Proiectare dispozitiv de orientare - pozitionare- strangere
20
E1. ANALIZA TEMEI DE PROIECTARE. INFORMAREA INIŢIALĂ. STABILIREA DATELOR INIŢIALE F1.1. Analiza temei de proiectare În urma analizei temei de proiectare, s-au constatat următoarele: -desenul a fost executat pe format A4; -cotele existente sunt cele necesare, toate lanţurile de dimensiuni închizându-se; -toleranţe generale generale ISO 2768-MK; -suprafeţele ce alcătuiesc piesa sunt tehnologice, ele putându-se executa pe maşini-unelte universale. Din necesitatea utilizării piesei din desenul anterior, adică prelucrarea unui semifabricat, s-a ajuns la activitatea de proiectare a unui dispozitiv special pentru prinderea piesei. Această piesă trebuie să fie prelucrată prin procedeul de FREZARE – a suprafeţelor care sunt marcate în desen. Din punct de vedere al prelucrabilităţii prin frezare , al materialului utilizat (oţel laminat de calitate OLC 45, STAS 880- 88),a gradului de precizie şi a gradului de rugozitate impus suprafeţelor;al formei constructive, piesa data prin tema prezinta o tehnologicitate medie. Din programul anual de producţie specificat, rezultă că producţia are caracter de productie in serie, deci piesa trebuie să fie produsă într- un număr de 60.000 buc/an, producţie care impune alegerea maşinii unealtă că fiind o maşină de frezat de tipul FU 36 X 140.Prin urmare se justifica concepţia si proiectarea unui dispozitiv tehnologic de complexitate mare.
Transcript
E1. ANALIZA TEMEI DE PROIECTARE. INFORMAREA INIŢIALĂ. STABILIREA DATELOR INIŢIALE
F1.1. Analiza temei de proiectare În urma analizei temei de proiectare, s-au constatat următoarele:
-desenul a fost executat pe format A4;
-cotele existente sunt cele necesare, toate lanţurile de dimensiuni închizându-se;-toleranţe generale generale ISO 2768-MK;-suprafeţele ce alcătuiesc piesa sunt tehnologice, ele putându-se executa pe maşini-unelte universale.
Din necesitatea utilizării piesei din desenul anterior, adică prelucrarea unui semifabricat, s-a ajuns la activitatea de proiectare a unui dispozitiv special pentru prinderea piesei. Această piesă trebuie să fie prelucrată prin procedeul de FREZARE – a suprafeţelor care sunt marcate în desen.
Din punct de vedere al prelucrabilităţii prin frezare , al materialului utilizat (oţel laminat de calitate OLC 45, STAS 880-88),a gradului de precizie şi a gradului de rugozitate impus suprafeţelor;al formei constructive, piesa data prin tema prezinta o tehnologicitate medie.
Din programul anual de producţie specificat, rezultă că producţia are caracter de productie in serie, deci piesa trebuie să fie produsă într- un număr de 60.000 buc/an, producţie care impune alegerea maşinii unealtă că fiind o maşină de frezat de tipul FU 36 X 140.Prin urmare se justifica concepţia si proiectarea unui dispozitiv tehnologic de complexitate mare.
F 1.2 Informarea iniţială Principalul scop al acestei faze este depistarea de solutii de dispozitive care pot fi
utilizate in principiu pentru prinderea piesei date prin tema.Cu aceasta ocazie se stabilesc
eventualele posibilitati de utilizare a solutiilor depistate, in urma unor adaptari modificari
combinari,inversii, analogii, extrapolari.
Nr.sol.
Schita si denumireaSursa
Figura (tabelul)
PaginileNumărul lucrării
1.
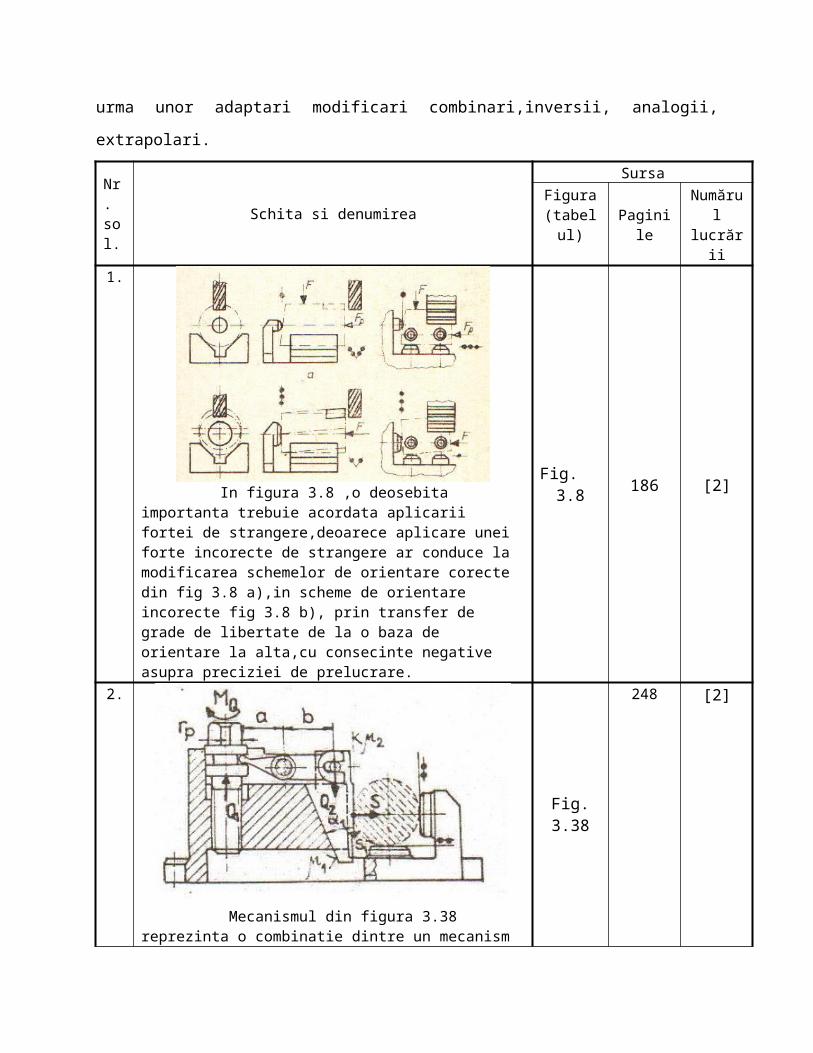
In figura 3.8 ,o deosebita importanta trebuie acordata aplicarii fortei de strangere,deoarece aplicare unei forte incorecte de strangere ar conduce la modificarea schemelor de orientare corecte din fig 3.8 a),in scheme de orientare incorecte fig 3.8 b), prin transfer de grade de libertate de la o baza de orientare la alta,cu consecinte negative asupra preciziei de prelucrare.
