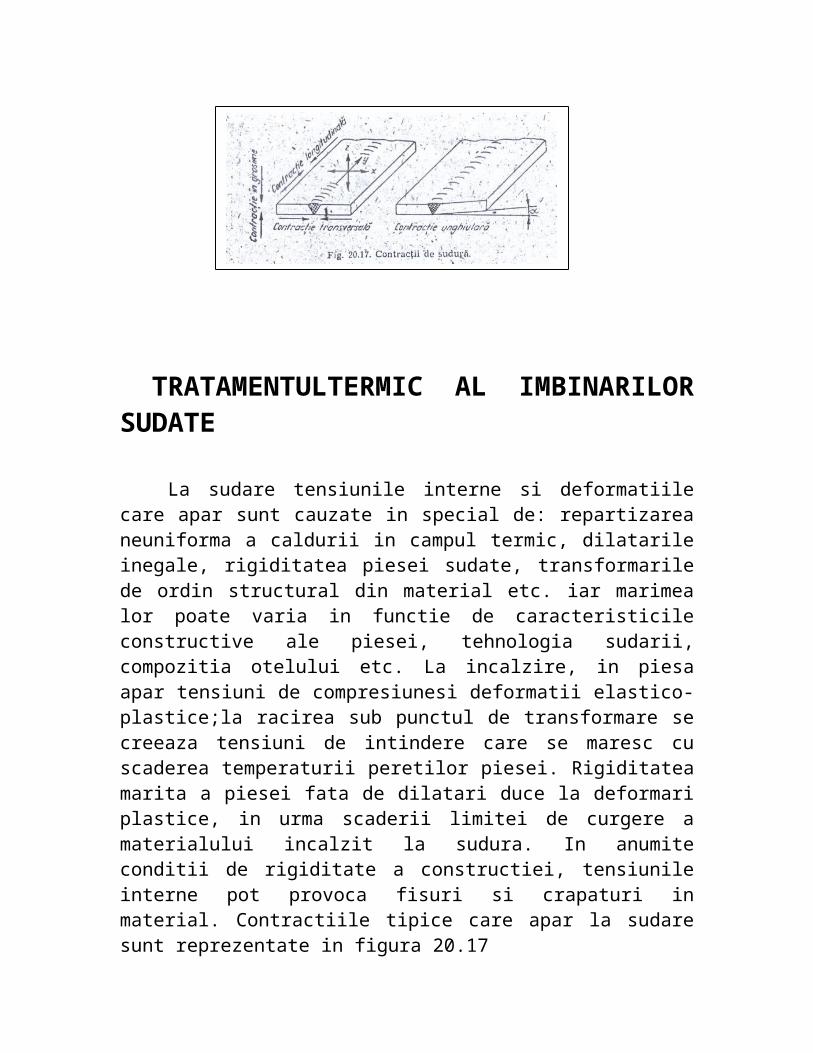
TRATAMENTULTERMIC AL IMBINARILOR SUDATE
La sudare tensiunile interne si deformatiile care apar sunt cauzate in special de: repartizarea neuniforma a caldurii in campul termic, dilatarile inegale, rigiditatea piesei sudate, transformarile de ordin structural din material etc. iar marimea lor poate varia in functie de caracteristicile
constructive ale piesei, tehnologia sudarii, compozitia otelului etc. La incalzire, in piesa apar tensiuni de compresiunesi deformatii elastico-plastice;la racirea sub punctul de transformare se creeaza tensiuni de intindere care se maresc cu scaderea temperaturii peretilor piesei. Rigiditatea marita a piesei fata de dilatari duce la deformari plastice, in urma scaderii limitei de curgere a materialului incalzit la sudura. In anumite conditii de rigiditate a constructiei, tensiunile interne pot provoca fisuri si crapaturi in material. Contractiile tipice care apar la sudare sunt reprezentate in figura 20.17
Tensiunile interne si deformatiile sunt diminuate prin tratamente termice.
Principalele tratamente termice aplicate imbinarilor sudate sunt: a.Recoacerea. Prin recoacere se intelege tratamentul termic de
incalzire a pieselor la temperaturi de peste 850-900 grade C si mentinerea la aceasta temperatura un timp determinat in functie de grosimea tablelor dupa care piesa se lasa sa se raceasca in cuptor pana la 350 gradeC. Durata de mentinere la temperatura de recoacere se ia de 1-2 min pentru fiecare milimetru grosime a metalului piesei supus sudarii. La mentinerea in cuptor, racirea nu trebuie sa depaseasca viteza de 100 grade C/h. Mentinerea mai indelungata a piesei la temperatura prescrisa daunatoare deoarece granulatia care rezulta dupa racire este prea mare. Prin recoacere se obtine o structura cu graunti mai fini, imbunatatindu-se plasticitatea materialului si totodata micsorandu-se duritatea.
b.Normalizarea.Acesta este un tratament termic asemanator recoacerii, cu deosebirea ca viteza de racire este mult mai mare si racirea se face in aer liber. In general, pentru otelurile cu continut mic de carbon, piesele se supun tratamentului de normalizare.
Apreciind tensiunile care pot aparea , se recomanda o incalzire lenta pana sub linia PSK(linia perlitica din diagrama FeC)(fig.20.18) urmata de o incalzire mai rapida pana la temperatura necesara, mentinerea la aceasta temperatura un timp determinat in functie de grosimea peretelui de sudat, racirea rapida pana la PSK, iar apoi o racire lenta.
Pentru eliminarea tensiunilor interne se recurge la recoacerea de detensionare, a carei temperatura nu influenteaza structura obtinuta la normalizare.
c.Recoacerea pentru detensionare. In cazul cand piesele nu sunt supuse recoacerii sau normalizarii, pentru inlaturarea tensiunilor interne este absolut necesara aplicarea unei recoaceri de detensionare prin incalzirea piesei la o temperatura de 600-650 grade C cu o durata de aproximativ 2min pentru fiecare milimetru grosime. Acest tratament termic nu modifica
structura metalului si se aplica, in general la otelurile cu continut mare de carbon sau la otelurile aliate.
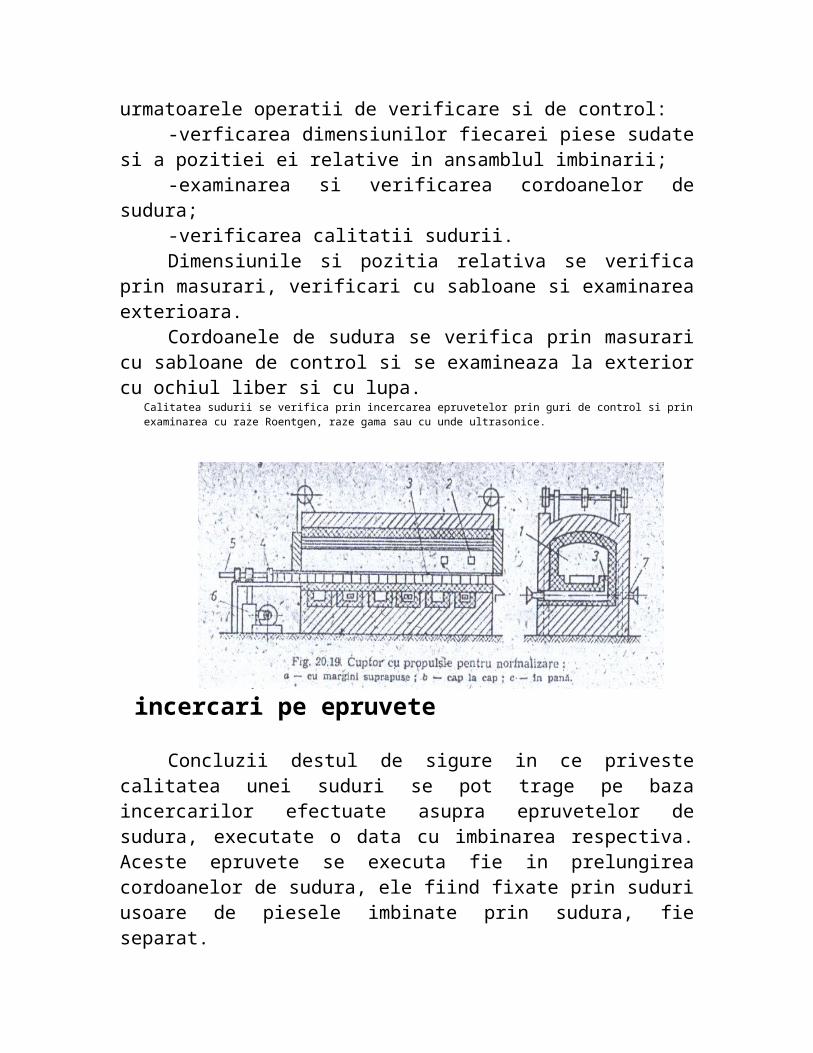
Cuptoarele pentru tratamentul termic al sudurilor, cele mai raspandite, sunt cuptoarele cu propulsie. La aceste cuptoare, piesele se aseaza pe o platforma de lucru si se imping in cuptor, descarcarea lor facandu-se la celalalt capat al cuptorului. In figura 20.19 este reprezentat un cuptor dintr-o camera de lucru 1 in forma de tunel, prin care piesele 3 sunt impinse pe vatra cuptorului de impingatorul 4 cu ajutorul surubului 5 actionat de mecanismul 6. Combustibilul este ars in camerele de ardere 8, iar gazele arse se evacueaza prin canalele de fum 2. Cuptorul are doua usi iar arzatoarele 7 sunt montate lateral.