Fig.3.8 186 [2]
2.
Mecanismul din figura 3.38 reprezinta o combinatie dintre un mecanism de strangere cu surub ,o parghie dreapta si o pana care actioneaza direct asupra piesei.
Fig.3.38
248 [2]
3.
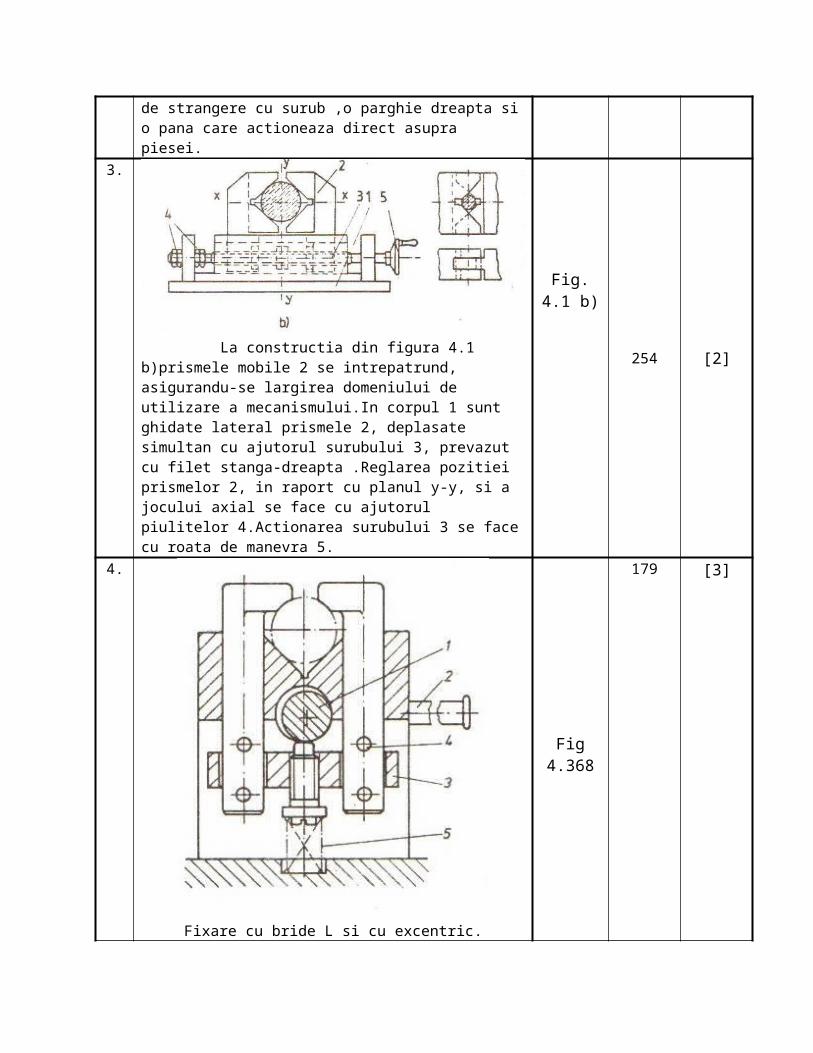
La constructia din figura 4.1 b)prismele mobile 2 se intrepatrund, asigurandu-se largirea domeniului de utilizare a mecanismului.In corpul 1 sunt ghidate lateral prismele 2, deplasate simultan cu ajutorul surubului 3, prevazut cu filet stanga-dreapta .Reglarea pozitiei prismelor 2, in raport cu planul
Fig.4.1 b)
254 [2]
y-y, si a jocului axial se face cu ajutorul piulitelor 4.Actionarea surubului 3 se face cu roata de manevra 5.
4.
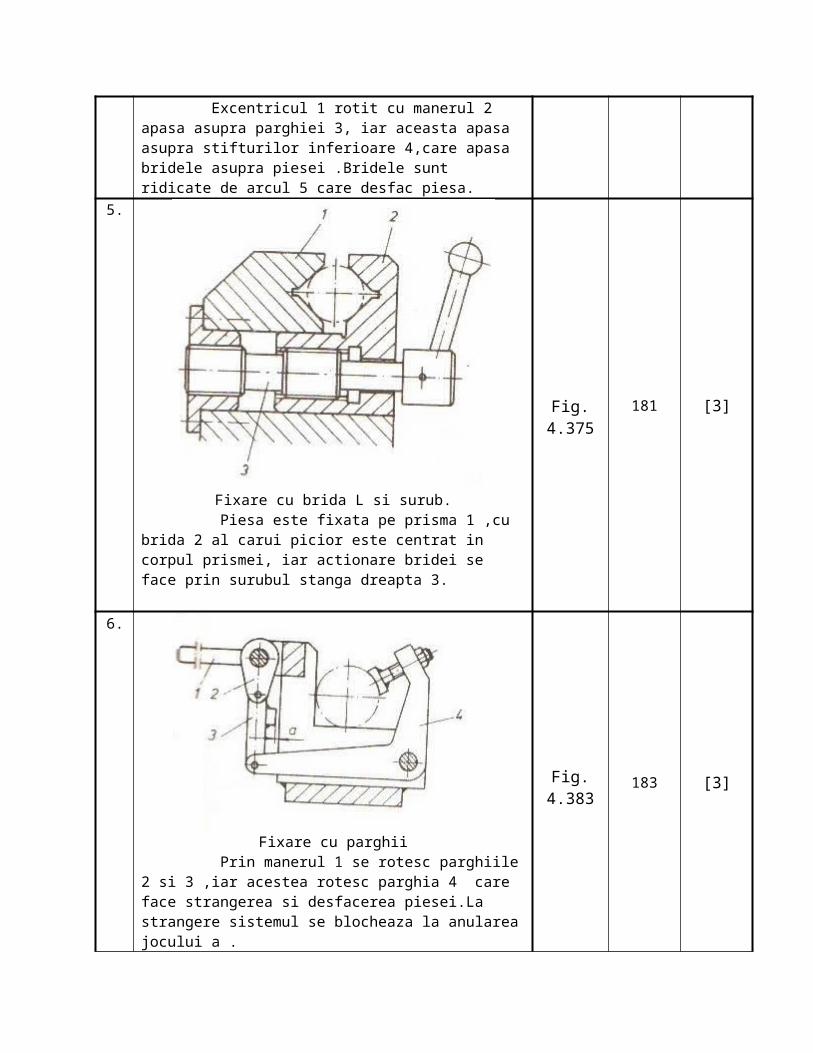
Fixare cu bride L si cu excentric. Excentricul 1 rotit cu manerul 2 apasa asupra parghiei 3, iar aceasta apasa asupra stifturilor inferioare 4,care apasa bridele asupra piesei .Bridele sunt ridicate de arcul 5 care desfac piesa.
Fig 4.368
179 [3]
5.