CONTROLUL SI RECEPTIA ASAMBLARILOR SUDATE
La constructiile metalice sudate se fac urmatoarele operatii de verificare si de control:
-verficarea dimensiunilor fiecarei piese sudate si a pozitiei ei relative in ansamblul imbinarii;
-examinarea si verificarea cordoanelor de sudura;-verificarea calitatii sudurii.Dimensiunile si pozitia relativa se verifica prin masurari, verificari cu
sabloane si examinarea exterioara.Cordoanele de sudura se verifica prin masurari cu sabloane de control
si se examineaza la exterior cu ochiul liber si cu lupa.Calitatea sudurii se verifica prin incercarea epruvetelor prin guri de control si prin examinarea cu raze Roentgen, raze gama sau cu unde ultrasonice.
incercari pe epruvete
Concluzii destul de sigure in ce priveste calitatea unei suduri se pot trage pe baza incercarilor efectuate asupra epruvetelor de sudura, executate o data cu imbinarea respectiva. Aceste epruvete se executa fie in prelungirea cordoanelor de sudura, ele fiind fixate prin suduri usoare de piesele imbinate prin sudura, fie separat.
Incercari nedistructive (electrice si electromagnetice)
Incercarile pe epruvete conduc la distrugerea acestora. In constructiile metalice insa intereseaza sa se constate calitatea sudurii executate , fara sa se distruga imbinarile respective.
Calitatea unei suduri este influentata insa, in afara de defectele ei exterioare si de defecte interioare care nu se repeta cu exactitate in epruvetele de sudura. Scopul incercarilor nedistructive consta in special in detectatrea acestor defecte interioare ale sudurilor fara distrugerea imbinarilor respective.
Datorita acestor considerente se fac verificari electrice si magnetice care se bazeaza pe rezistenta mai mare ce o opun defectele interioare ale sudurilor la trecerea unui curent electric sau a unui flux magnetic. Pe acest principiu se bazeaza defectoscopul electric, ale carei linii de forta, orientate perpendicular pe cordonul de sudura au directii paralele daca sudura este fara defecte. Daca insa in interiorul cordonului exista defecte curentul electric intampina in regiunea fiecarui defect o rezistenta marita, care disperseaza liniile de forta ale curentului.
Acelasi fenomen apare daca tabla este strabatuta de fluxul magnetic al unui defectoscop magnetic, in locul unui curent electric. In acest caz, liniile de forta magnetice inlocuiesc liniile de curent si daca deasupra cordonului de sudura se aseaza o hartie pe care se presara pilitura de fier imaginea liniilor de forta permite sa se constate prezenta defectelor de sudura deoarece in jurul acestora se concentreaza liniile de forta si provoaca ingramadirea piliturii.
Defectoscopia Roentgen
Defectoscopia Roentgen se bazeaza pe faptul ca razele Roentgen,
avand o lungime de unda foarte mica si o frecventa foarte mare trec prin metale fiind mai putin sau mai mult absorbite pe drum dupa cum metalul prezinta sau nu defecte interioare. Razele Roentgen sunt produse intr-un tub Roentgen imbracat intr-o camasa de plumb, pentru a proteja personalul de deservire contra radiatiilor periculoase sanatatii. Tubul este prevazut cu un orificiu prin care este dirijat fasciculul de sudura ce trebuie examinat, iar in spatele cusaturii se aseaza o placa fotografica (radiografie) sau un ecran fluorescent (radioscopie) pe care apar defectele cautate sub forma de pete.
Defectoscopia cu raze gama
Defectoscopia cu raze gama este asemanatoare cu aceea cu raze Roentgen, cu deosebirea ca sursa de radiatie este o substanta radioactiva naturala sau artificiala. Razele gama au aceleasi proprietati ca si razele Roentgen. Instalatia pentru defectoscopia gama consta dintr-un mic vas sferic sau cilindric,de plumb, avand inauntru o fiola cu substanta radioactiva. Vasul de plumb are rol protector contra radiatiei; el este prevazut cu un orificiu care atunci cand aparatul nu este folosit este astupat cu u dop de plumb. Substanta radioactiva emite razele gama prin orificiul recipientului care este indreptat spre cordonul de sudura; in spatele cusaturii se aseaza placa fotografica pe care apar defectele sub forma de pete.
Verificarea cu raze gama prezinta urmatoarele avantaje fata de roentgenografie:
-razele gama au o putere de patrundere mai mare, permitand astfel controlul pieselor mai groase;
-nu necesita instalatii anexe si nici sursa de energie;-este o metoda mai putin costisitoare;Ea prezinta insa si unele dezavantaje:-cere un timp de expunere mai mare ;-la piesele mai subtiri de 60 mm are o sensibilitate mai redusa fata de
roentgenografie.
Defectoscopia ultrasonica
Aceasta consta in examinarea cordoanelor de sudura prin impulsuri de oscilatii ultrasonice care patrund prin metal si in receptionarea impulsurilor reflectate de defectele interioare ale cordoanelor. Undele ultrasonice sunt emise de un cristal emitator si sunt receptionate de un al doilea cristal receptor.
Defectoscopul ultrasonic se compune dintr-un generator de inalta frecventa, un amplificator, un sincronizator, doua placute de cuart (placuta emitatoare si placuta receptoare) si un oscilograf catodic.
Fazele verificarii unei suduri cu ajutorul defectoscopului ultrasonic sunt urmatoarele:
-semnalizarea impulsului de inalta frecventa de catre sincronizator;-transmiterea impulsului la amplificator, care-l comunica
oscilografului catodicpe al carui ecran apare un punct;-transmiterea concomitenta si cristalului cuart-emitator a unui impuls,
care va patrunde in piesa, va intanli defectul, va fi reflectat de acesta si apoi receptionat de cristalul receptor, care-l va comunica amplificatorului, insa cu o oarecare intarziere fata de impulsul direct, deoarece a trebuit sa parcurga in plus distanta pana la defect si invers:pe ecranul oscilografului catodic va aparea deci un al doilea punct.
-suprafata de fund a piesei de controlat va reflecta si ea unda care, pe ecranul oscilografului, va face sa apara un al treilea punct.
In functie de diferentele distantelor dintre aceste puncte se poate aprecia adancimea la care se afla defectul, citindu-se direct pe ecran cu ajutorul unei scari de masurat. Prin acest sistem de detectare a defectelor se obtin rezultate remarcabile, cu singurul inconvenient ca nu se pot determina cu toata precizia forma, caracterul si marimea defectului, ceea ce urmeaza sa se faca prin roentgenografie sau gamagrafie.