Fixare cu brida L si surub. Piesa este fixata pe prisma 1 ,cu brida 2 al carui picior este centrat in corpul prismei, iar actionare bridei se face prin surubul stanga dreapta 3.
Fig.4.375 181 [3]
6.
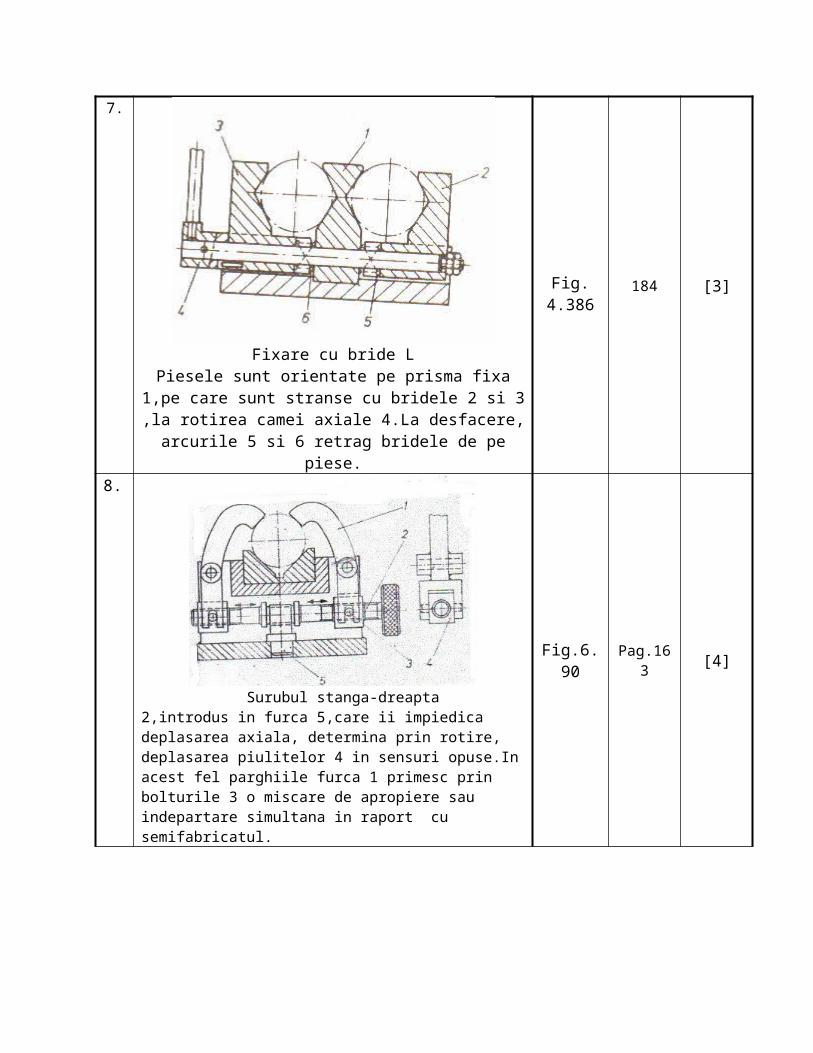
Fixare cu parghii Prin manerul 1 se rotesc parghiile 2 si 3 ,iar acestea rotesc parghia 4 care face strangerea si desfacerea piesei.La strangere sistemul se blocheaza la anularea jocului a .
Fig.4.383
183 [3]
7.
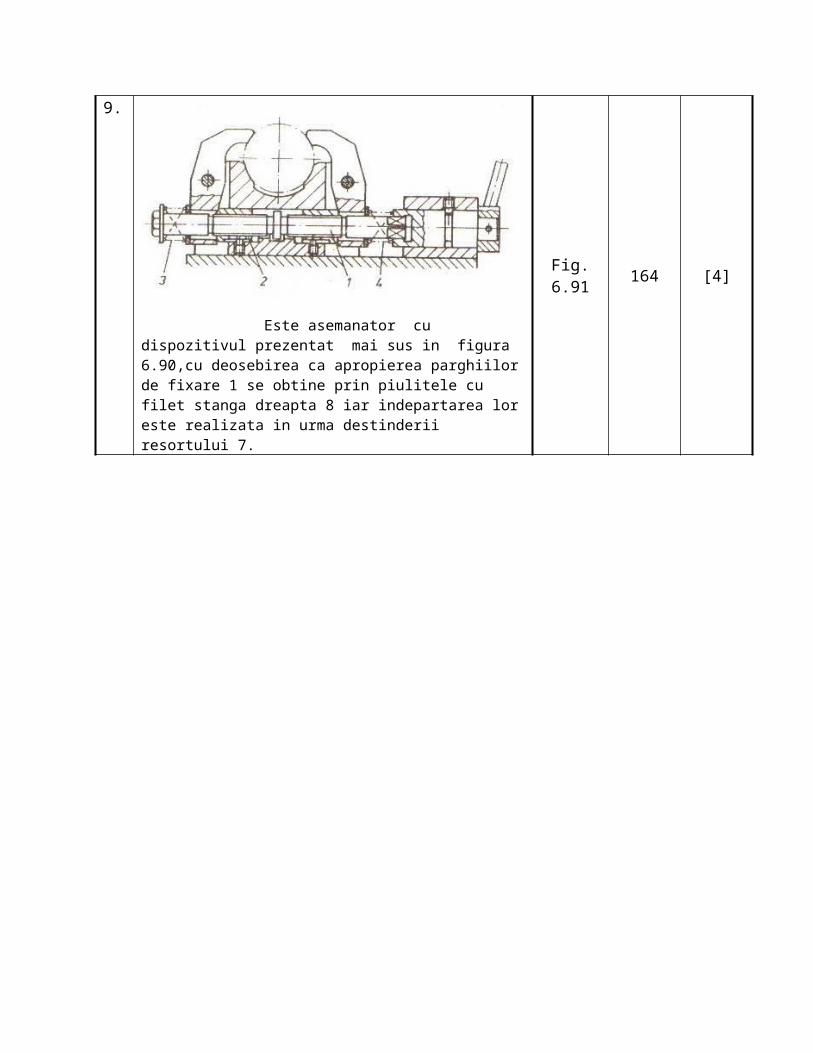
Fixare cu bride LPiesele sunt orientate pe prisma fixa 1,pe care sunt stranse cu bridele 2 si 3 ,la rotirea camei axiale 4.La desfacere, arcurile 5 si 6 retrag bridele de pe piese.
Fig.4.386
184 [3]
8.