5. ASAMBLARI PRIN LIPIRE
Procedeu de îmbinare nedemontabilă pentru piese metalice folosind un material de adaos
TABELUL 1
METODE S.D.V. ETAPE
Cu ciocane de lipit
Ajustarea pieselorAcoperirea cu strat de fluxÎncălzirea ciocanuluiScufundarea ciocanului în soluţii de clorură de zinc şi apoi clorură de amoniu
Prin rezistenţă de
contact
Încălzirea locală folosind efectul termicTopirea aliajului de lipit între piesePresarea pieselor
ASAMBLĂRI LIPITE
LIPITURI
MOITABELUL 1
TARITABELUL 2
UTILIZĂRI : Piese supuse la presiuni mici - aparate de laborator, radiatoare, tehnică de calcul etc.
TABELUL 2
Operaţii Etape
Pregătirea pieselorÎndepărtarea petele de grăsime, vopsea, lacÎn tipul lipirii piesele să vină în contact, solidarizate prin menghine sau dispozitive specialeAsigurarea unor jocuri astfel încât să se obţină spaţii în care va pătrunde aliajul de lipit
Încălzirea pieselor şi depunerea aliajului de lipit
Metode de realizareI. Lipirea cu flacără- aşezarea pieselor- acoperirea locului de lipit cu flux- încălzirea pieselor cu ajutorul unui arzător- metalul de adaos se aduce la locul îmbinării după ce piesele au atins temperatura optimăII. Lipirea în cuptor- introducerea în cuptor a pieselor în poziţia de îmbinat- se aşează metalul de adaos în rostul îmbinării- acoperirea locului îmbinării cu un strat de fluxIII. Lipirea cu încălzire prin inducţie- asemănătoare cu lipirea moale numai că temperaturile atinse sunt mai mari
LIPIREA METALELOR
Lipirea este un procedeu de imbinare nedemontabila a pieselor metalice in stare solida cu ajutorul unui aliaj de lipit topit numit aliaj de lipit, avand temperatura de topire mai joasa decat a metalului de baza. Aliajul pentru lipit trebuie sa faca o priza buna cu metalul de baza sa se raspandeasca usor pe suprafata lui sa fie ieftin si nedeficitar.
Imbinarea prin lipire prezinta unele avantaje si anume:-la lipire nu este necesara topirea materialelor de baza;-tensiunile, deformatiile si modificarile care apar in componentele
imbinate prin lipire sunt mai mici ca la sudare;-tehnologia lipirii este mai simpla decat tehnologia sudarii.Lipirea se poate efectua cu material de adaos metalic sau cu material
de adaos nemetalic (lipire cu adeziv) Aliajele metalice pentru lipit au in componenta lor in general metale
neferoase (Sn, Pb, Cu, Ag etc). Proportia acestora determina atat temperatura de topire cat si rezistenta mecanica a aliajelor de lipit. In functie de aceste considerente aliajele de lipit se clasifica in aliaje moi si si aliaje tari (v. Cap. 13).
Asamblari prin incleiere
Asamblarile prin incleiere se realizeaza cu ajutorul unui strat foarte subtire de 0,01...0,1 mm, de adeziv interpus intre suprafetele pieselor. Stratul de adeziv (cleiul) adera puternic la suprafata pieselor pe baza absortiei si orientarii moleculelor, realizandu-se in acest fel legatura.
Incleierea se utilizeaza de regula acolo unde metodele mecanice de asamblat nu sunt de dorit sau nu sunt posibile.
Avantajele acestui procedeu sunt: este universal, in sensul ca poate asambla materiale diferite (metale, sticla, materiale ceramice, materiale plastice, lemn, carton, piele) sau combinatii de astfel de materiale; temperatura la care se efectueaza legatura este foarte mica in comparatie cu sudarea si lipirea.
Adezivul este format dintr-un liant, ca material de baza, solventi, material de umplutura si catalizatori. Aceste substante concura fie la asigurarea mai rapida a legaturii fie la marirea rezistentei asamblarii.
Adezivii (cleiurile)pot fi reci sau calzi dupa cum se realizeaza la temperatura mediului inconjurator sau la 100...200 grade C.
Ca adezivi, la incleierea pieselor metalice se foloseste lacul in solutie de alcool incalzita, pana la evaporarea solventului lichid. Se folosesc de asemenea ca substante de incleiere rasinile sintetice. Dintre acestea, rasinile epoxidice dau rezultate bune, asigurand o rezistenta corespunzatoare a asamblarilor (pana la 600 daN/cm2), in functie de temperatura si timpul de intarire a sortimentului de rasina. Se folosesc deasemenea ca adezivi cauciucurile sintetice sub forma de latexuri sau cauciucurile modificate, precum si unii copolimeri ca clorura de vinilacetat de vinil si policlorura de vinil clorurata, care au o buna aderenta pe metale. Rasinile fenol-formaldehidice folosite ca rezultate bune pentru incleierea lemnului, hartiei si a tesaturilor textile sunt utilizate si pentru metale, dar rezistenta asamblarii este inferioara rasinilor epoxidice si cauciucurilor.
Rezistenta asamblarilor prin incleiere depinde de o serie de factori ca: proprietatile fizico-chimico-mecanice ale adezivului,(componenta adezivului, modului de elasticitate stabilitatea chimica) si a materialelor pieselor de asamblat; modul in care se realizeaza operatiile pentru efectuarea imbinarii; temperatura, presiunea si umiditatea mediului in care lucreaza asamblarea; grosimea pieselor, grosimea stratului de clei, lungimea de suprapunere.
Cercetarile experimentale au aratat ca exista o grosime si o lungime de suprapunere optima, la care, pentru o anumita asamblare, se obtine rezistenta cea mai buna. De asemenea, natura mediului inconjurator influenteaza sensibil rezistenta imbinarii.
Luand in considerare multitudinea parametrilor ce influenteaza tensiunile este rational sa se vorbeasca despre o rezistenta ( de rupere sau efectiva)momentana, deci despre o rezistenta care nu poate avea valabilitate decat in anumite conditii.
In figura 20.20 sunt prezentate unele exemple de asamblari prin incleiere pentru piese din diferite materiale. In fig. 20.20 a este aratata prinderea varfului metalic al unui lagar cu cuzinet din piatra. In fig. 20.20 b se arata asamblarea intre doua piese din lemn la care in zona de incleie este indicat sa se asigure un efect de pana, lemnul fiind absorbant de umezeala. In fig. 20.20 c si d este aratat incleierea unor straturi de hartie, confectionandu-se astfel elemente constructive dintr-o singura bucata sau mai multe bucati care servesc pentru a purta pe ele infasurari de sarma care sa le izoleze de miezul sau carcasa metalica (bobinele de la aparatele de radio, contuarele elctrice, aparate de masurat). Se pot realiza incleieri de tesaturi si din piele cu piese metalice intre ele (fig. 20.20 e,f) de regula
pentru acoperirea suprafetelor metalice. Incleierea se poate folosi si la asamblarea sticlei pentru lentile sau
sisteme optice.
LIPIREA METALELOR
Lipirea este un procedeu de imbinare nedemontabila a pieselor metalice in stare solida cu ajutorul unui aliaj de lipit topit numit aliaj de lipit, avand temperatura de topire mai joasa decat a metalului de baza. Aliajul pentru lipit trebuie sa faca o priza buna cu metalul de baza sa se raspandeasca usor pe suprafata lui sa fie ieftin si nedeficitar.
Imbinarea prin lipire prezinta unele avantaje si anume:-la lipire nu este necesara topirea materialelor de baza;-tensiunile, deformatiile si modificarile care apar in componentele
imbinate prin lipire sunt mai mici ca la sudare;-tehnologia lipirii este mai simpla decat tehnologia sudarii.Lipirea se poate efectua cu material de adaos metalic sau cu material
de adaos nemetalic (lipire cu adeziv) Aliajele metalice pentru lipit au in componenta lor in general metale
neferoase (Sn, Pb, Cu, Ag etc). Proportia acestora determina atat temperatura de topire cat si rezistenta mecanica a aliajelor de lipit. In functie de aceste considerente aliajele de lipit se clasifica in aliaje moi si si aliaje tari (v. Cap. 13).