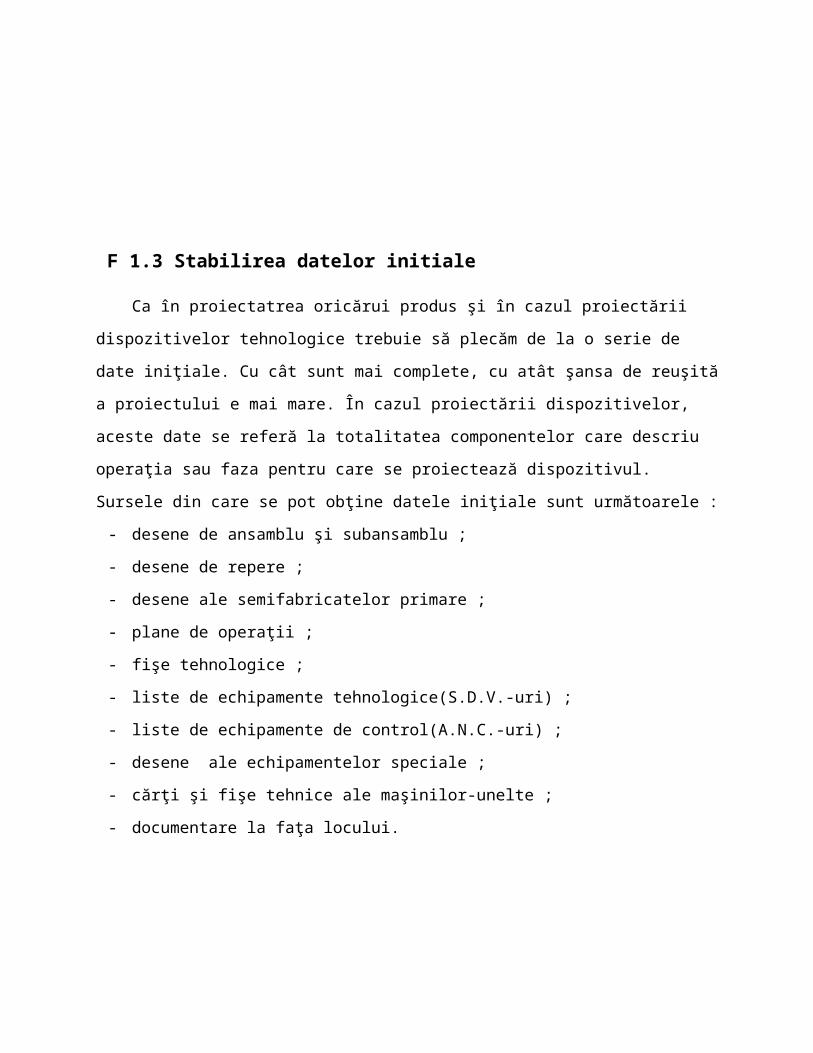
Surubul stanga-dreapta 2,introdus in furca 5,care ii impiedica deplasarea axiala, determina prin rotire, deplasarea piulitelor 4 in sensuri opuse.In acest fel parghiile furca 1 primesc prin bolturile 3 o miscare de apropiere sau indepartare simultana in raport cu semifabricatul.
Fig.6.90 Pag.163 [4]
9.
Este asemanator cu dispozitivul prezentat mai sus in figura 6.90,cu deosebirea ca apropierea parghiilor de fixare 1 se obtine prin piulitele cu filet stanga dreapta 8 iar indepartarea lor este realizata in urma destinderii resortului 7.
Fig. 6.91
164 [4]
F 1.3 Stabilirea datelor initiale
Ca în proiectatrea oricărui produs şi în cazul proiectării dispozitivelor tehnologice trebuie
să plecăm de la o serie de date iniţiale. Cu cât sunt mai complete, cu atât şansa de reuşită a
proiectului e mai mare. În cazul proiectării dispozitivelor, aceste date se referă la totalitatea
componentelor care descriu operaţia sau faza pentru care se proiectează dispozitivul. Sursele din
care se pot obţine datele iniţiale sunt următoarele :
- desene de ansamblu şi subansamblu ;
- desene de repere ;
- desene ale semifabricatelor primare ;
- plane de operaţii ;
- fişe tehnologice ;
- liste de echipamente tehnologice(S.D.V.-uri) ;
- liste de echipamente de control(A.N.C.-uri) ;
- desene ale echipamentelor speciale ;
- cărţi şi fişe tehnice ale maşinilor-unelte ;
- documentare la faţa locului.
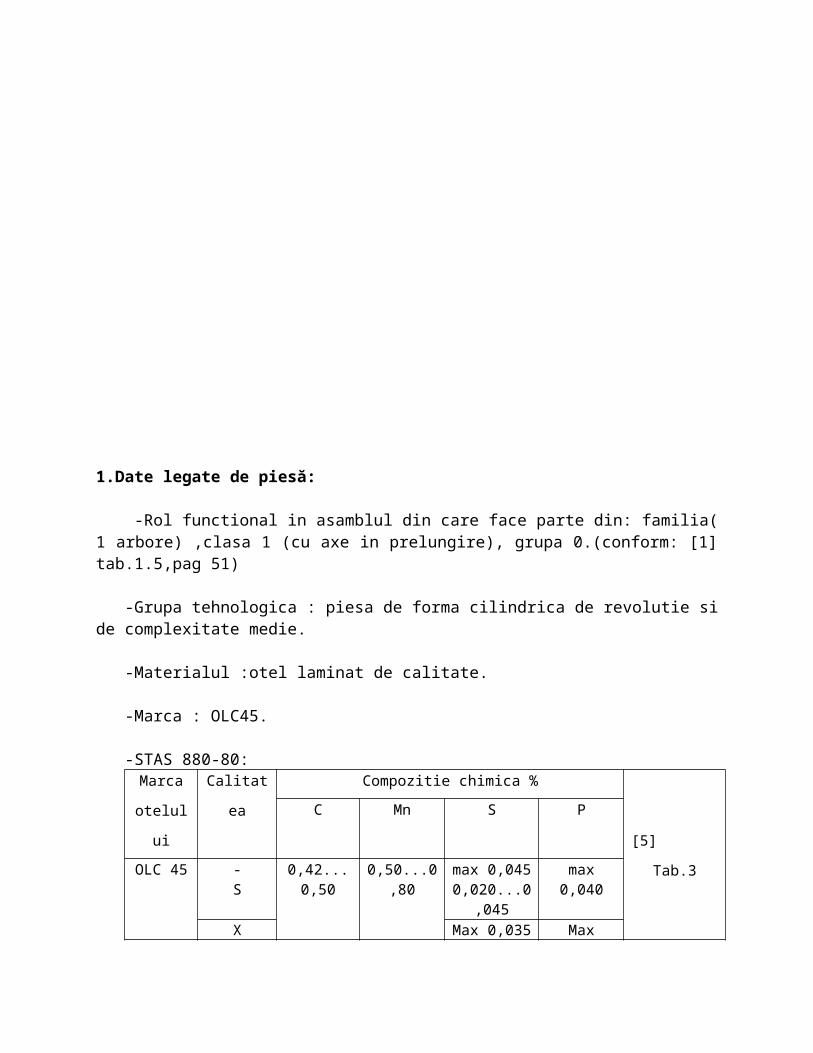
1.Date legate de piesă:
-Rol functional in asamblul din care face parte din: familia( 1 arbore) ,clasa 1 (cu axe in prelungire), grupa 0.(conform: [1] tab.1.5,pag 51) -Grupa tehnologica : piesa de forma cilindrica de revolutie si de complexitate medie.