Asamblari prin incleiere
Asamblarile prin incleiere se realizeaza cu ajutorul unui strat foarte subtire de 0,01...0,1 mm, de adeziv interpus intre suprafetele pieselor. Stratul de adeziv (cleiul) adera puternic la suprafata pieselor pe baza absortiei si orientarii moleculelor, realizandu-se in acest fel legatura.
Incleierea se utilizeaza de regula acolo unde metodele mecanice de asamblat nu sunt de dorit sau nu sunt posibile.
Avantajele acestui procedeu sunt: este universal, in sensul ca poate asambla materiale diferite (metale, sticla, materiale ceramice, materiale plastice, lemn, carton, piele) sau combinatii de astfel de materiale; temperatura la care se efectueaza legatura este foarte mica in comparatie cu sudarea si lipirea.
Adezivul este format dintr-un liant, ca material de baza, solventi, material de umplutura si catalizatori. Aceste substante concura fie la asigurarea mai rapida a legaturii fie la marirea rezistentei asamblarii.
Adezivii (cleiurile)pot fi reci sau calzi dupa cum se realizeaza la temperatura mediului inconjurator sau la 100...200 grade C.
Ca adezivi, la incleierea pieselor metalice se foloseste lacul in solutie de alcool incalzita, pana la evaporarea solventului lichid. Se folosesc de asemenea ca substante de incleiere rasinile sintetice. Dintre acestea, rasinile epoxidice dau rezultate bune, asigurand o rezistenta corespunzatoare a asamblarilor (pana la 600 daN/cm2), in functie de temperatura si timpul de intarire a sortimentului de rasina. Se folosesc deasemenea ca adezivi cauciucurile sintetice sub forma de latexuri sau cauciucurile modificate, precum si unii copolimeri ca clorura de vinilacetat de vinil si policlorura de vinil clorurata, care au o buna aderenta pe metale. Rasinile fenol-formaldehidice folosite ca rezultate bune pentru incleierea lemnului, hartiei si a tesaturilor textile sunt utilizate si pentru metale, dar rezistenta asamblarii este inferioara rasinilor epoxidice si cauciucurilor.
Rezistenta asamblarilor prin incleiere depinde de o serie de factori ca: proprietatile fizico-chimico-mecanice ale adezivului,(componenta adezivului, modului de elasticitate stabilitatea chimica) si a materialelor pieselor de asamblat; modul in care se realizeaza operatiile pentru efectuarea
imbinarii; temperatura, presiunea si umiditatea mediului in care lucreaza asamblarea; grosimea pieselor, grosimea stratului de clei, lungimea de suprapunere.
Cercetarile experimentale au aratat ca exista o grosime si o lungime de suprapunere optima, la care, pentru o anumita asamblare, se obtine rezistenta cea mai buna. De asemenea, natura mediului inconjurator influenteaza sensibil rezistenta imbinarii.
Luand in considerare multitudinea parametrilor ce influenteaza tensiunile este rational sa se vorbeasca despre o rezistenta ( de rupere sau efectiva)momentana, deci despre o rezistenta care nu poate avea valabilitate decat in anumite conditii.
In figura 20.20 sunt prezentate unele exemple de asamblari prin incleiere pentru piese din diferite materiale. In fig. 20.20 a este aratata prinderea varfului metalic al unui lagar cu cuzinet din piatra. In fig. 20.20 b se arata asamblarea intre doua piese din lemn la care in zona de incleie este indicat sa se asigure un efect de pana, lemnul fiind absorbant de umezeala. In fig. 20.20 c si d este aratat incleierea unor straturi de hartie, confectionandu-se astfel elemente constructive dintr-o singura bucata sau mai multe bucati care servesc pentru a purta pe ele infasurari de sarma care sa le izoleze de miezul sau carcasa metalica (bobinele de la aparatele de radio, contuarele elctrice, aparate de masurat). Se pot realiza incleieri de tesaturi si din piele cu piese metalice intre ele (fig. 20.20 e,f) de regula pentru acoperirea suprafetelor metalice.
Incleierea se poate folosi si la asamblarea sticlei pentru lentile sau sisteme optice.