-Materialul :otel laminat de calitate.
-Marca : OLC45.
-STAS 880-80: Marca
otelului
Calitatea Compozitie chimica %
[5]
Tab.3
C Mn S P
OLC 45 -S
0,42... 0,50 0,50...0,80 max 0,0450,020...0,045
max 0,040
XX S
Max 0,0350,020...0,040
Max 0,035
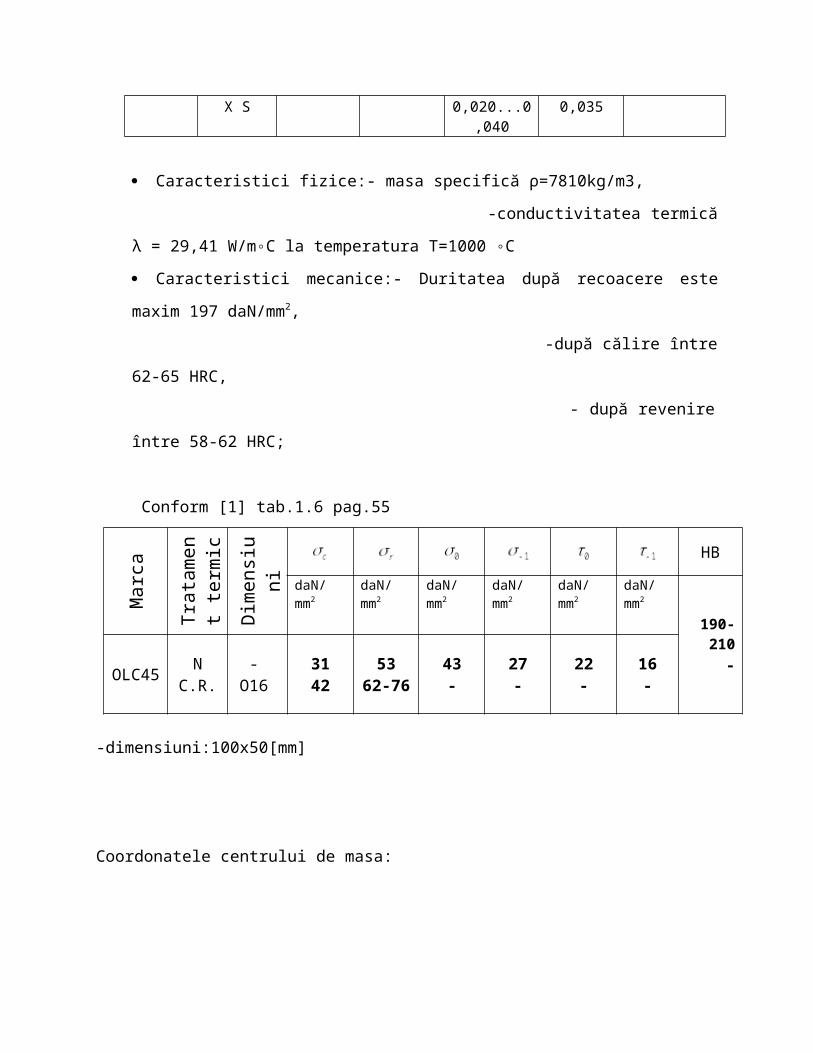
Caracteristici fizice:- masa specifică ρ=7810kg/m3,
-conductivitatea termică λ = 29,41 W/m◦C la temperatura T=1000 ◦C
Caracteristici mecanice:- Duritatea după recoacere este maxim 197 daN/mm2,
-după călire între 62-65 HRC,
- după revenire între 58-62 HRC;
Conform [1] tab.1.6 pag.55
Mar
ca
Tra
tam
ent
term
ic
Dim
ensi
uni
HB
daN/mm2 daN/mm2 daN/mm2 daN/mm2 daN/mm2 daN/mm2
190-210 -
OLC45N
C.R.-
O163142
5362-76
43-
27-
22-
16-
-dimensiuni:100x50[mm]
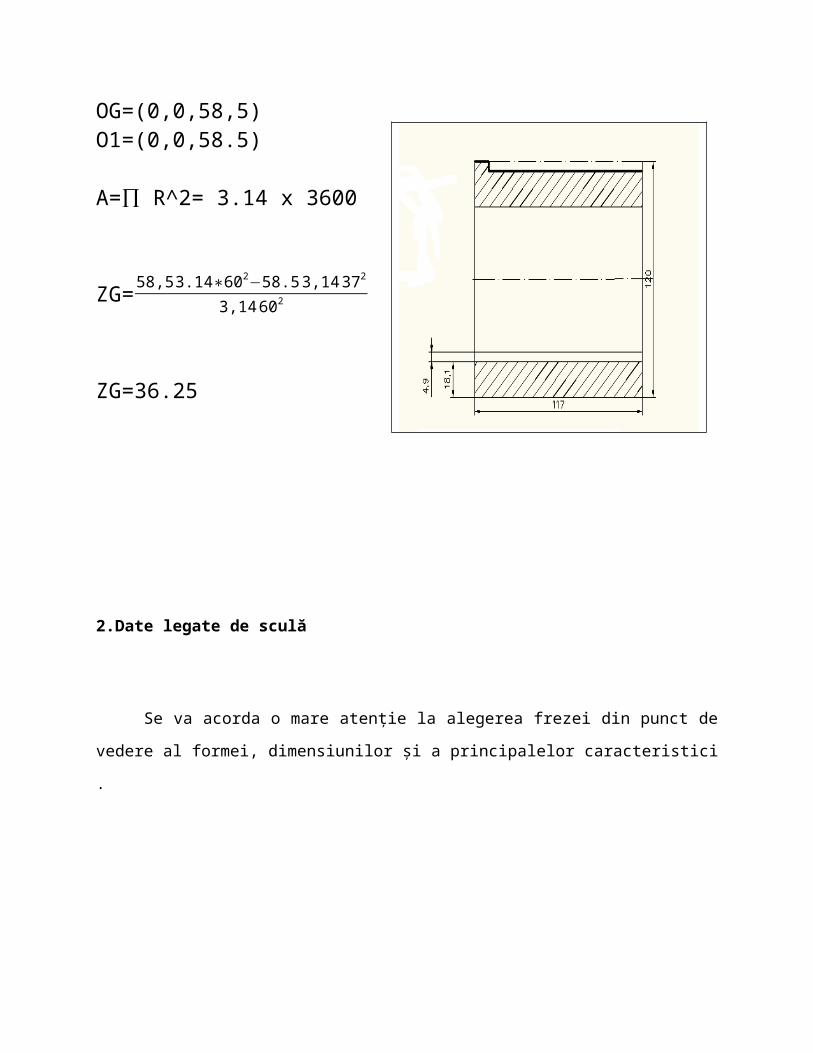
Coordonatele centrului de masa:
OG=(0,0,58,5)O1=(0,0,58.5)
A=∏ R^2= 3.14 x 3600
ZG=58,53.14∗602−58.5 3,14 372
3,14 602
ZG=36.25
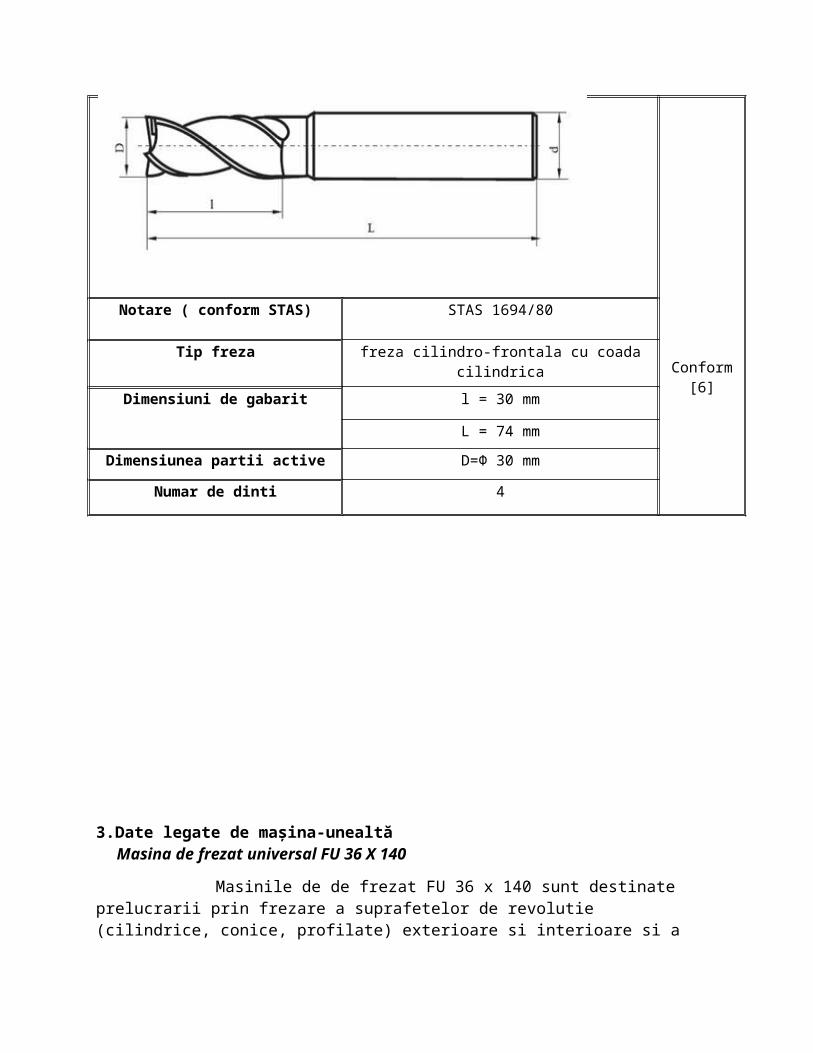
2.Date legate de sculă
Se va acorda o mare atenţie la alegerea frezei din punct de vedere al formei,
dimensiunilor şi a principalelor caracteristici .
Conform [6]
Notare ( conform STAS) STAS 1694/80
Tip freza freza cilindro-frontala cu coada cilindrica
Dimensiuni de gabarit l = 30 mm
L = 74 mm
Dimensiunea partii active D=Φ 30 mm
Numar de dinti 4
3.Date legate de maşina-unealtă
Masina de frezat universal FU 36 X 140
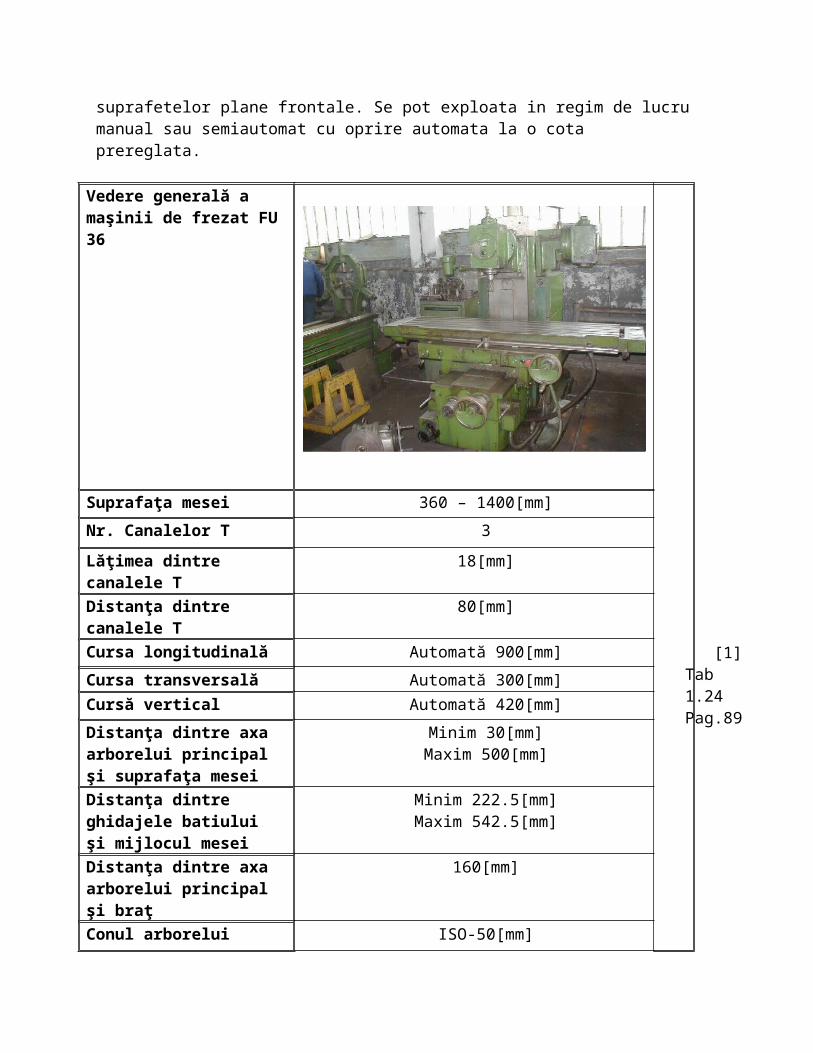
Masinile de de frezat FU 36 x 140 sunt destinate prelucrarii prin frezare a suprafetelor de revolutie (cilindrice, conice, profilate) exterioare si interioare si a suprafetelor plane frontale. Se pot exploata in regim de lucru manual sau semiautomat cu oprire automata la o cota prereglata.
Vedere generală a maşinii de frezat FU 36
[1]Tab 1.24Pag.89
Suprafaţa mesei 360 – 1400[mm]
Nr. Canalelor T 3
Lăţimea dintre canalele T 18[mm]
Distanţa dintre canalele T 80[mm]
Cursa longitudinală Automată 900[mm]
Cursa transversală Automată 300[mm]
Cursă vertical Automată 420[mm]
Distanţa dintre axa arborelui principal şi suprafaţa mesei
Minim 30[mm]Maxim 500[mm]
Distanţa dintre ghidajele batiului şi mijlocul mesei
Minim 222.5[mm]Maxim 542.5[mm]
Distanţa dintre axa arborelui principal şi braţ
160[mm]
Conul arborelui principal ISO-50[mm]
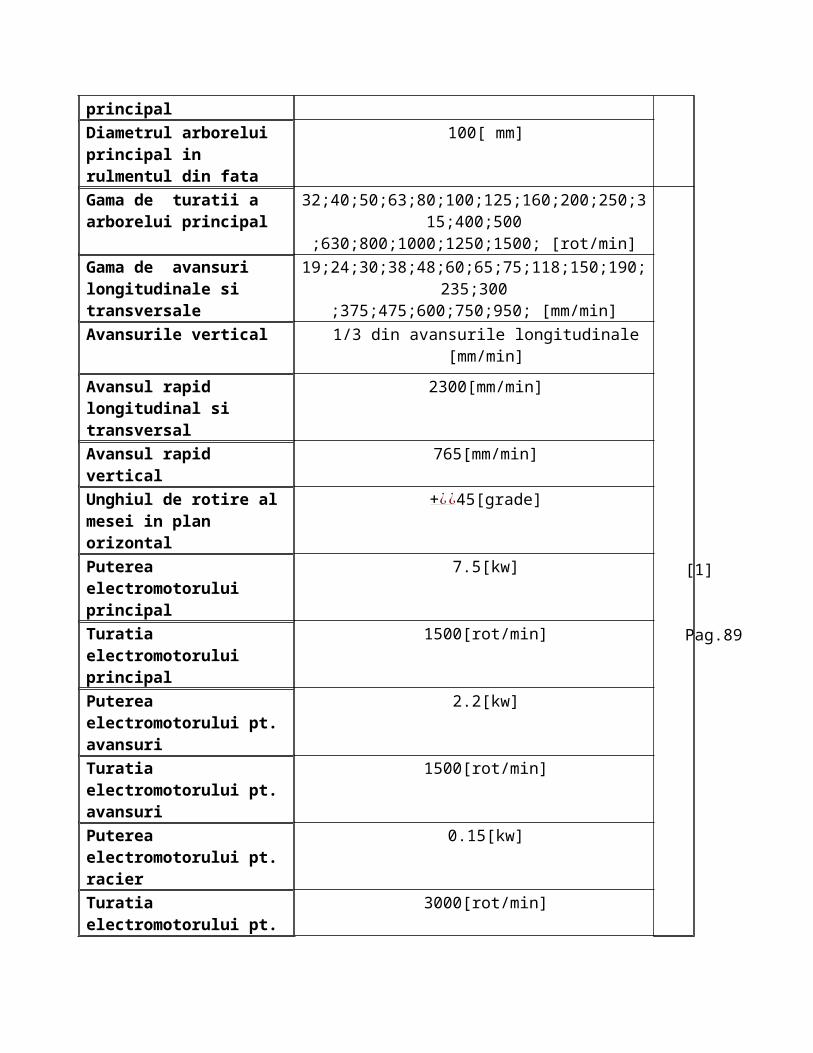
Diametrul arborelui principal in rulmentul din fata
Avansurile vertical 1/3 din avansurile longitudinale [mm/min]
Avansul rapid longitudinal si transversal
2300[mm/min]
Avansul rapid vertical 765[mm/min]
Unghiul de rotire al mesei in plan orizontal
+¿¿45[grade]
Puterea electromotorului principal
7.5[kw]
Turatia electromotorului principal
1500[rot/min]
Puterea electromotorului pt. avansuri
2.2[kw]
Turatia electromotorului pt. avansuri
1500[rot/min]
Puterea electromotorului pt. racier
0.15[kw]
Turatia electromotorului pt. racier
3000[rot/min]
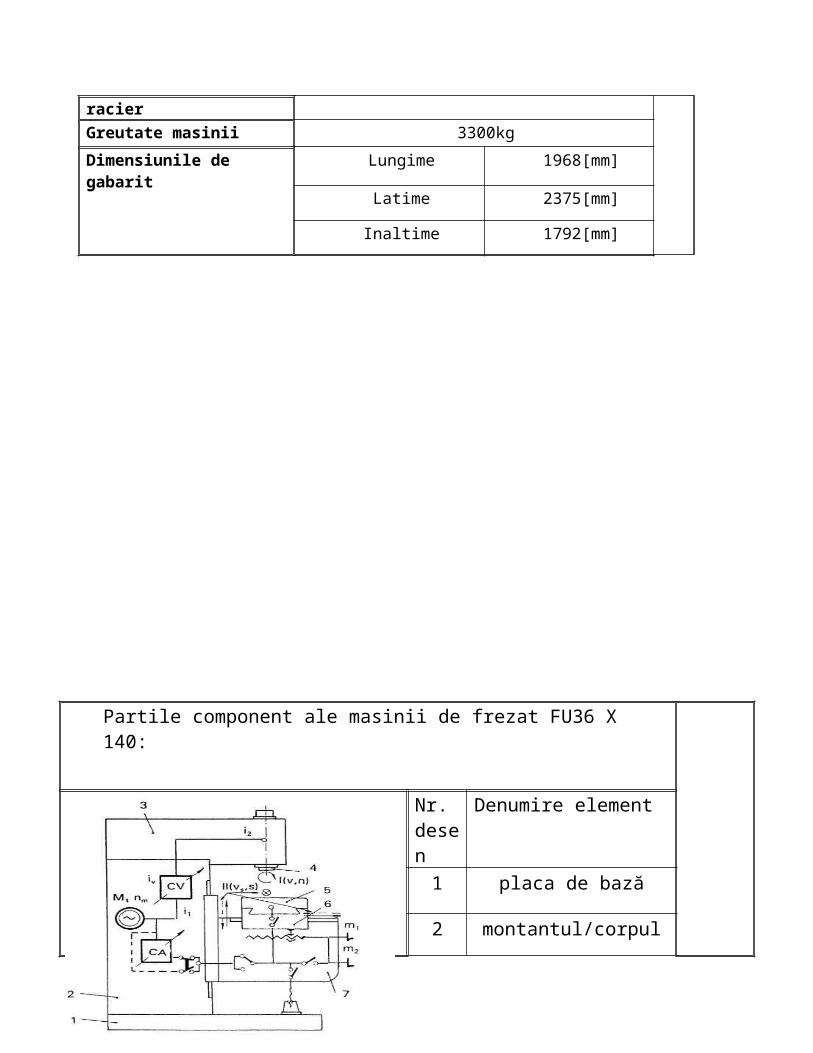
Greutate masinii 3300kg
Dimensiunile de gabarit Lungime 1968[mm]
Latime 2375[mm]
Inaltime 1792[mm]
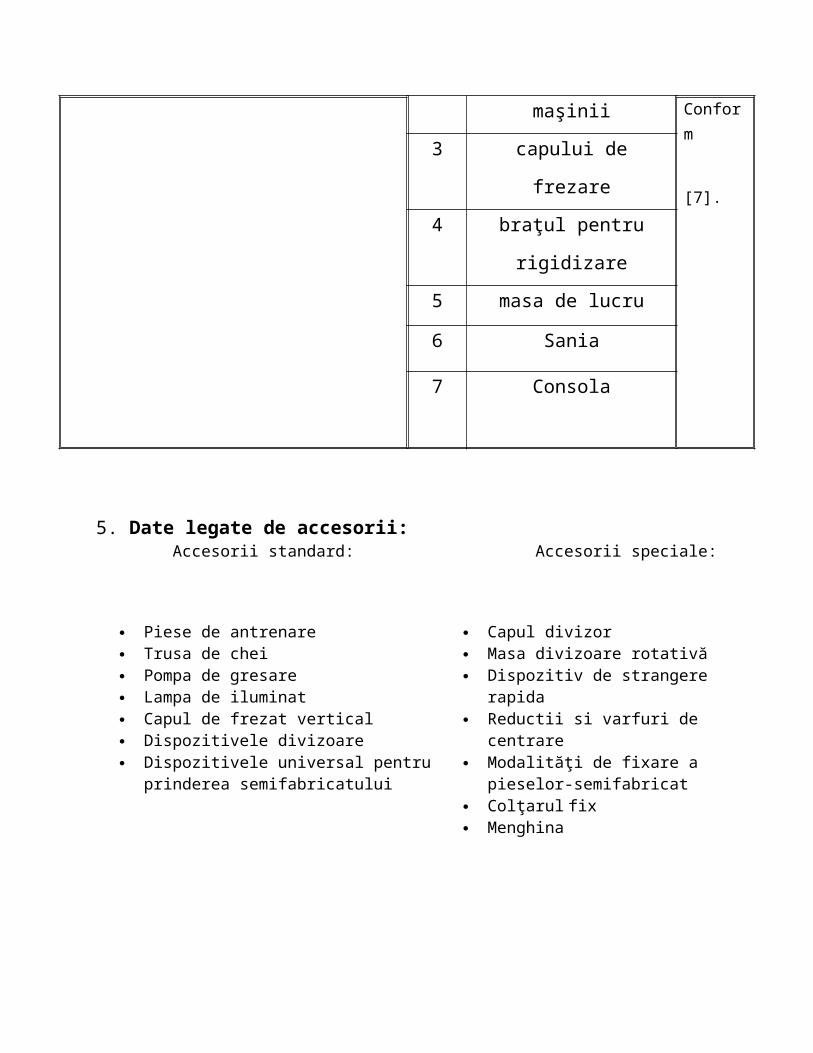
Partile component ale masinii de frezat FU36 X 140:
Conform
[7].
Nr.desen
Denumire element
1 placa de bază
2 montantul/corpul maşinii
3 capului de frezare
4 braţul pentru rigidizare
5 masa de lucru
6 Sania
7 Consola
5. Date legate de accesorii: Accesorii standard:
Piese de antrenare Trusa de chei Pompa de gresare
Accesorii speciale:
Capul divizor Masa divizoare rotativă Dispozitiv de strangere rapida
Lampa de iluminat Capul de frezat vertical Dispozitivele divizoare Dispozitivele universal pentru prinderea
semifabricatului
Reductii si varfuri de centrare Modalităţi de fixare a pieselor-
semifabricat Colţarul fix Menghina
Date legate deVerificatoare
12.5
Caracteristici Non-digital Unitati de masura: Metric Cursa de masarare : 0-150 mm Rezolutie : 0.01mm Acuratete : 0.02 mm Masoara interiorul , exteriorul si adancimea
P 156
Nr crt
Date initiale Scheme (schite,desene),valori etc Sursa
1 Date legate de piesa [1]Tab. 1.5Pag.511.1 Rol functional in
ansamblul din care face parte
Arbore
1.2 Forma si complexitate Piesa cilindrica ,de complexitate medie
1.3 Grupa tehnologica clasa 1(cu axe inprelungire), grupa 0(fara grupa).
1.4 Material Otel laminat de calitate
1.5 Marca OLC45
1.6 STAS 880-80
2 Date legate de scula
Conform [6]
2.1 Tip Freza cilindro-frontala
2.2 Notare(conf. STAS) Freza Ø40
2.3 STAS STAS 1694/80
2.4 Dimensiuni l = 117 mm
L = 120 mm
D=Φ 74 mm
3 Date legate de M.U
[1]Tab 1.24Pag.89
3.1 Tip Fu 36 x 140
3.2 Gabarit maxim 1968x2375x1792[mm3]
3.3 Gama de turatii 32;40;50;63;80;100;125;160;200;250;315;400;500;630;800;100;1250;1500; [rot/min]
[8] N.GHERGHEL ,Indrumar de proiectare a dispozitivelor 2, INSTITUTUL POLITEHNIC. „Gh. Asachi“ Iaşi,
Facult.de T.C.M., Iasi, Anul 1992.
[9] N.GHERGHEL ,Indrumar de proiectare a dispozitivelor 3, INSTITUTUL POLITEHNIC. „Gh. Asachi“ Iaşi,
Facult.de T.C.M., Iasi, Anul 1992.
[10] N. GHERGHEL, N. SEGHEDIN, Conceptia si proiectarea reazemelor dispozitivelor tehnologice, Ed.
Tehnopress Iasi, 2006.
[11]. N. GOJINEŢCHI, N. GHERGHEL , Proiectarea Dispozitivelor vol. 4, INSTITUTUL POLITEHNIC. „Gh. Asachi“ Iaşi, Facult.de T.C.M., Iasi, Anul 1992.
[12]. STAS 3508/1-80 [13]. Octavian Pruteanu ,Laurentiu Slatineanu, Vasile Braha Tehnologia ,Constructiei de masini –Indrumar de proiectare Institutul Politehnic, Iasi An 1980